LAMPIRAN
Lampiran 1. Uraian Tugas dan Tanggungjawab 1. Presiden Direktur
Tugas dari Presiden Direktur, antara lain :
a. Mengambil keputusan yang berhubungan dengan kegiatan operasional perusahaan.
b. Menyusun strategi manufacturing yang memungkinkan perusahaan menghasilkan produk yang sesuai standard kualitas yang diharapkan.
c. Merencanakan, mengkoordinir, mengarahkan, dan mengawasi seluruh kegiatan perusahaan.
d. Mengadakan hubungan dengan pihak luar baik swasta maupun pemerintah yang berhubungan dengan kelancaran perusahaan termasuk membuat tender (transaksi) dengan perusahaan lain.
Adapun tanggung jawab dari Presiden Direktur adalah:
Bertanggung jawab atas semua operasional perusahaan serta kontinuitas kegiatan perusahaan.
2. Direktur Pemasaran
Tugas dari Direktur Pemasaran adalah merencanakan, menyiapkan serta melaksanakan strategi-strategi pemasaran yang diperlukan untuk meningkatkan penjualan produk.
Adapun tanggung jawab dari Direktur Pemasaran adalah:
b. Bertanggung jawab atas peningkatan kuantitas penjualan melalui strategi-strategi pemasaran.
3. Direktur Pabrik
Tugas dari Direktur Pabrik, antara lain :
a. Mengawasi, membina dan meminta pertanggungjawaban dari seluruh kepala bagian di pabrik.
b. Menentukan status transformator dengan mendapat masukan dari Kabag bagian Pengujian dan atau Kabag Quality Assurance.
Adapun tanggung jawab dari Direktur Pabrik adalah :
a. Bertanggung jawab atas semua kegiatan produksi transformator. b. Bertanggung jawab sebagai manajemen representative.
c. Melaksanakan rencana kerja operasional pabrik agar berjalan lancar dan memenuhi target.
4. Direktur Keuangan/ADM
Tugas dari Direktur Keuangan/ADM, antara lain:
a. Merencanakan dan mengawasi penerimaan dan pengeluaran keuangan perusahaan.
b. Merencanakan serta mencari sumber-sumber keuangan untuk kelangsungan operasional perusahaan.
c. Mengawasi serta mengorganisir semua kegiatan yang berhubungan dengan sistem administrasi di dalam perusahaan.
Adapun tanggung jawab dari Direktur Keuangan/ADM adalah :
a. Bertanggung jawab atas semua aktivitas keuangan perusahaan termasuk juga kegiatan yang berhubungan dengan pembelian barang/bahan baku dalam kegiatan operasional perusahaan.
b. Bertanggung jawab atas seluruh kegiatan administrasi guna menunjang kontinuitas operasional perusahaan.
c. Berganggung jawab atas kegiatan yang berhubungan dengan sumber daya manusia dalam perusahaan.
5. Kepala Pemasaran
Adapun tugas dari Kepala Pemasaran adalah merencanakan, mengelola, dan melaksanakan strategi-strategi yang diperlukan untuk meningkatkan penjualan produk serta merencanakan dan melaksanakan kebijakan-kebijakan yang diperlukan untuk kegiatan pelayanan pelanggan.
Adapun tanggung jawab dari Kepala Pemasaran adalah:
a. Bertanggung jawab langsung kepada direktur pemasaran sehubungan dengan pekerjaan bagian pemasaran.
b. Bertanggung jawab terhadap peningkatan pelayanan kepada pelanggan melalui kebijakan dan strategi pemasaran.
c. Bertanggung jawab terhadap peningkatan kuantitas penjualan melalui strategi pemasaran.
6. Kepala Design
a. Memeriksa semua proses pembuatan transformator agar sesuai dengan desain.
b. Memberikan masukan atas setiap adanya perubahan bahan/material yang digunakan.
Adapun tanggung jawab dari Kepala Design adalah :
a. Membuat desain dan modifikasi desain sesuai dengan surat perintah kerja yang ada.
b. Mempersiapkan perhitungan bahan untuk pembuatan transformator yang akan diproduksi.
c. Menyiapkan/memberi informasi atas semua barang yang ada dalam persediaan.
7. Kepala Produksi
Adapun tugas dari Kepala Produksi adalah, antara lain:
a. Mengawasi semua kegiatan proses produksi yang berlangsung dilantai pabrik.
b. Menyusun jadwal kegiatan produksi
c. Memeriksa laporan produksi harian dan laporan produksi bulanan dari kepala bagian yang dibawahinya untuk diserahkan kepada direktur pabrik. Adapun tanggung jawab dari Kepala Produksi adalah :
8. Kepala Bengkel
Adapun tugas dari Kepala Bengkel adalah mengatur dan mengawasi pekerjaan karyawan bagian bengkel sesuai dengan tugasnya masing-masing.
Adapun tanggung jawab dari Kepala Bengkel adalah :
a. Memastikan pekerjaan dan hasil kerja karyawan di bagian bengkel berjalan dengan baik.
b. Memastikan perawatan peralatan dan mesin-mesin yang ada di bengkel berjalan dengan baik.
9. Kepala Proses Akhir
Adapun tugas dari Kepala Proses Akhir, antara lain:
a. adalah menyatakan transformator tidak layak masuk case bila ada ketidaksesuaian pada transformator.
b. mengatur dan mengawasi pekerjaan karyawan bagian proses akhir sesuai dengan tugasnya masing-masing
Adapun tanggung jawab dari Kepala Proses Akhir adalah :
c. Memastikan semua kegiatan proses akhir produksi transformator berjalan dengan baik.
d. Memastikan perawatan fasilitas/peralatan dalam proses akhir berjalan dengan baik.
e. Memonitor dan mengevaluasi proses akhir produksi transformator. 10. Kepala Gudang
a. Mengajukan surat permohonan untuk kebutuhan bahan/barang yang diperlukan dalam rangka proses produksi.
b. Membuat surat jalan/surat lainnya yang diperlukan untuk proses pengeluaran barang atau transformator dari pabrik.
c. Melakukan kontrol atas bahan/komponen yang dipakai bagian produksi. Adapun tanggung jawab dari Kepala Gudang adalah :
a. Penyimpanan semua bahan baku transformator yang siap dikirim dan memelihara dokumen-dokumen yang berkaitan.
b. Melakukan kontrol atas jadwal pengeluaran transformator serta bahan yang diperlukan dalam rangka proses produksi.
c. Mengeluarkan tanda penerimaan barang beserta statusnya berdasarkan pemeriksaan bagian QAS. Menentukan tempat penyimpanan setiap bahan baku atau transformator yang diproduksi. Menyiapkan IKA yang diperlukan untuk pekerjaan identifikasi kartu stok/laporan stok serta memelihara segala administrasi terkait.
11. Kepala Pengujian
Tugas dari Kepala Pengujian adalah Mereject transformator yang tidak lolos pengujian.
Adapun tanggung jawab dari Kepala Pengujian adalah :
a. Memastikan semua kegiatan pengujian produksi transformator berjalan dengan baik.
12. Kepala QAS (Quality Assurance)
Adapun tugas dari Kepala QAS (Quality Assurance), antara lain :
a. Menyusun serta menetapkan pedoman mutu serta prosedur bagian quality assurance.
b. Memberitahukan kepada direktur pabrik jika tidak ada kesesuaian material. Adapun tanggung jawab dari Kepala QAS (Quality Assurance) adalah :
a. Memeriksa, mengawasi serta memonitor seluruh kegiatan produksi transformator.
b. Melaporkan proses produksi yang tidak sesuai kepada direktur pabrik. c. Bertanggung jawab atas hasil inspeksi bahan baku dan proses produksi. 13. Kepala Keuangan
Adapun tugas dari Kepala Keuangan, antara lain :
a. Memelihara arsip-arsip karyawan dan menyusun sistem administrasi yang dibutuhkan.
b. Menyusun laporan dan membuat pembukuan atas semua kegiatan keuangan. Adapun tanggung jawab dari Kepala Keuangan adalah :
Bertanggung jawab langsung kepada direktur keuangan sehubungan dengan setiap kegiatan finansial perusahaan.
14. Kepala Personalia
Adapun tugas dari Kepala Personalia, antara lain :
b. Mengurus kegiatan penerimaan dan pengangkatan karyawan. c. Mengatur urusan pelanggaran dan PHK.
d. Mengatur kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
e. Mengadakan administrasi atas transaksi pembelian material maupun penjualan hasil produksi.
f. Mengatur surat-surat yang masuk dan yang keluar dari perusahaan. Adapun tanggung jawab dari Kepala Personalia adalah :
a. Mengawasi, mengarahkan serta membina personil perusahaan.
b. Mengidentifikasi kebutuhan pelatihan untuk meningkatkan kemampuan, pengetahuan serta wawasan personil perusahaan.
15. Kepala Pembelian
Adapun tugas dari Kepala Pembelian, antara lain :
a. Mendapatkan informasi mengenai persediaan bahan baku/material yang dibutuhkan.
b. Mendapatkan informasi atas mutu bahan baku/material yang telah diserahkan oleh supplier.
Adapun tanggung jawab dari Kepala Pembelian adalah : a. Melakukan pemilihan dan evaluasi atas supplier.
Lampiran 3. Penilaian Rating Factor Sistem Westinghouse Factor
Keterangan:
a. Keterampilan (Skill)
Untuk keperluan penyesuaian keterampilan, dapat dibagi menjadi 6 (enam) kelas dengan ciri–ciri dari setiap kelas adalah sebagai berikut :
SUPER SKILL:
1. Secara bawaan cocok sekali dengan pekerjaannya. 2. Bekerja dengan sempurna.
3. Tampak seperti telah terlatih dengan sangat baik.
4. Gerakan–gerakan halus tetapi sangat cepat sehingga sulit untuk diikuti. 5. Kadang–kadang terkesan tidak berbeda dengan gerakan-gerakan mesin. 6. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau
terlihat karena lancarnya.
7. Tidak terkesan adanya gerakan-gerakan berpikir dan merencanakan tentang apa yang dikerjakan (sudah sangat otomatis).
8. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah pekerja yang baik.
EXCELLENT SKILL: 1. Percaya pada diri sendiri.
2. Tampak cocok dengan pekerjaannya. 3. Terlihat telah terlatih baik.
4. Bekerjanya teliti dengan tidak banyak melakukan pengukuran–pengukuran atau pemeriksaan.
5. Gerakan–gerakan kerjanya beserta urutan–urutannya dijalankan tanpa kesalahan.
6. Menggunakan peralatan dengan baik. 7. Bekerjanya cepat tetapi halus.
8. Bekerja berirama dan terkoordinasi. GOOD SKILL:
1. Kualitas hasil baik.
3. Dapat memberi petunjuk–petunjuk pada pekerja lain yang keterampilannya lebih rendah.
4. Tampak jelas sebagai pekerja yang cakap. 5. Tidak memerlukan banyak pengawasan. 6. Tiada keragu–raguan.
7. Bekerjanya stabil.
8. Gerakan–gerakannya selalu terkoordinasi dengan baik. 9. Gerakan–gerakannya cepat.
AVERAGE SKILL:
1. Tampak adanya kepercayaan pada diri sendiri. 2. Gerakannya cepat tapi tidak lambat.
3. Terlihat adanya pekerjaan–pekerjaan yang direncanakan. 4. Tampak sebagai pekerja yang cakap.
5. Gerakan–gerakannya cukup menunjukkan tiadanya keragu–raguan. 6. Mengkoordinasi tangan dan pikiran dengan cukup baik.
7. Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaannya. 8. Bekerjanya cukup teliti.
9. Secara keseluruhan cukup memuaskan.
FAIR SKILL:
1. Tampak terlatih tetapi belum cukup baik.
2. Mengenal peralatan dan lingkungan secukupnya.
3. Terlihat adanya perencanaan–perencanaan sebelum melakukan gerakan. 4. Tidak mempunyai kepercayaan diri yang cukup.
5. Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah ditempatkan dipekerjaan tersebut sejak lama.
6. Mengetahui apa yang dilakukan dan harus dilakukan tetapi tampak tidak selalu yakin.
9. Biasanya tidak ragu–ragu dalam menjalankan gerakan–gerakannya.
POOR SKILL
1. Tidak bisa mengkoordinasikan tangan dan pikiran. 2. Gerakan–gerakannya kaku.
3. Kelihatan ketidakyakinannya pada urutan–urutan gerakan. 4. Seperti tidak terlatih untuk pekerjaan yang bersangkutan. 5. Tidak terlihat adanya kecocokan dengan pekerjaannya. 6. Ragu–ragu dalam menjalankan gerakan–gerakan kerja. 7. Sering melakukan kesalahan–kesalahan.
8. Tidak adanya kepercayaan pada diri sendiri. 9. Tidak bisa mengambil inisiatif sendiri.
b. Usaha (Effort)
Sistem westinghouse membagi 6 (enam) kelas usaha dengan ciri–cirinya sebagai berikut:
EXCESSIVE EEFORT:
1. Kecepatan sangat berlebihan.
2. Usahanya sangat bersungguh–sungguh tetapi dapat membahayakan kesehatannya.
3. Kecepatan yang ditimbulkannya tidak dapat dipertahankan sepanjang hari kerja.
EXCELLENT EFFORT:
1. Jelas terlihat kecepatan kerjanya yang tinggi.
2. Gerakan–gerakan lebih ekonomis daripada operator–operator biasa. 3. Penuh perhatian pada pekerjaannnya.
4. Banyak memberi saran–saran.
8. Bangga atas kelebihannya.
9. Gerakan–gerakan yang salah sangat jarang sekali terjadi. 10. Bekerjanya sistematis.
11. Karena lancarnya, perpindahan dari suatu elemen ke elemen lain tidak terlihat.
GOOD EFFORT: 1. Bekerja berirama.
2. Saat–saat mengaggur sangat sedikit, bahkan kadang–kadang tidak ada. 3. Penuh perhatian pada pekerjaannya.
4. Senang pada pekerjaannya.
5. Kecepatannya baik dan dapat dipertahankan sepanjang hari. 6. Percaya pada kebaikan maksud pengukuran waktu.
7. Menerima saran–saran dan petunjuk–petunjuk dengan senang hati. 8. Dapat memberi saran–saran untuk perbaikan kerja.
9. Tempat kerjanya diatur baik dan bersih.
10. Menggunakan alat–alat yang tepat dengan baik. 11. Memelihara dengan baik kondisi peralatan.
AVERAGE EFFORT:
1. Tidak sebaik good, tetapi lebih baik dari poor. 2. Bekerja dengan stabil.
3. Menerima saran–saran tetapi tidak langsung melaksanakannya. 4. Set up dilaksanakan dengan baik.
5. Melakukan kegiatan–kegiatan perencanaan.
FAIR EFFORT:
1. Saran–saran perbaikan diterima dengan kesal.
4. Tidak mengeluarkan tenaga dengan secukupnya. 5. Terjadi sedikit penyimpangan dari cara kerja baku. 6. Alat–alat yang dipakainya tidak selalu yang terbaik.
7. Terlihat adanya kecendrungan kurang perhatian pada pekerjaannya. 8. Terlampau hati–hati.
9. Sistematika kerjanya sedang–sedang saja. 10. Gerakan–gerakannya tidak terencana.
POOR EFFORT:
1. Banyak membuang–buang waktu.
2. Tidak memperhatikan adanya minat bekerja. 3. Tidak mau menerima saran–saran.
4. Tampak malas dan lambat bekerja.
5. Malakukan gerakan–gerakan yang tidak perlu untuk mengambil alat–alat dan bahan–bahan.
6. Tempat kerjanya tidak diatur dengan baik. 7. Tidak perduli pada cocok atau baik tidaknya 8. peralatan yang dipakai.
9. Mengubah–ubah tata letak tempat kerja yang telah diatur. 10. Set up kerjanya terlihat tidak baik.
c. Kondisi kerja (Condition)
d. Konsistensi (Consistency)
DAFTAR PUSTAKA
Baroto, Teguh. 2012. Perencanaan dan Pengendalian Produksi. Jakarta: Ghalia Indonesia.
Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta: Graha Ilmu.
Napitupulu, Juni Yanti. 2010. Penyeimbangan Lintasan pada Proses Pembuatan Pintu dengan Metode Helgesin Birnie Kilbridge Wester, dan Moodie Young pada Production Training Center. Medan: Departemen Teknik Industri Universitas Sumatera Utara.
Nasution, Arman Hakim. 2003. Perencanaan dan Pengendalian Produksi, Edisi Pertama. Surabaya: Guna Widya.
Panneerselvam,R. 2005. Production and Operations Management, 2nd ed. India Private Limited: Prentice Hall.
Ponnambalam,S, G, Aravindan, P and Mogileeswar Naidu, G. 1999. A Comparative Evaluation of Assembly Line Balancing Heuristic. Spinger-Verlag London Limited
Pribadi, Teguh Adhi. 2004.Usulan Design Subline Tipe BE 0 Studi Kasus pada PT.XYZ. Jakarta: Jurusan Teknik Industri, Fakultas Teknik Universitas Bina Nusantara.
BAB III
3LANDASAN TEORI
3.1. Definisi Line Balancing4
5Menurut Hari Purnomo, dalam lingkungan perusahaan bertipe repetitive manufacture, peranan perencanaan produksi sangat penting, terutama dalam penugasan kerja pada lintasan perakitan (assembly line). Pengaturan dan perencanaan yang tidak tepat akan mengakibatkan setiap stasiun kerja di lintas perakitan mempunyai kecepatan produksi yang berbeda. Akibat selanjutnya adalah terjadi penumpukan material di antara stasiun kerja yang tidak berimbang kecepatan produksinya.
Lini perakitan dapat didefinisikan sebagai sekelompok orang dan/atau mesin yang melakukan tugas-tugas sekuensial dalam merakit suatu produk. Lini perakitan merupakan lini produksi di mana material melewati stasiun kerja yang mengerjakan perakitan.
6Assembly line atau lintasan perakitan merupakan bagian dari lini produksi yang berupa perakitan material dimana materialnya bergerak kontinu dengan rata– rata laju kedatangan material berdistribusi seragam melewati stasiun kerja dan bertujuan merakit material menjadi sub assembly untuk kemudian menjadi sebuah
produk jadi. Pengalokasian elemen-elemen pada stasiun-stasiun kerja dibatasi oleh dua kendala yaitu :
1. Precedence Constraint
Dalam proses assembling ada dua kondisi yang muncul, yaitu :
a. Tidak ada ketergantungan dari komponen-komponen dalam proses pengerjaanya. Jadi setiap komponen mempunyai kesempatan untuk dilaksanakan pertama kali. Dengan kata lain tidak ada precedence untuk setiap item. Batasan praktisnya adalah hanya bahwa ada satu dari komponen-komponen ini yang dikerjakan pertama kali dan disini dibutuhkan prosedur penyeleksian untuk menetukan prioritas.
b. Apabila ada satu komponen telah terpilih untuk diassembling urutan untuk assembling komponen lain telah dimulai. Di sini dinyatakan batasan Precedence untuk pengerjaan komponen-komponen.
Ada beberapa cara untuk menggambarkan kondisi Precedence tersebut. Alat atau cara yang paling efektif adalah untuk menggambarkan kondisi ini dengan menggunakan diagram Precedence. Maksud dari diagram ini adalah untuk menggambarkan situasi lintasan yang nyata dalam bentuk diagram. Precedence diagram dapat disusun dengan menggunakan dua simbol dasar yaitu :
Gambar 3.1. Bentuk Elemen Simbol
b. Hubungan antar simbol
Biasa menggunakan anak panah untuk menyatakan hubungan dari elemen simbol yang satu terhadap elemen simbol yang lain. Precedence dinyatakan dengan perjanjian bahwa elemen pada ekor anak panah harus mendahului elemen pada kepala panah. Hubungan antar simbol dapat dilihat pada Gambar 3.2.
Gambar 3.2. Hubungan Antar Simbol
Gambar menunjukkan bahwa elemen A harus mendahului (precedence) elemen B dan elemen B harus mendahului elemen C.
2. Zoning Constraint
3.2. Masalah Line Balancing7
Masalah pada lintasan produksi akan kelihatan pada proses perakitan jika dibandingkan dengan proses pabrikasi. Dalam pabrikasi, part-part biasanya membutuhkan mesin-mesin berat dengan waktu siklus yang panjang. Bila beberapa operasi dengan peralatan yang berbeda dibutuhkan dalam proses seri, maka akan sangat sulit untuk menyeimbangkan panjangnya waktu siklus mesin, yang pada akhirnya akan menghasilkan rendahnya penggunaan kapasitas. Gerakan kontinu lebih dapat dicapai dengan operasi yang dilakukan secara manual jika operasi tersebut dapat dibagi-bagi menjadi tugas-tugas kecil dalam durasi waktu yang pendek. Semakin besar fleksibilitas dalam mengkombinasikan beberapa tugas tersebut, semakin tinggi pula keseimbangan yang dapat dicapai. Hal ini akan membuat aliran yang mulus dengan utilisasi tenaga kerja dan perakitan yang tinggi.
3.3. Terminologi Lintasan8
Ada beberapa terminologi atau istilah-istilah yang berkaitan dengan keseimbangan lintasan, yaitu:
a. Elemen Kerja
Adalah pekerjaan yang harus dilakukan dalam suatu kegiatan perakitan.
7 Arman Hakim Nasution. 2003. Perencanaan dan Pengendalian Produksi. Surabaya. Guna Widya. Hal 150.
b. Stasiun Kerja
Adalah lokasi-lokasi tempat elemen kerja dikerjakan.
c. Waktu Siklus/Cycle Time
Adalah waktu yang diperlukan untuk membuat satu unit produk pada satu stasiun kerja.
d. Waktu Stasiun Kerja (WSK)
Adalah waktu yang dibutuhkan oleh sebuah stasiun kerja untuk mengerjakan semua elemen kerja yang didistribusikan pada staiun kerja tersebut.
e. Waktu Operasi
Adalah waktu standar untuk menyelesaikan suatu operasi. f. Balance Delay
Adalah rasio antara waktu idle dalam lintasan perakitan dengan waktu yang tersedia.
g. Precedence Diagram
Adalah diagram yang menggambarkan urutan dan keterkaitan antar elemen kerja perakitan sebuah produk. Pendistribusian elemen kerja yang dilakukan untuk setiap stasiun kerja harus memperhatikan precedence diagram.
1. Efisiensi Lintasan
Adalah rasio antara waktu yang digunakan dengan waktu yang tersedia. Berkaitan dengan waktu yang tersedia, lintasan akan mencapai keseimbangan apabila setiap daerah pada lintasan mempunyai waktu yang sama.
Efisiensi lintasan dihitung dengan rumus sebagai berikut: ��� ��� =∑�.�= � � %
Keterangan:
CT = Waktu siklus
n = Jumlah stasiun kerja
∑Sti = Jumlah waktu masing-masing stasiun (I=1,2,3,…,n) 2. Indeks Penghalusan (Smoothness Index/SI)
Adalah suatu indeks yang mempunyai kelancaran relatif dari penyeimbang lini perakitan tertentu. Formula yang digunakan untuk menentukan besarnya SI adalah sebagai berikut :
� = √∑ � � − � �=
Keterangan:
STi max = Waktu maksimum dari stasiun kerja yang terbentuk STi = Waktu stasiun di stasiun kerja ke-i
n = Jumlah stasiun kerja 3. Balance Delay
= �. − ∑�. �= � � %
Keterangan:
D = Balance Delay
C = Waktu yang paling maksimum dalam stasiun kerja n = Jumlah stasiun kerja
∑Sti = Jumlah waktu masing-masing stasiun (I=1,2,3,…,n)
3.4. Beberapa Teknik Line Balancing9
Pada awalnya teori-teori line balancing dikembangkan dengan pendekatan matematis/analitis yang akan memberikan solusi optimal, tapi lambat laun akhirnya para peneliti menyadari bahwa pendekatan secara matematis tidak ekonomis. Memang semua problem dapat dipecahkan secara matematis, tetapi usaha yang dilakukan untuk perhitungan terlalu besar. Sudah banyak alternatif baru, tetapi tidak ada yang dapat mengurangi jumlah perhitungan pada tingkat yang dapat diterima.
Hal tersebut membuat para ahli mengembangkan metode heuristik. Metode ini didasarkan atas pendekatan matematis dan akal sehat. Batasan heuristik menyatakan pendekatan trial dan eror dan teknik ini memberikan hasil yang secara matematis belum optimal tetapi cukup mudah memakainya10. Usaha yang dikeluarkan untuk perhitungan agar mendapatkan solusi yang optimal
9 Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta: Graha Ilmu. Hal. 212
seringkali sangat besar dan sangat riskan apabila data yang dimasukkan tidak akurat.
Untuk penyeimbangan lintasan perakitan ada beberapa teori yang dikemukakan para ahli yang meneliti bidang ini.
3.4.1. Metode Moodie Young11
Metode ini terdiri dari 2 fase. Fase pertama adalah membuat pengelompokkan stasiun kerja. Elemen kerja ditempatkan pada stasiun kerja dengan aturan, bila terdapat dua elemen kerja yang bisa dipilih maka elemen kerja yang mempunyai waktu yang lebih besar ditempatkan yang pertama. Pada fase ini pula, precedence diagram dibuat matriks P dan F, yang menggambarkan elemen kerja pendahulu (P) dan elemen kerja yang mengikuti (F) untuk semua elemen kerja yang ada.
Pada fase kedua dilakukan redistribusi elemen kerja ke setiap stasiun kerja hasil dari fase 1. Langkah-langkah yang harus dilakukan pada fase 2 ini adalah sebagai berikut :
1) Identifikasi waktu stasiun kerja terbesar dan waktu stasiun kerja terkecil. 2) Tentukan GOAL, dengan rumus :
GOAL =
2
min
max waktusiklus
siklus
waktu
3) Identifikasi sebuah elemen kerja yang terdapat dalam stasiun kerja dengan waktu paling maksimum, yang mempunyai waktu yang lebih kecil daripada
11
GOAL, yang elemen kerja tersebut bila dipindah ke stasiun kerja yang paling minimum tidak melanggar precedence diagram.
4) Pindahkan elemen kerja tersebut.
5) Ulangi evaluasi sampai tidak ada lagi elemen kerja yang dapat dipindah.
3.4.2. Metode COMSOAL12
Metode COMSOAL merupakan salah satu dari metode heuristik yang menggunakan komputer untuk menyeimbangkan lintasan produksi. Digunakannya metode COMSOAL ini karena metode ini dapat memberikan hasil yang memuaskan dengan tingkat kecepatan penyelesaian dan kemudahan yang tinggi.
Metode ini pada hakekatnya adalah meminimumkan jumlah pekerja atau stasiun kerja untuk suatu kecepatan produksi tertentu untuk mencapai keseimbangan lintasan berdasarkan waktu siklus tertentu, kemudian berusaha mencapai balance delay yang minimum dengan mengurangi jumlah pekerja atau stasiun kerja yang ada pada lintasan produksi tersebut.
Prosedur dari metode COMSOAL ini secara manual adalah sebagai berikut:
1. Mendaftarkan semua komponen pekerjaan serta jumlah proses yang mendahuluinya (yang terdekat).
2. Mendaftarkan semua komponen pekerjaan yang tidak didahului oleh proses manapun
3. Memilih salah satu komponen pekerjaan yang terdaftar pada prosedur no. 2
4. Komponen yang dipilih pada prosedur no. 3 dipindahkan dari dasar pada prosedur no. 2 dan no. 3, kemudian daftar pada prosedur no.l dan no.2 direvisi 5. Setelah direvisi, ulangi lagi prosedur no.3 dengan syarat Z Tc < Tc
6. Ulangi prosedur no.4 dan no.5 sampai semua elemen kerja masuk ke stasiun kerja.
3.5. Menghitung Waktu Siklus13
Metode untuk menghitung waktu siklus ialah dengan mengambil faktorisasi prima dari waktu total elemen kerja perusahaan dan mengkombinasi bilangan tersebut hingga memenuhi syarat :
Waktu elemen kerja terbesar ≤ Waktu Siklus ≤ Waktu Total
3.6. Pengukuran Waktu Jam Henti14
Sesuai dengan namanya, maka pengukuran waktu ini menggunakan jam henti (stop watch) sebagai alat utamanya. Cara ini tampaknya merupakan cara yang paling banyak dikenal, dan karenanya banyak dipakai. Untuk mendapatkan hasil yang baik, yang dapat dipertanggungjawabkan maka tidaklah cukup sekedar melakukan beberapa kali pengukuran dengan jam henti. Banyak faktor yang harus diperhatikan agar akhirnya dapat diperoleh waktu yang pantas untuk pekerjaan yang bersangkutan seperti yang berhubungan dengan kondisi kerja, cara pengukuran, jumlah pengukuran dan lain-lain.
13
Purnomo, Hari. Pengantar Teknik Industri. Yogyakarta: Graha Ilmu,2003. Hal 123
14
3.7. Penetapan Tujuan Pengukuran
Sebagaimana halnya dengan berbagai kegiatan lain, tujuan melakukan kegiatan harus ditetapkan terlebih dahulu. Dalam pengukuran waktu, hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan, beberapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.
Misalnya jika waktu baku yang akan diperoleh dimaksudkan untuk dipakai sebagai dasar upah perangsang, maka ketelitian dan keyakinan tentang hasil pengukuran harus tinggi karena menyangkut potensi dan pendapatan buruh disamping keuntungan bagi perusahaan itu sendiri. Tetapi jika pengukuran dimaksudkan untuk memperkirakan secara kasar bilamana pemesan barang dapat kembali untuk mengambil pesanannya, maka tingkat ketelitian dan tingkat keyakinan tidak perlu sebesar tadi.
3.8. Pengujian Data15
3.8.1. Keseragaman Data
Untuk memastikan bahwa data yang berkumpul berasal dari sistem yang sama, maka dilakukan pengujian terhadap keseragaman data. Sebagai contoh, pada suatu hari seorang operator malam harinya tidak tidur semalaman. Dibandingkan dengan hari-hari sebelumnya, data yang terkumpul pada hari itu akan jelas berbeda. Untuk itu diperlukan pengujian keseragaman data untuk memisahkan data yang memiliki karakteristik yang berbeda. Adapun rumus yang
15
digunakan dalam pengujian keseragaman data untuk stop watch adalah sebagai berikut :
BKA = �+ kσ BKB = �–kσ Dengan :
� = Nilai Rata-rata
BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah σ = Standar Deviasi k = Tingkat Keyakinan
3.8.2. Kecukupan Data
dari segi tenaga, biaya, waktu, dan sebagainya. Test kecukupan data dapat digunakan dengan menggunakan rumus sebagai berikut :
N’ =
[
��√� ∑��= �� − ∑��= �� ∑��= ��
]
Dengan:
N = Jumlah data pengamatan N’=Jumlah data teoritis
Jika N’ < N, maka data pengamatan cukup
[image:41.595.213.413.595.664.2]Jika N’ > N, maka data pengamatan kurang, dan perlu tambahan data. Nilai K untuk tingkat kepercayaan tertentu dapat dilihat pada Tabel 3.1.
Tabel 3.1. Tingkat Kepercayaan Tingkat Kepercayaan Nilai K
90 % 1,65
95% 1,95
99% 2,58
Nilai S untuk tingkat ketelitian tertentu dapat dilihat pada Tabel 3.2. Tabel 3.2. Tingkat Ketelitian
Tingkat Ketelitian Nilai S
5 % 0,05
3.9. Rating Factor dan Allowance16
Rating factor adalah faktor yang diperoleh dengan membandingkan kecepatan bekerja dari pada seseorang (operator) dengan normal menurut ukuran peneliti. Ada enam sistem rating yang sering dipergunakan, antara lain :
1. Skill dan Effort Rating
2. Westinghouse System of Rating
3. Synthetic Rating, merupakan metode ini mengevaluasi kecepatan operator berdasarkan data waktu gerakan yang telah ditentukan terlebih dahulu.
4. Objective Rating, cara objektif adalah cara menentukan rating performance yang memperhatikan dua faktor, yaitu kecepatan dan tingkat kesulitan pekerjaan.
5. Physiological Evaluation of Performance Level, level ini memberikan kecepatan denyut jantung per menit dan konsumsi oksigen per menit sesuai dengan kalori yang diukur berdasarkan ukuran fisiologi seseorang operator. 6. Performance Rating, bobot penyesuaian ini dinyatakan dalam persentasi,
dalam satuan per jam, atau dalam satuan unit.
Kelonggaran (allowance) diberikan untuk tiga hal yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan. Oleh sebab itu kelonggaran perlu ditambahkan kepada waktu normal.
1. Kelonggaran untuk Kebutuhan Pribadi
16
Yang termasuk ke dalam kebutuhan pribadi adalah hal-hal seperti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja, sekedar untuk menghilangkan ketegangan ataupun kejemuan dalam kerja.
2. Kelonggaran untuk Menghilangkan Rasa Fatique
Rasa fatique tercermin antara lain dari menurunnya hasil produksi baik jumlah maupun kualitas. Karenanya salah satu cara untuk menentukan besarnya kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat pada saat kapan hasil produksi menurun disebabkan oleh timbulnya rasa fatique.
3. Kelonggaran untuk Hambatan-Hambatan Tak Terhindarkan
Beberapa contoh yang termasuk ke dalam hambatan tak terhindarkan adalah: - Menerima atau meminta petunjuk kepada pengawas.
- Melakukan penyesuaian-penyesuaian mesin.
- Memperbaiki kemacetan-kemacetan singkat seperti mengganti alat potong yang patah, memasang kembali ban yang lepas dan sebagainya.
- Mengasah peralatan potong.
- Mengambil alat-alat khusus atau bahan-bahan khusus dari gudang.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di lantai pabrik PT.Morawa Electric Transbuana yang beralamat di Jln. Raya Medan Tanjung Morawa Km 20,5 Desa Tg.Baru Kec.Tg.Morawa Kab. Deli Serdang Sumatera Utara. Penelitian dilakukan pada bulan Mei 2012 hingga Juni 2012.
4.2. Rancangan Penelitian
Berdasarkan metode yang digunakan, penelitian ini termasuk dalam jenis penelitian action research karena bertujuan untuk rancangan keseimbangan lintasan pada proses perkaitan transformator.
Jenis penelitian ini adalah penelitian tindakan (action research), yaitu penelitian yang dilakukan untuk mendapatkan temuan-temuan praktis/untuk pengambilan keputusan operasional guna mengembangkan pendekatan baru15.
4.3. Objek Penelitian
Objek yang diteliti dalam penelitian ini adalah urutan proses produksi dan waktu yang diperlukan dalam pengerjaan transformator jenis tiga phase dengan daya 100 kVA.
4.4. Kerangka Konseptual
Adapun kerangka konseptual dari penelitian ini dapat dilihat pada Gambar 4.1. Kerangka konseptual adalah suatu model yang menunjukkan hubungan logis antara faktor –faktor yang telah diidentifiksai penting dan relevan terhadap masalah penelitian.
Alokasi beban kerja
Kapasitas mesin
Kapasitas operator
[image:45.595.202.418.248.414.2]Keseimbangan Lintasan
Gambar 4.1. Kerangka Konseptual Penelitian
4.5. Identifikasi Variabel Penelitian
Variabel-variabel penelitian yang akan diamati terdiri dari 2 unsur utama, yaitu:
1. Variabel Independen a. Alokasi Beban Kerja
Variabel yang menyatakan penugasan elemen kerja pada masing-masing stasin kerja dengan tidak melanggar urutan kerja.
b. Kapasitas Mesin
Variabel yang menyatakan kemampuan mesin untuk menghasilkan produk dalam waktu tertentu.
c. Kapasitas Operator
Variebel yang menyatakan kemampuan operator untuk menghasilkan produk dalam waktu tertentu.
2. Variabel Dependen
Variabel yang termasuk ke dalam varaiabel dependen adalah variabel keseimbangan lintasan yaitu variabel yang menyatakan pengaturan tugas-tugas sequensial pada masing-masing stasiun kerja secara seimbang.
4.6. Instrumen Penelitian
Instrumen yang digunakan dalam penelitian antara lain:
2. Pensil dan form pengumpulan data untuk mencatat setiap hasil pengukuran dan data-data lain yang diperlukan dalam penelitian.
4.7. Pengumpulan Data
Jenis data yang dikumpulkan berupa data primer dan data sekunder, yaitu : 1. Data Primer
Data primer adalah data yang diperoleh dari pengamatan dan penelitian secara langsung di lapangan. Data primer yang dikumpulkan adalah data elemen-elemen kerja dalam perakitan transformator, waktu proses operasi setiap elemen kerja dan lintasan kerja awal perusahaan. Data ini diperoleh dengan observasi langsung di lapangan. Selain itu juga diperlukan data gambaran proses produksi perusahaan yang diperoleh dengan wawancara kepada bagian produksi.
2. Data Sekunder
4.8. Pengolahan Data
Data yang diperoleh kemudian diolah sebagai masukan dalam pemecahan masalah. Langkah-langkah dalam pengolahan data ini adalah :
1. Melakukan pengujian data mengenai keseragaman data dan kecukupan data. 2. Melakukan perhitungan waktu normal dan waktu baku.
3. Melakukan perhitungan waktu siklus untuk setiap work center dan membuat waktu siklus tersebut menjadi patokan dalam pembagian elemen-elemen kerja ke dalam setiap work center sehingga tidak ada lagi satu work center yang mempunyai waktu yang sangat besar sedangkan work center lain sangat kecil. Metode untuk menghitung waktu siklus ialah dengan mengambil faktorisasi prima dari waktu total elemen kerja perusahaan dan mengkombinasi bilangan tersebut hingga memenuhi syarat :
Waktu elemen kerja terbesar ≤ Waktu Siklus ≤ Waktu Total
4. Melakukan perhitungan balance delay, efisiensi, dan smoothness index lintasan perakitan aktual.
5. Melakukan perbaikan lintasan perakitan dengan metode Moodie Young dan COMSOAL. Kedua metode ini dipilih agar dapat dibandingkan metode apa yang memberikan solusi yang mendekati optimal.
a. Metode Moodie Young
pula, precedence diagram dibuat matriks P dan F, yang menggambarkan elemen kerja pendahulu (P) dan elemen kerja yang mengikuti (F) untuk semua elemen kerja yang ada.
Pada fase kedua dilakukan redistribusi elemen kerja ke setiap stasiun kerja hasil dari fase 1. Langkah-langkah yang harus dilakukan pada fase 2 ini adalah sebagai berikut :
6) Identifikasi waktu stasiun kerja terbesar dan waktu stasiun kerja terkecil. 7) Tentukan GOAL, dengan rumus :
GOAL =
2
min
max waktusiklus
siklus
waktu
8) Identifikasi sebuah elemen kerja yang terdapat dalam stasiun kerja dengan waktu paling maksimum, yang mempunyai waktu yang lebih kecil daripada GOAL, yang elemen kerja tersebut bila dipindah ke stasiun kerja yang paling minimum tidak melanggar precedence diagram.
9) Pindahkan elemen kerja tersebut. Ulangi evaluasi sampai tidak ada lagi elemen kerja yang dapat dipindah.
b. Metode COMSOAL
Prosedur dari metode COMSOAL ini secara manual adalah sebagai berikut: 7. Mendaftarkan semua komponen pekerjaan serta jumlah proses yang
mendahuluinya (yang terdekat).
8. Mendaftarkan semua komponen pekerjaan yang tidak didahului oleh proses manapun
10. Komponen yang dipilih pada prosedur no. 3 dipindahkan dari dasar pada prosedur no. 2 dan no. 3, kemudian daftar pada prosedur no.l dan no.2 direvisi
11. Setelah direvisi, ulangi lagi prosedur no.3 dengan syarat Z Tc < Tc
Ulangi prosedur no.4 dan no.5 sampai semua elemen kerja masuk ke stasiun kerja.
6. Melakukan perhitungan balance delay, efisiensi, dan smoothness index dari hasil perbaikan lintasan perakitan dengan metode Moodie Young dan COMSOAL.
7. Memilih 1 metode terbaik yang menghasilkan solusi yang paling mendekati optimal sesuai karakteristik sebelumnnya dan mengusulkan lintasan stasiun kerja yang dibentuk oleh metode tersebut ke PT. Morawa Electric Tarnsbuana atas masalah yang ada pada perusahaan tersebut.
8. Menentukan jumlah operator, mesin dan waktu pengerjaan produk.
4.9. Analisia Data
Analisa pemecahan masalah yang dilakukan adalah: 1. Lintasan kerja awal perusahaan dengan masalah yang terjadi.
2. Keseimbangan Lintasan dengan Metode Moodie Young dan COMSOAL (Jumlah work center, balance delay, efisiensi, dan smoothness index).
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengunpulan Data
Data yang dikumpulkan pada penelitian ini diuraikan sebagai berikut: 5.1.1. Data Elemen Kerja
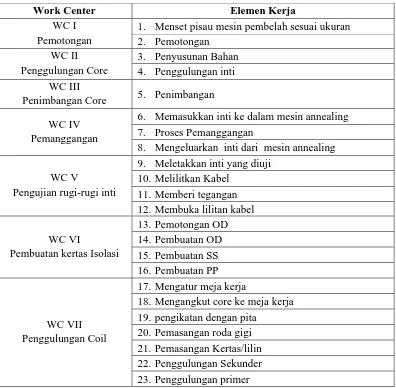
[image:51.595.116.512.357.745.2]Adapun elemen kerja untuk setipa work center pada proses produksi awal PT Morawa Electric Transbuana dapat dilihat pada Tabel 5.1.
Tabel 5.1. Elemen Kerja Setiap Work Center
Work Center Elemen Kerja
WC I Pemotongan
1. Menset pisau mesin pembelah sesuai ukuran 2. Pemotongan
WC II Penggulungan Core
3. Penyusunan Bahan 4. Penggulungan inti WC III
Penimbangan Core 5. Penimbangan
WC IV Pemanggangan
6. Memasukkan inti ke dalam mesin annealing 7. Proses Pemanggangan
8. Mengeluarkan inti dari mesin annealing
WC V
Pengujian rugi-rugi inti
9. Meletakkan inti yang diuji 10.Melilitkan Kabel
11.Memberi tegangan 12.Membuka lilitan kabel
WC VI
Pembuatan kertas Isolasi
13.Pemotongan OD 14.Pembuatan OD 15.Pembuatan SS 16.Pembuatan PP
WC VII Penggulungan Coil
17.Mengatur meja kerja
18.Mengangkut core ke meja kerja 19.pengikatan dengan pita
5.1. Elemen Kerja Setiap Work Center (Lanjutan)
Work Center Elemen Kerja
WC VIII Koneksi Kumparan
24.Mengangkut coil 25.Penyisipan sekunder 26.Pemotongan kertas support 27.Pemasanga pendek
28.Pengelasan sekunder 29.Pemasangan tutup 30.Pemasangan LV 31.Pemasangan HV 32.Pemasangan topchanger 33.Pengelasan primer 34.TTR
WC IX Pengeringan Trafo
35.Memasukkan Trafo ke dalam mesin pengering 36.Proses Pengeringan
37.Mengeluarkan Trafo ke dalam mesin pengering
WC X Proses Akhir
38.Pengujian isolasi 39.Pemasangan Terminal 40.Pemasangan Casing 41.Pengisian Minyak 42.Pengujian Akhir 43.Pemasangan merk Sumber: Morawa Electric Transbuana
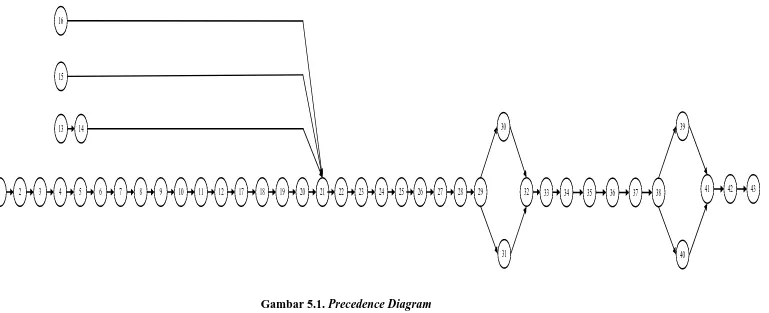
5.1.2. Precedence Digram
1 2 3 4 5 6 7 8 9 10 18 13 14
15 16
17 19 20 21 22 23 24 25 26 27 28 29
31 30
33
32 34 35 36
39
40
41 42 43
[image:53.842.43.812.109.422.2]11 12 37 38
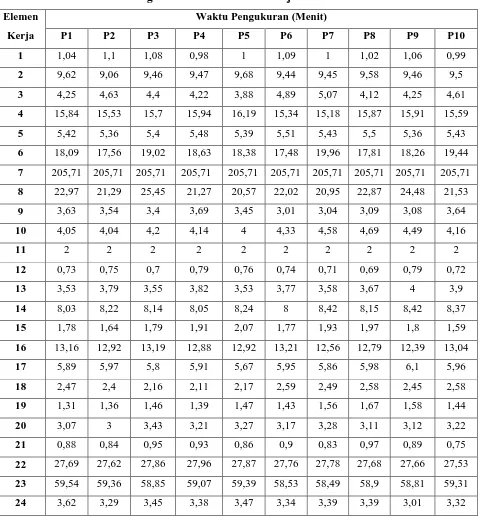
5.1.3. Waktu Pengerjaan Setiap Elemen Kerja
[image:54.595.75.555.180.702.2]Data waktu pengukuran setiap elemen kerja dapat dilihat pada Tabel 5.2. Tabel 5.2. Data Pengkuran Waktu Elemen Kerja Produksi Transformator
Elemen
Kerja
Waktu Pengukuran (Menit)
P1 P2 P3 P4 P5 P6 P7 P8 P9 P10
1 1,04 1,1 1,08 0,98 1 1,09 1 1,02 1,06 0,99
2 9,62 9,06 9,46 9,47 9,68 9,44 9,45 9,58 9,46 9,5
3 4,25 4,63 4,4 4,22 3,88 4,89 5,07 4,12 4,25 4,61
4 15,84 15,53 15,7 15,94 16,19 15,34 15,18 15,87 15,91 15,59
5 5,42 5,36 5,4 5,48 5,39 5,51 5,43 5,5 5,36 5,43
6 18,09 17,56 19,02 18,63 18,38 17,48 19,96 17,81 18,26 19,44
7 205,71 205,71 205,71 205,71 205,71 205,71 205,71 205,71 205,71 205,71
8 22,97 21,29 25,45 21,27 20,57 22,02 20,95 22,87 24,48 21,53
9 3,63 3,54 3,4 3,69 3,45 3,01 3,04 3,09 3,08 3,64
10 4,05 4,04 4,2 4,14 4 4,33 4,58 4,69 4,49 4,16
11 2 2 2 2 2 2 2 2 2 2
12 0,73 0,75 0,7 0,79 0,76 0,74 0,71 0,69 0,79 0,72
13 3,53 3,79 3,55 3,82 3,53 3,77 3,58 3,67 4 3,9
14 8,03 8,22 8,14 8,05 8,24 8 8,42 8,15 8,42 8,37
15 1,78 1,64 1,79 1,91 2,07 1,77 1,93 1,97 1,8 1,59
16 13,16 12,92 13,19 12,88 12,92 13,21 12,56 12,79 12,39 13,04
17 5,89 5,97 5,8 5,91 5,67 5,95 5,86 5,98 6,1 5,96
18 2,47 2,4 2,16 2,11 2,17 2,59 2,49 2,58 2,45 2,58
19 1,31 1,36 1,46 1,39 1,47 1,43 1,56 1,67 1,58 1,44
20 3,07 3 3,43 3,21 3,27 3,17 3,28 3,11 3,12 3,22
21 0,88 0,84 0,95 0,93 0,86 0,9 0,83 0,97 0,89 0,75
22 27,69 27,62 27,86 27,96 27,87 27,76 27,78 27,68 27,66 27,53
23 59,54 59,36 58,85 59,07 59,39 58,53 58,49 58,9 58,81 59,31
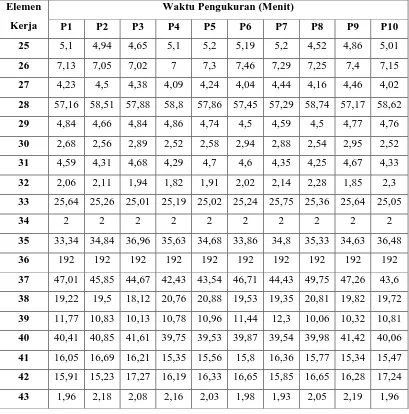
Tabel 5.2. Data Pengkuran Waktu Elemen Kerja Produksi Transformator (Lanjutan)
Elemen
Kerja
Waktu Pengukuran (Menit)
P1 P2 P3 P4 P5 P6 P7 P8 P9 P10
25 5,1 4,94 4,65 5,1 5,2 5,19 5,2 4,52 4,86 5,01
26 7,13 7,05 7,02 7 7,3 7,46 7,29 7,25 7,4 7,15
27 4,23 4,5 4,38 4,09 4,24 4,04 4,44 4,16 4,46 4,02
28 57,16 58,51 57,88 58,8 57,86 57,45 57,29 58,74 57,17 58,62
29 4,84 4,66 4,84 4,86 4,74 4,5 4,59 4,5 4,77 4,76
30 2,68 2,56 2,89 2,52 2,58 2,94 2,88 2,54 2,95 2,52
31 4,59 4,31 4,68 4,29 4,7 4,6 4,35 4,25 4,67 4,33
32 2,06 2,11 1,94 1,82 1,91 2,02 2,14 2,28 1,85 2,3
33 25,64 25,26 25,01 25,19 25,02 25,24 25,75 25,36 25,64 25,05
34 2 2 2 2 2 2 2 2 2 2
35 33,34 34,84 36,96 35,63 34,68 33,86 34,8 35,33 34,63 36,48
36 192 192 192 192 192 192 192 192 192 192
37 47,01 45,85 44,67 42,43 43,54 46,71 44,43 49,75 47,26 43,6
38 19,22 19,5 18,12 20,76 20,88 19,53 19,35 20,81 19,82 19,72
39 11,77 10,83 10,13 10,78 10,96 11,44 12,3 10,06 10,32 10,81
40 40,41 40,85 41,61 39,75 39,53 39,87 39,54 39,98 41,42 40,06
41 16,05 16,69 16,21 15,35 15,56 15,8 16,36 15,77 15,34 15,47
42 15,91 15,23 17,27 16,19 16,33 16,65 15,85 16,65 16,28 17,24
43 1,96 2,18 2,08 2,16 2,03 1,98 1,93 2,05 2,19 1,96
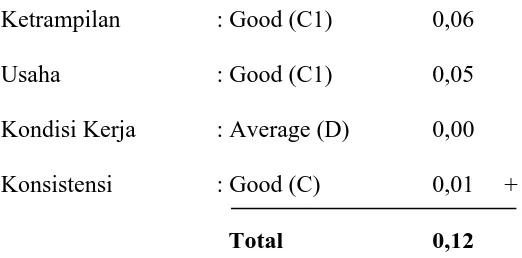
5.1.4. Rating Factor
Penilaian rating factor (Rf) dilakukan di lantai pabrik terhadap operator yang bekerja secara manual dan bekerja dengan mesin. Penilaian ini didasarkan pada sistem westinghouse factor yang dapat dilihat pada Lampiran 3.
Ketrampilan : Good (C1) 0,06
Usaha : Good (C1) 0,05
Kondisi Kerja : Average (D) 0,00 Konsistensi : Good (C) 0,01 +
Total 0,12
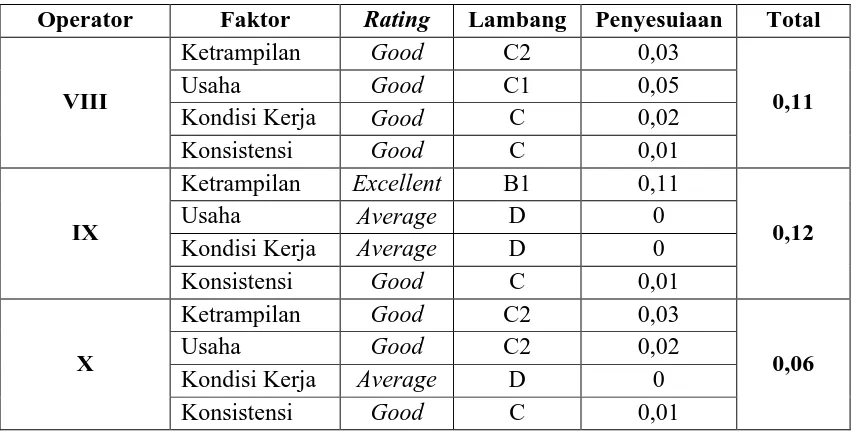
[image:56.595.113.374.111.240.2]Penilaian rating factor operator untuk work center II sampai work center X dapat dilihat pada tabel 5.3.
Tabel 5.3. Penilaian Rating Factor Operator
Operator Faktor Rating Lambang Penyesuiaan Total
II
Ketrampilan Excellent B1 0,11
0,14
Usaha Good C2 0,02
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
III
Ketrampilan Excellent B1 0,11
0,12
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
IV
Ketrampilan Good C1 0,06
0,04
Usaha Average D 0
Kondisi Kerja Fair E -0,03
Konsistensi Good C 0,01
V
Ketrampilan Good C1 0,06
0,11
Usaha Good C1 0,05
Kondisi Kerja Average D 0
Konsistensi Average D 0
VI
Ketrampilan Good C1 0,06
0,13
Usaha Good C1 0,05
Kondisi Kerja Good C 0,02
Konsistensi Average D 0
VII
Ketrampilan Excellent B2 0,08
0,16
Usaha Good C1 0,05
Kondisi Kerja Good C 0,02
Tabel 5.3. Penilaian Rating Factor Operator (Lanjutan)
Operator Faktor Rating Lambang Penyesuiaan Total
VIII
Ketrampilan Good C2 0,03
0,11
Usaha Good C1 0,05
Kondisi Kerja Good C 0,02
Konsistensi Good C 0,01
IX
Ketrampilan Excellent B1 0,11
0,12
Usaha Average D 0
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
X
Ketrampilan Good C2 0,03
0,06
Usaha Good C2 0,02
Kondisi Kerja Average D 0
Konsistensi Good C 0,01
5.1.5. Allowance
Sebagai contoh, allowance operator untuk work center I (Pemotongan) adalah:
Faktor Allowance
Kebutuhan Pribadi : Pria 2
Tenaga yang Dikeluarkan : Dapat diabaikan 4
Sikap Kerja : Berdiri diatas dua kaki 2
Gerakan Kerja : Normal 0
Kelelahan Mata : Pandangan Terputus-putus 2
Keadaan Temperatur : Normal 3
Keadaan Atmosfer : Cukup 1
Keadaan Lingkungan : Sangat Bising 3
Hambatan Yang tak terhindarkan 3
Penilaian allowance operator untuk work center II sampai work center X dapat dilihat pada tabel 5.4.
Tabel 5.4. Allowance Operator untuk Setiap Work Center
Operator Faktor Kelonggaran Total
II
Kebutuhan Pribadi 2
17
Tenaga yang dikeluarkan 4
Sikap kerja 2
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur 3
Keadaan atmosfer 1
Keadaan lingkungan 2
Hambatan yang tak terhindarkan 3
III
Kebutuhan Pribadi 2
21
Tenaga yang dikeluarkan 3
Sikap kerja 2
Gerakan kerja 0
Kelelahan mata 6
Keadaan temperatur 3
Keadaan atmosfer 1
Keadaan lingkungan 1
Hambatan yang tak terhindarkan 3
IV
Kebutuhan Pribadi 2
15
Tenaga yang dikeluarkan 3
Sikap kerja 2
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur 3
Keadaan atmosfer 1
Keadaan lingkungan 1
Hambatan yang tak terhindarkan 3
V
Kebutuhan Pribadi 2
17
Tenaga yang dikeluarkan 0
Sikap kerja 0
Gerakan kerja 0
Kelelahan mata 7
Keadaan temperatur 3
Keadaan atmosfer 1
Keadaan lingkungan 1
Tabel 5.4. Allowance Operator untuk Setiap Work Center (Lanjutan)
Operator Faktor Kelonggaran Total
VI
Kebutuhan Pribadi 2
19
Tenaga yang dikeluarkan 1
Sikap kerja 0
Gerakan kerja 2
Kelelahan mata 6
Keadaan temperatur 3
Keadaan atmosfer 1
Keadaan lingkungan 1
Hambatan yang tak terhindarkan 3
VII
Kebutuhan Pribadi 2
24
Tenaga yang dikeluarkan 5
Sikap kerja 2
Gerakan kerja 3
Kelelahan mata 6
Keadaan temperatur 1
Keadaan atmosfer 1
Keadaan lingkungan 1
Hambatan yang tak terhindarkan 3
VIII
Kebutuhan Pribadi 2
25
Tenaga yang dikeluarkan 6
Sikap kerja 1
Gerakan kerja 3
Kelelahan mata 5
Keadaan temperatur 3
Keadaan atmosfer 1
Keadaan lingkungan 1
Hambatan yang tak terhindarkan 3
IX
Kebutuhan Pribadi 2
17
Tenaga yang dikeluarkan 3
Sikap kerja 2
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur 3
Keadaan atmosfer 3
Keadaan lingkungan 1
Hambatan yang tak terhindarkan 3
X
Kebutuhan Pribadi 2
21
Tenaga yang dikeluarkan 5
Sikap kerja 2
Tabel 5.4. Allowance Operator untuk Setiap Work Center (Lanjutan)
Operator Faktor Kelonggaran Total
Kelelahan mata 5
Keadaan temperatur 2
Keadaan atmosfer 1
Keadaan lingkungan 1
Hambatan yang tak terhindarkan 3
5.1.6. Data Pemintaan
Jumlah permintaan transformator 100 kVA pada bulan Mei 2012 sebanyak 16 buah dengan duedate waktu pengerjaan 12 hari.
5.1.7. Data Jumlah Mesin dan Operator di Setiap Stasiun Kerja.
Data mengenai jumlah mesin dan operator untuk setiap work center dapat dilihat pada Tabel 5.5.
Tabel 5.5. Data Jumlah Mesin dan Operator di Setiap Stasiun Kerja Work
Center
Jumlah Operator
Jumlah
Mesin Nama Mesin Keterangan
I 1 1 Mesin Potong -
II 1 1 Mesin Penggulungan Inti -
III 1 1 Mesin Penimbangan Inti -
IV 1 1 Mesin Annealing Bekerja Secara otomastis
V 1 1 Mesin Uji Rugi-rugi -
VI 1 1 Mesin Isolasi Kertas -
VII 1 1 Mesin Core Widing -
VIII 1 1 Peralatan Las -
IX 1 1 Mesin Insulating Dryer Bekerja Secara otomastis
5.2. Pengolahan Data
Tahap-tahap pengolahan data pada penelitian ini adalah sebagai berikut: 1. Pengujian Data (Keseragaman Data dan Kecukupan Data)
2. Perhitungan Waktu Normal dan Waktu Baku 3. Penentuan Waktu Siklus
4. Perhitungan balance delay, efisiensi lini, dan smoothness Index lintasan kerja aktual.
5. Penyeimbangan Lintasan dengan Metode Moodie Young dan COMSOAL. 6. Penentuan Jumlah Mesin, Operator dan Waktu Pengerjaan Produk
5.2.1. Pengujian Keseragaman Data
Pengujian ini berguna untuk melihat apakah data pengukuran waktu yang dikumpulkan telah seragam atau tidak. Pengujian keseragaman data dilakukan dengan menggunakan batas kendali atas (BKA) dan batas kendali bawah (BKB).
BKA = �+ kσ BKB = �–kσ
Dimana: x = nilai rata-rata yang diperoleh
k = 1,95 (dengan tingkat keyakinan 95 %) σ = standard deviasi data yang diperoleh
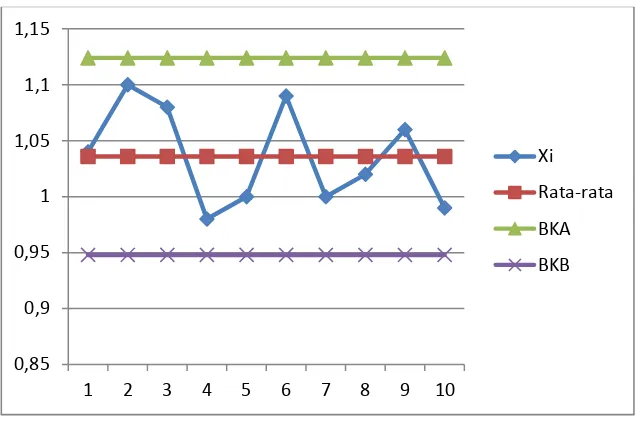
Tabel 5.6. Pengukuran Waktu Eleme kerja 1 No.
Pengukuran 1 2 3 4 5 6 7 8 9 10
Waktu
(Menit) 1,04 1,1 1,08 0,98 1 1,09 1 1,02 1,06 0,99
Uji keseragaman untuk elemen kerja 1 diperoleh dengan cara sebagai berikut: 1. Menghitung nilai rata-rata elemen kerja 1
� = ∑ �
� = , + , + , + , + + , + + , + , + ,
� = , = 1,036
2. Menghitung nilai standard deviasi waktu elemen kerja 1 � = √∑ ��−�
−
� = √ , − , + , − , +⋯+ , − ,
−
� = 0,04
3. Menghitung BKA dan BKB BKA = �+ kσ
= 1,036 + 1,95(0,04) = 1,122 BKB = � - kσ
BKB = 1,036 – 1,95(0,04) = 0,948
Gambar 5.2. Peta Kontrol Elemen Kerja 1
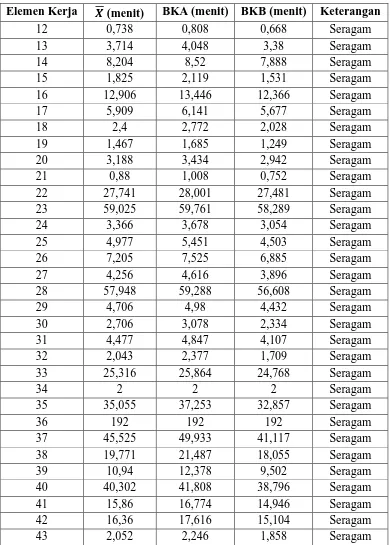
Semua data berada diantara batas control BKA dan BKB, maka untuk elemen kerja 1 data dikatakan seragam. Uji keseragaman data untuk elemen kerja ke 2 sampai 43 dilakukan dengan cara yang sama. Rekapitulasi hasil uji keseragaman disajikan pada Tabel 5.7.
Tabel 5.7. Rekapitulasi Uji Keseragaman Data
Elemen Kerja � (menit) BKA (menit) BKB (menit) Keterangan
1 1,036 1,124 0,948 Seragam
2 9,472 9,804 9,14 Seragam
3 4,432 5,162 3,702 Seragam
4 15,709 16,317 15,101 Seragam
5 5,428 5,536 5,32 Seragam
6 18,463 20,087 16,839 Seragam
7 205,71 205,71 205,71 Seragam
8 22,34 25,538 19,142 Seragam
9 3,357 3,907 2,807 Seragam
10 4,268 4,754 3,782 Seragam
11 2 2 2 Seragam
0,85 0,9 0,95 1 1,05 1,1 1,15
1 2 3 4 5 6 7 8 9 10
Xi
Rata-rata
BKA
[image:63.595.122.513.486.692.2]Tabel 5.7. Rekapitulasi Uji Keseragaman Data (Lanjutan)
Elemen Kerja � (menit) BKA (menit) BKB (menit) Keterangan
12 0,738 0,808 0,668 Seragam
13 3,714 4,048 3,38 Seragam
14 8,204 8,52 7,888 Seragam
15 1,825 2,119 1,531 Seragam
16 12,906 13,446 12,366 Seragam
17 5,909 6,141 5,677 Seragam
18 2,4 2,772 2,028 Seragam
19 1,467 1,685 1,249 Seragam
20 3,188 3,434 2,942 Seragam
21 0,88 1,008 0,752 Seragam
22 27,741 28,001 27,481 Seragam
23 59,025 59,761 58,289 Seragam
24 3,366 3,678 3,054 Seragam
25 4,977 5,451 4,503 Seragam
26 7,205 7,525 6,885 Seragam
27 4,256 4,616 3,896 Seragam
28 57,948 59,288 56,608 Seragam
29 4,706 4,98 4,432 Seragam
30 2,706 3,078 2,334 Seragam
31 4,477 4,847 4,107 Seragam
32 2,043 2,377 1,709 Seragam
33 25,316 25,864 24,768 Seragam
34 2 2 2 Seragam
35 35,055 37,253 32,857 Seragam
36 192 192 192 Seragam
37 45,525 49,933 41,117 Seragam
38 19,771 21,487 18,055 Seragam
39 10,94 12,378 9,502 Seragam
40 40,302 41,808 38,796 Seragam
41 15,86 16,774 14,946 Seragam
42 16,36 17,616 15,104 Seragam
5.2.2. Pengujian Kecukupan Data
Uji kecukupan data dilakukan untuk melihat apakah data yang diperoleh sudah cukup dipakai dalam pengolahan data selanjutnya.
Adapun tingkat keyakinan dan ketelitian yang digunakan adalah: Tingkat keyakinan = 95% (k=1,95)
Tingkat Ketelitian (s) = 5%
Diambil sebagai contoh perhitungan uji kecukupan data pada work center I (Pemotongan Silikon ) untuk elemen kerja 1 dapat dilihat pada Tabel 5.8.
Tabel 5.8. Pengukuran Waktu Eleme kerja 1 No.
Pengukuran 1 2 3 4 5 6 7 8 9 10 Total
X (menit) 1,04 1,1 1,08 0,98 1 1,09 1 1,02 1,06 0,99 10,36 X2 (menit) 1,0816 1,21 1,1664 0,9604 1 1,1881 1 1,0404 1,1236 0,9801 10,7506
N’ = / √� ∑ � − ∑ �∑ �
N’ = ( , / , √ ,, − , )
N’ = 2,6297
Tabel 5.9. Rekapitulasi Uji Kecukupan Data
Elemen Kerja N N’ Keterangan
1 10 2,6297 Cukup
2 10 0,4443 Cukup
3 10 9,7906 Cukup
4 10 0,5385 Cukup
5 10 0,1421 Cukup
6 10 2,7829 Cukup
7 10 0,0000 Cukup
8 10 7,3738 Cukup
9 10 9,6318 Cukup
10 10 4,6778 Cukup
11 10 0,0000 Cukup
12 10 3,2197 Cukup
13 10 2,9119 Cukup
14 10 0,5350 Cukup
15 10 9,3988 Cukup
16 10 0,6302 Cukup
17 10 0,5558 Cukup
18 10 8,6389 Cukup
19 10 7,9409 Cukup
20 10 2,1341 Cukup
21 10 7,7273 Cukup
22 10 0,0317 Cukup
23 10 0,0559 Cukup
24 10 3,0933 Cukup
25 10 3,2749 Cukup
26 10 0,7097 Cukup
27 10 2,5655 Cukup
28 10 0,1925 Cukup
29 10 1,2155 Cukup
30 10 6,8401 Cukup
31 10 2,4603 Cukup
32 10 9,6682 Cukup
33 10 0,1690 Cukup
34 10 0,0000 Cukup
35 10 1,4150 Cukup
36 10 0,0000 Cukup
Tabel 5.9. Rekapitulasi Uji Kecukupan Data (Lanjutan)
Elemen Kerja N N’ Keterangan
38 10 2,7141 Cukup
39 10 6,2276 Cukup
40 10 0,5027 Cukup
41 10 1,1970 Cukup
42 10 2,1200 Cukup
43 10 3,2435 Cukup
5.2.3. Perhitungan Waktu Baku
5.2.3.1. Menghitung Waktu Proses Terpilih
Waktu proses terpilih dapat dicari dengan menghitung waktu rata-rata data elemen kerja setelah melewati uji keseragaman dan kecukupan data. Sebagai contoh, diambil waktu terpilih dari elemn kerja pertama yaitu:
� = ∑ ��
� = , + , + , + , + + , + + , + , + ,
� = ,
Untuk waktu proses terpilih dari elemen kerja 2 sampai 43 dihitung dengan cara yang sama. Rekapitulasi hasil perhitungan waktu terpilih dapat dilihat pada Tabel 5.10.
Tabel 5.10. Rekapitulasi Waktu Proses Terpilih Elemen Kerja Waktu Proses Terpilih (menit) Elemen Kerja Waktu Proses Terpilih (menit) Elemen Kerja Waktu Proses Terpilih (menit)
1 1,036 16 12,906 31 4,477
2 9,472 17 5,909 32 2,043
3 4,432 18 2,4 33 25,316
4 15,709 19 1,467 34 2
5 5,428 20 3,188 35 35,055
Tabel 5.10. Rekapitulasi Waktu Proses Terpilih (Lanjutan)
7 205,71 22 27,741 37 45,525
8 22,34 23 59,025 38 19,771
9 3,357 24 3,366 39 10,94
10 4,268 25 4,977 40 40,302
11 2 26 7,205 41 15,86
12 0,738 27 4,256 42 16,36
13 3,714 28 57,948 43 2,052
14 8,204 29 4,706
15 1,825 30 2,706
5.2.3.2. Menghitung Waktu Baku
Untuk mendapatkan waktu normal setiap elemen kerja dapat dihitung dengan menggunakan rumus sebagai berikut:
Waktu Baku = Waktu Normal x %
%−� � ��
Dimana:
Waktu Normal = Waktu Siklus x Rating Factor Perhitungan waktu normal untuk elemen kerja 1 Waktu siklus = 1,036
Rating Factor = p = 1+0,12 = 1,12 Allowance = 20 %
Waktu Normal = Waktu Siklus x Rating Factor = 1,036 x 1,12 = 1,16 menit Waktu Baku = Waktu Normal x %
%−� � ��
Waktu Baku = 1,16 x %
%− %
Hasil perhitungan waktu normal dan waktu baku untuk elemen kerja 2 samapi 43 dapat dilihar pada Tabel 5.11.
Tabel 5.11. Rekapitulasi Waktu Normal dan Waktu Baku
Elemen Kerja Waktu Terpilih (menit) Rating Factor Allowance (%) Waktu Normal (menit) Waktu Baku (menit)
1 1,036 0,12 20 1,16 1,45
2 9,472 0,12 20 10,61 13,26
3 4,432 0,14 17 5,05 6,09
4 15,709 0,14 17 17,91 21,58
5 5,428 0,12 21 6,08 7,70
6 2,969 0,04 15 3,09 3,63
7 205,71 0 0 205,71 205,71
8 2,927 0,04 15 3,04 3,58
9 3,357 0,11 17 3,73 4,49
10 4,268 0,11 17 4,74 5,71
11 2 0,11 17 2,22 2,67
12 0,738 0,11 17 0,82 0,99
13 3,714 0,13 19 4,20 5,18
14 8,204 0,13 19 9,27 11,45
15 1,825 0,13 19 2,06 2,55
16 12,906 0,13 19 14,58 18,00
17 5,909 0,16 24 6,85 9,02
18 2,4 0,16 24 2,78 3,66
19 1,467 0,16 24 1,70 2,24
20 3,188 0,16 24 3,70 4,87
21 0,88 0,16 24 1,02 1,34
22 27,741 0,16 24 32,18 42,34
23 59,025 0,16 24 68,47 90,09
24 3,366 0,11 25 3,74 4,98
25 4,977 0,11 25 5,52 7,37
26 7,205 0,11 25 8,00 10,66
27 4,256 0,11 25 4,72 6,30
28 57,948 0,11 25 64,32 85,76
29 4,706 0,11 25 5,22 6,96
30 2,706 0,11 25 3,00 4,00
Tabel 5.11. Rekapitulasi Waktu Normal dan Waktu Baku (Lanjutan) Elemen Kerja Waktu Terpilih (menit) Rating Factor Allowance (%) Waktu Normal (menit) Waktu Baku (menit)
32 2,043 0,11 25 2,27 3,02
33 25,316 0,11 25 28,10 37,47
34 2 0,11 25 2,22 2,96
35 3,035 0,12 17 3,40 4,10
36 192 0 0 192,00 192,00
37 3,019 0,12 17 3,38 4,07
38 19,771 0,06 21 20,96 26,53
39 10,94 0,06 21 11,60 14,68
40 40,302 0,06 21 42,72 54,08
41 15,86 0,06 21 16,81 21,28
42 16,36 0,06 21 17,34 21,95
43 2,052 0,06 21 2,18 2,75
5.2.4. Menghitung Waktu Siklus
Metode untuk menghitung waktu siklus ialah dengan mengambil faktorisasi prima dari waktu total elemen kerja perusahaan dan mengkombinasi bilangan tersebut hingga memenuhi syarat :
Waktu elemen kerja terbesar ≤ Waktu Siklus ≤ Waktu Total 205,71 ≤ Waktu Siklus ≤ 985,15
5.2.5. Elemen Kerja Pembentuk Precedence Diagram
Elemen kerja pembentuk precedence diagram dapat dilihat pada Tabel 5.12.
Tabel 5.12. Elemen Kerja Pembentuk Precedence Diagram
No Elemen Kerja Waktu Operasi
(Menit) 1 Menset pisau mesin pembelah sesuai ukuran 1,45
2 Pemotongan 13,26
3 Penyusunan Bahan 6,09
4 Penggulungan inti 21,58
5 Penimbangan 7,70
6 Memasukkan inti ke dalam mesin annealing 3,63
7 Proses Pemanggangan 205,71
8 Mengeluarkan inti dari mesin annealing 3,58
9 Meletakkan inti yang diuji 4,49
10 Melilitkan Kabel 5,71
11 Memberi tegangan 2,67
12 Membuka lilitan kabel 0,99
13 Pemotongan OD 5,18
14 Pembuatan OD 11,45
15 Pembuatan SS 2,55
16 Pembuatan PP 18,00
17 Mengatur meja kerja 9,02
18 Mengangkut core ke meja kerja 3,66
19 pengikatan dengan pita 2,24
20 Pemasangan roda gigi 4,87
21 Pemasangan Kertas/lilin 1,34
22 Penggulungan Sekunder 42,34
23 Penggulungan primer 90,09
24 Mengangkut coil 4,98
25 Penyisipan sekunder 7,37
26 Pemotongan kertas support 10,66
27 Pemasanga pendek 6,30
28 Pengelasan sekunder 85,76
29 Pemasangan tutup 6,96
Tabel 5.12. Elemen Kerja Pembentuk Precedence Diagram (Lanjutan)
No Elemen Kerja Waktu Operasi
(Menit)
31 Pemasangan HV 6,63
32 Pemasangan topchanger 3,02
33 Pengelasan primer 37,47
34 TTR 2,96
35 Memasukkan Trafo ke dalam mesin
pengering 4,10
36 Proses Pengeringan 192
37 Mengeluarkan Trafo ke dalam mesin
pengering 4,07
38 Pengujian isolasi 26,53
39 Pemasangan Terminal 14,68
40 Pemasangan Casing 54,08
41 Pengisian Minyak 21,28
42 Pengujian Akhir 21,95
43 Pemasangan merk 2,75
5.2.6. Pengelompokkan Elemen Kerja Aktual
Elemen kerja pada work centre aktual dapat dilihat pada Tabel 5.13. Tabel 5.13. Work Center Aktual
Work Center Elemen Kerja Waktu Proses
(menit) I 1. Menset pisau mesin pembelah sesuai ukuran 1,45
2. Pemotongan 13,26
II 3. Penyusunan Bahan 6,09
4. Penggulungan inti 21,58
III 5. Penimbangan 7,70
IV
6. Memasukkan inti ke dalam mesin annealing 3,63
7. Proses Pemanggangan 205,71
8. Mengeluarkan inti dari mesin annealing 3,58
V
9. Meletakkan inti yang diuji 4,49
10.Melilitkan Kabel 5,71
11.Memberi tegangan 2,67
12.Membuka lilitan kabel 0,99
14.Pembuatan OD 11,45
15.Pembuatan SS 2,55
16.Pembuatan PP 18,00
VII
17.Mengatur meja kerja 9,02
18.Mengangkut core ke meja kerja 3,66
19.pengikatan dengan pita 2,24
20.Pemasangan roda gigi 4,87
21.Pemasangan Kertas/lilin 1,34
22.Penggulungan Sekunder 42,34
23.Penggulungan primer 90,09
Tabel 5.13. Work Center Awal (Lanjutan)
Work Center Elemen Kerja Waktu Proses
(menit)
VIII
24.Mengangkut coil 4,98
25.Penyisipan sekunder 7,37
26.Pemotongan kertas support 10,66
27.Pemasanga pendek 6,30
28.Pengelasan sekunder 85,76
29.Pemasangan tutup 6,96
30.Pemasangan LV 4,00
31.Pemasangan HV 6,63
32.Pemasangan topchanger 3,02
33.Pengelasan primer 37,47
34.TTR 2,96
IX
35.Memasukkan Trafo ke dalam mesin pengering 4,10
36.Proses Pengeringan 192
37.Mengeluarkan Trafo ke dalam mesin
pengering 4,07
X
38.Pengujian isolasi 26,53
39.Pemasangan Terminal 14,68
40.Pemasangan Casing 54,08
41.Pengisian Minyak 21,28
42.Pengujian Akhir 21,95