TESIS
OLEH
ANITA CHRISTINE SEMBIRING
097025011/ TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
TESIS
Diajukan Sebagai Salah Satu Syarat untuk Memperoleh Gelar Magister Teknik
dalam Program Studi Teknik Industri pada Fakultas Teknik Universitas Sumatera Utara
OLEH
ANITA CHRISTINE SEMBIRING
097025011/ TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
PANITIA PENGUJI TESIS
Ketua
:
Prof. DR. Ir. Sukaria Sinulingga, M.EngAnggota
:
Ir. Ukurta Tarigan, MTPERANCANGAN ULANG TATA LETAK PABRIK UNTUK MEMINIMALISASI MATERIAL HANDLING DI PT. ATMINDO
Adalah benar hasil karya saya sendiri dan belum dipulikasikan oleh siapapun sebelumnya. Sumber-sumber data dan informasi yang digunakan telah dinyatakan secara benar dan jelas.
Medan, Agustus 2012 Yang Membuat Pernyataan,
lead times, floor space, imbalance capacity dan produktivitas. Desain fasilitas pabrik yang baik adalah yang mampu meningkatkan efektifitas dan efisiensi melalui penurunan perpindahan jarak material, biaya angkut material handling dan waktu siklus yang digunakan.
Untuk peningkatan efektifitas dan efisiensi kerja, maka dalam penelitian ini digunakan perancangan ulang tata letak pabrik yang dilakukan pada perusahaan yang memproduksi ketel uap/ boiler yaitu PT. Atmindo. Berdasarkan permasalahan yang ada, perancangan dilakukan dengan mengunakan metode grafik, systematic layout plant dan software CRAFT. Dan hasil rancangan tata letak dari ketiga metode ini dilakukan dengan perbandingan momen perpindahannya.
Dari hasil perbandingan momen perpindahan yang dilakukan maka diperoleh suatu tata letak yang lebih baik dari tata letak yang saat ini digunakan perusahaan. Tata letak awal mempunyai momen material handling 411.300 meter per tahun. Perancangan dengan metode grafik diperoleh momen material handling sebesar 378.540 meter per tahun. Perancangan menggunakan metode systematic layout plant menghasilkan momen material handling sebesar 474.750 meter per tahun. Perancangan dengan bantuan software CRAFT diperoleh momen material handling sebesar 374.472 meter per tahun. Dari hasil metode tiga rancangan maka yang paling efisien dan efektif digunakan adalah rancangan software CRAFT. Dimana tingkat efisiensi sebesar 8,95%, waktu siklus pembuatan boiler berkurang 1.598 menit per produk dan biaya material handling turun sebesar Rp 47.403,90/ tahun.
floor space, imbalance capacity and productivity. Design a good manufacturing facility is capable of improving the effectiveness and efficiency through the reduction of material transfer distances, the cost of material handling and cycle time is used.
To increase the effectiveness and efficiency, this study used the redesign of the factory layout is done in companies that produce boiler PT. Atmindo. Based on existing problems, the design is done by using a graphical method, systematic plant layout and software CRAFT. And the results of the design layout of the three methods is done by comparison of the displacement moments.
From the comparison of moment transfer is done then obtained a better layout than the current layout is used by the company. Initial layout had a moment of material handling 411,300 meter per year. Designing a graphical method of moments obtained for material handling 378,540 meter per year. Designing plant layouts using systematic methods produce moments of material handling 474,750 meter per year. Designing with the help of software CRAFT moments obtained for material handling 374,472 meter per year. From the results of the three methods design the most efficient and effective use is design software CRAFT. Where an efficiency of 8.95%, the cycle time is reduced boiler manufacture 1598 minutes per product and material handling costs decreased by Rp 47,403.90/ year.
1982 dan merupakan putri kedua dari lima bersaudara dari pasangan Pt. S. U. Sembiring Kembaren dan ibu Dra.Ng Br Barus, M.Pd. Telah menikah dengan seorang pemuda terbaik Markonius Boy Tarigan,SP pada tanggal 22 Maret 2012.
Penulis menyelesaikan pendidikan formal dimulai dari pendidikan sekolah dasar pada tahun 1995 di SD. ST. Antonius V/VI Medan, melanjutkan pendidikan sekolah lanjutan tingkat pertama pada tahun 1998 di SLTP. Santa Maria Medan dan melanjutkan pendidikan sekolah menengah kejuruan pada tahun 2001 di SMK. Telkom Sandhy Putra Medan.
karena atas berkat anugerah dan karunia-Nya penulis dapat menyelesaikam tesis dengan judul ”Perancangan Ulang Tata Letak Pabrik untuk Meminimalisasi Material Handling di PT. Atmindo”
Penelitian ini diharapkan dapat menjadi salah satu bahan masukan untuk perusahaan pembuatan boiler yaitu PT. Atmindo, dalam rangka merancang ulang tata letak pabrik yang lebih efektif dan efisien dalam hal pemindahan bahan sehingga jarak perpindahan bahan dapat diminimumkan dan meningkatkan keuntungan perusahaan.
Pada kesempatan ini penulis mengucapkan rasa terimakasih yang tulus kepada Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng selaku Ketua Jurusan Teknik Industri Program Pasca Sarjana Universitas Sumatera Utara dan pembimbing utama, Bapak Ir. Ukurta Tarigan, MT sebagai anggota komisi pembimbing yang telah meluangkan waktunya dan memberikan bimbingan, arahan serta dorongan dalam penyusunan tesis ini. Tim penguji Bapak Dr. Ir. Nazaruddin, MT, Bapak Aulia Ishak, ST. MT dan Ibu Ir. Rosnani Ginting, MT dan Sekretaris Jurusan Teknik Industri Program Pasca Sarjana Universitas Sumatera Utara yang telah banyak memberikan saran demi kesempurnaan tesis ini.
dikarenakan keterbatasan dan kemampuan penulis dalam penyusunan tesis ini, untuk itu penulis mengharapkan saran dan kritik yang membangun sebagai upaya penyempurnaan tesis ini pada masa yang akan datang. Akhir kata, penulis berharap semoga tesis ini bermanfaat bagi pembaca.
Hormat Penulis,
Hal
ABSTRAK ... i
ABSTRACT ... ii
RIWAYAT HIDUP ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiv
BAB 1 PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.2. Rumusan Permasalahan ... 3
1.3. Tujuan Penelitian ... 3
1.3.1. Tujuan Umum ... 3
1.3.2. Tujuan Khusus ... 4
1.4. Manfaat Penelitian ... 4
1.5. Ruang Lingkup Penelitian ... 5
1.6. Batasan Masalah ... 5
1.7. Asumsi Yang Digunakan ... 5
BAB 2 LANDASAN TEORI ... 7
2.1. Defenisi Tata Letak Pabrik ... 7
2.2. Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik ... 8
2.3. Prinsip-prinsip Dasar dalam Perencanaan Tata Letak Pabrik ... 11
2.4. Jenis Persoalan Tata Letak Pabrik ... 14
2.5. Jenis Tata Letak dan Dasar Pemilihannya ... 16
2.7.1. Multi Product Process Chart ... 32
2.7.2. Travel Chart ... 33
2.8. Metode Grafik ... 35
2.9. Metode Systematic Layout Plant (SLP) ... 36
2.10. Computerized Layout ... 39
2.10.1. BLOCPLAN ... 39
2.10.2. ALGORITMA GENETIKA ... 40
2.10.3. SIMULATED ANNEALING ... 41
2.10.4. CRAFT ... 42
2.11. Prinsip dasar Perencanaan dan Pengaturan Tata Letak Pabrik ... 45
2.12. Analisis Prinsip Metode Perancangan Tata Letak Pabrik ... 48
2.12.1. Metode From to Chart ... 48
2.12.2. Metode Grafik ... 49
2.12.3. Metode Systematic Layout Plant (SLP) ... 50
BAB 3 GAMBARAN UMUM PERUSAHAAN ... 56
4.1. Metodologi Penelitian ... 74
4.2. Lokasi dan Objek Penelitian ... 74
5.1. Pengumpulan Data ... 82
5.1.1. Tata Letak Lantai Produksi ... 83
5.1.2. Data Proses Produksi di Lantai Produksi ... 84
5.1.3. Komponen Produk ... 85
5.1.4. Urutan Proses Produksi ... 86
5.1.5. Data Volume Produksi dan Bahan Baku ... 86
5.1.6. Data Material Handling ... 87
5.2. Pengolahan Data ... 87
5.2.1. Pembentukan Multi Product Process Chart ... 88
5.2.2. Perhitungan Jarak antar Departemen ... 88
5.2.3. Perhitungan Frekuensi Perpindahan ... 90
5.2.4. Perhitungan Momen Material Handling ... 91
5.2.5. Pembentukan From to Chart ... 92
5.2.6. Perhitungan Biaya Material Handling ... 93
5.2.7. Perhitungan Waktu Siklus ... 98
5.2.8. Pengolahan Data Dengan Menggunakan Metode Grafik ... 101
5.2.9. Pengolahan Data Dengan Menggunakan Metode Systematic Layout Plant (SLP) ... 112
5.2.10. Pengolahan Data menggunakan Software CRAFT ... 114
BAB 6 ANALISIS DAN PERANCANGAN HASIL ... 119
6.1.Analisis Kondisi Awal Lantai Produksi ... 119
6.1.1. Analisis Multi Product Process Chart ... 119
6.1.2. Analisis Momen Material Handling ... 120
6.1.3. Analisis Lintasan Produksi ... 125
6.1.4. Analisis Imbalance Capacity ... 129
6.1.5. Analisis Floor Space ... 130
6.2. Perancangan ... 130
6.2.1. Perancangan Tata Letak dengan Metode Grafik ... 130
6.2.2. Perancangan Tata Letak dengan Metode Systematic Layout Plant (SLP) ... 132
6.2.3. Perancangan Tata Letak dengan Software CRAFT ... 135
6.3. Analisis Biaya Material Handling ... 140
6.3.1. Analisis Biaya Material Handling Menggunakan Metode Grafik ... 141
Metode Grafik ... 146
6.4.2. Analisis Pembahasan Perhitungan Waktu Siklus Menggunakan Metode Systematic Layout Plant (SLP) ... 148
6.4.3. Analisis Perhitungan Waktu Siklus Menggunakan Software CRAFT ... 151
6.5. Pemilihan Layout Terbaik... 154
BAB 7 KESIMPULAN DAN SARAN ... 157
7.1. Kesimpulan ... 157
7.2. Saran ... 158
DAFTAR PUSTAKA ... 160
2.1. Analisis Metode Perancangan Layout ... 52
2.2. Review Jurnal Ilmiah ... 53
3.1. Daftar Jumlah Tenaga Kerja Staf pada PT. Atmindo ... 61
3.2 Rincian Hari Kerja dan Jam Kerja Pada PT. Atmindo... 62
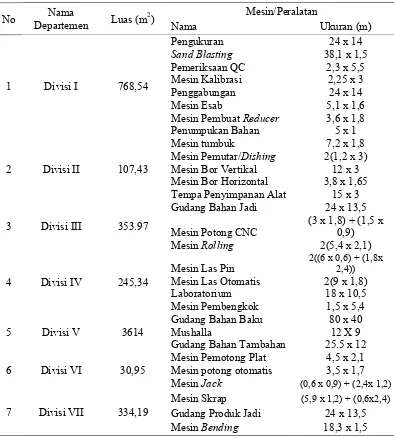
5.1. Kondisi Lantai Pabrik PT. Atmindo ... 83
5.2. Proses dan Pengkodean pada Lantai Pabrik PT. Atmindo ... 84
5.3. Bill of Material Boiler ... 85
5.4. Urutan Proses Komponen Produk ... 86
5.5. Volume Produksi ... 86
5.6. Volume Produksi Produksi Boiler ... 87
5.7. Data Material Handling ... 87
5.8. Koordinat Departemen Pada Layout Awal ... 89
5.9. Jarak Perpindahan Antar Departemen pada Layout Awal ... 89
5.10.Perpindahan Antar Proses di Lantai Pabrik ... 90
5.11.Perhitungan Momen Material Handling pada Proses Produksi di PT.Atmindo ... 91
5.12.Perhitungan Biaya Material Handling di PT.Atmindo ... 97
5.13.Perhitungan Bobot Keterkaitan Stasiun Kerja A-C ... 102
5.14.Perhitungan Bobot Keterkaitan Stasiun Kerja A-C-D ... 103
5.15.Perhitungan Bobot Keterkaitan Stasiun Kerja ... 104
5.16.Perhitungan Bobot Keterkaitan Stasiun Kerja ... 165
5.17.Perhitungan Bobot Keterkaitan Stasiun Kerja ... 165
5.18.Perhitungan Bobot Keterkaitan Stasiun Kerja ... 165
5.19.Perhitungan Bobot Keterkaitan Stasiun Kerja ... 166
5.20.Perhitungan Bobot Keterkaitan Stasiun Kerja ... 166
5.21.Perhitungan Bobot Keterkaitan Stasiun Kerja ... 166
6.4. Analisis Aliran Material ... 128 6.5. Koordinat Departemen pada Layout Grafik ... 131 6.6. Perhitungan Momen Material Handling Metode Grafik ... 131 6.7. Koordinat Departemen pada layout Systematic Layout
Plant (SLP) ... 134 6.8. Perhitungan Momen Material Handling Rancangan Layout
Systematic Layout Plant (SLP) ... 134 6.9. Simbol yang Digunakan pada Layout Awal dan Software ... 136 6.10.Koordinat Departemen pada Layout Software CRAFT ... 139 6.11.Perhitungan Momen Material Handling Rancangan Layout
dengan Software ... 139 6.12.Biaya Material Handling dengan Metode Grafik ... 141 6.13.Biaya Material Handling dengan Metode Systematic
2.1. Tata Letak Berdasarkan Aliran Produksi (Product Layout) ... 19
2.2. Tata Letak Berdasarkan Fungsi Proses (Processt Layout) ... 21
2.3. Tata Letak Berdasarkan Kelompok Produk (Group Technology Layout) ... 23
2.4. Tata Letak Berposisi Tetap (Fixed Position Layout) ... 25
2.5. Multi Product Process Chart ... 33
2.6. Travel Chart ... 34
2.7. Layout Skematik ... 35
2.8. Langkah-langkah dasar SLP ... 38
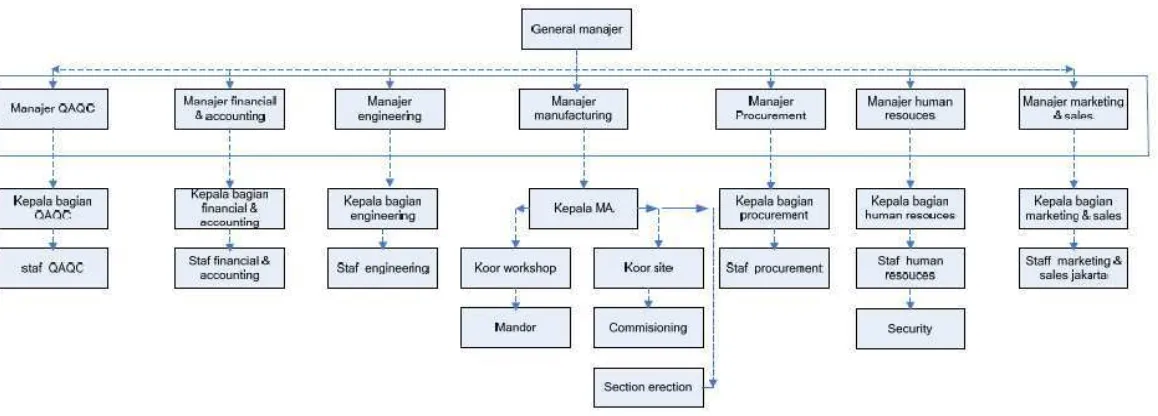
3.1. Struktur Organisasi PT. Atmindo ... 66
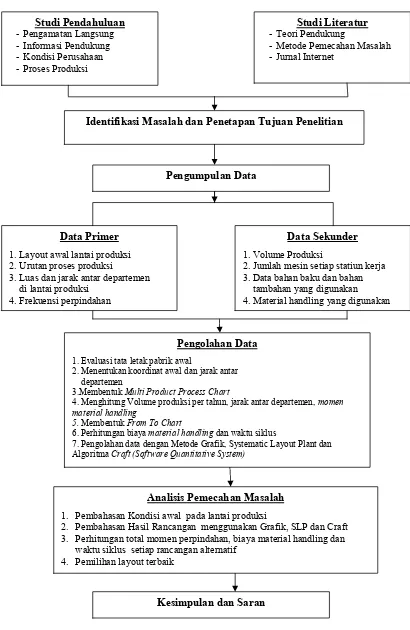
4.1. Blok Diagram Metodologi Penelitian Pelaksanaan Penelitian ... 75
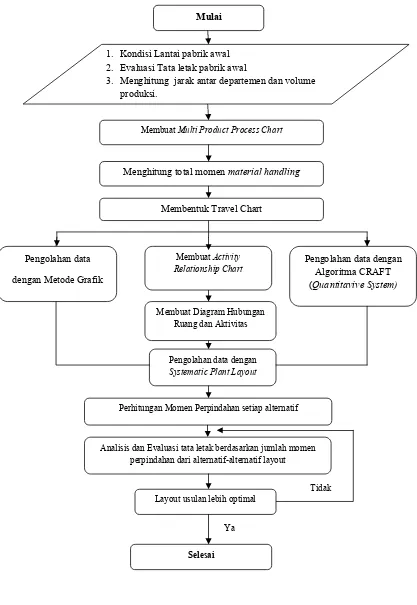
4.2. Flowchart Pengolahan Data ... 76
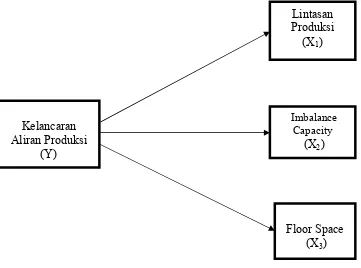
4.3. Pola Hubungan antara Variabel Dependen dan Variabel Independet ... 80
5.1. Multi Product Process Chart ... 163
5.2. Peta dari-ke (From to chart) ... 164
5.3. Node Pemilihan Bobot Terbesar antar stasiun kerja A-C ... 101
5.4. Bidang Segitiga Yang Terbentuk ... 102
5.5. Departemen E Terpilih Masuk Bidang A-C-D ... 103
5.6. Departemen G Terpilih Masuk Bidang A-E-D ... 105
5.7. Departemen I Terpilih Masuk Bidang A-G-D ... 106
5.8. Departemen G Terpilih Masuk Bidang A-I-D ... 107
5.9. Departemen K Terpilih Masuk Bidang A-J-I... 108
5.10. Departemen B Terpilih Masuk Bidang G-E-A ... 109
5.11. Departemen M Terpilih Masuk Bidang A-B-K ... 110
5.12. Departemen F Terpilih Masuk Bidang A-J-M ... 111
5.18. Input Data Aliran Material dan Momen Material Handling ... 115
5.19. Solve Problem CRAFT ... 116
5.20. Rancangan Awal CRAFT ... 117
5.19. Rancangan Final dengan Software CRAFT ... 118
6.1. Histogram Total Momen Material Handling ... 125
6.2. Histogram Back Tracking ... 129
6.3. Initial Layout Hasil Bentukan software ... 137
6.4. Final Layout Hasil Bentukan software ... 138
6.5. Histogram Biaya Material Handling ... 145
6.6. Grafik Tingkat Koreksi Waktu Produksi Masing-Masing Rancangan ... 154
1. Multi Product Process Chart ... 163
2. Travel Chart ... 164
3. Pembahasan Metode Grafik ... 165
4. Activity Relationship Chart (ARC) ... 167
5. Diagram Block Hubungan Aktifitas dan Hubungan Ruang ... 168
6. Layout Awal Lantai Produksi PT. Atmindo ... 170
7. Rancangan Layout secara Grafik ... 171
8. Rancangan Layout dengan Systematic Layout Plant (SLP) ... 172
9. Rancangan Layout dengan Software ... 173
lead times, floor space, imbalance capacity dan produktivitas. Desain fasilitas pabrik yang baik adalah yang mampu meningkatkan efektifitas dan efisiensi melalui penurunan perpindahan jarak material, biaya angkut material handling dan waktu siklus yang digunakan.
Untuk peningkatan efektifitas dan efisiensi kerja, maka dalam penelitian ini digunakan perancangan ulang tata letak pabrik yang dilakukan pada perusahaan yang memproduksi ketel uap/ boiler yaitu PT. Atmindo. Berdasarkan permasalahan yang ada, perancangan dilakukan dengan mengunakan metode grafik, systematic layout plant dan software CRAFT. Dan hasil rancangan tata letak dari ketiga metode ini dilakukan dengan perbandingan momen perpindahannya.
Dari hasil perbandingan momen perpindahan yang dilakukan maka diperoleh suatu tata letak yang lebih baik dari tata letak yang saat ini digunakan perusahaan. Tata letak awal mempunyai momen material handling 411.300 meter per tahun. Perancangan dengan metode grafik diperoleh momen material handling sebesar 378.540 meter per tahun. Perancangan menggunakan metode systematic layout plant menghasilkan momen material handling sebesar 474.750 meter per tahun. Perancangan dengan bantuan software CRAFT diperoleh momen material handling sebesar 374.472 meter per tahun. Dari hasil metode tiga rancangan maka yang paling efisien dan efektif digunakan adalah rancangan software CRAFT. Dimana tingkat efisiensi sebesar 8,95%, waktu siklus pembuatan boiler berkurang 1.598 menit per produk dan biaya material handling turun sebesar Rp 47.403,90/ tahun.
floor space, imbalance capacity and productivity. Design a good manufacturing facility is capable of improving the effectiveness and efficiency through the reduction of material transfer distances, the cost of material handling and cycle time is used.
To increase the effectiveness and efficiency, this study used the redesign of the factory layout is done in companies that produce boiler PT. Atmindo. Based on existing problems, the design is done by using a graphical method, systematic plant layout and software CRAFT. And the results of the design layout of the three methods is done by comparison of the displacement moments.
From the comparison of moment transfer is done then obtained a better layout than the current layout is used by the company. Initial layout had a moment of material handling 411,300 meter per year. Designing a graphical method of moments obtained for material handling 378,540 meter per year. Designing plant layouts using systematic methods produce moments of material handling 474,750 meter per year. Designing with the help of software CRAFT moments obtained for material handling 374,472 meter per year. From the results of the three methods design the most efficient and effective use is design software CRAFT. Where an efficiency of 8.95%, the cycle time is reduced boiler manufacture 1598 minutes per product and material handling costs decreased by Rp 47,403.90/ year.
BAB 1
PENDAHULUAN
1.1. Latar Belakang
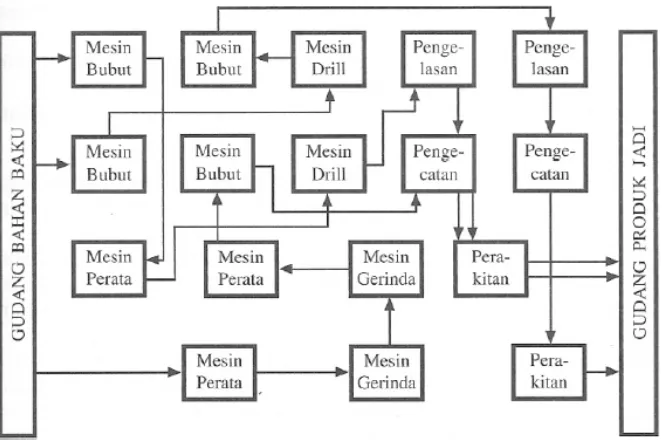
Kelancaran aliran produksi harus diperhatikan dalam perencanaan tata letak lantai produksi karena perancangan lantai produksi merupakan salah satu bagian dari perencanaan tata letak pabrik. Kelancaran produksi terganggu dapat dilihat dari lintasan produksi, total jarak, imbalance capacity (ketidakseimbangan kapasitas) dan floor space (ketersediaan ruang atau luas lantai) yang juga terkendala. Oleh karena itu sangat penting sekali memaksimalkan kelancaran aliran produksi dengan memperhatikan perancangan tata letak pabrik khususnya penanganan material handling agar biaya pemindahan bahan dapat diminimalisasi.
Perancangan tata letak lantai produksi dan area kerja adalah suatu permasalahan yang sering dijumpai dalam dunia industri manufaktur. Masalah ini tidak dapat dihindari, sekalipun hanya sekedar mengatur peralatan/ mesin di dalam ruangan atau lantai produksi, serta dalam ruang lingkup yang kecil dan sederhana. Dalam perencanaan tata letak lantai produksi, harus dipikirkan mengenai sistem pemindahan bahan (material handling). Pemindahan bahan antar mesin harus dilakukan secara efektif dan efisien.
melainkan harus melalui beberapa rangkaian proses yang menggunakan banyak mesin/ fasilitas produksi. Dengan demikian tidak dapat dihindari untuk melakukan aktivitas pemindahan bahan (material handling).
Proses pemindahan bahan dalam kegiatan produksi sangat mempengaruhi waktu penyelesaian produk. Waktu penyelesaian produk akan mempengaruhi kemampuan perusahaan untuk menyediakan produk yang tepat waktu bagi konsumen. Dalam beberapa hal pemindahan bahan yang efektif dan efisien dapat menekan biaya produksi dan meningkatkan keuntungan bagi perusahaan. Hal ini juga harus diterapkan di PT. Atmindo.
Dari permasalahan di atas, maka penelitian ini dimaksudkan untuk melakukan perbaikan pada lantai produksi dengan melakukan perhitungan terhadap momen perpindahan bahan yang terjadi di lantai produksi, biaya material handling dan waktu siklus yang ada. Selain itu, peneliti juga ingin mencoba mencari alternatif layout baru yang memiliki momen perpindahan, biaya material handling dan waktu siklus yang lebih minimal.
1.2. Rumusan Permasalahan
Berdasarkan latar belakang permasalahan di atas, maka dapat dirumuskan yang menjadi masalah pada PT. Atmindo adalah tingginya jarak antar mesin, kurang tepatnya susunan mesin-mesin sehingga terjadi back tracking dan aliran material yang tidak beraturan. Kriteria tata letak lantai produksi yang baik adalah tidak adanya back tracking, aliran material yang teratur serta jarak yang dekat di antara mesin-mesin yang memilki frekuensi perpindahan bahan yang tinggi (Apple, J. M., 1990).
1.3. Tujuan Penelitian
1.3.1. Tujuan Umum
1.3.2. Tujuan Khusus
Tujuan khusus dari penelitian ini adalah:
1. Mendapatkan rancangan tata letak lantai produksi dengan jarak pemindahan bahan yang minimum.
2. Mendapatkan rancangan tata letak lantai produksi dengan aliran perpindahan yang lebih teratur.
3. Mendapatkan rancangan tata letak lantai produksi dengan penempatan stasiun kerja yang lebih baik.
1.4. Manfaat Penelitian
Adapun manfaat yang bisa diambil dari penelitian ini adalah sebagai berikut: 1. Pihak Perusahaan
Hasil penelitian dapat dimanfaatkan oleh perusahaan bilamana akan diadakan perubahan tata letak (layout).
2. Pihak Peneliti
Bagi mahasiswa dapat dijadikan studi kasus dalam persoalan tata letak pabrik dan mencari solusi dari sudut pandang akademis.
3. Pihak Institusi
1.5. Ruang Lingkup Penelitian
Ruang lingkup dari penelitian ini adalah:
1. Perhitungan momen material handling pada lantai pabrik yang saat ini digunakan oleh PT. Atmindo.
2. Perancangan alternatif layout dan perhitungan momen material handling dari setiap alternatif layout.
3. Perancangan alternatif layout dan perhitungan biaya material handling dari setiap alternatif layout.
4. Perhitungan waktu siklus yang digunakan saat ini oleh PT. Atmindo dan waktu siklus dari rancangan usulan layout.
1.6. Batasan Masalah
Adapun batasan masalah adalah:
1. Perancangan usulan menggunakan Metode Grafik, Metode Systematic Layout Plant (SLP) dan menggunakan bantuan Software CRAFT.
2. Rancangan yang diusulkan adalah rancangan konseptual.
1.7. Asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Tidak terjadi penambahan jenis produk baru yang selama ini tidak pernah diproduksi PT. Atmindo yaitu boiler.
3. Proses produksi berjalan sesuai dengan standar kerja yang ada. 4. Kondisi lantai produksi tidak berubah selama penelitian.
5. Proses produksi berlangsung secara normal dan tidak ada gangguan atau perubahan urutan operasi yang mempengaruhi jalannya proses produksi. 6. Perhitungan perpindahan bahan antar mesin berdasarkan jarak pusat ke
2.1. Defenisi Tata Letak Pabrik
Tata letak pabrik dapat didefinisikan sebagai tata cara pengaturan
fasilitas-fasilitas pabrik dengan memanfaatkan luas area secara optimal guna menunjang
kelancaran proses produksi (Wignjosoebroto, S., 2003: 67) atau tata letak pabrik
(plant layout) dapat juga didefinisikan sebagai suatu rencana atau aktivitas
perencanaan, penyusunan yang optimal dari fasilitas-fasilitas suatu industri yang
meliputi tenaga kerja, peralatan operasi, ruang penyimpanan, peralatan penanganan
material, dan semua pelayanan pendukung sesuai dengan rancangan terbaik dari
struktur yang terdiri dari fasilitas-fasilitas ini. Tata letak yang baik selalu melibatkan
tata cara pemindahan bahan di pabrik, sehingga kemudian disebut tata letak pabrik
dan pemindahan bahan.
Rekayasawan yang merancang fasilitas harus mengevaluasi, menganalisis,
membentuk konsep dan mewujudkan sistem bagi pembuatan barang dan jasa. Dengan
kata lain, merupakan pengaturan tempat sumber daya fisik yang digunakan untuk
membuat produk. Rancangan ini umumnya digambarkan sebagai rencana lantai yaitu
susunan fasilitas fisik (perlengkapan, tanah, bangunan dan sarana lain) untuk
dan tata cara yang diperlukan untuk mencapai tujuan usaha secara efisien, ekonomis
dan aman (Apple, J. M., 1990: 2).
Pada dasarnya, dalam pengaturan fasilitas produksi dalam pabrik, dibedakan
atas dua hal yang akan diatur tata letaknya, yaitu:
1. Pengaturan tata letak mesin dan fasilitas produksi lainnya (machines
layout), yaitu pengaturan dari semua mesin-mesin dan fasilitas yang
diperlukan untuk proses produksi di dalam tiap-tiap departemen yang ada
di pabrik.
2. Pengaturan tata letak departemen, yaitu pengaturan bagian atau
departemen, serta hubungannya antara satu departemen dengan yang
lainnya di dalam pabrik.
2.2. Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik
Secara garis besar, tujuan utama dari tata letak pabrik adalah mengatur area
kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi yang
aman dan nyaman sehingga dapat menaikkan moral kerja dan kinerja (performance)
dari operator (Apple, J. M., 1990: 5-8). Lebih spesifik lagi, suatu tata letak pabrik
yang baik akan dapat memberikan keuntungan-keuntungan dalam sistem produksi,
sebagai berikut:
a. Memperlancar proses manufaktur
Tata letak pabrik yang direncanakan haruslah menjamin proses
1. Penyusunan peralatan dan mesin yang efektif sehingga aliran bahan
lancar dan mendekati garis lurus dengan mengurangi gerakan
bolak-balik.
2. Mengurangi waktu menunggu pada proses produksi.
3. Aliran bahan yang terencana sehingga setiap daerah kerja dapat
dibedakan dengan jelas untuk menghindari tercampurnya alat-alat
kerja.
b. Mengurangi proses pemindahan bahan (minimalisasi material handling)
Biaya pemindahan bahan merupakan salah satu elemen biaya dari total
biaya produksi yang harus dikeluarkan perusahaan. Perhitungan biaya
pemindahan bahan ini biasanya sebanding dengan jarak pemindahan
bahan yang harus ditempuh, sedangkan jarak pemindahan bahan dapat
dianalisis dengan memperhatikan tata letak fasilitas produksi yang ada di
pabrik. Karena itu, dalam perancangan tata letak pabrik diusahakan agar
jarak pemindahan bahan menjadi seminimal mungkin.
c. Menjaga fleksibilitas susunan peralatan
Kemungkinan perubahan jumlah dan bentuk produksi sangat penting
diperhatikan dalam tata letak pabrik. Tata letak pabrik yang baik dapat
dengan mudah diubah menurut kebutuhan produksi.
d. Mengurangi inventory in proscess
Sistem produksi pada dasarnya menghendaki sedapat mungkin agar bahan
secepat-cepatnya dan berusaha mengurangi bertumpuknya barang setengah jadi
(material in process). Hal ini dapat dilaksanakan dengan mengurangi
waktu tunggu (delay) dan mengurangi antrian bahan yang menunggu
untuk segera diproses.
e. Menurunkan investasi pada peralatan
Susunan mesin, peralatan dan susunan departemen yang tepat dan dapat
membantu menurunkan jumlah peralatan yang diperlukan.
f. Penghematan penggunaan luas lantai
Suatu perencanaan tata letak pabrik yang optimal akan mampu mengatasi
segala pemborosan pemakaian ruangan yang disebabkan oleh lalu lintas
bahan dalam pabrik, penumpukan material, jarak antar mesin yang
berlebihan dan lain-lain, serta akan berusaha untuk mengoreksi semua
pemborosan tersebut.
g. Memelihara pemakaian tenaga kerja seefektif mungkin
Tata letak pabrik yang tidak baik akan membutuhkan tenaga kerja yang
lebih besar sehingga merupakan suatu pemborosan. Pemakaian tenaga
kerja dengan efektif dan efisien dapat dilakukan dengan cara:
1. Mengurangi pemindahan bahan yang dilakukan secara menual.
2. Mengurangi faktor yang mengakibatkan pekerja banyak berjalan
dalam pabrik.
3. Melakukan keselarasan antara mesin dan operator sehingga antara
4. Mengadakan pengawasan yang efektif terhadap karyawan.
h. Memberikan suasana kerja yang menyenangkan
Memberikan suasana kerja yang menyenangkan kepada para pekerja
seperti pengaturan letak penerangan, ventilasi serta keselamatan kerja
yang terjamin.
2.3. Prinsip-Prinsip Dasar dalam Perencanaan Tata Letak Pabrik
Dalam perencanaan dan pengaturan tata letak pabrik, terdapat enam prinsip
dasar yang perlu diperhatikan (Muther, R., 1955: 7-8), antara lain:
a. Prinsip integrasi secara total
“That layout is best which integrates the men, material, machinery
supporting activities, and any other considerations in way that result in
the best compromise.”
Prinsip ini menyatakan bahwa tata letak pabrik adalah merupakan
integrasi secara total dari seluruh elemen produksi yang ada menjadi satu
unit operasi yang besar.
b. Prinsip jarak perpindahan bahan yang paling minimal
”Other things being equal, tha layout is best permits the materials to
move the minimum distance between operations.”
Hampir semua proses yang terjadi dalam suatu industri mancakup
beberapa gerakan perpindahan dari material, yang tidak bisa dihindari
operasi lain, waktu dapat dihemat dengan cara mengurangi perpindahan
jarak tersebut. Hal ini dapat dilaksanakan dengan menerapkan operasi
yang berikutnya sedekat mungkin dengan operasi sebelumnya.
c. Prinsip aliran suatu proses kerja
”Other things being equal, than layout is best that arranges the work area
for each operations or process in the same order or sequence that forms,
treats, or assembles the materials.”
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik
(back tracking), gerak memotong (cross movement), kemacetan
(congestion) dan sedapat mungkin material bergerak terus tanpa ada
interupsi. Ide dasar dari prinsip aliran konstan dengan minimum interupsi,
kesimpangsiuran dan kemacetan.
d. Prinsip pemanfaatan ruangan
”Economy is obtained by using effectively all available space-both
vertical and horizontal.”
Makna dasar tata letak adalah suatu pengaturan ruangan yang akan
dipakai oleh manusia, bahan baku, dan peralatan penunjang proses
produksi lainnya, yang memilki tiga dimensi yaitu aspek volume (cubic
space), dan bukan hanya sekedar aspek luas (floor space). Dengan
demikian, dalam perencanaan tata letak, faktor dimensi ruangan ini juga
e. Prinsip kepuasan dan keselamatan kerja
”Other things being equal, that layout is best which makes works
satisfying and safe for workers.”
Kepuasan kerja sangat besar artinya bagi seseorang, dan dapat dianggap
sebagai dasar utama untuk mencapai tujuan. Dengan membuat suasana
kerja menyenangkan dan memuaskan, maka secara otomatis akan banyak
keuntungan yang bisa kita peroleh. Selanjutnya, keselamatan kerja juga
merupakan faktor utama yang harus diperhatikan dalam perencanaan tata
letak pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak
menjamin atau bahkan justru membahayakan keselamatan orang yang
bekerja di dalamnya.
f. Prinsip fleksibilitas
”Other things being equal, that layout is best that can be adjusted and
rearrange at minimum cost and inconvenience”.
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi,
dan transportasi bergerak dengan cepat, yang mana hal ini akan
mengakibatkan dunia industri harus ikut berpacu mengimbanginya. Untuk
ini, kondisi ekonomi akan bisa tercapai apabila tata letak yang ada telah
direncanakan cukup fleksibel untuk diadakan penyesuaian/pengaturan
2.4. Jenis Persoalan Tata Letak Pabik
Masalah dan jenis persoalan dalam tata letak pabrik beragam jenisnya
(Apple, J. M., 1990: 16-18). Jenis dari persoalan tata letak pabrik adalah:
1. Perubahan rancangan
Seringkali perubahan rancangan produk menuntut perubahan proses atau
opersi yang diperlukan. Perubahan ini mungkin hanya memerlukan
penggantian sebagian kecil tata letak yang telah ada, atau berbentuk
perancangan ulang tata letak. Hal ini bergantung kepada perubahan yang
terjadi.
2. Perluasan departemen
Perluasan departemen dapat terjadi bila ada penambahan produksi suatu
komponen produk tertentu. Hal ini mungkin hanya berupa penambahan
sejumlah mesin yang dapat diatasi dengan membuat ruangan atau
mungkin diperlukan perubahan seluruh tata letak jika pertambahan
produksi menuntut perubahan proses.
3. Pengurangan departemen
Jika jumlah peroduksi berkurang secara drastis dan menetap, perlu
dipertimbangkan pemakaian proses yang berbeda dari proses sebelumnya.
Perubahan seperti mungkin menuntut disingkirkannya peralatan yang
4. Penambahan produk baru
Jika terjadi penambahan produk baru yang berbeda prosesnya dengan
produk yang telah ada, maka dengan sendirinya akan muncul masalah
baru. Peralatan yang ada dapat digunakan dengan menambah beberapa
mesin baru pada tata letak yang ada dengan penyusunan ulang minimum,
atau mungkin memerlukan persiapan departemen baru, dan mungkin juga
dengan pabrik baru.
5. Memindahkan satu departemen
Memindahkan satu departemen dapat menimbulkan masalah yang besar.
Jika tata letak yang ada masih memenuhi, hanya diperlukan pemindahan
ke lokasi lain. Jika tata letak yang ada sekarang tidak memenuhi lagi, hal
ini menghadirkan kemungkinan untuk perbaikan kekeliruan yang lalu.
Hal ini dapat berubah kearah tata letak ulang pada wilayah yang baru.
6. Penambahan departemen baru
Masalah ini dapat timbul karena adanya penyatuan, seperti pekerjaan
mesin bor dari seluruh departemen disatukan ke dalam satu departemen
terpusat. Masalah ini dapat juga terjadi karena kebutuhan pengadaan
suatu departemen untuk pekerjaan yang belum pernah ada sebelumnya.
Hal ini dapat terjadi untuk membuat suatu komponen yang selama ini
dibeli dari perusahaan lain.
Persoalan ini menuntut pemindahan peralatan yang berdekatan untuk
mendapatkan tambahan ruang.
8. Perubahan metode produksi.
Setiap perubahan kecil dalam suatu tempat kerja seringkali mempunyai
pengaruh terhadap tempat kerja yang berdekatan. Hal ini menuntut
peninjauan kembali atas wilayah yang terlibat.
9. Penurunan biaya
Hal ini merupakan akibat dari setiap keadaan pada masalah-masalah
sebelumnya.
10. Perencanaan fasilitas baru
Persoalan ini merupakan persoalan tata letak terbesar. Perancangan
umumnya tidak dibatasi oleh kendala fasilitas yang ada. Perancangan
bebas merencanakan tata letak yang paling baik yang dapat dipakai.
Bangunan dapat dirancang untuk menampung tata letak setelah
diselesaikan. Fasilitas dapat ditata untuk kegiatan manufaktur terbaik.
2.5. Jenis Tata Letak dan Dasar Pemilihannya
Susunan mesin dan peralatan pada suatu perusahaan akan sangat
mempengaruhi kegiatan produksi, terutama pada efektivitas waktu proses produksi
dan kelelahan yang dialami oleh operator di lantai produksi. Kegiatan yang
berhubungan dengan perancangan susunan unsur fisik suatu kegiatan dan selalu
rancangannya dikenal dengan Tata Letak Pabrik (Wignjosoebroto, S., 1996:
148-158).
Tata letak pabrik dapat didefenisikan sebagai perencanaan dan
penggabungan (integeration) dari aliran komponen-komponen suatu produk untuk
mendapatkan interelasi yang paling efektif dan paling ekonomis antara pekerja,
peralatan, pemindahan bahan mulai dari bagian penerimaan bahan baku sampai
pengolahan bahan dan akhirnya pengiriman produk jadi ke konsumen.
Tata letak pabrik yang baik dapat diartikan sebagai penyusunan yang teratur
dan efisien dari semua fasilitas-fasilitas pabrik dan tenaga kerja yang ada di pabrik.
Fasilitas pabrik disini tidak hanya mesin-mesin tetapi juga service area, termasuk
tempat penerimaan dan pengiriman barang, maintenance, gudang dan sebagainya. Di
samping itu juga, sangat penting diperhatikan keamanan dan kenyamanan pekerja
dalam melaksanakan pekerjaannya. Oleh karena itu, tata letak pabrik yang baik
adalah tata letak yang memiliki daerah kerja yang memiliki interrelation, sehingga
bahan-bahan dapat diproduksi secara ekonomis.
Tata letak pabrik sangat berkaitan erat dengan efesiensi dan efektivitas
pekerjaan. Hal ini dapat diuraikan sebagai berikut:
1. Kegiatan produksi akan lebih ekonomis bila aliran suatu bahan dirancang
dengan baik.
2. Pola aliran bahan menjadi dasar terhadap suatu susunan peralatan yang
3. Alat pemindahan bahan (material handling) akan mengubah pola aliran
bahan yang stasis menjadi dinamis dengan melengkapinya dengan alat
angkut yang sesuai.
4. Susunan fasilitas-fasilitas yang efektif disekitar pola aliran bahan akan
memberikan operasi yang efektif dari berbagai proses produksi yang
saling berhubungan.
5. Operasi yang efisien akan meminimumkan biaya produksi.
6. Biaya produksi yang minimum akan memberikan profit yang lebih tinggi.
Dalam tata letak pabrik, sangat ditentukan oleh susunan mesin-mesin yang
ada di pabrik, yang membentuk suatu aliran produksi.
Berdasarkan hal ini ada 4 (empat) tipe tata letak pabrik yang utama, yaitu:
1. Tata Letak Pabrik Berdasarkan Aliran Produksi (Product Layout atau Production
Line Product)
Product layout dapat didefenisikan sebagai metode atau cara pengaturan dan
penempatan semua fasilitas produksi yang diperlukan ke dalam suatu departemen
tertentu atau khusus. Suatu produk dapat dibuat/diproduksi sampai selesai di dalam
departemen tersebut. Bahan baku dipindahkan dari stasiun kerja ke stasiun kerja
lainnya di dalam departemen tersebut, dan tidak perlu dipindah-pindahkan ke
departemen yang lain.
Dalam product layout, mesin-mesin atau alat bantu disusun menurut urutan
garis perakitan. Product layout akan digunakan bila volume produksi cukup tinggi
dan variasi produk tidak banyak dan sangat sesuai untuk produksi yang kontinyu. Dan
gambar tata letak berdasarkan aliran produksi dapat dilihat pada Gambar 2.1.
Gambar 2.1. Tata Letak Berdasarkan Aliran Produksi (Product Layout)
(Wignjosoebroto, Sritomo, 2003)
Tujuan dari tata letak ini adalah untuk mengurangi proses pemindahan bahan
dan memudahkan pengawasan di dalam aktivitas produksi, sehingga pada akhirnya
terjadi penghematan biaya.
Keuntungan tipe product layout adalah:
1. Layout sesuai dengan urutan operasi, sehingga proses berbentuk garis.
2. Pekerjaan dari satu proses secara langsung dikerjakan pada proses berikutnya,
sebagai akibat inventori barang setengah jadi menjadi kecil.
4. Mesin dapat ditempatkan dengan jarak yang minimal, konsekuensi dari operasi ini
adalah material handling dapat dikurangi.
5. Memerlukan operator dengan keterampilan yang rendah, training operator tidak
lama dan tidak membutuhkan banyak biaya.
6. Lokasi yang tidak begitu luas dapat digunakan untuk transit dan penyimpanan
barang sementara.
7. Memerlukan aktivitas yang sedikit selama proses produksi berlangsung.
Sedangkan kerugian dari product layout adalah:
1. Kerusakan dari satu mesin akan mengakibatkan terhentinya proses produksi.
2. Layout ditentukan oleh produk yang diproses, perubahan desain produk
memerlukan penyusunan layout ulang.
3. Kecepatan produksi ditentukan oleh mesin yang beroperasi paling lambat.
4. Membutuhkan supervisi secara umum tidak terspesifikasi.
5. Membutuhkan investasi yang besar karena mesin yang sejenis akan dipasang lagi
kalau proses yang sejenis diperlukan.
2. Tata Letak Pabrik Berdasarkan Fungsi (Process Layout)
Dalam process/functional layout semua operasi dengan sifat yang sama
dikelompokkan dalam departemen yang sama pada suatu pabrik/industri. Mesin,
peralatan yang mempunyai fungsi yang sama dikelompokkan jadi satu, misalnya
dan mesin mill dijadikan satu departemen. Dengan kata lain material dipindah
menuju departemen-departemen sesuai dengan urutan proses yang dilakukan.
Gambar tata letak pabrik berdasarkan fungsi proses dapat dilihat pada Gambar 2.2.
Gambar 2.2. Tata Letak Berdasarkan Fungsi Proses (Process Layout)
(Wignjosoebroto, Sritomo, 2003)
Proses layout dilakukan bila volume produksi kecil, dan terutama untuk
jenis produk yang tidak standar, biasanya berdasarkan order. Kondisi ini disebut
sebagai job shop. Tata letak tipe process layout banyak dijumpai pada sektor industri
manufaktur maupun jasa.
Kelebihan atau keuntungan menggunakan layout tipe ini adalah:
1. Penggunaan mesin dapat dilakukan dengan efektif, konsekuensinya memerlukan
sedikit mesin.
2. Fleksibilitas tenaga kerja dan fasilitas produksi besar dan sanggup berbagai macam
3. Investasi mesin relatif kecil karena digunakan mesin yang umum (general
purpose).
4. Keragaman tugas membuat tenaga kerja lebih tertarik dan tidak bosan.
5. Adanya aktivitas supervisi yang lebih baik dan efisien melalui spesialisasi
pekerjaan, khususnya untuk pekerjaan yang sulit dan memerlukan ketelitian yang
tinggi.
6. Mudah untuk mengatasi breakdown pada mesin, yaitu dengan cara
memindahkannya ke mesin yang lain dan tidak menimbulkan hambatan-hambatan
dalam proses produksi.
Sedangkan sisi kelemahan atau kekurangannya adalah:
1. Aliran proses yang panjang mengakibatkan material handling lebih mahal karena
aktivitas pemindahan material. Hal ini disebabkan karena tata letak mesin
tergantung pada macam proses atau fungsi kerjanya dan tidak tergantung pada
urutan proses produksi.
2. Total waktu produksi lebih panjang.
3. Inventori barang setengah jadi cukup besar, jadi menyebabkan penambahan
tempat.
4. Diperlukan keterampilan tenaga kerja yang tinggi guna menangani berbagai
macam aktivitas produksi yang memiliki variasi besar.
5. Kesulitan dalam menyeimbangkan tenaga kerja dari setiap fasilitas produksi karena
3. Tata Letak Pabrik Berdasarkan Kelompok Produk (Group Technology Layout)
Tipe tata letak ini, biasanya komponen yang tidak sama dikelompokkan ke dalam
satu kelompok berdasarkan kesamaan bentuk komponen, mesin atau peralatan yang
dipakai. Pengelompokkan bukan didasarkan pada kesamaan penggunaan akhir.
Mesin-mesin dikelompokkan dalam satu kelompok dan ditempatkan dalam sebuah
manufacturing cell. Gambar tata letak pabrik berdasarkan kelompok produk dapat
dilihat pada Gambar 2.3.
Gambar 2.3. Tata Letak Berdasarkan Kelompok Produk (Wignjosoebroto, Sritomo, 2003)
Kelebihan tata letak berdasarkan kelompok teknologi ini adalah:
1. Karena group technology memanfaatkan kesamaan komponen/ produk maka dapat
2. Penyusunan mesin didasarkan atas family produk sehingga dapat mengurangi
waktu set up, mengurangi ongkos material handling dan mengurangi area lantai
produksi.
3. Apabila ada urutan proses yang terhenti maka dapat dicari alternatif lain.
4. Mudah mengidentifikasi bottlenecks dan cepat merespon perubahan jadwal.
5. Operator makin terlatih, cacat produk dapat dikurangi dan dapat mengurangi bahan
yang terbuang.
Seperti halnya tipe tata letak fasilitas yang lain, tipe tata letak berdasarkan
kelompok produk juga mempunyai kekurangan-kekurangan yaitu:
1. Utilisasi mesin yang rendah.
2. Memungkinkan terjadinya duplikasi mesin.
3. Biaya yang cukup tinggi untuk realokasi mesin.
4. Membutuhkan tingkat kedisiplinan yang tinggi karena ada kemungkinan
komponen yang diproses berada pada sel yang salah.
4. Layout Berposisi Tetap (Fixed Position Layout)
Sistem berdasarkan product layout maupun process layout, produk bergerak
menuju mesin sesuai dengan urutan proses yang dijalankan. Layout yang berposisi
tetap ditunjukkan bahwa mesin, manusia serta komponen-komponen bergerak menuju
lokasi material untuk menghasilkan produk. Layout ini biasanya digunakan untuk
mudah untuk dilakukan pemindahan. Contoh dari industri ini adalah industri pesawat
terbang, penggalangan kapal, pekerjaan konstruksi bangunan. Dan gambar tata letak
berdasarkan posisi tetap dapat dilihat pada Gambar 2.4.
Gambar 2.4. Tata Letak Berposisi Tetap (Fixed Position Layout)
(Wignjosoebroto, Sritomo, 2003)
Keuntungan tata letak tipe ini adalah:
1. Karena yang berpindah adalah fasilitas-fasilitas produksi, maka perpindahan
material dapat dikurangi.
2. Bila pendekatan kelompok kerja digunakan dalam kegiatan produksi, maka
kontinuitas produksi dan tanggung jawab kerja bisa tercapai dengan
sebaik-baiknya.
Sedangkan kerugian dari tipe tata letak ini adalah:
1. Adanya peningkatan frekuensi pemindahan fasilitas produksi atau operator pada
2. Adanya duplikasi peralatan kerja yang akhirnya menyebabkan perubahan space
area dan tempat untuk barang setengah jadi.
3. Memerlukan pengawasan dan koordinasi kerja yang ketat khususnya dalam
penjadwalan produksi.
2.6. Persoalan Pemindahan Bahan dan Pengaruhnya Terhadap Tata Letak Pabrik
Sistem pemindahan bahan baku memegang peranan penting dalam
perencanaan suatu pabrik. Untuk merubah bahan baku menjadi produk jadi
diperlukan aktivitas pemindahan bahan, sekurang- kurangnya satu dari tiga elemen
dasar sistem produksi: bahan baku, orang/pekerja, atau mesin dan peralatan produksi.
Pada sebagaian besar proses manufaktur, bahan baku akan lebih sering berpindah dari
pada pekerja atau mesin, sehingga perencanaan tata letak pabrik tidak bisa
mengabaikan aktivitas pemindahan bahan. Demikian pula sebaliknya, tidak mungkin
menerapkan sistem pemindahan bahan secara efektif tanpa memperhatikan masalah
umum yang dijumpai dalam perencanaan tata letaknya.
2.6.1. Pengertian Umum Pemindahan Bahan
Pengertian dari pemindahan bahan (material handling) dirumuskan oleh
American Material Handling Society (AMHS), yaitu sebagai suatu seni dari ilmu
yang meliputi penanganan (handling), pemindahan (moving), pembungkusan/
(controlling) dari bahan atau material dengan segala bentuknya. Dalam kaitannya
dengan pemindahan bahan, maka proses pemindahan bahan ini akan dilaksanakan
dari satu lokasi ke lokasi yang lain baik secara vertikal, horizontal maupun lintasan
yang membentuk kurva. Demikian pula lintasan ini dapat dilaksanakan dalam suatu
lintasan yang tetap atau berubah-ubah.
2.6.2. Tujuan Utama Kegiatan Pemindahan Bahan
Kegitan pemindahan bahan merupakan kegitan yang membutuhkan biaya
dan ikut mempengaruhi struktur biaya produksi, sehingga perlu dilakukan
perencanaan, pengawasan, pengendalian serta perbaikan agar tujuan kegiatan
pemindahan bahan itu sendiri dapat tercapai (Apple, J. M., 1990: 226), yaitu:
1. Meningkatkan kapasitas produksi
Peningkatan kapasitas produksi ini dapat dicapai melalui:
a. Peningkatan produksi kerja per man-hour.
b. Peningkatan efisiensi mesin atau peralatan dengan mengurangi
down-time.
c. Menjaga kelancaran aliran kerja dalam pabrik.
d. Perbaikan pengawasan terhadap kegiatan produksi.
2. Mengurangi limbah buangan (waste)
Untuk mencapai tujuan ini, maka dalam kegiatan pemindahan bahan
a. Pengawasan yang sebaik-baiknya terhadap keluar masuknya
persediaan material yang dipindahkan.
b. Eliminasi kerusakan pada bahan selama pemindahan berlangsung.
c. Fleksibilitas untuk memenuhi ketentuan-ketentuan dan kondisi-kondisi
khusus dalam memindahkan bahan ditinjau dari sifatnya.
3. Memperbaiki kondisi area kerja
Pemindahan bahan yang baik akan dapat memenuhi tujuan ini, dengan
cara:
a. Memberikan kondisi kerja yang lebih nyaman dan aman.
b. Mengurangi faktor kelelahan bagi pekerja/ operator.
c. Menigkatkan perasaan nyaman bagi operator.
d. Memacu pekerja untuk mau bekerja lebih produktif lagi.
4. Memperbaiki distribusi material
Dalam hal ini, kegiatan material handling memiliki sasaran:
a. Mengurangi terjadinya kerusakan terhadap produk selama proses
pemindahan bahan dan pengiriman.
b. Memperbaiki jalur pemindahan bahan.
c. Memperbaiki lokasi dan pengaturan dalam fasilitas penyimpanan.
d. Meningkatkan efisiensi dalam hal pengiriman barang dan penerimaan.
5. Mengurangi biaya
Pengurangan biaya ini dapat dicapai melalui:
b. Pemanfaatan luas area untuk kepentingan yang lebih baik.
c. Peningkatan produktivitas.
2.6.3. Minimisasi Material Handling
Masalah pemindahan bahan mencakup kemungkinan bahwa sumber atau
tujuan dapat dipergunakan sebagai titik antara dalam mencari hasil optimal.
Minimisasi material handling adalah kegiatan untuk memperkecil jumlah
perpindahan yang dapat dirumuskan sebagai berikut:
( )
ij ijX ij = Frekuensi Perpindahan material dari mesin i ke mesin j
d ij = Jarak Perpindahan dari mesin i ke mesin j
n = Jumlah mesin
2.6.4. Biaya Pemindahan Bahan (Material Handling)
Tujuan dari analisis pemindahan bahan baku (material handling) adalah
mencapai pemindahan bahan yang tertib dan teratur tanpa mengganggu proses
digunakan untuk menghitung ongkos material handling (OMH) adalah sebagai
nmat = jumlah unit yang dipindah
C = kapasitas alat angkut (unit)
Sehingga biaya pemindahan bahan baku dapat dihitung dengan persamaan berikut:
OMH = r × f ×OMH /m... (2.5)
OMH = ongkos material handling
r = jarak perpindahan (m)
f = frekuensi pemindahan
Sehingga penentuan biaya angkut material handling dapat dihitung dengan
persamaan berikut:
2.7. Teknik Analisis Aliran Bahan
Pengaturan departemen-departemen dalam suatu pabrik didasarkan pada
aliran bahan (material) di antara fasilitas-fasilitas produksi atau
departemen-departemen tersebut. Untuk mengevaluasi alternatif perencanaan tata letak
departemen atau tata letak fasilitas produksi, maka diperlukan aktivitas pengukuran
aliran bahan dalam sebuah analisis teknis (Wignjosoebroto, S., 2003: 175-206).
Ada banyak teknik analisis yang dapat digunakan untuk mengevaluasi dan
menganalisis aliran bahan. Teknik-teknik ini dibagi ke dalam dua kategori:
1. Teknik Analisis Kuantitatif
Metode ini merupakan teknik analisis modern dengan menggunakan
diklasifikasikan sebagai penelitian operasional dan seringkali harus menggunakan
program-program komputer khusus untuk melakukan perhitungan yang rumit.
2. Teknik Analisis Konvensional
Metode ini telah digunakan selama bertahun-tahun, relatif mudah untuk
digunakan, bertitik berat pada cara grafis. Secara keseluruhan teknik konvensional
merupakan alat terbaik yang dapat digunakan terutama untuk tujuan analisis
aliran bahan. Beberapa teknik yang termasuk ke dalam kategori teknik
konvensional antara lain: Assembly Chart, Peta Proses Operasi, Multi Product
Process Chart, Diagram Tali, Peta Proses, Flow Diagram, Flow Process Chart,
Travel Chart dan Peta Prosedur.
Dalam penelitian ini akan digunakan dua macam teknik konvensional yang
saling melengkapi dalam penggunaanya untuk menganalisis aliran bahan sehingga
diharapkan tujuan penelitian ini tercapai. Teknik konvensional tersebut adalah Multi
Product Process Chart, String Diagram dan Travel Chart.
2.7.1. Multi Product Process Chart
Multi Product Process Chart atau sering disebut sebagai peta ”Darab
Proccess Product” adalah sebuah peta yang digunakan untuk menggambarkan aliran
atau urutan operasi kerja yang menghasilkan produk dengan banyak jenis atau banyak
part. Peta ini terutama berguna untuk menunjukkan keterkaitan produksi antara
Bentuk umum dari Multi Product Process Chart dapat digambarkan sebagai
sebuah tabel yang terdiri atas kolom dan baris. Pada kolom sebelah kiri, secara umum
dicantumkan nama departemen, kegiatan, proses atau mesin dan peralatan produksi
yang harus dilalui komponen atau produk. Disepanjang garis atas, dari kiri ke kanan,
dituliskan nama komponen atau produk yang sedang dibahas. Urutan operasi
produksi untuk tiap produk atau komponen dicatat dalam tabel dibawah produk atau
komponen yang sesuai dan sejajar dengan proses, mesin, atau departemen yang sesuai
dengan bentuk lingkaran yang di dalamnya dicantumkan nomor operasi. Untuk lebih
jelasnya, dapat dilihat pada Gambar 2.5.
Produk
Operasi 001 002 003 004 005 006 007
A
B
C
D
E
Gambar 2.5. Multi Product Process Chart
(Wignjosoebroto, Sritomo, 2003)
2.7.2. Travel Chart
Travel Chart sering disebut juga sebagai From to Chart atau Trip Frequecy
Chart, merupakan suatu teknik konvensional yang umum digunakan untuk
sangat berguna untuk kondisi dimana terdapat banyak produk atau item yang
mengalir melalui suatu area (Purnomo, H., 2004: 102).
Pada tata letak yang berdasarkan produk (product layout) tidak diperlukan
adanya penggunaan travel chart ini, namun untuk tipe layout berdasarkan proses
(process layout), maka travel chart dapat membantu dalam melakukan penyusunan
mesin-mesin dan peralatan produksi secara sistematis.
Dari Travel Chart yang telah dibuat, kemudian dikembangkan sebuah layout
skematik, dimana lingkaran-lingkaran kecil digunakan untuk menggambarkan
kegiatan operasi produksi atau departemen, dan garis-garis penghubung antara satu
lingkaran dengan lingkaran lainnya merupakan gambaran dari hubungan kegiatan
pemindahan bahan antara operasi yang ditunjukkannya. Pada garis ini dicantumkan
angka-angka yang merupakan data yang digunakan sebagai dasar untuk analisis.
Contoh Travel Chart dapat dilihat pada Gambar 2.6.
Ke Dari
A B C D E F G H I Total
A 2 2 3 1 8
B 1 1 1 3
C 1 2 2 5
D 3 3 2 2 10
E 1 1 1 3
F 1 1 1 1 1 5
G 1 1 2 6
Total 0 3 4 7 4 6 5 6 4
Gambar 2.6. Travel Chart
Setelah pembentukan Travel Chart maka pembentukan layout skematik dan
contoh layout skematik dapat dilihat pada Gambar 2.7.
Gambar 2.7. Layout Skematik (Wignjosoebroto, Sritomo, 2003)
2.8. Metode Grafik
Metode grafik merupakan metode perancangan tata letak yang menggunakan
grafik kedekatan (adjacency graph) sebagai penghubung antara
departemen-departemen atau fasilitas-fasilitas yang ada dengan tujuan untuk memperoleh bobot
terbesar (Purnomo, H., 2004: 137). Bobot terbesar diperoleh dengan menjumlahkan
masing-masing nilai pada busur yang dibuat.
Tahap-tahap/prosedur pembentukan metode grafik:
1. Pengumpulan data jarak dan luasan antar departemen dan pembuatan activity
relationship chart (ARC).
2. Pembuatan peta dari departemen ke departemen lain yang diambil dari peta
operasi.
3. Pembentukan alternatif blocklayout. A
D
G H
E B
4. Pemilihan blocklayout terbaik dilihat dari jumlah bobot lebih besar.
5. Memilih pasangan departemen yang memiliki bobot terbesar.
6. Memilih departemen ketiga yang masuk dalam grafik, kemudian dipilih bobot
penjumlahan terbesar.
7. Segitiga yang telah terbentuk kemudian digabungkan dengan departemen yang
belum masuk dalam grafik sampai semua departemen masuk dalam grafik dan
tetap dipilih pasangan antar departemen yang memiliki bobot terbesar adalah
yang terbaik.
8. Langkah terakhir adalah menyusun ulang block layout yang sesuai grafik
kedekatan.
Metode Grafik harus memiliki data jarak antar departemen dan
menggambarkan hubungan kedekatan antar departemen dengan Activity Relationship
Chart (ARC). Perancangan layout dengan metode grafik adalah dengan menyusun
blocklayout yang memiliki grafik kedekatan.
2.9. Metode Systematic Layout Plant (SLP)
Systematic Layout Plant (SLP) pertama dibuat oleh Richard Muther (1973).
Muther mengembangkan prosedur layout yang lebih baik yang disebut Systematic
Layout Plant. Perancangan layout menggunakan Systematic Layout Plant (SLP)
dibuat untuk menyelesaikan permasalahan yang menyangkut berbagai macam
service, perakitan dan aktivitas-aktivitas perkantoran lainnya (Purnomo, H., 2004:
120).
Tahap-tahap/prosedur pembentukan metode Systematic Layout Plant (SLP):
1. Pengumpulan data (gambar kerja (flow process chart), daftar komponen, bills of
material), pembuatan peta proses operasi dan rancangan jadwal produksi.
2. Menganalisis aliran material (flow of material), untuk menganalisis pengukuran
kuantitatif untuk setiap gerakan perpindahan material di antara
departemen-departemen atau aktivitas-aktivitas operasional. Biasanya sering digunakan
peta-peta atau diagram-diagram sebagai berikut:
a.Peta aliran proses.
b.Diagram alir.
c.Peta proses produk banyak.
d.From to chart.
e.Peta hubungan aktivitas.
f. Peta perakitan.
3. Menganalisis hubungan aktivitas, untuk mendapatkan atau mengetahui biaya
pemindahan dari material dan bersifat kuantitatif sedang analisis lebih bersifat
kualitatif dalam perancangan layout disebut Activity Relationship Chart (ARC).
4. Pembuatan diagram hubungan ruangan.
5. Menghitung kebutuhan luasan daerah.
Secara singkat metode Systematic Layout Plant (SLP) adalah merancang
layout dengan memperhatikan proses yang ada dan hubungan kedekatan
masing-masing departemen berdasarkan aliran material. Metode tersebut terdiri dari 3 (tiga)
tahapan yaitu tahap analisis, tahap penelitian dan tahap seleksi dengan cara
mengevaluasi.
Dan langkah-langkah dasar dari metode Systematic Layout Plant (SLP)
dapat dilihat pada Gambar 2.8 di bawah ini.
1. Data Masukan dan aktivitas
4. Diagram hubungan aktivitas dan/ atau aliran
2. Aliran Material 3. Hubungan Aktivitas
5. a. Kebutuhan ruangan
5. b. Ruangan yang tersedia
6. Diagram hubungan ruangan
8. Pembuatan alternatif tata letak
9. Evaluasi
7. a Modifikasi 7. b. Batasan praktis
2.10. Computerized Layout
Dewasa ini sering diaplikasikan teknik analitik dengan bantuan komputer
dalam pengembangan tata letak. Penggunaan komputer dalam menyelesaikan
masalah tata letak mempunyai beberapa keuntungan dibandingkan pendekatan
manual tradisional. Pertama, dengan komputer perhitungan dapat dilakukan lebih
cepat dibandingkan prosedur manual. Kedua, komputer mampu untuk menyelesaikan
masalah yang kompleks. Ketiga, pada proses perancangan menggunakan komputer
lebih ekonomis dibandingkan perancangan dengan manual oleh manusia.
Tata letak dengan bantuan komputer mempertimbangkan aliran antar
departemen dapat secara kuantitatif dicatat dalam sebuah Form to Chart atau secara
kualitatif dicatat di dalam sebuah Relationship Chart. Tata letak dengan bantuan
komputer yang dikenal antara lain CRAFT (Computerized Relative Allocation of
Techniques), COFAD (Computerized Facilities Design), PLANET (Plant Layout
Analysis and Evaluation Technique), CORELAP (Computerized Relationship Layout
Technique), ALDEP (Automated Layout Design Program), BLOCPLAN.
2.10.1. BLOCPLAN
BLOCPLAN merupakan sistem perancangan tata letak fasilitas yang
dikembangkan oleh Donaghey dan Pire pada departemen teknik industri, Universitas
Houston. Program ini membuat dan mengevaluasi tipe-tipe tata letak dalam merespon
data masukan. BLOCPLAN mempunyai kemiripan dengan CRAFT dalam
1. BLOCPLAN dapat menggunakan peta keterkaitan sebagai input data,
sedangkan CRAFT hanya menggunakan peta dari- ke (form to-chart).
2. CRAFT dalam menghitung biaya tata letak dapat diukur baik berdasarkan
ukuran jarak maupun dengan kedekatan sedangkan BLOCPLAN tidak.
3. Jumlah baris di dalam BLOCPLAN ditentukan oleh program dan
biasanya dua atau tiga baris.
BLOCPLAN memiliki kelemahan yaitu tidak akan menangkap initial layout
secara akurat. Pengembangan tata letak hanya dapat dicari dengan melakukan
perubahan atau pertukaran letak departemen satu dengan lainnya.
2.10.2. ALGORITMA GENETIKA
Algoritma genetika adalah algoritma pencarian heuristik yang didasarkan
atas mekanisme evolusi biologis. Keberagaman pada evolusi biologis adalah variasi
dari kromosom antar individu organisme. Variasi kromosom ini akan mempengaruhi
laju reproduksi dan tingkat kemampuan organisme untuk tetap hidup.
Pada dasarnya ada 4 kondisi yang sangat mempengaruhi proses evaluasi yaitu:
1. Kemampuan organisme untuk melakukan reproduksi.
2. Keberadaan populasi organisme yang bisa melakukan reproduksi.
3. Keberagaman organisme dalam suatu populasi.
4. Perbedaan kemampuan untuk survive.
Komponen-komponen utama Algoritma Genetika:
2. Prosedur Inisialisasi.
3. Fungsi Evaluasi.
4. Seleksi.
5. Operator Genetika.
6. Penentuan Parameter.
2.10.3. SIMULATED ANNEALING
Ide dasar simulated annealing terbentuk dari pemrosesan logam. Annealing
(memanaskan kemudian mendinginkan) dalam pemrosesan logam ini adalah suatu
proses bagaimana membuat bentuk cair berangsur-angsur menjadi bentuk yang lebih
padat seiring dengan penurunan temperatur. Simulatedannealing biasanya digunakan
untuk penyelesaian masalah yang mana perubahan keadaan dari suatu kondisi ke
kondisi yang lainnya membutuhkan ruang yang sangat luas, misalkan perubahan
gerakan dengan menggunakan permutasi pada masalah penentuan tata letak fasilitas.
Pada simulated annealing, ada 3 (tiga) parameter yang sangat menentukan
yaitu tetangga, gain, temperatur, pembangkitan bilangan random. Tetangga akan
sangat berperan dalam membentuk perubahan pada solusi sekarang. Pembangkitan
bilangan random akan berimplikasi adanya probabilitas.
Dari algoritma tersebut, sebenarnya secara umum ada 3 (tiga) hal yang perlu
disoroti pada simulated annealing adalah:
2. Nilai T0 biasanya ditetapkan cukup besar (tidak mendekati nol), karena jika T
mendekati 0 maka gerakan simulated annealing akan sama dengan hill climbing.
3. Kriteria yang digunakan untuk memutuskan apakah temperatur sistem
seharusnya dikurangi.
4. Berapa besarnya pengurangan temperatur dalam setiap waktu.
2.10.4. CRAFT
Tata letak menggunakan software Computerized Relatfue Allocation
Facilities Technique atau yang sering dikenal dengan CRAFT. CRAFT merupakan
singkatan dari Computerized Relatfue Allocation Facilities Technique pertama kali
diperkenalkan pada Armour, Buff, dan Vollman (1964). CRAFT merupakan salah
satu algoritrna pertama dalam literatur. CRAFT menggunakan from to chart sebagai
input. Biaya layout ditentukan berdasarkan jarak center. Departemen tidak dibatasi
dalam bentuk rectangular.
CRAFT menggunakan data aliran barang sebagai dasar bagi pengembangan
hubungan kedekatan, dalam batasan beberapa satuan ukuran (kg/hari, satuan/tahun,
muatan/minggu) antara pasangan-pasangan kegiatan untuk membentuk suatu matriks
bagi program ini.
Data masukan lainnya memberi kemungkinan pemasukan biaya pemindahan
tiap satuan pemindahan, dan tiap satuan jarak. Bila masukan seperti ini tidak tersedia,
atau tidak mencukupi, dapat diatasi dengan memasukkan angka 1 untuk semua biaya