BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Morawa Electric Transbuana adalah salah satu perusahaan swasta
nasional yang berada di wilayah Sumatera Utara dan bergerak dalam bidang
industri transformator. Perusahaan ini berlokasi di Jalan Raya Medan Tanjung
Morawa Km 20,5 Kabupaten Deli Serdang. Perusahaan ini memiliki kantor yang
bertempat di Jalan Perniagaan Baru No. 48 D Medan dan di Jalan Agung Permai
X No. 25 Blok C-12 Sunter Agung Jakarta. Perusahaan ini berdiri berdasarkan
akte notaris Rachmat Santoso, SH dengan akte No. 67 tanggal 19 Oktober 1978,
di Medan dan beroperasi resmi berdasarkan Surat Persetujuan tetap Penanaman
Modal dalam Negeri (PMDN), Badan Koordinasi Penanaman Modal (BKPM)
Nomor Koordinasi Penanaman Modal Nomor: 72/T/INDUSTRI/1983, November
1983.
Latar belakang berdirinya perusahaan ini berawal dari kondisi semakin
besarnya kebutuhan energi listrik di Indonesia. Dengan mempertimbangkan
tingginya anggaran yang harus dikeluarkan jika pengadaan transformator
diperoleh dari luar negeri sehingga menciptakan kesempatan untuk mendirikan
perusahaan penghasil transformator yang dapat mensuplai kebutuhan
transformator, khususnya di luar pulau Jawa yaitu PT. Morawa Electric
Transbuana. Transformator yang diproduksi oleh perusahaan ini didistribusikan ke
selebihnya dipasarkan kepada perusahaan swasta lainnya yang berada di dalam
dan luar negeri.
2.2. Ruang Lingkup Bidang Usaha
PT.Morawa Electric Transbuana menghasilkan 2 jenis produk
transformator yaitu satu phasa dan tiga phasa. Produk dari perusahaan ini
dipasarkan untuk memenuhi permintaan PLN sebagai pasar utamanya. Produk
juga dipasarkan ke perusahaan-perusahaan swasta nasional, antara lain PT.Caltex
Pacific Indonesia, PT. SOCI, PT. Aribawana, dan perusahaan lainnya serta kepada
rumah sakit dan pusat perbelanjaan yang ada di dalam negeri. Selain itu, produk
juga dipasarkan sapai ke luar negeri seperti Malaysia dan Singapura.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi PT. Morawa Electric Transbuana
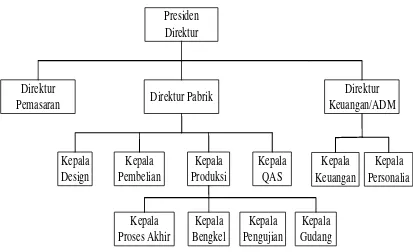
Struktur organisasi perusahaan PT. Morawa Electric Transbuana adalah
berbentuk lini. Struktur organisasi bentuk lini dapat dilihat dengan adanya
pembagian tugas, wewenang dan tanggung jawab dari pimpinan tertinggi kepada
unit-unit organisasi yang berada di bawahnya dalam bidang pekerjaan tertentu
secara langsung, serta pemberian wewenang dan tanggung jawab yang bergerak
vertikal ke bawah dengan pendelegasian yang tegas melalui jenjang hierarki yang
ada. Struktur organisasi PT. Morawa Electric Transbuana dapat dilihat pada
Presiden
Gambar 2.1. Struktur Organisasi PT Morawa Electric Transbuana
Dari bagian-bagian yang ada dalam perusahaan, yang bertanggungjawab
terhadap permasalahan dalam penelitian mengenai keseimbangan lintasan adalah
bagian produksi, bengkel, dan proses akhir. Ketiga bagian ini yang menangani
pengerjaan produk mulai dari awal proses sampai produk selesai dikerjakan.
Bagian bengkel bertanggung jawab terhadap pembuatan casing transformator
yang merupakan salah satu komponen dari tranformator.
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab pada masing-masing bagian di PT.
2.3.3. Tenaga Kerja dan Jam Kerja
2.3.3.1.Tenaga Kerja
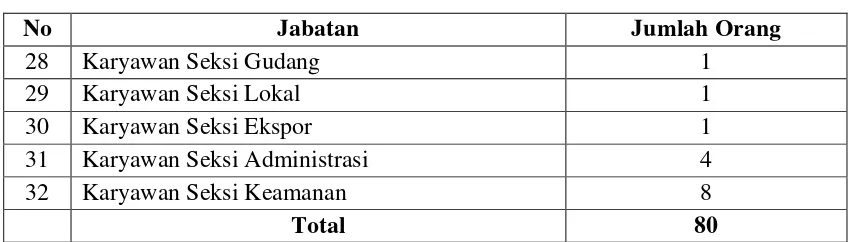
PT. Morawa Electric Transbuana mempunyai tenaga kerja sebanyak 80
orang. Alokasi tenaga kerja dapat dilihat pada Tabel 2.1.
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. Morawa Electric
Transbuana
No Jabatan Jumlah Orang
1 Presiden Direktur 1
2 Direktur Pemasaran 1
3 Direktur Keuangan/ADM 1
4 Kepala Pabrik 1
5 Kepala Bagian Pemasaran 1
6 Kepala Bagian Desain 1
7 Kepala Bagian Produksi 1
8 Kepala Bagian Bengkel 1
9 Kepala Bagian Proses Akhir 1
10 Kepala Bagian Gudang 1
11 Kepala Bagian Pengujian 1
12 Kepala Bagian QAS (Quality Assurance) 1
13 Kepala Bagian Keuangan 1
14 Kepala Bagian Personalia 1
15 Kepala Bagian Pembelian 1
16 Karyawan Seksi Desain 1
17 Karyawan Seksi Perawatan 1
18 Karyawan Seksi Bengkel 16
19 Karyawan Seksi Pengujian Material 3
20 Karyawan Seksi Produksi Inti 1
21 Karyawan Seksi Pemanggangan Inti 1
22 Karyawan Seksi Pengujian Inti 2
23 Karyawan Seksi Pembuatan Kertas Isolasi 1
24 Karyawan Seksi Penggulungan Kumparan 9
25 Karyawan Seksi Perakitan/Koneksi 7
26 Karyawan Seksi Pengeringan Trafo 2
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada
PT.Morawa Electric Transbuana (Lanjutan)
No Jabatan Jumlah Orang
28 Karyawan Seksi Gudang 1
29 Karyawan Seksi Lokal 1
30 Karyawan Seksi Ekspor 1
31 Karyawan Seksi Administrasi 4
32 Karyawan Seksi Keamanan 8
Total 80
Sumber: PT Morawa Electic Transbuana
Berdasarkan penilaian perusahaan, jumlah tenaga kerja yang ada saat ini
sudah sesuai dengan kebutuhan perusahaan. Akan tetapi pemanfaatan tenaga kerja
masih belum berjalan maksimal terkhusus pada bagian yang berhubungan dengan
produksi sehingga diperlukan kembali pengaturan jumlah tenaga kerja untuk
setiap stasiun kerja secara efektif dan efisien.
2.3.3.2. Jam Kerja
Jam kerja yang ditetapkan oleh PT. Morawa Electric Transbuana adalah 6
hari kerja dalam seminggu (Senin-Sabtu). Tetapi ketika perusahaan mendapat
order yang banyak, maka khusus untuk bagian produksi hari kerja ditambah
sampai hari minggu. Pembagian jam kerja pada PT. Morawa Electric Transbuana
Tabel 2.2. Jam Kerja PT. Morawa Electric Transbuana
Hari Jam Kerja Keterangan
Senin-Kamis
Sumber: PT Morawa Electic Transbuana
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Sistem pengupahan pada PT. Morawa Electric Transbuana diberikan setiap
bulan dengan besar upah berdasarkan jabatan, keahlian, kecakapan, pendidikan,
dan prestasi kerja karyawan yang bersangkutan. Adapun perincian komponen
dalam pembagian besar upah di PT. Morawa Electric Transbuana adalah sebagai
berikut:
a. Gaji Pokok
b. Upah Lembur
c. Tunjangan kesehatan dan keluarga
d. Insentif kerajinan
Selain upah bulanan, ada tunjangan hari raya yang diberikan kepada
karyawan pada saat hari besar keagamaan dan bonus tahunan yang diberikan pada
2.4. Proses Produksi
2.4.1. Bahan
2.4.1.1.Bahan Baku
Bahan baku merupakan semua bahan yang langsung digunakan sebagai
bahan dasar dan memiliki komposisi terbesar dalam pembuatan produksi dimana
sifat dan bentuknya akan mengalami perubahan. Bahan baku yang digunakan
dalam memproduksi transformator adalah :
1. Plat Silicon Steel
Silicon steel berbentuk lembaran plat yang tergulung berlapis-lapis yang
digunakan untuk membuat inti transformator. Jenis silicon steel yang
digunakan adalah Grain Oriented Core HHB atau Z8H produksi Nippon Steel
Jepang dan jenis RG8H produksi Kawasaki Steel Jepang.
2. Kawat Tembaga (Cooper Wire)
Kawat tembaga yang digunakan terdiri dari dua jenis, yaitu:
a. Enameled Copper Wire, kawat berbentuk silinder dengan diameter 1,60
mm untuk gulungan primer.
b. Rectangular Copper Wire, kawat berbentuk persegi untuk gulungan
sekunder dengan ukuran 3,2 x 8 mm.
3. High and Low Voltage Bushing
High and Low Voltage Bushing merupakan bahan yang digunakan untuk
tempat mengikat kabel jaringan distribusi listrik dan menghubungkannya ke
4. Kertas Isolasi
Kertas isolasi digunakan untuk gulungan primer dan koneksi antara
kumparan-kumparan ke tap changer pada sisi primernya. Kertas ini juga berfungsi
sebagai pengaman dalam mengisolasi antara kawat-kawat, dari kawat ke tangki
dan kawat ke inti. Kertas ini berasal dari Jepang dalam bentuk gulungan besar
untuk ukuran 0,13 – 0,50 mm, sedangkan untuk ukuran 0,80 –1,60 mm
dikemas dalam peti.
5. Kertas OD
Kertas OD ini berguna untuk memberi celah/jarak antara kumparan sekunder
dengan primer sehingga minyak dapat masuk pada celah tersebut dan panas
yang timbul akibat adanya rugi-rugi tembaga (Cu) dapat diatasi.
6. Tap Changer
Tap Changer berfungsi sebagai switch otomatis yang berfungsi apabila
transformator mendapat beban lebih terutama saat terkena sambaran petir, dan
apabila suhu transformator tinggi.
7. Minyak
Minyak yang digunakan adalah jenis Dilla B juga minyak Esso Volta 80 buatan
Amerika Serikat. Minyak ini berfungsi sebagai cairan pendingin agar
transformator dapat berfungsi dengan stabil, terutama pada saat berbeban besar
atau terkena sambaran petir.
Earth Terminal merupakan instrumen listrik yang dihubungkan langsung
dengan kawat yang ditanamkan di dalam tanah.
9. Pressure Terminal
Pressure Terminal berfungsi sebagai penghubung transmisi.
10. Thermometer
Thermometer merupakan alat yang ditambahkan dalam transformator yang
digunakan untuk mengukur suhu transformator.
11. Besi plat, besi siku, besi UNP, besi plat strip, dan roda besi hasil produksi
dalam negeri, digunakan dalam pembuatan casing transformator.
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk memperlancar proses
produksi tetapi tidak terdapat dalam produk akhir. Bahan ini secara tidak langsung
mempengaruhi kualitas produk yang dihasilkan. Bahan penolong yang digunakan
dalam proses produksi adalah:
1. Gas Nitrogen (N2).
Gas ini digunakan dalam proses pemanggangan inti dan juga dalam proses
pengujian kebocoran tangki transformator. Fungsi gas nitrogen pada saat
proses pemanggangan inti adalah :
a. Untuk menghilangkan reaksi oksidasi antara oksigen dan inti sehingga
tidak terjadi pekaratan inti.
b. Membantu agar temperatur panas di dalam tungku pemanggangan merata.
HCl dan Soda Ash digunakan untuk membersihkan tangki dari karat.
3. Pasir Kuarsa
Pasir kuarsa digunakan untuk menutupi pinggiran panggangan agar gas
nitrogen yang dialirkan tidak keluar dari tungku pemanggangan tersebut.
4. Kayu Meranti
Kayu meranti digunakan untuk menyangga lilitan kumparan trafo agar
kedudukannya tetap.
5. Mal Besi
Mal besi digunakan sebagai mal untuk menggulung kumparan Silicon Steel
pada saat pembuatan inti trafo. Mal besi ini juga digunakan pada saat
pemanggangan inti agar kumparan Silicon Steel dari inti trafo tidak lepas.
2.4.1.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang ditambahkan pada suatu proses
produksi dan tampak pada produk akhir. Dalam hal ini bertujuan untuk
meningkatkan mutu dan nilai dari suatu produk. Bahan tambahan yang digunakan
pada proses pembuatan transformator di PT. Morawa Electric Transbuana adalah :
1. Plat Merek
Plat merek “Morawa” digunakan untuk menyatakan pabrik yangmemproduksi
transformator.
Name plate mencantumkan spesifikasi transformator yang ditempatkan pada
tangki transformator.
3. Cotton Band
Merupakan bahan yang digunakan untuk mengikat kumparan pada inti agar
tidak lepas.
4. Hand Hold
Hand Hold berfungsi sebagai pegangan dalam mempermudah pemindahan
transformator dan terdiri dari dua pasang pegangan.
5. Kawat Las
Kawat las digunakan untuk mengelas tangki trafo dengan kumparan primer dan
kumparan sekunder.
6. Lem
Lem digunakan sebagai perekat kertas isolasi pada lilitan kumparan.
7. Baut dan Mur
Baut dan mur digunakan untuk menghubungkan trafo ke tangki, menutup
pressure terminal, menghubungkan oil gauge yang masuk ke dalam tangki, dan
memasang tutup tangki trafo.
8. Cat
Cat digunakan dalam proses pengecatan tangki transformator.
9. Stop kran sebagai tempat pembuangan minyak.
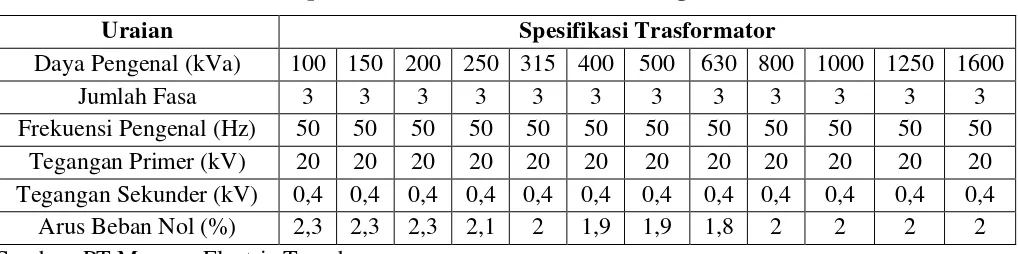
PT. Morawa Electric Transbuana memproduksi dua jenis transformator
inti (core type) yaitu transformator satu fasa dan tiga fasa. Untuk spesifikasi
produk transformator satu fasa dapat dilihat pada Tabel 2.3, sedangkan spesifikasi
produk transformator tiga fasa dapat dilihat pada Tabel 2.4.
Tabel 2.3. Spesifikasi Produk Transformator Satu Phasa
Uraian Spesifikasi Trasformator
Daya Pengenal (kVa) 5 10 15 25 50
Jumlah Fasa 1 1 1 1 1
Frekuensi Pengenal (Hz) 50 50 50 50 50
Tegangan Primer (kV) 20 20 20 20 20
Tegangan Sekunder (kV) 231/462 231/462 231/462 231/462 231/462
Arus Beban Nol (%) 2,4 2,3 2 1,6 1,4
Sumber: PT Morawa Electic Transbuana
Tabel 2.4. Spesifikasi Produk Transformator Tiga Phasa
Uraian Spesifikasi Trasformator Sumber: PT Morawa Electric Transbuana
2.4.3. Uraian Proses Produksi
Urutan proses pembuatan transformator pada PT. Morawa Electric
Transbuana adalah sebagai berikut :
1. Proses Pemotongan Silikon (Silicon Steel Cutting)
Inti transformator terbuat dari Silicon Steel yang berfungsi untuk memperbesar
listrik. Silicon Steel di gudang dibawa ke bagian pemotongan dengan
menggunakan host crane. Sebelum silicon steel diletakkan di mesin
pemotongan, terlebih dahulu dilakukan set-up terhadap mesin potong dengan
cara mengatur jarak pisau potong sesuai dengan ukuran yang diinginkan.
Penyetelan jarak pisau-pisau ini diatur sedemikian rupa sehingga tidak ada plat
inti yang terbuang. Proses pemotongan inti transformator dilakukan setelah
lembaran tergulung diletakkan pada penyangga mesin peletakan, kemudian
mesin dijalankan secara perlahan-lahan dengan cara mengatur putarannya
melalui panel sehingga plat inti dapat ditarik ke meja pemotongan. Selanjutnya
mesin dijalankan dan plat yang telah dipotong diletakkan di tempat penyusunan
plat. Hal yang perlu diperhatikan pada proses pemotongan inti harus dilakukan
dengan cermat agar tidak terjadi pengelupasan fosfor yang melapisi inti.
2. Penggulungan Inti Trafo (Core Winding)
Hasil lembaran inti yang telah selesai dipotong dibawa ke penggulungan inti
dengan hoist crane, kemudian digulung dengan mesin gulung dan pada saat
penggulungan diukur ketebalannya tiap tingkat dengan jangka sorong. Untuk
menggulung lembaran-lembaran silicon steel yang telah dipotong maka
terlebih dahulu dibuat jendela-jendela yang terbuat dari mal besi dengan
ukuran tertentu. Pada transformator model lama, cara menyusun inti ini adalah
dengan cara staching (inti susun) yaitu menyusun lembaran inti satu per satu
keping. Untuk jenis transformator dengan daya tertentu, dapat digunakan
untuk transformator dengan daya nominal kecil. Wound core memiliki
beberapa keunggulan dibandingkan dengan cara staching yaitu:
a. Rugi-rugi inti kecil untuk rapat fluksi yang sama, berarti terjadi
penghematan dalam penggunaan inti transformator.
b. Arus penguatan (exciting current) adalah sangat kecil, karena kecilnya celah
udara (air gap).
c. Tingkat kebisingan (noise level) rendah.Waktu yang dibutuhkan untuk
proses ini lebih cepat.
d. Jumlah plat yang terbuang lebih sedikit.
Dengan pemakaian inti transformator yang lebih kecil, berarti dimensi
transformator akan menjadi lebih kecil, pemakaian komponen-komponen
bahan yang lain juga akan sedikit sehingga memberikan suatu penghematan.
Kerugian dari cara wound core ini adalah dapat terjadi kerusakan pada beliran
(terbakar), dan jika demikian maka seluruh transformator akan diangkat dan
diperbaiki di pabrik. Pada penggulungan inti trafo dengan cara staching (inti
susun), apabila terjadi kerusakan, maka cukup dengan membuka intinya dan
mengeluarkan lilitannya untuk diganti. Penggulungan inti harus
memperhatikan tegangan tarik (tensile strength) agar tidak terlalu besar, untuk
menghindari kerusakan lapisan fosfor yang dapat menyebabkan rugi-rugi inti
bertambah besar.
3. Proses Annealing
Silicon steel dibawa ke bagian annealing dengan menggunakan hoist crane,
tungku pemanas (annealing furnace) yang menggunakan energi listrik. Proses
annealing ini berguna untuk:
a. Memperbaiki karakteristik inti yaitu memperkecil rugi-rugi inti.
b. Menghilangkan elastisitas dari bahan baku inti transformator, sehingga pada
saat inti dikeluarkan bentuknya tidak mengalami perubahan.
Temperatur yang diperlukan untuk annealing inti diatur melalui panel kontrol
yang diatur mengatur tegangan dan arus yang akan diberikan ke elemen pada
tungku pemanas. Pada panel tersebut thermocouple yang dihubungkan dengan
relay temperature dengan range 0-1200oC, relay ini berfungsi untuk
memutuskan dan menghubungkan tungku pemanas dari sumber tegangan
sehingga dapat membatasi temperatur yang diinginkan yaitu 840oC. Waktu
yang dibutuhkan untuk sekali proses annealing yaitu 24 jam dengan kapasitas
satu tungku sebanyak 7 unit. Uraian proses annealing inti transformator adalah
sebagai berikut:
a. Inti (Silicon steel) disusun pada bagian dasar tungku yang diberi pasir dan
besi.
b. Inti yang telah disusun ditutup dengan penutup pertama dan dilanjutkan
dengan penutup kedua. Pada penutup kedua terdapat elemen-elemen
pemanas yang menggunakan listrik.
c. Gas N2 dialirkan dengan tekanan 0,1 kg/cm selama 30 menit.
d. Arus listrik dialirkan ke dalam tungku melalui heater dengan tegangan 160
volt, sampai temperatur mencapai 300oC, sementara N2 tetap dialirkan
e. Pindahkan switch ke 220 volt hingga temperatur mencapai 600oC dengan
tekanan tetap.
f. Tegangan tetap dipertahankan 220 volt hingga temperatur mencapai 830oC
selama 4 jam. Setelah itu sumber listrik diputus dan gas N2 tetap dialirkan
hingga proses annealing selesai.
g. Temperatur dibiarkan turun secara perlahan hingga mencapai suhu 500oC
dan kemudian penutup luar pemanggang diangkat setinggi 30 cm dari dasar
pemanggangan untuk membantu mengurangi temperatur secara perlahan
sampai 350oC.
h. Penutup luar diangkat secara keseluruhan sedangkan penutup dalam tetap
dibiarkan sampai temperatur turun hingga 160oC dan aliran N2 dihentikan.
i. Penutup dalam pemanggangan diangkat dan proses annealing selesai.
Gas N2 yang dialirkan dalam tungku akan dikeluarkan melalui saluran
pembuangan, untuk mengalami pergantian dengan gas N2 yang baru. Inti yang
keluar dari tungku pemanggangan kemudian dipindahkan ke bagian pengujian
rugi-rugi inti dengan menggunakan hoist crane. Gas yang digunakan dalam
proses pemanggangan ini berguna untuk menghilangkan reaksi oksidasi antara
oksigen dengan inti agar tidak berkarat dan menjaga agar temperatur panas
merata di dalam tungku.
4. Penimbangan Berat Inti (Weight Measurement)
Inti transformator yang telah mengalami annealing, ditimbang untuk
mengetahui apakah berat yang sebenarnya sesuai dengan berat yang sudah
menentukan berat total dari transformator yang sudah selesai, misalnya berat
transformator 50-150 kVA adalah sekitar 35 kg.
5. Pengujian Rugi-rugi Inti Transformator (Core Lost Test)
Setelah proses pemanggangan dan penimbangan, inti transformator dibawa ke
pengujian rugi- rugi inti dengan menggunakan hoist crane dan inti tersebut
diuji. Proses pengujian inti transformator ini berfungsi untuk melihat apakah
proses pemanggangan itu sudah baik atau tidak kemudian disesuaikan dengan
jumlah lilitan yang akan digulung, dan hasil pengujian ini harus sesuai dengan
standard PLN. Berikut penjelasan dari pengujian rugi-rugi inti:
a. Ukur penampang inti tersebut.
b. Susun inti yang akan ditest di atas blok kayu.
c. Lilitkan kabel yang jumlahnya sesuai dengan kapasitas transformator.
d. Jepit ujung belitan ke terminal pengetasan.
e. Posisikan power dalam keadaan ON dan tekan ON power pada control
panel.
f. Beri tegangan secara perlahan sampai tegangan phase yang dikehendaki.
g. Catat hasil pengetesan.
h. Setelah hasil pengetesan, switch off panel kontrol dan matikan power
supply.
6. Proses Pemotongan dan Pembuatan Kertas Isolasi (Paper Cutting)
Kertas isolasi digunakan untuk mengisolasi antara belitan kawat primer dan
sekunder dan antara kumparan primer dan sekunder. Kertas isolasi ini
primer dan kumparan sekunder. Kertas isolasi yang digunakan terbagi menjadi
dua jenis, yaitu:
a. Pressure Paper Board, yaitu kertas isolasi yang dilapisi dengan vernis,
sehingga pada proses akhir tidak memerlukan perendaman di vernis, hanya
cukup melakukan proses pemanasan.
b. Krafit Paper, yaitu kertas isolasi tanpa lapisan vernis, sehingga pada proses
akhir transformator harus dicelupkan ke dalam cairan vernis. PT. Morawa
Electric Transbuana menggunakan kertas isolasi jenis Pressure Paper
Board sehingga lebih menguntungkan dari segi waktu dan tenaga karena
tidak lagi membutuhkan proses pencelupan ke dalam cairan vernis. Kertas
isolasi (insulation paper) yang telah selesai dipotong ditempeli dengan
kertas OD. Kertas OD ini merupakan batangan kertas 4,8 mm yang
direkatkan pada kertas isolasi dengan ketebalan 2,4 mm dengan jarak tiap
batang kertas 2 cm. Kertas OD ini berguna untuk memberi celah/jarak
antara kumparan sekunder dengan primer sehingga nantinya minyak dapat
masuk pada celah tersebut sehingga panas yang timbul akibat adanya
rugi-rugi tembaga (Cu) dapat diatasi.
7. Penggulungan Kumparan (Coil Winding)
Inti trafo yang telah selesai diuji dibawa ke penggulungan dengan
menggunakan forklift. Sebelum penggulungan kumparan dilakukan, inti trafo
diikat dengan cotton band agar lembaran ini tidak lepas saat dilakukan
penggulungan kumparan. Kemudian inti trafo dilapisi dengan insulation paper
coil winding machine, insulation paper diberi lilin untuk melicinkan putaran
selanjutnya kawat tembaga digulung.
a. Kumparan sekunder
Kumparan yang pertama digulung ke inti trafo adalah kumparan sekunder.
Kawat tembaga yang digunakan berbentuk persegi dengan ukuran 3,2 x 8
mm. Kumparan sekunder mempunyai 88 lilitan pada kedua kaki trafo,
dimana pada tiap kaki trafo terdiri dari 44 lilitan dan lilitan pada kaki trafo
terdiri dari dua lapisan dengan jumlah lilitan 22 lilitan tiap lapisnya. Pada
tiap lapisan tersebut diberi kertas isolasi dengan tebal 0,125 mm. Kenaikan
suhu tembaga tidak boleh melebihi standard 65oC.
b. Kumparan primer
Pada kumparan primer kawat tembaga yang digunakan adalah berbentuk
silinder dengan diameter 1,60 mm. Kumparan primer mempunyai 4190
lilitan pada tiap kakinya, dimana pada setiap kaki trafo terdiri dari 2095
lilitan dan lilitan pada setiap kaki trafo terdiri dari 20 lapisan dengan jumlah
lilitan 201 pada setiap lapisannya. Pada setiap lapisan tersebut diberi
insulation paper dengan tebal 0,125 mm. Setelah kumparan primer selesai
digulung kemudian diberi lagi insulation paper dengan tebal 2,4mm.
Pada penggulungan kumparan, selain ketepatan jumlah lilitan dan ketepatan
penggunaan insulation paper, hal lain yang sangat penting untuk diperhatikan
adalah tensile strength tidak boleh terlalu besar. Apabila terlalu besar dapat
menyebabkan terjadinya hubungan singkat pada kawat tembaga yang pada
akhirnya membuat trafo menjadi rusak.
8. Pemasangan dan Koneksi Kumparan (Coil Assembly)
Inti yang telah selesai digulung dibawa kebagian koneksi dengan hoist crane.
Kumparan kemudian disambungkan antara kumparan yang satu dengan
kumparan yang lain. Sebelum koneksi dilakukan, terlebih dahulu dipasang plat
pendukung inti. Koneksi kumparan pertama sekali dilakukan terhadap
kumparan sekunder dengan cara mengelasnya, kemudian dilakukan
pemasangan tutup case dengan menggunakan mur dan baut. Setelah itu
dilanjutkan dengan pengkoneksian terhadap hubungan primer.
9. Pengeringan Gulungan Kumparan (First Drying)
Proses ini bertujuan untuk mengeringkan kumparan dari uap air yang mungkin
ada di dalam kawat. Inti trransformator yang telah dikoneksi dan dipasang
tutup serta instrumen yang diperlukan dibawa ke pengeringan dengan
menggunakan kereta sorong, kemudian dimasukkan ke dalam alat pengering
(drying oven). Lamanya pengeringan tergantung pada besarnya kapasitas
transformator. Untuk mensirkulasi temperatur dalam oven, digunakan blower
yang digerakkan oleh motor lisrik. Untuk mencegah panas yang berlebihan
yang dapat merusak struktur kumparan tranformator, maka relay temperature
diatur pada posisi suhu sekitar 115-130oC.
Setelah proses pengeringan selesai, maka kumparan transformator tersebut
diangkat dari drying oven dan selanjutnya dibawa ketempat pemasangan
terminal dengan hoist crane dan dilakukan pemasangan terminal yang terdiri
dari tap changer, bushing primer dan bushing sekunder pada tutup case yang
telah dipasang sebelumnya. Kemudian diperiksa apabila semua terminal yang
diperlukan sudah terpasang dan terkunci dengan baik sebelum dimasukkan ke
dalam case (tangki) transformator.
11.Turn Ratio Test
Jika semua kumparan sudah terhubung dengan baik ke tap changer, maka
dilakukan pemeriksaan dengan menggunakan alat Turn Ratio Test yang
bertujuan untuk mengetahui apakah perbandingan lilitan dari masing-masing
kumparan sudah sesuai atau tidak. Penyimpanan-penyimpanan yang terjadi
pada perbandingan transformator ini tidak boleh lebih besar atau lebih kecil
0,5% terhadap harga perbandingan transformator nominal sesuai standar.
12.Perakitan dengan Tangki Transformator
Setelah pengujian selesai dilakukan, transformator dimasukkan ke dalam
tangki yang telah disiapkan sesuai dengan desain dan ukuran dari transformator
tersebut. Selanjutnya dilakukan pemasangan kran, pressure terminal, oil gauge,
thermometer, dan karet packing, untuk kemudian ditutup dengan menggunakan
baut dan mur.
Tangki diisi dengan minyak trafo yang dipompakan dari tangki oil filter hingga
mencapai 2 cm dari mulut trafo. Minyak ini berfungsi sebagai pendingin
(cooling medium) dan juga sebagai isolasi pada kumparantransformator yang
sudah dimasukkan ke dalam tangki, maka minyak tersebut perlu dibersihkan
dan dimurnikan terlebih dahulu dengan menggunakan oil purifier buatan Kato
Electric Jepang. Tujuan pemurnian minyak ini adalah untuk menghilangkan
kadar air yang terdapat pada minyak. Jenis minyak yang digunakan dalam
pembuatan transformator ini adalah jenis DIALA B yang diproduksi oleh
perusahaan Sheel Company Amerika Serikat.
14.Routine Test
Pengujian ini merupakan final test terhadap seluruh transformator yang akan
dikirim ataupun disimpan. Setelah selesai di pengisian minyak trafo dibawa ke
bagian pengujian akhir dengan hoist crane. Secara garis besar, pengujian rutin
ini terdiri dari beberapa kegiatan pengujian, yakni:
a. Pengujian beban nol, untuk menguji rugi-rugi inti dan persen beban nol.
Pada pengujian beban nol ini, alat ukur dipasang pada bagian sisi sekunder
(tegangan rendah), tegangan pengujian diberikan setingkat demi setingkat
sampai voltmeter menunjukkan tegangan nominal sekunder dan sisi primer
pada rangkaian terbuka.
b. Pengujian hubungan singkat, untuk melihat besar rugi-rugi tembaga trafo.
Pada pengujian ini, alat ukur dipasang pada sisi primer (tegangan tinggi)
sedangkan sisi sekunder (tegangan rendah) dihubung singkatkan dengan
arus nominal sekunder. Sumber tegangannya diatur dengan voltage
regulator yang dihubung ke sisi primer.
c. Pengukuran tahanan kumparan
Pengukuran tahanan kumparan ini dilakukan dengan menggunakan
Wheatstone-bridge (Jembatan Wheatstone) untuk mengukur tahanan
kumparan primer dan untuk mengukur tahanan pada kumparan sekunder
digunakan double-bridge (jembatan ganda).
d. Pengukuran tahanan isolasi
Pengujian ini dilakukan untuk melihat ketahanan isolasi transformator
terhadap tegangan tinggi, baik itu pada sisi primer (high voltage) maupun
sisi kumparan sekunder (low voltage).
e. Pengujian frekuensi tinggi
Alat pengujinya terdiri dari generator frekuensi tinggi (350 Hz) yang
digerakkan motor induksi. Lama waktu pengujian tergantung dari frekuensi
dan tegangannya dua kali dari tegangan nominal sekunder transformator
distribusi yang diuji.
f. Pengujian kebocoran dari tangki trafo
Pengujian ini dilakukan dengan mengalirkan gas murni Nitrogen (N2) ke
dalam tangki trafo yang telah ditutup rapat. Selain pengujian yang bersifat
routine test, perusahaan ini juga melakukan pengujian tipe yang terdiri dari:
a. Pengujian ketahanan suhu
b. Pengujian kenaikan suhu
Transformator yang telah diuji dan mendapat persetujuan dari bagian quality
control, maka selanjutnya transformator tersebut dipasangkan name plate yang
memberikan keterangan spesifikasi transformator yang bersangkutan. Dan juga
diberi label merek “MORAWA”, yang menandakan identitasperusahaan.
16.Penyimpanan
Transformator yang telah selesai dipasang name plate dan merek selanjutnya
2.5. Mesin dan Peralatan
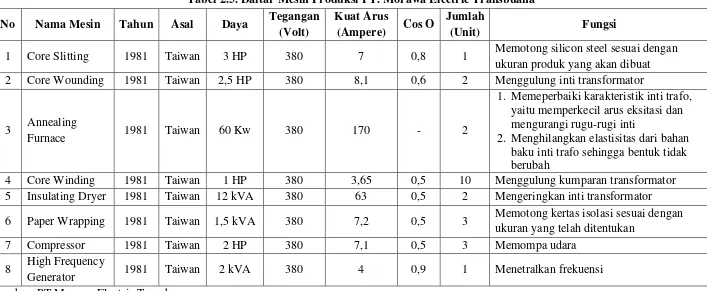
2.5.1. Mesin Produksi
Mesin-mesin yang digunakan dalam proses produksi transformator dapat dilihat pada Tabel 2.5.
Tabel 2.5. Daftar Mesin Produksi PT. Morawa Electric Transbuana
No Nama Mesin Tahun Asal Daya Tegangan ukuran produk yang akan dibuat 2 Core Wounding 1981 Taiwan 2,5 HP 380 8,1 0,6 2 Menggulung inti transformator
3 Annealing
Furnace 1981 Taiwan 60 Kw 380 170 - 2
1. Memeperbaiki karakteristik inti trafo, yaitu memperkecil arus eksitasi dan mengurangi rugu-rugi inti
2. Menghilangkan elastisitas dari bahan baku inti trafo sehingga bentuk tidak berubah
4 Core Winding 1981 Taiwan 1 HP 380 3,65 0,5 10 Menggulung kumparan transformator 5 Insulating Dryer 1981 Taiwan 12 kVA 380 63 0,5 2 Mengeringkan inti transformator
6 Paper Wrapping 1981 Taiwan 1,5 kVA 380 7,2 0,5 3 Memotong kertas isolasi sesuai dengan ukuran yang telah ditentukan
7 Compressor 1981 Taiwan 2 HP 380 7,1 0,5 3 Memompa udara
8 High Frequency
Generator 1981 Taiwan 2 kVA 380 4 0,9 1 Menetralkan frekuensi
2.5.2. Peralatan
Peralatan yang digunakan dapat dilihat pada Tabel 2.6.
Tabel 2.6. Daftar Peralatan Produksi PT. Morawa Electric Transbuana
No. Nama Mesin Kapasitas