PERENCANAAN JADWAL INDUK PRODUKSI PADA PT. MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
ATANIA RASBINA S P 070403068
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
PERENCANAAN JADWAL INDUK PRODUKSI PADA
PT. MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
oleh
ATANIA RASBINA S P 070403068
Disetujui Oleh :
Pembimbing I Pembimbing II
(Prof. Dr.Ir. Sukaria Sinulingga, M.Eng) (Ikhsan Siregar, ST, M.Eng )
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
ABSTRAK
PT. Morawa Electric Transbuana yang berlokasi di Jalan Raya Medan Tanjung Morawa Km. 20.5, Kabupaten Deli Serdang, Sumatera Utara, adalah perusahaan yang bergerak di bidang perakitan transformator tegangan tinggi yang berproduksi berdasarkan pesanan (make-to-order). Perusahaan ini sering mengalami keterlambatan penyelesaian order dari waktu yang telah ditetapkan bagian produksi. Hal ini terjadi mayoritas disebabkan sistem perencanaan operasional yang kurang terintegrasi dengan mempertimbangkan kapasitas produksi. Saat order dari konsumen datang, perusahaan langsung menerima order tersebut tanpa meninjau terlebih dahulu sumber daya kapasitas produksi yang tersedia. Perusahaan juga memproduksi setiap transformator yang di-order hanya berdasarkan pertimbangan dan pengalaman dari kepala bagian produksi, tanpa menganalisis jadwal proses operasi di lantai pabrik. Sehingga bagian produksi sering tidak dapat menyelesaikan order dari konsumen sesuai dengan batas waktu yang telah ditetapkan dan sering mengadakan kerja lembur (overtime) pada saat pekerjaan menumpuk.
Dengan adanya jadwal induk produksi yang berfungsi sebagai basis dalam penentuan jadwal proses operasi di lantai pabrik, dan jadwal alokasi sumber daya untuk mendukung jadwal pengiriman produk kepada konsumen, maka perusahaan akan dapat melakukan kegiatan produksi secara terencana dan terkendali. Oleh sebab itu, PT. Morawa Electric Transbuana memerlukan perencanaan jadwal induk produksi transformator agar dapat melakukan pengendalian kegiatan produksi secara terintegrasi.
Penelitian ini bertujuan untuk mendapatkan rancangan jadwal induk produksi dalam upaya memenuhi jadwal pengiriman produk kepada pelanggan pada PT. Morawa Electric Transbuana. Dari hasil penyusunan jadwal induk produksi, semua produk yang dipesan dapat diselesaikan 1 minggu sebelum tanggal yang telah ditetapkan konsumen atau dengan kata lain tidak ditemukan keterlambatan penyelesaian order pada lantai produksi dan juga dapat diperoleh rencana kapasitas kasar yang dibutuhkan perusahaan.
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah
memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar
sarjana teknik di Departemen Teknik Industri, program studi reguler strata satu,
Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas sarjana
ini adalah “Perencanaan Jadwal Induk Produksi pada PT. Morawa Electric
Transbuana”.
Penulis menyadari masih banyak kekurangan dalam penulisan tugas
sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan
yang sifatnya membangun untuk menyempurnakan tugas sarjana ini. Semoga
tugas sarjana ini dapat bermanfaat bagi semua pihak yang memerlukannya.
Medan, Desember 2012
Penulis,
UCAPAN TERIMA KASIH
Puji syukur dan terimakasih penulis ucapkan kepada Tuhan Yang Maha
Esa yang telah memberikan kesempatan kepada penulis untuk mengikuti
pendidikan di Departemen Teknik Industri USU serta telah memberikan kekuatan
bagi penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini, penulis telah mendapatkan bimbingan
dan bantuan dari berbagai pihak, baik berupa materi, moral, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT dan Bapak Ir. Mangara Tambunan, M.Sc selaku
Koordinator Tugas Sarjana Departemen Teknik Industri Universitas Sumatera
Utara.
4. Bapak Prof. Dr. Ir. Sukaria S, M.Eng selaku Koordinator Bidang Manufaktur
Departemen Teknik Industri Universitas Sumatera Utara yang telah
memberikan dukungan dan arahan dalam pengajuan judul tugas sarjana dan
selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan
5. Bapak Ikhsan Siregar, ST, M.Eng selaku Dosen Pembimbing II atas waktu,
bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam
penyelesaian tugas sarjana ini.
6. Pegawai Departemen Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina,
Bang Nurmansyah, dan Ibu Ani, yang telah membantu administrasi
pelaksanaan tugas sarjana ini.
7. Bapak Francis Rajagukguk selaku Kepala Bagian Produksi dan juga kepada
seluruh staf dan karyawan PT. Morawa Electric Transbuana yang telah
membantu penulis dalam melaksanakan penelitian tugas sarjana di
perusahaan tersebut dan meluangkan waktu dalam membimbing penulis
sehingga penelitian ini dapat diselesaikan dengan baik .
8. Kedua orangtua (P. Sembiring Pandia dan L. Sinuhaji), adikku (Lizda
Dwiyana, Amd dan Brema Pandia) dan seluruh keluarga besar penulis yang
telah banyak mendukung dan mendoakan penulis dalam pengerjaan tugas
sarjana.
9. Lidya, Sinur, Elizabeth, Melisa dan seluruh rekan-rekan stambuk 2007 yang
tidak dapat disebutkan satu-persatu, atas dukungan, kerjasama yang baik,
masukan serta motivasi yang diberikan kepada penulis.
10. Teman-teman kelompok (Kak Trisna, Yetty, Putri, dan Frisilia) yang
senantiasa memberi semangat dan mengajarkan penulis untuk tetap berharap
11. Adik-adik kelompok (Iwin, Samarpal, Dedy, Rido, Daniel, Ijin, Putra,
Ardiko, Abram, Nathan, Liel, Roynaldo, Vernando, dan Korintus) yang
memberi semangat bagi penulis selama pengerjaan tugas sarjana ini.
Kepada semua pihak yang telah membantu dalam menyelesaikan tugas
sarjana ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... ix
DAFTA TABEL ... xv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xix
I PENDAHULUAN ... I-1
1.1. Latar belakang Masalah ... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-4
1.4. Manfaat Penelitian ... I-4
1.5. Batasan dan Asumsi Penelitian ... I-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
I I GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi ... II-2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-4
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan ... II-4
2.3.3.1. Tenaga Kerja ... II-4
2.3.3.2. Jam Kerja ... II-7
2.3.4. Sistem Pengupahan ... II-7
2.4. Jumlah dan Spesifikasi Produk ... II-8
2.5. Bahan ... II-9
2.5.1. Bahan Baku ... II-9
2.5.2. Bahan Penolong ... II-11
2.5.3. Bahan Tambahan ... II-12
2.6. Uraian Proses Produksi ... II-13
2.6.1. Proses Pemotongan Silikon (Silicon Steel Cutting) ... II-13
2.6.2. Penggulungan Inti Trafo (Core Winding) ... II-14
2.6.3. Penimbangan Berat Inti (Weight Measurement) ... II-15
2.6.4. Proses Annealing ... II-16
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.6.6. Proses Pemotongan dan Pembuatan Kertas Isolasi ... II-18
2.6.7. Penggulungan Kumparan (Coil Winding) ... II-19
2.6.8. Pemasangan dan Koneksi Kumparan ... II-21
2.6.9. Pengeringan Gulungan Kumparan (First Drying) ... II-21
2.6.10.Finishing ... II-22
2.7. Mesin dan Peralatan ... II-25
2.7.1. Mesin ... II-25
2.7.2. Peralatan ... II-26
2.7.3. Utilitas ... II-26
2.7.4. Safety and Fire Protection ... II-27
2.7.5. Waste Treatment ... II-28
2.7.6. Maintenance ... II-28
2.7.7. Tata Letak Pabrik ... II-28
III LANDASAN TEORI ... III-1
3.1. Definisi dan Sasaran Pengendalian Produksi ... III-1
3.2. Perencanaan Agregat ... III-2
3.3. Resource Planning ... III-3
3.4. Jadwal Induk Produksi (JIP) ... III-3
3.5. Perencanaan Kasar Kebutuhan Kapasitas (RCCP) ... III-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.6.1. Konsep Dasar Peramalan ... III-5
3.6.2. Metode Time Series ... III-6
3.6.3. Kriteria Performance Peramalan ... III-8
3.6.4. Proses Verifikasi ... III-10
IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Kerangka Konseptual ... IV-1
4.5. Identifikasi Variabel Penelitian ... IV-3
4.5.1. Variabel Independen ... IV-3
4.5.2. Variabel Dependen ... IV-4
4.6. Instrumen Penelitian ... IV-5
4.7. Pengumpulan Data ... IV-5
4.7.1. Sumber Data ... IV-5
4.7.2. Metode Pengumpulan Data ... IV-6
4.8. Metode Pengolahan Data ... IV-7
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Permintaan Produk ... V-1
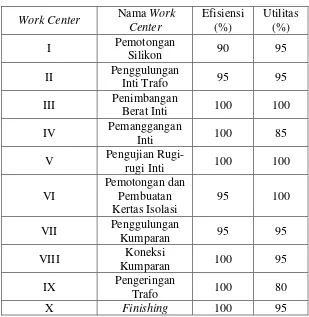
5.1.2. Data Stasiun Kerja (Work Center) ... V-2
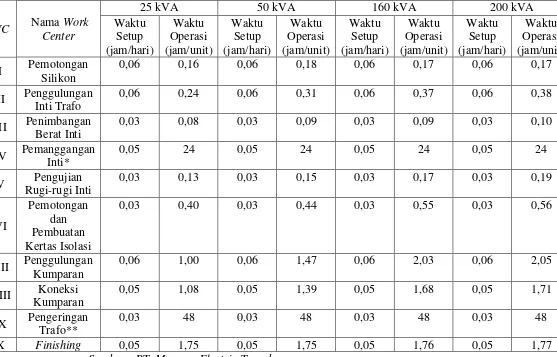
5.1.3. Data Kapasitas Rata-Rata Setiap Work Center ... V-3
5.2. Pengolahan Data ... V-5
5.2.1. Peramalan ... V-5
5.2.2. Penyusunan Agregat Planning ... V-15
5.2.3. Perhitungan Resource Planning ... V-16
5.2.4. Penyusunan Jadwal Induk Produksi ... V-17
5.2.5. Perhitungan Rough-Cut Capacity Planning (RCCP) ... V-19
5.2.5.1. Perhitungan Kapasitas yang Dibutuhkan ... V-19
5.2.5.2. Perhitungan Kapasitas Tersedia ... V-23
5.2.5.3. Laporan RCCP ... V-24
VI ANALISIS DAN PEMBAHASAN HASIL ... VI-1
6.1. Analisis Hasil Peramalan ... VI-1
6.2. Analisis Agregat Planning ... VI-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.4. Analisis Jadwal Induk Produksi ... VI-4
6.5. Analisis Rough-Cut Capacity Planning (RCCP) ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Perincian Jumlah Tenaga Kerja pada PT. Morawa Electric
Transbuana ... II-6
2.2. Jam Kerja PT. Morawa Electric Transbuana ... II-7
2.3. Spesifikasi Produk Transformator Satu Fasa ... II-8
2.4. Spesifikasi Produk Transformator Tiga Fasa ... II-8
2.5. Mesin Produksi pada PT. Morawa Electric Transbuana ... II-26
3.1. Perencanaan JIP ... III-4
5.1. Permintaan Transformator dari Juni 2010 sampai denganMei
2012 ... V-1
5.2. Permintaan Transformator pada Bulan Juni 2012 ... V-2
5.3. Stasiun Kerja (Work Center) ... V-3
5.4. Kapasitas Rata-Rata Setiap Work Center ... V-4
5.5. Perhitungan Parameter Peramalan untuk Metode Siklis ... V-6
5.6. Perhitungan Parameter Peramalan untuk Metode Kuadratis ... V-8
5.7. Perhitungan SEE Metode Siklis ... V-10
5.8. Perhitungan SEE Metode Kuadratis... V-11
5.9. Perhitungan Verifikasi Peramalan... V -13
5.10. Peramalan Permintaan Transformator... V -15
5.11. Agregat Planning untuk Satu Tahun ke Depan... V -16
5.12. Kebutuhan Kapasitas Agregat Work Center VIII untuk Satu
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.13. Proporsi Produk Transformator ... V -18
5.14. Hasil Peramalan Produk Transformator untuk Bulan Juni
2012 ... V-18
5.15. Jadwal Induk Produksi Transformator untuk Bulan Juni 2012 .. V-19
5.16. Rekapitulasi Perhitungan Kapasitas yang Dibutuhkan ... V-20
5.16. Rekapitulasi Perhitungan Kapasitas yang Dibutuhkan
Lanjutan ... V-21
5.16. Rekapitulasi Perhitungan Kapasitas yang Dibutuhkan
Lanjutan ... V-22
5.16. Rekapitulasi Perhitungan Kapasitas yang Dibutuhkan
Lanjutan ... V-23
5.17. Kapasitas Tersedia Tiap Work Center ... V-24
5.18. Laporan RCCP Juni 2012 ... V-25
6.1. Peramalan Permintaan Transformator... VI-2
6.2. Agregat Planning untuk Satu Tahun ke Depan... VI-3
6.3. Hasil Peramalan Produk Transformator untuk Bulan Juni
2012 ... VI-4
6.4. Jadwal Induk Produksi Transformator untuk Bulan Juni 2012 .. VI-5
6.5. Rencana Kapasitas yang Dibutuhkan ... VI-6
6.5. Rencana Kapasitas yang Dibutuhkan Lanjutan... VI-7
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.5. Rencana Kapasitas yang Dibutuhkan Lanjutan... VI-9
6.6. Kapasitas Tersedia tiap Work Center ... VI-10
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Morawa Electric Transbuana ... II-3
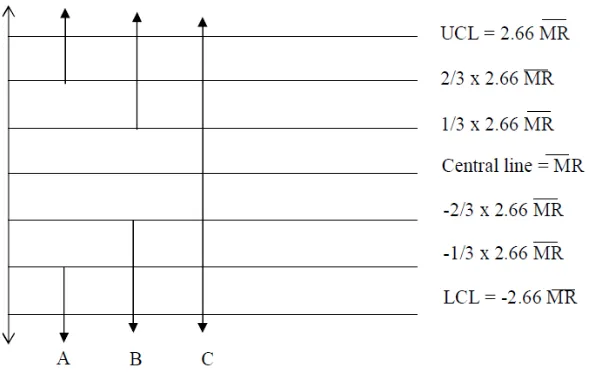
3.1. Moving Range Chart ... III-10
4.1. Kerangka Konseptual Penelitian ... IV-3
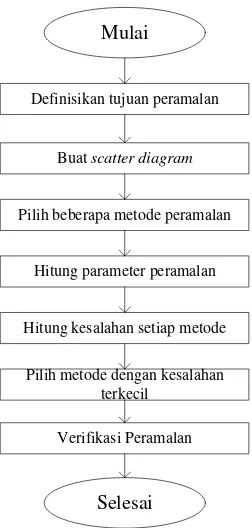
4.2. Pengolahan Peramalan dengan Time Series ... IV-8
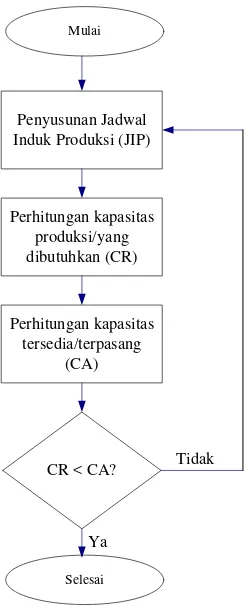
4.3. Flow Chart Penyusunan Jadwal Induk Produksi (JIP) dan
RCCP (Rough-Cut Capacity Planning) ... IV-9
4.4. Pengolahan Data ... IV-10
5.1. Scatter Diagram Jumlah Permintaan Transformator ... V-5
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung Jawab ... L.1
2. Mesin dan Peralatan ... L.8
3. Data historis permintaan transformator dari Juni 2010 sampai
dengan Mei 2012 ... L.11
4. Form Tugas Akhir ... L.12
5. Surat Penjajakan ... L.14
6. Surat Balasan Perusahaan ... L.15
7. Surat Keputusan Tugas Akhir ... L.16
ABSTRAK
PT. Morawa Electric Transbuana yang berlokasi di Jalan Raya Medan Tanjung Morawa Km. 20.5, Kabupaten Deli Serdang, Sumatera Utara, adalah perusahaan yang bergerak di bidang perakitan transformator tegangan tinggi yang berproduksi berdasarkan pesanan (make-to-order). Perusahaan ini sering mengalami keterlambatan penyelesaian order dari waktu yang telah ditetapkan bagian produksi. Hal ini terjadi mayoritas disebabkan sistem perencanaan operasional yang kurang terintegrasi dengan mempertimbangkan kapasitas produksi. Saat order dari konsumen datang, perusahaan langsung menerima order tersebut tanpa meninjau terlebih dahulu sumber daya kapasitas produksi yang tersedia. Perusahaan juga memproduksi setiap transformator yang di-order hanya berdasarkan pertimbangan dan pengalaman dari kepala bagian produksi, tanpa menganalisis jadwal proses operasi di lantai pabrik. Sehingga bagian produksi sering tidak dapat menyelesaikan order dari konsumen sesuai dengan batas waktu yang telah ditetapkan dan sering mengadakan kerja lembur (overtime) pada saat pekerjaan menumpuk.
Dengan adanya jadwal induk produksi yang berfungsi sebagai basis dalam penentuan jadwal proses operasi di lantai pabrik, dan jadwal alokasi sumber daya untuk mendukung jadwal pengiriman produk kepada konsumen, maka perusahaan akan dapat melakukan kegiatan produksi secara terencana dan terkendali. Oleh sebab itu, PT. Morawa Electric Transbuana memerlukan perencanaan jadwal induk produksi transformator agar dapat melakukan pengendalian kegiatan produksi secara terintegrasi.
Penelitian ini bertujuan untuk mendapatkan rancangan jadwal induk produksi dalam upaya memenuhi jadwal pengiriman produk kepada pelanggan pada PT. Morawa Electric Transbuana. Dari hasil penyusunan jadwal induk produksi, semua produk yang dipesan dapat diselesaikan 1 minggu sebelum tanggal yang telah ditetapkan konsumen atau dengan kata lain tidak ditemukan keterlambatan penyelesaian order pada lantai produksi dan juga dapat diperoleh rencana kapasitas kasar yang dibutuhkan perusahaan.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Pada era globalisasi ini, tingkat persaingan antar perusahaan manufaktur
semakin ketat. Dengan meningkatnya persaingan antar perusahaan, pelanggan
semakin tidak bersedia untuk menunggu mendapatkan pesanannya. Oleh karena
itu, perusahaan yang mampu menghasilkan produk yang tepat waktu dan tepat
jumlah merupakan perusahaan yang mampu bertahan dalam persaingan.
PT. Morawa Electric Transbuana yang berlokasi di Jalan Raya Medan
Tanjung Morawa Km. 20.5, Kabupaten Deli Serdang, Sumatera Utara, adalah
perusahaan yang bergerak di bidang perakitan transformator tegangan tinggi yang
berproduksi berdasarkan pesanan (make-to-order). Perusahaan ini sering
mengalami keterlambatan penyelesaian order. Pada tahun 2011 terjadi sampai
sepuluh kali keterlambatan penyelesaian order dari waktu yang telah ditetapkan
bagian produksi. Keterlambatan tersebut terjadi satu kali pada bulan Januari,
Februari, April, Mei, September, Oktober, dan dua kali pada bulan November dan
Desember. Hal ini terjadi mayoritas disebabkan sistem perencanaan operasional
yang kurang terintegrasi dengan mempertimbangkan kapasitas produksi. Saat
order dari konsumen datang, perusahaan langsung menerima order tersebut tanpa
meninjau terlebih dahulu sumber daya kapasitas produksi yang tersedia.
Perusahaan juga memproduksi setiap transformator yang di-order hanya
menganalisis jadwal proses operasi di lantai pabrik. Oleh karena itu, bagian
produksi sering tidak dapat menyelesaikan order dari konsumen sesuai dengan
batas waktu yang telah ditetapkan dan sering mengadakan kerja lembur (overtime)
pada saat pekerjaan menumpuk. Hal ini dapat mengakibatkan kepuasan pelanggan
tidak tercapai, dan dapat mengurangi tingkat kepercayaan pelanggan terhadap
perusahaan sehingga perusahaan dapat mengalami penurunan tingkat penjualan.
Oleh karena itu, perusahaan perlu membuat jadwal induk produksi sebagai
basis dalam penentuan jadwal proses operasi di lantai pabrik, dan jadwal alokasi
sumber daya untuk mendukung jadwal pengiriman produk kepada konsumen.
Dengan adanya jadwal induk produksi maka perusahaan akan dapat melakukan
kegiatan produksi secara terencana dan terkendali sehingga kepuasan pelanggan
tercapai karena terpenuhinya order terhadap produk tepat waktu dan tepat jumlah.
Menurut Ir. Widya Anggraeni, dan Farry Firman Hidayat, MSIE1
1
Widya Anggraeni, Ir. dan Firman Hidayat, MSIE. 2007. Penerapan Jadwal Induk Produksi , penelitian
Penerapan Jadwal Induk Produksi pada PT. Crown Closures Indonesia
menunjukkan bahwa jadwal induk produksi berguna untuk menjadwalkan pesanan
produk yang akan dibuat, sebagai landasan untuk penjadwalan kegiatan produksi,
sehingga kebutuhan sumber daya yang diperlukan dapat disesuaikan dengan
sumber daya yang dimiliki, dimana PT. Crown Closures Indonesia yang dikenal
sebagai perusahaan yang memproduksi tutup botol dengan lingkungan manufaktur
membuat untuk pesanan, yaitu memproduksi barang berdasarkan permintaan,
harus dapat mengidentifikasi permintaan dari konsumen sehingga diperlukan
sumber daya. Menurut Bob Rizky Yanuar2, penelitian yang dilakukan pada PT. Satriya Perdana Ekatama menunjukkan bahwa dengan merencanakan jadwal
induk produksi dapat dilakukan penjadwalan pesanan-pesanan produksi,
memberikan landasan untuk penentuan kebutuhan sumber daya dan kapasitas, dan
memberikan basis untuk pembuatan janji tentang penyerahan produk kepada
pelanggan, sehingga memenuhi target tingkat pelayanan terhadap konsumen, dan
efisiensi sumber daya produksi. Oleh karena itu, dengan merencanakan jadwal
induk produksi transformator, PT. Morawa Electric Transbuana dapat melakukan
pengendalian kegiatan produksi secara terintegrasi.
1.2. Rumusan Masalah
Berdasarkan latar belakang masalah, maka dapat dirumuskan
permasalahan yang dihadapi oleh perusahaaan adalah sering mengalami
keterlambatan penyelesaian order oleh bagian produksi yang mayoritas
disebabkan sistem perencanaan operasional yang kurang terintegrasi dengan
mempertimbangkan kapasitas produksi.
Untuk memecahkan masalah tersebut, maka perlu direncanakan jadwal
induk produksi pada PT. Morawa Electric Transbuana sebagai dasar untuk
melakukan kegiatan produksi sehingga kepuasan pelanggan tercapai karena
terpenuhinya order terhadap produk tepat waktu dan tepat jumlah.
2
1.3. Tujuan Penelitian
Adapun tujuan dari penelitian ini terbagi atas dua, yaitu tujuan umum dan
tujuan khusus. Tujuan umum penelitian ini adalah untuk mendapatkan rancangan
jadwal induk produksi dalam upaya memenuhi jadwal pengiriman produk kepada
pelanggan pada PT. Morawa Electric Transbuana.
Tujuan khusus penelitian ini adalah :
1. Meramalkan permintaan satu tahun ke depan
2. Menyusun Agregat Planning
3. Menyusun Resource Planning
4. Menetapkan jadwal induk produksi
5. Menghitung RCCP ( Rough-Cut Capacity Planning )
1.4. Manfaat Penelitian
Adapun manfaat yang diharapkan dari penelitian ini adalah:
1. Bagi pihak perusahaan
Sebagai masukan bagi perusahaan untuk perbaikan sistem perencanaan
produksi.
2. Bagi Mahasiswa
Penelitian ini berguna untuk meningkatkan kemampuan mahasiswa dalam
memecahkan suatu permasalahan di dunia nyata dengan mengaplikasikan teori
yang diperoleh selama mengikuti perkuliahan.
Penelitian bermanfaat sebagai tambahan referensi yang dapat memperkaya
laporan-laporan penelitian Teknik Industri serta dapat digunakan sebagai acuan
bagi penelitian-penelitian selanjutnya.
1.5. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah:
1. Peramalan permintaan hanya satu tahun ke depan (12 periode).
2. Objek penelitian yang diamati merupakan produk yang diorder pada bulan Juni
2012.
Asumsi- asumsi yang digunakan dalam penelitian ini adalah:
1. Proses produksi yang dilakukan perusahaan tidak mengalami perubahan selama
penelitian.
2. Setiap mesin yang digunakan selama proses produksi dalam kondisi baik tanpa
ada gangguan.
3. Metode kerja operator pada setiap operasi sudah standar dan bekerja dengan
normal.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang masalah yang mendasari
penelitian, manfaat penelitian, batasan dan asumsi penelitian, dan sistematika
penulisan tugas sarjana.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah perusahaan,
ruang lingkup bidang usaha, organisasi dan manajemen perusahaan yang meliputi
struktur organisasi, uraian tugas dan tanggung jawab, jam kerja, dan sistem
pengupahan, jumlah dan spesifikasi produk, bahan-bahan yang digunakan untuk
proses produksi, uraian proses produksi, serta mesin dan peralatan.
Bab III Landasan Teori, menguraikan teori-teori yang digunakan untuk
mendukung penelitian seperti defenisi dan sasaran pengendalian produksi,
perencanaan agregat, resource planning, jadwal induk produksi, RCCP, dan
teknik peramalan. Sumber teori atau literatur yang menjadi referensi berasal dari
buku yang dapat dilihat pada daftar pustaka.
Bab IV Metodologi Penelitian, menguraikan tahap-tahap yang dilakukan
dalam penelitian yaitu meliputi penentuan lokasi dan waktu penelitian, jenis
penelitian, objek penelitian, kerangka konseptual, variabel penelitian, instrumen
penelitian, pengumpulan data, pengolahan data, dan analisis pemecahan masalah.
Bab V Pengumpulan dan Pengolahan Data, mengidentifikasikan data yang
diperlukan baik data primer seperti data urutan proses produksi transformator dan
data sekunder seperti data permintaan produk transformator, dan data kapasitas
rata-rata setiap work center. Selain itu, juga terdapat pengolahan data yang terdiri
dari peramalan permintaan, perencanaan agregat, penyusunan resource planning,
Bab VI Analisis Pemecahan Masalah, menguraikan analisis dari hasil
pengolahan data.
Bab VII Kesimpulan dan Saran, menguraikan hasil pemecahan masalah
yang disesuaikan dengan tujuan penelitian dan memberikan saran kepada pihak
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Energi listrik sangat dibutuhkan masyarakat pada zaman sekarang ini.
Energi listrik mempunyai manfaat yang sangat besar dalam kehidupan sehari-hari
masyarakat maupun kegiatan proses produksi pada perusahaan. Pendistribusian
energi listrik ini sangat tergantung pada transformator. Transformator adalah suatu
peralatan tenaga listrik yang berfungsi untuk menyalurkan tenaga/daya listrik dari
tegangan tinggi ke tegangan rendah atau sebaliknya.
Dengan terus bertambahnya kebutuhan energi listrik bagi masyarakat dan
perusahaan-perusahaan, menjadi peluang yang besar bagi investor untuk
berinvestasi bagi perusahaan penghasil transformator, karena semakin bertambah
kebutuhan pendistribusian listrik maka semakin banyak diperlukan transformator.
Hal inilah yang mendorong pendirian perusahaan transformator PT. Morawa
Electric Transbuana yang berlokasi di Jalan Raya Medan Tanjung Morawa Km
20,5 Kabupaten Deli Serdang Sumatera Utara. Perusahaan yang memproduksi
transformator tegangan tinggi dengan kapasitas jenis satu fasa dan tiga fasa ini
juga memiliki kantor yang beralamat di Jl. Perniagaan Baru No. 48D-50D Medan,
Sumatera Utara. Perusahaan ini didirikan dengan ijin usaha tetap No.
127/M/SK/IMLD/VIII/88, tanggal 9 Agustus 1988. Ijin usaha tersebut kemudian
diperluas dengan ijin perluasan No. 120/Kanwil-02/IP/ID-IMLDE/X/98 pada
2.2. Ruang Lingkup Bidang Usaha
PT. Morawa Electric Transbuana memproduksi dua jenis transformator
yaitu transformator satu fasa dan transformator tiga fasa. Transformator yang
dihasilkan dikonsumsi oleh Perusahaan Listrik Negara (PLN), yang merupakan
konsumen utama dari PT. Morawa Electric dan juga perusahaan-perusahaan
swasta lainnya seperti PT. Ariwabana, dan PT. Caltex Pasific Indonesia dan PT.
SOCI. Transformator yang diproduksi juga diekspor ke luar negeri seperti
Malaysia dan Singapura.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Struktur organisasi PT. Morawa Electric Transbuana berbentuk lini dan
fungsional. Pada struktur organisasi lini, wewenang dari atasan disalurkan secara
vertikal kepada bawahan. Begitu juga sebaliknya, pertanggungjawaban dari
bawahan secara langsung di tujukan kepada atasan yang memberi perintah.
Adapun struktur organisasi fungsional dapat dilihat dengan adanya pembagian
tugas, pendelegasian wewenang serta pembatasan tanggung jawab yang tegas
pada setiap bidang yaitu bagian pemasaran, pabrik (produksi), keuangan dan
administrasi berdasarkan fungsinya masing-masing dalam struktur organisasi.
Struktur organisasi PT. Morawa Electric Transbuana dapat dilihat pada Gambar
Direktur Pemasaran
Direktur Keuangan / ADM
Kepala Keuangan Presiden Direktur
Kepala Personalia Direktur
Pabrik Direktur
Pabrik
Kepala Penjualan
Kepala Proses Akhir
Manajer Produksi
Kepala Pengujian Kepala Design
Kepala Gudang Kepala Bengkel
Kepala Pembelian Kepala Distribusi
Pada PT. Morawa Electric Transbuana, order yang masuk dari pelanggan
diterima oleh Kepala Penjualan, kemudian SPK (Surat Perintah Kerja) yang berisi
informasi tentang pemesan, lead time, dan jumlah pesanan diserahkan Direktur
Pemasaran kepada Direktur Pabrik. Direktur Pabrik kemudian mengadakan
pertemuan dengan seluruh Kepala Bagian di pabrik untuk membahas order yang
masuk. Kepala Design membuat desain dan modifikasi desain sesuai dengan surat
perintah kerja yang ada dan menghitung bahan yang diperlukan untuk pembuatan
transformator yang akan diproduksi untuk diserahkan kepada Kepala Pembelian
dan Kepala Gudang. Manajer Produksi membagikan desain sesuai dengan surat
perintah kerja kepada Kepala Pengujian dan Kepala Proses Akhir. Kemudian
Manajer Produksi menjadwalkan dan mengawasi proses produksi transformator di
lantai pabrik.
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab pada masing-masing bagian PT. Morawa
Electric Transbuana dapat dilihat pada lampiran 1.
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan 2.3.3.1. Tenaga Kerja
Sebagai salah satu faktor produksi, PT. Morawa Electric Transbuana
sangat memperhatikan kualitas dan kuantitas tenaga kerja yang akan direkrut.
melakukan pelatihan (training) kepada calon tenaga kerja yang baru. Hal ini
bertujuan untuk menjamin tersedianya tenaga kerja yang terampil.
Pada PT. Morawa Electric Transbuana terdapat dua golongan tenaga kerja
yaitu tenaga kerja langsung dan tenaga kerja tidak langsung. Penempatan posisi
setiap tenaga kerja diatur oleh pihak manajemen perusahaan. Perincian jumlah
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. Morawa Electric Transbuana
No Jabatan Jumlah
(orang)
1 Presiden Direktur 1
2 Direktur Pemasaran 1
3 Direktur Keuangan/ADM 1
4 Direktur Pabrik 1
5 Manajer Produksi 1
6 Kepala Bagian Penjualan 1
7 Kepala Bagian Distribusi 1
8 Kepala Bagian Desain 1
9 Kepala Bagian Pembelian 1
10 Kepala Bagian Proses Akhir 1
11 Kepala Bagian Pengujian 1
12 Kepala Bagian Bengkel 1
13 Kepala Bagian Gudang 1
14 Kepala Bagian Keuangan 1
15 Kepala Bagian Personalia 1
16 Karyawan Seksi Desain 1
17 Karyawan Seksi Perawatan 1
18 Karyawan Seksi Bengkel 16
19 Karyawan Seksi Pengujian Material 3
20 Karyawan Seksi Produksi Inti 2
21 Karyawan Seksi Pemanggangan Inti 1
22 Karyawan Seksi Pengujian Inti 1
23 Karyawan Seksi Pembuatan Kertas Isolasi 2 24 Karyawan Seksi Penggulungan Kumparan 9 25 Karyawan Seksi Perakitan/Koneksi Kumparan 7
26 Karyawan Seksi Pengeringan Trafo 2
27 Karyawan Seksi Finishing 6
28 Karyawan Seksi Gudang 1
29 Karyawan Seksi Lokal 1
30 Karyawan Seksi Ekspor 1
31 Karyawan Seksi Administrasi 4
32 Karyawan Seksi Keamanan 8
Total 81
2.3.3.2. Jam Kerja
PT. Morawa Electric Transbuana memberlakukan jam kerja selama enam
hari dalam seminggu yaitu dari hari Senin sampai Sabtu. Apabila perusahaan
memiliki order yang banyak, maka hari Minggu juga bekerja (khusus bagian
produksi) untuk menyelesaikan pesanan tersebut. Karyawan yang memiliki jam
kerja melebihi jam kerja yang telah ditentukan dianggap lembur. Pembagian jam
kerja pada PT. Morawa Electric Transbuana dapat dilihat pada Tabel 2.2. berikut.
Tabel 2.2. Jam Kerja PT. Morawa Electric Transbuana
Hari Jam Kerja Keterangan
Senin-Kamis
08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 - 16.00 Kerja
Jumat
08.30 - 12.00 Kerja 12.00 - 13.30 Istirahat 13.30 - 16.00 Kerja
Sabtu
08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat 13.00 - 15.00 Kerja
Sumber: PT. Morawa Electric Transbuana
2.3.4. Sistem Pengupahan
Pembayaran upah karyawan oleh PT. Morawa Electric Transbuana
dilakukan setiap awal bulan dimana besar upah berdasarkan jabatan, keahlian,
kecakapan, pendidikan, dan prestasi kerja karyawan yang bersangkutan. Adapun
perincian upah pada PT. Morawa Electric Transbuana adalah gaji pokok, upah
upah yang diterima setiap awal bulan, karyawan juga mendapatkan tunjangan hari
raya dan bonus tahunan berdasarkan keuntungan yang diperoleh perusahaan.
2.4. Jumlah dan Spesifikasi Produk
PT. Morawa Electric Transbuana memproduksi dua jenis transformator
inti (core type) yaitu transformator satu fasa dan tiga fasa. Untuk spesifikasi
produk transformator satu fasa dapat dilihat pada Tabel 2.3, sedangkan spesifikasi
produk transformator tiga fasa dapat dilihat pada Tabel 2.4.
Tabel 2.3. Spesifikasi Produk Transformator Satu Fasa
Uraian Spesifikasi Transformator
Daya Pengenal kVA 5 10 15 25 50
Jumlah Fasa - 1 1 1 1 1
Frekuensi Pengenal Hz 50 50 50 50 50
Tegangan Primer kV 20 20 20 20 20
Tegangan Sekunder kV 231/462 231/462 231/462 231/462 231/462
Arus Beban Nol % 2,4 2,3 2 1,6 1,4
[image:34.595.109.517.365.485.2]Sumber: PT. Morawa Electric Transbuana
Tabel 2.4. Spesifikasi Produk Transformator Tiga Fasa
Uraian Spesifikasi Transformator
Daya Pengenal kVA 25 50 100 160 200 250 315 400 500 630 800 1000 1250 1600
Jumlah Fasa - 3 3 3 3 3 3 3 3 3 3 3 3 3 3
Frekuensi
Pengenal Hz 50 50 50 50 50 50 50 50 50 50 50 50 50 50 Tegangan Primer kV 20 20 20 20 20 20 20 20 20 20 20 20 20 20 Tegangan
Sekunder kV 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 Arus Beban Nol % 2,3 2,3 2,3 2,1 2 1,9 1,9 1,8 2 2 2 2 2 2
2.5. Bahan
Adapun bahan yang digunakan untuk proses produksi pada PT. Morawa
Electric Transbuana adalah sebagai berikut.
2.5.1 Bahan Baku
Bahan baku yang digunakan dalam memproduksi transformator adalah:
1. Plat Silicon Steel
Silicon steel digunakan untuk pembuatan inti transformator. Jenis silicon steel
yang digunakan adalah Grain Oriented Core HHB atau Z8H produksi Nippon
Steel Jepang dan jenis RG8H produksi Kawasaki Steel Jepang. Silicon steel
berbentuk lembaran plat yang tergulung berlapis-lapis.
2. Kawat Tembaga (Cooper Wire)
Kawat tembaga yang digunakan terdiri dari dua jenis, yaitu:
a. Enameled Copper Wire, kawat berbentuk silinder untuk gulungan primer
dengan diameter 1,60 mm.
b. Rectangular Copper Wire, kawat berbentuk persegi untuk gulungan
sekunder dengan ukuran 3,2 x 8 mm.
3. Kertas Isolasi
Kertas isolasi digunakan untuk gulungan primer dan koneksi antara
kumparan-kumparan ke tap changer pada sisi primernya. Kertas ini juga
berfungsi sebagai pengaman dalam mengisolasi kawat-kawat, kawat ke tangki
untuk ukuran 0,13-0,50 mm, sedangkan untuk ukuran 0,80-1,60 mm dikemas
dalam peti.
4. Minyak
Minyak yang digunakan adalah jenis Dilla B dan minyak Esso Volta 80
buatan Amerika Serikat. Minyak ini berfungsi sebagai cairan pendingin agar
transformator dapat berfungsi dengan stabil, terutama pada saat berbeban
besar atau terkena sambaran petir.
5. High and Low Voltage Bushing
High and low voltage bushing merupakan bahan yang digunakan untuk tempat
mengikat kabel jaringan distribusi listrik dan menghubungkannya ke dalam
rangkaian transformator. Bahan ini diimpor dari Cina.
6. Tap Changer
Tap changer berfungsi sebagai switch otomatis yang berfungsi apabila
transformator mendapat beban lebih terutama saat terkena sambaran petir, dan
apabila suhu transformator tinggi.
7. Earth Terminal
Earth terminal merupakan instrumen listrik yang dihubungkan langsung
dengan kawat yang ditanamkan di dalam tanah.
8. Thermometer
Thermometer merupakan alat yang ditambahkan dalam transformator yang
digunakan untuk mengukur suhu transformator.
9. Pressure Terminal
10.Kertas OD
Kertas OD ini berguna untuk memberi celah/jarak antara kumparan sekunder
dengan primer sehingga nantinya minyak dapat masuk pada celah tersebut
sehingga panas yang timbul akibat adanya rugi-rugi tembaga (Cu) dapat
diatasi.
11.Besi plat, besi siku, besi UNP, besi plat strip, dan roda besi hasil produksi
dalam negeri, yang digunakan dalam pembuatan casing transformator.
2.5.2. Bahan Penolong
Bahan penolong yang digunakan dalam proses produksi adalah :
1. Gas Nitrogen (N2).
Gas ini digunakan dalam proses pemanggangan inti dan juga dalam proses
pengujian kebocoran tangki transformator. Fungsi gas nitrogen pada saat
proses pemanggangan inti adalah:
a. Untuk menghilangkan reaksi oksidasi antara oksigen dan inti, sehingga
tidak terjadi pekaratan inti.
b. Membantu agar temperatur panas di dalam tungku pemanggangan merata.
2. HCl dan Soda Ash
HCl dan soda ash digunakan untuk membersihkan tangki dari karat.
3. Kayu Meranti
4. Pasir Kuarsa
Pasir kuarsa digunakan untuk menutupi pinggiran panggangan agar gas
nitrogen yang dialirkan tidak keluar dari tungku pemanggangan tersebut.
2.5.3. Bahan Tambahan
Bahan tambahan yang digunakan dalam pembuatan transformator adalah:
1. Cotton Band
Merupakan bahan yang digunakan untuk mengikat kumparan pada inti agar
tidak lepas.
2. Plat Merek
Plat merek “Morawa” digunakan untuk menunjukkan nama pabrik yang
memproduksi transformator.
3. Name Plate
Name plate mencantumkan spesifikasi transformator yang ditempatkan pada
tangki trafo.
4. Lem
Lem digunakan sebagai perekat kertas isolasi pada lilitan kumparan. Jenis lem
yang digunakan adalah lem chack.
5. Kawat Las
Kawat las digunakan untuk mengelas tangki trafo dengan kumparan primer
dan kumparan sekunder.
Baut dan mur digunakan untuk menghubungkan trafo ke tangki, menutup
pressure terminal, menghubungkan oil gauge yang masuk ke dalam tangki,
dan memasang tutup tangki trafo.
7. Hand Hold
Hand hold berfungsi sebagai pegangan dalam mempermudah pemindahan
transformator dan terdiri dari dua pasang pegangan.
8. Cat
Cat digunakan dalam proses pengecatan tangki transformator.
2.6. Uraian Proses Produksi
Urutan proses produksi transformator pada PT. Morawa Electric
Transbuana adalah sebagai berikut:
2.6.1. Proses Pemotongan Silikon (Silicon Steel Cutting)
Inti transformator terbuat dari silicon steel yang berfungsi untuk
memperbesar fluksi magnet yang timbul bila pada kumparan transformator
mengalir arus listrik. Ciri-ciri inti transformator yang baik adalah memiliki
rugi-rugi arus pusar yang kecil. Silicon steel dibawa dari gudang ke bagian
pemotongan. Silicon steel diukur sesuai dengan desain yang diinginkan misalnya
untuk trafo 3 Fasa 50 KVA 50 HZ, diperlukan lebar masing-masing 100 mm, 90
mm, 80 mm, 60 mm, 40 mm. Silicon steel yang telah selesai diukur kemudian
dipotong. Proses pemotongan inti transformator dilakukan setelah lembaran
kemudian mesin dijalankan secara perlahan-lahan dengan cara mengatur
putarannya melalui panel sehingga plat inti dapat ditarik ke meja pemotongan
yang telah diatur jarak pisau-pisaunya sesuai dengan keperluan yang diinginkan.
Penyetelan jarak pisau-pisau ini diatur sedemikian rupa sehingga tidak ada plat
inti yang terbuang. Selanjutnya mesin dijalankan dan plat yang telah dipotong
diletakkan di tempat penyusunan plat. Hal yang perlu diperhatikan pada proses
pemotongan inti harus dilakukan dengan cermat agar tidak terjadi pengelupasan
fosfor yang melapisi inti.
2.6.2. Penggulungan Inti Trafo (Core Winding)
Hasil lembaran inti yang telah selesai dipotong dibawa ke penggulungan
inti, kemudian lembaran-lembaran silicon steel yang telah dipotong tersebut
digulung dengan menggunakan jendela-jendela yang terbuat dari mal besi dengan
ukuran-ukuran tertentu. Pada transformator model lama, cara menyusun inti ini
adalah dengan cara staching (inti susun) yaitu menyusun lembaran inti satu per
satu keping. Untuk jenis transformator dengan daya tertentu, dapat digunakan
dengan cara penggulungan wound core (inti gulung) dimana dapat diterapkan
untuk transformator dengan daya nominal kecil. Wound core memiliki beberapa
keunggulan dibandingkan dengan cara staching yaitu:
a. Rugi-rugi inti kecil untuk rapat fluksi yang sama, maka terjadi
penghematan dalam penggunaan inti transformator.
b. Arus penguatan (exciting current) sangat kecil karena kecilnya celah udara
c. Tingkat kebisingan (noise level) rendah
d. Waktu yang dibutuhkan untuk proses ini lebih cepat
e. Jumlah plat yang terbuang lebih sedikit.
Dengan pemakaian inti transformator yang lebih kecil, berarti dimensi
transformator akan menjadi lebih kecil, pemakaian komponen-komponen bahan
yang lain juga akan sedikit sehingga memberikan suatu penghematan. Kerugian
dari cara wound core ini adalah dapat terjadi kerusakan (terbakar), dan jika
demikian maka seluruh transformator akan diangkat dan diperbaiki di pabrik.
Penggulungan inti trafo dengan cara staching atau inti susun, apabila terjadi
kerusakan, maka cukup dengan membuka intinya dan mengeluarkan belitannya
untuk diganti.
Penggulungan inti harus memperhatikan tegangan tarik (tensile strength)
agar tidak terlalu besar, untuk menghindari kerusakan lapisan fosfor yang dapat
menyebabkan rugi-rugi inti bertambah besar.
2.6.3. Penimbangan Berat Inti (Weight Measurement)
Inti transformator yang sudah selesai digulung, ditimbang untuk
mengetahui apakah berat yang sebenarnya sesuai dengan berat yang sudah
ditentukan menurut desainnya. Penimbangan ini juga berguna untuk menentukan
berat total dari transformator yang sudah selesai, misalnya berat transformator
2.6.4. Proses Annealing
Silicon steel dibawa ke bagian annealing dengan menggunakan hoist
crane, kemudian silicon steel tersebut siap untuk dipanaskan dengan
menggunakan tungku pemanas (annealing furnace) yang menggunakan energi
listrik. Proses annealing ini berguna untuk:
a. Memperbaiki karakteristik inti yaitu memperkecil rugi-rugi inti.
b. Menghilangkan elastisitas dari bahan baku inti transformator, sehingga pada
saat inti dikeluarkan bentuknya tidak mengalami perubahan.
Temperatur yang diperlukan untuk annealing inti diatur melalui panel
kontrol, yang mengatur tegangan dan arus yang akan diberikan ke elemen pada
tungku pemanas. Pada panel tersebut, thermocouple dihubungkan dengan relay
temperature dengan range 0-1200oC, relay ini berfungsi untuk memutuskan dan
menghubungkan tungku pemanas dari sumber tegangan sehingga dapat
membatasi temperatur yang diinginkan yaitu 840oC. Uraian proses annealing inti
transformator adalah sebagai berikut:
a. Inti (silicon steel) disusun pada bagian dasar tungku yang diberi pasir dan
besi.
b. Inti yang telah disusun ditutup dengan penutup pertama dan dilanjutkan
dengan penutup kedua. Pada penutup kedua terdapat elemen-elemen
pemanas yang menggunakan listrik.
d. Arus listrik dialirkan ke dalam tungku melalui heater dengan tegangan 160
volt, sampai temperatur mencapai 300oC, sementara N2 tetap dialirkan
dengan tekanan yang sama.
e. Pindahkan switch ke 220 volt hingga temperatur mencapai 600oC dengan
tekanan tetap.
f. Tegangan tetap dipertahankan 220 volt hingga temperatur mencapai 830oC
selama 4 jam. Setelah itu sumber listrik diputus dan gas N2 tetap dialirkan
hingga proses annealing selesai.
g. Temperatur dibiarkan turun secara perlahan hingga mencapai suhu 500oC
dan kemudian penutup luar pemanggang diangkat setinggi ± 30 cm dari
dasar pemanggangan untuk membantu mengurangi temperatur secara
perlahan sampai 350oC.
h. Penutup luar diangkat secara keseluruhan sedangkan penutup dalam tetap
dibiarkan sampai temperatur turun hingga 160oC dan aliran N2 dihentikan.
i. Penutup dalam pemanggangan diangkat dan proses annealing selesai.
Gas N2 yang dialirkan dalam tungku akan dikeluarkan melalui saluran
pembuangan, untuk mengalami pergantian dengan gas N2 yang baru. Inti yang
keluar dari tungku pemanggangan kemudian dipindahkan ke bagian pengujian
rugi-rugi inti dengan menggunakan hoist crane.
2.6.5. Pengujian Rugi-rugi Inti Transformator (Core Lost Test)
Setelah proses pemanggangan dan penimbangan, inti transformator dibawa
pengujian inti transformator ini berfungsi untuk melihat apakah proses
pemanggangan itu sudah baik atau tidak kemudian disesuaikan dengan jumlah
lilitan yang akan digulung, dan hasil pengujian ini harus sesuai dengan standard
PLN. Berikut penjelasan dari pengujian rugi-rugi inti:
a. Ukur penampang inti tersebut.
b. Susun inti yang akan ditest di atas blok kayu.
c. Lilitkan kabel yang jumlahnya sesuai dengan kapasitas transformator.
d. Jepit ujung belitan ke terminal pengetasan.
e. Posisikan power dalam keadaan ON dan tekan ON power pada control
panel.
f. Beri tegangan secara perlahan sampai tegangan phase yang dikehendaki.
g. Catat hasil pengetesan.
h. Setelah hasil pengetesan, switch off panel kontrol dan matikan power
supply.
2.6.6. Proses Pemotongan dan Pembuatan Kertas Isolasi (Paper Cutting)
Kertas isolasi digunakan untuk mengisolasi antara belitan kawat primer
dan sekunder dan antara kumparan primer dan sekunder. Kertas isolasi ini
berfungsi untuk mencegah terjadinya hubungan singkat antara kumparan primer
dan kumparan sekunder. Kertas isolasi yang digunakan terbagi menjadi dua jenis,
a. Pressure Paper Board, yaitu kertas isolasi yang dilapisi dengan vernis,
sehingga pada proses akhir tidak memerlukan perendaman di vernis, hanya
cukup melakukan proses pemanasan.
b. Krafit Paper, yaitu kertas isolasi tanpa lapisan vernis, sehingga pada
proses akhir transformator harus dicelupkan ke dalam cairan vernis.
PT. Morawa Electric Transbuana menggunakan kertas isolasi jenis
Pressure Paper Board sehingga lebih menguntungkan dari segi waktu dan tenaga
karena tidak lagi membutuhkan proses pencelupan ke dalam cairan vernis.
Kertas isolasi (insulation paper) yang telah selesai dipotong ditempeli
dengan kertas OD. Kertas OD ini merupakan batangan kertas 4,8 mm yang
direkatkan pada kertas isolasi dengan ketebalan 2,4 mm dengan jarak tiap batang
kertas 2 cm. Kertas OD ini berguna untuk memberi celah/jarak antara kumparan
sekunder dengan primer sehingga nantinya minyak dapat masuk pada celah
tersebut sehingga panas yang timbul akibat adanya rugi-rugi tembaga (Cu) dapat
diatasi.
2.6.7. Penggulungan Kumparan (Coil Winding)
Inti trafo yang telah selesai diuji dibawa ke penggulungan dengan
menggunakan kereta sorong. Sebelum penggulungan kumparan dilakukan, inti
trafo diikat dengan cotton band agar lembaran ini tidak lepas saat dilakukan
penggulungan kumparan. Kemudian inti trafo dilapisi dengan insulation paper
winding machine, insulation paper diberi lilin untuk melicinkan putaran
selanjutnya kawat tembaga digulung.
a. Kumparan sekunder
Kumparan yang pertama digulung ke inti trafo adalah kumparan sekunder.
Kawat tembaga yang digunakan berbentuk persegi dengan ukuran 3,2 x 8
mm. Kumparan sekunder mempunyai 88 lilitan pada kedua kaki trafo,
dimana pada tiap kaki trafo terdiri dari 44 lilitan dan lilitan pada kaki trafo
terdiri dari dua lapisan dengan jumlah lilitan 22 lilitan tiap lapisnya. Pada
tiap lapisan tersebut diberi insulation paper dengan tebal 0,125 mm.
Kenaikan suhu tembaga tidak boleh melebihi standard 65oC.
b. Kumparan primer
Pada kumparan primer kawat tembaga yang digunakan adalah berbentuk
silinder dengan diameter 1,60 mm. Kumparan primer mempunyai 4190
lilitan pada tiap kakinya, dimana pada setiap kaki trafo terdiri dari 2095
lilitan dan lilitan pada setiap kaki trafo terdiri dari 20 lapisan dengan
jumlah lilitan 201 pada setiap lapisannya. Pada setiap lapisan tersebut
diberi insulation paper dengan tebal 0,125 mm. Setelah kumparan primer
selesai digulung kemudian diberi lagi insulation paper dengan tebal 2,4
mm.
Pada penggulungan kumparan, selain ketepatan jumlah lilitan dan
ketepatan penggunaan insulation paper, hal lain yang sangat penting untuk
diperhatikan adalah tensile strength tidak boleh terlalu besar. Apabila terlalu besar
dapat menyebabkan terjadinya hubungan singkat pada kawat tembaga yang pada
akhirnya membuat trafo menjadi rusak.
2.6.8. Pemasangan dan Koneksi Kumparan (Coil Assembly)
Inti yang telah selesai digulung dibawa kebagian koneksi dengan hoist
crane. Kumparan kemudian disambungkan antara kumparan yang satu dengan
kumparan yang lain. Sebelum koneksi dilakukan, terlebih dahulu dipasang plat
pendukung inti. Koneksi kumparan pertama sekali dilakukan terhadap kumparan
sekunder dengan cara mengelasnya, kemudian dilakukan pemasangan tutup case
dengan menggunakan mur dan baut. Setelah itu dilanjutkan dengan
pengkoneksian terhadap hubungan primer.
2.6.9. Pengeringan Gulungan Kumparan (First Drying)
Proses ini bertujuan untuk mengeringkan kumparan dari uap air yang
mungkin ada di dalam kawat. Inti trransformator yang telah dikoneksi dan
dipasang tutup dibawa ke pengeringan dengan menggunakan kereta sorong,
kemudian dimasukkan ke dalam alat pengering (drying oven). Lamanya
pengeringan tergantung pada besarnya kapasitas transformator. Untuk
mensirkulasi temperatur dalam oven, digunakan blower yang digerakkan oleh
motor lisrik. Untuk mencegah panas yang berlebihan yang dapat merusak struktur
kumparan tranformator, maka relay temperature diatur pada posisi suhu sekitar
2.6.10.Finishing
Setelah proses pengeringan selesai, maka kumparan transformator tersebut
diangkat dari drying oven dan selanjutnya dibawa ketempat pemasangan terminal
dengan hoist crane dan dilakukan pemasangan terminal yang terdiri dari tap
changer, bushing primer dan bushing sekunder pada tutup case yang telah
dipasang sebelumnya. Kemudian diperiksa apabila semua terminal yang
diperlukan sudah terpasang dan terkunci dengan baik sebelum dimasukkan ke
dalam case (tangki) transformator.
Jika semua kumparan sudah terhubung dengan baik ke tap changer, maka
dilakukan pemeriksaan dengan menggunakan alat Turn Ratio Test yang bertujuan
untuk mengetahui apakah perbandingan belitan dari masing-masing kumparan
sudah sesuai atau tidak. Penyimpangan-penyimpangan yang terjadi pada
perbandingan transformator ini tidak boleh lebih besar atau lebih kecil 0,5%
terhadap harga-harga perbandingan transformator nominal menurut standard.
Setelah pengujian selesai dilakukan, transformator dimasukkan ke dalam
tangki yang telah disiapkan sesuai dengan desain dan ukuran dari transformator
tersebut. Selanjutnya dilakukan pemasangan kran, pressure terminal, oil gauge,
thermometer, dan karet packing, untuk kemudian ditutup dengan menggunakan
baut dan mur.
Kemudian tangki diisi dengan minyak trafo yang dipompakan dari tangki
oil filter hingga mencapai ±2 cm dari mulut trafo. Minyak ini berfungsi sebagai
pendingin (cooling medium) dan juga sebagai isolasi pada kumparan
perlu dibersihkan dan dimurnikan terlebih dahulu dengan menggunakan oil
purifier buatan Kato Electric Jepang. Tujuan pemurnian minyak ini adalah untuk
menghilangkan kadar air yang terdapat pada minyak. Jenis minyak yang
digunakan dalam pembuatan transformator ini adalah jenis DIALA B yang
diproduksi oleh perusahaan Sheel Company Amerika Serikat.
Setelah selesai di pengisian minyak trafo dibawa ke bagian pengujian
akhir dengan hoist crane. Secara garis besar, pengujian rutin ini terdiri dari
beberapa kegiatan pengujian, yakni:
a. Pengujian beban nol, untuk menguji rugi-rugi inti dan persen beban nol.
Pada pengujian beban nol ini, alat ukur dipasang pada bagian sisi sekunder
(tegangan rendah), tegangan pengujian diberikan setingkat demi setingkat
sampai voltmeter menunjukkan tegangan nominal sekunder dan sisi primer
pada rangkaian terbuka.
b. Pengujian hubungan singkat, untuk melihat besar rugi-rugi tembaga trafo.
Pada pengujian ini, alat ukur dipasang pada sisi primer (tegangan tinggi)
sedangkan sisi sekunder (tegangan rendah) dihubungkan dengan
menggunakan sebuah penghantar/konduktor yang sesuai dengan besarnya
arus nominal sekunder. Sumber tegangannya diatur dengan voltage
regulator yang dihubung ke sisi primer.
c. Pengukuran tahanan kumparan
Pengukuran tahanan kumparan ini dilakukan dengan menggunakan
kumparan primer dan untuk mengukur tahanan pada kumparan sekunder
digunakan Double-bridge (Jembatan Ganda).
d. Pengukuran tahanan isolasi
Pengujian ini dilakukan untuk melihat ketahanan isolasi transformator
terhadap tegangan tinggi, baik itu pada sisi primer (high voltage) maupun
sisi kumparan sekunder (low voltage).
e. Pengujian frekuensi tinggi
Alat pengujinya terdiri dari generator frekuensi tinggi (350 Hz) yang
digerakkan motor induksi. Lama waktu pengujian tergantung dari
frekuensi, dan tegangannya dua kali dari tegangan sekunder transformator
yang diuji.
f. Pengujian kebocoran dari tangki trafo
Pengujian ini dilakukan dengan mengalirkan gas murni Nitrogen (N2) ke
dalam tangki trafo yang telah ditutup rapat.
Selain pengujian yang bersifat routine test, perusahaan ini juga melakukan
pengujian tipe yang terdiri dari:
a. Pengujian ketahanan suhu
b. Pengujian kenaikan suhu
Transformator yang telah diuji dan mendapat persetujuan dari kepala
bagian pengujian, dipasangkan name plate yang memberikan keterangan
spesifikasi transformator yang bersangkutan. Dan juga diberi label merek
Transformator yang telah selesai dipasang name plate dan merek
selanjutnya dibawa ke bagian penyimpanan dengan menggunakan hoist crane.
2.7. Mesin dan Peralatan 2.7.1. Mesin
Mesin yang digunakan di PT. Morawa Electric Transbuana sebagian besar
adalah buatan luar negeri seperti Taiwan, dan Amerika. Mesin produksi yang
digunakan dalam proses pembuatan transformator pada PT. Morawa Electric
Tabel 2.5. Mesin Produksi pada PT. Morawa Electric Transbuana
No. Nama Mesin Tahun Asal Daya Tegangan
(Volt)
Kuat Arus (Ampere)
Jumlah
(Unit) Fungsi
1 Core Slitting 1981 Taiwan 3 HP 380 7 1 Memotong silicon steel sesuai dengan ukuran
produk yang akan dibuat
2 Core Wounded 1981 Taiwan 2,5 HP 380 8,1 2 Menggulung inti transformator
3 Annealing Furnace 1981 Taiwan 60 kW 380 170 2
a. Memperbaiki karakteristik inti trafo, yaitu memperkecil arus eksitasi dan mengurangi rugi-rugi inti
b. Menghilangkan elastisitas dari bahan baku inti trafo sehingga bentuk tidak berubah
4 Coil Winding 1981 Taiwan 1 HP 380 3,65 10 Menggulung kumparan transformator
5 Insulating Dryer 1981 Taiwan 12 kVA 380 63 1 Mengeringkan inti transformator
6 Paper Wrapping 1981 Taiwan 1,5 kVA 380 7,2 2 Memotong kertas isolasi sesuai dengan
ukuran yang telah ditentukan
7 Oil Purifier 1981 Taiwan 3,7 kVA 380 9,8 1 Membersihkan minyak
8 Oil Filter 1981 Taiwan - 380 4 1 Mengosongkan udara dari transformator dan
mengisi dengan minyak
9 Compressor 1981 Taiwan 2 HP 380 7,1 3 Memompa udara
10 Generating Set 1981 Taiwan 350 kVA 400 722 1 Cadangan pembangkit tenaga listrik
11 High Frequency
Generator 1981 Taiwan 5 kVA 380 4 1 Menetralkan frekuensi
12 Drying Oven 1981 Amerika 24 kW 380 5 1 Mengeluarkan kandungan air dari kertas
2.7.2. Peralatan
Peralatan yang digunakan untuk proses produksi dapat dilihat pada
lampiran 2.
2.7.3. Utilitas
Unit utilitas merupakan penunjang bagi unit lain dalam pabrik atau
merupakan sarana penunjang untuk menjalankan suatu pabrik.
PT. Morawa Electric Transbuana mempunyai utilitas sebagai berikut :
1. Energi listrik yang diperoleh dari PLN dengan kebutuhan setiap bulan
sekitar 30.000 kWh.
2. Air dari PDAM Tirtanadi dengan kebutuhan tiap bulannya sekitar 100 m3.
2.7.4. Safety and Fire Protection
Pihak PT. Morawa Electric Transbuana melakukan tindakan pengamanan
(safety) berupa pencegahan terhadap bahaya kebakaran yang mungkin timbul.
Perusahaan ini melakukannya dengan memisahkan letak bahan baku yang mudah
terbakar dengan sumber api. Pada perusahaan ini tindakan fire protection yang
dilakukan adalah dengan memberikan penutup pada panel listrik, menyediakan
racun api berupa alat pemadam api ringan pada jarak tertentu di lantai pabrik atau
2.7.5. Waste Treatment
Limbah dari proses produksi adalah scrap silicon steel, scrap kawat
kumparan dan serbuk besi. Limbah scrap silicon steel dan scrap kawat kumparan
ini dikumpulkan dan dijual kembali kepada pabrik peleburan besi, sedangkan
limbah berbentuk serbuk besi langsung dikumpulkan dan dibuang ke tempat
pembuangan sampah.
2.7.6. Maintenance
Maintenance merupakan proses perawatan terhadap mesin dan alat kerja
untuk mencegah terjadinya kerusakan pada saat proses produksi berlangsung,
sehingga tidak dapat mengakibatkan kecacatan pada produk dan keterlambatan
waktu penyelesaian produk yang berakibat pada keterlambatan waktu pengiriman.
Pada perusahaan ini proses maintenance dilakukan secara berkala hanya saja
frekuensinya masih sangat jarang yaitu sebulan sekali.
2.8. Tata Letak Pabrik
PT. Morawa Electric Transbuana merupakan perusahaan yang berproduksi
dengan tata letak jenis process layout, di mana mesin yang sejenis atau yang
mempunyai fungsi sama ditempatkan pada bagian yang sama. Perusahaan ini juga
BAB III
LANDASAN TEORI
3.1. Definisi dan Sasaran Pengendalian Produksi3
The American Production and Inventory Control Society mendefinisikan
perencanaan produksi sebagai berikut:
1. Perencanaan produksi ialah suatu kegiatan yang berkenaan dengan penentuan
apa yang harus diproduksi, berapa banyak diproduksi, kapan diproduksi dan
apa sumber daya yang dibutuhkan untuk mendapatkan produk yang telah
ditetapkan.
2. Pengendalian produksi ialah fungsi yang mengarahkan atau mengatur
pergerakan material (bahan, part/komponen/subassembly dan produk) melalui
seluruh siklus manufacturing mulai dari permintaan bahan baku sampai pada
pengiriman produk akhir kepada pelanggan.
Ada tiga sasaran pokok yang sekaligus menjadi barometer keberhasilan
perencanaan dan pengendalian produksi yaitu:
1. Tercapainya kepuasan pelanggan yang diukur dari terpenuhinya order terhadap
produk tepat waktu, tepat jumlah dan tepat mutu.
2. Tercapainya tingkat utilitas sumber daya produksi yang maksimum melalui
minimisasi waktu setup, transportasi, waktu menunggu dan waktu untuk
pengerjaan ulang (rework).
3
3. Terhindarnya acara pengadaan yang bersifat rush order dan persediaan yang
berlebihan.
3.2. Perencanaan Agregat4
Perencanaan produksi dimulai dengan meramalkan permintaan secara
tepat sebagai input utamanya. Selain peramalan, input-input untuk pesanan
tersebut juga harus memasukkan pesanan-pesanan aktual yang telah dijanjikan,
kebutuhan persediaan gudang, dan penyesuaian tingkat persediaan. Perencanaan
agregat kemudian dikembangkan untuk merencanakan kebutuhan produksi
bulanan atau triwulan bagi kelompok-kelompok produk sebagaimana yang telah
diperkirakan dalam peramalan permintaan.
Setelah perencanaan dibuat, maka hasilnya akan didisagregasikan ke
dalam kebutuhan-kebutuhan berdasarkan tahapan waktu untuk masing-masing
jenis produk. Perencanaan ini disebut Jadwal Induk Produksi (Master Production
Schedulling / MPS). MPS bukan merupakan peramalan, tetapi lebih merupakan
suatu jadwal yang berisikan informasi tentang “kapan” produksi harus
diselesaikan.
4
3.3. Resource Planning5
Sebuah rencana sumber daya (resource plan) menjelaskan banyaknya
sumber daya tertentu dibutuhkan untuk menunjang permintaan agregat yang
dinyatakan dalam rencana agregat (aggregate plan). Kapasitas suatu sumber daya
diukur atau dinyatakan sebagai level kapasitas (capacity level) yaitu jumlah waktu
maksimum tersedia bagi sumber daya tersebut untuk dimanfaatkan per satuan
waktu. Hanya sumber daya kunci yang diperhatikan dalam perencanaan kapasitas
ini. Sumber daya kunci ialah sumber daya yang kritis yaitu sumber daya yang
bersifat khusus, sulit, langka, memerlukan ketrampilan sangat tinggi dan tidak
fleksibel. Sumber daya yang sering mengalami bottleneck termasuk dalam
kategori sumber daya kunci. Seperti halnya sebuah rantai yang kekuatannya
ditentukan oleh mata rantai yang terlemah, kapasitas sumber daya kunci juga
menentukan total kapasitas seluruh proses manufaktur.
Perencanaan sumber daya ditujukan untuk menguji kecukupan kapasitas
yang tersedia terhadap kapasitas yang dibutuhkan dalam mendukung rencana
agregat. Faktor-faktor yang diperhatikan dalam menghitung kapasitas yang
tersedia ialah jumlah hari kerja per minggu, jumlah shift per hari, jumlah unit
sumber daya dan faktor efisiensi operator.
3.4. Jadwal Induk Produksi (JIP)
Jadwal induk produksi ialah suatu pernyataan tentang produk akhir apa
atau item apa yang direncanakan untuk diproduksi, berapa banyak produk atau
5
item tersebut akan diproduksi pada setiap periode sepanjang rentang waktu
perencanaan. Rencana induk produksi berfungsi sebagai basis dalam penentuan
jadwal proses operasi di lantai pabrik, jadwal pengadaan bahan dari luar
perusahaan (boughout materials) dan jadwal alokasi sumber daya untuk
mendukung jadwal pengiriman produk kepada pelanggan.6Jadwal Induk Produksi
(JIP) dihasilkan baik dari rencana agregat maupun langsung dari perkiraan
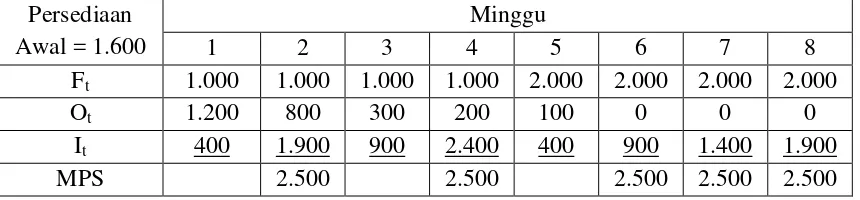
permintaan untuk produk akhir.Contoh perencanaan jadwal induk produksi dapat
[image:58.595.109.539.362.462.2]dilihat pada Tabel 3.1.7
Tabel 3.1. Perencanaan JIP
Persediaan Awal = 1.600
Minggu
1 2 3 4 5 6 7 8
Ft 1.000 1.000 1.000 1.000 2.000 2.000 2.000 2.000
Ot 1.200 800 300 200 100 0 0 0
It 400 1.900 900 2.400 400 900 1.400 1.900
MPS 2.500 2.500 2.500 2.500 2.500
3.5. Perencanaan Kasar Kebutuhan Kapasitas (RCCP)8
Perencanaan kasar kebutuhan kapasitas (Rough Cut Capacity Planning/
RCCP) adalah pengukuran untuk menentukan secara kasar apakah jadwal induk
produksi yang telah dibuat dapat dipenuhi atau tidak. Rough Cut Capacity
Planning menghitung kebutuhan kapasitas secara kasar dan membandingkannya
dengan kapasitas yang tersedia. Perhitungan secara kasar yang dimaksud terlihat
6
Sinulingga, Sukaria. 2009. Perencanaan dan Pengendalian Produksi. Yogyakarta:Graha Ilmu. Hal. 131.
7
Sipper, Daniel, dan Robert L. Bulfin, Jr. 1998. Production : Planning, Control, and Integration. Hal 321 - 325
8
dalam dua hal yang menjadi karakteristik RCCP yaitu: pertama, kebutuhan
kapasitas masih didasarkan pada kelompok produk, bukan produk per produk dan
kedua tidak memperhitungkan jumlah persediaan yang telah ada.
9 jk ik n k b a Required Capacity
∑
= = 1Rumus untuk menghitung kapasitas yang dibutuhkan Produk k pada
Stasiun Kerja i untuk Periode j yaitu :
untuk semua i, j.
Keterangan :
ik
a = Waktu pengerjaan produk k pada Stasiun Kerja i
jk
b = Jumlah produk k yang akan dijadwalkan pada periode j
10
Efisiensi Utilitas
Tersedia Kerja
Waktu × ×
=
vailable Capacity A
Kapasitas tersedia didapat dengan rumus perhitungan yaitu :
3.6. Peramalan
3.6.1. Konsep Dasar Peramalan11
Peramalan merupakan bagian awal dari suatu pengambilan suatu
keputusan. Sebelum melakukan peramalan harus diketahui terlebih dahulu apa
sebenarnya persoalan dalam pengambilan keputusan itu.
Peramalan adalah pemikiran terhadap suatu besaran, misalnya permintaan
terhadap suatu atau beberapa produk pada periode yang akan datang. Pada
9
Fogarty, Donald W., dkk. 1991. Production & Inventory Management. Hal 413.
10
hakekatnya peramalan merupakan suatu perkiraan, tetapi dengan menggunakan
teknik-teknik tertentu, maka peramalan menjadi lebih sekedar perkiraan.
Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah
permintaan terhadap suatu produk dan merupakan langkah awal dari proses
perencanaan dan pengendalian produksi. Tujuan peramalan dalam kegiatan
produksi adalah untuk meredam ketidakpastian, sehingga diperoleh suatu
perkiraan yang mendekati keadaan yang sebenarnya.
3.6.2. Metode Time Series12
Pada metode time series, pendugaan masa depan dilakukan berdasarkan
nilai masa lalu dari suatu variabel dan atau kesalahan masa lalu. Tujuan metode
ini adalah menemukan pola dalam deret data historis dan mengekstrapolasikan
pola tersebut ke masa depan. Langkah penting dalam memilih suatu metode time
series yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga
metode yang paling tepat dengan pola tersebut dapat diuji.
Metode kecenderungan dengan regresi merupakan dasar garis
kecenderungan untuk suatu persamaan, sehingga dengan dasar persamaan tersebut
dapat di proyeksikan hal-hal yang akan diteliti pada masa yang akan datang. 13
Bentuk fungsi dari metode ini dapat berupa:
1. Konstan, dengan fungsi peramalan (Yt):
Yt = a, dimana
N Y a=
∑
112
Makridakis, dkk. 1993. Metode dan Aplikasi Peramalan. Jakarta: Erlangga. Hal. 9-10.
13
Dimana : Yt = nilai tambah
N = jumlah periode
2. Linier, dengan fungsi peramalan:
Yt = a + bt
Dimana :
n t b Y
a=
∑
−∑
( ) ( )
( )
∑
∑
∑ ∑ ∑
− − = 2 2 t t n y t ty n b3. Kuadratis, dengan fungsi peramalan:
Yt = a + bt + ct2
Dimana : n