commit to user i
ANALISIS PENGENDALIAN KUALITAS PRODUK JADI KAIN BATIK
JENIS COTTON KUALITAS 1 PADA PT BATIK DANAR HADI DIVISI
PRINTING SURAKARTA
TUGAS AKHIR
Diajukan dalam Rangka Menyelesaikan Studi Diploma 3
Untuk Mencapai Gelar Ahli Madya
DisusunOleh :
AKHMAD FATONY
F3508009
PROGRAM STUDI D3 MANAJEMEN INDUSTRI
FAKULTAS EKONOMI
UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user iv
HALAMAN MOTTO DAN PERSEMBAHAN
ü Syukurilah hidup ini walau berat bagi kita untuk menjalaninya.
ü Semangatlah untuk meraih cita-cita dan harapan kita yang kita impikan.
(peneliti)
Tugas akhir ini peneliti persembahkan untuk orang-orang yang berharga bagi
kehidupan peneliti:
è Kedua Orang tuaku (Bapak Sutiman dan Ibu Mulyani Rukmini).
è Adikku (Restu Arif Fauzi dan Tiara Dian Pertiwi)
è Yulia Nur Cahyani (My Love)
commit to user v
KATA PENGANTAR
Syukur Alhamdulillah, segala puji bagi Allah SWT, hanya karena rahmat dan
hidayah-Nya peneliti dapat menyelesaikan penyusunan laporan Tugas Akhir dengan judul
“ANALISIS PENGENDALIAN KUALITAS PRODUK JADI KAIN BATIK JENIS COTTON
KUALITAS 1 PADA PT. BATIK DANAR HADI DIVISI PRINTING DI SURAKARTA”.
Sebagai salah satu syarat untuk memperoleh gelar Ahli Madya di Fakultas Ekonomi,
Universitas Sebelas Maret.
Dalam penyusunan Tugas Akhir ini banyak bantuan baik berupa dukungan moral
dan spiritual dari berbagai pihak, oleh karena itu sudah sepantasnya penulis
mengucapkan terima kasih kepada :
1. Yth. Bapak Dr. Wisnu Untoro, M.S. selaku Dekan Fakultas Ekonomi Universitas
Sebelas Maret Surakarta.
2. Ibu Sinto Sunaryo, SE., MSi selaku ketua Program Studi Diploma III Fakultas
Ekonomi.
3. Bapak Joko Suyono, SE, MSi selaku Dosen Pembimbing yang banyak
membantu dalam penyelesaian tugas akhir ini.
4. Ibu Dra. I. Sri Seventi P. MSi selaku Pembimbing Akademik, atas bimbingan dan
arahannya.
5. Bapak dan Ibu Dosen Fakultas Ekonomi Universitas Sebelas Maret Surakarta
yang telah memberikan petunjuk hingga selesainya tugas akhir ini.
6. Ibu Danarsih dan Bapak Hadi Santosa selaku pimpinan dan pemilik PT. Batik
Danar Hadi Surakarta.
commit to user vi
yang telah memberikan izin untuk melaksanakan magang kerja.
8. Seluruh staf dan karyawan PT. Batik Danar Hadi Divisi Printing terima kasih
waktu, bantuan, dan bimbingan selama magang kerja.
9. Bapak dan Ibuku yang sangat aku cintai… terima kasih atas segala bimbingan,
nasehat dan doanya.
10. Adikku Restu Arif Fauzi dan Tiara Dian Pertiwi yang selalu aku cinta dan
sayangi.
11. Saudara-saudaraku Mas Agus, Mbak Lusi,Mbak Ria, Dek Conan, Dek Ageng,
Dek Nisa atas kebersamaan dan keceriaan yang dilalui bersama-sama.
12. Pacarku Yulia Nur Cahyani… yang selama ini memberikan dukungan, perhatian,
dan semangat serta kasih sayang.
13. Sahabat-sahabat lamaku… Eeng, Arif, Vedi, Mamet, Yosi, Jefri… Terima kasih
kalian sampai saat ini masih tetap setia menjadi sahabat-sahabatku yang baik..
aku tidak pernah lupakan kalian.
14. Sahabat-sahabat sejatiku Mi’08.. Panca, Fiesca Galih, Bambang, Yogiek,
Rahmad, Risky, Ado, Aziz, Arifin, Tika, Eva terima kasih atas kebersamaannya
selama ini.
15. Rekan-rekan Angkatan 2008 Manajemen Industri.. teman berjuang dalam
menyelesaikan tugas akhir dan semua pihak yang tidak dapat disebutkan.Terima
kasih atas bantuan jasa, baik yang telah diberikan, semoga Allah SWT selalu
commit to user vii
Peneliti menyadari bahwa laporan tugas akhir ini jauh dari sempurna. Oleh karena
itu peneliti membuka diri terhadap segala saran dan kritik yang membangun. Besar
harapan penulis semoga laporan penulis ini dapat bermanfaat bagi pembaca sekalian.
Surakarta,10 Juni 2011
commit to user
HALAMAN PERSETUJUAN PEMBIMBING ... iii
HALAMAN PENGESAHAN TIM PENGUJI ... iv
HALAMAN MOTTO DAN PERSEMBAHAN ... v
HALAMAN KATA PENGANTAR ... vi
HALAMAN DAFTAR ISI ... ix
HALAMAN DAFTAR TABEL... xii
HALAMAN DAFTAR GAMBAR ... xiii
BAB I PENDAHULUAN A. LATAR BELAKANG MASALAH ... 1
B. RUMUSAN MASALAH... 4
C. TUJUAN PENELITIAN... 4
D. MANFAAT PENELITIAN ... 5
E. ALUR PEMIKIRAN ... 6
F. METODE PENELITIAN ... 7
1. Desain Penelitian ... 7
2. Obyek Penelitian ... 7
3. Sumber Data ... 7
4. Metode Pengumpulan Data ... 8
commit to user ix
BAB II TINJAUAN PUSTAKA
A. TINJAUAN PUSTAKA ... 12
1. Pengertian Kualitas dan Faktor-faktor Yang Mempengaruhinya .. 12
2. Pengertian Pengendalian Kualitas ... 14
3. Tujuan Pengendalian Kualitas ... 16
4. Pendekatan Pengendalian Kualitas ... 16
6. Teknik Dalam Pengendalian Kualitas ... 18
BAB III PEMBAHASAN A. GAMBARAN UMUM PT. BATIK DANAR HADI ... 22
1. Latar Belakang ... 22
2. Struktur Organisasi ... 24
3. Status Karyawan ... 28
4. Penggajian Karyawan ... 29
5. Aktivitas dan Output Perusahaan... 30
B. LAPORAN MAGANG ... 33
1. Pengertian ... 33
2. Lokasi Magang Kerja ... 33
3. Pelaksanaan Magang Kerja ... 34
C. PEMBAHASAN MASALAH ... 37
commit to user x
2. Diagram Pareto ... 43
3. Diagram Sebab-Akibat (fish bone) ... 44
BAB IV
A. KESIMPULAN ... 52
B. SARAN ... 54
DAFTAR PUSTAKA
commit to user xi
DAFTAR TABEL
Halaman
Tabel 3.1Kerusakan Produk Akhir Batik Jenis Kain Cotton 1 Tahun 2010………….. 38
commit to user xii
DAFTAR GAMBAR
Halaman
Gambar 1.1 Gambar Alur Pemikiran………. 6
Gambar 1.2 Bagan Kendali Atas dan Bawah ……… 9
Gambar 1.3 Diagram Pareto ………..…… 10
Gambar 1.4 Diagram Sebab Akibat (Fish Bone Chart)………..……… 11
Gambar 3.1 Struktur Organisasi PT. Batik Danar Hadi Cabang Sondakan ………….. 25
Gambar 3.2Bagan Kendali C-Chart ……….……….. 40
Gambar 3.3 Diagram Pareto ……….…………... 43
Gambar 3.4 Diagram Sebab Akibat Cacat Warna………..…. 44
Gambar 3.5 Diagram Sebab Akibat Cacat Sanggit………. 47
commit to user xiii
DAFTAR LAMPIRAN
1. Surat Pernyataan Tugas Akhir
2. Surat Keterangan Magang Kerja
3. Nilai Magang Kerja
4. Perhitungan POM for Windows
commit to user
ii
ABSTRAK
ANALISIS PENGENDALIAN KUALITAS PRODUK JADI KAIN BATIK JENIS COTTON KUALITAS 1 PADA PT BATIK DANAR HADI DIVISI PRINTING
SURAKARTA
AKHMAD FATONY F3508009
Kualitas merupakan unsur penting didalam dunia usaha, hal ini bertujuan untuk dapat menjaga kepercayaan konsumen terhadap barang-barang yang dihasilkan oleh perusahaan, dikarenakan barang itu termasuk dalam standar ketentuan dari perusahaan atau diluar ketentuan perusahaan di dalam proses produksinya. Penelitian ini bertujuan untuk mengetahui langkah apa saja yang telah diterapkan oleh PT.Danar Hadi Santosa untuk menekan jumlah kerusakan kain cotton, apakah produk yang dihasilkan oleh PT.Danar Hadi Santosa termasuk dalam standart atau diluar standar ketentuan perusahaan, dan untuk mengetahui jenis dan penyebab kerusakan tersebut.
Metode penelitian yang digunakan adalah metode C-Chart, dengan disertai diagram bagan kendali atas dan bawah, diagram pareto, dan diagram sebab-akibat.
Pengendalian kualitas yang telah dilakukan PT.Danar Hadi Santosa adalah penyimpanan plankan selalu diperhatikan agar plankan tidak rusak sehingga tidak menggangu proses produksi, penggambaran motif dengan teliti agar resiko kecacatan dapat dikurangi. Dari hasil analisis C-Chart dapat diketahui rata-rata kerusakan produk disetiap bulannya sebesar 481,8333 unit, dengan batas kendali atas (UCL) 547,6854 dan batas kendali bawah (LCL) 415,9812. Dengan kerusakan tertinggi di tahun 2010 pada bulan November dengan kerusakan sebanyak 527 unit dan kerusakan paling sedikit terjadi pada bulan Maret dengan kerusakan sebanyak 434 unit. Jenis kerusakannya antara lain warna tidak sesuai, sanggit, noda atau flek. Penyebab kerusakan antara lain salah komposisi warna, komposer kurang teliti dalam memilah warna, screen mampet, pengerjaan yang tergesa-gesa, pencampuran obat yang kurang tepat, karyawan yang kurang teliti pada saat proses pengerjaan.
Pada intinya peneliti mengharapkan agar pengendalian kualitas di PT.Danar Hadi Santosa dapat dipertahankan dan ditingkatkan, pelatihan kerja untuk menjaga kualitas produk agar tetap baik, penggantian onderdil mesin yang sudah lama atau rusak.
commit to user
ii
ABSTRACT
ANALYSIS OF PRODUCT QUALITY CONTROL BATIK FABRIC TYPE 1 IN QUALITY COTTON BATIK DANAR HADI PRINTING DIVISION SURAKARTA
AKHMAD FATONY
F3508009
Quality is an important element in the business world, it aims to maintain consumer confidence in the goods produced by the company, because the goods were included in the standard provisions of the company or companies outside of the provisions in the production process. This study aims to determine what steps have been implemented PT.Danar Hadi Santosa to suppress the amount of damage to cotton fabric, whether the product produced PT.Danar Hadi Santosa included in the standard or outside the company's standard terms, and to determine the type and cause of damage them.
The method used is the method of the C-Charts, diagrams, accompanied by upper and lower control charts, pareto diagrams, and diagrams of causation.
Quality control has been done PT.Danar Hadi Santosa is always taken to ensure that the storage plankan plankan not damaged so it does not interfere with the production process, drawing motifs with care so that the risk of disability can be reduced. From the results of the analysis of the C-Charts can be known to the average damage of products in each month of 481.8333 units, with the upper control limit (UCL) 547.6854 and lower control limit (LCL) 415.9812. With the highest damage in the year 2010 in November with as many as 527 units of damage and damage to at least place in March with the damage as much as 434 units. Type of damage, among others, the color does not match, sanggit, stains or spots. Causes of damage include false color composition, the composer is less rigorous in sorting colors, screen clogged, over-hasty workmanship, mixing drugs that are less precise, less conscientious employees during working process.
In essence, researchers hope that the quality control in PT.Danar Hadi Santosa can be maintained and improved, job training in order to maintain product quality remains good, the replacement of engine parts that are old or damaged.
commit to user
1 BAB I
PENDAHULUAN
A. LATAR BELAKANG MASALAH
Perkembangan industri di era globalisasi ini sangat pesat.
Hal ini dapat diketahui dari persaingan antar perusahaan yang semakin meningkat dan lebih ketat. Bukan hanya perusahaan
berskala besar dan internasional, bahkan perusahaan kecil pun juga mengalami persaingan global. Keadaan inilah yang menuntut para pengusaha harus mampu mempertahankan usaha yang
dilakukannya bahkan bisa memajukan usahanya di era globalisasi ini. Produksi di dalam suatu perusahaan merupakan kegiatan yang
cukup penting. Dikarenakan apabila kegiatan produksi di suatu perusahaan terhenti maka kegiatan di dalam perusahaan tersebut akan terhenti pula. Oleh sebab itu maka perusahaan dituntut untuk
dapat beroperasi secara efektif dan efisien dalam mengalokasikan sumber daya yang dimilikinya dan aktivitas di dalamnya sesuai
dengan yang diharapkan oleh perusahaan tersebut.
Perusahaan yang berorientasi profit harus bekerja keras untuk memenuhi kebutuhan konsumen bila ingin tetap beroperasi
dan sukses. Kemampuan perusahaan dalam menentukan siapa yang menjadi konsumen dari produk/jasa yang dihasilkan
commit to user
memfokuskan diri untuk mengidentifikasi kebutuhan konsumen, cara-cara memenuhi kebutuhan itu dan akhirnya mengusahakan
konsumen untuk tetap mengkonsumsi produk/jasa yang ditawarkan perusahaan.
Perusahaan juga harus memiliki kemampuan untuk
menghasilkan produk yang dapat memenuhi kebutuhan konsumen. Fungsi pengendalian kualitas ialah menjaga konsistensi kualitas
sebuah produk yang dilakukan secara kontinyu. Produk yang dipasarkan atau dijual hendaknya produk yang sesuai dengan kebutuhan dan keinginan konsumen sehingga dengan demikian
maka konsumen merasa puas. Hanya dengan kepuasan konsumen itulah perusahaan akan mendapat keuntungan. Sebaliknya apabila
konsumen tidak merasa puas dengan produk yang dibelinya maka mereka akan meninggalkan perusahaan kita dan kita akan kehilangan pelanggan serta akhirnya akan menderita kerugian. Jadi
pengendalian kualitas menjadi dasar utama strategi produksi.
PT. Batik Danar Hadi Divisi Printing sebagai salah satu
penghasil batik di Surakarta dihadapkan oleh munculnya perusahaan batik sejenis khususnya di wilayah Surakarta. Hal ini harus mendapat perhatian yang serius dari pihak manajemen PT.
Batik Danar Hadi Divisi Printing Surakarta, khususnya terhadap masalah kualitas produk yang dihasilkan agar PT. Batik Danar Hadi
commit to user
sebagai perusahaan penghasil produk-produk batik yang berkualitas.
Dari hal tersebut, maka perlu dilakukan penelitian di PT. Batik Danar Hadi Divisi Printing Surakarta dengan fokus penelitian berkaitan dengan masalah pengendalian kualitas produk akhir kain
batik printing . Penelitian ini mencoba menerapkan sistem pengendalian kualitas untuk mengetahui seberapa jauh produk
akhir yang akan didistribusikan kepada konsumen benar-benar merupakan produk yang berkualitas atau masih terdapat banyak kekurangan yang terdapat pada produk akhir tersebut. Dengan
penerapan sistem pengendalian kualitas, maka pengawasan terhadap kualitas produk akhir kain batik printing pada PT. Batik
Danar Hadi Divisi Printing Surakarta dapat lebih terkontrol dan terprogram dengan baik.
Berdasarkan persoalan diatas, maka mengambil judul ”
ANALISIS PENGENDALIAN KUALITAS PRODUK JADI KAIN
BATIK JENIS COTTON KUALITAS 1 PADA PT BATIK DANAR
commit to user B. RUMUSAN MASALAH
Berdasarkan latar belakang masalah di atas, maka
rumusan masalah yang akan dikaji dalam penelitian ini adalah sebagai berikut:
1. Apakah pengendalian kualitas yang telah dilakukan oleh PT.
Batik Danar Hadi Divisi Printing Surakarta sudah optimal ? 2. Apakah kerusakan kain yang selama ini terjadi masih berada
dalam toleransi pengawasan atau berada di luar toleransi pengawasan perusahaan dan apa saja jenis kerusakan pada produk tersebut ?
C. TUJUAN PENELITIAN
Berdasarkan rumusan masalah yang ada, maka penelitian ini bertujuan sebagai berikut:
1. Untuk mengetahui pengendalian kualitas yang telah
dilakukan oleh PT. Batik Danar Hadi Divisi Printing Surakarta sudah optimal.
2. Untuk mengetahui kerusakan kain yang selama ini terjadi masih berada dalam toleransi pengawasan atau berada di luar toleransi pengawasan perusahaan dan apa saja
commit to user D. MANFAAT PENELITIAN
Manfaat dari penulisan ini adalah sebagai berikut:
1. Bagi peneliti, sebagai penerapan teori-teori yang telah diperoleh dibangku kuliah kedalam praktik yang sebenarnya dan sebagai pengalaman praktik dalam
menganalisis suatu masalah yang terjadi secara ilmiah. 2. Bagi perusahaan, hasil penulisan ini dapat membantu
untuk mengetahui proses pengendalian produksi, setelah mengetahui apakah proses berada dalam kontrol atau tidak. Maka pihak perusahaan dapat mengambil
langkah-langkah untuk meningkatkan kualitas produksi serta sebagai bahan masukan bagi perusahaan untuk
pengambilan keputusan yang lebih baik.
3. Bagi pihak lain, sebagai tambahan informasi pada umumnya dan referensi bagi mahasiswa yang akan
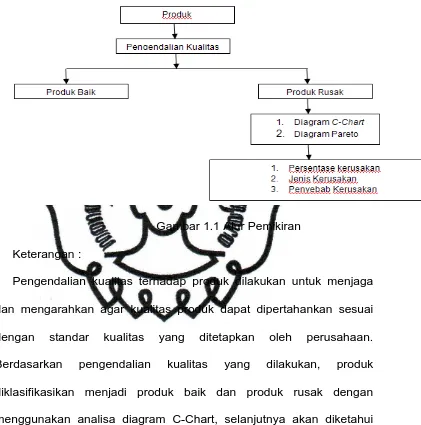
commit to user E. ALUR PEMIKIRAN
Gambar 1.1 Alur Pemikiran Keterangan :
Pengendalian kualitas terhadap produk dilakukan untuk menjaga
dan mengarahkan agar kualitas produk dapat dipertahankan sesuai dengan standar kualitas yang ditetapkan oleh perusahaan.
Berdasarkan pengendalian kualitas yang dilakukan, produk diklasifikasikan menjadi produk baik dan produk rusak dengan menggunakan analisa diagram C-Chart, selanjutnya akan diketahui
beberapa jenis kerusakan serta persentase kerusakan yang akan dianalisis dengan menggunakan diagram pareto untuk mengetahui
commit to user
sebagai bahan evaluasi didalam pengendalian kualitas selanjutnya dan untuk mengantisipasi kerusakan dimasa yang akan datang.
F. METODE PENELITIAN
1. Desain Penelitian
Analisis pengendalian kualitas ini penulis menggunakan metode C-chart yang dilakukan saat melakukan penelitian di
PT.Batik Danar Hadi Divisi Printing untuk mengetahui kerusakan kain cotton dan kemudian dilakukan analisisnya.
2. Objek dan Lokasi Penelitian
Penulis melakukan penelitian di Perusahaan Batik Danar Hadi Divisi Printing yang berada di Tegalmulyo, Sondakan,
Laweyan, Surakarta. 3. Sumber Data
a. Data Primer
Data yang diperoleh secara langsung dari objek penelitian melalui wawancara atau tanya jawab dengan
karyawan dan semua staf yang terkait dalam perusahaan yang dapat memberikan informasi yang dibutuhkan dalam penelitian.
b. Data Sekunder
Data yang diperoleh secara tidak langsung dari
commit to user 4. Metode Pengumpulan Data
a. Wawancara
Data diperoleh dari mengajukan pertanyaan secara langsung kepada karyawan dibagian yang bersangkutan, berkaitan dengan proses pengendalian kualitas.
b. Observasi (Pengamatan)
Data diperoleh dengan melakukan pengamatan pada
proses printing selama kegiatan magang (PKL) di PT.Batik Danar Hadi Divisi Printing.
c. Studi Pustaka
Data diperoleh dari membaca buku-buku yang relevan dan sesuai dengan topik penelitian yang dilakukan.
5. Teknik Analisis a. Analisis C-chart
Analisis ini digunakan untuk mengetahui dan menetukan
apakah kerusakan produk kain cotton yang terjadi di PT.Batik Danar Hadi Divisi Printing masih atau tidak
commit to user Langkah analisisnya:
C=
n c
å
Keterangan:
C = rata-rata jumlah cacat kain cotton
å
c = jumlah cacat kain cottonN = jumlah produk yang diamati
Menentukan batas kendali atas dan batas kendali bawah:
UCL = C+ 3 C
LCL = C-3 C
Keterangan:
UCL = Upper Control Limit (Batas Kendali Atas)
LCL = Lower Control Limit (Batas Kendali Bawah)
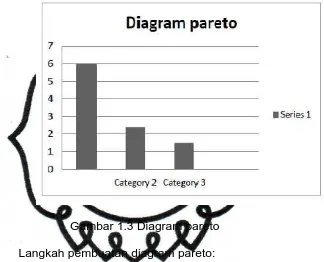
commit to user b. Diagram Pareto.
Adalah grafik untuk menampilkan tipe atau jumlah
kerusakan selama proses produksi dan kelompok data dirangking descending (besar-kecil/turun) dari kiri ke kanan.
Gambar 1.3 Diagram pareto
Langkah pembuatan diagram pareto:
1) Menentukan persentase kerusakan kain cotton untuk tiap jenis kerusakan kain cotton, misalnya: produk A, B, C
masing-masing jumlahnya a%, b%, dan c%.
2) Membuat diagram pareto dengan menggunakan jenis
kerusakan berdasarkan dari jumlah yang paling besar menuju kecil dengan urutan dari kiri ke kanan.
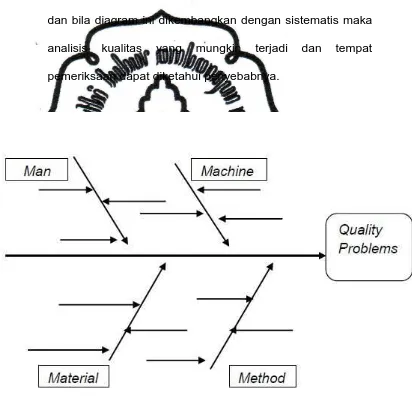
c. Diagram sebab-akibat atau fish bone.
commit to user
kerusakan kain cotton dengan faktor-faktor yang menjadi penyebab kerusakan kain cotton tersebut.
Cara menggambarkan diagram sebab-akibat adalah dengan menggunakan empat kategori, yaitu: man, method, machine, material. Hal tersebut menjadi dasar analisis awal,
dan bila diagram ini dikembangkan dengan sistematis maka analisis kualitas yang mungkin terjadi dan tempat
pemeriksaan dapat diketahui penyebabnya.
commit to user BAB II
TINJAUAN PUSTAKA
G. TINJAUAN PUSTAKA
1. Pengertian Kualitas dan Faktor-faktor Yang Mempengaruhinya
a. Pengertian Kualitas
Banyak orang menyebut kualitas sebagai daya tahan
terhadap suatu produk, maka kualitas dapat diartikan sebagai berikut :
1) Kualitas merupakan suatu kondisi dinamis yang
berhubungan dengan produk, jasa, manusia, proses, dan lingkungan yang memenuhi atau
melebihi harapan. (Yamit, 2004:8)
2) Kualitas merupakan faktor yang terdapat dalam suatu produk yang menyebabkan produk tersebut
bernilai sesuai dengan maksud untuk apa produk tersebut di produksi. (Handoko, 1999:54)
3) Kualitas adalah totalitas bentuk dan karakteristik barang atau jasa yang menunjukkan kemampuannya untuk memuaskan
commit to user
4) Kualitas adalah apapun yang menjadi kebutuhan dan keinginan konsumen. (Deming dalam Yamit,
2004:7)
Dari definisi di atas, dapat disimpulkan bahwa kualitas adalah kecocokan atau kesesuaian antara
produk yang dihasilkan oleh perusahaan dengan kebutuhan yang diinginkan konsumen.
b. Faktor-faktor Yang Mempengaruhi Kualitas
Menurut (Assauri, 1999:206) faktor yang mempengaruhi kualitas
suatu produk :
1) Fungsi Suatu Barang
Barang yang dihasilkan harus dapat benar-benar memenuhi fungsinya.pemenuhan fungsi tersebut berarti mampu mempengaruhi kebutuhan konsumen, kebutuhan
tidak selamanya dapat terpenuhi maka tingkat mutu suatu barang dapat tercapai sesuai dengan fungsi untuk
apa barang tersebut digunakan. 2) Wujud Luar Barang
Salah satu faktor yang penting dan sering
dipergunakan dalam menilai kualitas produk ketika pertama kali melihatnya.kadang-kadang walaupun
commit to user
maju, tetapi bila wujud luarnya tidak bagus maka produk tersebut kurang diminati konsumen dan dianggap
memiliki mutu yang tidak baik. 3) Biaya Barang Tersebut
Umumnya biaya dan harga suatu barang akan
menentukan kualitasnya barang tersebut, hal ini terlihat dari produk-produk yang mempunyai biaya atau harga
yang mahal dapat menunjukkan mutu produk yang relatif baik.demikian pula sebaliknya, produk-produk yang mempunyai biaya atau harga yang murah dapat
menunjukkan mutu produk yang relatif jelek. 2. Pengertian Pengendalian Kualitas
Setelah mengetahui pengertian tentang kualitas, maka pengertian pengendalian kualitas dapat diartikan sebagai berikut :
1) pengendalian kualitas adalah kegiatan untuk memastikan apakah kebijaksanaan dalam hal
mutu (standar) yang tercermin adalah hasil akhir, pengendalian kualitas merupakan usaha untuk mempertahankan mutu atau kualitas dari produk
yang dihasilkan agar sesuai dengan spesifikasi produk yang telah ditetapkan berdasarkan
commit to user
2) Pengendalian kualitas mengandung dua macam pengertian utama, yaitu yang pertama adalah
menentukan standar kualitas untuk masing-masing produk atau jasa dari perusahaan yang bersangkutan, sedangkan yang kedua adalah
usaha perusahaan untuk dapat memenuhi standar kualitas yang telah ditetapkan tersebut. (Ahyari,
1990:239)
3) Pengendalian kualitas merupakan suatu pendekatan usaha yang mencoba untuk
memaksimumkan daya saing organisasi melalui perbaikan terus-menerus atas produk, jasa,
tenaga kerja, proses dan lingkungan. (Nasution, 2001:28)
Dari pengertian diatas dapat dikatakan bahwa
maksud pengendalian kualittas adalah agar spesifikasi produk yang telah direncanakan dan
telah ditetapkan oleh perusahaan dapat tercapai dan dipertahankan,dengan demikian pengendalian kualitas ini mengandung pengertian utama yaitu
commit to user
dihasilkan sesuai dengan yang telah direncanakan perusahaan.
3. Tujuan Pengendalian Kualitas
Menurut (Assauri, 1999:210) tujuan dilaksanakan pengendalian kualitas adalah:
a) Agar hasil produksi dapat mencapai standar mutu dan kualitas yang telah ditetapkan.
b) Menyesuaikan biaya inspeksi dapat menjadi sekecil mungkin.
c) Mengusahakan agar biaya design dari produk dan proses
penggunaan mutu tertentu dapat menjadi kecil.
d) Mengusahakan agar biaya produksi menjadi serendah
mungkin.
4. Pendekatan Pengendalian Kualitas
Ada tiga pendekatan pengendalian kualitas menurut (Ahyari,
1990:263) yaitu:
a) Pendekatan bahan baku perusahaan
Merupakan upaya pengendalian kualitas produk perusahaan melalui seleksi bahan baku yang akan digunakan dalam proses produksi.
b) Pendekatan proses produksi
Pengendalian kualitas produk dan jasa yang dihasilkan
commit to user
produksi sehingga proses produksi yang dilaksanakan dalam perusahaan tersebut dapat berjalan dengan sebaik-baiknya.
c) Pendekatan produk akhir
Merupakan upaya perusahaan untuk dapat mempertahankan kualitas produk jasa yang akan dihasilkan
dengan melihat produk akhir yang menjadi hasil dari perusahaan tersebut.
Pemilihan masing-masing pendekatan ini akan tergantung dari masing perusahaan sehubungan dengan titik berat proses produksinya. Suatu perusahaan dimana proses
produksinya sangat ditentukan oleh kualitas bahan baku, maka akan memilih pendekatan proses produksinya. Dalam
hal ini perusahaan tidak harus memilih salah satu pendekatan saja, melainkan dapat memilih dua dari tiga pendekatan tersebut dapat dilakukan bersama-sama atau
bahkan ketiga-tiganya. 5. Penentuan Standar Kualitas
Langkah-langkah yang dapat diambil dalam penentuan standar kualita menurut (Reksohadiprodjo, 1993:224) adalah sebagai berikut :
a. Mempertimbangkan pasangan dan kualitas produk pesaing.
commit to user
c. Kualitas harus sesuai dengan harga jual produk. d. Perlu dibentuknya tim yang berkecimpung dalam hal :
1) Penjualan yang mewakili konsumen.
2) Teknik yang mengatur design dan kualitas. 3) Pembelian yang menentukan kualitas bahan.
4) Produksi yang menentukan biaya memproduksi berbagai kualitas alternatif.
5) Setelah ditentukan dan disesuikan dengan keinginan konsumen dengan teknik produksi, tersedianya bahan dan sebagainya maka perlu
pengendalian kualitas ini dipertahankan. 6. Teknik Dalam Pengendalian Kualitas
Control chart dibagi menjadi dua bagian yaitu: a. Control chart untuk atribut.
Digunakan untuk pengukuran sampel dengan
karakteristik produk yang dievaluasi dengan pilihan kategori “baik atau buruk, ya atau tidak”
Macam control chart untuk atribut: 1) C-chart
Bagan pengawasan ini digunakan berkenaan
dengan rasio-rasio kerusakan barang yang diambil secara acak dan menghitung serta menentukan
commit to user
(LCL) dari sampel yang diperiksa, kemudian menggambarkan bagan masing-masing batas
control tersebut.
C = rata-rata jumlah cacat kain cotton
å
c = jumlah cacat kain cottonN = jumlah produk yang diamati
Menentukan batas kendali atas dan
batas kendali bawah:
UCL = C+ 3 C barang defektif/rusak (per tumpukan/batch per
commit to user
kendali dalam bagan ini tidak didasarkan pada distribusi tingkat kejadian tapi menggunakan
distribusi dari proporsi 1) np-chart
Bagan ini menggambarkan banyaknya
nonconforming. Hampir sama dengan p-chart melainkan dalam np-chart yang dicari bukan
proporsinya melainkan banyaknya unit-unit nonconforming.
2) U-chart
Bagan ini menunjukan nonconformities per unit yang dihasilkan melalui proses produksi atau
manufaktur. b. Control chart untuk variabel.
Variabel adalah karakteristik yang mempunyai
dimensi berkesinambungan dan dapat diukur, pengukuran data dilakukan dan ditata dalam suatu bagan.
Macam control chart untuk variabel: 1) X-bar chart
Dalam bagan ini, mean sampel diplot agar
dapat mengendalikan nilai mean atau rata-rata suatu variabel (misal, ukuran ring piston, kekuatan
commit to user 2) R-chart
Dalam bagan ini, range sampel diplot agar
dapat mengendalikan variabilitas dari variabel. 3) S-chart
Dalam bagan ini, deviasi standar sampel diplot
agar dapat mengendalikan variabilitas dari variabel.
4) S
2
-chart
Dalam bagan ini, varians diplot agar dapat
mengendalikan variabilitas dari variabel. 5) X-bar chart dan R-chart
a) X-bar chart dikembangkan dari rata-rata tiap sub kelompok data.
Digunakan untuk mendeteksi
perubahan-perubahan dalam mean diantara sub kelompok.
b) R-chart dikembangkan dari range tiap sub
kelompok data.
Digunakan untuk mendeteksi
commit to user BAB III
PEMBAHASAN
A. GAMBARAN UMUM PT. BATIK DANAR HADI SANTOSA
1. Latar Belakang
Perusahaan batik Danar Hadi merupakan perusahaan perseorangan yang berbentuk Home Industry. Perusahaan
hanya menyediakan bahan baku dan pengolahan batik seperti kain dan obat-obatan, sedangkan proses pembuatannya dilakukan di rumah para pekerja yang bertempat tinggal di
sekitar perusahaan. Sebagai perusahaan yang bersifat home industry, maka produk yang dihasilkan pada mulanya adalah
batik tulis.
Awal mulanya perusahaan batik Danar Hadi bernama Sri Kraton yang waktu itu didirikan oleh Wongso Dinomo pada tahun
1967 di kota Surakarta. Kemudian oleh cucunya Hadi Santosa diubah menjadi perusahaan perseorangan yang mendapat ijin
dari Departemen Perdagangan No. 95890. Perusahaan terus berkembang dan selanjutnya diberi nama Danar Hadi, yang diambil dari nama pemiliknya Ibu Danarsih dan Hadi Santosa.
Berkat keuletan, pengalaman, keahlian dalam membatik dan jiwa wiraswasta pimpinan perusahaan, baik dalam
commit to user
menunjang berkembangnya perusahan tersebut.Dengan adanya corak dan motif batik yang mengikuti selera konsumen dan mode
yang digemari akhirnya perusahaan dapat meningkatkan omset penjualan secara perlahan.
Pada tanggal 1 Oktober 1984 perusahaan perseorangan
diubah menjadi perusahaan yang berbadan hukum yang diresmikan dihadapan Notaris Maria Theresia Budi Santosa, SH.
Dengan No 17, tanggal 11 Desember 1984. Namanya berubah menjadi PT. Batik Danar Hadi Santosa. Lokasi kantor pusat PT. Batik Danar Hadi Santosa adalah di Jl. Dr Rajiman No. 194
Surakarta. Kantor cabang di Jakarta, Surabaya, Semarang,Yogyakarta, Denpasar, Kuta Bali, Ujung Pandang,
Batam dan Medan. Keterangan secara jelas : a. Nama Perusahaan :
Sri Kraton, berdiri tahun 1967 yang berubah menjadi
PT. Batik Danar Hadi pada tahun 1984. b. Alamat Kantor :
Jln. Dr. Radjiman no. 194 Surakarta c. Alamat Pabrik :
commit to user d. Perwakilan :
Jl. Raden Saleh Surakarta Nama dan penanggung
jawab PT. Batik Danar Hadi adalah H.Santoso b. Bidang Usaha :
Industri Perdagangan Pabrik
c. NPWP : 1245900439 d. Status Perusahaan
Non fasilitas
e. Ijin No 503/24/V.3/1985 Tanggal 13 Januari 1985 2. Struktur Organisasi PT. Batik Danar Hadi
Struktur organisasi adalah suatu kerangka yang menunjukkan hubungan antara pejabat maupun bidang yang
satu dengan bidang yang lainnya menurut skema kerja. Dengan adanya struktur organisasi yang baik, maka akan dapat membawa keuntungan pelaksanaan pekerjaan dan dari struktur
organissi inilah dapat diketahui mengenai kedudukan, tanggung jawab, wewenang, tugas dan kewajiban dari masing-masing
commit to user
Adapun tugas, wewenang dan tanggung jawab yang ada di PT. Batik Danar Hadi Cabang Sondakan adalah sebagai berikut :
1. Manajer Produksi
a. Melakukan proses produksi dan bertanggung jawab terhadap kelancaran produksi, kualitas dan kuantitas
hasil produksi.
b. Melaporkan hasil produksi dan mendistribusikannya ke
bagian pemasaran. 2. Asisten Manajer Produksi
a. Mengawasi Seluruh Persiapan Produksi.
b. Menerima dan memberikan alternatif suplier yang berkaitan dengan bidang persiapan.
c. Mengatur pembagian tugas dan memberi tanggung jawab secara jelas kepada bawahannya.
3. Komposisi
a. Memberikan warna pada motif yang diinginkan sesuai dengan karakter motif dan warna yang dipesan
konsumen yang berupa sampel.
b. Menyerasikan warna agar warna pada motif terlihat lebih menarik.
4. Mandor
a. Mengawasi proses produksi pada saat pencetakan
commit to user
b. Mengatur dan menyeleksi setiap proses pencetakan. 5. Personalia
Menangani masalah kepegawaian dan
ketenagakerjaan sehingga tenaga kerja memegang peranan yang sangat penting dalam menunjang keberhasilan usaha
PT Batik Danar Hadi. 6. Akuntansi
a. Bertanggung jawab terhadap penerimaan, penyimpanan dan pengeluaran uang untuk keperluan proses produksi. b. Mengurus pembagian gaji karyawan.
c. Menghitung keperluan keuangan baik ke dalam maupun keluar.
7. Logistik
a. Mengurus keluar masuknya barang di pabrik sondakan. b. Menyediakan alat dan bahan untuk keperluan proses
produksi. 8. Tracer
Mengerjakan pembuatan gambar yang telah disetujui oleh kantor pusat, yaitu memindahkan gambar dari kertas ke astralon.
9. Persiapan Kain
Bertanggung jawab mengatur keluar masuknya kain,
commit to user 10. Persiapan Afdruk
Memindahkan gambar ke dalam plankan (screen).
11. Persiapan Obat
Mencampurkan obat yang telah dikomposisikan, yang selanjutnya akan digunakan untuk proses produksi.
12. Persiapan Grounding
Memberikan warna dasar pada kain (lasem).
13. Finishing
Pemberian uap pada kain yang telah dicetak dengan tujuan untuk memperbesar penetrasi zat warna ke dalam
serat (mematikan warna agar tidak luntur). 14. Gudang Jadi
a. Menyeleksi kain dengan cara memisahkan kain menurut derajat dan panjangnya.
b. Membungkus kain sesuai permintaan pasar, yaitu kain di
roll atau di volding. 3. Status Karyawan
a. Jumlah Tenaga Kerja
Tenaga kerja yang dimiliki oleh PT. Batik Danar Hadi cabang Sondakan ini berjumlah 104 orang, dengan
pengelompokkan terdiri dari :
1) Karyawan bulanan, berjumlah 22 orang.
commit to user
3) Karyawan harian, berjumlah 37 orang. b. Pengaturan Jam Kerja
1) Senin – Kamis jam kerja dimulai pukul 08.00-10.30 WIB, istirahat 1 jam dan dimulai kerja pukul 12.30-16.00 WIB.
2) Jumat jam kerja dimulai pukul 08.00-12.00 WIB, istirahat 1 jam dan mulai kerja pukul 13.00-16.00
WIB.
3) Sabtu jam kerja dimulai pukul 08.00-14.00 WIB. Catatan : apabila ada pesanan yang harus
dipenuhi secepatnya, maka jam kerja diperpanjang sampai pukul 16.00 WIB.
4. Penggajian Karyawan
Pembagian gaji dibagi menjadi 3 kelompok, yaitu : a. Karyawan Bulanan
Karyawan yang cara menerima upah atau gaji atas jasa yang diberikan kepada perusahaan dengan
ketentuan per bulan atau setiap tanggal 1(satu). Pembagian gaji didasarkan pada komponen yang berlaku seperti tunjangan pendidikan, tunjangan jabatan,
commit to user b. Karyawan Harian
Karyawan yang cara menerima gaji atau upah dengan
ketentuan harian (absensi). Gaji yang diterima sesuai UMR (Upah Minimum Regional).
c. Karyawan Borongan
Karyawan yang cara menerima upah atau gaji dengan ketentuan jumlah barang yang dihasilkan atau hasil
produksi yang telah dikerjakan. Karyawan ini menerima gaji satu minggu sekali, setiap hari jumat.
5. Aktivitas dan Output Perusahaan
a. Aktivitas
Aktivitas produksi yang dilakukan setiap karyawan
bekerja sesuai dengan bidang unit kerjanya masing-masing. Pekerjaan yang dilakukan mulai dari pembuatan motif, pencampuran warna, pembuatan seri warna,
pencelupan, proses produksi, steam, pencucian, pengeringan, finishing. Perusahaan memproduksi
secara massal, yang biasanya diarahkan pada pembuatan produk kain bercorak dengan teknik cetak saring untuk pangsa pasar masyarakat yang taraf
ekonominya menengah ke bawah.Perusahaan yang memproduksi sesuai pesanan, dalam hal ini pemesan
commit to user
perusahaan menawarkan motif yang ada.Selain itu perusahaan juga memproduksi secara terus-menerus
dengan maksud menambah koleksi produksi yang disesuaikan dengan mode yang sedang berkembang. b. Hasil Produksi
Jenis hasil produksi PT. Batik Danar Hadi berupa batik dan tekstil bermotif batik yang diklasifikasikan
menjadi 4 jenis, antara lain : 1) Batik tulis
2) Batik cap
3) Batik kombinasi(cabut warna) 4) Tekstil motif batik
c. Pemasaran
Kegiatan pemasaran yang dilakukan oleh PT. Batik Danar Hadi adalah sebagai berikut :
1) Mendirikan show room di Solo dan beberapa kota lain di Indonesia.
2) Memberikan kredit dan menjual secara grosir kepada konsumen, dalam hal ini ditangani oleh kantor pusat.
commit to user
4) Menjual produknya melalui pihak lain yang telah membuat kontrak kerja penjualan. PT. Batik Danar
Hadi dalam memasarkan produknya
menggunakan saluran distribusi, yaitu : 1) Produsen-Konsumen
2) Produsen-Pengecer-Konsumen 3)
Produsen-PedagangBesar-Pengecer-Konsumen.
Cabang-cabang pemasaran (show room) PT. Batik Danar Hadi di Indonesia antara
lain:
1) Rumah Batik Danar Hadi
Lokasi : Solo (3 lokasi), Jakarta (3 lokasi), Medan, Semarang, Yogyakarta (2 lokasi), Surabaya (2 lokasi).
2) Sentra Batik Danar Hadi
Jl. Honggowongso No. 78 A, Solo.
3) Export Departement
Jl. Slamet Riyadi No. 205, Solo. 4) Jawi Antik Galeri
commit to user
Jakarta (22 lokasi), Bandung (6 lokasi), Tasikmalaya, Cirebon, Sukabumi, Kuningan,
Semarang (2 lokasi), Surabaya, Bali (3 lokasi), Batam.
B. Laporan Magang Kerja
1. Pengertian
Magang kerja adalah praktek kerja nyata yang merupakan persyaratan dalam menyusun Tugas Akhir. Magang kerja merupakan kegiatan penunjang perkuliahan yang wajib dilakukan
oleh mahasiswa dengan diterjunkan secara langsung ke dunia kerja. Dalam pelaksanan magang kerja diharapkan mahasiswa dapat
menerapkan ilmu yang telah diperoleh dibangku perkuliahan dan dapat memperoleh pengalaman dalam menghadapi dunia kerja. 2. Lokasi Magang Kerja
Adapun magang kerja dilaksanakan di PT. Batik Danar Hadi divisi printing yang beralamatkan Jl. Tegal Mulyo No. 17 Kampung
Sondakan.Magang kerja dilaksanakan pada tanggal 16 Februari sampai dengan 16 Maret 2011. PT. Batik Danar Hadi merupakan perusahaan besar yang bergerak dalam industry tekstil dimana
commit to user
memperoleh data-data yang diperlukan dalam penyusunan Tugas Akhir.
3. Pelaksanaan magang kerja
Pelaksanaan magang kerja dilaksanakan mulai hari Senin
sampai Jumat mulai pukul 08.00-12.00 WIB. Adapun rincian kegiatan selama magang kerja antara lain :
a. Minggu Pertama (16-18 Februari 2011)
1) Pada tahap ini diberikan penjelasan mengenai gambaran perusahaan dan lingkungan kerjanya. Minggu pertama
mahasiswa masih dalam tahap pengenalan mengenai kondisi perusahaan, seperti penjelasan mengenai sistem kerja
karyawan dan proses produksi. Mahasiswa diberikan kesempatan untuk dapat melakukan wawancara dengan staf kantor dan karyawan lainnya tentang kondisi lingkungan
perusahaan.
2) Pengenalan Staff kantor dan Para Karyawan
commit to user a. Minggu Kedua (21-25 Februari 2011)
1) Mahasiswa menentukan topik dan metode yang akan diteliti,
mahasiswa diberikan penjelasan dan pengarahan oleh staf karyawan mengenai tema yang akan dibahas.
2) Penempatan lokasi kerja
Dalam penempatan ini masing-masing mahasiswa telah ditentukan penempatan kerja sesuai tema atau topik yang akan
diambil. Berdasarkan persetujuan dari pemimpin perusahaan maka peserta magang ditempatkan di bagian produksi.Di sini peneliti dibimbing oleh seorang pembimbing magang yang
sudah ditunjuk oleh pemimpin perusahaan.Dengan adanya seorang pembimbing, sangat membantu para peneliti.Segala
sesuatu yang tidak diketahui, dapat ditanyakan secara langsung kepada pembimbing magang.Pembimbing magang selalu memberikan berbagai macam data untuk peneliti pelajari.
Peneliti juga diberi kesempatan untuk terjun langsung melihat proses pembatikan dari mulai tahap pertama sampai tahap
akhir. Peneliti merasa senang karena mendapatkan seorang pembimbing yang selalu memotivasi peneliti untuk terus belajar. 3) Mencari data bahan baku kain yang akan diteliti, yang
diproduksi pada bulan Januari 2010 sampai dengan Desember 2010.
commit to user
5) Pendokumentasian setiap proses produksi.
c. Minggu Ketiga (28 Februari sampai dengan 4 Maret 2011)
Melakukan Praktek kerja, dengan mengukur kain yang sesuai ukuran yang dipesan.
d. Minggu Keempat (7-16 Maret 2011)
1) Melakukan Praktek kerja, dengan mengukur kain yang sesuai ukuran yang dipesan.
2) Perpisahan dengan para karyawan dan staff kantor dengan memberikan kenang-kenangan pada pihak perusahaan.
3. Manfaat dan Tujuan Magang Kerja
a. Memperoleh pengalaman dan kesempatan kerja nyata di lapangan.
b. Menerapkan ilmu yang di dapat selama di bangku perkuliahan. c. Mengetahui secara langsung kegiatan produksi yang dilakukan
perusahaan PT. Batik Danar Hadi divisi printing.
d. Adanya kemudahan dalam memperoleh data yang diperlukan dalam penyusunan Tugas Akhir.
e. Terjadinya hubungan baik antara penulis dengan karyawan perusahaan tempat magang kerja.
4. Kegiatan Magang Kerja
commit to user
b. Melakukan observasi secara langsung pada bagian produksi untuk melihat proses produksi perusahaan.
c. Mencatat data-data yang diperlukan dalam penulisan Tugas Akhir. Dari kegiatan magang yang dilakukan oleh penulis pada PT. Batik Danar Hadi divisi printing dapat diperoleh data-data yang
menunjang dalam penulisan Tugas Akhir. Adapun data-data tersebut antara lain :
a. Gambaran umum perusahaan
b. Bahan baku dan bahan penunjang lain yang digunakan dalam proses produksi perusahaan.
c. Mesin-mesin yang digunakan dalam proses produksi. d. Sturtur Organisasi dan job description perusahaan.
e. Kegiatan perusahaan yang berhubungan dengan proses produksi perusahaan.
Demikian laporan magang kerja yang telah dilaksanakan.
Sehingga, melalui magang kerja tersebut dapat mengetahui bagaimana proses produksi dilaksanakan dengan observasi dan
tujuan secara langsung. Sebagai obyek penulisan Tugas Akhir, data yang diambil adalah data tentang urut-urutan proses produksi dan waktu setiap kegiatan dalam proses produksi yang dilakukan, untuk
commit to user C. Pembahasan Masalah
Berdasarkan data yang diperoleh dari PT.Batik Danar Hadi
Santosa maka memungkinkan untuk melakukan pembahasan masalah pengendalian kualitas dengan analisis C-Chart.
Analisis C-Chart ini digunakan untuk melakukan pembahasan serta
berkelanjutan untuk mengetahui kualitas produk yang berada dalam standart (batas toleransi) PT.Batik Danar Hadi Santosa. Dalam analisis
ini disertakan diagram sebab akibat (fish bone) dan diagram pareto untuk mengetahui jenis kerusakan serta penyebabnya.
1. Analisis C-Chart
Bagan pengawasan ini digunakan berkenaan dengan rasio-rasio kerusakan barang yang diambil secara acak dan menghitung
serta menentukan batas control atas (UCL) dan batas control bawah (LCL) dari sampel yang diperiksa, kemudian menggambarkan bagan masing-masing batas control tersebut. Data kerusakan kain cotton 1
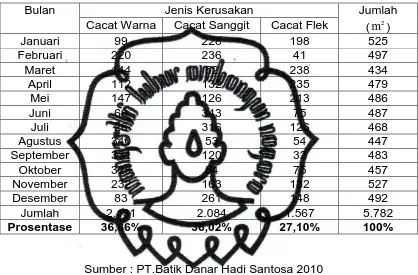
pada bagian pengendalian kualitas. Tabel 3.1
Kerusakan produk akhir batik Jenis kain cotton1 tahun 2010
Bulan Jenis Kerusakan Jumlah
(m2) Cacat
Warna
Cacat Sanggit Cacat Flek
commit to user
Sumber : PT.Batik Danar Hadi Santosa 2010
Dari data diatas kemudian dilakukan analisisnya sebagai berikut:
a. Mencari rata-rata kerusakan
12
b. Menetukan batas kendali atas dan batas kendali bawah dengan perhitungan sebagai berikut:
1) Batas kendali atas (UCL)
c c
UCL= +3
=481,8333+3 481,8333
=481,8333+3(21,9507016)
=481,8333+65.8521047 =547,6854047 meter 2) Batas kendali bawah (LCL)
c c
UCL= -3
=481,8333-3 481,8333
commit to user =481,8333-65.8521047 =415,9811953 meter
a. Control Chart
Gambar 3.2 Control Chart
Berdasarkan perhitungan dengan menggunakan metode C-Chart dan dengan POM for windows (lampiran) menunjukan
commit to user
Desember tahun 2010 dengan rata-rata kerusakan 481,8333serta UCL (batas atas) sebesar 547,6854dan LCL
(batas bawah) sebesar 415,9812.
Kerusakan terbanyak terjadi pada bulan November dengan
kerusakan sebanyak 527 2
m dan kerusakan paling sedikit
terjadi pada bulan Maret dengan kerusakan sebanyak 434 2 m , dari semua kerusakan yang terjadi pada tahun 2010 masih didalam standart toleransi perusahaan.
Untuk mengetahui jenis-jenis kerusakan dan penyebabnya tersebut dapat diketahui dari metode berikut:
2. Diagram Pareto
Adalah diagram untuk menampilkan tipe atau jumlah kerusakan selama proses produksi dan kelompok data dirangking
descending (besar-kecil/turun) dari kiri ke kanan. Langkah pembuatan diagram pareto:
1) Menentukan persentase kerusakan untuk tiap jenis kerusakan, misalnya: produk A, B, C masing-masing jumlahnya a%, b%, dan c%. 2) Membuat diagram pareto dengan menggunakan jenis kerusakan
berdasarkan dari jumlah yang paling besar menuju kecil dengan urutan dari kiri ke kanan.
Cara menghitung presentase kerusakan barang :
commit to user
Tabel berikut menunjukan jenis-jenis kerusakan berserta persentase besarnya kerusakan.
Tabel 3.2
Persentase kerusakan produk akhir batik jenis kain cotton1 tahun 2010
Bulan Jenis Kerusakan Jumlah
(m2) Cacat Warna Cacat Sanggit Cacat Flek
Januari 99 228 198 525
Sumber : PT.Batik Danar Hadi Santosa 2010
commit to user 3) Cacat flek
= 100%
5782 1567
´
=27,10%
Dari perhitungan diatas maka dapat dilihat diagram paretonya sebagai berikut :
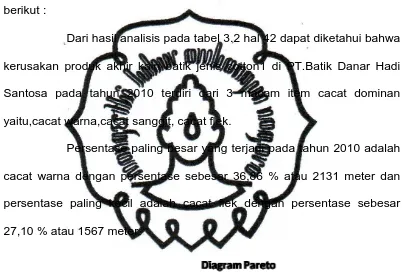
Dari hasil analisis pada tabel 3.2 hal 42 dapat diketahui bahwa
kerusakan produk akhir kain batik jenis cotton1 di PT.Batik Danar Hadi Santosa pada tahun 2010 terdiri dari 3 macam item cacat dominan yaitu,cacat warna,cacat sanggit, cacat flek.
Persentase paling besar yang terjadi pada tahun 2010 adalah cacat warna dengan persentase sebesar 36,86 % atau 2131 meter dan
persentase paling kecil adalah cacat flek dengan persentase sebesar 27,10 % atau 1567 meter.
commit to user 3. Diagram sebab akibat (Fishbone)
Diagram sebab-akibat adalah diagram yang menggambarkan
hubungan timbal balik antara masalah dengan faktor-faktor yang menjadi penyebabnya.Cara menggambarkan diagram sebab-akibat adalah dengan menggunakan empat kategori, yaitu: man, method, machine, material.
Hal tersebut menjadi dasar analisis awal, dan bila diagram ini dikembangkan dengan sistematis maka analisis kualitas yang mungkin
terjadi dan tempat pemeriksaan dapat diketahui penyebabnya. a. Cacat Warna
Gambar 3.4 Diagram sebab-akibat Cacat Warna
Berdasarkan diagram sebab akibat cacat warna di atas,
dapat diketahui bahwa terdapat 4 kategori yang dapat dianalisis sebagai penyebab terjadinya kerusakan produk pada PT. Batik Danar Hadi Surakarta. Keempat kategori yang ada adalah bahan baku, tenaga kerja,
commit to user
Untuk kategori bahan baku, PT. Batik Danar Hadi Surakarta sudah meningkatkan dan mengingatkan karyawan agar kualitas bahan
baku/kain yang benar-benar baik dan harus dicek ulang, tetapi pada saat proses pengeringan dipastikan warna dasar kain harus kering dan takaran bahan komposisi (warna) harus sesuai dengan pesanan yang telah
ditentukan.Langkah perbaikannya ialah pekerja harus lebih memperhatikan kualitas kain yang sudah layak untuk diproduksi dengan
memeriksa proses pemberian warna dasar pada kain dengan teliti dan perlunya untuk lebih diperhatikan ukuran/takaran bahan dengan meningkatkan komunikasi antar stasiun kerja.
Untuk kategori tenaga kerja, ketrampilan dan konsentrasi merupakan faktor utama dalam setiap pekerjaan yang dilakukan, tetapi
karyawan masih ada yang kurang memfokuskan pada pekerjaannya. Kesalahan karyawan antara lain ialah salah membuat komposisi bahan yang menyebabkan produksi yang tidak sesuai pesanan. Kesalahan yang
lain ialah penekanan yang kurang pada rakel juga menyebabkan hasil kualitas produksi kurang baik.Langkah perbaikannya ialah ketelitian dan
kejelian sangat diperlukan untuk menjadi tolok ukur kinerja karyawan yang handal dan bertanggung jawab dan pekerja harus konsisten dalam memberikan tekanan pada rakel agar pewarnaan merata, meskipun tanpa
dipungkiri kelelahan sangat mempengaruhi.
Untuk kategori peralatan, merupakan sarana atau faktor
commit to user
peralatan yang baik untuk mendukung proses produksi. Kerusakan peralatan yang terjadi antara lain ialah plankan mengelupas yang
berdampak pada menurunnya kualitas produksi.dan kerusakan peralatan lainnya ialah monyl merenggang.Langkah perbaikannnya ialah penempatan/penyimpanan plankan perlu diperhatikan, agar plankan tidak
rusak atau berkurang fungsinya karena pengaruh cuaca sehingga tidak mengganggu jalannya kelancaran produksi dan hal sekecil apapun pada
lantai produksi khususnya peralatan produksi harus diperhatikan seteliti mungkin, agar tidak terjadi kesalahan fatal dalam aktivitas proses produksi.
Untuk kategori metode, kesalahan penempatan letak plankan kurang sesuai hal ini membuat karyawan harus mencari plankan
yang akan diproduksi dengan cara mencari diantara plankan yang banyak. Adapun kurangnya mengetahui metode ialah berdampak pada pembuatan resep warna (komposisi) tidak tepat yang menyebabkan produksi tidak
sesuai dengan pesanan.Langkah perbaikannya ialah pekerja harus menjalankan aktivitasnya secara konsekuen dengan memperhatikan
hal-hal yang mendukung keberhasilan proses produksi dan kesalahan dalam pengkomposisian warna dapat berakibat fatal dalam proses produksi, sehingga upaya untuk menghindari hal tersebut adalah dengan,
commit to user
Gambar 3.5 Diagram Sebab-akibat Cacat Sanggit
Berdasarkan diagram sebab akibat cacat sanggit di atas, dapat diketahui bahwa terdapat 4 kategori yang dapat dianalisis sebagai penyebab terjadinya kerusakan produk pada PT. Batik Danar Hadi
Surakarta. Keempat kategori yang ada adalah bahan baku, tenaga kerja, metode dan peralatan.
Untuk kategori bahan baku, PT. Batik Danar Hadi Surakarta sudah meningkatkan dan mengingatkan karyawan agar kualitas bahan baku/kain yang benar-benar baik dan harus dicek ulang, tetapi pada saat
proses pengeringan dipastikan warna dasar kain harus kering dan lebar kain tidak sesuai pesanan.Langkah perbaikannya ialah membutuhkan
commit to user
bahan sangat baik, tapi harus tetap lebih teliti dalam melihat kain yang akan digunakan untuk berproduksi.
Untuk kategori tenaga kerja, ketrampilan dan konsentrasi merupakan faktor utama dalam setiap pekerjaan yang dilakukan, tetapi karyawan masih ada yang kurang memfokuskan pada pekerjaannya.
Akibatnya kurangnya ketrampilan dan konsentrasi disebabkan oleh tergesa-gesa dalam pengerjaan,kurang teliti,dan kurang hati-hati pada
saat proses produksi.Langkah perbaikannya ialah memberikan penekanan terhadap Pekerja untuk lebih berhati-hati agar kecerobohan-kecerobohan yang terjadi dapat dikurangi, Pekerja harus bertindak lebih profesional
sesuai dengan konsekuensi kerjanya dan selain karena pengaruh mengejar target produksi, juga disebabkan karena terjadinya kelelahan,
sehingga perlu beristirahat yang cukup, agar pekerjaan dapat dikerjakan lebih hati-hati.
Untuk kategori peralatan, merupakan sarana atau faktor
utama dalam proses produksi dan perusahaan cukup mempunyai peralatan yang baik untuk mendukung proses produksi. Kerusakan
peralatan yang terjadi antara lain ialah plankan mengelupas yang berdampak pada menurunnya kualitas produksi.dan kerusakan peralatan lainnya ialah monyl merenggang.Langkah perbaikannya ialah segala
sesuatu yang berkaitan dengan peralatan produksi harus lebih diperhatikan guna meningkatkan mutu hasil produksi yang lebih baik dan
commit to user
dari sinar matahari, hal ini perlu diperhatikan oleh semua pihak, agar monyl pada plankan tidak merenggang.
Untuk kategori metode, kesalahan penempatan letak plankan kurang sesuai hal ini membuat karyawan harus mencari plankan yang akan diproduksi dengan cara mencari plankan yang akan diproduksi
diantara plankan yang banyak. Adapun kurangya mengetahui metode ialah berdampak pada penggambaran motif yang tidak sesuai dengan
yang akan diproduksi.Langkah perbaikannya ialah melakukan penggambaran motif dengan teliti sehingga perpotongan motif tepat dan resiko kecacatan dapat dikurangi.
c. Cacat Flek
Gambar 3.6 Diagram Sebab-akibat Cacat Flek
Berdasarkan diagram sebab akibat cacat flek di atas, dapat
commit to user
penyebab terjadinya kerusakan produk pada PT. Batik Danar Hadi Surakarta. Keempat kategori yang ada adalah bahan baku, tenaga kerja,
metode dan peralatan.
Untuk kategori bahan baku, PT. Batik Danar Hadi Surakarta sudah meningkatkan dan mengingatkan karyawan agar kualitas bahan
baku/kain yang benar-benar baik dan harus dicek ulang, tetapi pada saat proses pengeringan dipastikan warna dasar kain harus kering dan
komposisi bahan kurang sesuai yang menyebabkan produksi tidak sesuai pesanan.Langkah perbaikannya Pekerja harus lebih teliti dan lebih meningkatkan kualitas komunikasinya dengan bagian obat, sehingga
kualitas produksi dapat lebih ditingkatkan.
Untuk kategori tenaga kerja, ketrampilan dan konsentrasi
merupakan faktor utama dalam setiap pekerjaan yang dilakukan, tetapi karyawan masih ada yang kurang memfokuskan pada pekerjaannya. Akibatnya kurangnya ketrampilan dan konsentrasi disebabkan oleh telalu
dipaksakan,kurang teliti,dan ceroboh dalam bekerja pada saat proses produksi.Langkah perbaikannya ialah pengawasan produksi lebih
ditingkatkan agar kinerja pekerja lebih optimal dalam ketelitian pengerjaan printing, Pekerja lebih diterapkan untuk mengedepankan kinerja profesionalnya sesuai dengan konsekuesinya terhadap pekerjaan dan
commit to user
Untuk kategori peralatan, merupakan sarana atau faktor utama dalam proses produksi dan perusahaan cukup mempunyai
peralatan yang baik untuk mendukung proses produksi. Kerusakan peralatan yang terjadi antara lain ialah kurang bersih plankan saat mengelupas yang berdampak pada menurunnya kualitas produksi.dan
kerusakan peralatan lainnya ialah monyl merenggang yang disebabkan kurangnya perawatan peralatan produksi.Langkah perbaikannya ialah
proses pencucian plankan harus bersih, dipastikan warna bahan yang melekat di plankan sebelumnya sudah menghilang, sehingga cacat flek yang timbul dapat dihindari, Pekerja sebaiknya melakukan
perawatan/pemeliharaan terhadap plankan, sehingga hal-hal yang menyebabkan kegagalan produksi dapat dihindari dan Sebaiknya plankan
disimpan di tempat yang jauh dari pancaran sinar matahari, sehingga monyl pada plankan tidak merenggang sehingga tidak merusak jalannya proses produksi.
Untuk kategori metode, kesalahan pemasangan plankan kurang sesuai menyebabkan penurunan kualitas produksi karena hasil
produksi tidak baik.Adapun kurangnya mengetahui metode ialah berdampak pada pencampuran zat warna kurang tepat hal ini berakibat pada produksi tidak sesuai pesanan.Langkah perbaikannya ialah Pekerja
harus lebih teliti dan tidak tergesa-gesa dalam melakukan penyetelan plankan untuk mengurangi resiko kecacatan dan Pekerja harus lebih teliti
commit to user BAB IV
PENUTUP
A. KESIMPULAN
Dari pembahasan permasalahan pengendalian kualitas pada
proses printing di PT.Batik Danar Hadi Santosa dapat disimpulkan sebagai berikut :
1. Dalam melakukan pengendalian kualitas PT.Batik Danar Hadi Santosa telah menerapkan langkah-langkah guna mengurangi kerusakan produk akhir kain batik jenis cotton1, penanganan
yang telah dilakukan antara lain:
1) Ketelitian dan kejelian untuk menjadi tolok ukur kinerja
karyawan yang handal dan bertanggung jawab
2) Penempatan/penyimpanan plankan yang baik,agar plankan tidak rusak atau berkurang fungsinya karena pengaruh
cuaca.
3) Pekerja menjalankan aktivitasnya secara konsekuen dengan
memperhatikan hal-hal yang mendukung keberhasilan proses produksi.
4) Memberikan penekanan terhadap pekerja untuk lebih
commit to user
5) Melakukan penggambaran motif dengan lebih teliti sehingga perpotongan motif tepat dan resiko kecacatan dapat
dikurangi.
6) Pengawasan produksi ditingkatkan agar kinerja pekerja lebih optimal dalam ketelitian pengerjaan printing.
7) Proses pencucian plankan bersih, sehingga warna bahan yang melekat di plankan sebelumnya sudah menghilang,
sehingga cacat flek yang timbul dapat dihindari.
2. Pengendalian kualitas yang dilakukan oleh PT.Batik Danar Hadi Santosa pada tahun 2010 sudah berjalan dengan baik, hal itu
dapat diketahui dari jumlah kerusakan barang yang tidak melewati standar perusahaan.
Standart dari PT.Batik Danar Hadi Santosa pada bulan Januari sampai dengan Desember tahun 2010 dengan rata-rata kerusakan 481,8333 serta UCL (batas atas) sebesar 547,6854
dan LCL (batas bawah) sebesar 415,9812.
Kerusakan terbanyak terjadi pada bulan November dengan
kerusakan sebanyak 527 unit dan kerusakan paling sedikit terjadi pada bulan Maret dengan kerusakan sebanyak 434 unit, dari semua kerusakan yang terjadi pada tahun 2010 masih
commit to user
3. Macam kerusakan kain dan jumlah persentase kerusakan kain selama bulan Januari sampai dengan Desember di tahun 2010,
sebagai berikut:
a. Warna tidak sesuai disebabkan komposer salah mengkomposisi warna dan screen mampet.
b. Sanggit disebabkan tergesa-gesa dalam pengerjaan printing dan monyl merenggang.
c. Noda atau flek disebabkan pencampuran zat warna yang kurang tepat dan proses pengerjaan yang kurang teliti.
B. SARAN
Saran yang dapat diberikan berdasarkan analisis dan
kesimpulan dari penelitian pengendalian kualitas pada PT. Batik Danar Hadi Santosa, sebagai berikut:
1. Mempertahankan dan meningkatkan pelaksanaan pengendalian
kualitas dikarenakan pengendalian kualitas yang telah dilakukan PT.Batik Danar Hadi Santosa sudah cukup baik, hal ini dilihat
dari jumlah kerusakan yang terjadi di PT.Batik Danar Hadi Santosa masih dalam standart toleransi perusahaan.
2. Melakukan pelatihan-pelatihan kerja baik untuk karyawan baru
commit to user
3. Melakukan pemeliharaan secara rutin terhadap alat yang mendukung untuk kinerja perusahaan sehingga dapat