EVALUASI SISTEM
TRACEABILITY
PADA PRODUKSI
CHEWY
CANDY
DI PT SWEET CANDY INDONESIA MENGGUNAKAN
FMECA (
FAILURE MODE EFFECTS AND CRITICALITY ANALYSIS
)
FITRIA RIZKYKA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Evaluasi Sistem Traceability
pada Produksi Chewy Candy di PT Sweet Candy Indonesia Menggunakan FMECA
(Failure Mode Effects and Criticality Analysis) adalah benar karya saya dengan arahan
dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Mei 2013
Fitria Rizkyka
ABSTRAK
FITRIA RIZKYKA. Evaluasi Sistem Traceability pada Produksi Chewy Candy di PT Sweet
Candy Indonesia Menggunakan FMECA (Failure Mode Effects and Criticality Analysis).
Dibimbing oleh TIEN R. MUCHTADI dan ARI PARWONO.
Tingkat efektivitas dan efisiensi yang rendah pada sistem traceability suatu industri akan mengakibatkan lemahnya manajemen penjaminan kualitas produk. Oleh karena itu,
evaluasi terhadap sistem traceability penting dilakukan dengan menggunakan metode
FMECA (Failure Mode Effects and Criticality Analysis) dan pelaksanaan beberapa mock
recall. Berdasarkan hasil analisis FMECA, kesalahan berupa tidak dilakukannya dokumentasi no.batch BTP oleh pihak flavor room dan produksi; tidak adanya perhitungan kuantitas
permen pada tahapan cut and wrap, rusak atau hilangnya formulir checklist intermediate
(pada bagian transwrap); dan tidak dilakukannya dokumentasi kuantitas scrap permen secara
terpisah oleh pihak incinerator termasuk dalam area unacceptable dan memiliki prioritas
lebih utama dalam tindakan koreksi dibanding kesalahan dalam dokumentasi varian permen
dan no. batch pada tahapan pulling dan cut and wrap; rusak atau hilangnya formulir
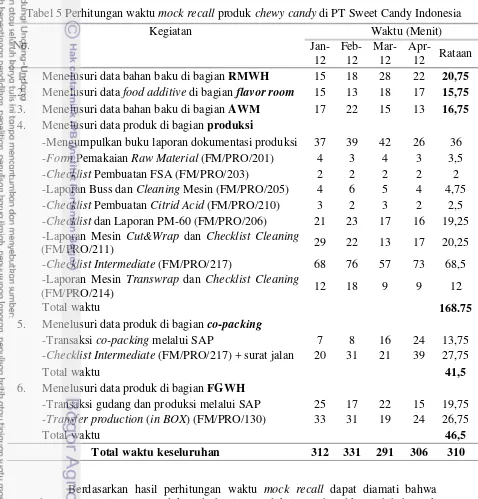
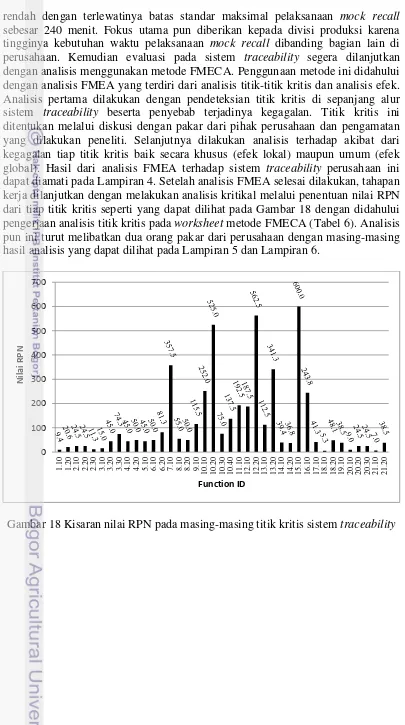
non-document pulling dan formulir checklist intermediate (pada bagian copacking) yang termasuk dalam area undesirable. Melalui pelaksanaan mock recall diketahui pula bahwa rataan total kebutuhan waktu telusur di PT Sweet Candy Indonesia ialah sebesar 310 menit dengan dominasi waktu pada bagian produksi sebesar 168,5 menit. Perolehan data tersebut
menunjukan bahwa tingkat efektifitas dan efisiensi sistem traceability perusahaan masih
tergolong rendah dengan terlewatinya batas standar maksimal pelaksanaan mock recall
sebesar 240 menit. Sebagai upaya peningkatan efektifitas dan efisiensi sistem traceability di
PT Sweet Candy Indonesia, penerapan sistem kanban pada bagian produksi dapat dijadikan solusi terbaik dalam pemberian tindakan koreksi.
Kata kunci: FMECA, penjaminan kualitas, sistem kanban, traceability
ABSTRACT
FITRIA RIZKYKA. Evaluation of Traceability System Using FMECA (Failure Mode Effects and Criticality Analysis) for Chewy Candy Production at PT Sweet Candy Indonesia. Supervised by TIEN R. MUCHTADI and ARI PARWONO.
The low level of effectiveness and efficiency in traceability system implemented by an industry will conduce bad management of product quality assurance. Therefore, traceability system is necessary to be evaluated using FMECA (Failure Mode Effects and Criticality Analysis) method and arrangement of several mock recalls. Base on FMECA analysis, errors like no documentation of BTP batch number by the flavor room and production; no candy calculation in cut and wrap; damage or disappearance of checklist intermediate form (in transwrap); and no documentation of scrap separately by the incinerator are categorized in unacceptable area which have prefered priority in corrective action compared with errors of candy’s variety and batch number documentation in pulling to cut and wrap; damage or
disappearance of non-document pullingform and checklist intermediate form (in copacking)
that are categorized in undesirable area. The result of mock recall also show that the total average time consumption at PT Sweet Candy Indonesia is 310 minutes with 168,5 minutes dominated by production. Refer to those result, the effectiveness and efficiency level of traceability system at PT Sweet Candy Indonesia is still low which the maximum limit of 240 minutes as the operational standard is surpassed. In order to elevate the effectiveness and efficiency of traceability system at PT Sweet Candy Indonesia, implementation of kanban system in production can be the best solution in corrective action.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Ilmu dan Teknologi Pangan
FITRIA RIZKYKA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
2013
EVALUASI SISTEM
TRACEABILITY
PADA PRODUKSI
CHEWY
CANDY
DI PT SWEET CANDY INDONESIA MENGGUNAKAN
Disetujui oleh
Judul Skripsi : Evaluasi Sistem Traceability pada Produksi Chewy Candy di PT Sweet Candy Indonesia Menggunakan FMECA (Failure Mode Effects and Criticality Analysis)
Nama : Fitria Rizkyka NIM : F24080037
Disetujui oleh
Prof Dr Ir Tien R. Muchtadi, MS Pembimbing I
Ari Parwono, STP Pembimbing II
Diketahui oleh
Dr Ir Feri Kusnandar, MSc Ketua Departemen
PRAKATA
Puji dan syukur kehadirat Allah SWT yang telah menganugerahkan segala rahmat dan hidayahNya sehingga penulis dapat menyelesaikan praktik kerja magang selama empat bulan dan menyelesaikan penyusunan skripsi berjudul Evaluasi Sistem Traceability pada Produksi Chewy Candy di PT Sweet Candy Indonesia Menggunakan FMECA (Failure Mode Effects and Criticality Analysis). Penulis mengucapkan terima kasih kepada:
1. Keluarga tercinta: Papa, Mama, Adik Lazyo, Alm. Nenek Halma, dan Om Yendri atas segala dukungan serta doa yang selalu diberikan.
2. Prof Dr Ir Tien R. Muchtadi, MS selaku pembimbing akademik atas saran dan perhatian yang telah diberikan selama penulis menjalani masa perkuliahan. 3. Ari Parwono, STP selaku pembimbing lapang atas saran dan bimbingan yang
telah diberikan selama penulis melaksanankan kegiatan magang.
4. Ir Sutrisno Koswara, MSi selaku penguji tamu atas saran dan semangat yang telah diberikan selama penulis menyelesaikan tugas akhir.
5. Gursida Arjadisastra, STP; Suprianto Edy Satrio, STP; Harry Masruri, STP; Sukapdi Rizki, STP dan rekan-rekan lainnya di PT Perfetti Van Melle Indonesia atas saran dan bimbingan kepada penulis selama kegiatan magang berlangsung.
6. Yuni, Kak Sarah, Kak Dewi, Lae, Ika, Kak Nidya, Kak Vitria, Kak Ino, Kak Tika, Kak Ratna, Sarah, Muti, Ningrum, Rivi, Kak Okky, Diska, Kak Yoan, Bellen, Lia, Tia, Ai, Fiqa, Ririn, dan teman-teman lainnya yang selalu membuat suasana ceria di Pondok Putri Rahmah.
7. Rekan-rekan terbaik Nengsih, Hesty, Efratia, Harum, Khoirunnisa, Nisa, Tata, Intan, Iin, Riah, Elva, Yani, Lathifah, Filda, Hafiz, Doddy, Dias, Mizu, Ardy, Raki, Irene, Yanda, Taufan, Ical, Adela, Caca, Desi, Putri serta teman-teman lainnya.
8. Keluarga besar HIMITEPA, Young On TOP-IPB, Century IPB, dan Emulsi. 9. Seluruh staf pengajar dan pendukung kegiatan belajar penulis. Terima kasih
atas ilmu dan bantuan yang diberikan.
Penulis berharap semoga karya ilmiah ini dapat bermanfaat terhadap pengembangan ilmu pengetahuan.
Bogor, Mei 2013
DAFTAR ISI
DAFTAR TABEL vii
DAFTAR GAMBAR vii
DAFTAR LAMPIRAN vii
PENDAHULUAN 1
LATAR BELAKANG 1
TUJUAN DAN MANFAAT 2
TINJAUAN UMUM PERUSAHAAN 2
SEJARAH PERUSAHAAN 2
VISI DAN MISI PERUSAHAAN 3
LOKASI PERUSAHAAN 4
STRUKTUR ORGANISASI PERUSAHAAN 4
STANDAR KUALITAS YANG DIIMPLEMENTASI PERUSAHAAN 7
TINJAUAN PUSTAKA 8
KUALITAS 8
CHEWY CANDY 10
TRACEABILITY 16
METODE FMECA 18
METODOLOGI 20
WAKTU DAN TEMPAT 20
METODE PELAKSANAAN 20
HASIL DAN PEMBAHASAN 24
PROSES PRODUKSI CHEWY CANDY 24
ANALISIS SISTEM TRACEABILITY DENGAN METODE FMECA 31
TINDAKAN KOREKSI PADA SISTEM TRACEABILITY 40
SIMPULAN DAN SARAN 44
SIMPULAN 44
SARAN 44
DAFTAR PUSTAKA 45
LAMPIRAN 47
DAFTAR TABEL
Tabel 1 Klasifikasi tipe permen berdasarkan bentuk fisik gula 10 Tabel 2 Tingkat kepelikan (severity classification) 23 Tabel 3 Peluang terjadinya kegagalan (probability of occurence) 23 Tabel 4 Kemampuan mendeteksi terjadinya kegagalan (failure detectability) 23 Tabel 5 Perhitungan waktu mock recall produk chewy candy di PT Sweet
Candy Indonesia 32
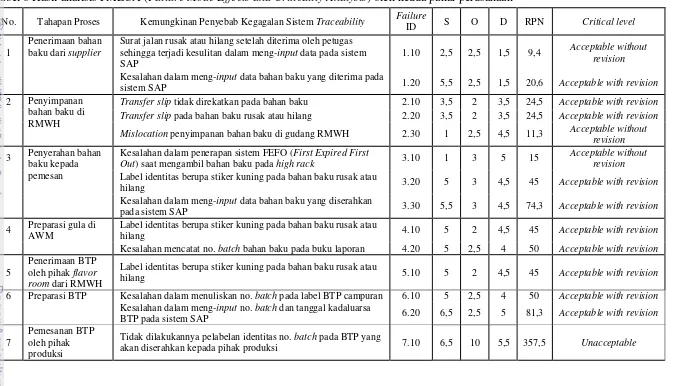
Tabel 6 Hasil analisis FMECA (Failure Mode Effects and Criticality
Analysis) oleh kedua pakar perusahaan 35 Tabel 7 Tindakan koreksi pada sistem traceability PT Sweet Candy
Indonesia 41
DAFTAR GAMBAR
Gambar 1 Dragee 11
Gambar 2 Fondant 11
Gambar 3 Fudge 11
Gambar 4 Nougats 12
Gambar 5 Marshmallows 12
Gambar 6 Praline 12
Gambar 7 Tablets 13
Gambar 8 Marzipan 13
Gambar 9 Hard Candy 13
Gambar 10 Brittle 14
Gambar 11 Caramel 14
Gambar 12 Toffee 14
Gambar 13 Licorice 14
Gambar 14 Jellies 15
Gambar 15 Gums (Chewy candy) 15
Gambar 16 Matriks kritikal analisis FMECA 22
Gambar 17 Sampel worksheet analisis FMECA 22
Gambar 18 Kisaran nilai RPN pada masing-masing titik kritis sistem
traceability 34
Gambar 19 Hasil analisis CA pada matriks kritikal 38
DAFTAR LAMPIRAN
Lampiran 1 Struktur organisasi PT Sweet Candy Indonesia 47 Lampiran 2 Alur sistem traceability pada proses produksi chewy candy di
PT Sweet Candy Indonesia 48
Lampiran 3 Diagram proses pembuatan chewy candy 49
Lampiran 4 Hasil analisis FMEA 50
Lampiran 5 Hasil analisis FMECA oleh pakar I 53
1
PENDAHULUAN
LATAR BELAKANG
Kualitas merupakan suatu aspek penting yang menjadi perhatian setiap industri dalam mempertahankan eksistensi ditengah ketatnya persaingan pasar. Hal ini didasari oleh peranan kualitas sebagai salah satu faktor utama bagi konsumen dalam menentukan pilihan. Kualitas juga berfungsi sebagai ciri pembeda antara suatu produk terhadap produk lainnya. Oleh karena itu, berbagai industri semakin giat meningkatkan konsistensi kualitas produk agar sesuai dengan tuntutan konsumen. Dengan adanya konsistensi kualitas tersebut maka diharapkan tingkat penjualan produk dapat meningkat seiring dengan bertambahnya tingkat kepercayaan konsumen terhadap produk.
Kini industri juga semakin memperhatikan urgensi penerapan standar kualitas sebagai bentuk kepedulian yang tinggi terhadap aspek kualitas. Berbagai macam standar ISO (International Organization for Standardization) pun tersedia untuk tujuan tertentu. ISO menyediakan serangkaian standar internasional yang berhubungan dengan sistem kualitas untuk dipergunakan pada tujuan kualitas eksternal. Sebagai pertimbangan penting lain, ISO juga diharapkan dapat menyediakan informasi bagi organisasi tentang bagaimana cara mendesain sistem kualitas mereka terhadap kebutuhan target pasar masing-masing industri (Aggelogiannopoulos et al. 2007).
Salah satu standar yang umum diterapkan oleh banyak industri pangan yaitu ISO 22000:2005 (tentang sistem manajemen keamanan pangan). Standar ini memiliki fokus utama pada manajemen keamanan pangan yang didalamnya mengandung gabungan unsur penerapan metode HACCP (Hazard Analysis Critical Control Point) dan ISO 9001:2008 (tentang sistem manajemen kualitas). HACCP merupakan suatu metode yang umum diterapkan oleh industri dalam upaya mengurangi resiko bahaya pada sistem sedangkan ISO 9001:2008 merupakan standar yang berisi penjelasan mengenai penerapan sistem manajemen kualitas dalam suatu organisasi. Dengan dilakukannya penerapan ISO 22000:2005, suatu industri dapat melakukan peningkatan kualitas yang berkesinambungan dan turut menjamin keamanan produknya untuk dikonsumsi masyarakat.
2
dialami oleh konsumen yang menjadi korban. Oleh karena itu, dukungan sistem traceability yang baik menjadi sangat penting agar industri dapat mengendalikan kualitas secara optimal.
Pentingnya keberadaan sistem traceability dalam sebuah industri membuat sistem ini harus dipastikan berjalan dengan baik. Hal ini dapat dilakukan dengan mengevaluasi aspek efektivitas dan efisiensi dari sistem tersebut. Melalui evaluasi, sistem diharapkan dapat menelusuri informasi produk secara tepat sasaran dan dalam waktu yang sesingkat mungkin. Secara umum metode FMECA (Failure Mode Effects and Criticality Analysis) digunakan dalam mengevaluasi tingkat efisiensi dan efektivitas sistem traceability. Metode ini memungkinkan potensi kegagalan pada sistem traceability dapat dikenali (Bertolini et al. 2006). Selanjutnya hasil dari analisis menggunakan metode FMECA pun dapat dijadikan sebagai acuan industri dalam mengambil tindakan koreksi terhadap penerapan sistem traceability.
TUJUAN DAN MANFAAT
Kegiatan magang di PT Sweet Candy Indonesia ini bertujuan untuk melakukan evaluasi terhadap penerapan sistem traceability pada proses produksi chewy candy. Evaluasi tersebut dilakukan melalui penentuan titik kritis yang merupakan kelemahan sistem di sepanjang alur proses kerja sistem traceability. Titik-titik kritis yang terdeteksi melalui metode FMECA (Failure Mode Effects and Criticality Analysis) ini kemudian dijadikan dasar dalam pemberian tindakan koreksi terhadap sistem. Adapun kegiatan ini dilakukan sebagai upaya peningkatan efektifitas dan efisiensi sistem traceability di PT Sweet Candy Indonesia. Dengan dilakukannya kegiatan magang pada perusahaan ini diharapkan dapat dihasilkan suatu pengembangan sistem baru berupa sistem kanban yang akan bermanfaat bagi PT Sweet Candy Indonesia.
TINJAUAN UMUM PERUSAHAAN
SEJARAH PERUSAHAAN
PT Sweet Candy Indonesia merupakan perusahaan yang bergerak di bidang industri candy confectionery dan berhasil menjadi pemain terbesar dalam pasar kembang gula di Indonesia. Perusahaan ini berdiri dibawah naungan Sweet Candy Group yang berpusat di Milan, Italia dan Breskens, Belanda. Hingga saat ini Sweet Candy Group telah mengukir prestasi yang cukup besar dengan menempati posisi sebagai perusahaan candy confectionery terbesar ketiga di dunia. Perusahaan yang dibangun dengan sistem PMA (Penanaman Modal Asing) ini tergolong dalam kelompok industri FMCG (Fast Moving Consumer Goods).
3 mengakuisisi PT Candy sehingga kedua perusahan tersebut bergabung menjadi PT Sweet Candy.
Sedikit mengulas sejarah seputar perkembangan perusahaan ini, mulanya PT Sweet di Italia mulai melakukan ekspansi secara bertahap untuk mendominasi pangsa pasar kembang gula di Italia sedangkan PT Sweet menancapkan benderannya di kawasan Asia dengan mulai membuka pabrik di China dan India pada tahun 1994 serta Vietnam pada tahun 1997. Selanjutnya pada pertengahan tahun 1997, PT Sweet juga turut mendirikan cabang perusahaan di Indonesia. Sebelum terjadi proses penggabungan perusahaan, PT Sweet memiliki pusat aktivitas produksi di Cikampek, sedangkan PT Candy berada di Cibinong, Bogor. Kemudian setelah terjadinya pengabungan, aktivitas produksi dan kantor operasional dipusatkan di Cibinong, Bogor dengan departemen sales and marketing berdomisili di Gedung Graha Pratama, Jakarta.
Hingga saat ini Sweet Candy Group telah memiliki unit produksi dan unit pemasaran di 130 negara meliputi USA, Kanada, Brazil, Meksiko, India, China, Indonesia, Filipina, Vietnam, Banglades, Inggris, Ceko, Slovakia, Romania, Polandia, Jerman, Prancis, Portugal, dan beberapa negara lainnya di Eropa. Sweet Candy Group juga telah membangun unit kerja joint venture yang seluruhnya bergerak di bidang kembang gula dan kembang gula karet.
Pabrik Sweet Candy di Indonesia merupakan pabrik Sweet Candy terbesar kedua di dunia setelah Belanda dan merupakan pusat produksi untuk permintaan dari berbagai negara muslim di dunia. Saat ini produk yang dihasilkan PT Sweet Candy Indonesia berjumlah sembilan jenis produk. Sebagai leader dalam industri confectionary di Indonesia, PT Sweet Candy Indonesia memiliki lima gudang distribusi di seluruh Indonesia dan bekerja sama dengan lebih dari 175 distributor.
VISI DAN MISI PERUSAHAAN
Sebagai perusahaan yang terus berkembang, PT Sweet Candy Indonesia memiliki visi dan misi untuk menunjang kinerja seluruh karyawannya. Berikut merupakan visi dan misi yang dimiliki perusahaan, yaitu:
I. VISI
Meningkatkan kepemimpininan di dunia dalam bidang confectionery atau permen dengan menumbuhkan nilai bagi masyarakat melalui produk-produk yang menyenangkan dan penuh daya khayal (imaginative).
II. MISI
1. Mengembangkan, memproduksi, dan memasarkan produk-produk yang berkualitas tinggi serta inovatif bagi konsumen melalui pengunaan sumber daya secara efisien dan dalam suasana kemitraan dengan konsumen.
2. Menciptakan suatu tempat kerja yang memuaskan bagi karyawan, berdasarkan kepercayaan, saling menghormati dan menghargai perbedaan atau keanekaragaman
4
4. Menghasilkan nilai ekonomi melalui pertumbuhan serta keuntungan yang tinggi.
LOKASI PERUSAHAAN
PT Sweet Candy Indonesia memiliki dua pabrik dan satu kantor khusus untuk bidang Pemasaran, yaitu:
1. Pabrik Cibinong (Pusat)
Lokasi: Jalan Raya Jakarta Bogor, Km 47,4 Cibinong, Bogor 16912, Indonesia
Produk: Mentas, Goria, Tella, Aclair, Alpene, Comint, dan Marals 2. Pabrik Cikampek
Lokasi: Kawasan Industri Kota Bukit Indah, Blok A II 20-21, Cikampek, Purwakarta 41181, Indonesia
Produk: Bigbol, Smiledent 3. Kantor Sales and Marketing
Lokasi: Gedung Graha Pratama, Lt. 20 Jalan MT Haryono Kav. 15, Jakarta 12810, Indonesia
STRUKTUR ORGANISASI PERUSAHAAN
PT Sweet Candy Indonesia memiliki beberapa departemen untuk mendukung aktivitas perusahaan. Adapun struktur organisasi perusahaan ini dapat dilihat pada Lampiran 1. Berikut merupakan departemen yang terdapat di PT Sweet Candy Indonesia, yaitu:
1. Human Resource
Departemen human resource memiliki keterikatan erat dengan aspek tenaga kerja di perusahaan. Departemen ini bertanggung jawab dalam menetapkan strategi pengembangan sumber daya yang sesuai dengan budaya perusahaan. Adapun tugas departemen ini meliputi pelaksanaan proses rekruitmen, penempatan karyawan, pelatihan karyawan, pemberian upah kerja, hingga penghentian hubungan kerja terhadap karyawan.
2. FA (Finance Assistant) and ICT (Information and Communication Technology)
Departemen operational memiliki tanggung jawab dalam pengelolaan aspek operasional perusahaan. Departemen ini pun terbagi dalam empat divisi pendukung yaitu:
• IT (Information Technology)
5 bertugas dalam melakukan maintenance dan pengembangan sistem jaringan komunikasi perusahaan.
• Accounting
Divisi ini bertanggung jawab untuk mengelola keuangan perusahaan secara keseluruhan. Secara khusus, departemen ini bertugas dalam pembuatan laporan data keuangan perusahan secara berkala. Selain itu, divisi accounting juga turut menangani masalah pengurusan pajak perusahaan terhadap pemerintah.
3. Supply Chain
Departmen ini memiliki peran penting dalam mengatur rantai distribusi bahan baku maupun barang jadi. Divisi ini juga memiliki hubungan koordinasi yang kuat dengan departemen manufacturing sebab didukung oleh cakupan kerja yang turut bersinergi dengan aktivitas produksi di pabrik. Divisi supply chain memiliki tiga bagian pendukung yaitu:
• Purchasing
Divisi ini bertanggung jawab untuk memastikan ketersediaan bahan baku maupun kebutuhan terkait aktivitas memproduksi produk secara keseluruhan. Divisi ini bekerja dengan melakukan transaksi jual beli dengan supplier tertentu untuk memenuhi kebutuhan tersebut.
• PPIC (Product Planning and Inventory Control)
Divisi ini bertanggung jawab dalam mengatur rencana produksi berdasarkan permintaan departemen marketing dan memastikan produk siap didistribusikan kepada konsumen sesuai waktu target. Subivisi ini juga bertugas melakukan pengontrolan maupun pemantauan terhadap bahan persediaan. Bahan persediaan tersebut meliputi bahan baku, bahan setengah jadi, dan barang jadi yang secara keseluruhan merupakan aset dari perusahaan.
• RMWH (Raw Material Warehouse)
Divisi RMWH memiliki tanggung jawab dalam mengelola penyimpanan bahan baku di gudang. Selain itu, subdivisi ini juga bertugas melakukan transaksi serah terima bahan baku dengan supplier.
• FGWH (Finish Good Warehouse)
Divisi ini memiliki tanggung jawab dalam mengelola penyimpanan barang jadi di gudang. Hampir serupa dengan subivisi RMWH, subdivisi ini pun bertugas melakukan transaksi serah terima barang jadi dengan distributor yang menjadi partner perusahaan.
4. Sales and Marketing
6
• Sales
Divisi ini bertanggung jawab dalam mengatur proses penjualan produk baik di dalam negeri maupun luar negeri. Oleh karena itu, divisi ini terbagi dalam dua bagian pendukung yaitu subdivisi ekspor dan impor. Divisi ini pun memiliki koordinasi yang sangat kuat dengan divisi marketing khususnya dalam upaya peningkatan penjualan produk terhadap konsumen.
• Marketing
Divisi ini memiliki tanggung jawab untuk memasarkan produk dalam upaya meningkatkan penjualan. Selain melakukan riset pasar secara berkala, divisi ini juga selalu menciptakan berbagai inovasi kreatif dalam menampilkan produk yang dapat menarik minat konsumen.
5. Manufacturing
Departemen ini memiliki tanggung jawab terhadap keseluruhan aktivitas produksi berbagai produk PT Sweet Candy Indonesia. Dalam melaksanakan aktivitasnya, departement ini selalu berkoordinasi dengan departemen sales and marketing, technology, maupun operational melalui rapat mingguan. Departemen manufacturing memiliki tiga divisi pendukung yaitu:
• Produksi
Divisi produksi merupakan bagian pendukung yang paling aktif pada departemen ini dimana aktivitas kerja dapat terjadi selama 24 jam pada waktu tertentu. Divisi ini bertanggung jawab terhadap keseluruhan proses pengolahan bahan baku sampai menjadi barang jadi yang siap didistribusikan kepada konsumen. Divisi produksi ini pun terbagi menjadi beberapa subdivisi berdasarkan jenis permen yang diproduksi yaitu permen karet, permen karamel, chewy candy, dan dragee. Khusus untuk subdivisi permen karet, kegiatan produksi dipusatkan di pabrik Cikampek sedangkan subdivisi permen lainnya diproduksi di pabrik Cibinong.
• Technical
Divisi technical bertanggung jawab terhadap pemeliharan berbagai peralatan maupun mesin di pabrik secara keseluruhan. Tugas divisi ini meliputi perbaikan pada mesin-mesin yang rusak, improvement kinerja mesin, maupun melakukan maintenance mesin secara berkala.
• SHE (Safety, Health, and Environmental)
Divisi SHE memiliki tanggung jawab dalam mengelola limbah pabrik, dan mengontrol kesehatan maupun keselamatan para pekerja pabrik. Divisi ini memiliki koordinasi yang kuat dengan departemen human resource maupun subdivisi quality assurance dan produksi.
6. Technology
7 teknologi di PT Sweet Candy Indonesia. Departemen ini pun terbagi dalam tiga divisi pendukung, yaitu:
• NPD (New Product Development)
Divisi ini bertanggung jawab dalam melakukan eksperimen dan penelitian lanjut dalam upaya menciptakan inovasi produk secara kesaluruhan. Para pekerja dalam divisi ini selalu dituntut untuk mengasah kreativitas maupun kemampuan khusus yang dapat mendukung terciptanya inovasi yang kreatif dan menarik. Divisi ini juga terbagi menjadi dua subdivisi berdasarkan objek yang dikembangkan yaitu packaging dan produk.
• QA (Quality Assurance)
Divisi quality assurance memiliki tanggung jawab dalam aktivitas penjaminan kualitas produk maupun pabrik secara keseluruhan. Secara khusus divisi ini memiliki hubungan koordinasi yang sangat kuat dengan divisi produksi, quality control, maupun new product development. Hal ini terkait dengan kegiatan pendaftaran standar kualitas produk dan bahan baku pada institusi pemerintah, pelaksanaan sistem audit internal dan eksternal, hingga pemantauan kinerja sistem penjaminan kualitas pada aktivitas produksi dari hulu ke hilir. Divisi ini juga bertugas dalam menangani masalah pengaduan dari konsumen.
• QC (Quality Control)
Divisi quality control merupakan bagian pendukung yang sangat penting dalam kegiatan pengontrolan kualitas produk maupun bahan baku secara langsung. Divisi ini bertanggung jawab terhadap keamanan produk dan kesesuaian kualitas produk terhadap kebijakan yang dimiliki perusahaan maupun standar kualitas yang ditentukan oleh instansi pemerintah. Divisi quality control juga memiliki satu subdivisi pendukung yaitu bagian flavor room. Subdivisi ini memiliki tanggung jawab khusus terhadap pengelolaan gudang penyimpanan BTP (Bahan Tambahan Pangan) maupun pengontrolan terhadap penggunaan dan keamanan BTP tersebut pada produk.
STANDAR KUALITAS YANG DIIMPLEMENTASI PERUSAHAAN
PT Sweet Candy Indonesia telah menerapkan beberapa sistem standar kualitas baik dalam skala nasional maupun internasional. Berikut merupakan standar kualitas yang telah diimplementasi, yaitu:
1. ISO 9001:2008
8
ini akan diperbarui setiap tiga tahun untuk memastikan sistem tetap berjalan sesuai dengan standar yang telah diterapkan.
2. ISO 22000:2005
Standar ISO 22000:2005 berisi tentang standar sistem manajemen keamanan pangan yang disertai dengan persyaratan untuk organisasi dalam rantai pangan. Standar ini menerapkan persyaratan sistem manajemen keamanan pangan yang mengkombinasikan unsur-unsur kunci umum seperti komunikasi interaktif, manajemen sistem, PPD (Program Persyaratan Dasar), dan Prinsip HACCP untuk memastikan keamanan pangan sepanjang rantai pangan hingga konsumsi akhir. Seperti halnya standar ISO 9001:2008, standar ini juga akan diperbarui setiap tiga tahun melalui proses audit bertahap oleh pihak eksternal.
3. Standar BPOM RI
Penerapan standar BPOM RI terkait dengan aspek hygiene dan sanitary dilakukan perusahaan untuk memenuhi standar kualitas sistem. Melalui standar ini perusahaan memperoleh pedoman untuk mengimplementasi sistem GMP yang baik. Standar ini menjelaskan ketentuan tatacara praktik kerja pabrik yang aman baik bagi pekerja secara langsung maupun konsumen melalui produk yang nantinya akan dihasilkan. Adapun sistem audit oleh pihak BPOM RI akan dilaksanakan berdasarkan hasil penilaian audit sebelumnya. Jika perusahaan mendapat nilai mutu A maka audit akan dilaksanakan satu kali dalam setahun sedangkan bila mendapat nilai mutu B maka audit akan dilaksanakan dua kali dalam satu tahun.
4. Standar LPPOM MUI
Standar LPPOM MUI diterapkan oleh perusahaan guna memperoleh sertifikasi SJH (Sistem Jaminan Halal). Standar ini pun terbagi menjadi dua tipe penerapan yaitu standar untuk sistem dan standar untuk produk. Namun secara keseluruhan standar ini menetapkan ketentuan-ketentuan yang harus dipenuhi perusahaan baik meliputi mekanisme praktik kerja hingga komposisi dari bahan baku dan produk akhir. Masa berlaku sertifikasi ini pun berbeda untuk masing-masing tipe. Sertifikasi standar pada sistem akan berlaku selama empat tahun sedangkan untuk sertifikasi standar pada produk akan berlaku selama dua tahun.
TINJAUAN PUSTAKA
KUALITAS
9 karakteristik, yaitu: 1) memenuhi spesifikasi konsumen, 2) memenuhi persyaratan legalitas, 3) sesuai atau melebihi keinginan konsumen, dan 4) improvement yang melampaui kompetitor (Han dan Leong 2000).
Pentingnya kualitas dapat dijelaskan dari dua sisi, yaitu dari sisi manajemen operasional dan manajemen pemasaran. Dilihat dari sisi manajemen operasional, kualitas produk merupakan salah satu kebijakan penting dalam meningkatkan daya saing produk yang harus memberi kepuasan kepada konsumen melebihi atau paling tidak sama dengan kualitas produk dari pesaing. Dilihat dari sisi manajemen pemasaran, kualitas produk merupakan salah satu unsur utama dalam bauran pemasaran (marketing mix) yaitu produk, harga, promosi, dan saluran distribusi yang dapat meningkatkan volume penjualan dan memperluas pangsa pasar perusahaan (Nasution 2004).
Menurut Parker (2003), standar kualitas berperan membantu penjaminan kualitas dari suatu produk makanan. Setiap industri dapat menentukan sejauh mana penerapan standar kualitas pada produk yang mereka produksi tetapi tuntutan konsumen dan regulasi formal dari pemerintah tetap akan berfungsi sebagai penentu akhir dalam keputusan industri tersebut. Terdapat berbagai dasar yang dijadikan dalam penentuan kualitas suatu produk oleh industri, salah satunya adalah target pasar yang dipilih oleh industri tersebut sebagai konsumen produknya. Namun dari berbagai macam dasar dalam penentuan standar kualitas yang ditentukan oleh industri, aspek keselamatan konsumen akan selalu menjadi yang utama.
Standar kualitas memiliki tiga tipe yaitu standar penelitian, standar perdagangan, dan standar pemerintah. Standar penelitian dibuat oleh sebuah perusahaan untuk membantu penjaminan kualitas produk mereka dalam menghadapi sebuah pasar persaingan. Standar perdagangan dibentuk oleh kumpulan anggota dari suatu jenis industri. Standar perdagangan ini bersifat sukarela dan sedikitnya berfungsi dalam menjamin minimum penerimaan kualitas. Sedangkan untuk standar pemerintah sebagian bersifat wajib dan sisanya bersifat fakultatif. Berbagai tingkatan standar ditentukan oleh pemerintah untuk menyediakan common language bagi produser, dealer, dan konsumen dalam aktivitas jual beli (Parker 2003).
10
CHEWY CANDY
Menurut Buckle et al. (1985), permen merupakan produk yang dibuat dengan mendidihkan campuran gula dan air bersama-sama dengan bahan pewarna dan pemberi rasa sampai tercapai kadar air sekitar 3%. Secara umum permen terbagi kedalam dua kelompok besar yaitu permen terkristalisasi dan permen tidak terkristalisasi. Ketika komponen gula dalam permen terkristalisasi maka akan terbentuk struktur kristal yang dapat berukuran besar maupun kecil sedangkan pada komponen gula yang tidak terkristalisasi strukturnya dapat berupa amorphous. Baik pada permen terkristalisasi maupun tidak terkristalisasi, tekstur produk dapat bersifat keras atau lunak tergantung dari kadar air produk, jumlah udara yang terperangkap dalam massa produk, dan pengaruh dari komponen lain yang ditambahkan pada produk (Potter dan Hotchkiss 1995). Berikut merupakan tabel penggolongan permen berdasarkan bentuk fisik gula.
Dengan pemilihan bahan baku yang berkualitas dan metode proses yang sesuai, beragam permen dapat diproduksi. Berikut merupakan jenis-jenis permen yang umum ditemui (Nakai dan Modler 1999):
1. Dragee
Dragee merupakan permen yang terdiri dari dua konsistensi berbeda berupa adonan permen lunak yang diselimuti oleh balutan gula padat yang tipis pada permukaannnya. Proses pembuatan permen ini pun terdiri dari dua tipe yaitu soft panning dan hard panning. Soft panning terdiri dari tambahan alternatif sirup gula berupa campuran corn syrup dan sukrosa untuk membuat material menjadi lengket dan sukrosa kering untuk mengeringkan bagian permukaan. Selama proses, adonan permen akan dibiarkan berputar dalam alat yang menyerupai wadah terbuka untuk mengaduk semen hingga mencapai ketebalan yang diinginkan. Selanjutnya dilakukan penambahan cairan pewarna dan perisa untuk membentuk permukaan yang halus. Pada hard panning proses relatif sama tetapi terdapat perbedaan dimana ditambahkannya sukrosa kering untuk mengeringkan bagian tengah permen yang lunak dan lengket.
Tabel 1Klasifikasi tipe permen berdasarkan bentuk fisik gulaa Permen terkristalisasi Permen tidak terkristalisasi
Fondant Hard candy
Fudge Brittle
Nougats Caramel
Marshmallows Toffee Pralines Licorice
Tablets Jellies and gums Marzipan
Dragee a
11
Gambar 1 Dragee (http://www.gdefon.com 2011)
Gambar 2 Fondant
(http://www.etsy.com 2013) 2. Fondant
Fondant memiliki karakteristik yang lebih keras dibanding cream dan biasa digunakan dalam pembuatan peppermint patties. Permen ini juga dikenal sebagai butter cream candies. Fondant dibuat dari campuran gula yaitu sukrosa dan gula lainnya seperti gula invert atau corn syrup dengan kadar penambahan 0-40% tergantung tujuan penggunaan dari produk akhir dan dipanaskan dalam 116-1190C sesuai konsistensi yang diinginkan.
3. Fudge
Fudge merupakan jenis permen campuran antara caramel dan cream. Permen ini terbuat dari campuran sukrosa, corn syrup, susu, dan lemak sebagai bahan baku utama yang dapat pula ditambahkan putih telur, garam, kacang-kacangan, dsb. Umumnya kualitas fudge meningkat dengan penambahan brown sugar yang dapat mencapai 20%.
4. Nougats
Mulanya hanya terbuat dari campuran madu, kocokan putih telur, dan kacang-kacangan tetapi kini sudah semakin beragam dan terbagi menjadi dua kelompok besar yaitu chewy dan short Keduanya dibedakan berdasarkan rasio sukrosa dan corn syrup yang mana short nougat memiliki kadar sukrosa yang hampir dua kali lipat dari corn syrup. Short nougat memiliki kadar air sekitar 9-11% sedangkan chewy nougat sekitar 5-7%.
Gambar 3 Fudge
12
Gambar 4 Nougats (http://www.etsy.com 2013) 5. Marshmallows
Jenis permen ini menyerupai nougats tetapi memiliki kadar air yang lebih tinggi sekitar 15-20% dan tidak mengandung campuran lemak. Gelatin merupakan gelling agent yang biasa ditambahkan pada proses pembuatan selain kocokan putih telur, gum arabic, agar, atau pektin. Marshmallows yang dijumpai saat ini umumnya diproduksi dengan proses continous extruction melalui tekanan yang ditembakan pada adonan sirup gula masak.
6. Pralines
Permen ini sulit didefinisikan karena memiliki perbedaan arti di beragam daerah. Pralines secara tradisional terbuat dari kacang pecan, sukrosa, brown sugar, corn syrup, dan mentega.
7. Tablets
Prinsip pembuatan permen ini dimulai melalui dry mix antara 95-98% pemanis (sukrosa, dekstrosa, atau sorbitol), pewarna, perisa, asam sitrat atau malat 0,5-3,0% kemudian dilanjutkan dengan proses bertekanan tinggi terhadap adonan yang siap ditekan pada dies untuk membentuk suatu cetakan tertentu. Penambahan 1% magnesium atau kalsium stearat juga umum dilakukan untuk mencegah lengketnya permen pada dies.
Gambar 5 Marshmallows (http://www.twu.edu 2013)
Gambar 6 Praline
13
Gambar 9 Hard Candy (http://www.keychoc.com 2013) 8. Marzipan
Permen yang menyerupai pasta ini terbuat dari campuran sukrosa, corn syrup, dan binder agent seperti gelatin atau edible gum.
9. Hard candy
Hard candy termasuk kelompok permen tidak terkristalisasi dimana adonan permen dibiarkan mengeras dalam cetakan dengan karakteristik tekstur yang halus dan bening seperti kaca tanpa adanya pembentukan kristal kecil yang kasar. Permen ini terbuat dari campuran 50-70% sukrosa, 30-50% corn syrup DE 42, pewarna, dan perisa. Gula invert juga biasa ditambahkan pada adonan untuk menghambat kristalisasi tetapi kejanya tidak seefektif corn syrup.
10. Brittle
Brittle merupakan permen yang menyerupai hard candy yang diberi tambahan komposisi lain saat tercapainya titik kritis untuk merubah eating characteristic yang dimiliki sebelumnya. Proses pembuatan permen ini pun sama seperti hard candy tetapi pada brittle diberi tambahan kacang-kacangan dan senyawa bikarbonat untuk meningkatkan tekstur.
Gambar 7 Tablets
(http://www.smarties.com2009)
14
Gambar 12 Toffee
(http://www.thenibble.com 2013)
Gambar 13 Licorice (http://www.dvcandy.com 2011) 11. Caramel
Permen ini dibuat melalui proses continous cooking dengan kadar air sekitar 10-12% dan tekstur plastis pada temperatur normal. Bahan baku yang dibutuhkan dalam proses pembuatannya meliputi sukrosa, corn syrup DE 42, lemak, dan susu. Warna dan rasa karamel yang khas pada permen ini berasal dari reaksi mailard antara protein susu yang dipanaskan bersama gula pereduksi.
12. Toffee
Permen ini dikenal sebagai high-cooked caramel dengan bahan baku pembuatan yang serupa seperti caramel tetapi diproses dalam suhu yang lebih tinggi. Permen ini juga sering disalahartikan dengan taffy. Keduanya berbeda dimana taffy memiliki kadar padatan susu dan lemak yang lebih rendah dibanding toffee.
13. Licorice
Permen ini terbuat dari 33% tepung, 50% campuran gula (sukrosa, molases, corn syrup, gula invert), 3-6% licorice (air dari akar tanaman Glycyrrhiza glabra), dan 17-18% air. Sedikit gelatin juga umum ditambahkan untuk memperbaiki karakteristik tekstur.
Gambar 10 Brittle
(http://www.killwins.com 2012)
15 14. Jellies and gums
Permen dalam kelompok ini memiliki definisi yang sangat luas tetapi secara general dikenal sebagai permen bertekstur chewy dengan tingkat kekerasan tekstur permen yang beragam. Adapun hal penting yang membedakan satu jenis permen dengan yang lainnya pada kelompok ini ialah tambahan bahan baku pada adonan permen yang berfungsi untuk menghasilkan tekstur chewy seperti pati, gelatin, gum arab, pektin, bahkan gum yang biasa digunakan dalam permen karet sekitar 6-9%. Penambahan bahan tersebut pada adonan permen biasa dilakukan setelah proses pemasakan berakhir agar kemampuan pembentukan gel dari bahan tersebut tetap terjaga baik. Secara umum permen dalam kelompok ini terbuat dari campuran sukrosa dan corn syrup dimana semakin tinggi rasio penambahan corn syrup maka tekstur permen akan semakin lunak.
Secara khusus chewy candy termasuk kedalam kelompok kembang gula lunak. Chewy candy adalah permen yang dikonsumsi dengan cara mengunyah dan ditelan berbeda dengan permen karet yang juga dikunyah tetapi tidak untuk ditelan (Suprianto 2012). Pada SNI 3547-2-2008 definisi kembang gula lunak adalah jenis makanan selingan berbentuk padat, dibuat dari gula atau campuran gula dengan pemanis lain, dengan atau tanpa penambahan bahan pangan lain dan BTP (bahan tambahan pangan) yang diijinkan, bertekstur relatif lunak atau menjadi lunak jika dikunyah. Kembang gula lunak sendiri terbagi dalam dua kelompok yaitu kembang gula lunak jelly dan kembang gula lunak bukan jelly dimana chewy candy secara lebih spesifik tergolong dalam kelompok ini. Menurut SNI 3547-2-2008, kembang gula lunak bukan jelly ialah kembang gula bertekstur lunak, yang diproses sedemikian rupa dan biasanya dicampur dengan lemak, gelatin, emulsifier dan lain-lain sehingga dihasilkan produk yang cukup keras untuk dibentuk namun cukup lunak untuk dikunyah dalam mulut sehingga setelah adonan masak dapat segera dibentuk dan dikemas dengan atau tanpa perlakuan aging.
Komponen gula yang umum digunakan pada produk chewy candy ialah campuran sukrosa dan sirup glukosa dengan nilai DE 42. Pada tahun 1935 hanya sirup gula dengan nilai DE 42 yang tersedia dan hal ini yang menjadi dasar prinsip penggunaan sirup gula pada produk confectionery saat ini (Nakai dan Modler 1999). Nilai DE (Dextrose Equivalent) adalah persentase jumlah gula yang tereduksi pada pengukuran kemampuan hidrolisis pati dalam basis bobot kering (Junliang et al. 2010). Semakin tinggi DE dari sirup glukosa maka akan semakin tinggi tingkat kemanisannya, namun semakin bersifat higroskopis dan encer. Lain halnya pada DE yang rendah, rasa manis akan berkurang namun dapat digunakan
Gambar 14 Jellies (http://www.ebay.co.uk 2013)
16
untuk menambah viskositas, chewiness dan toughness pada adonan chewy candy (Suprianto 2012). Sirup glukosa pun berperan dalam menghambat kristalisasi sukrosa, meningkatkan viskositas permen, mencegah kerapuhan stuktur akibat temperature shock, memperlambat laju kelarutan permen di mulut, dan berkontribusi dalam pembentukan tekstur kenyal pada permen (Potter dan Hotchkiss 1995).
Tekstur merupakan salah satu parameter mutu yang sangat berperan dalam menampilkan karakteristik chewy candy (Suprianto 2012). Lemak berfungsi mengontrol kristalisasi gula secara efektif sehingga memberi tekstur yang halus dan plastis pada tekstur chewy candy. Lemak yang digunakan pun harus memiliki karakteristik lumer sempurna pada suhu tubuh 370C dan karakteristik ini ditampilkan dengan baik oleh palm kernel oil yang juga sudah umum dikenal sebagai classic creaming fat (Hancock et al. 1999). Produk confectionery umumnya menginginkan lemak dengan karakteristik lembut, tidak berbau, dan tidak berasa (Becker dan Drew 1970). Selain dipengaruhi oleh keberadaan lemak, tekstur lunak dari chewy candy juga dipengaruhi oleh kadar air. Menurut Potter dan Hotchkiss (1995), permen tidak terkristalisasi seperti tipe chewy candy memiliki kadar air sekitar 8-15%.
Produk chewy candy juga diberi tambahan gelatin yang berfungsi sebagai whipping agent dengan membentuk busa stabil sebelum gel terbentuk (Edward 1999). Selain itu, gelatin juga turut berperan sebagai foaming agent yang menurunkan tegangan permukaan dari fase cair serta sebagai binder yang dapat mengikat air sehingga memperpanjang masa simpan produk. Selanjutnya gelatin akan memberikan mechanical resistance pada sistem aerasi untuk mencegah kerusakan pada struktur produk akhir. Tak kalah penting gelatin pun turut meningkatkan efek chewability dan sistem pendispersian lemak serta mengontrol kristalisasi sukrosa (Poppe 1992).
Penambahan pengemulsi umum dilakukan pada proses produksi chewy candy untuk menjaga lemak agar tetap terdispersi secara merata. Pengemulsi nantinya juga dapat berfungsi sebagai pendispersi senyawa lipofilik pada komponen adonan permen seperti pewarna, perisa, atau komponen larut lemak lainnya. Pengemulsi pun berperan sebagai pelumas melalui tahapan pendispersian fase lemak sehingga dapat mengurangi jumlah pemakaian maupun pengkonsumsian lemak pada produk. Selain itu, pengemulsi juga berperan dalam memperlancar proses cut and wrap. Proses cut and wrap merupakan kegiatan otomatis yang dilakukan oleh mesin dimana produk akan dipotong dalam ukuran kecil dan dikemas secara individu. Pada proses ini adonan permen akan ditarik dan ditekan sehingga memungkinkan lemak terbebas keluar. Pemisahan lemak dari adonan permen ini sesungguhnya tidak diinginkan terjadi karena dapat menyebabkan masalah berupa proses oksidasi lemak. Hal ini akan terjadi saat lemak tersebut kontak dengan pre-sizer roll pada mesin yang berbahan dasar kuningan maupun perunggu (Stansell 1999).
TRACEABILITY
17 khusus oleh pemerintah (Bennet 2010). Menurut ISO 22005: 2007, sistem traceability merupakan alat yang berfungsi membantu suatu organisasi beroperasi dalam suatu rantai pasok pangan atau pakan untuk mencapai sasaran hasil yang didefinisikan dalam sistem manajemen. Sistem traceability diharapkan mampu menelusuri sejarah pergerakan produk dengan tepat mulai dari tahap persiapan hingga produk didistribusikan. Dalam penerapannya pada produk, traceability memiliki hubungan dengan identitas material beserta bagiannya, sejarah pemerosesan produk, pendistribusian, serta lokasi tujuan distribusi produk tersebut. Traceability sendiri bukan merupakan informasi dari produk dan prosesnya, melainkan sebuah alat yang dapat digunakan untuk kembali mengakses informasi tersebut di waktu yang akan datang (Karlsen dan Oslen 2011). Menurut Moe (1998), sistem traceability juga memiliki keterkaitan khusus dengan empat aspek yang merupakan bagian dari sistem itu sendiri, seperti:
1. Produk
Hal ini meliputi informasi mengenai bahan baku produk, asal diperolehnya bahan baku tersebut, sejarah pemerosesan produk, sistem distribusi yang digunakan, hingga lokasi dimana produk didistribusikan.
2. Data
Hal ini berhubungan dengan perhitungan dan pengumpulan data dari keseluruhan sistem yang dianalisis.
3. Kalibrasi
Hal ini berhubungan dengan pemeriksaan dan pengukuran kesesuaian alat terhadap standar nasional maupun internasional, standar dasar, konstanta fisik dasar, hingga referensi terkait material tersebut.
4. IT dan pemrograman
Hal ini berhubungan dengan desain dan serangkaian implementasi yang didasarkan pada kebutuhan sistem.
Perkembangan dari sistem traceability turut didukung oleh peningkatan efisiensi dari proses pengumpulan data, pengontrolan pabrik, dan sistem penjaminan mutu (Moe 1998). Sistem traceability yang berasosiasi dengan kemampuan untuk menghubungkan produk akhir dengan bahan baku dan proses yang terlibat juga merupakan kunci utama dalam program GMP (Good Manufacturing Practices) dan pengendalian mutu. Tanpa adanya sistem traceability maka kegiatan seperti pemenuhan tuntutan konsumen, pembuatan klaim pemasaran pada kemasan, maupun pengurangan jumlah produk yang terlibat saat proses recall akan menjadi sangat sulit (Morrison 2003).
18
penelusuran informasi produk juga mencakup dua aspek penting yaitu trackable dan tracable. Trackable atau downstream traceability system merupakan kemampuan sistem untuk dapat mengikuti jejak produk dalam rantai produksi pangan mulai dari pemasok sampai konsumen atau ke bagian hilir rantai sedangkan traceable atau upstream traceability system merupakan kemampuan suatu sistem dalam mengidentifikasi asal dan karakteristik suatu bahan baku atau ke bagian hulu (GENCOD EAN France 2001).
Sistem traceability mengenal istilah coding untuk memfasilitasi perpindahan produk secara bebas dan memastikan ketepatan identifikasi produk yang terlibat dalam proses recall untuk kepentingan kesehatan dan keamanan (Morrison 2003). Dengan adanya batch number atau coding tersebut pada sistem traceability maka produk bermasalah yang telah sampai di tangan konsumen sekalipun dapat dianalisis dan diidentifikasi permasalahannya. Adapun sistem perekaman yang baik pada penerapan sistem traceability juga dibutuhkan dalam mendukung kinerja proses. Hal ini pun telah ditekankan pada prinsip keenam dari konsep HACCP (Hazard Analysis Critical and Control Point). Bentuk rekaman tersebut dapat berupa pemantauan CCP secara berkala, rekaman yang berkaitan dengan proses evaluasi, maupun identitas karakteristik bahan baku dan produk. Hasil rekaman produk tersebut pun harus dipelihara pada periode tertentu untuk asesmen sistem sehingga memudahkan penanganan produk yang potensial tidak aman dan jika terjadi kasus recall produk (Thaheer 2005).
METODE FMECA
Metode FMECA (Failure Mode Effects and Criticality Analysis) merupakan metode yang mudah dioperasikan serta alat yang efektif untuk mengidentifikasi dan menilai bagaimana potensi terjadinya kegagalan dapat mempengaruhi kinerja proses atau produk. Mulanya metode FMECA pertama kali dikembangkan sebagai metode desain formal pada tahun 1960 oleh industri penerbangan sebagai syarat keandalan dan keamanan mereka. Selanjutnya metode ini pun mulai dikembangkan secara luas oleh industri lain guna memastikan keandalan dan keselamatan produk (Bowles dan Pelaez 1995).
19 Hasil analisis dari identifikasi titik kritis melalui metode FMECA ini nantinya dapat digunakan sebagai acuan perusahaan untuk mengambil tindakan koreksi terhadap pelaksanaan sistem traceability secara internal serta membuat pelaksanaannya semakin efektif dan efisien. Menurut Bertolini et al. (2006), analisis titik kritis menyediakan informasi penting mengenai:
1. Subsistem dan produk akhir sistem dalam susunan hierarki (analisis fungsional dari skema produksi).
2. Berbagai kegagalan atau malfunctioning yang umum terjadi. Hal ini juga meliputi daftar dan deskripsi dari seluruh titik kritis yang berhasil dianalisis memiliki potensi untuk terjadi selama proses.
3. Peluang kejadian (probability), tingkat kepelikan (severity) dan sampai sejauh mana masing-masing titik kritis tersebut dapat dideteksi.
4. Analisis kritikal (criticality analysis) yang mengklasifikasikan keseluruhan titik kritis tersebut berdasarkan skala prioritasnya dalam penanganan lebih lanjut.
Proses pelaksanaan analisis metode FMECA pun dibedakan dalam dua tahapan, yaitu:
1. Analisis FMEA (Failure Mode and Effects Analysis) yaitu proses pengidentifikasian penyebab-penyebab terjadinya kegagalan berikut dengan efek yang ditimbulkan akibat adanya kegagalan tersebut.
2. Analisis CA (Criticality Analysis) yaitu proses penilaian dan pengklasifikasian resiko kegagalan sistem, peluang terjadinya kegagalan, dan tingkat kepelikan setiap kegagalan dalam bentuk nilai nyata pada masing-masing titik kritis yang telah ditetapkan pada tahap sebelumnya (US Military Standard 1980).
20
Berbeda dengan pendekatan RPN, pendekatan CN cenderung menggunakan metode kuantitatif dengan mengembangkan criticality ranking yang meliputi
probabilitas efek kegagalan (β), rasio kegagalan (α), tingkat kegagalan bagian (λ), dan waktu operasi (τ). Perkalian dari semua item tersebut nantinya akan
menghasilkan nilai CN dan semakin besar nilainya maka semakin besar pula prioritasnya untuk diberikan tindakan koreksi. Dengan menggunakan pendekatan ini, resiko kesalahan negatif terhadap perolehan nilai CN cukup sulit dihindari bila dibandingkan dengan pendekatan RPN yang turut didukung oleh adanya matrik kritikal (Bowles dan Pelaez 1995).
METODOLOGI
WAKTU DAN TEMPAT
Kegiatan magang dilaksanakan di PT Sweet Candy Indonesia yang berlokasi di Jl. Raya Jakarta Bogor Km 47,4 Desa Nanggewer Mekar, Bogor, Jawa Barat pada divisi quality assurance yang berada dibawah naungan departemen technology. Kegiatan magang ini berlangsung selama 4 bulan dan dimulai pada tanggal 20 Februari 2012 sampai dengan 15 Juni 2012.
METODE PELAKSANAAN
Kegiatan magang dilakukan dalam upaya peningkatan kinerja dalam pengendalian sistem keamanan produk di PT Sweet Candy Indonesia melalui evaluasi sistem traceability yang telah diterapkan pada proses produksi chewy candy di PT Sweet Candy Indonesia. Adapun proses kerja dari kegiatan ini meliputi:
1. Observasi lapang
Observasi lapang dilakukan dengan mengamati penerapan sistem traceability mulai dari aktivitas di gudang bahan baku, persiapan bahan, sanitasi, produksi, pengemasan, hingga di pengudangan produk akhir. Pengamatan ini meliputi pengecekan terhadap kelengkapan dokumen, pemantauan kode batch dan aktivitas pengidentifikasian bahan baku, serta menanyakan permasalahan yang sering muncul dalam penerapan sistem tersebut pada pelaku proses seperti manajer produksi, supervisor, maupun petugas. Pada tahapan observasi ini juga dilakukan pemahaman secara lebih mendalam terkait setiap alur pergerakan produk mulai dari bahan baku hingga produk akhir.
2. Mock recall
21 uji secara sempurna dengan waktu produksi yang berbeda. Hal ini dilakukan agar konsistensi data untuk pengujian sistem dapat terjaga dengan baik. Pada akhir tahap ini akan diketahui kelemahan-kelemahan yang terdapat pada sistem dan jumlah waktu yang dibutuhkan dalam menelusuri data produk yang diisukan.
3. Pengumpulan data hasil pantauan
Pengumpulan data dilakukan dengan pemantauan langsung ke lokasi target dan wawancara secara terstruktur pada orang yang dianggap ahli dalam sistem traceability perusahaan. Data yang dihimpun meliputi info penting di setiap tahapan proses seperti keadaan aktual di lapangan, kesalahan praktik kerja dalam sistem traceability, permasalahan yang dialami saat melaksanakan sistem traceability, dan metode pelabelan yang digunakan. Data-data tersebut kemudian akan digunakan untuk menentukan penyebab terjadinya kegagalan menggunakan metode analisis FMECA.
4. Analisis data
Data yang berhasil dihimpun kemudian akan diolah menggunakan metode FMECA berdasarkan penilaian yang dilakukan oleh ahli. Analisis akan melibatkan ahli yang memiliki pemahaman khusus secara mendalam terkait sistem traceability. Para ahli tersebut dapat meliputi praktisi akademik maupun perwakilan dari perusahaan. Para ahli nantinya akan menjadi sumber informasi penting dalam pelaksanaan analisis menggunakan metode FMECA. Pelaksanaan evaluasi sistem traceability menggunakan metode FMECA terdiri dari 2 tahap yaitu:
• Analisis FMEA (Failure Mode and Effects Analysis) Analisis FMEA terdiri dari dua tahapan yaitu:
Analisis titik- titik kritis
Tahapan ini meliputi penentuan titik-titik kritis traceability dan penyebab terjadinya kegagalan tersebut serta pemberian kode pengenal berupa function ID (Identification) pada setiap tahapan proses.
Analisis efek
Analisis efek terdiri dari dua macam yaitu analisis efek lokal dan analisis efek global. Efek lokal merupakan kesalahan yang bersifat khusus dalam ruang lingkup permasalahan kecil yang mungkin ditimbulkan dari kegagalan sistem pada titik kritis sedangkan efek global merupakan kesalahan bersifat umum dalam ruang lingkup permasalahan yang lebih luas.
• Analisis CA (Criticality Analysis)
Analisis CA terdiri dari enam tahapan yaitu:
22
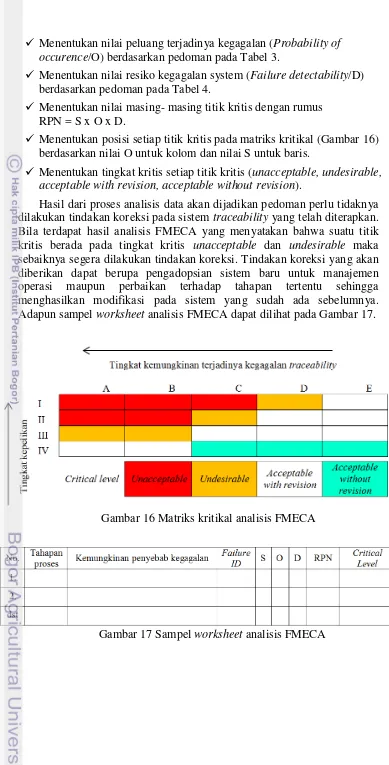
Menentukan nilai peluang terjadinya kegagalan (Probability of occurence/O) berdasarkan pedoman pada Tabel 3.
Menentukan nilai resiko kegagalan system (Failure detectability/D) berdasarkan pedoman pada Tabel 4.
Menentukan nilai masing- masing titik kritis dengan rumus RPN = S x O x D.
Menentukan posisi setiap titik kritis pada matriks kritikal (Gambar 16) berdasarkan nilai O untuk kolom dan nilai S untuk baris.
Menentukan tingkat kritis setiap titik kritis (unacceptable, undesirable, acceptable with revision, acceptable without revision).
Hasil dari proses analisis data akan dijadikan pedoman perlu tidaknya dilakukan tindakan koreksi pada sistem traceability yang telah diterapkan. Bila terdapat hasil analisis FMECA yang menyatakan bahwa suatu titik kritis berada pada tingkat kritis unacceptable dan undesirable maka sebaiknya segera dilakukan tindakan koreksi. Tindakan koreksi yang akan diberikan dapat berupa pengadopsian sistem baru untuk manajemen operasi maupun perbaikan terhadap tahapan tertentu sehingga menghasilkan modifikasi pada sistem yang sudah ada sebelumnya. Adapun sampel worksheet analisis FMECA dapat dilihat pada Gambar 17.
Gambar 16 Matriks kritikal analisis FMECA
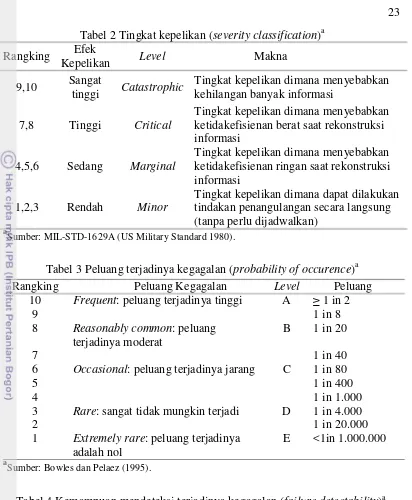
23 Tabel 2 Tingkat kepelikan (severity classification)a
Rangking Efek
Kepelikan Level Makna 9,10 Sangat
tinggi Catastrophic
Tingkat kepelikan dimana menyebabkan kehilangan banyak informasi
7,8 Tinggi Critical
Tingkat kepelikan dimana menyebabkan ketidakefisienan berat saat rekonstruksi informasi
4,5,6 Sedang Marginal
Tingkat kepelikan dimana menyebabkan ketidakefisienan ringan saat rekonstruksi informasi
1,2,3 Rendah Minor
Tingkat kepelikan dimana dapat dilakukan tindakan penangulangan secara langsung (tanpa perlu dijadwalkan)
a
Sumber: MIL-STD-1629A (US Military Standard 1980).
Tabel 3 Peluang terjadinya kegagalan (probability of occurence)a
Rangking Peluang Kegagalan Level Peluang
10 Frequent: peluang terjadinya tinggi A ≥ 1 in 2
9 1 in 8
8 Reasonably common: peluang terjadinya moderat
B 1 in 20
7 1 in 40
6 Occasional: peluang terjadinya jarang C 1 in 80
5 1 in 400
4 1 in 1.000
3 Rare: sangat tidak mungkin terjadi D 1 in 4.000
2 1 in 20.000
1 Extremely rare: peluang terjadinya adalah nol
E <1in 1.000.000
a
Sumber: Bowles dan Pelaez (1995).
Tabel 4 Kemampuan mendeteksi terjadinya kegagalan (failure detectability)a Rangking Detection Criteria: Likelyhood of Detection by Design Control
10 Tidak terdeteksi
Design Control Traceability tidak akan dan atau tidak dapat mendeteksi kegagalan atau tidak ada design control 9 Sangat
sedikit
Peluang Design Control Traceability dapat mendeteksi kegagalan titik kritis sangat sedikit
7,8 Sedikit Peluang Design Control Traceability dapat mendeteksi kegagalan titik kritis sedikit
5,6 Moderat Peluang Design Control Traceability dapat mendeteksi kegagalan titik kritis moderat
3,4 Tinggi Peluang Design Control Traceability dapat mendeteksi kegagalan titik kritis tinggi
1,2 Sangat tinggi
Peluang Design Control Traceability dapat mendeteksi kegagalan titik kritis sangat tinggi
a
24
5. Perancangan sistem kanban
Setelah sistem traceability dianalisis menggunakan metode FMECA, bagian yang memiliki dominasi function ID dengan critical level unacceptable dan undesirable terbesar akan diajukan untuk segera menerapkan sistem kanban dalam proses dokumentasi. Kanban adalah mekanisme sistem pengontrolan yang menghubungkan aktivitas produksi dengan transmisi kebutuhan informasi terhadap produk akhir dan tahapan proses kerja sebelumnya dengan menggunakan kartu kanban (Tahat dan Mukattash 2006). Kartu kanban tersebut nantinya akan dirancang dalam bentuk lembaran kertas ukuran folio yang memuat kolom isian data beberapa tahapan proses kerja secara berurutan. Sistem ini diharapkan dapat memberikan kemudahan pengaksesan data informasi produk dengan keberadaan kartu kanban yang bergerak mengikuti perpindahan produk.
HASIL DAN PEMBAHASAN
ALUR SISTEM TRACEABILITY PRODUK CHEWY CANDY
PT Sweet Candy Indonesia memproduksi varian produk chewy candy di pabrik Cibinong. Alur sistem traceability dalam memproduksi chewy candy dari hulu ke hilir (Lampiran 2) pun turut melibatqkan serangkaian tahapan proses pada beberapa bagian di pabrik, yaitu:
1. RMWH (Raw Material Warehouse)
Bagian ini bertugas menerima dan mengelola bahan baku yang dibeli oleh perusahaan dari berbagai supplier yang telah memenuhi standar kualifikasi yang ditentukan oleh perusahaan. Berikut merupakan aktivitas terkait sistem traceability yang terjadi di bagian ini:
• Penerimaan bahan baku dari supplier
Petugas RMWH akan menerima bahan baku dari supplier tertentu yang sebelumnya telah melakukan transkasi pembelian dengan pihak purchasing. Saat bahan baku datang ke gudang RMWH, supplier akan menyerahkan surat jalan dan COA (Certificate of Analysis). Kedua dokumen tersebut berisi keterangan mengenai identitas supplier, no. material dan deskripsi bahan baku, no. batch internal dari supplier, jumlah bahan baku yang dikirim, tanggal produksi dan kadaluarsa produk serta tanda tangan pihak RMWH dan pihak supplier sebagai bukti transaksi serah terima. Pada saat itu pula, pihak QC (Quality Control) yang bertugas di RMWH akan melakukan pemeriksaan terhadap barang dan COA. Setelah terdapat pengesahan kualitas barang oleh pihak QC, bahan baku segera dipindahkan ke lokasi penyimpanan sementara. • Penyimpanan bahan baku
25 sebelum bahan baku disimpan pada high rack. Formulir putih akan direkatkan bersama surat jalan dari supplier sebagai arsip RMWH sedangkan formulir merah akan ditempelkan langsung pada barang yang akan disimpan di gudang dan formulir kuning akan diserahkan kepada admin gudang RMWH untuk di-input pada sistem pendataan SAP (System Applications and Products in data processing). Formulir tersebut berisi keterangan tanggal penerimaan bahan baku, no. material internal pabrik dan deskripsi bahan baku, no. batch internal pabrik (ddd/y/s/l/p), tanggal kadaluarsa bahan baku, jumlah barang yang disimpan, lokasi penyimpanan barang, dan identitas petugas RMWH yang berwenang. Kemudian penyimpanan bahan baku dan pendokumentasian lokasi penyimpanan akan dilakukan oleh petugas forklift. Selain direkatkan formulir transfer slip berwarna merah, bahan baku yang akan disimpan juga direkatkan stiker kuning kecil yang berisi no. batch internal pabrik (ddd/y/s/l/p) dan no. material bahan baku yang digunakan secara internal oleh perusahaan.
Ket.
Kode no. batch internal pabrik ddd : urutan hari dalam satu tahun y : tahun (satu digit terakhir)
s : nomer shift dari pihak RMWH saat melakukan pembongkaran barang dari supplier
l : urutan lot yang dikirimkan oleh satu supplier untuk satu jenis barang yang sama
p : inisial supplier
• Penyerahan bahan baku kepada pemesan
Pihak RMWH akan menerima pemesanan bahan baku melalui sistem SAP. Setiap ada pesanan yang diterima, koordinator RMWH akan menerbitkan formulir order slip yang berisi tanggal pemesanan, no. slip order, no. material dan deskripsi bahan baku, no. purchasing order, jumlah bahan baku yang dipesan, jumlah bahan baku yang nantinya diterima pemesan, dan tanda tangan kedua belah pihak yang bertransaksi. Selanjutnya koordinator tersebut akan meminta petugas forklift untuk mengambil pesanan bahan baku pada high rack dan menyerahkannya pada perwakilan pihak pemesan yang datang untuk menjemput pesanan bahan baku.
2. AWM (Automatic Weighing Machine)
Bagian ini bertugas menyediakan campuran gula halus dan tepung beras untuk keperluan first coating step produksi dragee dan larutan gula untuk semua lini produksi di pabrik Cibinong. Berikut merupakan aktivitas terkait sistem traceability yang terjadi di bagian ini:
• Pemesanan bahan baku
26
akan diantarkan langsung ke lokasi oleh pihak RMWH. Pada transaksi tersebut, pihak RMWH akan membawa formulir order slip untuk ditandatangani oleh petugas AWM yang berwenang. Selanjutnya petugas RMWH tersebut akan melakukan pelabelan terhadap barang yang dipesan berupa stiker kuning yang berisi data no. batch BTP (ddd/y/s/l/p) dan no. material BTP yang digunakan secara internal oleh perusahaan. • Pengolahan gula
Pihak AWM akan bertugas mengolah gula yang akan digunakan sebagai bahan baku utama di setiap divisi area produksi. Pada bagian ini pun terdapat laporan pencatatan kegiatan pengolahan gula yang berisi informasi mengenai tanggal dokumentasi proses, waktu kerja alat per-shift, no. batch bahan baku, serta keterangan mengenai larutan gula yang meliputi suhu proses dan nilai brix.
3. Flavor Room
Bagian ini bertugas mengelola penyimpanan serta melakukan preparasi terhadap bahan tambahan pangan yang digunakan untuk keperluan aktivitas produksi. Berikut merupakan aktivitas terkait sistem traceability yang terjadi di bagian ini:
• Pemesanan BTP kepada pihak RMWH
Petugas di bagian flavor room akan melakukan pemesanan kepada pihak RMWH melalui sistem SAP perusahaan secara berkala untuk memenuhi stok penyimpanan yang habis. Aktivitas ini dilakukan dengan meng-input data no. material BTP yang digunakan secara internal oleh perusahaan dan jumlah BTP yang dipesan pada sistem SAP.
• Penerimaan BTP dari pihak RMWH
Transaksi serah terima BTP akan dilakukan pihak RMWH dan flavor room di gudang penyimpanan flavor room yang berdekatan dengan lokasi RMWH. Pada aktivitas ini, pihak RMWH menyerahkan formulir order slip untuk ditandatangani pihak flavor room. Kemudian petugas RMWH tersebut juga melakukan pelabelan terhadap barang yang dipesan berupa stiker kuning yang berisi data no. batch BTP (ddd/y/s/l/p) dan no. material BTP yang digunakan secara internal oleh perusahaan.
• Preparasi BTP
27 jenis permen yang akan menggunakan larutan ini. Khusus tabung preparasi yang berisi campuran perisa dan pewarna, label yang ditempel akan berisi data no. batch (k/ddd/hh.hh/dd.mm.yyyy), no. material, deskripsi nama material, tanggal kadaluarsa, dan tanggal dilakukan pencampuran.
Ket.
Kode no. batch label tabung preparasi campuran perisa dan pewarna k : kode produksi varian permen
ddd : urutan hari dalam satu tahun (waktu preparasi)
hh.hh : waktu dengan keterangan jam dan menit (waktu preparasi) dd : hari kadaluarsa
mm : bulan kadaluarsa yyyy : tahun kadaluarsa
• Pemesanan BTP oleh pihak produksi
Pada tahap ini pihak produksi akan melakukan pemesanan dengan meng-input no.material BTP berikut jumlah yang akan dipesan melalui sistem SAP pada setiap waktu permulaan shift kerja. Kemudian pihak flavor room pun menyiapkan BTP pesanan dan menempatkannya pada loket penyerahan BTP. Nantinya pihak produksi akan datang menjemput dan melakukan tanda tangan pada buku laporan serah terima BTP.
4. Produksi
Bagian ini bertugas mengolah beragam bahan baku untuk menghasilkan produk chewy candy. Secara umum diagram proses pembuatan chewy candy dapat dilihat pada Lampiran 3. Berikut merupakan aktivitas terkait sistem traceability yang terjadi di bagian ini:
• Cooker
Pada proses ini cairan gula yang telah diproses ditimbang secara otomatis untuk mengalir ke dalam tangki dan dicampur dengan larutan FSA (Food Stability Agent) yang terdiri dari dextrin, gum arab, dan gelatin. Petugas produksi akan menyesuaikan pengaturan tangki pencampuran tersebut berdasarkan informasi karakteristik gula yang dialirkan oleh pihak AWM. Pada tahap ini petugas akan mengisi data pada buku laporan pemakaian bahan baku yang terdiri dari lemak, gelatin, GMS, gula pasir, tepung beras, garam, lechitin, dan gum powder. Laporan ini berisi data informasi mengenai no. batch dan no. material bahan baku yang digunakan, stok awal bahan baku, jumlah stok bahan baku yang diterima, jumlah stok bahan baku yang digunakan, dan stok akhir bahan baku. Selain itu, petugas juga akan mendokumentasikan data pemakaian bahan baku pembuatan larutan FSA dan proses cooker dalam buku laporan terpisah. • Kristalisasi di mesin buss
28
digunakan berbentuk tabung tertutup sepanjang 5 M. Desain tertutup tersebut berfungsi untuk mengurangi potensi udara terperengkap dalam adonan permen. Nantinya adonan permen hasil kristalisasi akan ditimbang sebanyak 60 Kg dan dimasukan ke dalam dough carier. Pada proses ini, petugas akan mencatat lamanya waktu mesin Buss berkerja dan jumlah output per-shift pada buku laporan.
• Pulling
Pada tahapan ini adonan permen hasil kristalisasi yang berada di dalam dough carrier akan dicampur dengan pewarna, perisa, dan asam sitrat sesuai resep masing-masing varian permen. Pada tahap ini petugas akan mendokumentasikan pemakaian bahan baku untuk pembuatan larutan asam sitrat dan proses pulling pada buku laporan terpisah. Buku laporan pembuatan asam sitrat akan berisi data mengenai no. batch asam sitrat yang digunakan sedangkan buku laporan pulling berisi data varian permen yang di-pulling; jumlah perisa, pewarna, dan asam sitrat yang digunakan per-batch; identitas petugas per-shift; no. mesin pulling yang digunakan dan no. mesin cut and wrap yang menjadi destinasi proses selanjutnya bagi adonan permen tersebut; serta no. batch proses pulling (dd/mm/yy/xx) dan tanggal dilakukannya pulling. Selain itu, petugas juga berkewajiban menyampaikan formulir non-document pulling yang berupa kertas kecil berukuran 6x4 cm kepada petugas di proses selanjutnya. Formulir ini berisi no. batch proses pulling, varian flavor permen, no. mesin pulling yang digunakan, shift yang bertugas, dan tanggal proses dilakukannya pulling.
Ket.
Kode no. batch proses pulling
dd : tanggal dilakukannya proses pulling mm : bulan dilakukannya proses pulling
yy : tahun dilakukannya proses pulling (dua digit terakhir) xx : nomer urut dilakukannya proses pulling
• Flattener
Pada tahapan ini adonan permen yang telah tercampur sempurna kemudian dipipihkan dan dibagi menjadi ukuran yang lebih kecil dengan bobot sekitar 6 Kg perlembar agar mempermudah proses input manual pada mesin cut and wrap. Petugas flattener memiliki kewajiban menjaga keberadaan formulir non-document pulling yang diterima dari petugas pulling untuk kemudian disampaikan kepada petugas mesin cut and wrap.
• Cut and Wrap
29 permen yang sedang diproses, no. mesin pulling, no. batch material packaging (ddd/y/s/l/p) yang digunakan, jumlah output produk, dan jumlah reject per-shift. Petugas juga akan mengisi formulir checklist intermediate untuk setiap lorry yang berisi 24 tray permen. Formulir tersebut berisi data no. slip checklist intermediate, varian flavor permen, kode checklist intermediate (dd/mm/yy/hh/mc), no. mesin cut and wrap, identitas petugas per-shift, dan jumlah tray.
Ket.
Kode checklist intermediate
dd : tanggal dilakukannya proses cut and wrap mm : bulan dilakukannya proses cut and wrap
yy : tahun dilakukannya proses cut and wrap (dua digit terakhir) hh : jam dilakukannya proses cut and wrap
mc : nomer mesin cut and wrap • Transwrap
Pada tahapan ini mono yang telah melewati proses cut and wrap akan dikemas dalam kemasan pouch dengan jumlah isian 42 butir. Pouch tersebut diberi cap yang berisi data informasi mengenai kode produksi dan tanggal kadaluarsa secara otomatis oleh mesin transwrap. Kode produksi mengandung informasi tanggal saat permen melalui tahap proses transwrap dan nomer mesin cut and wrap yang terdata di formulir checklist intermediate. Pada tahap ini terdapat dokumen pencatatan mesin transwrap. Dokumen tersebut berisi informasi mengenai data tanggal proses transwrap, identitas petugas per-shift, data kombinasi permen yang dikemas dalam satu pouch, kode checklist intermediate (dd/mm/yy/hh/mc), tanggal kadaluarsa dalam 18 bulan, no. batch produksi (L/xx/ddd/y/hh), kode karton, dan no. artikel barang jadi.
Ket.
Kode no. batch produksi
L: kode negara produsen (Indonesia) xx: nomor mesin cut and wrap ddd : urutan hari dalam satu tahun y : tahun (satu digit terakhir)
hh: jam dilakukannya proses transwrap • Cartoning
Pada tahap ini 20 pouch permen dimasukan ke dalam karton dan disusun secara berdiri dengan bantuan partisi. Setiap karton memiliki stiker berisi keterangan no. material barang jadi, nama produk, jumlah pouch dan jumlah butir permen dalam satu pouch, serta no. karton yang spesifik untuk setiap jenis varian produk permen. Kemudian karton-karton tersebut segera dipindahkan ke konveyor tunnel yang akan berjalan otomatis menuju gudang FGWH.
5. Incinerator