ABSTRACT
DESIGN OF STEARIC ACID PLANT FROM STEARINE AND WATER CAPACITY 20,000 TONS / YEAR
(Design Crystallizer (CR-301))
By
Rahayu Octaviana
Stearic acid is a chemical intermediate can be used as a raw material surfactants, methyl ester, soap and detergent, emulsifier, stabilizer as an ingredient in various types of food products and medicines, as a wetting agent in textiles, plasticizer in packaging industry and as an ingredient used in the rubber vulcanization process in the polymer industry, through a saponification reaction. This product is produced from the hydrolysis reaction oils or fats with water.
Needs of stearic acid increased from year to year indicated by the increasing imports of Indonesia to stearic acid. So Stearic acid plant is needed to support the development of domestic industries.
Stearic acid produced by react stearine and water in a stirred flow reactor (CSTR) at a temperature of 260 oC and pressure of 47.6 atm. The output of the reactor in the form of stearic acid, oleic acid, glycerol, water and unreacted stearine separated again by decantation process. Mixed stearic acid, oleic acid and unreacted stearine again purified in distillation column, and then performed the separation of stearic acid with oleic acid by solvent process cryatallization. Glycerol and water as a result of side reactions was purified again until 67 % purity.
Factory production capacity is planned 20,000 tons / year with 330 working days within 1 year. The location of the plant planned to be located in the area of Jambi is located in the Teluk Sialang District, Jambi. Labor needed as many as 189 people with a form of business entity Limited Liability Company (PT) led by a Director who is assisted by the Director of Production and Financial Director with line and staff organizational structure.
Provision of utility plant needs a treatment system and water supply, steam supply systems, instrument air supply systems, and power generation systems. From the economic analysis is obtained:
Shut Down Point (SDP) = 19.8833 % Pay Out Time Before Taxes (POT), b = 1.8083 year Pay Out Time After Taxes (POT), a = 2.1626 year Return on Investment Before Taxes (ROI), b = 38.5058 % After taxes Return on Investment (ROI), a = 30.8046 % Discounted Cash Flow (DCF) = 32.8574 %
ABSTRAK
PRARANCANGAN PABRIK ASAM STEARAT DARI STEARINE DAN AIR
KAPASITAS 20.000 TON/TAHUN (Perancangan Crystallizer (CR-301))
Oleh Rahayu Octaviana
Asam stearat merupakan bahan kimia antara yang dapat digunakan sebagai bahan baku surfaktan, metil ester, sabun dan deterjen, emulsifier, stabilizer sebagai campuran dalam berbagai jenis produk makanan dan obat-obatan, sebagai wetting agent dalam industri tekstil, plasticizer dalam industri kemasan dan sebagai bahan yang digunakan dalam proses vulkanisasi karet dalam industri polimer, melalui reaksi saponifikasi. Produk ini dihasilkan dari reaksi hidrolisis minyak atau lemak dengan air.
Kebutuhan asam stearat yang meningkat dari tahun ke tahun ditunjukkan dengan meningkatnya impor Indonesia terhadap asam stearat. Sehingga pembangunan pabrik asam stearat sangat diperlukan untuk mendukung perkembangan industri di dalam negeri.
Asam stearat diproduksi dengan cara mareaksikan stearine dan air di dalam reaktor alir berpengaduk (CSTR) pada suhu 260 oC dan tekanan 47,6 atm. Hasil keluaran reaktor berupa cairan asam stearat, asam oleat, gliserol, air dan unreacted stearine dipisahkan lagi dengan proses dekantasi. Campuran asam stearat, asam oleat dan unreacted stearine dimurnikan lagi dalam kolom distilasi, lalu kemudian dilakukan pemisahan antara asam stearat dengan asam oleat dengan proses solvent crystallization. Gliserol dan air sebagai hasil reaksi samping dimurnikan lagi sampai kemurnian 67 %.
Kapasitas produksi pabrik direncanakan 20.000 ton/tahun dengan 330 hari kerja dalam 1 tahun. Lokasi pabrik direncanakan didirikan di daerah Jambi yang terletak di Kecamatan Teluk Sialang, Jambi. Tenaga kerja yang dibutuhkan sebanyak 189 orang dengan bentuk badan usaha Perseroan Terbatas (PT) yang dipimpin oleh seorang Direktur Utama yang dibantu oleh Direktur Produksi dan Direktur Keuangan dengan struktur organisasi line and staff.
Dari analisis ekonomi diperoleh :
Fixed Capital Investment (FCI) = Rp 158,366,303,295 Working Capital Investment (WCI) = Rp 27,946,994,699 Total Capital Investment (TCI) = Rp 186,313,297,994 Break Even Point (BEP) = 35,6150 %
Shut Down Point (SDP) = 19,8833 % Pay Out Time Before Taxes (POT)b = 1,8083 tahun Pay Out Time After Taxes (POT)a = 2,1626 tahun Return on Investment Before Taxes (ROI)b = 38,5058 % Return on Investment After Taxes (ROI)a = 30,8046 % Discounted Cash Flow (DCF) = 32,8574 %
I. PENDAHULUAN
A. Latar Belakang Pendirian Pabrik
Perkembangan industri kimia di Indonesia, khususnya agro industri mengalami peningkatan. Hal ini disebabkan antara lain karena tingkat kebutuhan akan produk yang tinggi, serta ketersediaan bahan baku yang cukup banyak dihasilkan oleh alam Indonesia.
Industri penghasil oleokimia termasuk industri kimia agro (agrobased chemical industry), yaitu industri yang mengolah bahan baku yang dapat
diperbaharui (renewable), merupakan industri yang bersifat resources based industry dan mempunyai peranan penting dalam upaya pemenuhan kebutuhan
pokok masyarakat luas (basic needs).
Asam stearat merupakan bahan kimia antara yang dapat digunakan sebagai bahan baku surfaktan, metil ester, maupun sabun dan deterjen melalui reaksi saponifikasi. Produk ini dihasilkan dari reaksi hidrolisis minyak atau lemak dengan air.
2
produk-produk tersebut memiliki prospek yang baik. Hal ini didukung oleh potensi pasar dalam negeri yang cukup besar seperti industri kosmetika yang berjumlah sekitar 600 perusahaan besar dan kecil, serta industri farmasi. (APOLIN, 2008).
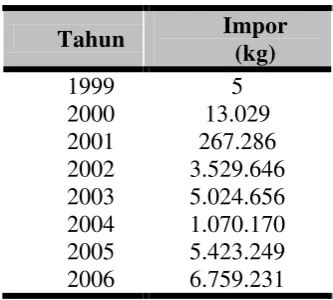
Kebutuhan asam stearat yang meningkat dari tahun ke tahun juga ditunjukkan dengan meningkatnya impor Indonesia terhadap asam stearat. Berikut ini merupakan data impor asam stearat di Indonesia dari tahun 1999-2006 :
Tabel 1.1. Data Impor Asam Stearat Indonesia.
Tahun Impor
Produk utama yang dihasilkan ialah asam stearat. Produk ini dihasilkan dari reaksi hidrolisis lemak dengan air. Dalam bidang industri pangan, asam stearat banyak digunakan sebagai emulsifier, stabilizer dan sebagai campuran dalam berbagai jenis produk makanan dan obat-obatan. (The Soap and Detergent Association, 1965).
sebagai bahan yang digunakan dalam proses vulkanisasi karet dalam industri polimer.
Produk lainnya yang dihasilkan yaitu asam oleat yang digunakan sebagai campuran beberapa jenis obat karena warnanya yang putih dan sifatnya yang stabil, serta gliserol yang digunakan dalam pembuatan epychlorhidryne (untuk modifikasi pati).
C. Ketersediaan Bahan Baku
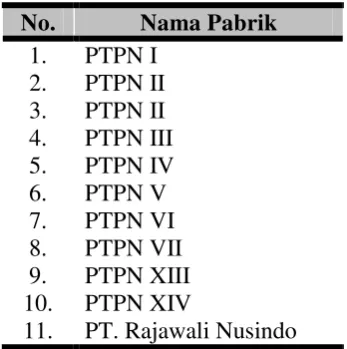
Bahan baku pembuatan asam stearat ialah tristearin yang merupakan produk samping dari produksi CPO yang berasal dari kelapa sawit. Berikut ini beberapa pabrik di Indonesia yang memproduksi CPO dan tristearin antara lain :
Tabel 1.2. Produsen CPO di Indonesia
No. Nama Pabrik
11. PT. Rajawali Nusindo
Sumber : http://www.ptpn13.com/index.php
4
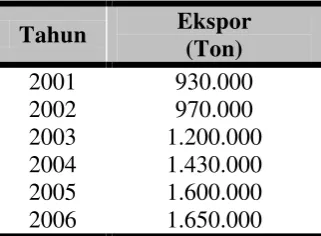
Berikut ini adalah data ekspor tristearin Indonesia dari tahun 2001-2006 : Tabel 1.3. Data Ekspor Tristearin di Indonesia
Tahun Ekspor
Dari data yang diperoleh tersebut dapat diketahui bahwa Indonesia mengalami excess produksi tristearin namun pemanfaatannya di dalam negeri belum optimal.
Berdasarkan perhitungan stoikiometri reaksi hidrólisis stearin menjadi asam lemak, untuk memproduksi 20.000 ton asam stearat diperlukan stearin sebesar :
D. Analisis Pasar
Pengembangan produk turunan minyak sawit penting untuk dilakukan mengingat peningkatan nilai tambah yang dapat diperoleh. Produk hilir sawit lanjutan yang dapat dihasilkan melalui penerapan proses lanjutan terhadap produk-produk oleokimia yang telah berkembang di Indonesia akan memberikan tambahan nilai tambah yang cukup besar.
Analisis pasar asam stearat menggunakan data impor dalam negeri pada tahun 1999 sampai dengan tahun 2006 pada Tabel 1.1. Dari data tersebut terlihat bahwa impor asam stearat dari tahun ke tahun semakin meningkat sehingga diperkirakan permintaan pasar terhadap asam stearat juga akan semakin meningkat pada tahun-tahun mendatang. Berdasarkan perhitungan, diperkirakan kebutuhan asam stearat pada tahun 2014 yaitu 39.304 ton/tahun. Kapasitas pabrik yang akan dibangun ini direncanakan sebesar 20.000 ton/tahun, yang akan memenuhi 50 % kebutuhan asam stearat di Indonesia.
Pabrik dengan kapasitas diatas 50 ton/hari dioperasikan secara continue (Lurgi, 2007). Dari pernyataan Lurgi, maka dapat diketahui apakah pabrik asam stearat ini beroperasi kontinyu atau tidak. Perhitungan perbandingan kapasitas antara pernyataan Lurgi dengan pabrik asam stearat yang akan didirikan untuk menentukan jenis operasi pabrik dapat dilihat sebagai berikut :
Waktu operasi kerja = 330 hari
Kapasitas produksi = 50 ton per hari
6
Karena kapasitas produksi asam stearat lebih besar (20.000 ton/tahun) dari kapasitas pernyataan Lurgi (16.500 ton/tahun), maka pabrik asam stearat beroperasi secara kontinyu.
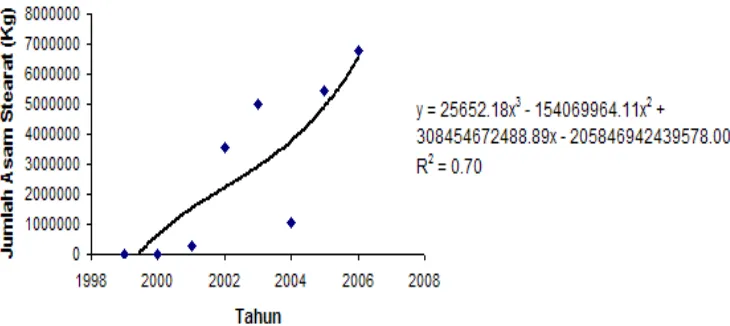
Gambar 1.1. Kurva Liniearisasi Impor Asam Stearat
Berdasarkan data impor asam stearat pada Tabel 1.1 di atas, perhitungan kapasitas untuk pendirian pabrik asam stearat adalah sebagai berikut :
y = 25652,18x3– 154069964x2 + 308454672488,89x – 205846942439578 y = 25652,18(20143) – 154069964(20142) + 308454672488,89(2014) –
205846942439578 y = 39.304.000 kg y = 39.304 ton
II. DESKRIPSI PROSES
Usaha produksi dalam pabrik kimia membutuhkan berbagai sistem proses dan sistem pemroses yang dirangkai dalam suatu sistem proses produksi yang disebut teknologi proses. Secara garis besar, sistem proses utama dari sebuah pabrik kimia adalah sistem pereaksian serta sistem pemisahan dan pemurnian.
Proses perubahan bahan baku menjadi produk terjadi dalam sistem pereaksian. Sistem pemroses bagi sistem pereaksian adalah reaktor. Sistem pemisahan dan pemurnian bertujuan agar hasil dari sistem pereaksian sesuai dengan permintaan pasar sehingga layak dijual, serta kadang juga diperlukan untuk menyiapkan bahan baku atau pun intermediat agar konsentrasi atau keadaannya sesuai dengan katalis yang membantu penyelenggaraan reaksi. Pemilihan sistem pemisahan dan pemurnian tergantung pada perbedaan sifat fisik dan sifat kimia dari masing-masing komponen yang ingin dipisahkan.
8
Rangkaian sistem proses produksi ini dinamakan teknologi proses (biasa juga disebut proses). Pembentukan suatu produk dapat dilakukan dengan berbagai macam teknologi proses.
A. Proses Pembuatan Asam Stearat
Terdapat empat macam proses pembuatan asam stearat, yaitu proses twitchell, proses batch dengan menggunakan autoclave, proses continous, dan
proses enzymatic (Gervajio, 2005).
1. Proses Twitchell
Proses Twitchell merupakan suatu proses pembuatan asam lemak yang awal muncul. Proses ini biasa digunakan dalam industri kecil dan menengah karena beberapa keuntungan yang dimilikinya antara lain biaya awal yang rendah dan proses yang sederhana. Walaupun demikian terdapat kekurangan dalam proses ini, yaitu konsumsi energi yang tinggi, yield produk yang rendah dan waktu reaksi yang lama (Gervajio, 2005).
Proses ini menggunakan reagen Twitchell dan asam sulfat sebagai katalis dalam proses hidrolisis minyak menjadi asam lemak.
Deskripsi proses :
2. Proses Batch Dengan Menggunakan Autoclave
Proses ini merupakan proses hidrolisis lemak dan minyak komersil yang tertua. Proses ini menggunakan katalis seperti zinc, magnesium atau kalsium oksida.
Deskripsi proses :
Lemak/minyak, air dan katalis dimasukkan ke dalam sebuah
autoclave berbentuk silinder dengan panjang diameter 1.220-1.829 mm dan tinggi 6-12 m. Kemudian steam diinjeksikan secara kontinyu melalui bagian bottom autoclave. Hal ini dimaksudkan untuk menaikkan tekanan di dalam autoclave sampai mencapai 1.135 kPa. Setelah 6-10 jam sekitar 95 % lemak/minyak terkonversi menjadi asam lemak dan gliserol.
Setelah direaksikan di dalam autoclave, isi autoclave kemudian dikirim ke dalam settling tank dimana akan terbentuk dua fasa, yaitu fasa asam lemak pada bagian atas dan fasa gliserin (sweet water) pada bagian bawah. Asam lemak kemudian dipisahkan dari sweet water, lalu dilakukan pencucian untuk menghilangkan pengotor dan asam mineral yang masih terkandung di dalamnya. (Gervajio, 2005).
10
Hidrolisa lemak/minyak dengan H2O merupakan metode yang
umum dipakai untuk menghasilkan asam lemak. Reaksi ini akan menghasilkan gliserol sebagai produk samping. Reaksi yang terjadi adalah sebagai berikut :
CH2COOC17H35 CH2OH
CHCOOC17H35 + 3 H2O (l) 3 C17H35COOH (l) + CH2OH
CH2COOC17H35 (l) CH2OH (l)
Tristearin Air Asam Stearat Gliserol Reaksi ini dilakukan pada suhu 240 oC – 260 oC dan tekanan 45 – 50 bar. Pada proses ini derajat pemisahan mampu mencapai 99 %. Hal yang membuat proses ini kurang efisien adalah karena proses ini memerlukan energi yang cukup besar dan komponen-komponen minor yang ada di dalamnya seperti β-karoten mengalami kerusakan.
Temperatur dan tekanan yang tinggi membuat waktu reaksi menjadi semakin singkat. Derajat splitting semakin tinggi walau tanpa menggunakan katalis. Walaupun demikian, pemakaian katalis sangat dimungkinkan untuk semakin meningkatkan derajat splitting. (Gervajio, 2005).
Deskripsi proses :
splitting dilakukan dengan menambahkan steam pada temperatur 250-260
o
C (Gervajio, 2005).
4. Proses Hidrolisa Dengan Enzim Lipase
Hidrolisa CPO secara enzimatik dilakukan dengan cara immobilized enzim lipase. Pada proses ini, kebutuhan energi yang diperlukan relatif kecil jika dibandingkan dengan proses hidrolisa CPO dengan H2O pada suhu dan tekanan tinggi. Pada proses ini, pemakaian
enzim lipase dilakukan dengan cara berulang-ulang (reuse), karena harga enzim lipase yang sangat mahal. Reaksi yang terjadi pada proses hidrolisa secara enzimatik sama sepert reaksi hidrolisis yang terjadi pada proses hirolisis lemak atau minyak dengan menggunakan temperatur dan tekanan tinggi.
Reaksi ini dilakukan pada kondisi optimum aktifitas enzim lipase
yaitu pada suhu 35 oC dan pH 4,7-5. Derajat pemisahan pada proses ini mampu mencapai 90 % (Gervajio, 2005).
B. Pemilihan Proses
1. Berdasarkan Reaksi dan Kondisi Operasi
12
1. Proses hidrolisis kontinyu pada tekanan dan temperatur tinggi memiliki konversi yang lebih besar dibandingkan dengan proses yang lainnya.
2. Penggunaan air untuk proses hidrolisis lebih murah dan mudah terjangkau jika dibandingkan dengan penggunaan enzim lipase yang mahal.
3. Proses pemisahan antara air dengan asam lemak setelah proses hidrolisis lebih mudah dan sederhana jika dibandingkan dengan menggunakan enzim lipase ataupun reagen Twitchell.
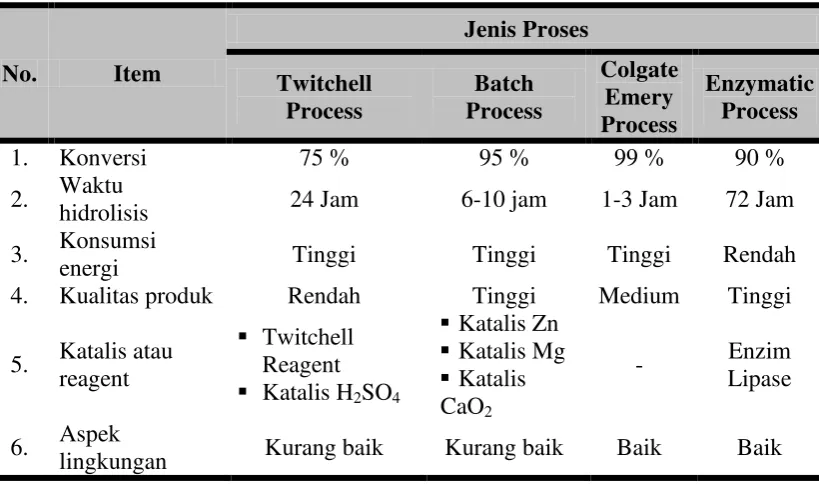
Perbandingan beberapa proses asam stearat dapat dilihat pada Tabel 2.1 berikut :
Tabel 2.1. Perbandingan Proses Pembuatan Asam Stearat
No. Item
energi Tinggi Tinggi Tinggi Rendah
4. Kualitas produk Rendah Tinggi Medium Tinggi
5. Katalis atau
lingkungan Kurang baik Kurang baik Baik Baik
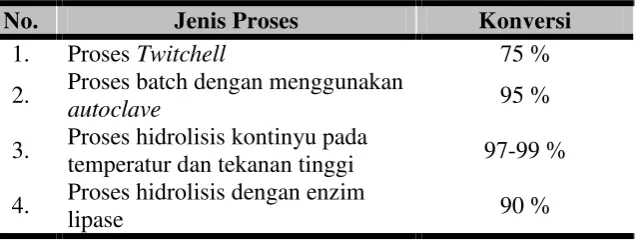
2. Berdasarkan Keuntungan
Berikut ini merupakan perbandingan konversi stearin menjadi asam lemak dengan menggunakan keempat proses hidrolisis yang telah dijelaskan sebelumnya :
Tabel 2.2. Konversi Proses-proses Pembuatan Asam Stearat
No. Jenis Proses Konversi
1. Proses Twitchell 75 %
2. Proses batch dengan menggunakan
autoclave 95 %
3. Proses hidrolisis kontinyu pada
temperatur dan tekanan tinggi 97-99 % 4. Proses hidrolisis dengan enzim
lipase 90 %
Berdasarkan perbandingan konversi antara keempat jenis proses, maka dapat diketahui bahwa proses hidrolisis secara kontinyu pada temperatur dan tekanan tinggi lebih menguntungkan jika dibandingkan dengan ketiga jenis proses yang lainnya.
C. Analisis Kelayakan Ekonomi Awal Basis : 1 kg Crude Stearin
Komposisi Crude Stearin : 90 % Stearin
10 % Olein
Massa Stearin = 0,9 x 1 kg = 0,9 kg Massa Olein = 0,1 x 1 kg = 0,1 kg
14
Konversi : 98 %
Mol Stearin = 1,0112 mol x 0,98 = 0,9910 mol Mol Olein = 0,1131 mol x 0,98 = 0,1109 mol Stoikiometri :
Reaksi 1 : merupakan reaksi antara stearin dengan air menghasilkan asam stearat dan gliserol.
C57H110O6 (l) + 3 H2O (l) → 3 C17H35COOH (l) + C3H8O3 (l) Mula-mula : 0,9910 2,9730 0 0 Beraksi : 0,9910 2,9730 2,9730 0,9910 Setimbang : 0 0 2,9730 0,9910
Reaksi 2 : merupakan reaksi antara olein dengan air menghasilkan asam oleat dan gliserol.
C57H104O6 (l) + 3 H2O (l) → 3 C17H33COOH (l) + C3H8O3 (l) Mula-mula : 0,1109 0,3326 0 0 Beraksi : 0,1109 0,3326 0,3326 0,1109 Setimbang : 0 0 0,3326 0,1109
Sehingga massa produk asam lemak dan gliserol dapat diperoleh sebagai berikut :
Harga :
Asam stearat : Rp 9.579/kg (http://icispricing.com) Asam oleat : Rp 12.834/kg (http://icispricing.com) Gliserol : Rp 12.369/kg (http://icispricing.com) Tristearin : Rp 3.162/kg (http://icispricing.com)
Harga Jual - Modal = Keuntungan
Keuntungan = [ (0,8443 kg x Rp 9.579) + (0,0938 kg x Rp 12.834) + (0,1014 x Rp 12.369) ] – [ 1 kg x Rp 3.162 ]
= Rp 7.383,5995
D. Uraian Singkat Proses Pembuatan Asam Stearat
Menurut Gervajio pada tahun 1995, proses pembuatan asam stearat dari tristearin ini dibagi menjadi beberapa tahapan yaitu :
1. Proses Persiapan Bahan Baku
Bahan baku yang digunakan ialah tristearin yang nantinya akan dihidrolisis menjadi asam lemak dan gliserin dengan menggunakan air. Tristearin yang digunakan sebagai bahan baku berwujud padat, oleh karena itu, sebelum dialirkan ke dalam fat splitting reaktor tristearin yang digunakan dilelehkan terlebih dahulu di dalam feed preheater pada
temperatur 120 o
F.
16
dipanaskan terlebih dahulu di dalam sebuah heater pada temperatur
140 o
F.
2. Proses Hidrolisis Stearin
Setelah dipanaskan, tristearin dan air dialirkan ke dalam reaktor dengan menggunakan pompa bertekanan tinggi.
Tristearin dan air kemudian dikontakkan. Waktu kontak yang diperlukan antara stearin dan air ialah 3 jam. Sedangkan temperatur dan
tekanan yang diperlukan di dalam reaktor ialah 260 oC dan 725 psia. Untuk mencapai temperatur tesebut digunakan steam dengan tekanan 800 psia.
Reaksi yang terjadi pada proses hidrolisis adalah sebagai berikut :
CH2COOC17H35 CH2OH
CHCOOC17H35 + 3 H2O (l) 3 C17H35COOH (l) + CH2OH
CH2COOC17H35 (l) CH2OH (l)
Tristearin Air Asam Stearat Gliserol
Dari fat splitting reaktor, asam stearat, asam oleat, unreacted feed, gliserol dan air pada temperatur 260 oC keluar dari fat splitting reaktor.
3. Dekantasi Asam Lemak
Proses pemisahan dilakukan dengan menggunakan sebuah tangki dekantasi. Air dan gliserol yang terkandung didalamnya keluar dari bagian bawah dekanter. Sedangkan asam lemak yang terdiri dari asam oleat dan asam stearat serta unreacted feed keluar dari bagian atas dekanter.
4. Distilasi Asam Lemak
Asam lemak yang keluar dari tangki dekantasi masih mengandung sejumlah stearin dan olein yang tidak bereaksi. Feed yang tidak bereaksi ini dapat mempengaruhi tingkat kemurnian dan kualitas produk akhir. Oleh karena itu perlu dilakukan pemisahan antara campuran asam stearat dan asam oleat dengan lemak yang tidak bereaksi ini.
Proses pemisahan dilakukan dengan menggunakan sebuah kolom distilasi. Asam lemak yang memiliki titik didih lebih rendah akan teruapkan dan keluar melalui bagian atas kolom distilasi. Sedangkan unreacted feed akan keluar dari bagian bawah kolom distilasi dan di
reaksikan kembali untuk menghasilkan asam lemak.
5. Kristalisasi Asam Stearat
Setelah keluar dari kolom distilasi, akan dilakukan pemisahan kembali antara asam stearat dengan asam lemak. Pemisahan dilakukan dengan menggunakan perbedaan tingkat kejenuhan asam lemak pada larutan tertentu dan temperatur tertentu.
Proses kristalisasi dilakukan dengan menggunakan pelarut dan pendinginan dengan menggunakan refrigerant amonia pada temperatur -30 o
18
larutan filtrat-nya yang terdiri dari asam stearat yang tidak mengkristal, asam oleat dan etil asetat di dalam sebuah centrifuge.
6. Drying
Kristal-kristal asam stearat yang telah terpisah dari larutan filtrat-nya masih mengandung sedikit etil asetat dan asam oleat. Oleh karena itu, dilakukan distilasi untuk mengeluarkan toluene, benzene dan xylene dari asam stearat.
7. Purifikasi Asam Oleat
Filtrat yang keluar dari dryer yang masih mengandung solvent akan dikeluarkan solvent-nya untuk digunakan kembali.
Setelah terpisah dari solvent-nya, masing-masing produk kemudian masuk ke dalam tangki penyimpanannya masing-masing.
8. Proses Penanganan Produk Samping
Produk samping yang terbentuk ialah gliserol. Dari proses reaksi hidrolisis tristearin dengan air, dihasilkan gliserol yang masih bercampur dengan air yang disebut dengan sweet water. Untuk meningkatkan nilai jual dari produk samping ini, maka perlu dilakukan proses pemekatan kandungan air yang bercampur dengan gliserol.
E. Basis Perancangan
VII. TATA LETAK DAN LOKASI PABRIK
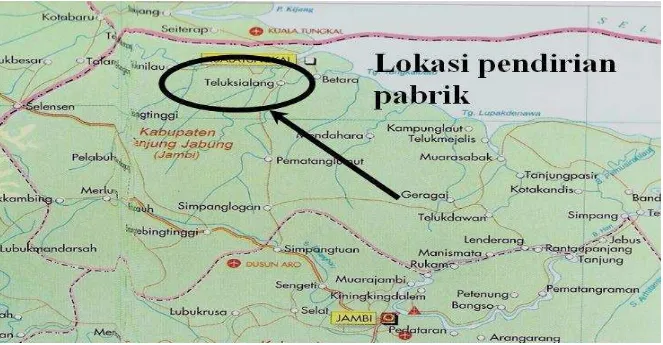
A. Lokasi Pabrik
Pemilihan lokasi pabrik merupakan hal yang sangat penting dalam perancangan pabrik, karena harus dapat memberikan keuntungan jangka panjang dan dimungkinkan untuk mengembangkan pabrik dimasa yang akan datang. Pada perancangan ini dipilih daerah Teluksialang, Kabupaten Tanjung Jabung Provinsi Jambi, karena di Jambi merupakan zona industri yang baik untuk Pabrik asam lemak dari minyak sawit dan cocok untuk ditanami kelapa sawit. Adapun faktor-faktor uang perlu dipertimbangkan dalam penentuan lokasi pabrik adalah sebagai berikut :
1. Sumber bahan baku 2. Pemasaran produk 3. Transportasi 4. Utilitas 5. Tenaga kerja
6. Ketersediaan lahan yang memadai
1. Sumber Bahan Baku
Bahan baku pada proses pembuatan asam lemak ada 2, yaitu stearin dan air.
a. Stearin
Stearin dapat diperoleh dari perkebunan minyak sawit dalam negeri yaitu PTPN IV Sumatra Barat – Jambi.
b. Air
Mengingat alam Indonesia sangat kaya dengan air maka ketersediaan bahan baku akan air tidak menjadi masalah. Bahan baku air proses dapat diperoleh dari air tanah maupun air sungai yang diolah terlebih dahulu sehingga layak digunakan sebagai air proses, atau dapat diperoleh dari PDAM. Sumber air yang digunakan pada pabrik ini berasal dari air sungai Batanghari.
2. Pemasaran Produk
Produk yang dihasilkan adalah asam stearat, asam oleat dan gliserol. Industri-indutri kimia yang menggunakan asam stearat sebagai bahan baku banyak terdapat daerah Sumatra, Jawa, dll oleh karena itu pemasaran produknya dekat
3. Transportasi
170
penghubung antara produsen dan konsumen. Di daerah Teluksialang - Jambi cukup ideal untuk transportasi melalui laut ataupun darat.
4. Utilitas
Fasilitas yang terdiri dari penyedian air, bahan bakar, mengharuskan lokasi pabrik dekat dengan sumber air dan untuk pengadaan bahan bakar dan listrik harus dekat dengan pusat pengadaan bahan bakar untuk kebutuhan air dapat diperoleh dari air sungai Batanghari. Kebutuhan akan listrik didapat dari PLN atau steam power plant sedangkan kebutuhan bahan bakar diperoleh dari depot PERTAMINA.
5. Tenaga Kerja dan Tenaga Ahli
Tenaga kerja di daerah Teluksialang - Jambi cukup banyak tersedia atau dapat didatangkan dari daerah-daerah lain disekitarnya, sehingga kebutuhan tenaga kerja akan terpenuhi. Sedangkan tenaga ahli diperoleh selain dari luar negeri juga melalui kerja sama dengan perguruan tinggi di Indonesia pada umumnya dan lembaga-lembaga pemerintah maupun swasta.
6. Ketersediaan Lahan yang Memadai
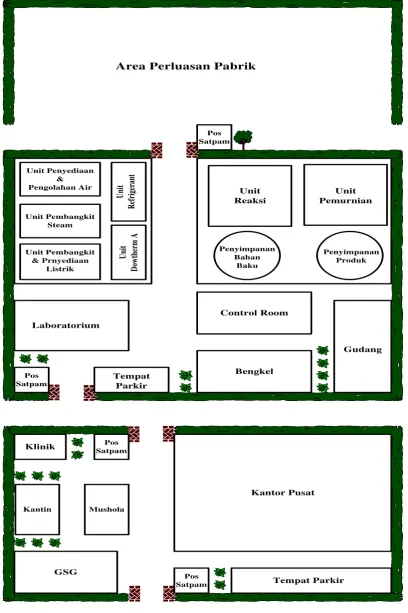
B. Tata Letak Pabrik
Dalam menempatkan peralatan pabrik, tata letak alat proses, penyimpanan bahan baku dan produk atau gudang, transportasi, laboratorium, kantor harus di susun sedemikian rupa sehingga diperoleh koordinasi kerja yang efisien. Beberapa faktor yang dipertimbangkan dalam menata pabrik agar efisien antara lain :
a. Pemilihan lokasi memungkinkan untuk melakukan perluasan pabrik di masa yang akan datang.
b. Distribusi utilitas yang tepat dan efisien
c. Tata letak alat-alat pabrik disusun secara sistematis sehingga pengoperasian, pengawasan dan perbaikan mudah dilakukan.
d. Buangan proses tidak mengganggu operasi pabrik dan masyarakat sekitarnya.
e. Aspek keselamatan kerja yang lebih terjamin.
f. Aspek estetika yang disesuaikan dengan lingkungan yang ada.
C. Prakiraan Areal Lingkungan
Berdasarkan faktor-faktor yang telah diuraikan sebelumnya, maka
direncanakan luas pabrik yang akan didirikan memerlukan luas lahan sebagai berikut :
a. Area pabrik 4,0 ha
172
174
VIII. SISTEM MANAJEMEN DAN ORGANISASI PERUSAHAAN
A. Bentuk Perusahaan
Perusahaan adalah suatu unit kegiatan ekonomi yang diorganisasikan dan dioperasikan untuk menyediakan barang dan jasa bagi konsumen agar memperoleh keuntungan. Bila dilihat dari tanggung jawab pemiliknya, maka perusahaan atau badan usaha dapat dibedakan sebagai berikut :
1. Perusahaan Perseorangan
Perusahaan Perseorangan yaitu badan usaha yang didirikan, dimiliki, dan dimodali oleh satu orang. Pemilik juga bertindak sebagai pemimpin. Pemilik bertanggung jawab penuh atas segala hutang/kewajiban perusahaan dengan seluruh hartanya, baik yang ditanamkan pada perusahaan maupun harta pribadinya.
2. Perusahaan Firma
176
3. Perusahaan Komanditer
Perusahaan Komanditer yaitu badan usaha yang didirikan oleh dua orang atau lebih dimana sebagian anggotanya duduk sebagai anggota aktif dan sebagian yang lain sebagai anggota pasif. Anggota aktif yaitu anggota yang bertugas mengurus, mengelola dan bertanggung jawab atas maju mundurnya perusahaan. Anggota aktif bertanggung jawab penuh atas kewajiban perusahaan dengan seluruh harta bendanya, baik yang ditanamkan pada perusahaan maupun harta pribadinya. Sedangkan anggota pasif yaitu anggota yang hanya berperan memasukkan modalnya ke perusahaan.
4. Perseroan Terbatas (PT)
Perseroan Terbatas yaitu badan usaha yang modalnya didapatkan dari penjualan saham. Saham adalah surat berharga yang dikeluarkan oleh perusahaan atau PT. Setiap pemegang saham memiliki tanggung jawab pada sejumlah modal yang ditanamkan pada perusahaan dan setiap pemegang saham adalah pemilik perusahaan.
Bentuk perusahaan yang direncanakan pada PraRancangan Pabrik Asam Stearat ini adalah Perseroan Terbatas (PT), dengan bidang usahanya adalah produksi Asam Stearat dan berlokasi di kawasan Teluk Sialang, Jambi.
Bentuk Perusahaan : Perseroan Terbatas (PT)
Lapangan Usaha : Industri Asam Stearat
Lokasi Perusahaan : Teluksialang - Jambi
2. Tanggung jawab pemegang saham terbatas sehingga kelancaran produksi hanya dipegang oleh pimpinan perusahaan
3. Pemilik dan pengurus perusahaan terpisah satu sama lain
Pemilik perusahaan adalah para pemegang saham dan pengurus perusahaan adalah direksi beserta stafnya yang diawasi oleh dewan komisaris.
4. Lapangan usaha lebih luas
Lapangan usaha lebih luas karena suatu PT dapat menarik modal yang sangat besar dari masyarakat sehingga dengan modal ini PT dapat memperluas usaha sehingga kelangsungan hidup perusahan lebih terjamin, karena tidak terpengaruh dengan berhentinya pemegang saham, manajer beserta staff-nya dan karyawan perusahaan.
5. Kepemilikan dapat berganti-ganti dengan jalan memindahkan hak milik dengan cara menjual saham kepada orang lain
6. Efisiensi dari manajemen
Para pemegang saham dapat memilih orang yang ahli sebagai Dewan Komisaris dan Direktur Utama yang cakap dan berpengalaman.
B. Struktur Organisasi Perusahaan
178
pengontrol atas pekerjaan yang telah dilaksanakan dan organisasi perusahaan yang fleksibel.
Berdasarkan pedoman tersebut maka akan diperoleh struktur organisasi yang baik, yang salah satunya sistem Line and Staff. Pada sistem ini, garis kekuasaan lebih sederhana dan praktis. Demikian pula kebaikan dalam pembagian tugas kerja seperti yang terdapat dalam sistem organisasi fungsional, sehingga seorang karyawan hanya akan bertanggung jawab pada seorang atasan saja. Struktur organisasi pabrik asam stearat dijelaskan dalam Gambar 8.1 berikut ini :
Direktur Teknik dan
Sedangkan untuk mencapai kelancaran produksi maka perlu dibentuk staff ahli yang terdiri dari orang-orang ahli dibidangnya. Staff ahli akan memberikan bantuan pemikiran dan nasehat kepada tingkat pengawas, demi tercapainya tujuan perusahaan.
Ada dua kelompok orang yang berpengaruh dalam menjalankan organisasi garis dan staff ini, yaitu :
a. Sebagai staff yaitu orang-orang yang melakukan tugas sesuai dengan keahliannya, dalam hal ini berfungsi untuk memberi saran-saran kepada unit operasional
b. Sebagai garis atau line yaitu orang-orang yang menjalankan tugas pokok organisasi dalam rangka mencapai tujuan
Manfaat adanya struktur organisasi sebagai berikut :
a. Menjelaskan dan menjernihkan persoalan mengenai pembatasan tugas, tanggung jawab, wewenang dan lain-lain
b. Sebagai bahan orientasi untuk pejabat c. Penempatan pegawai yang lebih tepat
d. Penyusunan program pengembangan manajemen
e. Mengatur kembali langkah kerja dan prosedur kerja yang berlaku bila terbukti kurang lancar
180
Direktur Utama Direktur
Kepala Bagian Kepala Seksi Kepala Shift Pegawai/Operator
Masing-masing fungsi mempunyai wewenang dan tugas yang berbeda sesuai dengan bidangnya. Semakin ke atas, jabatan yang diduduki maka semakin luas pula tugas dan wewenang yang dimiliki. Tanggung jawab, tugas serta wewenang tertinggi terletak pada para pimpinan yang terdiri dari Direktur Utama dan Direktur Bidang yang disebut Dewan Direksi.
Karyawan perusahaan akan dibagi dalam beberapa kelompok regu yang dipimpin oleh masing-masing Kepala Regu, dan masing-masing Kepala Regu akan bertanggung jawab kepada Kepala Pengawas pada masing-masing seksi.
Dalam struktur organisasi perusahaan, setiap bawahan hanya mempunyai satu garis tanggung jawab kepada atasannya dan setiap atasan hanya memiliki satu garis komando kepada bawahannya.
C. Tugas dan Wewenang
1. Pemegang Saham
Terbatas (PT) adalah Rapat Umum Pemegang Saham (RUPS). Pada RUPS tersebut para pemegang saham berwenang :
a. Mengangkat dan memberhentikan Dewan Komisaris b. Mengangkat dan memberhentikan Dewan Direksi
c. Mengesahkan hasil-hasil serta neraca perhitungan untung-rugi tahunan dari perusahaan
2. Dewan Komisaris
Dewan Komisaris merupakan pelaksana tugas sehari-hari dari pemilik saham, sehingga Dewan Komisaris akan bertanggung jawab terhadap pemilik saham. Tugas-tugas Dewan Komisaris meliputi :
a. Menilai dan menyetujui rencana Direksi tentang kebijaksanaan umum, target perusahaan, alokasi sumber-sumber dana dan pengarahan pemasaran b. Mengawasi tugas-tugas Direktur
c. Membantu Direktur Utama dalam tugas-tugas yang penting 3. Dewan Direksi
a. Direktur Utama
Tugas : Memimpin jalannya perusahaan serta memikirkan kebijaksanaan-kebijaksanaan yang berkaitan dengan pengembangan serta kemajuan perusahaan secara keseluruhan dan bertanggungjawab penuh terhadap kelangsungan pabrik.
182
b. Direktur Teknik dan Produksi
Tugas : Memimpin pelaksanaan kegiatan pabrik yang berhubungan dengan bidang teknik, produksi, pengembangan, pemeliharaan peralatan dan laboratorium yang mendukung pelaksanaan produksi.
Pendidikan : Sarjana Teknik Kimia (minimal S-1) Jumlah : 1 orang
c. Direktur Keuangan dan Administrasi
Tugas : Bertanggung jawab terhadap masalah-masalah pabrik yang berhubungan dengan administrasi perusahaan, keuangan, hubungan masyarakat, personalia dan hal umum lainnya.
Pendidikan : Sarjana Ekonomi/Hukum/Psikologi (minimal S-1) Jumlah : 1 orang
Direktur Teknik dan Produksi dibantu oleh 3 orang Kepala Bagian : 1) Kepala Bagian Teknik, Listrik dan Instrumentasi
Tugas : Bertanggung jawab terhadap pengelolaan pabrik secara teknis yang meliputi pemeliharaan alat, bengkel, gudang dan perlengkapannya, serta penyediaan listrik.
Pendidikan : Sarjana Teknik Mesin Jumlah : 1 orang
2) Kepala Bagian Produksi
Tugas : Bertanggung jawab atas operasi pabrik sehari-hari serta menjaga kelangsungan proses produksinya.
Pendidikan : Sarjana Teknik Kimia Jumlah : 1 orang
Kepala Bagian Produksi membawahi 2 Kepala Seksi, yaitu : a. Kepala Seksi Proses
b. Kepala Seksi Utilitas
3) Kepala Bagian Penelitian, Pengembangan dan Pengendalian Mutu
Tugas : Bertanggung jawab pada kegiatan laboratorium, pengendalian mutu, penelitian, dan pengembangan. Pendidikan : Sarjana Teknik Kimia
Jumlah : 1 orang
Kepala Bagian Penelitian dan Pengembangan membawahi 2 Kepala Seksi, yaitu :
a. Kepala Seksi Laboratorium dan Pengendalian Mutu b. Kepala Seksi Penelitian dan Pengembangan
Direktur Keuangan dan Administrasi dibantu oleh 3 Kepala Bagian, yaitu : 1) Kepala Bagian Keuangan dan Pemasaran
Tugas : Memimpin pengelolaan bidang keuangan dan pemasaran, termasuk pembelian bahan baku, bahan pembantu, dan penjualan hasil, serta bertanggung jawab pada pembukuan perusahaan.
184
Jumlah : 1 orang
Kepala Bagian Keuangan dan Pemasaran membawahi 2 Kepala Seksi, yaitu :
a. Kepala Seksi Keuangan b. Kepala Seksi Pemasaran 2) Kepala Bagian Administrasi
Tugas : Mengkoordinasi serta bertanggung jawab terhadap semua kegiatan administrasi pabrik, personalia, dan tata usaha. Pendidikan : Sarjana Ekonomi/Psikologi
Jumlah : 1 orang
Kepala Bagian Administrasi membawahi 2 Kepala Seksi, yaitu : a. Kepala Seksi Personalia
b. Kepala Seksi Tata Usaha 3) Kepala Bagian Umum
Tugas : Mengelola semua kegiatan yang berhubungan dengan relasi, pelanggan dan masyarakat. Bertanggung jawab terhadap keamanan dilingkungan perusahaan, kesehatan serta kesejahteraan karyawan.
Pendidikan : Sarjana Hukum/Sospol Jumlah : 1 orang
Kepala Bagian Umum membawahi 2 Kepala Seksi, yaitu : a. Kepala Seksi Sarana dan Humas
Berikut adalah job description untuk jabatan Kepala Seksi dan Karyawan dari masing-masing bagian dalam perusahaan
1. Kepala Seksi Proses
Tugas : Memimpin langsung serta memantau kelancaran proses produksi
Pendidikan : Sarjana Teknik Kimia / Teknik Mesin Jumlah : 1 orang
Bawahan : 4 orang Kepala Shift (D3 Teknik Mesin) 28 orang Operator (STM)
2. Kepala Seksi Utilitas
Tugas : Bertanggung jawab terhadap penyediaan air, steam, bahan bakar dan udara tekan baik untuk proses maupun instrumentasi.
Pendidikan : Sarjana Teknik Kimia / Teknik Mesin Jumlah : 1 orang
Bawahan : 4 orang Kepala Shift (D3 Teknik Mesin) 36 orang Operator (STM)
3. Kepala Seksi Pemeliharaan dan Bengkel
Tugas : Bertanggung jawab terhadap kegiatan perawatan dang penggantian alat-alat serta fasilitas pendukungnya.
Pendidikan : Sarjana Teknik Kimia / Teknik Mesin Jumlah : 1 orang
186
4. Kepala Seksi Listrik dan Instrumentasi
Tugas : Bertanggung jawab terhadap penyediaan listrik serta alat-alat instrumentasi.
Pendidikan : Sarjana Teknik Kimia / Teknik Mesin Jumlah : 1 orang
Bawahan : 4 orang Kepala Shift (D3 Teknik Mesin) 8 orang Operator (STM Listrik)
5. Kepala Seksi Research & Development
Tugas : Mengkoordinir kegiatan yang berhubungan dengan peningkatan produksi dan efisiensi proses secara keseluruhan
Pendidikan : Sarjana Teknik Kimia Jumlah : 1 orang
Bawahan : 2 orang S1 Teknik Kimia / Teknik Mesin 2 orang D3 Teknik Kimia / Teknik Mesin 6. Kepala Seksi Laboratorium dan Pengendalian Mutu
Tugas : Menyelenggarakan pemantauan hasil (mutu) dan pengolahan limbah.
Pendidikan : Sarjana Teknik Kimia Jumlah : 1 orang
Bawahan : 4 orang (D3 MIPA / Analitik) 7. Kepala Seksi Keuangan
Pendidikan : Sarjana Ekonomi / Akuntansi Jumlah : 1 orang
Bawahan : 2 orang Staff I (D3 Ekonomi / Akuntansi) 4 orang Staff II (SMEA)
8. Kepala Seksi Pemasaran
Tugas : Mengkoordinasi kegiatan pemasaran produk dan pengadaan bahan baku pabrik
Pendidikan : Sarjana Ekonomi Jumlah : 1 orang
Bawahan : 2 orang Staff I (D3 Ekonomi / Akuntansi) 2 orang Staff II (SMEA)
9. Kepala Seksi Tata Usaha
Tugas : Bertanggung jawab terhadap kegiatan yang berhubungan dengan rumah tangga perusahaan serta tata usaha kantor Pendidikan : Sarjana Hukum / Ekonomi
Jumlah : 1 orang
Bawahan : 2 orang Staff I (D3 Manajemen Perusahaan) 2 orang Staff II (SLTA)
10. Kepala Seksi Personalia
Tugas : Mengkoordinasi kegiatan yang berhubungan dengan kepegawaian
Pendidikan : Sarjana Hukum / Psikologi Jumlah : 1 orang
188
2 orang Staff II (SLTA) 11. Kepala Seksi Humas dan Keamanan
Tugas : Menyelenggarakan kegiatan yang berkaitan dengan relasi perusahaan, pemerintah dan masyarakat serta mengawasi langsung masalah keamanan perusahaan.
Pendidikan : Sarjana Hukum / Psikologi / Komunikasi Jumlah : 1 orang
Bawahan : 2 orang Staff (D3 Komunikasi)
16 orang Satpam
12. Kepala Seksi Kesehatan dan Keselamatan Kerja
Tugas : Bertanggung jawab terhadap masalah kesehatan karyawan dan keluarga serta menangani masalah keselamatan kerja dalam perusahaan.
Pendidikan : Sarjana Kedokteran Umum Jumlah : 1 orang
Bawahan : 1 orang Staff (S1 Kedokteran Umum) 4 orang Staff I (D3 Hiperkes / Akper)
D. Status Karyawan dan Sistem Penggajian
Pada pabrik asam stearat ini sistem penggajian karyawan berbeda-beda tergantung pada status karyawan, kedudukan, tanggung jawab dan keahlian. Menurut status karyawan dibagi menjadi 3 golongan sebagai berikut : (a) Karyawan Tetap
Yaitu karyawan yang diangkat dan diberhentikan dengan Surat Keputusan (SK) Direksi dan mendapat gaji bulanan sesuai dengan kedudukan, keahlian dan masa kerja.
(b) Karyawan Harian
Yaitu karyawan yang diangkat dan diberhentikan direksi tanpa Surat Keputusan (SK) Direksi dan mendapat upah harian yang dibayar tiap akhir pekan.
(c) Karyawan Borongan
Yaitu karyawan yang digunakan oleh pabrik bila diperlukan saja. Karyawan ini menerima upah borongan untuk suatu perusahaan.
E. Pembagian Jam Kerja Karyawan
Pabrik asam stearat direncanakan beroperasi 330 hari selama satu tahun dan 24 jam perhari. Sisa hari yang bukan hari libur digunakan untuk perbaikan atau perawatan dan shutdown. Sedangkan pembagian jam kerja karyawan digolongkan dalam 2 golongan, yaitu :
1) Karyawan Non-Shift
190
Ahli, Kepala Bagian, Kepala Seksi serta bawahan yang berada di kantor. Karyawan non-shift dalam satu minggu akan bekerja selama 6 hari dengan pembagian jam kerja sebagai berikut :
Jam kerja :
Hari Senin - Jumat : jam 07.00 - 15.00 Hari Sabtu : jam 07.00 - 12.00
Jam istirahat :
Hari Senin – Kamis : jam 12.00 – 13.00 Hari Jumat : jam 11.30 – 13.00
1) Karyawan Shift
Karyawan Shift adalah karyawan yang secara langsung menangani proses produksi atau mengatur bagian-bagian tertentu dari pabrik yang mempunyai hubungan dengan masalah keamanan dan kelancaran produksi. Yang termasuk Karyawan Shift antara lain karyawan unit proses, utilitas, laboratorium, sebagian dari bagian teknis, bagian gudang dan bagian-bagian yang harus selalu siaga untuk menjaga keselamatan serta keamanan pabrik.
Para Karyawan Shift akan bekerja bergantian sehari semalam, dengan pengaturan sebagai berikut :
Karyawan Produksi dan Teknik :
Shift pagi : jam 07.00 – 15.00
Shift siang : jam 15.00 – 23.00 Shift malam : jam 23.00 – 07.00
Karyawan Keamanan :
Shift siang : jam 15.00 – 23.00
Shift malam : jam 23.00 – 07.00
Untuk Karyawan Shift dibagi dalam 4 regu dimana 3 regu bekerja dan 1 regu istirahat dan dikenakan secara bergantian. Tiap regu akan mendapat giliran 3 hari kerja dan 1 hari libur tiap-tiap shift dan masuk lagi untuk shift berikutnya. Jadwal kerja masing-masing regu ditunjukkan dalam Tabel 8.1 di bawah ini.
Tabel 8.1. Jadwal Kerja Masing-Masing Regu Regu/
Hari 1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 P P P L M M M L S S S L P P
2 S S L P P P L M M M L S S S
3 M L S S S L P P P L M M M L
4 L M M M L S S S L P P P L M
192 Jadi untuk kelompok kerja shift pada hari ke 13, jam kerja shift kembali seperti hari pertama, maka waktu siklus selama 13 hari.
Kelancaran produksi dari suatu pabrik sangat dipengaruhi oleh faktor kedisplinan karyawannya. Untuk itu kepada seluruh karyawan diberlakukan absensi dan masalah absensi ini akan digunakan pimpinan perusahaan sebagai dasar dalam mengembangkan karir para karyawan dalam perusahaan.
F. Perincian Jumlah Karyawan
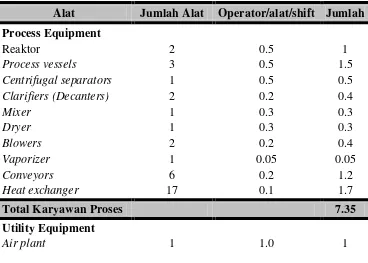
Perhitungan jumlah Karyawan Shift (Operator) dilakukan berdasarkan jumlah dan jenis alat. Perhitungannya ditetapkan menurut operator requirements for various types of process equipment (Ulrich, 1984). Rincian jumlah karyawan
yang bekerja di Pabrik Asam Stearat dapat di lihat pada Tabel 8.2 berikut : Tabel 8.2 Jumlah Operator Berdasarkan Jenis Alat
Alat Jumlah Alat Operator/alat/shift Jumlah Process Equipment
Total Karyawan Proses 7.35
Utility Equipment
Alat Jumlah
Alat Operator/alat/shift Jumlah
Boiler 1 1.0 1
Cooling tower 1 1.0 1
Water demineralizer 1 0.5 0.5 Mechanical refrigeration units 1 0.5 0.5 Water treatment plants 1 2.0 2
Furnace 1 0.5 0.5
Electric generating plant 1 3.0 3
Total Karyawan Utilitas 9.5
Jumlah 18
4 Shift, Jumlah Total 72
Tabel 8.3. Jumlah Karyawan
Jabatan Jumlah
Direktur Utama 1
Direktur Teknik dan Produksi 1
Direktur Keuangan dan Administrasi 1
Staf Ahli 2
Kepala Bagian Teknik, Listrik dan Instrumentasi 1 Kepala Seksi Kelistrikan, Gudang dan Perlengkapannya 1
Bawahan 12
Kepala Seksi Pemeliharaan dan Bengkel 1
Bawahan 12
Kepala Bagian Produksi 1
Kepala Seksi Proses 1
Bawahan 32
Kepala Seksi Utilitas 1
Bawahan 40
Kepala Bagian Litbang & Pengendalian Mutu 1 Kepala Seksi Laboratorium dan Pengendalian Mutu 1
Bawahan 5
Kepala Seksi Penelitian dan Pengembangan 1
Bawahan 4
Kepala Bagian Keuangan dan Pemasaran 1
Kepala Seksi Keuangan 1
Bawahan 6
194 Tabel 8.3. Jumlah Karyawan (lanjutan)
Jabatan Jumlah
Bawahan 4
Kepala Bagian Administrasi 1
Kepala Seksi Personalia 1
Bawahan 4
Kepala Seksi Tata Usaha 1
Bawahan 4
Kepala Bagian Umum 1
Kepala Seksi Sarana dan Humas 1
Bawahan 18
Kepala Seksi Keamanan dan Ketertiban 1
Bawahan 4
2. Penggolongan dan Gaji
Sistem gaji pada perusahaan dibagi menjadi tiga golongan, yaitu : a. Gaji Bulanan
Gaji ini diberikan kepada pegawai tetap. Besarnya gaji sesuai dengan peraturan perusahaan.
b. Gaji Harian
Gaji ini diberikan kepada karyawan tidak tetap atau buruh harian. c. Gaji Lembur
Jabatan Jumlah Gaji / bulan (Rp)
Gaji / tahun (Rp)
Direktur Utama 1 25,000,000 300,000,000
Direktur Teknik dan Produksi 1 20,000,000 240,000,000 Direktur Keuangan dan Administrasi 1 20,000,000 240,000,000
Staf Ahli 2 15,000,000 360,000,000
Kepala Bagian Teknik, Listrik dan
Instrumentasi 1 15,000,000 180,000,000
Kepala Seksi Kelistrikan, Gudang dan
Perlengkapannya 1 10,000,000 120,000,000
Bawahan 12 2,000,000 288,000,000
Kepala Seksi Pemeliharaan dan Bengkel 1 10,000,000 120,000,000
Bawahan 12 2,000,000 288,000,000
Kepala Bagian Produksi 1 15,000,000 180,000,000
Kepala Seksi Proses 1 10,000,000 120,000,000
Bawahan 32 2,750,000 1,056,000,000
Kepala Seksi Utilitas 1 10,000,000 120,000,000
Bawahan 40 2,750,000 1,320,000,000
Kepala Bagian Litbang & Pengendalian
Mutu 1 15,000,000 180,000,000
Kepala Seksi Laboratorium & Pengendalian
Mutu 1 10,000,000 120,000,000
Bawahan 5 2,500,000 150,000,000
Kepala Seksi Penelitian dan Pengembangan 1 10,000,000 120,000,000
Bawahan 4 2,500,000 120,000,000
Kepala Bagian Keuangan dan Pemasaran 1 15,000,000 180,000,000
Kepala Seksi Keuangan 1 10,000,000 120,000,000
Bawahan 6 2,500,000 180,000,000
Kepala Seksi Pemasaran 1 10,000,000 120,000,000
Bawahan 4 2,500,000 120,000,000
Kepala Bagian Administrasi 1 15,000,000 180,000,000
Kepala Seksi Personalia 1 10,000,000 120,000,000
Bawahan 4 2,500,000 120,000,000
Kepala Seksi Tata Usaha 1 10,000,000 120,000,000
Bawahan 4 1,500,000 72,000,000
Kepala Bagian Umum 1 15,000,000 180,000,000
Kepala Seksi Sarana dan Humas 1 10,000,000 120,000,000
Bawahan 18 2,500,000 540,000,000
Kepala Seksi Keamanan dan Ketertiban 1 10,000,000 120,000,000
Bawahan 4 1,500,000 72,000,000
196 Tabel 8.4 Sistem Gaji Karyawan (Lanjutan)
Jabatan Jumlah Gaji / bulan (Rp)
Gaji / tahun (Rp)
Perawat 4 2,000,000 96,000,000
Cleaning Service 9 1,200,000 129,600,000
Supir 6 1,500,000 108,000,000
Jumlah 189 325,200,000 8,391,600,000
G. Kesejahteraan Karyawan
Salah satu faktor dalam meningkatkan efektifitas kerja pada perusahaan ini adalah kesejahteraan bagi karyawan. Kesejahteraan karyawan yang diberikan oleh perusahaan pada karyawan antara lain berupa :
1. Tunjangan
a) Tunjangan berupa gaji pokok yang diberikan berdasarkan golongan karyawan yang bersangkutan.
b) Tunjangan jabatan yang diberikan berdasarkan jabatan yang dipegang karyawan.
c) Tunjangan lembur yang diberikan kepada karyawan yang bekerja diluar jam kerja berdasarkan jumlah jam kerja.
d) Cuti
(1) Cuti tahunan diberikan kepada setiap karyawan selama 12 hari kerja dalam 1 tahun.
Pakaian kerja diberikan kepada setiap karyawan sejumlah 3 pasang untuk setiap tahunnya.
f) Pengobatan
(1) Biaya pengobatan bagi karyawan yang menderita sakit yang diakibatkan oleh kerja ditanggung perusahaan sesuai dengan undang-undang yang berlaku.
(2) Biaya pengobatan bagi karyawan yang menderita sakit tidak disebabkan oleh kecelakaan kerja diatur berdasarkan kebijaksanaan perusahaan.
g) Jaminan Sosial Tenaga Kerja (JAMSOSTEK)
Asuransi tenaga kerja diberikan oleh perusahaan bila karyawannya lebih dari 10 orang atau dengan gaji karyawan Rp. 1.000.000,00 per bulan.
2. Kesehatan dan Keselamatan Kerja
198 Pelaksanaan tugas dalam kesehatan dan keselamatan kerja berdasarkan : UU No. 1/1970
Menangani keselamatan kerja karyawan yang dikeluarkan oleh Departemen Tenaga Kerja.
UU No. 2/1951
Mengenai ganti rugi akibat kecelakaan kerja yang dikeluarkan oleh Departemen Tenaga Kerja.
PP No. 4/1982
Mengenai ketentuan pokok pengolahan lingkungan hidup yang dikeluarkan oleh Menteri Negara Kelestarian Lingkungan Hidup.
PP No. 29/1986
Mengenai ketentuan AMDAL yang dikeluarkan oleh Menteri Negara Kelestarian Lingkungan Hidup.
Dalam proses produksi asam stearat, pabrik ini menggunakan bahan baku utama dan bahan baku penunjang yang mempunyai karakter berbeda-beda. Beberapa karakter tersebut berpotensi menimbulkan bahaya. Karena itu diperlukan usaha-usaha khusus agar keamanan dan keselamatan kerja terjamin. Pengetahuan dan peraturan keamanan dan keselamatan kerja diinformasikan secara intensif kepada para karyawan dan setiap orang yang berada di lingkungan pabrik.
lingkungan pabrik asam stearat.
b. Perusahaan menyediakan perlengkapan perlindungan kerja sesuai kebutuhan. c. Perusahaan mengikutsertakan seluruh karyawan dalam program
JAMSOSTEK sebagaimana tercantum dalam UU No.3/1992.
d. Perusahaan memasang rambu-rambu tanda bahaya dan menyusun petunjuk praktis dalam menangani suatu kecelakaan.
Ada beberapa bahaya yang dapat terjadi di lingkungan pabrik asam stearat ini, salah satunya adalah bahaya kebakaran. Ada 3 unsur utama yang terlibat dalam proses pembakaran, yaitu bahan bakar, udara dan panas (berperan sebagai pemicu awal kebakaran). Agar tidak terjadi kebakaran, unsur panas yang harus ditiadakan di lingkungan pabrik, terutama di daerah-daerah yang berpotensi timbul api. Beberapa unsur penyebab timbulnya panas adalah percikan api, nyala api (seperti pemantik dan korek api), listrik, gesekan dan matahari.
Dalam usahanya mencegah bahaya, pabrik asam stearat ini telah membuat peraturan tentang keamanan dan keselamatan kerja. Setiap orang yang akan memasuki lingkungan pabrik asam stearat ini, khususnya daerah plant, diwajibkan memakai perlengkapan keselamatan seperti helm, safety glass dan safety shoes. Bagi pegawai, pemakaian perlengkapan keselamatan tambahan
200 digunakan jika bekerja dengan listrik, asbes glove digunakan jika pekerjaannya melibatkan panas dan welder atau ladder glove dipakai jika hendak menangani benda-benda tajam dan percikan api.
Selain perlengkapan keselamatan kerja, setiap karyawan juga diwajibkan mempunyai izin kerja. Tujuannya agar para pegawai mengenal dan dapat meminimalisasi timbulnya bahaya yang mungkin timbul di lingkungan kerjanya. Izin-izin kerja yang terdapat di pabrik asam stearat ini adalah :
1. Cold work permit, merupakan izin untuk bekerja di lingkungan yang tidak menimbulkan api dan panas, termasuk alat-alat yang digunakan.
2. Hot work permit, merupakan izin untuk bekerja di lingkungan yang menggunakan api atau panas.
3. Confined space entry permit, merupakan izin untuk bekerja di ruang tertutup. Sebelumnya dilakukan pengujian terhadap kandungan gas-gas berbahaya kadar oksigen dalam ruang tersebut.
4. Excavation work permit, merupakan izin untuk melakukan penggalian di lingkungan pabrik dengan kedalaman minimal 1,5 m dari permukaan tanah. Sebelum melakukan penggalian, pekerja harus memastikan ada tidaknya pipa bawah tanah di dalam daerah yang akan digali dengan membaca skema pabrik.
5. Electrical work permit, merupakan izin untuk melakukan pekerjaan yang berhubungan dengan instalasi listrik yang terpasang di pabrik.
dilakukan pemeriksaan terhadap gas buang kendaraan.
Selain itu, dilarang membawa peralatan elektronika yang tidak explosion prove (seperti handphone, kamera dan lain-lain). Apabila terjadi kecelakaan,
korban yang sakit harus dibawa ke klinik pabrik, sebelum dibawa ke rumah sakit atau sarana kesehatan lain di luar lingkungan pabrik.
Dalam lingkungan pabrik terdapat divisi khusus yang disebut emergency response team. Divisi ini terdiri dari personil-personil fire safety, operasi
keamanan, dan tim kesehatan. Pada saat terjadi keadaan yang membahayakan, semua orang akan dipindahkan ke daerah evakuasi. Jika setelah didata ada orang yang hilang, divisi ini akan mencari orang yang hilang tersebut. Dalam lingkungan pabrik terdapat alarm dan beberapa alat dilengkapi dengan automatic shutdown system untuk mengantisipasi meluasnya bahaya.
H. Manajemen Produksi
Manajemen produksi merupakan salah satu bagian dari manajemen perusahaan yang fungsi utamanya adalah menyelenggarakan semua kegiatan untuk memproses bahan baku menjadi produk, jadi dengan mengatur penggunaan faktor-faktor produksi sedemikian rupa sehingga proses produksi berjalan sesuai dengan yang direncanakan.
202 waktu yang tepat. Dengan meningkatnya kegiatan produksi maka selayaknya untuk diikuti dengan kegiatan perencanaan dan pengendalian agar dapat dihindarkan terjadinya penyimpangan-penyimpangan yang tidak terkendali.
Perencanaan ini sangat erat kaitannya dengan pengendalian, dimana perencanaan merupakan tolak ukur bagi kegiatan operasional, sehingga penyimpangan yang terjadi dapat diketahui dan selanjutnya dikendalikan ke arah yang sesuai.
1. Perencanaan Produksi
Dalam menyusun rencana produksi secara garis besar ada dua hal yang perlu dipertimbangkan yaitu faktor eksternal dan internal. Yang dimaksud faktor eksternal adalah faktor yang menyangkut kemampuan pasar terhadap jumlah produk yang dihasilkan, sedang faktor internal adalah kemampuan pabrik. a. Kemampuan Pasar
Dapat dibagi menjadi dua kemampuan :
1) Kemampuan pasar lebih besar dibandingkan kemampuan pabrik, maka rencana produksi disusun secara maksimal.
2) Kemampuan pasar lebih kecil dibandingkan kemampuan pabrik Ada tiga alternatif yang dapat diambil, yaitu :
Rencana produksi sesuai dengan kemampuan pasar atau produksi
diturunkan sesuai dengan kemampuan pasar, dengan mempertimbangkan untung dan rugi.
Rencana produksi tetap dengan mempertimbangkan bahwa kelebihan
pemasaran yang mudah diakses seperti menggunakan e-bussines. b. Kemampuan Pabrik
Pada umumnya kemampuan pabrik ditentukan oleh beberapa faktor antara lain :
1) Material (Bahan Baku)
Dengan pemakaian yang memenuhi kualitas dan kuantitas maka akan mencapai target produksi yang diinginkan.
(2) Manusia (Tenaga Kerja)
Kurang terampilnya tenaga kerja akan menimbulkan kerugian pabrik, untuk itu perlu dilakukan pelatihan atau training pada karyawan agar keterampilan meningkat.
(3) Mesin (Peralatan)
Ada dua hal yang mempengaruhi kehandalan dan kemampuan peralatan, yaitu jam kerja mesin efektif dan kemampuan mesin. Jam kerja mesin efektif adalah kemampuan suatu alat untuk beroperasi pada kapasitas yang diinginkan pada periode tertentu. Kemampuan mesin adalah kemampuan suatu alat dalam proses produksi.
2. Pengendalian Produksi
204 tepat sesuai jadwal. Untuk itu perlu dilaksanakan pengendalian produksi sebagai berikut
3. Pengendalian Kualitas
Penyimpangan kualitas terjadi karena mutu bahan baku jelek, kesalahan operasi dan kerusakan alat. Penyimpangan dapat diketahui dari hasil monitor / analisa pada bagian laboratorium pemeriksaan.
4. Pengendalian Kuantitas
Penyimpangan kuantitas terjadi karena kesalahan operator, kerusakan mesin, keterlambatan pengadaan bahan baku, perbaikan alat terlalu lama dan lain-lain. Penyimpangan tersebut perlu diidentifikasi penyebabnya dan diadakan evaluasi. Selanjutnya diadakan perencanaan kembali sesuai dengan kondisi yang ada.
5. Pengendalian Waktu
Untuk mencapai kuantitas tertentu perlu adanya waktu tertentu pula. 6. Pengendalian Bahan Proses
X. SIMPULAN DAN SARAN
A. Simpulan
Berdasarkan hasil analisis ekonomi yang telah dilakukan terhadap pabrik asam stearat dengan kapasitas 20.000 ton per tahun dapat diambil kesimpulan sebagai berikut :
1. Percent Return on Investment (ROI) sesudah pajak sebesar 30,8046 %. 2. Pay Out Time (POT) sesudah pajak 2,1626 tahun.
3. Break Even Point (BEP) sebesar 35,6150 % dan Shut Down Point (SDP) sebesar 19,8833 %, yakni batasan kapasitas produksi sehingga pabrik harus berhenti berproduksi karena merugi.
4. Discounted Cash Flow Rate of Return (DCF) sebesar 32,8574 %, lebih besar dari suku bunga bank saat ini, sehingga investor akan lebih memilih untuk menanamkan modalnya ke pabrik ini daripada ke bank.
B. Saran
DAFTAR GAMBAR
Gambar Halaman
1.1 Kurva Liniearisasi Impor Asam Stearat... . 6
6.1 Diagram Alir Pengolahan Air……….. 144
6.2 Sistem Refrigerasi Kompresi Uap... 159
7.1 Peta Provinsi Jambi……….. 173
7.2 Tata Letak Pabrik……….. 174
8.1 Struktur Organisasi Perusahaan... 178
9.1 Grafik Analisa Ekonomi... 212
DAFTAR GAMBAR
Gambar Halaman
1.1 Kurva Liniearisasi Impor Asam Stearat... . 6
6.1 Diagram Alir Pengolahan Air……….. 144
6.2 Sistem Refrigerasi Kompresi Uap... 159
7.1 Peta Provinsi Jambi……….. 173
7.2 Tata Letak Pabrik……….. 174
8.1 Struktur Organisasi Perusahaan... 178
9.1 Grafik Analisa Ekonomi... 212
DAFTAR ISI
Halaman
DAFTAR TABEL ... ... v
DAFTAR GAMBAR ... ... vii
I. PENDAHULUAN A. Latar Belakang Pendirian Pabrik... 1
B. Kegunaan Produk... 2
C. Ketersediaan Bahan Baku... 3
D. Analisis Pasar……….. 5
II. DESKRIPSI PROSES A. Proses Pembuatan Asam Stearat………... 8
1. Proses Twitchell……….... 8
2. Proses Batch Dengan Menggunakan Autoclave……… 9
3. Proses Hidrolisis Kontinyu Pada Tekanan dan Temperatur Tinggi.. 9
4. Proses Hidrolisa Dengan Enzim Lipase... 11
B. Pemilihan Proses... 11
1. Berdasarkan Reaksi dan Kondisi Operasi... 11
2. Berdasarkan Keuntungan………. 13
C. Analisis Kelayakan Ekonomi Awal………. 13
D. Uraian Singkat Proses Pembuatan Asam Stearat……… 15
1. Proses Persiapan Bahan Baku……….. 15
2. Proses Hidrolisis Stearin……….. 16
3. Dekantasi Asam Lemak………... 16
7. Purifikasi Asam Oleat……….. 18
8. Proses Penanganan Produk Samping………... 18
E. Basis Perancangan………... 18
III. SPESIFIKASI BAHAN A. Spesifikasi Bahan Baku……… 20
B. Spesifikasi Produk……….... 21
IV. NERACA MASSA DAN PANAS A. Neraca Massa... 24
1. Neraca Massa Overall……….. 24
2. Neraca Massa per Alat………. 24
B. Neraca Energi……… 34
V. SPESIFIKASI PERALATAN A. Peralatan Proses……….. 49
B. Peralatan Utilitas……… 93
VI. UTILITAS DAN PENGOLAHAN LIMBAH A. Unit Pendukung Proses………. 135
1. Unit Penyedia Air……… 137
2. Unit Penyediaan Listrik…...……….. 151
3. Unit Pengadaan Bahan Bakar………. 156
4. Unit Penyediaan Refrigerant... 157
5. Unit Penyediaan Udara Tekan... 160
B. Pengolahan Limbah………...……… 160
C. Laboratorium………... 162
VII. TATA LETAK DAN LOKASI PABRIK
A. Lokasi Pabrik... 168
B. Tata Letak Pabrik... 171
C. Prakiraan Areal Lingkungan... 171
VIII.SISTEM MANAJEMEN DAN ORGANISASI PERUSAHAAN A. Bentuk Perusahaan... 175
B. Struktur Organisasi Perusahaan...177
C. Tugas dan Wewenang... 180
D. Status Karyawan dan Sistem Penggajian... 189
E. Pembagian Jam Kerja Karyawan... 189
F. Perincian Jumlah Karyawan ...192
G. Kesejahteraan Karyawan... 196
H. Manajemen Produksi... 201
IX. INVESTASI DAN EVALUASI EKONOMI A. Investasi... 207
B. Evaluasi Ekonomi... 210
C. Angsuran Pinjaman... 212
D. Discounted Cash Flow... 212
X. SIMPULAN DAN SARAN A. Simpulan... 214
B. Saran... 214
DAFTAR TABEL
Tabel Halaman
1.1 Data Impor Asam Stearat Indonesia ... 2
1.2 Produsen CPO di Indonesia ... 3
1.3 Data Ekspor Tristearin di Indonesia... 4
2.1 Perbandingan Proses Pembuatan Asam Stearat………...…... . 12
2.2 Konversi Proses-proses Pembuatan Asam Stearat……...…. ... 13
4.1 Neraca Massa Overall... .. 24
4.2 Neraca Massa di Sekitar Feed Preheater (Q-101)... 24
4.3 Neraca Massa di Sekitar Reaktor 1 (R-201)... . 25
4.4 Neraca Massa di Sekitar Dekanter 1 (H-201)... . 25
4.5 Neraca Massa di Sekitar Menara Distilasi (D-201)... 26
4.6 Neraca Massa di Sekitar Reaktor 2 (R-202)... 26
4.7 Neraca Massa di Sekitar Dekanter 2 (H-301)... 27
4.8 Neraca Massa di Sekitar Mixing Tank (M-301)... 27
4.9 Neraca Massa di Sekitar Crystallizer (CR-301)... 28
4.10 Neraca Massa di Sekitar Centrifuge (H-302)... 28
4.11 Neraca Massa di Sekitar Rotary Dryer (B-301)... 29
4.12 Neraca Massa di Sekitar Vaporizer 1 (V-301)... 29
4.13 Neraca Massa di Sekitar Flash Drum 2 (H-304)... 30
4.14 Neraca Massa di Sekitar Flash Drum 3 (H-305)... 30
4.15 Neraca Massa di Sekitar Flash Drum 1 (H-303)... 31
4.16 Neraca Massa di Sekitar Kondenser 3 (E-310)... 31
4.17 Neraca Massa di Sekitar Mix Point 1 (MP-1)... 32
4.18 Neraca Massa di Sekitar Mix Point 2 (MP-2)... 32
4.19 Neraca Massa di Sekitar Mix Point 3 (MP-3)... 33
4.20 Neraca Massa di Sekitar Mix Point 4 (MP-4)... 33
4.21 Neraca Massa di Sekitar Divider... 34
4.23 Neraca Panas di Sekitar Water Heater (E-101)... 34
4.24 Neraca Panas di Sekitar Divider... 35
4.25 Neraca Panas di Sekitar Reaktor 1 (R-201)... 35
4.26 Neraca Panas di Sekitar Dekanter 1 (H-201)... 36
4.27 Neraca Panas di Sekitar Heater Menara Distilasi (E-201)... 36
4.28 Neraca Panas di Sekitar Menara Distilasi (D-201)... 37
4.29 Neraca Panas di Sekitar Cooler 1 (E-204)... 37
4.30 Neraca Panas di Sekitar Reaktor 2 (R-202)... 38
4.31 Neraca Panas di Sekitar Dekanter 2 (H-301)... 38
4.32 Neraca Panas di Sekitar Mix Point 2 (MP-2)... 39
4.33 Neraca Panas di Sekitar Cooler 2 (E-305)... 39
4.34 Neraca Panas di Sekitar Mixing Tank (M-301)... 40
4.35 Neraca Panas di Sekitar Crystallizer (CR-301)... 40
4.36 Neraca Panas di Sekitar Centrifuge (H-302)... 41
4.37 Neraca Panas di Sekitar Rotary Dryer (B-301)... 41
4.38 Neraca Panas di Sekitar Mix Point 1 (MP-1)... 42
4.39 Neraca Panas di Sekitar Heat Exchanger 6 (E-306)... 42
4.40 Neraca Panas di Sekitar Flash Drum 2 (H-304)... 43
4.41 Neraca Panas di Sekitar Heat Exchanger 7 (E-307)... 43
4.42 Neraca Panas di Sekitar Flash Drum 3 (H-305)... 44
4.43 Neraca Panas di Sekitar Condenser 2 (E-309)... 44
4.44 Neraca Panas di Sekitar Condenser 3 (E-310)... 45
4.45 Neraca Panas di Sekitar Heat Exchanger 1 (E-301)... 45
4.46 Neraca Panas di Sekitar Heat Exchanger 2 (E-302)... 46
4.47 Neraca Panas di Sekitar Heat Exchanger 3 (E-303)... 46
4.48 Neraca Panas di Sekitar Heat Exchanger 4 (E-304)... 47
4.49 Neraca Panas di Sekitar Heater Udara (E-308)... 47
4.50 Neraca Panas di Sekitar Mix Point 3 (MP-3)... 48
4.51 Neraca Panas di Sekitar Mix Point 4 (MP-4)... 48
6.1 Kebutuhan Air Pendingin………....………. 138
6.2 Kebutuhan Steam……….………. 140
6.6 Kebutuhan Listrik Untuk Penerangan Area Non Bangunan... 153
6.7 Kebutuhan Listrik Untuk Proses... 154
6.8 Kebutuhan Listrik Untuk Utilitas... 155
6.9 Kebutuhan Ammonia Refrigerant... 157
6.10 Tingkatan Kebutuhan Informasi dan Sistem Pengendalian... 167
6.11 Pengendalian Variabel Utama Proses... 167
8.1 Jadwal Kerja Masing-Masing Regu... 191
8.2 Jumlah Operator Berdasarkan Jenis Alat…………....…………. 192
8.3 Jumlah Karyawan………. 193
8.4 Sistem Gaji Karyawan... 195
9.1 Fixed Capital Investment... 207
9.2 Manufacturing Cost... 209
9.3 General Expenses... 209
9.4 Minimum Acceptable Persent Return On Investment... 210
9.5 Acceptable Payout Time Untuk Tingkat Resiko Pabrik... 211