DAFTAR PUSTAKA
Anonim. 1976. Vadecum Kehutanan Indonesia. Departemen Pertanian. Direktorat Jenderal Kehutanan.
Abdurachman dan Hadjib, N. 2006. Pemanfaatan Kayu Hutan Rakyat Untuk Komponen Bangunan. Prosiding Seminar Hasil Litbang Hasil Hutan 2006 ; 130-148.
Adha, N. L. 2005. Sifat-Sifat Pemesinan Kayu Durian (Durio Ziberthinus L) Skiripsi. Departemen Kehutanan. Fakultas Pertanian. Universitas Sumatera Utara. Medan.
Bowyer JL, Shmulsky R, Haygreen JG. 2003. Forest Poducts and Wood Science An Introduction 4th ED USA ; Lowa State Press a B’ackwell Publ.
Damanauw, J.F. 1990. Mengenal Kayu. Penerbit Kanisius. Yogyakarta.
Dewi LM, Supartini. 2011. Anatomical properties of Shorea mujongensis P.S. Ashton, a critically endangered species of Dipterocarps from Kalimantan. J For. Res. 8(2):91-100.
Forest Product Society (FPS). 1999. Wood Handbook : Wood as An Engineering Material. Forest Product Society. USA
Hernandez, Roger, E, Bustos. Cecilia. Fortin. Yves. Beaulieu and Jean. 2001. Wood Machining Properties of White Spruce from Plantation Forests. www. Wood Machining Properties.com.
Kementerian Kehutanan. 2012. Statistik Kehutanan Indonesia. Kementeriankehutanan. Jakarta.
Lempang, M., W. Syafii, dan G.Pari. 2011. Struktur dan komponen arang sertaarang aktif tempurung kemiri. Penelitian Hasil Hutan 29 (3):278-294. Mandang, Y. I dan Pandit, N. K. 1997. Pedoman Identifikasi Jenis Kayu di
Lapangan. Yayasan PROSEA Bogor Pusat Diklat Pegawai dan SDM Kehutanan. Bogor.
Muslich, M., M. Wardani, T. Kalima, S. Rulliaty, R. Darmayanti, N.Hajib, G. Pari, S. Suprapti, M.I. Iskandar, Abdurachman, E. Basri, I. Heriansyah dan H.L. Tata, (2013). Atlas Kayu Indonesia JilidIV. Bogor: Pusat Penelitian dan Pengembangan Keteknikan Kehutanan dan Pengolahan Hasil Hutan. Nurrahman, A., Silitonga, T. 1972. Dimensi Serat Beberapa Jenis Kayu Sumatera
Pandit, N. K dan dan Ramdan H, 2002. Anatomi kayu : Penghantar Sifat Kayu Sebagai Bahan Baku. Yayasan Penerbit Fakultas Kehutanan IPB. Bogor. Pizzi, A. 1983. Wood Adhesives, Chemistry and Technology. Marcel Dekker,
New York.
Prayitno, T.A.,1996, Perekatan Kayu, Fakultas Kehutanan, Universitas Gadjah Mada, Yoyakarta.
Syafi, W. dan I.Z. Siregar. 2006. Sifat Kimia dan Dimensi Serat Kayu Mangium (Acacia mangium Willd) dari Tiga Provenans. Jurnal Ilmu dan Teknologi kayu Tropis. Vol.4. No.1. : 29-32. Masyarakat Peneliti Kayu Indonesia. Siswanto, N. 2002. Sifat-Sifat Pemesinan Kayu Pilang dibandingkan dengan Kayu
Gmelina dan Mangium. [Skripsi] Fakultas Kehutanan IPB. Bogor. Sitinjak, H. 2008. Sifat pemesinan Kayu Kemiri (Aleurites moluccana Willd).
Skiripsi Departemen Kehutanan. Universitas Sumatera Utara. Medan. Siregar, N. 2012. Peluang Benuang Bini (Octomeles sumatrana miq) Sebagai
Bahan Baku Pulp. Balai Penelitian Teknologi Perbenihan Tanaman Hutan. Bogor.
METODE PENELITIAN
Lokasi dan Waktu Penelitian
Penelitian anatomi kayu yang meliputi makroskopis dan mikroskopis, serta mikrotom dan proses maserasi dilakukan di Laboratorium Teknologi Hasil Hutan, Program Studi Kehutanan, Fakultas Pertanian, Universitas Sumatera Utara. Laboratorium Mikrobiologi, Fakultas Matematika dan Ilmu Pengetahuan alam. Dan Penelitian pemesinan dilakukan di workshop THH. Pelaksanaan penelitian ini dimulai dari bulan Mei 2016 sampai dengan September 2016.
Alat dan Bahan Penelitian
Alat yang digunakan pada penelitian ini untuk pengujian sifat anatomi adalah, waterbath, tabung reaksi, cawan petri, kertas saring, gelas ukur, penjepit, spatula, pipet tetes, cutter, pisau silet, mikroskop yang dilengkapi dengan micrometer, kamera digital, preparat, gelas objek, kaca penutup, plastik transparansi, kertas milimeter, pulpen, penggaris, alat tulis dan kalkulator. Dan untuk pengujian sifat pemesinan adalah mesin Double moulder, mesin serut (planer), mesin bor (borer), mesin amplas (sander), mesin bubut (turner), mesin pelubang persegi (mortiser), meteran, califer, alat tulis, kaca pembesar (loupe) dengan pembesaran sepuluh kali.
Prosedur Penelitian
A. Pengujian Sifat Anatomi
1. Pengamatan Makroskopis Kayu
Sifat makroskopis kayu yang diamati antara lain : warna kayu, kilap, serat, tekstur kesan raba dan kekerasan.
2. Pembuatan Preparat Sayatan (Mikroton)
Pembuatan preparat sayatan dilakukan dengan membuat contoh uji sebanyak 3 ulangan yaitu arah longitudinal, tangensial dan radial .
3. Preparat Maserasi
1. Contoh uji sebesar batang korek api dimasukkan kedalam tabung reaksi berisi 30 % larutan hydrogen peroksida 60 % larutan asam asetat glasial dengan perbandingan 1 : 1 sampai terendam.
2. Tabung reaksi dipanaskan dalam waterbath sampai potongan kayu bewarna putih dan terlihat adanya tanda-tanda serabut mulai lepas.
3. Kemudian cuci dengan air ledeng 2-3 kali, selanjutnya dengan aquades dan dikocok untuk mendapatkan serabut-serabut yang terlepas dengan sempurna. 4. Cuci kembali berulang-ulang dengan aquades sampai bebas asam.
5. Setelah itu serabut dipindahkan ke cawan petris dan diberi 2-4 tetes saftranin 2 %. Tunggu selama 6-8 jam agar zat warna benar-benar meresap dalam serabut. 6. Setelah itu sel-sel serabut dicuci kembali dengan air aquades. Bila diiginkan zat pewarna tahan lama maka dicuci berturut-turut dalam alkohol 10 %, 30%, dan 70 % masing-masing selama 2 menit.
8. Preparat lalu diberi setetes Canada balsam (entelan) dan ditutup dengan cover glass, penutupan dilakukan dengan hati-hati agar tidak ada gelembung udara yang terperangkap.
Nilai turunan serat dapat dihitung dengan menggunakan rumus : 1. Runkle Ratio (Bilangan Runkel) = 2w
l
2. Felting Power/Slenderness (Daya Tenun) = L d
3. Mulhsteph Ratio (Bilangan Muhlsteph) = d2 – l2 x 100%
d2
4. Coefficient og Rigidity (Koefisien Kekakuan) = w
d
5. Flexibility Ratio (Bilangan Fleksibilitas) = l
d
B. Pengujian Sifat Pemesinan
Pembuatan Contoh Uji
Menurut ASTM D 1666-1999 papan contoh uji dibuat dengan berukuran 120 cm x 12,5 cm x 2 dan bebas cacat. Papan contoh tersebut dibuat menjadi contoh uji untuk pengujian sifat-sifat pemesinan kayu..
1. Pengerjaan Papan Contoh
Pengujian dilakukan dengan menilai sifat pemesinan pada papan contoh. Sifat-sifat pememesinan yang dinilai dan cara pengerjaan adalah :
a. Penyerutan (Planing)
Contoh uji penyerutan dibuat berukuran 90 cm x 10 cm x 2 cm yang selanjutnya diberi nomor contoh uji. Sudut potong pisau diatur sebesar 20o-30o, laju pengumpanan sebesar 16.000 rpm, serta tebal sayatan sebesar 2 mm. Contoh uji diserut dengan mesin double moulder searah serat.
Setiap contoh uji yang keluar dari mesin yang menunjukkan arah masuk kedalam mesin diberi tanda. Semua contoh uji yang telah diserut disimpan dengan teratur dan selanjutnya dinilai sifat penyerutannya.
b. Pembentukan (Shaping)
c. Pengeboran (Boring)
Contoh uji dibor berukuran 30 cm x 5 cm x 2 cm, dengan kecepatan putaran mata bor sebesar 3600 rpm. Pada setiap contoh uji dibuat dua buah lubang bor dengan laju pengeboran diusahakan cukup lambat agar mengasilkan lubang bor yang baik. Mata bor yang digunakan berdiameter 12 mm. Pengeboran dilakukan sampai 2 mm permukaan bawah contoh uji untuk menghindari terjadinya serpih.
d. Pengampelasan (Sanding)
Pada pengujian pengampelasan dipakai contoh uji berukuran 30 cm x 5 cm x 2 cm dengan mengunakan mesin ampelas (Sander). Kecepatan dorong kayu (Feed rate) diatur sebesar kurang lebih dari 360 m/menit dengan arah pengumpanan searah dengan arah pengumpanan pada saat penyerutan. Proses ini mengunakann kertas amperas grit 80 dan 120 dengan tebal pengampelasan sebesar 0,5 mm. Selanjutnya dilakukan pengamatan cacat-cacat timbul.
e. Pelubang Persegi (Mortising)
Contoh uji yang dilubangi berukuran 30 cm x 5 cm x 2 cm, dengan kecepatan putaran mata bor sebesar 3600 rpm. Pada setiap contoh uji dibuat dua lubang dengan laju 3600 rpm. Mata pahat yang digunakan berdiameter 13 mm. Selanjutnya dilakukan pengamatan cacat-cacat yang timbul.
f. Pembubutan (Turning)
2. Pengujian Sifat Pemesinan
Setiap contoh uji yang telah dikerjakan dengan mesin diamati hasilnya secara visual. Objek yang diamati yaitu cacat timbul pada permukan contoh uji sebagai akibat dilakukan pemesinan. Loupe dengan derajat pembesaran sepuluh kali digunakan sebagai alat bantu untuk melihat lebih jelas bentuk cacat. Bagian-bagian permukaan yang bercacat dijumlahkan luasnya, kemudian dihitung persentasenya terhadap seluruh luas permukaan contoh uji dan diklasifikasikan kualitasnya berdasarkan klasifikasi mutu sifat pemesinan pada Tabel 1. Pengambilan keputusan sifat pemesinan kayu diakukan secara kualitatif berdasarkan persentase rata-rata permukaan contoh uji yang bebas cacat dan selanjutnya dikelompokkan ke salah satu kelas sifat pemesinan.
Keterangan :
a = Contoh uji penyerutan dan pembentukan (ukuran 90 cm x 10 cm x 2 cm) b = Contoh uji pengeboran dan pelubangan persegi (ukuran 30 cm x 5 cm x 2 cm) c = Contoh uji pengampelasan (ukuran 30 cm x 5 cm x 2 cm)
Gambar 1. Pola Pembuatan Contoh Uji (ASTM D 1666-1999)
d 30 cm
5 cm 90 cm
a
b c d
e
5 cm
Perekatan
Persiapan sampel kayu kering udara dengan ukuran 2 x 2 x 20 cm dengan 3 ulangan, dengan berat labur 3 x 0,0177 g/cm2. Di pasangkan kayu secara paralel dengan menyebarkan perekat PVAc dipermukaan kayu. Ditekan dengan berat kurang lebih 50 kg, dan disimpan di kamar Suhu selama 24 jam untuk memungkinkan perekat dapat menembus ke dalam jaringan kayu. kemudian disayat (mikroton) diantara kayu yang di rekat atau disebut ikatan line arah serat longitudinal.
HASIL DAN PEMBAHASAN
1. Ciri umum
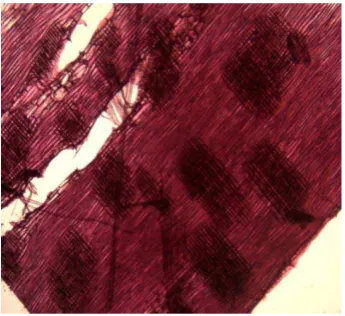
Gambar 2. Warna dan corak kayu
Pada Gambar 1 dideskripsikan kayu kalimuru berwarna coklat abu-abu, Corak kayu kalimuru bergaris-garis coklat hitam kearah longitudinal. Tekstur kayu agak kasar, arah Serat lurus, serat berpadu. Kilap kayu kalimuru agak mengkilap, dan kekerasan kayu kalimuru agak Lunak.
2. Ciri anatomi
Bidang Kayu Kalimuru dapat Dilihat pada Gambar 2, 3 dan 4 Berikut:
Gambar 5. Bidang Tangensial
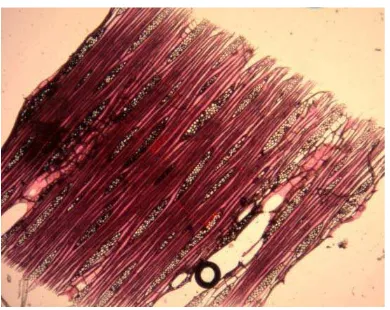
Pada Gambar 2 disajikan preparat bidang longitudinal / aksial kayu kalimuru dengan pembuluh/pori tipe baur sebagian besar soliter, lainnya berpasangan radial atau diagonal. Penyebaran. Bentuk bidang perforasi foraminate, berdiameter sampai 233,36 mikron dan rata-rata 167, 14 mikron. Parenkim paratrakea (berhubungan langsung dengan pembuluh), berbentuk Aliform (sayap) dan konfluen.
Pada Gambar 3. Disajikan preparat bidang radial kayu kalimuru pada gambar tersebut penyebaran noktah opposite.
Pada Gambar 4. Disajikan preparat bidang tangensial kayu kalimuru pada gambar tersebut terlihat jari-jari heteroselular dengan hanya 1 jalur sel tegak, lebar hampir seluruhnya 1 seri dan ada beberapa 2 seri.
Berdasarkan sifat anatomi, kayu kalimuru mirip kayu Anggerit (Neonauclea schlechteri) (val.) Merr. Et Perry, Family Rubiaceae. Jenis kayu ini tersebar luas di jawa, sumatera, Kalimantan, Sumbawa, sulewesi, dan Maluku. Pengukuran Dimensi Serat
Antara bagian–bagian serat ini memiliki hubungan yang kompleks, dimana satu dan yang lainnya saling mempengaruhi, pengaruhnya itu sendiri mengarah terhadap tujuan penggunaannya. Pengukuran dimensi serat diperoleh dari hasil rata-rata masing-masing dimensi serat.
Tabel 2. Nilai rata-rata dimensi serat kayu kalimuru Jenis
Dari tabel 2 diketahui bahwa panjang serat kayu kalimuru berkisar 1.281,74 mikron. Menurut kriteria kayu sebagai bahan baku pulp dalam Siregar (2012), kalimuru termasuk kelas serat medium yaitu 900-1600 mikron. Sedangkan yang termasuk kelas serat cukup panjang yaitu 1600-2200 mikron. Panjang serat jenis kayu kalimuru disajikan pada Gambar 5.
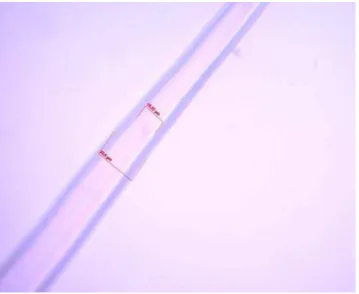
Gambar 6. Panjang serat kayu kalimuru
Lebih lanjut, pulp serat panjang lebih sulit lolos saringan, sehingga lebih mudah dicuci. Panjang serat mempengaruhi sifat-sifat tertentu pulp dan kertas, termasuk ketahanan sobek, kekuatan tarik dan daya lipat.
Diameter serat dari kayu kalimuru tersebut berkisar 33,56 mikron. . Berikut disajikan diameter serat dari kayu kalimuru.
Gambar 7. Diamter serat dan Diameter Lumen
Kayu kalimuru mempunyai dinding serat berkisar 5,80 mikron. Serat yang berdinding tipis mengakibatkan serat tersebut mudah menggepeng sehingga menghasilkan lembaran pulp dan kertas yang lebih padat dan lebih baik dibandingkan dengan serat berdinding tebal. Untuk memperoleh keteguhan retak dan sobek yang tinggi, serat yang berdinding tebal perlu dicampur dengan serat yang panjang dan berdinding tipis, misalnya dengan serat kayu daun jarum, atau digiling sesudah diolah menjadi pulp selama beberapa waktu seminggu terjadi penipisan dinding serat.
Turunan Dimensi Serat
merupakan salah satu sifat penting kayu yang dapat digunakan untuk menduga sifat-sifat pulp yang dihasilkan.
Nilai turunan dimensi serat (bilangan Runkle Ratio, Felting Power/Slenderness (Daya Tenun), Mulhsteph Ratio (Bilangan Muhlsteph), Coefficient og Rigidity (Koefisien Kekakuan), dan Flexibility Ratio (Bilangan Fleksibilitas).
Tabel 3. Turunan dimensi serat kayu kalimuru
No Nilai Panjang
Keterangan : PS (Panjang Serat); DS( Dinding Serat); DL(Dinding Lumen); TDS(Total Dinding Serat) RR(Runkle Ratio); DT(Daya Tenun); BM(Bilangan Mulsteph); KK(Koefisien Kekakuan); BF(Bilangan Fleksibilitas.
Pada Tabel 3 terlihat bahwa bilangan Runkel kayu kalimuru berkisar 0,52. Berdasarkan kriteria penilaian serat kayu Indonesia untuk bahan baku pulp dan kertas (Anonim, 1976 dalam Siregar, 2012) bilangan Runkel yang kecil atau sama 0,50-1,00 termasuk kelas III yang menunjukkan bahwa kayu kalimuru termasuk kayu kelas III. Kayu untuk pembuatan pulp serat yang baik yaitu memiliki bilangan Runkel kecil menunjukkan bahwa kayu memiliki dinding sel yang tipis dan diameter lumen lebar sehingga serat dalam lembaran pulp menggepeng seluruhnya dan ikatan antar serat baik.
tinggi kekuatan sobek dan semakin baik daya tenun seratnya. Dengan kekuatan sobek yang tinggi itu juga berarti panjang serat juga semakin panjang karena dalam menjalin antara serat semakin panjang dan gaya sobek akan terbagi dalam luasan yang lebih besar (Syafii dan Siregar, 2006).
Perbandingan Muhlsteph serat kayu kalimuru berkisar 57,22%. Kayu kalimuru termasuk kedalam kelas II menurut (Anonim, 1976 dalam Siregar, 2012) perbandingan Muhlsteph 50-70 masuk kedalam nilai serat kelas II. Besarnya perbandingan Muhlsteph berpengaruh terhadap kerapatan lembaran pulp yang pada akhirnya berpengaruh pula pada kekuatan pulp yang dihasilkan. Semakin kecil perbandingan Muhlsteph maka kerapatan lembaran pulp yang dihasilkan akan semakin tinggi dengan sifat kekuatan tinggi pula. Sebaliknya, perbandingan Muhlsteph yang tinggi menghasilkan lembaran pulp dengan kerapatan yang rendah dan kekuatan rendah pula.
Bilangan fleksibilitas kayu kalimuru berkisar 0,65 . Menurut (Anonim, 1976 dalam Widiarty, 2003) bilangan fleksibilitas 0,60-0,80 termasuk kelas II.
Hal ini menunjukkan jenis kayu kalimuru termasuk ke dalam kelas II. Perbandingan fleksibilitas adalah perbandingan diameter lumen dengan diameter serat, dimana perbandingan tersebut mempunyai hubungan parabolis dengan kekuatan tarik. Artinya serat dengan perbandingan fleksibilitas tinggi berarti serat tersebut mempunyai tebal dinding yang tipis dan mudah berubah bentuk. Kemampuan berubah bentuk ini menyebabkan persinggungan antara permukaan serat lebih leluasa sehingga terjadi ikatan serat yang lebih baik dan akan menghasilkan lembaran pulp dengan kekuatan baik (Syafii dan Siregar, 2006).
Maka jumlah nilai panjang serat dengan nilai turunan dimensi serat menghasilkan nilai kualitas serat untuk kayu kalimuru berdasarkan Tabel 2 di atas jumlah nilai 325, menurut klasifikasi dari (Anonim, 1976 dalam Siregar, 2012) jumlah nilai 301-450 masuk ke kelas II. Maka kayu kalimuru termasuk kedalam
kelas II. Karakteristik kelas mutu II adalah jenis kayu agak ringan sampai berat, dinding sel tipis sampai sedang dan lumen agak lebar. Dalam pembentukan lembaran pulp, serat mudah menggepeng dengan ikatan antar serat dan tenunan baik, menghasilkan lembaran dengan keteguhan sobek dan tarik yang sedang dan dapat diinformasikan mempunyai potensi untuk menghasilkan pulp yang cukup baik. Dan jenis bahan yang diuji diambil secara acak tidak diketahui pangkal, tengah, ataupun ujung.
Pengujian sifat pemesinan
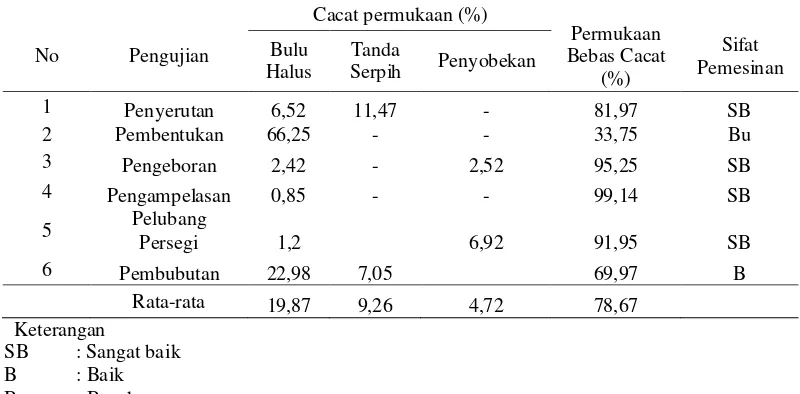
pisau (cutting toll), melalui satu kombinasi operasi yaitu penggegajian (sawing) ,pembentukan (shaping atau moulding), pengampelasan (sanding), pembubutan (turning) dan sebagainya. Berikut merupakan rata-rata permukaan cacat dan bebas cacat pada kayu kalimuru pada seluruh proses pengerjaan disajikan pada Tabel 4. Tabel 4. Persentase Rata-rata Permukaan cacat dan Bebas cacat pada kayu kalimuru
cacat bulu halus, serat tersepih, serta tanda serpih. Sedangkan cacat serat terangkat sangat kecil akibat proses penyerutan.
Gambar 8. Cacat Tanda serpih hasil proses penyerutan
Gambar 9. Cacat bulu halus hasil proses penyerutan
diketam oleh pisau-pisau pengetam. Cacat jenis ini dapat dikurangi dengan cara menyemprotkan permukaan mata pisau dengan suatu larutan pelicin dan juga disarankan agar pipa penghisap tatal berfungsi dengan sempurna.
Tanda serpih kemungkinan terjadi dikarenakan mata pisau kayu tidak tajam (tumpul) sehingga pada saat pemotongan kayu tidak terpotong sempurna. Darmawan (1997) dalam Sitinjak (2008) mengatakan tanda serpih dapat disebabkan oleh adanya kayu yang menempel pada ujung pisau sehingga ujung pisau menjadi tumpul dan disebabkan oleh resin kayu terlalu tinggi.
Menurut SNI 01-500.4-1999 dalam Ruhendi dan Sucipto (2003) bekas tanda serpih adalah cacat berupa cekungan dangkal pada permukaan kayu yang disebabkan oleh adanya serpih yang tertinggal, baik pada saat penyerutan maupun pada saat pembentukan. Tanda serpih kemungkinan terjadi dikarenakan mata pisau pemotong kayu tidak tajam (tumpul) sehingga pada saat pemotongan kayu tidak terpotong sempuma. Darmawan (1997) dalam Sitinjak (2008) mengatakan tanda serpih dapat disebabkan oleh adanya kayu yang menempel pada ujung pisau sehingga ujung pisau menjadi tumpul dan disebabkan oleh resin kayu terlalu tinggi.
yang tidak sempuma pada daerah tersebut dan timbul cacat bulu halus. Cacat bulu halus terjadi diduga juga karena mesin ketam yang digunakan sudah tumpul. Seperti yang dinyatakan oleh Darmawan (1997) dalam Siswanto (2002), banyak faktor yang memainkan peranan penting dalam menentukan kualitas hasil pengetaman. Salah satu dari faktor tersebut berasal dari jenis kayu yang sedang diserut dimana jenis kayu yang bagus menghasilkan serutan yang bagus pula dan jenis kayu yang kurang bagus menghasilkan serutan yang kurang bagus pula, sedangkan beberapa faktor lainnya dapat berasal dari mesin ketam yang dipergunakan. Sehingga dimungkinkan bisa menjadi penyebab serat kayu tidak terpotong sempurna, sehingga dengan terdapat sekelompok serat bulu halus yang masih berdiri. Cacat bulu halus juga sering ditemukan pada permukaan papan gergajian yang berasal dari kayu reaksi. Diduga karena kayu reaksi memiliki berat jenis yang lebih tinggi dari pada kayu biasa. Kayu dengan berat jenis yang tinggi akan sulit dikerjakan meskipun akan menghasilkan kayu gergajian dengan kualitas pemesinan yang baik tetapi dalam pengerjaannya membutuhkan tenaga yang berkali-kali lipat dari pengerjaan kayu biasa. Pengerjaan jenis kayu ini membuat mata pisau yang digunakan menjadi panas sehingga menyulitkan penyelesaian akhir yang memuaskan.
sudut potong kayu adalah variabel-variabel penting yang diketahui sebagai penduga kualitas penyerutan. Hasil terbaik pada proses penyerutan akan dicapai pada tebal serutan akhir tidak kurang dari 1 mm dan tidak lebih dari 2 mm.
Pembentukan (Shaping)
Sekilas kayu kalimuru memiliki kualitas pembentukan buruk (kelas IV), dengan rata-rata persentase bebas cacat sebesar 33,75%. Cacat permukaan dan nilai bebas dapat dilihat pada Tabel 4. Cacat-cacat yang timbul akibat proses pembentukan hanya terdapat cacat bulu halus. Persentase cacat permukaan pada kayu ekaliptus untuk cacat bulu halus sebesar 66,25% . Hasil penelitian yang dilakukan Mulyono (2000), jenis cacat yang ditimbulkan pada proses pembentukan didominasi oleh jenis cacat serat bulu. Seperti halnya pengetaman, bahwa cacat serat berbulu timbul karena adanya kelembaban kayu.
Gambar 10. Cacat Bulu Halus Hasil Proses Pembentukan
yang mengakibatkan terbentuknya cacat serat berbulu pada bidang pemotongan. Berdasarkan hasil penelitian Adha (2005), bahwa proses pembentukan menyebabkan sudut potong pisau dengan arah serat kayu menjadi tegak lurus, sehingga serat kayu yang tidak terpotong sempurna akan berdiri dan membentuk bulu-bulu halus. Hal ini dikuatkan dengan adanya bagian kayu dengan arah serat berpadu pada ciri umum kayu kalimuru.
Pengeboran (boring)
Gambar 11. Cacat bulu halus hasil proses pengeboran
Gambar 12. Cacat penyobekan hasil proses pengeboran
bagian dalam kayu yang dibor hingga terbentuk lubang bor sesuai ukuran mata bor yang digunakan.
Pengampelasan (Sanding)
Sekilas hasil pengampelasan yang diperoleh untuk kayu kalimuru termasuk kedalam kelas sangat baik (kelas I). Dengan cacat teramati adalah bulu halus sebesar 0,85% seperti pada Tabel 4. Nilai rata-rata persentase bebas cacat terbesar 99,14%.
Gambar 13. Cacat bulu halus hasil pengampelasan
terhadap hasil pengampelasan, dimana berat jenis kayu yang rendah hasil pengampelasan menunjukkan cendrung luasan cacatnya besar dan sebaliknya.
Pelubang Persegi (Mortising)
Sekilas hasil pelubang persegi yang diperoleh pada kayu kalimuru termasuk kedalam mutu sangat baik (kelas I). Pada Tabel 4 menyatakan nilai persentase rata-rata cacat permukaan kayu dan permukan bebas cacat pada kayu kalimuru dari hasil pelubang persegi dengan persentase bebas cacat sebesar 91,95%. Pada kayu kalimuru, cacat-cacat yang timbul dari proses pelubang persegi adalah bulu halus dan serat tersobek. Cacat yang paling banyak timbul adalah serat tersobek 6,92%, diikuti bulu halus sebesar 1,2%. Hal ini terjadi diduga mata bor yang kurang tajam. Pengamatan selama proses pengeboran dilakukan, menunjukkan adanya kecenderungan bahwa kestabilan tapak/alat saat mengebor sangat mempengaruhi munculnya cacat tersebut. Hal ini terjadi juga pada proses pelubang persegi. Seperti yang dikemukakan pada proses pengeboran bahwa adanya serat patah, terjadi karena pada saat pemesinan permukaan papan uji tercabut dengan paksa.
Gambar 14. Cacat bulu halus hasil proses pelubang persegi
Gambar 15. Cacat penyobekan hasil proses pelubang persegi
Pembubutan (Turning)
Berdasarkan proses mesin bubut yang mesin bubut yang dilakukan,diperoleh nilai bebas cacat dan kelas mutu yang disajikan pada Tabel 4. Dari tabel tersebut dapat dilihat bahwa kayu kalimuru menunjukkan kualitas Baik (kelas II), dengan persentase 69,97%.
diikuti tanda serpih sebesar 7,05%. Seperti yang dikemukakan pada proses pembentukan bahwa cacat bulu halus diduga karena serat-serat kayu yang berpadu tidak terpotong sempurna oleh mata pisau sehingga terjadi kerusakan serat-serat kayu yang mengakibatkan terbetuknya serat berbulu pada bidang pemotongan sama halnya terjadi pada proses pebubutan.
Tanda serpih kemungkinan terjadi seperti halnya pada penyerutan dikarenakan mata pisau kayu tidak tajam (tumpul) sehingga pada saat pemotongan kayu tidak terpotong sempurna. Darmawan (1997) dalam Sitinjak (2008) mengatakan tanda serpih dapat disebabkan oleh adanya kayu yang menempel pada ujung pisau sehingga ujung pisau menjadi tumpul dan disebabkan oleh resin kayu terlalu tinggi.
Gambar 17. Cacat tanda serpih hasil dari proses pembubutan
Maka jumlah rata-rata nialai bebas cacat pada Tabel 4 di atas bernilai 78,67, menurut klasifikasi dari (Ginoga 1995 dalam Sucipto 2009) jumlah nilai
61-80 masuk ke kelas II. Maka kayu kalimuru termasuk kedalam mutu sifat
Perekatan
Perbesaran sayatan arah longitudinal kayu kalimuru dapat dilihat pada Gambar 18 dan 19:
Gambar 18. Penetrasi Perekat (10x) Gambar 19. Penetrasi Perekat (40x) Dua mikrograf cahaya dari bagian yang sama diambil pada pengaturan intensitas cahaya yang berbeda untuk menyoroti perekat menembus sel (a) dengan perbesaran 10 kali dan (b). dengan perbesaran 40 kali.
KESIMPULAN DAN SARAN
Kesimpulan
1. Kayu kalimuru termasuk serat kelas Medium (sedang).
2. Kayu kalimuru termasuk serat kayu sebagai bahan baku pulp kelas II (Baik). 3. Jenis cacat pemesinan pada kayu kalimuru antara lain bulu halus, tanda serpih,dan
Serat tersobek.
4. Cacat paling banyak ditemukan pada permukaan kayu kalimuru adalah bulu halus dan yang paling sedikit adalah serat tersobek.
5. Sifat pemesinan kayu kalimuru termasuk mutu Baik (kelas II).
6. Ukuran rata-rata penetrasi perekatan pada kayu kalimuru adalah 23,67 um
Saran
TINJAUAN PUSTAKA
Sifat Umum Kayu
Warna kayu
Warna kayu disebabkan karena ada zat ekstraktif pada kayu. Warna kayu sangat bervariasi, perbedaan warna kayu tidak terjadi pada jenis kayu yang berbeda saja, tetapi perbedaa warna juga terjadi pada jenis yang sama, bahkan dapat terjadi pada sebatang kayu yang sama (Mandang dan Pandit, 1997).
Warna dari suatu jenis kayu dapat dipegaruhi oleh faktor-faktor berikut: 1. Tempat di dalam batang
2. Umur dari pohon pada saat di tebang 3. Kelembaban udara dan penyingkapan
Kayu yang berasal dari pohon yang lebih tua dapat mempunyai warna yang lebih tua (lebih gelap) bila dibandingkan dengan bagian kayu yang berasal dari pohon yang lebih muda dari jenis yang sama. Kayu yang kering berbeda warnanya bila dibandingkan dengan warna yang basah. Kayu yang sudah lama tersimpan di tempat terbuka warnanya akan lebih geap atau lebih terang dibandingkan dengan kayu yang segar, ini tergantung kepada keadaan lingkungannya (cuaca, angin, cahaya matahari, dan sebagainya) (Bowyer et al., 2003).
Kilap Kayu
tergantung juga dari jenis sel pada permukaan kayu tersebut (Mandang dan Pandit, 1997).
Sifat Anatomi Kayu
Sifat anatomi kayu merupakan sifat dasar yang ada dalam kayu yang harus diketahui, baik bentuk serat, warna kayu, pori-pori, dan lainnya yang dapat memudahkan alam kegiatan identifikasi jenis kayu. Sifat anatomi juga berpengaruh terhadap tampilan, dan peruntukan kayu.
Pembuluh/pori-pori Kayu
Kebanyakan kayu di indonesia memilki pembuluh/pori-pori yang tersebar dan membaur. Hanya beberapa jens sja yang di ketahui mempunyai pembuluh/por-pori yang tersebar menurut pola tata lingkar. Ciri-ciri pori tatalingkar adalah pembuluh yang berdiameter besar tersusun dalam dalam konsentrik pada akhir lingkar tumbuh (Mandang dan Pandit, 1997).
Susunan pembuluh/pori-pori dpat dibagi 2 yaitu soliter dan berganda. Pembuluh dikatakan soliter jika berdiri sendiri, dan dikatakan begada jika dua atau lebih pembuluh bersinggungan sedemikian rupa, sehingga dinding singgung tampa datar (Mandang dan Pandit, 1997).
Parenkim
jaringan yang befungsi untuk menyimpan serta mengatur bahan makanan cadangan (Pandit dan Ramdan, 2002).
Berdasarkan distribusinya pada penampang lintang kayu, parenkim dibagi menjadi atas 2 bagian besar yaitu parenkim apotrakeal da parenkim paratrakeal. Pada parenkim apotrakeal, sel-sel atau kumpulan sel parenkim berdiri terpisah dari pembuluh (pori-pori kayu), sedangkan parenkim paratrakeal, sel-sel atau kumpulan sel-sel parenkim terletak bersinggungan dengan pembuluh (pri-pori kayu) secara sepihak atau seluruhnya (Pandit dan Ramdan 2002).
Serat Kayu
Serat kayu dalam identifikasi kayu berarti sifat dari kayu yang menunjukan arah orientasi umum dan sel-sel panjang di dalam kayu terhadap sumbu batang pohon. Arah serat ini dapat ditentukan dari arah alur-alur yang tedapat di dalam kayu. Kayu dikatakan memiliki serat lurus (straight grain) jika arah umum dari sel-sel panjang sejajar dengan sumbu batang. Jika arah umum dari sel-sel panjang tadi menyimpang atau membentuk sudut dengan sumbu batang pohon maka disebut serat miring (cross grain). Serat miring dibagi mejadi sebagai beriku :
1. Serat terpadu (interlocked grain) : bila sebatang kayu terdiri atas lapisan-lapisan yang secara berganti-ganti mempunyai arah serat miring ke kanan atau ke kiri terhadap subu batang. Misalnya kayu rengas, kapur, dan kulim. 2. Serat berombak (wavy grain) : bila permukaan kayunya mennjunjukan
serat-serat atau gambaran yang berombak. Misalnya kayu rengas dan merbau. 3. Serat terpilin (spiral grain) : apabila serat dari batang membuat gambara
4. Serat diagonal : serat yang terdapa pada sepotong kayu atau papan yang batang tetapi membentuk sudut. Serat diagonal ini disebabkan karena perlakuan manusia, maksudnya karena cara penggeregajian. Sedangkan arah serat yang lainnya (serat terpadu, serat berombak, terpilin) disebabkan oleh karena faktor lingungan seperti angin, dan sebagainya.
(Mandang dan Pandit, 1997).
Dimensi Serat dan Turunannya
Dimensi serat dan turunannya merupakan salah satu sifat kayu yang dapat digunakan sebagai dasar untuk memilih bahan baku kayu untuk produksi pulp dan kertas karena berpengaruh terhadap kualitas pulp yang dihasilkan terutama kekuatan retak, tarik dan sobek. Dimensi serat meliputi panjang serat, tebal dinding serat dan diameter lumen. Sementara turunan dimensi serat meliputi bilangan Runkell, daya tenun, perbandingan Muhlsteph, koefisien kekakuan dan perbandingan fleksibilitas (Anonim, 1976 dalam Siregar 2012).
a. Panjang serat
b. Tebal dinding serat
Tebal dinding serat kayu yang kecil kecil merupakan salah satu kriteria jenis kayu sebagai bahan baku pulp (Anonim, 1976). Menurut Sunardi (1976), serat yang berdinding tipis mengakibatkan serat tersebut mudah menggepeng sehingga akan menghasilkan lembaran pulp dan kertas yang lebih padat dan keteguhan letup pecah lebih baik dibandingkan dengan serat berdinding tebal. Sebaliknya, serat berdinding tebal menghasilkan menghasilkan lembaran yang mempunyai kekuatan keteguhan sobek yang tinggi, tetapi kekuatan letup rendah (Siregar, 2012).
c. Diameter lumen
Menurut Sunardi (1976) dan Siagian et.al (2004), diameter lumen kayu akan menentukan keteguhan sobek, retak dan tarik pada kertas. Diameter lumen yang lebar (tinggi) dalam pembuatan pulp akan mengakibatkan serat mudah menjadi pipih, ikatan antar serat dan tenunnya baik serta mempunyai keteguhan sobek, retak dan tarik yang tinggi (Siregar 2012).
Turunan Dimensi Serat
a. Bilangan Runkell
Bilangan Runkell adalah perbandingan 2 kali tebal dinding sel dengan diameter lumen. Bilangan Runkell kayu yang kecil memiliki dinding sel yang tipis dan diameter lumen lebar sehingga serat dalam lembaran pulp menggepeng seluruhnya dan ikatan antar serat baik (Silitonga et.a1,1972 dalam Siregar 2012).
b. Daya tenun
maka semakin tinggi kekuatan sobek dan semakin baik daya tenun seratnya (Siregar 2012).
c. Perbandingan Muhlstep
Nilai Muhlstep adalah perbandingan antara diameter serat dikurangi diameter lumen dan diameter serat. Nilai Muhlstep berpengaruh terhadap kerapatan dan kekuatan lembaran pulp yang dihasilkan. Semakin kecil Nilai Muhlstep maka kerapatan dan kekuatan lembaran pulp yang dihasilkan akan semakin tinggi sebaliknya semakin besar Nilai Muhlstep maka kerapatan dan kekuatan lembaran pulp yang dihasilkan akan semakin rendah (Safii dan Siregar, 2006 dalam Siregar 2012).
d. Koefisian kekakuan
Koefisian kekakuan adalah perbandingan tebal dinding sel dengan diameter serat. Nilai Koefisian kekakuan akan menunjukkan kekuatan tarik dari kertas yang dihasilkan. Semakin rendah nilainya maka semakin tinggi kekuatan tarik dari kertas tersebut sebaliknya semakin tinggi nilainya maka semakin rendah kekuatan tarik dari kertas tersebut (Safii dan Siregar, 2006 dalam Siregar 2012).
f. Perbandingan fleksibilitas
Pengerjaan Kayu
Pengerjaan kayu sering disebut sebagai Wood working yang bertujuan untuk mekonversikan kayu solid maupun panel kayu menjadi produk berdaya guna, bernilai dan berestetika tinggi lewat serangkaian proses. Proses produksi industri pengerjaan kayu lebih rumit dari industri-industri lainnya. Perlakuan terhadap kayu secara bertahap mulai dari proses pemotongan, pengeringan, penggeregajian, penyerutan, pembentukan, pelubangan, pembubutan, pengampelasan hingga pengecatan akhir (Darmawan,1997 dalam Sucipto 2009).
Menurut Bakar (2003) dalam Adha (2005), ruang lingkup pengerjaan kayu adalah mulai dari perancanaan (planing), pendesainan (designing), pemesinan (machining) atau pemotongan (cutting), perakitan (assembling) dan pengkilapan (finishing). Pengejaan kayu lebih di tekankan pada bagaimana proses pemotongan dari proses pengerjaan tersebut berlangsung.
Mutu dari suatu jenis kayu ditentukan oleh sifat fisiknya seperti warna, tekstur, serat, kekerasan, kesan raba, bau dan rasa, nilai dekoratif dan sifat-sifat pengerjaan seperti sifat pengetaman, pembubutan, pengeboran, dan pengampelasan. Selain itu mutu kayu ditentukan pula oleh cacat pada kayu tersebut yang akan mempengaruhi sifat kayu, pengerjaan maupun pemakaiannya (Abdurachman dan Hadjib, 2006).
Faktor-faktor yang Mempengaruhi Pengerjaan Kayu
rougness diukur dengan menggunakan alat texture measuring instrument yang akan menghasilka gelombang. Permukaan yang halus akan ditunjukan dari variasi gelombang yang dihasilkan tidak jauh beda, sedangkan permukaan kasar ditunjukan dengan gelombang bevariasi. Masa pakai pisau dikatakan baik jika masa pakainya lama serta tidak mudah tumpul setelah digunaka. Penggunaan mesin-mesin pengerjaan kayu akan ekonom is jika energi listrik yang digunakan untuk memotong atau mengerjakan kayu rendah, sehingga akan meningkatkan efisiensi pengolahan kayu.
Untuk mengunakan kayu lebih efisien dalam pengembangan produk akhir, karakteristik tertentu atau sifat fisik harus diperhitungkan. Sifat mesin sangat diperlukan untuk menilai fasilitas dalam pengolahan bahan baku menjadi produk dari berbagai bentuk dan dimensi, dengan permukaan yang berkualitas baik (Hernandez et al, 2001).
Menurut American Society for Testing Materials (ASTM) D 1666-1999, jenis dan bentuk cacat yang timbul dari pengerjaan kayu tidak selamanya sama tergantung dari cara pemesinan yang dilakukan, dengan perincian sebagai berikut: 1. Cacat pengetaman, yaitu serat bulu halus (fuzzy grain), serat terangkat (raised
grain) dan tanda bekas serpih (chip mark).
2. Cacat pembentukan, yaitu serat bulu halus serat terangkat dan tanda bekas serpih
3. Cacat pembubutan, yaitu serat bulu halus, serat patah dan permukaan kasar (roughness).
5. Cacat lubang persegi, yaitu kelicinan, bekas sobekan dan bagian yang tidak hancur.
6. Cacat pengampelasan, yaitu serat bulu halus dan bekas garukan (scratching). Pada penggergajian potongan-potongan kayu yang kecil, masih dapat diperhatikan arah pengataman diantaranya adalah mata kayu dan serat miring yang tumbuh secara alami (Damanauw, 1990).
Pemesinan kayu
Pemesinan kayu merupakan proses pabrikasi dan produk kayu seperti kayu gergajian, vinir dan bagian-bagian dari furniture. Tujuan pengerjaan kayu adalah untuk meghasilkan suatu dimensi dan bentuk yag dinginkan dengan ketelitian yang akurat dan kualitas permukaan yang baik dengan cara yang paling hemat (Forest Products Society, 1999).
Pemesinan kayu (wood machining) adalah proses pembentukan atau pemotongan kayu dengan menggunakan mesin, yang didalamnya terdapat mata pisau (cutting toll), melalui satu atau kombinasi opeasi yaitu penggeregajian (sawing), penyerutan (planing), pembentukan (shaping atau moulding), pengaluran (routing), pembubutan (turning), pengampelasan (sanding), dan sebagainya. Karena inti dasar dalam proses pemesinan kayu adalah pemotongan, maka istilah pemesinan kayu (wood machining), sering diasosiasikan dengan pemotongan kayu (wood cutting) (Bakar, 2003 dalam Sucipto, 2009).
Kualitas Pemesinan
(cutting direction). Interaksi antara faktor kayu dengan operator adalah perlakuan awal (pretreatmen) dan interaksi faktor operator dengan mesin adalah penyetelan alat (setting) (Bakar, 1997 dalam Siswanto, 2002).
Sesuai dengan jenis, ada kayu yang bisa dilakukan pemesinan dengan mudah untuk menghasikan kualitas pemesinan tertentu. Sebaliknya, ada pula kayu yang sulit untuk dilakukan pemesinan agar dapat menghasilkan kualitas pemesinan yang sama. Tingkat kemudahan kayu untuk dilakukan pemesinan inilah yang disebut dengan pemesinan (machinability) kayu. Kayu yang mudah untuk dilakukan pemesinan dikatakan mempunyai sifat pemesinan tinggi dan kayu yang susah untuk dilakukan pemesinan dikatakan mempunyai sifat pemesinan rendah. Jadi ada hubungan antara pemesinan kayu dengan kualitas pemesinannya (Bakar, 2003 dalam Sucipto, 2009).
Rachman dan balfas (1986) dalam Sitinjak (2008) mengemukakan bahwa kualitas pemesinan suatu jenis kayu secara umum dapat diduga berdasarkan nilai berat jenis. Semakin besar nilai berat jenis kayu maka semakin baik sifat-sifat pemesinannya. Lebih lanjut dijelaskan bahwa meskipun demikian, ternyata untuk sifat pengampelasan hubungan antara berat jenis kayu dengan kualitas pengampelasan menunjukkan hubungan yang lemah, sehingga sifat pengampelasan tidak dapat diduga berdasarkan berat jenisnya. Menurut Bakar (2003) dalam Sitinjak (2008), kualitas permukaan hasil serutan tidak berhubungan langsung dengan kerapatan kayu dan lebih erat hubungannya dengan orientasi serat.
lebih besar di bandingkan dengan spesies yang berkerapatan lebih tinggi dalam proses pemotongan tegak lurus (crosscutting). Dijelaskan pula bahwa pada pemotongan tegak lurus serat (crosscutting), kondisi serat kayu tidak mempengaruhi kualitas permukaan potong. Sebagai contoh kayu Afrika dengan karakteristik serat terpadu (interlocked grain) yang berpeluang menghasilkan permukaan hasil serutan yang kasar tenyata dapat mengasilkan permukaan potong yang halus.
Untuk menghasilkan kualitas kayu berdasarkan nilai bebas cacat dapat dimasukkan kedalam kelas mutu pemesinan yang disajikan dalam Tabel 1.
Tabel 1. Nilai Bebas Cacat dan Klasifikasi Mutu Sifat Pemesinan
Nilai bebas cacat Kelas Mutu pemesinan Sumber : Ginoga (1995) dalam Sucipto (2009)
Mesin-Mesin Pengerjaan Kayu
caterpillar atau pisau berbentuk bor. Amplas berfungsi menghaluskan permukaan potong tahap lanjut, sehingga dihasilkan permukaan contoh uji yang lebih halus (Darmawan, 1997 dalam Siswanto, 2002).
Cacat-Cacat Pemesinan Kayu
Jenis-jenis cacat kayu pada proses pemesinan menurut Darmawan (1997) dalam Siswanto (2002) antara lain :
a. Serat terangkat (raised grain)
Kekerasan permukaan papan disebabkan oleh terangkatnya kayu akhir sehingga lebih tinggi daripada kayu awal. Umumnya terjadi pada kayu dari daerah beriklim sedang dengan perbedaan kayu awal dan akhir yang jelas. Penyebanya adalah kayu akhir lebih keras daripada kayu awal, serta mata pisau tumpul.
b. Serat terlepas (loosened grain)
Terpisahnya kayu akhir dari kayu awal tetapi masih ada bagian yang besatu. Hal ini yang disebabkan pada bagian raised grain kayu akhir menyusut lebih besar daripada kayu awal.
c. Serat tersepih (chipped grain)
d. Serat berbulu (fuzzy grain)
Kekerasan permukaan kayu karena adanya sekelompok serabut yang berdiri sendiri (tidak terpotog sempurna). Hal ini disebabkan oleh adanya kayu reaksi, kekuatan geser rendah serta sudut potong kayu kecil
e. Tanda serpih (chip mark)
Lekukan dangkal pada permukaan kayu disebabkan oleh adanya kayu yang menempel pada ujung pisau. Biasanya disebabkan juga karena resin kayu tinggi.
Ketepatan pemilihan jenis kayu untuk sesuatu pemakaian memerlukan pengetahuan tentang sifat dasarnya. Sifat dasar tersebut, diantaranya berat jenis, kekuatan, dan stabilitas dimensi. Sifat tersebut bisa dipengaruhi oleh sifat atau karakteristik anatomi kayu. Sebagai contoh pohon yang membentuk kayu dengan berat jenis tinggi dipengaruhi antara lain oleh dinding sel yang tebal dan kadar zat ekstraktif ( Lempang dkk, 2011).
Perekatan
Pengertian perekatan kayu Perekatan didefinisikan sebagai keadaan dimana permukaan disatukan oleh gaya antar permukaan yang terdiri dari gaya valensi (aksi saling kunci). Perekat berfungsi sebagai penggabung antar dua subtrat yang direkat, kekuatan perekatan dipengaruhi oleh beberapa faktor seperti sifat perekatnya sendiridan kompatibilitas atau kesesuaian antara bahan yang direkat dengan bahan perekat.
bahan meliputi: struktur dan anatomi kayu (susunan sel, arah serat), sifat fisika (kerapatan, kadar air, kembang susut, porositas, wettability), sifat kimia (kimia penyusun sel, ekstraktif). Aspek perekat meliputi: jenis, sifat dan kegunaan perekat dan koponen pembentuk termasuk bahan tambahan. Aspek teknologi perekatan meliputi: penyiapan perekt (komposisi dan cara pengadonan), berat laburan, pengempaan, kondisi kerja (durasi, suhu, cara pelaksanaan), Prayitno(1996).
Polivinil asetat (PVAc) atau dapat disebut juga lem putih yang digunakan sebagai lem kayu dan kertas merupakan salah satu produk jenis polimer emulsi. Polimer emulsi adalah Polimerisasi emulsi adalah polimerisasi adisi terinisiasi radikal bebas dimana suatu monomer atau campuran monomer dipolimerisasikan di dalam air dengan perubahan surfaktan untuk membentuk suatu produk polimer emulsi yang bisa disebut lateks. Lateks didefinisikan sebagai dispersi koloidal dari partikel polimer dalam medium air. Bahan utama di dalam polimerisasi emulsi selain dari monomer dan air adalah surfaktan , inisiator dan zat pengalih rantai (Pizzi, 2004).
PENDAHULUAN
Latar Belakang
Ketidakmampuan hutan alam untuk memenuhi kebutuhan kayu menyebabkan industri perkayuan mengalami gangguan dalam proses produksinya. Data statistik kehutanan pada tahun 2011 kebutuhan kayu bulat berdasarkan sumber produksi tahun 2007 - 2011 terus meningkat. Produksi kayu pada tahun 2007 tercatat 32,197 juta m3 dan pada tahun 2011 tercatat 47,429 juta m3 (Kementrian Kehutanan, 2012).
species). Pengelompokan 267 jenis kayu perdagangan ke dalam 120 kelompok kayu perdagangan kurang sesuai lagi karena jumlah jenis kayu perdagangan sudah bertambah (Muslich dkk., 2013).
Pemanfaatan suatu jenis kayu memerlukan pengetahuan akan sifat dasar dan sifat pengolahan kayu, dengan tujuan untuk pemanfaatan yang optimal. Pengetahuan akan struktur anatomi sel-sel penyusun kayu menjadi penting karena sifat fisis, mekanis, kimia dan sifat pengolahan kayu sangat bergantung pada penjelasan tersebut (Dewi &Supartini 2011).
Di daerah asalnya kayu kalimuru masih belum dimanfaatkan secara optimal dan hanya digunakan untuk kayu pertukangan ataupun dijadikan sebagai kayu bakar. Pemanfaatan untuk keperluan lain masih kurang, karena masyarakat belum mengetahui informasi yang akurat tentang kayu ini.
Pemanfaatan kayu tidak terlepas dari pemahaman terhadap sifat penentuan kualitas dari kayu. Penggunaan kayu untuk keperluan konstruksi harus memperhatikan sifat anatomi, sifat pemesinan dan sifat keawetan alami dari kayu tersebut. Berdasarkan uraian ini maka penelitian mengenai sifat anatomi, dan sifat pemesinan kayu kalimuru dilakukan.
Tujuan
Manfaat Penelitian
ABSTRAK
ALAMSYAH POHAN : Optimasi Pemanfaatan Salah Satu Jenis Lesser Known Species dari Segi Sifat Anatomi dan Sifat Pemesinan. Dibawah bimbingan ARIF NURYAWAN dan ENDAH NOVITA RINI
ABSTRAK
ALAMSYAH POHAN: Utilization Optimization One Of A Kind Lesser Known Species of nature Anatomy and machining properties. Suvervised by ARIF NURYAWAN and ENDAH NOVITA RINI.
The inability of natural forest for wood needs cause impaired timber industry in their production processes. Wood kalimuru including Lesser known types of species. This study aims to analyze the nature of the anatomy and wood machining of kalimuru to be optimized utilization as a raw material in the timber industry. Makrokopis properties of wood were observed among the other colors of wood, fiber, texture, and hardness impression touch wood. Makrokopis testing is done by using a microscope equipped with a micrometer. The nature of the wood machining is done by using a double moulder machines, forming, planner, borer, sanding, punching machines square and turning machines. The results of this study indicate kalimuru timber including medium grade fiber and wood fiber kalimuru including wood fiber pulp as raw material class II (Good). The test results kalimuru wood machining properties including good quality (class II) and the average size of the wood adhesive kalimuru penetration at 23, 67 um. Then the timber can be informed kalimuru has the potential to produce pulp that is pretty good.
OPTIMASI PEMANFAATAN SALAH SATU JENIS LESSER
KNOWN SPECIES DARI SEGI SIFAT ANATOMI DAN
PEMESINAN
SKRIPSI
Oleh:
ALAMSYAH POHAN 121201009
FAKULTAS KEHUTANAN
UNIVERSITAS SUMATERA UTARA
OPTIMASI PEMANFAATAN SALAH SATU JENIS LESSER KNOWN
SPECIES DARI SEGI SIFAT ANATOMI DAN PEMESINAN
SKRIPSI
Oleh:
ALAMSYAH POHAN 121201009
Skripsi Merupakan Salah Satu Syarat Untuk Memperoleh Gelar Sarjana Di Fakultas Kehutanan Universitas Sumatera Utara
FAKULTAS KEHUTANAN
UNIVERSITAS SUMATERA UTARA
LEMBAR PENGESAHAN
Judul : Optimasi Pemanfaatan Salah Satu Jenis Lesser Known Species dari Segi Sifat Anatomi dan Pemesinan Nama : Alamsyah Pohan
NIM : 121201009 Fakultas : Kehutanan
Program Studi : Teknologi Hasil Hutan
Disetujui Oleh Komisi Pembimbing
Arif Nuryawan, S.Hut., M.Si., Ph.D
Ketua Anggota
Endah Novita Rini, S.TP., M.Si
Mengetahui,
ABSTRAK
ALAMSYAH POHAN : Optimasi Pemanfaatan Salah Satu Jenis Lesser Known Species dari Segi Sifat Anatomi dan Sifat Pemesinan. Dibawah bimbingan ARIF NURYAWAN dan ENDAH NOVITA RINI
ABSTRAK
ALAMSYAH POHAN: Utilization Optimization One Of A Kind Lesser Known Species of nature Anatomy and machining properties. Suvervised by ARIF NURYAWAN and ENDAH NOVITA RINI.
The inability of natural forest for wood needs cause impaired timber industry in their production processes. Wood kalimuru including Lesser known types of species. This study aims to analyze the nature of the anatomy and wood machining of kalimuru to be optimized utilization as a raw material in the timber industry. Makrokopis properties of wood were observed among the other colors of wood, fiber, texture, and hardness impression touch wood. Makrokopis testing is done by using a microscope equipped with a micrometer. The nature of the wood machining is done by using a double moulder machines, forming, planner, borer, sanding, punching machines square and turning machines. The results of this study indicate kalimuru timber including medium grade fiber and wood fiber kalimuru including wood fiber pulp as raw material class II (Good). The test results kalimuru wood machining properties including good quality (class II) and the average size of the wood adhesive kalimuru penetration at 23, 67 um. Then the timber can be informed kalimuru has the potential to produce pulp that is pretty good.
RIWAYAT HIDUP
Penulis dilahirkan di Desa Sihiuk pada 24 Januari 1994 dari Darman Pohan dan Fatimah Sitompul. Penulis merupakan anak ketiga dari lima bersaudara.
Penulis menempuh pendidikan formal di Sekolah Dasar (SD) Negeri 101280 Sihiuk dan lulus tahun 2006. Penulis kemudian melanjutkan pendidikan di Sekolah Menengah Pertama (SMP) Negeri 1 Lubuk Barumun dan lulus tahun 2009. Pada tahun 2012 penulis lulus dari Sekolah Menengah Atas (SMA) Negeri 1 Barumun , dan pada tahun 2012 penulis diterima sebagai mahasiswa Program Studi Kehutanan, Fakultas Kehutanan, Universitas Sumatera Utara melalui jalur Undangan Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN) .
Selama mengikuti perkuliahan penulis juga menjadi angggota aktif dalam Organisasi RIMBAPALA (Rimbawan Pecinta Alam) KEHUTANAN USU, KAMMI (Kesatuan Aksi Mahasiswa Muslim Indonesia) Komisariat Nusantara, Pema Pertanian periode 2015/2016, dan BAGODING USU (Bagas Godang Mandailing) Universitas Sumatera Utara.
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Allah SWT, Tuhan Yang Maha Kuasa, atas segala rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan skripsi yang berjudul “Optimasi Pemanfatan Salah Satu Jenis Lesser Known Species dari Sifat Anatomi dan Pemesinan”.
Pada kesempatan ini penulis menghaturkan ucapan terima kasih kepada : 1. Kedua orang tua penulis DARMAN POHAN dan FATIMAH SITOMPUL
yang telah mendidik, membesarkan, dan mendoakan penulis selama ini. Kakak abang tercinta Nurellam Pohan dan Tawar Pohan serta Adik-adik tercinta Akmal Pohan dan Evita Dora Pohan yang mendukung penulis.
2. Bapak Arif Nuryawan S.Hut., M.Si., Ph.D, dan ibu Endah Novita Rini S.Tp., M.Si selaku komisi pembimbing yang telah memberikan bimbingan dan arahan dalam penulisan skripsi.
3. Nantulang Rubinab, tulang Johar Alam Pasaribu dan bang Citra Pasaribu yang telah mendidik dan merawat penulis selama kuliah.
4. Kahanggi Aditya Putra Pohan, Madayan Hasibuan, Aldi Nasution dan Pikri Rambe yang banyak membantu dan memberi dukungan bagi penulis.
5. Adik-adik penulis di RIMBAPALA, dan kawan-kawan di Bimbo Andre Pratama Ginting, Krisdianto Damanik, dan lainnya yang mendukung penulis. 6. Staf dan pengajar Fakultas Kehutanan yang telah membantu dan memberikan
ilmu bagi penulis. Dan semoga Skiripsi ini Bermanfaat
Medan, Desember 2016
DAFTAR ISI
Pengkuran Dimensi Serat ... 27
Turunan Dimensi Serat ... 29
Pengujian Sifat Pemesinan ... 32
DAFTAR TABEL
No. Halaman
DAFTAR GAMBAR
No. Halaman
1. Pola Pembuatan Contoh Uji ... 24
2. Warna dan corak kayu ... 26
3. Bidang longitudinal ... 26
4. Bidang radial ... 26
5. Bidang tangesial ... 27
6. Panjang serat kayu kalimuru ... 28
7. Diameter serat dan diameter lumen ... 29
8. Cacat Tanda serpih hasil proses penyerutan ... 34
9. Cacat bulu halus hasil proses penyerutan ... 34
10. Cacat Bulu Halus Hasil Proses Pembentukan ... 37
11. Cacat bulu halus hasil proses pengeboran... 39
12. Cacat penyobekan hasil proses pengeboran ... 39
13. Cacat bulu halus hasil pengampelasan ... 40
14. Cacat bulu halus hasil proses pelubang persegi... 41
15. Cacat penyobekan hasil proses pelubang persegi ... 42
16. Cacat bulu halus hasil proses pembubutan... 43
17. Cacat tanda serpih hasil dari proses pembubutan ... 43
18. Penetrasi Perekat (10x)... 44