6
A FEASIBILITY STUDY OF SURIMI MACHINE PRODUCTION
(A Case of PT. Samudera Teknik Mandiri)
Heri Susanto, Aji Hermawan, and Ari Purbayanto
Department of Agro-Industrial Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Darmaga Campus, PO Box 222, Bogor, West Java, Indonesia.
Email : [email protected]
ABSTRACT
Surimi is minced meat of fish resulted from the separation process of bone, skin, and the scales of fish. Surimi can be processed into many kind of derivative products such as meatballs, sausages, nuggets, dragon legs, and fish crackers. Preparation of surimi can be done using fish bone separator which can save time and effort compared to traditional method. In Indonesia, the machine was first produced by PT. Samudera Teknik Mandiri, named SuritechTM. Since its establishment in 2007 the company has not been able to grow rapidly due to various constraints. The purpose of this research is to assess the feasibility of developing the business of SuritechTM machine. The method used in the research was descriptive and analytical feasibility study. The results showed the SuritechTM has potential market in Indonesia. The capacity production is 96 units machine per year and needs 12 workers. The investment required is Rp 1,871,111,000 consisting of fixed asset investment of Rp 1,089,935,000 and working capital of Rp 781,176,000. The NPV is Rp 1,119,328,337 and the IRR value is 30.38 percent. The net B/C is at 1.88. The payback period for the company is 3.76 years. The break even point (BEP) is Rp 679,484,088 or at the level of production of 31 units per year. The financial analysis showed that the development of machinery industry SuritechTM is feasible.
1
I.
PENDAHULUAN
1.1 Latar Belakang
Usaha penangkapan ikan dengan menggunakan trawl menghasilkan ikan Hasil Tangkap Samping atau by-catch yang jumlahnya lebih besar dari target tangkapan utama. Kebijakan manajemen penangkapan ikan yang fokus pada target utama operasi seringkali mengambil kebijakan untuk membuang kembali by-catch ke laut. By-catch merupakan berbagai jenis ikan yang ikut tertangkap saat melakukan penangkapan jenis ikan tertentu atau penangkapan udang. By-catch banyak didapati pada penangkapan ikan dengan menggunakan shrimp trawl (pukat udang). Jenis ikan by-catch yang mendominasi adalah jenis ikan demersal yakni jenis ikan yang habitatnya dekat dengan dasar laut seperti kakap merah/bambangan (Lutjanus sp), peperek (Leiognathus sp), manyung (Arius sp), kurisi (Nemipterus sp), kuniran (Upeneus sp), tigawaja (Epinephelus sp), dan bawal (Pampus sp). Berdasarkan data statistika Departemen Perikanan dan Kelautan (2008), jenis-jenis ikan tersebut memiliki volume penangkapan yang cukup besar seperti yang terlihat pada Tabel 1.
Tabel 1. Volume Produksi Perikanan Tangkap di Laut Menurut Jenis Ikan (2004-2008)
Jenis Ikan
Tahun (ton) Kenaikan rata-rata
(%) 2004 2005 2006 2007 2008
Kakap Merah 91.339 97.044 109.312 116.994 109.299 28,53
Peperek 90.859 88.665 90.034 92.249 80.225 13,89
Manyung 402.612.293 436.652.450 496.423.036 642.689.544 725.878.360 7,46
Kurisi 237.599.441 297.757.207 313.034.060 398.769.123 394.064.075 14,16
Kuniran 6.962.115 11.998.511 21.202.533 19.718.032 34.760.508 54,58
Tigawaja 57.553 60.117 53.985 57.488 65.303 3,59
Bawal Hitam 472.555.885 509.775.188 738.005.030 794.853.828 724.260.628 12,87
Bawal Putih 563.561.109 527.406.878 554.079.512 815.295.314 861.993.816 12,88
Sumber: Kementerian Kelautan dan Perikanan (2011)
Berdasarkan Tabel 1, beberapa jenis ikan dasar (ikan demersal) yang termasuk dalam kategori by-catch memiliki jumlah yang cukup besar. Rata-rata hasil tangkapan ikan-ikan tersebut mengalami peningkatan setiap tahunnya. Akan tetapi, penanganan by-catch di kapal penangkapan ikan sampai saat ini masih belum maksimal. Ikan-ikan tersebut biasanya dibuang atau ditangani dengan tidak mengikuti kaidah rantai dingin. Hanya sebagian kecil dari ikan by-catch yang diambil oleh anak buah kapal (ABK) untuk kemudian dibekukan dalam pan selama 3-4 jam.
Menurut Latelay dan Malawat (1995), persentase by-catch yang dibuang kembali ke laut dapat mencapai 65,56 persen dari total tangkapan. By-catch yang dinilai kurang memiliki nilai ekonomis dibuang karena tidak tersedia waktu dan tenaga untuk menanganinya. Sedangkan ikan by-catch yang dinilai memiliki nilai ekonomis sebagian dimanfaatkan untuk konsumsi lokal. Nilai ekonomis menjadi salah satu alasan karena nilai jualnya yang tidak sebanding dengan biaya pengangkutan ikan-ikan. Kendala lain yang dihadapi dalam pemanfaatan by-catch adalah kurangnya industri yang bisa menampung dan memanfaatkan by-catch di lokasi yang dekat dengan daerah penangkapan.
2
Departemen Kelautan dan Perikanan menetapkan kebijakan strategi pembangunan perikanan dalam bidang pasca panen dan teknologi pengolahan melalui peningkatan mutu dan pengembangan produk bernilai tambah yang mencakup beberapa hal seperti mengurangi penyusutan (losses) yang sekaligus meningkatkan nilai dan pemanfaatannya serta mengoptimalkan pemanfaatan ikan hasil tangkapan (ikan non ekonomis, hasil tangkap sampingan dan hasil samping proses industri) melalui pengembangan produk bernilai tambah.Tahun 2011 Pemerintah menargetkan pertumbuhan produksi perikanan nasional naik 20-30% setelah membangun minapolitan yang berbasis ikan. Tahun ini Kementerian Kelautan dan Perikanan (KKP) menargetkan sasaran produksi ikan sebesar 12,26 juta ton. Angka ini meningkat 13% dari produksi tahun 2010 sebesar 10,85 juta ton. Dukungan konsumsi dalam negeri sangat diperlukan untuk membangun alur pemasaran yang kuat, yang bisa membangun kepercayaan pelaku usaha sektor perikanan dari hulu sampai hilir. Peningkatan konsumsi ikan diyakini dapat meningkatkan kesejahteraan masyarakat.
Salah satu usaha yang dapat dilakukan untuk meningkat konsumsi ikan adalah dengan mengembangkan produk olahan ikan, dalam hal ini adalah memanfaatkan ikan by-catch. Menurut Purbayanto et al. (2004), by-catch memiliki potensi besar untuk dikembangkan menjadi produk-produk olahan yang dapat meningkatkan nilai tambah. Rasio perbandingan ikan tangkapan utama dan by-catch di Indonesia pada bulan Agustus hingga Desember 2004 di perairan Dolak, Kaimana dan sekitar Kepulauan Aru adalah sebesar 1:28, 1:1-13, dan 1:11-41 (Purbayanto et al., 2004). Nilai perbandingan yang besar ini menunjukkan bahwa by-catch di Indonesia memiliki peluang yang besar sebagai alternatif bahan pembuatan produk ikan berbahan baku ikan lumat seperti surimi.
Surimi merupakan istilah dalam bahasa Jepang untuk daging ikan yang mengalami proses pelumatan, pencucian (leaching) dengan air, penambahan cryoprotectant, dan penyimpanan beku (Lee, 1986). Surimi dapat dibuat menjadi berbagai macam produk gel ikan (fish jelly product) misalnya bakso ikan, sosis ikan, siomay, dan burger yang spesifikasinya membutuhkan pembentukan gel yang kuat. Melihat begitu banyaknya produk diversifikasi pengolahan surimi maka produk surimi dan industrinya patut untuk mendapat perhatian khusus sehingga dapat lebih berkembang. Selain itu, produk ini juga bisa memberikan nilai tambah sehingga harga jual produk perikanan menjadi lebih tinggi jika dibandingkan dengan konsumsi ikan dalam bentuk utuh. Adanya pengembangan diversifikasi produk olahan hasil perikanan juga akan mendukung program gemar makan ikan di kalangan masyarakat.
Surimi dapat dibuat dengan menggunakan mesin pemisah tulang dan daging ikan. Pada mulanya pembuatan surimi dikembangkan di Asia Timur. Di Jepang teknologi ini telah berkembang pada awal tahun 1960-an, kemudian proses pembuatan surimi disempurnakan oleh Nishitani Yosuke pada tuhun 1969. Sampai saat ini, Jepang dan Amerika Serikat merupakan produsen utama produk surimi dan produk-produk berbasis surimi. Selain itu, banyak negara-negara pendatang baru yang turut meramaikan perdagangaan surimi di Asia Tenggara seperti Thailand, Vietnam, Chili, Kepuluan Faroe, Malaysia dan Indonesia.
3
pengolahan yang terkait. Usaha-usaha pengolahan tersebut misalnya pembuatan kerupuk, bakso, otak-otak, nugget dan basih banyak lagi produk lainnya.Pengembangan mesin surimi yang dipelopori oleh PT. Samudera Teknik Mandiri sampai saat ini masih dirasa belum bisa berkembang pesat. Permintaan dan penggunaan Suritech™ masih terbatas pada daerah yang terdapat subsidi pemerintah. Keterbatasan permintaan pasar menjadikan produktivitas PT. Samudera Teknik Mandiri rendah. Keterbatasan permintaan ini dapat dikarenakan penggunaan teknologi semacam ini masih tergolong baru bagi masyarakat Indonesia. Penanganan ikan masih cenderung dilakukan dengan cara tradisional seperti pengasinan, pengasapan, dan pengeringan. Perilaku semacam ini dapat mempengaruhi permintaan mesin surimi (SuritechTM).
Penggunaan mesin surimi lebih banyak dikenal pada industri skala menengah atas. Kurangnya pengetahuan masyarakat akan perkembangan teknologi surimi menjadi kendala untuk mengembangkan dan memasarkan mesin SuritechTM di Indonesia. Oleh karena itu, untuk menunjang keberlangsungan industri mesin surimi (Suritech™) diperlukan sebuah penelitian yang mengkaji studi kalayakan usaha tersebut. Studi kelayakan yang dilakukan bertujuan untuk menganalisis kendala-kendala yang dihadapi khususnya dalam bidang manajemen seperti pemasaran dan produksi untuk kemudian mencari solusi dari permasalahan yang ada serta memberikan rekomendasi sehingga dapat menunjang keberlangsungan industri mesin Suritech™. Melalui penelitian ini, diharapkan dapat diketahui usaha-usaha untuk mengoptimalkan potensi peluang dan mengantisipasi hambatan yang mungkin terjadi, yang pada akhirnya dapat memberikan manfaat bagi banyak pihak seperti pelaku usaha penangkapan ikan, industri pengolahan surimi dan PT. Samudera Teknik Mandiri sebagai penyedian mesin utama penunjang pengolahan surimi.
1.2 Tujuan
Tujuan penelitian ini adalah mengkaji tingkat kelayakan pengembangan usaha produksi mesin pengolahan surimi berdasarkan aspek pasar dan pemasaran, aspek teknis dan teknologi, aspek manajemen, aspek lingkungan, aspek legalitas dan aspek finansial berdasarkan kriteria NPV, Net B/C ratio, IRR dan Payback Period.
1.3 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat, seperti:
1. Memberikan informasi kelayakan industri mesin surimi berdasarkan kajian nyata di lapangan. 2. Memberi masukan bagi pemerintah daerah dalam membuat kebijakan pengembangan usaha
industri surimi skala kecil menengah untuk mengembangkan produk-produk olahan ikan.
3. Informasi bagi pembaca yang ingin melakukan penelitian dan kajian lebih lanjut terkait dengan pengembangan surimi.
4
II.
TINJAUAN PUSTAKA
2.1
Surimi
Kata surimi berasal dari bahasa Jepang yang telah diterima secara internasional untuk menggambarkan hancuran daging ikan yang telah mengalami berbagai proses yang diperlukan untuk mengawetkannya. Keunggulan dari surimi diantaranya dapat diolah menjadi berbagai macam variasi produk-produk lanjutan dalam berbagai bentuk dan ukuran (Okada, 1992).
Surimi merupakan daging lumat yang dicuci berulang-ulang sehingga sebagian besar bau, darah, pigmen dan lemak hilang, termasuk protein yang larut dalam air sebagian besar pun ikut hilang. Umumnya ke dalam surimi ditambahkan bahan untuk meningkatkan sifat elastisitas gel. Cara tersebut dilakukan untuk mendapatkan suatu bahan yang putih, mengurangi bau amis dan memiliki sifat elastis gel yang tinggi (Paranginangin et al., 1999).
Pada dasarnya seluruh jenis ikan secara teknis dapat dibuat menjadi surimi, namun untuk ikan berdaging putih yang tidak berbau lumpur, umumnya tidak terlalu amis serta memiliki kemampuan pembentukan gel yang bagus dan memberikan hasil (surimi) yang baik. Sedangkan untuk ikan air tawar juga dapat menjadi bahan baku pembuatan surimi tetapi harus dilakukan pemberokan agar bau lumpur pada produk akhir dapat berkurang (Paranginangin et al., 1999). Pemberokan adalah pembersihan ikan di dalam kolam yang berisi air bersih. Ikan dipuasakan sehingga kotoran dalam tubuh ikan keluar melalui saluran sekresi dan kotoran yang menempel pada tubuh ikan ikut terlepas.
Menurut Djazuli (2009), ikan by-catch yang tergolong dalam jenis-jenis ikan demersal memiliki rendemen yang berbeda untuk dijadikan surimi. Beberapa rendemen jenis ikan yang dapat dijadikan surimi seperti terlihat pada Tabel 2.
Tabel 2. Rendemen Surimi Beberapa Jenis Ikan By-catch
Jenis ikan Rendemen (%)
Bambangan (Lutjanus sp) 30,56
Tigawaja (Johnius dussumieri) 30,23
Kurisi (Nemiptherus sp) 38,73
Beloso (Saurida sp) 34,47
Lecam (Lethrinus sp) 30,47
Biji Nangka (Upeneus sp) 32,13
Pisang-pisang (Caesio chrysozonus) 31,56
Swangi (Priacanthus tayenus) 30,73
Rata-rata 32,00
Sumber: Djazuli (2009)
Kriteria paling penting untuk menentukan kualitas surimi adalah kekuatan gel yang dibentuknya. Kekuatan gel ini dipengaruhi oleh beberapa faktor antara lain jenis ikan, tingkat kesegaran, pH dan kadar air, pencucian, umur tingkat kematangan gonad, konsentrasi dan jenis penambahan serta suhu dan waktu pemasakan (Suzuki, 1981).
Menurut Paranginangin et al. (1999), beberapa keuntungan surimi antara lain adalah sebagai berikut :
1. Surimi dapat digunakan secara langsung untuk pengolahan produk-produk makanan seperti bakso, sosis, kamaboko dan burger.
5
3. Pasokan dan harganya relatif stabil karena surimi dapat disimpan lama dan ini memudahkanperencanaan produksi olahannya.
4. Biaya penyimpanan, distribusi dan transportasi lebih murah, karena surimi merupakan bagian ikan yang bermanfaat saja.
5. Menghemat waktu dan tenaga kerja karena penanganannya lebih murah. 6. Masalah pembuangan limbah lebih kecil.
Tahapan dalam pengolahan surimi adalah penyiangan diantaranya deheading (pembuangan kepala), gutting (pembuangan jeroan dan kotoran), deboning (pembuangan tulang) dan mincing (pelumatan atau pengecilan ukuran partikel) serta penghilangan komponen yang tidak diinginkan. Benjakul et al.(2001), menyatakan bahwa pencucian merupakan tahap kritis dalam proses pembuatan surimi. Pencucian dapat menghilangkan materi yang dapat larut air seperti darah, protein sarkoplasma, enzim pencernaan, garam non organik, dan senyawa organik bermolekul rendah seperti trimetilelamin oksida. Pencucian juga dapat meningkatkan kualitas warna dan aroma, serta meningkatkan kekuatan gel surimi. Komponen utama yang larut dalam air akan hilang dalam jumlah yang banyak pada siklus pencucian pertama kali. Agitasi selama lima menit dalam setiap kali pencucian untuk pencucian sebanyak dua kali dengan rasio air dan daging 3:1 telah dinilai cukup (Lee, 1986). Benjakul et al. (2001) melaporkan bahwa 27% dan 38% protein hilang berturut-turut pada pencucian sebanyak dua kali dan tiga kali dalam proses pengolahan surimi.
Pembuatan surimi memerlukan bahan tambahan dengan tujuan tertentu, misalnya meningkatkan konsistensi nilai gizi, cita rasa, mengendalikan keasaman dan kebasaan serta bentuk, tekstur, dan rupa produk (Winarno, 1980). Bahan tambahan yang digunakan dalam pembuatan surimi tersebut pada dasarnya adalah untuk meningkatkan kualitas surimi. Bahan tambahan yang digunakan tersebut adalah hidrogen peroksida (H2O2) dan cryoprotectant yang berfungsi sebagai anti denaturan selama masa penyimpanan beku.
Surimi beku dapat dibedakan menjadi dua yaitu mu-en surimi (surimi tanpa garam) dan ka-en (surimi dengan garam). Surimi mu-en dibuat dengan menggiling campuran daging ikan yang telah dicuci dengan air dan dicampur dengan gula dan polyphosphate. Surimi ka-en diolah dengan cara menggiling campuran daging ikan yang telah dicuci dan dicampur dengan gula dan garam (NaCl) dan telah mengalami proses pembekuan. Selain itu, juga terdapat tipe surimi yang tidak mengalami proses pembekuan yang disebut ”Surimi na-ma” (Surimi mentah) (Suzuki, 1981).
Standarisasi syarat mutu surimi beku telah ditentukan oleh SNI 01-2694-1992. Di dalam SNI tersebut terdapat beberapa ketentuan seperti bahan baku surimi yang meliputi:
a. Rupa dan warna : bersih, warna daging spesifik jenis ikan b. Aroma : segar spesifik jenis
c. Daging : elastis, padat dan kompak d. Rasa : netral agak amis
6
Tabel 3. Syarat Mutu Surimi BekuJenis Uji Satuan Persyaratan Mutu
1.Organoleptik
- Nilai min 7
2.Cemaran Mikroba - ALT, maks - Escherichia coli - Coliform - Salmonella *) - Vibrio cholerae *)
Koloni/g APM/g per 25 g per 25 g
5 x 105 <3
3 Negarif Negatif 3.Cemaran kimia
- Abu total, maks - Lemak, maks - Protein, min
% b/b % b/b % b/b 1 0,5 15 4.Fisika
- Suhu pusat, maks - Uji lipat, min - Elastisitas, min
o C
g/cm2
-18 oC Grade A
300 *) jika diperlukan
Keterangan : ALT = Alat Lempeng Total; APM = Angka Paling Memungkinkan Sumber : Standarisasi Nasional Indonesia (SNI 01-2694-1992)
2.2
Industri Pengolahan Surimi
2.2.1
Perkembangan Industri Surimi
Sejak dimulainya industri pengolahan beku di Jepang tahun 1960, penelitian, teknologi pengolahan dan peralatan mulai dikembangkan (Noguchi, 1982). Proses pemisahan daging ikan dan tulangnya telah lama diperkenalkan sejak 1978 oleh beberapa ahli yang bergerak di bidang pengolahan hasil perikanan. Desain yang dikemukakan oleh Lanier (1992), dalam proses pemisahan antara daging ikan dan tulangnya, ikan dipres diantara sabuk dan berpori. Lumatan daging dan lemak ikan melalui lubang-lubang berpori pada drum sedangkan tulangnya akan menempel pada sabuk dan dinding drum berpori. Tekanan yang digunakan tidak begitu tinggi sehingga ukuran dari lubang-lubang dapat diperbesar dari yang biasa digunakan berdiameter 3-5 mm. Hasil yang digunakan memiliki tekstur yang bermacam-macam tergantung dari diameter lubang pada drum (Purbayanto et al., 2004).
7
Gambar 1. Aliran Proses Pengolahan Surimi Beku (Tan et al., 1988)PROSES TUJUAN METODE
IKAN SEGAR SEMI
MODERN
MODERN
Pencucian Cuci dalam air es Mendinginkan ikan Rotary fish washer
Rotary fish washer
Penyiangan Membuang kepala
dan isi perut
Pisau Mesin
Pencucian Cuci dalam air es Menghilangkan sisik dan darah
Rotary fish washer
Rotary fish washer
Pemisahan daging Memisahkan daging
dari tulang, duri, dan kulit
Meat-bone separator
Meat-bone separator
HANCURAN LUMATAN DAGING (MINCED MEAT) Leaching Air es (1:4) + 0,3%
garam (2 kali)
Menghilangkan protein larut air, darah, dan bau
Tanki leaching Tanki leaching
Pengepresan Membuang air, mengepres kelebihan air
Membuang air cucian, mengatur kadar air sampai
80-82%
Rotary sieve, hidraulic press
Screw press
LUMATAN DAGING YANG TELAH DICUCI (LEACHED MEAT)
Straining Mengilangkan sisa
kulit, duri, dan sisik
Strainer
Pencampuran 3-5% gula halus 0,2%poliposfat
Mengurangi freeze-denaturation dan meningkatkan WHC
Mixer Silent cutter
Pengepakan Dalam plastik PE Pengemasan Manual Fillling machine
Pembekuan
-30oC Suhu pusat -20oC dalam aktu 4-6 jam
Contact/air blast freezer
SURIMI BEKU
Kotak karton – (18oC-20oC)
Mengurangi dehidrasi selama penyimpanan beku
8
Teknologi pengolahan surimi yang digunakan oleh industri saat ini paling banyak menggunakan metode rotary rinser/screw press. Secara umum alir proses pengolahan surimi terdiri dari persiapan bahan baku, penghilangan tulang, pencucian daging lumat, pengurangan kadar air (pengepresan), penapisan (straining), penambahan bahan tambahan dan pembekuan (Gambar 1).Pengolahan surimi memerlukan daging ikan bermutu tinggi. Berbagai cara ditempuh sebagai upaya untuk mempertahankan mutu daging ikan. Penggunaan suhu rendah merupakan sesuatu yang mutlak diperlukan, baik selama penyiangan, pembilasan, pelumatan hingga pengemasan. Pada penyimpanan jangka pendek, cukup di lakukan dalam peti berinsulasi dengan menyusun ikan secara berlapis yang ditambah hancuran es sampai penuh dengan perbandingan antara ikan dan es adalah 1 : 3. Dengan cara seperti ini suhu ikan dapat dipertahankan rendah (sekitar 0oC) sehingga kesegaran ikan juga dapat dipertahankan hingga beberapa hari.
2.2.2
Perkembangan Industri Mesin Surimi di Indonesia
Perusahaan yang memproduksi mesin surimi di Indonesia tidaklah banyak. PT. Samudera Teknik Mandiri merupakan perusahaan pertama yang memproduksi mesin surimi di Indonesia. Inovasi teknologi yang dilakukan oleh Tim peneliti Departemen Pemanfaatan Sumberdaya Perikanan (PSP), Fakultas Perikanan dan Ilmu Kelautan, IPB ini berhasil menciptakan mesin SuritechTM generasi ke-1 pada tahun 2006. Mesin hasil penelitian yang diketuai oleh Prof. Dr. Ir. Ari Purbayanto, M.Sc, Teknologi ini terus mengalami penyempurnaan untuk meningkatkan efektivitas dan performa mesin. Hingga saat ini perusahaan telah menghasilkan mesin Suritech generasi ke-7 yang telah memiliki performa teknis yang tinggi serta telah diuji oleh Balai Pengujian Mutu Alat dan Mesin Pertanian, Direktorat Mutu dan Standardisasi, Direktorat Jenderal Pengolahan dan Pemasaran Hasil Pertanian, Departemen Pertanian. Gambar perkembangan mesin SuritechTM dari generasi 1 – 7 dapat dilihat pada Tabel 4.
Tabel 4. Perkembangan Mesin Surimi di PT. Samudera Teknik Mandiri
Gambar Mesin Keterangan
Generasi 1 Dibuat pada tahun 2005 dan telah digunakan di Papua
Spesifikasi:
- Dimensi 1x1x1,5 - Kapasitas 130 kg - Daya 2 HP
- Lebar belt 30 cm, tebal 6 ml
- Menggunakan pisau pengumpan di dekat corong (pemotong)
9
Tabel 4. Perkembangan Mesin Surimi di PT. Samudera Teknik Mandiri (Lanjutan)Gambar Mesin Keterangan
Generasi ke 3 Dibuat pada bulan Februari - Maret tahun 2007 dan digunakan oleh BIC-BPPT untuk Pilot Project di Jambi
Perbedaan dari G-2: - Tenaga 1 Hp
- Motor mesin terletak di sebelah kiri atas - Bodi mesin menggunakan plat besi 6 ml - Posisi corong pengeluaran daging dan
tulang terpisah
Generasi 4 Dibuat pada bulan April dan Juni 2007 dan telah digunakan di Aceh atas kerjasama dengan PKSPL dan IPTEKDA LIPI Perbedaan dari G-3:
- Posisi motor berada disebelah kanan atas - Terdapat skrap mika untuk membersihkan
tulang
- Skrap terbuat dari plastik mika setebal 4-6 ml
- Tidak ada penutur motor (gear box) dihilangkan
Generasi 5 Dibuat pada Agustus 2007 dan digunakan oleh PT Xaputra Multicon untuk industri
pengolahan surimi, Aceh. Perbedaan dari G-4:
- Motor yang digunakan 2 HP
- Corong pengeluaran daging lebih lebar - Terdapat pintu (celah) untuk membersihkan
10
Tabel 4. Perkembangan Mesin Surimi di PT. Samudera Teknik Mandiri (Lanjutan)Gambar Mesin Keterangan
Generasi 6 G-6 telah dipasarkan secara luas.
- Motor yang digunakan ½ HP
- Tidak menggunakan pisau pengumpan - Menggunakan rol penekan
- Kabel input listrik di depan mesin
Generasi 7 Dipasarkan secara masal.
Perbedaan dari G-6:
- Casing kanan dihilangkan
- Corong pemasukan ikan dihilangkan - Kabel terletak di belakang mesin
- Skraper terbuat dari stainless steel setebal 1 cm
- Terdapat 2 tipe untuk darat (A) dan di atas kapal (B).
- Ukuran lebih lebar untuk penggunaan di atas kapal.
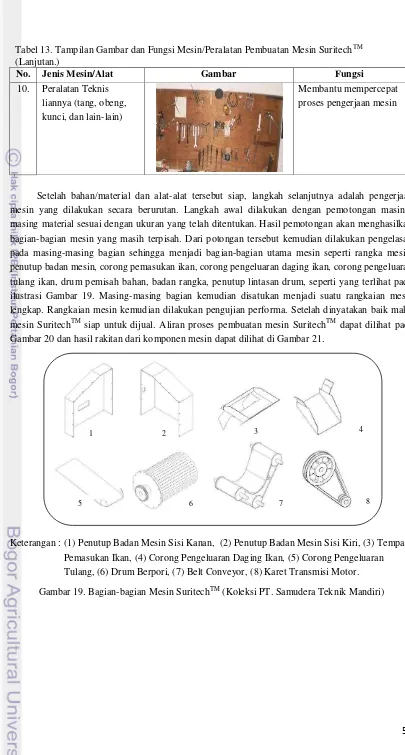
Prinsip kerja mesin SuritechTM adalah memanfaatkan tekanan antara belt dan silinder berpori. Ikan yang telah dibersihkan isi perut dan dipotong kepalanya dimasukkan ke dalam corong input, selanjutnya mengalami tekanan antara belt dan silinder berpori. Daging ikan yang masuk ke dalam silinder berpori akan dikeluarkan ke corong output. Spesifikasi mesin SuritechTM generasi ke 7 dapat dilihat pada Tabel 5.
Tabel 5. Spesfikasi Mesin SuritechTM
Keterangan Spesifikasi
Dimensi, berat 720 x 730 x 950 mm, 200 kg Bahan - Stainless steel (sistem proses)
- Plat besi (body mesin) Penggerak Motor listrik ½ HP, 1420 rpm Daya listrik 400 - 600 watt, 220 V Transmisi Sistem roda gigi
Kapasitas 80 kg/jam bahan baku ikan segar
Efektivitas 94,18% (susut hasil 3,40%) (Hasil uji ALSINTAN, 2009)
Dibandingkan dengan mesin produk luar negeri (impor), mesin SuritechTM memiliki beberapa keunggulan sebagai berikut:
1. Teknologi tepat guna sehingga sangat sesuai bagi UMKM
11
2. Bentuk kompak untuk digunakan di darat maupun di atas kapal ikan3. Kinerja mesin dengan efektivitas pemisahan yang tinggi
4. Harga lebih murah dibandingkan produk yang ada (mesin impor) 5. Mudah dan aman dalam pengoperasian serta perawatan.
2.3
Studi Kelayakan
Industri
Studi kelayakan proyek merupakan suatu analisis perencanaan yang sistematis dan mendalam atas setiap faktor yang memiliki pengaruh terhadap kemungkinan proyek mencapai sukses. Semua data, fakta, dan berbagai pendapat yang dikemukakan dalam studi kelayakan tersebut akan menjadi dasar dalam pengambilan keputusan apakah proyek yang bersangkutan akan direalisasikan, dibatalkan atau direvisi. Proyek terdiri dari tahapan pra-konstruksi dan secara teoritis merupakan penentuan perlu tidaknya proyek dilanjutkan (Soeharto, 2002). Sedangkan menurut Husnan dan Suwarsono (2000), studi kelayakan proyek merupakan penelitian tentang dapat tidaknya suatu proyek investasi dilakukan terhadap aspek-aspek pasar, teknis, keuangan, hukum, dan ekonomi nasional.
Studi kelayakan proyek perlu dilakukan untuk membantu pengambilan keputusan dalam menentukan pemilihan investasi di dalam suatu proyek yang tepat, dari berbagai alternatif yang bisa dilaksanakan. Menurut Gray (1993), studi kelayakan proyek juga dapat digunakan untuk mengetahui tingkat keuntungan yang dapat dicapai melalui investasi dalam suatu proyek.
Terdapat beberapa aspek penting yang perlu dikaji dalam suatu studi kalayakan proyek, antara lain: aspek pasar, aspek teknis, aspek institusional – manajemen – organisasi -, aspek finansial, dan aspek sosial ekonomi.
2.3.1 Aspek Pasar dan Pemasaran
Menurut Husnan dan Suwarsono (2000), aspek pasar menempati prioritas pertama dan utama dalam suatu studi kelayakan proyek. Banyak dijumpai kegagalan proyek karena tidak tersedianya pangsa pasar yang cukup potensial.
Sistematika proses pengkajian pasar berturut-turut adalah penilaian (assessment) situasi, penyusunan strategi, pengumpulan data dan informasi serta analisis dan peramalan. Lingkup menyusun startegi termasuk mendefinisikan masalah (problem definition) yang dikaji. Dalam hal ini agar suatu pengkajian aspek pasar dapat efektif harus dilakukan pada jadwal yang tepat, memilih metode yang dapat memberikan hasil akurat, dan memiliki relevansi erat dengan subjek yang dikaji (Soeharto, 2002).
Soeharto (2002) menambahkan bahwa studi kelayakan suatu usulan proyek dengan tujuan menghasilkan produk tertentu umumnya membatasi penekanan pada analisa masalah-masalah berikut: 1. Prakiraan penawaran dan permintaan, yang meliputi perincian permintaan, permintaan saat ini dan
masa depan, penawaran, konsumen, dan kebijakan, peraturan dan perencanaan pemerintah. 2. Pangsa pasar dan persaingan, yang meliputi pangsa pasar, persaingan dan harga.
3. Strategi pemasaran, yang meliputi segmentasi, targetting, positioning, dan bauran pemasaran.
Sutojo (2002), menyatakan bahwa dalam mengkaji aspek-aspek pasar dan pemasaran hal yang perlu diperhatikan adalah kedudukan produk dalam pasar saat ini, komposisi dan perkembangan permintaan produk di masa yang akan datang, kemungkinan adanya persaingan dan peranan pemerintah dalam menunjang perkembangan produk dan pemasaran.
2.3.2 Aspek Teknis dan Teknologi
12
telah layak atau tidak layak, baik pada saat pembangunan proyek atau operasional secara rutin (Umar, 2003).Teknologi yang dipilih berdasarkan patokan umum yang dapat dipakai, yaitu dengan mengetahui seberapa jauh penggunaan mesin yang diinginkan, manfaat ekonomi yang diharapkan, kesesuaian dengan bahan mentah yang dipakai, keberhasilan pemakaian teknologi di tempat lain, kemampuan tenaga kerja dalam mengoperasikan teknologi, kemampuan antisipasi terhadap teknologi lanjut (Umar, 2003).
Soeharto (2002), mengungkapkan bahwa pemilihan teknologi juga dilakukan untuk menentukan teknologi proses produksi yang digunakan, berarti memilih proses dalam menghasilkan produk, menentukan denah, fasilitas penunjang dan desain engineering yang diperlukan. Pada dasarnya dikenal dua macam teknologi proses produksi, yaitu:
1) Proses kontinyu, di mana proses ini umumnya dimaksudkan untuk menghasilkan volume output yang besar dan sifat operasinya berulang-ulang (repetitif).
2) Proses intermitten atau batch, yaitu proses yang menangani bermacam-macam proses yang berbeda.
Menurut Umar (2003), hal-hal pokok yang harus dianalisis dalam aspek teknis dan teknologi meliputi rencana kapasitas produksi yang diharapkan dan pemilihan teknologi yang paling sesuai dengan kemampuan perusahaan, menentukan desain produk yang akan dipilih, penentuan lokasi pabrik, tata letak pabrik yang optimal, berapa luas/skala produksi yang direncanakan serta bagaimana ketersediaan bahan baku yang aman selalu dapat dipergunakan jika dibutuhkan dalam proses.
1) Bahan baku, bahan pembantu, dan bahan pendukung
Bahan baku, bahan pembantu, dan bahan tambahan dibutuhkan agar operasi produksi dalam proyek dapat berjalan lancar. Bahan-bahan tersebut harus memenuhi standar syarat teknis produksi yang ditentukan, misalnya standar mutu, serta ketersediaannya dalam jumlah yang mencukupi setiap saat apabila dibutuhkan. Biaya pemenuhan bahan baku tersebut tidak boleh melampaui batas maksimal yang dapat ditolerir agar tidak mempengaruhi kemampuan proyek memasarkan produk yang dihasilkan serta memperoleh keuntungan yang wajar (Sutojo, 2002).
Sutojo (2002), menambahkan tersediaan bahan baku dan bahan pembantu secara kontinyu dengan tingkat harga yang wajar, merupakan salah satu syarat agar proyek dapat beroperasi secara sehat di bidang teknis dan komersial. Bahan baku dan bahan pembantu yang dibutuhkan dalam proyek dapat berupa bahan yang belum diproses atau bahan setengah jadi. Pengadaannya dapat dilakukan dari dalam negeri atau dengan mengimpor. Jika bahan baku dan bahan pembantu dapat diperoleh dari dalam negeri hendaknya diperkirakan dari daerah mana saja bahan tersebut diperoleh, apakah bahan tersebut terpusat pada suatu daerah tertentu atau tersebar di berbagai tempat. Perlu diperhatikan bahwa untuk beberapa jenis industri yang direncakan beroperasi dalam skala besar, ada kemungkinan ketersediaan bahan baku tidak dapat terpenuhi seluruh kebutuhan dalam industri tersebut.
2) Kapasitas Produksi
Kapasitas produksi didefinisikan sebagai suatu kemampuan pembatas dari unit beroperasi dalam waktu tertentu, yang biasanya dinyatakan dalam bentuk keluaran per satuan waktu. Proses dalam persencanaan kapasitas adalah sebagai berikut:
1. Memperkirakan permintaan di masa depan, termasuk dampak dari perkembangan teknologi, persaingan dan lainnya.
2. Menjabarkan perkiraan itu dalam kebutuhan kapasitas fisik. 3. Menyusun pilihan rencana kapasitas.
13
5. Meninjau resiko dan pengaruh strategi atas pilihan rencana.6. Memutuskan rencana pelaksanaan
3) Penentuan Lokasi
Lokasi berdirinya suatu proyek merupakan suatu hal penting bagi perusahaan karena akan mempengaruhi kedudukan perusahaan dalam persaingan dan menentukan kelangsungan hidup perusahaan tersebut. Perusahaan yang didirikan tanpa pertimbangan lokasi yang ekonomis dapat mengalami kesulitan dalam menjamin kelangsungan hidupnya. Penentuan lokasi yang kurang tepat merupakan salah satu penyebab mengapa perusahaan beroperasi secara tidak efisien dan efektif, sehingga biaya produksi menjadi tinggi. Oleh karena itu, dalam penentuan lokasi industri diperlukan suatu pengkajian terhadap faktor-faktor yang mempengaruhi aktivitas dari industri tersebut. Menurut Sutojo (2002), lokasi suatu industri sangat dipengaruhi oleh kebijakan pemerintah, letak sumber bahan baku, daerah pemasaran, serta faktor lingkungan.
Menurut Behrens (1991), faktor-faktor yang mempengaruhi analisis lokasi suatu industri dapat digolongkan menjadi dua, yaitu faktor utama dan faktor sekunder. Faktor utama akan mempengaruhi secara langsung terhadap kegiatan produksi dan distribusi dari industri yang akan didirikan. Faktor tersebut meliputi letak pasar, sumber bahan baku, tingkat biaya dan ketersediaan fasilitas pengangkutan, biaya dan ketersediaan tenaga kerja serta adanya pembangkit listrik. Sedangkan faktor sekunder merupakan faktor-faktor yang harus dipertimbangkan selain faktor utama dalam analisis lokasi. Faktor tersebut antara lain rencana masa depan, biaya tanah dan bangunan, kemungkinan perluasan, ketersediaan air, sikap masyarakat didaerah lokasi, dan kondisi iklim.
4) Perencanaan Tata Letak Mesin dan Ruangan
Perencanaan tata letak fasilitas merupakan proses perancangan (design) dan pengaturan fasilitas fisik (mesin, peralatan, lahan, bangunan/ruang) untuk mengoptimalkan keterkaitan antara pekerja, aliran bahan, aliran informasi dan metode yang dibutuhkan dalam rangkan mencapai tujuan perusahaan secara efisien, ekonomis dan aman (Apple, 1990).
2.3.3 Aspek Manajemen dan Organisasi
Aspek manajemen dan organisasi dapat dikelompokkan menjadi dua yakni manajemen proyek, yaitu pengelolaan kegiatan yang terkait dengan mewujudkan gagasan sampai menjadi hasil proyek berbentuk fisik, manajemen operasi atau produksi fasilitas hasil proyek. Cakupan manajemen organisasi meliputi pengelolaan kegiatan yang langsung berhubungan dengan memproduksi barang atau memberikan pelayanan. Mulai dari usaha mendapatkan sumber daya, mengkonversi masukan menjadi produk atau pelayanan yang diinginkan. Masukan tersebut dapat terdiri dari bahan mentah, tenaga kerja, material, energy, dan waktu (Soeharto, 2000).
Ariyoto (1990) menyatakan bahwa manajemen merupakan cara mencapai tujuan dari sumber-sumber yang ada. Sumber-sumber-sumber ini adalah uang (modal), mesin dan peralatan, personil (tenaga kerja) dan material. Umar (2003) menambahkan bahwa aspek manajemen adalah suatu fungsi atau kegiatan manajemen yang meliputi perencanaan organisasi, staffing, koordinasi, pengarahan, dan pengawasan perusahaan tujuan dari kajian aspek manajemen adalah mengetahui apakah pembangunan dan implementasi bisnis dapat direncanakan, dilaksanakan, dan dikendalikan sehingga rencana bisnis dapat dinyatakan layak atau sebaliknya.
14
diketahui tenaga manajemen apa dan berapa yang diperlukan untuk mengelola proyek secara berhasil (Sutojo, 2002).2.3.4 Aspek Legalitas
Aspek legalitas penting karena menyangkut hukum yang mengatur tingkah laku badan usaha untuk menampung aspirasi dalam mencapai tujuan usaha diperlukan suatu wadah untuk melegalkan kegiatan. Dalam evaluasi yuridis, salah satu pokok pengamatan yang merupakan kekuatan yang menunjang gagasan usaha adalah tentang izin-izin yang harus dimiliki karena dapat dikatakan bahwa izin usaha merupakan syarat legalisasi usaha (Ariyoto, 1990).
Aspek legalitas atau yuridis berguna untuk kelangsungan hidup proyek dalam rangka meyakinkan kreditur dan investor bahwa proyek yang akan diuat sesuai dengan peraturan yang berlaku (Umar, 2005). Menurut Husnan dan Suwarsono (2000), dalam pengkajian aspek yuridis atau hukum, hal yang perlu diperhatikan meliputi bentuk badan usaha yang akan digunakan dan berbagai akte, sertifikat, serta izin yang diperlukan.
Mengacu pada undang-undang wajib daftar perusahaan, perusahaan didefinisikan sebagai setiap bentuk usaha yang menjalankan jenis usaha yang bersifat tetap, terus-menerus, dan didirikan, bekerja serta berkedudukan dalam wilayah negara Indonesia dengan tujuan memperoleh keuntungan dan atau laba. Dalam Kitab Undang-undang Hukum Dagang (KUHD) pengertian perusahaan tdak diberikan penjelasan resmi, tetapi istilah perusahaan mendung istilah ekonomi yang banyak dipakai dalam KUHD.
Undang-undang Nomor 40 Tahun 2007 Tentang Perseroan Terbatas dalam Pasal 1 ayat (1) menyebutkan bahwa “Badan Hukum yang merupakan persekutuan modal, didirikan berdasarkan perjanjian, melakukan kegiatan usaha dengan modal dasar yang seluruhnya terbagi dalam saham dan memenuhi persyaratan yang ditetapkan dalam Undang-Undang ini serta Peraturan pelaksanaannya”
Perusahana Terbatas merupakan Perusahaan yang oleh Undang-Undang dinyatakan sebagai Perusahaan yang berbadan Hukum. Dengan status yang demikian maka PT menjadi subyek hukum yang menjadi pendukung hak dan kewajiban, sebagai Badan Hukum, PT memiliki kedudukan mandiri (persona standi in judicio) yang tidak tergantung kepada pemegang sahamnya. Dalam PT hanya orang yang dapat mewakili PT atau Perseroan yangd dapat menjalankan Perusahaan. Hal ini berarti PT dapat melakukan perbuatan-perbuatan hukum yang seperti seorang manusia dan dapat pula mempunyai kekayaan atau hutang (Kholil.staff.uns.ac.id).
2.3.5 Aspek Lingkungan
Pembangunan suatu industri hendaknya tetap memperhatikan kepentingan manusia dan lingkungannya. Industri yang baik adalah industri yang berwawasan lingkungan. Pembangunan tersebut dapat terwujud apabila semua komponen dalam perusahaan dapat mengerti pentingnya menjaga keseimbangan lingkungan dalam setiap tahapan proses produksinya. Peningkatan kesadaran terhadap masalah lingkungan mengharuskan setiap proyek/industri untuk melakukan analisis dampak lingkungan. Masalah yang timbul dari suatu proyek industri ke lingkungan diantaranya adalah adanya polusi baik polusi udara, air, dan tanah serta suara. Polusi yang dihasilkan dapat berupa limbah, baik limbah padat maupun cair.
15
2.3.6 Aspek FinansialAnalisis finansial perlu dilakukan untuk memperkirakan jumlah dana yang diperlukan. Selain itu dipelajari struktur pembiayaan serta sumber dana yang menguntungkan (Djamin, 1984). Proses pengkajian kelayakan atau investasi dari aspek finansial memerlukan pendekatan konvensional yang dilakukan dengan menganalisis perkiraan arus kas keluar dan masuk selama umur proyek (Soeharto, 1998).
Analisis finansial merupakan perbandingan antara pengeluaran dan pemasukan suatu proyek dengan melihat dari sudut badan atau orang yang menanamkan modalnya dalam proyek tersebut memberikan sumbangan atau rencana yang positif dalam pembangunan ekonomi nasional (Kadariyah et al., 1999). Menurut Edris (1993), kelayakan finansial harus mengungkapkan secara terperinci apakah proyek akan menguntungkan dalam suasana persaingan yang ada dan dalam perekonomian yang tidak menguntungkan keadaannya.
Analisis finansial dilakukan untuk kepentingan individu atau lembaga yang menanamkan modalnya dalam proyek tersebut, misalnya petani, wiraswastawan atau perusahaan. Nilai barang yang digunakan (misal: upah, harga barang) menggunakan nilai yang berlaku di pasar (market price). Tujuan analisis finansial yang dilakukan suatu industri adalah untuk mengetahui besarnya biaya yang diperlukan untuk memproduksi persatuan output dari suatu produk.
Gambaran tentang struktur permodalan perusahan yang mencakup seluruh kebutuhan modal untuk dapat melaksanakan aktivitas mulai dari perencanaan sampai pabrik beroperasi dapat diperoleh dengan melakukan analisis finansial. Untuk memudahkan analisis ini maka perhitungan biaya dikelompokkan menjadi dua yakni biaya investasi dan biaya modal kerja. Biaya investasi meliputi pembiayaan kegiatan pra investasi, pengadaan tanah, bangunan, mesin dan peralatan, berbagai aset tetap, serta biaya-biaya lain yang bersangkutan dengan pembangunan proyek. Biaya modal kerja meliputi biaya produksi (bahan baku, tenaga kerja, overhead pabrik), biaya administrrasi, biaya pemasaran, penyusutan, dan angsuran bunga. Kemudian dilakukan penilaian aliran dana yang diperlukan dan kapan dana tersebut dapat dikembalikan sesuai dengan jumlah waktu yang ditetapkan, serta apakah proyek tersebut menguntungkan atau tidak (Edris, 1993).
Pengelompokkan biaya dalam studi kelayakan perlu dilakukan untuk dapat membantu manajemen mencapai tujuan. Pengelompokan ini dilakukan berdasarkan pada hubungan biaya dengan produk, volume produksi, departemen fabrikasi dan periode akuntansi. Untuk menghindari salah perhitungan karena timbulnya hal-hal yang tidak dapat diduga sebelumnya, maka ditambahkan biaya lain-lain atau biaya yang biasa disebut dengan biaya kontingensi. Nilai yang lazim digunakan dalam menghitung biaya kontingensi adalah sebesar 10 persen (Sutojo, 2002).
Komponen biaya yang berpengaruh terhadap perhitungan kebutuhan biaya suatu industri yakni biaya pokok, biaya tetap yang terdiri dari biaya penyusutan, bunga modal, pajak dan asuransi, dan garasi/gudang, dan biaya tidak tetap yang meliputi bahan bakar, biaya perbaikan serta pemeliharaan. Menurut Pramudya dan Dewi (1992), biaya pokok merupakan biaya yang diperlukan suatu mesin untuk memproduksi satu unit produk.
16
Metode yang sering digunakan dalam perhitungan penyusutan adalah metode garis lurus (De Garmo et al., 1984). Menurut Pramudya dan Dewi (1992), metode garis lurus merupakan metode yang paling mudah dan cepat untuk menghitung biaya penyusutan karena biaya penyusutan dianggap sama setiap tahun atau penurunan nilai suatu alat tetap sampai pada akhir umur ekonomisnya. Cara menghiutngnya adalah harga awal (baru) dikurangi dengan harga akhir pada akhir umur ekonomisnya dibagi dengan umur ekonomisnya.Menurut Gray et al. (1993), kelayakan suatu usaha produksi sangat penting untuk dilihat agar keefektifan suatu proyek dapat direncanakan dan dianalisis. Untuk mencari ukuran yang menyeluruh sebagai dasar penerimaan atau penolakan suatu proyek telah dikembangkan berbagai cara yang dinamakan kriteria investasi. Ada tiga macam kriteria investasi yang umum digunakan dan dapat dipertanggung jawabkan, yaitu:
1. Net Present Value (nilai bersih sekarang) atau NPV merupakan selisih present value arus manfaat dan biaya dihitung berdasarkan discount rate.
2. Internal Rate of Return (tingkat hasil internal) atau IRR merupakan discount rate yang menjadi NPV suatu proyek = 0.
3. Net Benefit Cost (rasio manfaat biaya netto) atau Net B/C ratio merupakan angka perbandingan arus benefit bersih positif terhadap benefit bersih negatif.
Ketiga kriteria investasi yang disebutkan di atas merupakan nilai waktu dan uang. Suatu proyek dapat dikatakan layak untuk dikembangkan jika dalam perhitungan diperoleh NPV > 0, IRR > discount rate, Net B/C ≥ 1.
17
III.
METODOLOGI
3.1
Kerangka Pemikiran
Ketersediaan bahan baku ikan hasil tangkap sampingan yang melimpah merupakan potensi yang besar untuk dijadikan surimi. Akan tetapi, belum banyak industri di Indonesia yang memanfaatkannya karena ketersediaan mesin yang terbatas. Hal ini merupakan salah satu faktor yang melatarbelakangi pembuatan dan pengembangan mesin pengolahan surimi oleh PT. Samudera Teknik Mandiri. Pengembangan industri mesin surimi harus mempertimbangkan kelayakan pendirian industri. Beberapa faktor yang perlu dikaji dalam penilaian kelayakan pada pendirian dan pengembangan industri mesin surimi antara lain analisis pasar dan pemasaran, analisis teknis dan teknologi, analisis manajemen dan organisasi, analisis legalitas, analisis lingkungan, dan analisis finansial. Hasil dari analisis-analisis tersebut dapat memberikan gambaran mengenai permasalahan-permasalahan yang mungkin ada, sehingga dapat disusun rekomendasi pengembangannya.
Teknik yang dilakukan dalam pengkajian kelayakan industri mesin surimi diawali dengan melakukan studi pustaka sekaligus mempelajari deskripsi produk dan industri mesin surimi. Kemudian dilanjutkan dengan mengumpulkan data-data dan informasi yang dibutuhkan. Data dan informasi dapat berupa data primer dan sekunder yang mencakup faktor-faktor penilaian kelayakan pengembangan industri seperti yang telah disebutkan sebelumnya. Jika data yang dibutuhkan telah cukup kemudian ditabulasikan dan dilakukan analisis pada setiap aspek. Jika data yang dibutuhkan belum cukup maka dilakukan kembali pencarian dan pengumpulan data. Diagram alir kerangka pemikiran tahapan penelitian ini dapat dilihat pada Gambar 2.
3.2 Metode Penelitian
Metode yang digunakan dalam penelitian ini adalah deskriptif dan analisis studi kelayakan, kasus di PT. Samudera Teknik Mandiri. Pada analisis studi kelayakan menggunakan beberapa tahapan penting untuk pengembangan industri mesin surimi (SuritechTM). Tahapan tersebut antara lain dengan melakukan analisis masalah dan meneliti aspek-aspek yang berhubungan dengan perancangan kelayakan industri. Aspek-aspek yang dikaji adalah aspek pasar dan pemasaran, aspek teknis dan teknologi, aspek manajemen dan organisasi, aspek lingkungan dan legalitas, dan aspek finansial.
Untuk mendapatkan penilaian aspek-aspek kelayakan pendirian dan pengembangan PT. Samudera Teknik Mandiri, maka perlu metode yang perlu dilakukan antara lain:
3.2.1 Pengumpulan Data (Penelitian Pendahuluan)
18
Gambar 2. Diagram Alir Tahapan Penelitian Studi Kelayakan Industri Mesin SurimiSelesai Penyusunan laporan
Analisis finansial Penentuan asumsi
Sumber dana dan struktur pembiayaan Biaya investasi
Proyeksi aliran kas
PBP, IRR, NPV, B/C Ratio, ROI, BEP Analisis sensitivitas
Analisis lingkungan dan legalitas AMDAL
Peraturan pemerintah Perizinan
Analisis manajemen dan organisasi Struktur organisasi
Deskripsi kerja Spesifikasi kerja Kebutuhan tenaga kerja
Analisis teknik dan teknologi Ketersediaan bahan baku dan bahan pembantu Penentuan kapasitas produksi dan lokasi Pemilihan teknologi proses mesin dan peralatan Tata letak
Analisis pasar dan pemasaran Segmenting, targetting, positioning, marketing mix
Tabulasi data Data cukup?
Pengumpulan data (primer dan sekunder) Studi pustaka, mempelajari deskripsi produk
dan industri Mulai
Survei lapang Tidak
19
3.2.2 Analisis Data (Penelitian Utama)Analisis dilakukan terhadap data primer dan data sekunder yang meliputi analisis ketersediaan bahan baku, pasar dan pemasaran, teknik dan teknologi, manajemen dan organisasi, lingkungan, legalitas, dan finansial. Analisis data dilakukan dengan dua metode pendekatan, yaitu analisis secara kualitatif dan kuantitatif. Data kuantitatif diolah dan disajikan dalam bentuk table dan gambar. Sedangkan data kualitatif dipaparkan dalam bentuk uraian untuk mendukung data kuantitatif.
a) Analisis Pasar dan Pemasaran
Aspek pemasaran mengkaji beberapa hal yang meliputi potensi pasar dan strategi pemasaran. Analisis potensi pasar mencakup pemasaran mesin, pemasaran produk surimi, pasar produk, dan ketersediaan bahan baku pembuatan surimi sebagai komponen penting dalam pengaplikasian mesin dalam suatu usaha. Dari hasil analisis aspek pemasaran ini diperoleh gambaran yang jelas mengenai peluang pasar mesin surimi yang ada di Indonesia dan teknik pemasaran yang tepat untuk mencapai target pemasaran.
Strategi pemasaran dilakukan setelah analisis potensi pasar selesai dilakukan. Analisis strategi pemasaran yang dilakukan diantaranya segmentasi (segmentation), penentuan target (targeting), dan penentuan posisi pasar (positioning) serta bauran pemasaran (marketing mix) yang meliputi 4P yakni , Product (Produk), Price (Harga), Place (Tempat), dan Promotion (Promosi). Tahapan analisis pasar tersebut dapat dilihat pada Gambar 3.
Gambar 3. Diagram Alir Proses Analisis Pasar dan Pemasaran Industri Mesin Surimi PT. Samudera Teknik Mandiri
b) Aspek Teknis dan Teknologi
Aspek teknis dan teknologi meliputi material dan bahan pembantu dalam pembuatan mesin, teknologi dan mesin yang dipakai, proses produksi mesin, kapasitas produksi, dan kontrol kualitas untuk menjamin kualitas mesin yang telah selesai diproduksi. Hasil analisis aspek teknis dan teknologi dapat menunjang pelaksanaan proyek melalui penilaian apakah secara teknis dan
Mulai
Pencarian Data
Data Cukup
Analisis Potensi Pasar
Penentuan Strategi Pemasaran
Penentuan Bauran Pemasaran
Selesai
Ya
20
pemilihan teknologi serta pelaksanaan proyek telah layak atau belum pada saat operasional secara rutin.Gambar 4. Diagram Alir Proses Analisis Aspek Teknis dan teknologi Industri Mesin Surimi PT. Samudera Teknik Mandiri
Bahan baku mesin dianalisis dengan mengkaji jenis bahan dapat digunakan dalam pembuatan mesin, seperti stenless steal dan motor yang digunakan. Dalam analisis ini juga dicari alternatif bahan subtitusi yang lebih murah namun tetap memberikan mutu mesin yang sama.
Analisis Lokasi Pabrik dilakukan untuk menilai dan mencari alternatif lokasi pabrik yang paling baik. Kriteria penting untuk lokasi pabrik yang paling baik adalah apabila lokasi yang bersangkutan dekat dengan bahan baku, pasar, dan memiliki akses transportasi yang mudah.
Analisis penentuan kapasitas produksi dilakukan dengan mempertimbangkan potensi pasar. Hal ini mempertimbangkan penyerapan produk di pasaran. Mengingat mesin surimi masih tergolong teknologi baru bagi masyarakat Indonesia maka dapat dipastikan bahwa penetrasi pasar diawal cukup sulit dilakukan. Akan tetapi seiring dengan adanya promosi yang dilakukan perusahaan maka permintaan mesin akan meningkat. Sehingga dalam analisis aspek ini juga perlu adanya analisis kenaikan kapasitas produksi dan persediaan untuk mengantisipasi lonjakan permintaan dimasa mendatang.
Analisis dan pemilihan jenis teknologi dan proses produksi yang dilakukan perusahaan didasarkan pada kemudahan proses produksi dan perkiraan biaya produksi. Selain itu juga mempertimbangkan kualitas produk yang dihasilkan dari adanya teknologi yang digunakan. Dalam analisis ini dilakukan pemilihan mesin dan peralatan yang paling sesuai dengan kapasitas produksi yang ingin dicapai perusahaan.
Kebutuhan luas ruang produksi tergantung pada jumlah mesin dan peralatan, tenaga kerja atau operator yang menangani fasilitas produksi, serta jumlah dan jenis sarana yang mendukung
Mulai
Pencarian Data Bahan Baku Mesin
Data Cukup
Analisis Lokasi Pabrik
Analisis dan Penentuan Kapasitas Optimal
Analisis dan Penentuan Teknologi Proses (Mesin dan Peralatan)
Penyusunan Diagram Keterkaitan antar Aktivitas, Kebutuhan Luas Ruang Produksi, Jumlah Mesin, dan Jumlah Operator
Penyusunan Tata Letak Perusahaan
Selesai
Ya
21
kegiatan produksi. Metode yang digunakan dalam menentukan kebutuhan luas ruang produksi adalah metode pusat produksi. Pusat produksi terdiri dari mesin dan semua perlengkapan untuk mendukung proses produksi serta luasan untuk melaksanakan operasi. Penyusunan diagram keterkaitan antar aktivitas, kebutuhan luas ruang produksi, jumlah mesin, dan jumlah operator dilakukan untuk memberikan rekomendasi ruang kerja yang ideal sehingga dapat memberikan kenyamanan kerja bagi karyawan. Ruang kerja yang tidak nyaman atau terlalu sempit sering kali mempengaruhi bahkan menurunkan produktivitas karyawan. Sehingga secara tidak langsung penilaian aspek ini dapat membantu memberikan masukan untuk meningkatkan kenyamanan dan produktivitas kerja karyawan.Penentuan tata letak pabrik dilakukan dengan menganalisis keterkaitan antaraktivitas, kemudian menentukan kebutuhan luas ruang dan alokasi area. Untuk menganalisis keterkaitan antar aktivitas, perlu ditentukan derajat hubungan aktivitas. Derajat hubungan aktivitas dapat diberi tanda sandi sebagai berikut.
1. A (absolutely necessary) menunjukkan bahwa letak antara dua kegiatan harus saling berdekatan dan bersebelahan.
2. E (especially important) menunjukkan bahwa letak antara dua kegiatan harus bersebelahan. 3. I (important) menunjukkan bahwa letak antara dua kegiatan cukup berdekatan
4. O (ordinary) menunjukkan bahwa letak antara dua kegiatan tidak harus saling berdekatan 5. U (unimportant) menunjukkan bahwa letak antara dua kegiatan bebas dan tidak saling
mengikat.
6. X (undesirable) menunjukkan bahwa letak antara dua kegiatan harus saling berjauhan atau tidak boleh saling berdekatan.
Sandi derajat hubungan aktivitas diletakkan pada bagian dalam kotak bagan keterkaitan antar aktivitas. Alasan-alasan yang mendukung kedekatan hubungan meliputi keterkaitan produksi, keterkaitan pekerja, dan aliran informasi. Alasan keterkaitan produksi meliputi urutan aliran kerja, penggunaan peralatan, catatan dan ruang yang sama, kebisingan, kotor, debu, getaran, serta kemudahan pemindahan barang. Alasan keterkaitan pekerja meliputi penggunaan karyawan yang sama, pentingnya berhubungan, jalur perjalanan, kemudahan pengawasan, pelaksanaan pekerjaan serupa, perpindahan pekerja, dan gangguan pekerja. Alasan informasi meliputi penggunaan catatan yang sama, hubungan kertas kerja, dan penggunaan alat komunikasi yang sama (Apple, 1990).
Pada bagan keterkaitan antaraktivitas, alasan-alasan pendukung ini disesuaikan penempatannya dalam kotak agar tidak tumpang tindih dengan kode derajat hubungan antar aktivitas. Tahapan proses dalam merencanakan bagan keterkaitan antar aktivitas adalah sebagai berikut.
1. Mengidentifikasi semua kegiatan penting dan kegiatan tambahan.
2. Membagi kegiatan tersebut ke dalam kelompok kegiatan produksi dan pelayanan. 3. Mengelompokkan data aliran bahan atau barang, informasi, pekerja, dan lainnya.
4. Menentukan faktor atau subfaktor mana yang menunjukkan keterkaitan (produksi, pekerja, dan aliran informasi).
5. Mempersiapkan bagan keterkaitan antar aktivitas.
6. Memasukkan kegiatan yang sedang dianalisis ke sebelah kiri bagan keterkaitan antar aktivitas. Urutannya tidak mengikat, namun dapat juga diurutkan menurut logika ketergantungan kegiatan.
22
Bagan keterkaitan antar aktivitas yang telah dibuat kemudian diolah lebih lanjut menjadi diagram keterkaitan antar aktivitas. Berikut ini tahapan proses pembuatan diagram keterkaitan antar aktivitas.1. Mendata semua kegiatan pada template kegiatan diagram keterkaitan antar aktivitas.
2. Memasukkan nomor kegiatan dari bagan keterkaitan antar aktivitas pada sisi pojok dan tengah setiap template kegiatan diagram keterkaitan antar aktivitas untuk menunjukkan derajat kedekatan antar aktivitas.
3. Melanjutkan prosedur untuk setiap template yang tersedia sampai keseluruhan kegiatan tercatat. 4. Menyusun model dalam sebuah diagram keterkaitan aktivitas, memasangkan yang A terlebih
dahulu, kemudian E, dan seterusnya. 5. Menggambarkan pola aliran sementara.
Kebutuhan luas ruang produksi tergantung pada jumlah mesin dan peralatan, tenaga kerja atau operator yang menangani fasilitas produksi, serta jumlah dan jenis sarana yang mendukung kegiatan produksi. Menurut Machfud dan Agung (1990), berdasarkan tingkat produksi yang telah ditentukan pada pemilihan teknologi proses, maka dapat ditentukan berapa jumlah mesin yang dibutuhkan pada setiap tahapan proses produksi.
c) Aspek Manajemen dan Organisasi
Aspek manajemen dan organisasi mengkaji berbagai hal yang terkait dengan bentuk badan usaha, tenaga kerja yang dibutuhkan, spesifikasi tenaga kerja, deskripsi tenaga kerja, dan struktur organisasi yang ada serta anggota direksi dan tenaga lain yang diperlukan. Dengan melakukan kajian aspek manajemen dan organisasi ini maka diperoleh gambaran mengenai struktur organisasai perusahaan sehingga diketahui tenaga manajemen apa dan berapa yang diperlukan. Aliran analisis manajemen dan organisasi dapat dilihat pada Gambar 5.
Gambar 5. Diagram Alir Analisis Aspek Manajemen dan Organisasi Industri Mesin Surimi PT. Samudera Teknik Mandiri
Mulai
Mempelajari Tujuan Perusahaan
Pertimbangan:
•Data Perkiraan Investasi yang Diperlukan dari Penggunaan Mesin dan Bahan Baku •Data Kapasitas Produksi
•Teknologi Proses yang Digunakan
Analisis Bentuk Usaha yang Dipilih
Analisis Struktur Organisasi, deskripsi dan spesifikasi kerja, dan Kebutuhan
Tenaga Kerja
23
d) Analisis Aspek LegalitasAspek legalitas yang perlu dikaji dalam hal ini adalah bentuk badan usaha, berbagai akte perusahaan, sertifikat dan izin yang diperlukan. Hal ini dinilai penting karena merupakan cakupan dari syarat legalnya suatu usaha. Perusahaan yang memiliki legalitas berguna untuk kelangsungan hidup proyek dalam rangka meyakinkan meyakinkan kreditur dan investor. Aliran analisis aspek legalitas dapat dilihat pada Gambar 6.
Gambar 6. Diagram Alir Analisis Legalitas Industri Mesin Surimi PT. Samudera Teknik Mandiri
e) Aspek Lingkungan
Aspek lingkungan mengkaji dan menganalisis berbagai masalah lingkungan yang timbul akibat berdirinya perusahaan. Masalah tersebut memberikan dampak nyata pada lingkungan sekitar yang berupa pencemaran lingkungan seperti air, tanah, dan udara. Ketiga poin ini perlu dilakukan kajian dalam aspek lingkungan beserta upaya yang dilakukan untuk menanganinya. Hasil dari penilaian berupa evaluasi lingkungan dan masukan yang berupa saran untuk memperbaiki penanganan limbah yang berpotensi mencemari lingkungan. Aliran analisis aspek lingkugan dapat dilihat pada Gambar 7.
Gambar 7. Diagram Alir Analisis Lingkungan Industri Mesin Surimi PT. Samudera Teknik Mandiri Mulai
Peraturan Pemerintah dan Undang-Undang tentang Pendirian Usaha
Mengkaji :
•Bentuk Usaha yang dijalankan •Akte Perusahaan •Sertifikasi Perusahaan
•Izin Pendirian Usaha
Selesai
Mulai
Peraturan Pemerintah dan Undang-Undang tentang Lingkungan Usaha
Analisis Masalah Lingkungan Perusahaan (Air, Tanah, dan Udara)
24
f) Aspek FinansialAspek terakhir yang perlu dikaji adalah aspek finansial. Tujuan akhir dari aspek finansial adalah untuk menilai apakah pembangunan proyek perusahaan layak atau tidak secara finansial. Untuk itu perlu dilakukan kajian besarnya kebutuhan modal yang diperlukan perusahaan yang mencakup biaya investasi dan biaya modal kerja. Untuk memperoleh hal tersebut maka dilakukan penilaian berdasarkan kriteria investasi yang mencakup Net Present Value (NPV), Internal Rate of Return (IRR), Net Benefit Cost (Net B/C) dan payback period. Keempat metode investasi ini dipilih karena telah mewakili semua aspek penting, seperti nilai waktu dan uang serta evaluasi proyek untuk kepentingan umum atau sektor publik. Suatu proyek dapat dikatakan layak untuk dikembangkan jika dalam perhitungan diperoleh NPV > 0, IRR > discount rate, Net B/C ≥ 1. Berdasarkan payback period pengembalian yang lebih cepat akan lebih disukai dan proyeknya layak untuk dikembangkan.
1. Net Present Value (NPV)
Net present value (NPV) adalah metode untuk menghitung selisih antara nilai sekarang investasi dan nilai sekarang penerimaan kas bersih (operasional maupun terminal cash flow) di masa yang akan datang pada tingkat bunga tertentu (Husnan dan Suwarsono, 2000; Hernanto, 1991). Menurut Gray et al. (1993), formula yang digunakan untuk menghitung NPV adalah sebagai berikut.
,
dengan Bt = keuntungan pada tahun ke-t (aliran kas masuk tahun ke-t) Ct = biaya pada tahun ke-t (Biaya kas keluar tahun ke-t)
i = tingkat suku bunga (%) atau arus pengembalian (rate of return) t = periode investasi (t = 0,1,2,3,…,n)
n = umur ekonomis proyek
Proyek dianggap layak dan dapat dijalankan apabila NPV > 0. Jika NPV < 0, maka proyek tidak layak dan tidak perlu dijalankan. Jika NPV sama dengan nol, berarti proyek tersebut mengembalikan persis sebesar opportunity cost faktor produksi modal atau setelah diperhitungkan discount rate yang berlaku.
2. Internal Rate of Return (IRR)
Internal rate of return (IRR) adalah tingkat suku bunga pada saat NPV sama dengan nol dan dinyatakan dalam persen (Gray et al., 1993). Menurut Sutojo (2002), IRR merupakan tingkat bunga yang bilamana dipergunakan untuk mendiskonto seluruh kas masuk pada tahun-tahun operasi proyek akan menghasilkan jumlah kas yang sama dengan investasi proyek. Tujuan penghitungan IRR adalah mengetahui persentase keuntungan dari suatu proyek tiap tahunnya. Menurut Kadariah et al. (1999), rumus IRR adalah sebagai berikut.
,
dengan NPV(+) = NPV bernilai positif NPV(-) = NPV bernilai negatif
i(+) = suku bunga yang membuat NPV positif i(-) = suku bunga yang membuat NPV negatif.
atau ,
25
Ct = Biaya tahun ke-t (Aliran kas keluar tahun ke-t)i = IRR = indeks bunga per tahun atau arus pengembalian (rate of return). dari hasil perhitungan IRR yang diperoleh dapat diambil keputusan sebagai berikut : - Jika IRR ≥ discount rate, maka proyek layak untuk dilaksanakan
- Jika IRR < discount rate, maka proyek tidak layak untuk dilaksanakan, karena pertumbuhan uang akibat investasi dari proyek tersebut lebih kecil daripada pertumbuhan uang jika ditabung di bank.
3. Net Benefit Cost Ratio (Net B/C)
Net benefit cost ratio (Net B/C) merupakan angka perbandingan antara jumlah present value yang bernilai positif dan present value yang bernilai negatif (modal investasi). Perhitungan net B/C dilakukan untuk melihat berapa kali lipat manfaat yang diperoleh dari biaya yang dikeluarkan (Gray et al., 1993). Formulasi perhitungan net B/C adalah sebagai berikut.
,
Jika net B/C bernilai lebih dari satu, berarti NPV > 0 dan proyek layak dijalankan, sedangkan jika net B/C kurang dari satu, maka proyek sebaiknya tidak dijalankan (Kadariah et al., 1999).
4. Payback Period (PBP) (Periode Pengembalian)
Payback Period adalah jangka waktu yang diperlukan untuk mengembalikan modal suatu investasi, dihitung dari aliran kas bersih (net). Aliran kas bersih adalah selisih pendapatan (revenue) terhadap pengeluaran (expenses) per tahun. Payback Period biasanya dinyatakan dalam jangka waktu per tahun. Payback Period dapat dihitung dengan menggunakan rumus :
,
Dengan :
P = waktu yang diperlukan untuk mengembalikan modal investasi V = jumlah modal investasi
I = manfaat bersih rata-rata per tahun per periode.
Semakin cepat modal investasi dikembalikan, maka semakin baik usaha/proyek tersebut.
5. Perhitungan Nilai Sisa
Menurut Gittinger (1986), dalam suatu kegiatan investasi tidak semua biaya modal habis digunakan selama periode rencana investasi, sehingga tersisa suatu nilai yang disebut nilai sisa (residual value). Nilai sisa dihitung pada saat proyek berakhir berdasarkan perhitungan depresiasi (penyusutan) asset per tahun sesuai dengan perkiraan umur ekonomisnya. Menurut Soeharto (1998), untuk memudahkan perhitungan maka nilai sisa sebagai harga penjualan asset pada akhir tahun penyusutan dapat diassumsikan sama dengan nol.
Metode penyusutan yang digunakan dalam penelitian ini adalah metode garis lurus (straight line depreciation). Metode garis lurus ini adalah metode yang mengasumsikan bahwa penyusutan merata sepanjang periode asset masih berfungsi (Soeharto, 1998).
, untuk Bt-Ct > 0
26
IV.
PROFIL PERUSAHAAN
4.1 Sejarah Singkat PT. Samudera Teknik Mandiri
PT. Samudera Teknik Mandiri (PT. STM) merupakan perusahaan yang bergerak dalam bidang inovasi dan produksi mesin pemisah daging dan tulang ikan. Mesin SuritechTM merupakan salah satu teknologi tepat guna yang dapat digunakan untuk mengatasi permasalahan pemanfaatan Hasil Tangkap Sampingan (HTS) atau by-catch dan ikan-ikan ekonomis rendah hasil dari kegiatan perikanan pantai. Mesin SuritechTM mampu mengolah ikan-ikan tersebut menjadi daging lumat (surimi) yang pada tahap selanjutnya dapat diolah menjadi berbagai jenis produk olahan lainnya seperti bakso, empek-empek, nugget, sosis, dan kaki naga.
SuritechTM merupakan sebuah mesin yang lahir karena terilhami dari jumlah hasil tangkap sampingan (by-catch) di Laut Arafuru yang sangat banyak pada penangkapan udang. Dari hal tersebut, kemudian Prof. Dr. Ir. Ari Purbayanto, M.Sc, Eddi Husni, ST, M.Si, Ir. Beni Pramono, M.Si, dan M. Riyanto, S.Pi, M.Si mewujudkan sebuah teknologi tepat guna untuk memanfaatkan hasil tangkap yang dibuang. Pada awalnya mesin ini diberinama ”Arius Fish Meat Bone Separator”. Mesin ini pertama kali diterapkan di Provinsi Papua pada pilot project kerjasama PEMDA Papua dan PT. Sucofindo pada tahun 2005. Dalam perjalannya, permintaan terhadap mesin ini terus meningkat.
Adanya motivasi untuk memajukan perikanan dan pengembangan UMKM (Usaha Mikro, Kecil, dan Menengah) di bidang perikanan, maka improvisasi dan penyempurnaan mesin ini terus dilakukan hingga kemudian lahirlah ”SuritechTM”. Pada tahun 2006 Research Working Group on Coastal Fisheries Develompment dari Departemen Pemanfaatan Sumberdaya Perikanan, Fakultas Perikanan, IPB yang diketuai oleh Prof. Dr. Ir. Ari Purbayanto, M.Sc, dan beranggotakan Eddi Husni,ST M.Si, Ir.Beni Pramono, M.Si, M.Riyanto, S.Pi M.Si dan Adi Susanto S.Pi bekerjasama dengan Lembaga Ilmu Pengetahuan Indonesia (LIPI) melalui Program IPTEKDA LIPI melakukan pembinaan terhadap 2 UKM di Pelabuhan Ratu. UKM tersebut adalah KUB Tiga Waja yang memproduksi bakso dan KUB Hurip Mandiri yang memproduksi otak-otak, nugget, kerupuk dan abon ikan. Hasil modifikasi dan penyempurnaan mesin Suritech™ kemudian diaplikasikan melalui kedua UKM tersebut.
Semangat untuk menjadi penggerak ekonomi masyarakat pesisir melalui teknologi Suritech™ sebagai teknologi tepat guna (TTG), dan keinginan untuk memasyarakatkan Suritech™ keseluruh pelosok tanah air terjawab melalui program Inkubasi RAMP (Recognition and Mentoring Program) pada tahun 2007. Melalui program ini, maka lahirlah workshop khusus yang bergerak dalam pengembangan mesin pemisah daging dan tulang ikan dengan nama PT. Samudera Teknik Mandiri yang memproduksi mesin Suritech™. Dengan slogan The Innovative Technology Manufacturing, Samudera Teknik Mandiri terus berkembang untuk melahirkan inovasi-inovasi teknologi yang menjadi kebutuhan masyarakat, bukan hanya terbatas pada mesin Suritech™ tetapi juga teknologi pasca pengolahan seperti teknologi pembuatan bakso, nugget, otak-otak, empek-empek, kerupuk ikan, pengasapan ikan, dan produk olahan lainnya.
4.2 Lokasi PT. Samudera Teknik Mandiri
27
perusahaan selanjutnya. Workshop merupakan tempat kerja yang dilengkapi dengan gudang penyimpanan. Sementara itu, rumah jaga diperuntukan bagi karyawan yang sekaligus bertanggung jawab terhadap keamanan barang-barang yang ada.4.3 Struktur Organisasi
Sampai saat ini struktur organisasi PT. Samudera Teknik Mandiri masih sederhana. Perusahaan hanya diisi oleh 4 orang sebagai tenaga manajemen. Hal ini dilakukan perusahaan untuk mengefisienkan tenaga kerja yang ada karena perusahaan masih termasuk dalam skala kecil. Struktur organisasi PT. STM dapat dilihat pada Gambar 8.
Gambar 8. Struktur Organisasi PT. Samudera Teknik Mandiri
Dari struktur tersebut, terdiri 4 orang tenaga manajemen perusahaan dan 2 orang tenaga kerja langsung. yakni Direktur Utama, Tenaga Ahli, dan Manajer Keuangan, Administrasi, dan Pemasaran. Direktur Utama PT. STM adalah Ir. Beni Pramono, M.Si, tenaga ahli adalah Prof. Dr. Ir. Ari Purbayanto, M.Sc dan M. Riyanto, S.Pi, M.Si sedangkan Manajer Keuangan, Administrasi dan Pemasaran adalah Adi Susanto, S.Pi, M.Si. Gambar tim Manajemen pengelola PT. STM dapat dilihat pada Gambar 9.
Gambar 9. Manajemen Pengelola PT. Samudera Teknik Mandiri (dari kiri ke kanan : Prof. Dr. Ir. Ari Purbayanto, M.Sc, Adi Susanto, S.Pi, M.Si, Ir. Beni Pramono, M.Si, dan M. Riyanto, S.Pi, M.Si)
Direktur Utama
Manajer Keuangan,
28
4.4 KetenagakerjaanTotal tenaga kerja PT. Samudera Teknik sampai saat ini adalah 6 orang. Masing-masing peran memiliki tugas dan tanggung jawab yang berbeda, yakni sebagai berikut :
a. Staf Ahli
Tugas : sebagai tenaga konsultan pengembangan mesin dan perusahaan b. Direktur Utama
Tugas : bertanggung jawab atas keseluruhan aktivitas dan kegiatan perusahaan termasuk melakukan quality control
c. Manajer Administrasi, Keuangan, dan Pemasaran
Tugas : sebagai penanggung jawab atas urusan administrasi dan keuangan perusahaan termasuk pembelian bahan baku, penjualan dan pemasaran
d. Tenaga Kerja Langsung (Teknisi)
29
V.
HASIL DAN PEMBAHASAN
5.1
Aspek Pasar dan Pemasaran
Penelitian tentang mesin surimi telah dikembangkan sejak tahun 2006 oleh tim peneliti IPB yang diketuai oleh Prof. Dr. Ir. Ari Purbayanto, M.Sc. Hasil penelitian telah banyak dipublikasikan melalui berbagai jurnal ilmiah, salah satunya termuat dalam Prosiding Seminar Nasional, Teori dan Aplikasi Teknologi Kelautan 2009. Dalam prosiding tersebut dimuat hasil penelitian mesin pemisah daging dan tulang ikan untuk pemanfaatan by-catch di atas kapal pukat udang. Hasil penelitian menunjukkan bahwa mesin ini memiliki kinerja teknis yang baik untuk digunakan di atas kapal pukat udang. Kemampuan pemisahan daging dan tulang ikan ini berbeda-beda terga