commit to user
iTUGAS AKHIR
PRARANCANGAN PABRIK SABUN PADAT DARI
REFINED BLEACHED AND DEODORIZED PALM STEARIN
(RBDPS) DAN SODIUM HIDROKSIDA (NaOH)
KAPASITAS 60.000 TON/TAHUN
Disusun Oleh:
Dimas Prasthya Witana I 0507003
Alfian Fathony I 0507019
JURUSAN TEKNIK KIMIA FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
SURAKARTA
2012
commit to user
iicommit to user
iiiKATA PENGANTAR
Segala puji syukur kehadirat Allah SWT, hanya karena rahmat dan ridho-Nya, penulis akhirnya dapat menyelesaikan laporan tugas akhir dengan judul
dari Refined Bleached and Deodorized Palm Stearin (RBDPS) dan Sodium Hidroksid
Dalam penyusunan tugas akhir penulis memperoleh banyak bantuan baik berupa dukungan moral maupun spiritual dari berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih kepada:
1. Kedua orang tua dan keluarga atas dukungan doa, materi dan semangat yang senantiasa diberikan tanpa kenal lelah.
2. Ibu Dwi Ardiana, S.T., M.T. selaku Dosen Pembimbing I dan Ibu Ir. Endang Mastuti selaku Dosen Pembimbing II atas bimbingan dan bantuannya dalam penulisan tugas akhir.
3. Bapak Dr. Margono dan Bapak Ir. Paryanto, M.S. selaku dosen penguji atas saran dan masukannya terhadap laporan ini.
4. Teman-teman mahasiswa teknik kimia FT UNS angkatan 2007, kakak-kakak alumni dan adik-adik tingkat atas bantuan saran dan share ilmunya. Penulis menyadari bahwa laporan tugas akhir ini belum sempurna. Oleh karena itu, penulis membuka diri terhadap segala saran dan kritik yang membangun. Semoga laporan tugas akhir ini dapat bermanfaat bagi penulis dan pembaca sekalian.
Surakarta, 26 Januari 2012
commit to user
ivDAFTAR ISI
Halaman Judul ... i
Lembar Pengesahan ... ii
Kata Pengantar ... iii
Daftar Isi ... iv
Daftar Tabel ... x
Daftar Gambar ... xii
Intisari ... xiii
BAB I PENDAHULUAN 1.1 Latar Belakang Pendirian Pabrik ... 1
1.2 Kapasitas Perancangan ... 3
1.2.1 Kebutuhan Sabun Mandi ... 3
1.2.2 Kapasitas Pabrik yang Telah Berproduksi ... 5
1.2.3 Ketersediaan Bahan Baku ... 5
1.3 Pemilihan Lokasi Pabrik ... 6
1.4 Tinjauan Pustaka ... 9
1.4.1 Macam-macam Proses ... 9
1.4.2 Kegunaan Produk ... 12
1.4.3 Sifat Fisik dan Kimia Bahan Baku dan Produk ... 13
1.4.3.1 Bahan Baku ... 13
1.4.3.2 Produk ... 15
1.4.3.2 Bahan Pembantu ... 17
commit to user
vBAB II DESKRIPSI PROSES
2.1 Spesifikasi Bahan Baku dan Produk ... 24
2.1.1 Spesifikasi Bahan Baku ... 24
2.1.2 Spesifikasi Produk ... 24
2.1.3 Spesifikasi Bahan Pembantu ... 25
2.2 Konsep Proses ... 27 2.2.1 Dasar Reaksi ... 27 2.2.2 Kondisi Reaksi ... 27 2.2.3 Mekanisme Reaksi ... 29 2.2.4 Tinjauan Termodinamika ... 30 2.2.5 Tinjauan Kinetika ... 33
2.3 Diagram Alir Proses dan Tahapan Proses ... 34
2.3.1 Diagram Alir Proses ... 34
2.3.2 Tahapan Proses ... 35
2.4 Neraca Massa dan Neraca Panas ... 41
2.4.1 Neraca Massa ... 41
2.4.2 Neraca Panas ... 48
2.5 Lay Out Pabrik dan Peralatan Proses ... 55
2.5.1 Lay Out Pabrik ... 55
commit to user
vi BAB III SPESIFIKASI ALAT PROSES3.1 Mixer 01 ... 60 3.2 Mixer 02 ... 61 3.3 Mixer 03 ... 62 3.4 Mixer 04 ... 63 3.5 Melter 01 ... 64 3.6 Melter 02 ... 65 3.7 Reaktor ... 66 3.8 Dekanter ... 67 3.9 Spray Dryer ... 68
3.10 Bar Soap Finishing Machine ... 69
3.11 Gudang 01 ... 69 3.12 Gudang 02 ... 70 3.13 Gudang 03 ... 70 3.14 Hopper 01... 71 3.15 Hopper 02... 71 3.16 Hopper 03... 72 3.17 Hopper 04... 72 3.18 Hopper 05... 73 3.19 Silo 01... 73 3.20 Silo 02... 74 3.21 Tangki ... 74 3.22 Belt Conveyor 01 ... 75 3.23 Belt Conveyor 02 ... 76 3.24 Belt Conveyor 03 ... 76
commit to user
vii 3.25 Belt Conveyor 04 ... 77 3.26 Belt Conveyor 05 ... 77 3.27 Blower ... 78 3.28 Siklon ... 78 3.29 Heat Exchanger ... 79 3.30 Pompa 01 ... 80 3.31 Pompa 02 ... 80 3.32 Pompa 03 ... 80 3.33 Pompa 04 ... 81 3.34 Pompa 05 ... 81 3.35 Pompa 06 ... 82 3.36 Pompa 07 ... 82 3.37 Pompa 08 ... 83 3.38 Pompa 09 ... 83BAB IV UNIT PENDUKUNG PROSES DAN LABORATORIUM 4.1 Unit Pendukung Proses ... 84
4.1.1 Unit Pengadaan Air ... 85
4.1.1.1 Air Proses ... 85
4.1.1.2 Air Umpan Boiler ... 86
4.1.1.3 Air Konsumsi Umum dan Sanitasi ... 89
4.1.2 Unit Pengadaan Steam ... 93
4.1.3 Unit Pengadaan Udara Tekan ... 95
4.1.4 Unit Pengadaan Listrik ... 96
commit to user
viii4.1.3.2 Listrik untuk Penerangan ... 98
4.1.3.3 Listrik untuk AC ... 100
4.1.3.4 Listrik untuk Laboratorium dan Instrumentasi ... 101
4.1.5 Unit Pengadaan Bahan Bakar ... 102
4.2 Laboratorium ... 103
4.2.1 Laboratorium Fisik ... 105
4.2.2 Laboratorium Analitik ... 105
4.2.3 Laboratorium Penelitian dan Pengembangan ... 106
4.3 Unit Pengolahan Limbah ... 107
4.4 Keselamatan dan Kesehatan Kerja ... 108
4.4.1 Jenis-jenis Alat Pelindung Diri ... 108
BAB V MANAJEMEN PERUSAHAAN 5.1 Bentuk Perusahaan ... 111
5.2 Struktur Organisasi ... 113
5.3 Tugas dan Wewenang ... 116
5.3.1 Pemegang Saham ... 116
5.3.2 Dewan Komisaris ... 116
5.3.3 Dewan Direksi ... 117
5.3.4 Staf Ahli ... 118
5.3.5 Penelitian dan Pengembangan (Litbang) ... 119
5.3.6 Kepala Bagian ... 119
5.4 Pembagian Jam Kerja Karyawan ... 123
5.4.1 Karyawan Non Shift ... 123
5.4.2 Karyawan Shift ... 123
commit to user
ix5.6 Penggolongan Jabatan, Jumlah Karyawan dan Gaji ... 126
5.7 Kesejahteraan Sosial Karyawan ... 129
5.8 Manajemen Perusahaan ... 130
5.8.1 Perencanaan Produksi ... 131
5.8.2 Pengendalian Produksi ... 132
BAB VI ANALISIS EKONOMI 6.1 Penaksiran Harga Peralatan ... 135
6.2 Dasar Perhitungan ... 138
6.3 Penentuan Total Capital Investment (TCI) ... 138
6.4 Hasil Perhitungan ... 140
6.4.1 Fixed Capital Investment (FCI) ... 140
6.4.2 Working Capital Investment (FCI) ... 141
6.4.3 Total Capital Investment (FCI) ... 141
6.4.4 Direct Manufacturing Cost (DMC) ... 142
6.4.5 Indirect Manufacturing Cost (IMC) ... 142
6.4.6 Fixed Manufacturing Cost (FMC) ... 143
6.4.7 Total Manufacturing Cost (TMC) ... 143
6.4.8 General Expense (GE) ... 143
6.4.9 Total Production Cost (TPC) ... 144
6.4.10 Analisa Kelayakan ... 144
Daftar Pustaka ... xiv Lampiran
commit to user
xDAFTAR TABEL
Tabel 1.1 Data Kebutuhan Sabun Indonesia Berdasarkan Ekspor dan Impor . 4
Tabel 1.2 Beberapa Produsen Sabun Mandi Dunia ... 5
Tabel 2.1 F dan GF Masing-masing Komponen. ... 30
Tabel 2.2 Neraca Massa pada Mixer 01 ... 41
Tabel 2.3 Neraca Massa pada Melter 01 ... 42
Tabel 2.4 Neraca Massa pada Reaktor ... 42
Tabel 2.5 Neraca Massa pada Mixer-02 ... 43
Tabel 2.6 Neraca Massa pada Dekanter ... 43
Tabel 2.7 Neraca Massa pada Mixer-03 ... 44
Tabel 2.8 Neraca Massa pada Mixer-05 ... 44
Tabel 2.9 Neraca Massa pada Spray Dryer ... 45
Tabel 2.10 Neraca Massa Total ... 46
Tabel 2.11 Neraca Panas pada Mixer-01 ... 48
Tabel 2.12 Neraca Panas pada Melter ... 48
Tabel 2.13 Neraca Panas pada Reaktor ... 49
Tabel 2.14 Neraca Panas pada Mixer-05 ... 49
Tabel 2.15 Neraca Panas pada Mixer-02 ... 50
Tabel 2.16 Neraca Panas pada Dekanter ... 50
Tabel 2.17 Neraca Panas pada Mixer-03 ... 51
Tabel 2.18 Neraca Panas pada Spray Dryer ... 52
commit to user
xiTabel 4.1 Kebutuhan Air Proses... 85
Tabel 4.2 Kebutuhan Air Umpan Boiler ... 86
Tabel 4.3 Kebutuhan Air Konsumsi Umum dan Sanitasi ... 90
Tabel 4.4 Kebutuhan Total Air Sungai ... 90
Tabel 4.5 Kebutuhan Steam... 93
Tabel 4.6 Kebutuhan Listrik untuk Keperluan Proses ... 97
Tabel 4.7 Kebutuhan Listrik untuk Keperluan Utilitas ... 98
Tabel 4.8 Jumlah Lumen Berdasarkan Luas Bangunan ... 99
Tabel 4.9 Kebutuhan Listrik Pabrik ... 101
Tabel 4.10 Kebutuhan Bahan Bakar Solar ... 103
Tabel 5.1 Jadwal Pembagian Kelompok Shift ... 124
Tabel 5.2 Penggolongan Jabatan, Jumlah Karyawan, dan Gaji ... 126
Tabel 6.1 Indeks Harga Alat ... 136
Tabel 6.2 Fixed Capital Invesment... 140
Tabel 6.3 Working Capital Invesment ... 141
Tabel 6.4 Direct Manufacturing Cost ... 142
Tabel 6.5 Indirect Manufacturing Cost ... 142
Tabel 6.6 Fixed Manufacturing Cost ... 143
Tabel 6.7 General Expense ... 143
commit to user
xiiDAFTAR GAMBAR
Gambar 1.1 Diagram proses CPO menjadi ROL dan RBDPS ... 2
Gambar 1.2 Grafik Kebutuhan Ekspor Sabun Mandi Indonesia ... 4
Gambar 1.3 Peta Lokasi Pabrik ... 9
Gambar 1.4 Diagram Alir Blok Saponifikasi Trigliserida ... 22
Gambar 2.1 Diagram Alir Proses ... 36
Gambar 2.2 Diagram Alir Kualitatif ... 37
Gambar 2.3 Diagram Alir Kuantitatif ... 38
Gambar 2.4 Layout Pabrik ... 57
Gambar 2.5 Layout Peralatan Proses ... 59
Gambar 4.1 Skema Pengolahan Air dari PT Petrokimia Gresik ... 92
Gambar 4.2 Skema Analisa Laboratorium ... 102
Gambar 5.1 Struktur Organisasi Pabrik Sabun ... 115
Gambar 6.1 Chemical Engineering Cost Index ... 137
commit to user
xiii INTISARIDimas Prasthya Witana dan Alfian Fathony, 2012, Prarancangan Pabrik Sabun Padat dari RBDPS dan NaOH Kapasitas 60.000 Ton/Tahun, Jurusan Teknik Kimia, Fakultas Teknik, Universitas Sebelas Maret, Surakarta
Sabun mandi merupakan salah satu kebutuhan manusia saat ini. Kegunaan sabun mandi adalah membersihkan kulit dari kotoran dan mencegah penyakit. Sabun mandi menjadi produk kimia yang sangat penting di dunia maupun di Indonesia, hal ini tentu sangat menguntungkan bagi negara-negara yang memiliki sumber daya alam untuk bahan baku sabun seperti Indonesia. Untuk memenuhi kebutuhan ekspor, maka dirancang pabrik sabun dengan kapasitas 60.000 ton/tahun dengan bahan baku RBDPS dan NaOH. Dengan memperhatikan beberapa faktor, seperti aspek penyediaan bahan baku, transportasi, tenaga kerja, pemasaran, serta utilitas, maka lokasi pabrik yang cukup strategis adalah di Kawasan Industri Gresik, Jawa Timur.
Peralatan proses yang ada antara lain mixer, melter, reaktor, dekanter, spray dryer, heat exchanger, valve, dan pompa. Sabun dihasilkan dari reaksi saponifikasi antara trigliserida (RBDPS) dan NaOH dalam reaktor alir tnagki berpengaduk pada kondisi isotermal non adiabatik pada suhu 90 ºC dan tekanan 1 atm dengan konversi sabun yang diperoleh sebesar 99,5%. Konversi hasil samping berupa gliserol yang dijual ke pabrik pengolah gliserol. Untuk menjaga reaksi isotermal, diperlukan media pemanas steam. Untuk memurnikan sabun digunakan dekanter, dan untuk mendapat sabun sesuai spesifikasi yang diinginkan ditambahkan zat aditif pada mixer.
Utilitas terdiri dari unit penyediaan air untuk kebutuhan proses maupun keperluan umum, penyediaan steam, tenaga listrik, penyediaan udara tekan, penyediaan bahan bakar, dan unit pengolahan limbah. Terdapat tiga laboratorium, yaitu laboratorium fisik, laboratorium analitik, dan laboratorium penelitian dan pengembangan, untuk menjaga kualitas bahan baku dan produk.
Perusahaan berbentuk Perseroan Terbatas (PT) dengan struktur organisasi line and staff. Sistem kerja karyawan berdasarkan pembagian jam kerja yang terdiri dari karyawan shift dan non shift.
Hasil analisis ekonomi terhadap prarancangan pabrik sabun diperoleh modal tetap sebesar Rp 65.235.939.176 dan modal kerjanya sebesar Rp. 316.004.262.458. Biaya produksi total per tahun sebesar Rp 1.246.797.326.685. Hasil analisis kelayakan menunjukkan ROI sebelum pajak 97,01% dan setelah pajak 72,76%, POT sebelum pajak 0,93 tahun dan setelah pajak 1,21 tahun, BEP 52,66%, SDP 46,96% dan DCF sebesar 29,52%. Berdasarkan analisis ekonomi dapat disimpulkan bahwa pendirian pabrik sabun dengan kapasitas 60.000 ton/tahun layak dipertimbangkan untuk direalisasikan pembangunannya.
commit to user
BAB I
PENDAHULUAN
1.1 Latar Belakang Pendirian Pabrik
Indonesia sebagai negara berkembang, salah satu usaha jangka panjang yang dilakukan demi menciptakan struktur ekonomi yang lebih kokoh dan seimbang, yaitu dengan menitik-beratkan pada kemajuan bidang industri, terutama industri kimia. Dunia industri dituntut untuk dapat lebih meningkatkan teknologinya, baik dengan penemuan-penemuan baru maupun pengembangan teknologi yang sudah ada dan didukung oleh sektor-sektor lain yang tangguh. Dengan sumber daya alam yang melimpah, mendukung era industrialisasi untuk produksi berbagai kebutuhan hidup yang diperlukan masyarakat Indonesia.
Sabun mandi merupakan salah satu kebutuhan manusia saat ini. Kegunaan sabun mandi adalah membersihkan kulit dari kotoran dan mencegah penyakit. Sabun mandi menjadi produk kimia yang sangat penting di dunia maupun di Indonesia, hal ini tentu sangat menguntungkan bagi negara-negara yang memiliki sumber daya alam untuk bahan baku sabun seperti Indonesia. Salah satu cara pembuatan sabun mandi adalah proses saponifikasi minyak kelapa sawit dengan NaOH. Indonesia merupakan salah satu negara penghasil minyak sawit terbesar di dunia, yang merupakan bahan baku utama pembuatan sabun, sehingga pendirian pabrik pembuat sabun di Indonesia mempunyai prospek yang sangat menguntungkan.
commit to user
Minyak sawit dapat dipergunakan dalam industri melalui proses refinery dan proses Fraksinasi. Proses refinery adalah proses pemurnian minyak nabati secara fisika untuk menghilangkan pengotor yang larut dan yang tidak larut dalam minyak nabati dengan tahapan proses pre-heating, degumming, bleaching dan deodorizing menghasilkan produk RBDPO (Refined Bleached and Deodorized Palm Oil).
Proses fraksinasi adalah metode fisik dengan menggunakan sifat kristalisasi dari trigliserida untuk pemisahan campuran menjadi leleh rendah fraksi cair dan lebur tinggi fraksi cair. Dua komponen yang dihasilkan dari fraksinasi minyak kelapa sawit adalah minyak goreng atau ROL (olein/minyak cair) dan stearin sawit atau RBDPS (Refined Bleached and Deodorized Palm Stearin).
RBDPS akan digunakan sebagai bahan baku dalam pra-rancangan pabrik pembuatan sabun mandi ini. Bahan ini sudah murni, sehingga tidak perlu melakukan proses pemurnian. Diagram proses refinery CPO dapat dilihat pada gambar 1.1 berikut. (Laporan Pegawai Trainee PT.Wilmar, 2009)
commit to user
Keterangan:CPO : Crude Palm Oil
RBDPO : Refined Bleached and Deodorized Palm Oil ROL : Refined Olein
RBDPS : Refined Bleached and Deodorized Palm Stearin
Kebutuhan sabun terus meningkat dari tahun ke tahun seiring dengan laju pertumbuhan penduduk dunia. Maka perlu bagi pemerintah maupun swasta agar mendirikan atau menambah kapasitas pabrik sabun mandi sehingga dapat memenuhi kebutuhan dalam negeri dan kebutuhan ekspor.
1.2 Kapasitas Perancangan Pabrik
Dalam penentuan kapasitas pabrik yang menguntungkan, digunakan beberapa pertimbangan, yaitu proyeksi kebutuhan sabun mandi dalam dan luar negeri, kapasitas minimal dan maksimal pabrik sabun yang ada di dunia, serta ketersediaan bahan baku.
1.2.1 Kebutuhan Sabun Mandi
Dari Tabel 1.1, terlihat bahwa ekspor sabun mandi Indonesia semakin meningkat tiap tahunnya, hal ini menunjukkan kebutuhan sabun nasional telah terpenuhi, sedangkan permintaan luar negeri semakin meningkat.
commit to user
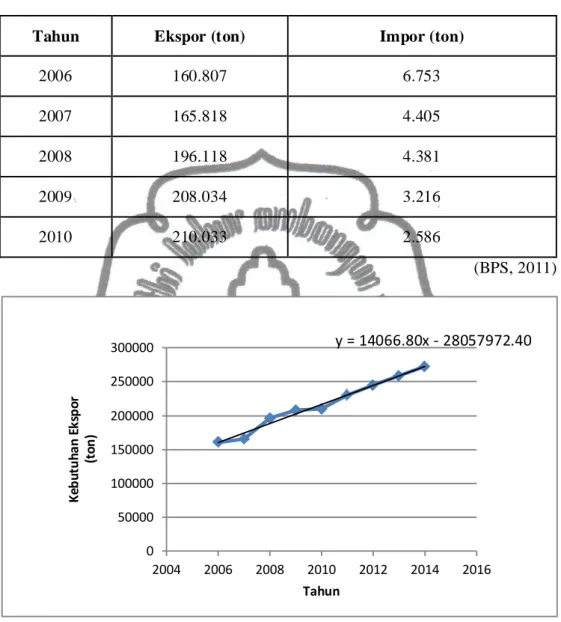
Tabel 1.1 Data Kebutuhan Sabun Indonesia Berdasarkan Ekspor dan Impor
Tahun Ekspor (ton) Impor (ton)
2006 160.807 6.753 2007 165.818 4.405 2008 196.118 4.381 2009 208.034 3.216 2010 210.033 2.586 (BPS, 2011)
Gambar 1.2 Grafik Kebutuhan Ekspor Sabun Mandi Indonesia
Dari grafik pada Gambar 1.2, apabila pabrik ingin didirikan tahun 2014, pada saat itu kebutuhan ekspor diperkirakan sebesar 272.562.8 ton.
y = 14066.80x - 28057972.40 0 50000 100000 150000 200000 250000 300000 2004 2006 2008 2010 2012 2014 2016 Ke bu tu ha n Ek sp or (t on ) Tahun
commit to user
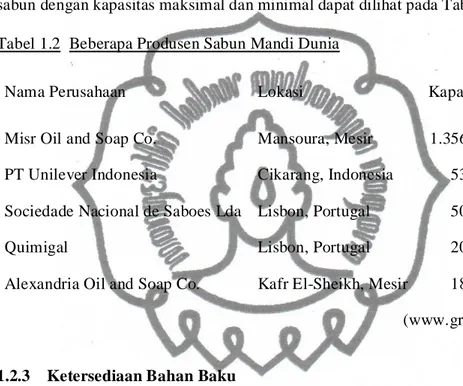
1.2.2 Kapasitas Pabrik yang Telah BerproduksiKapasitas pabrik yang akan didirikan sebaiknya diatas kapasitas minim um pabrik atau minimal sama dengan pabrik yang telah berjalan. Di dunia ini ada banyak pabrik sabun, jumlahnya mencapai ratusan pabrik. Beberapa produsen sabun dengan kapasitas maksimal dan minimal dapat dilihat pada Tabel 1.2. Tabel 1.2 Beberapa Produsen Sabun Mandi Dunia
Nama Perusahaan Lokasi Kapasitas
Misr Oil and Soap Co. PT Unilever Indonesia
Sociedade Nacional de Saboes Lda Quimigal
Alexandria Oil and Soap Co.
Mansoura, Mesir Cikarang, Indonesia Lisbon, Portugal Lisbon, Portugal Kafr El-Sheikh, Mesir
1.356.000 ton/tahun 53.000 ton/tahun 50.000 ton/tahun 20.000 ton/tahun 18.000 ton/tahun (www.greenstone.org)
1.2.3 Ketersediaan Bahan Baku
Bahan baku utama pembuatan sabun mandi padat adalah RBDPS dan NaOH. RBDPS dapat diperoleh dari PT Wilmar Nabati Indonesia dengan kapasitas 500.000 ton/tahun. Sedangkan NaOH dapat diperoleh dari PT Aneka Kimia Inti yang berlokasi di Surabaya.
Berdasarkan pertimbangan pemenuhan pasar persaingan ekspor sabun mandi yang terus meningkat, ketersediaan bahan baku, dan kapasitas maksimal-minimal pabrik yang sudah berdiri. Ditetapkan rancangan kapasitas pabrik sabun mandi padat yang akan didirikan pada tahun 2014 sebesar 60.000 ton/tahun, diperkirakan pada tahun 2014 kebutuhan ekspor sabun mandi mencapai 272.562,8
commit to user
ton, sedangkan pada tahun 2010 ekspor sebesar 210.033 ton. Jadi kapasitas 60.000 ton/tahun diharapkan dapat menutupi kekurangan tersebut.
1.3 Pemilihan Lokasi Pabrik
Lokasi suatu pabrik akan mempengaruhi kedudukan pabrik dalam persaingan dan penentuan kelangsungan produksi. Penentuan lokasi pabrik yang tepat dan ekonomis dipengaruhi oleh beberapa faktor, antara lain: sumber bahan baku, pemasaran, penyediaan air dan energi, jenis transportasi, ketersediaan tenaga kerja, kondisi masyarakat, karakteristik lokasi, dan kebijakan pemerintah.
Dengan mempertimbangkan hal tersebut di atas, maka lokasi pabrik direncanakan didirikan di daerah Kawasan Industri Gresik, Jawa Timur. Pertimbangan dipilihnya lokasi tersebut adalah sebagai berikut:
1. Sumber bahan baku
Bahan baku utama sabun adalah RBDPS yang dapat diperoleh dari PT Wilmar Nabati Indonesia yang berada di Kabupaten Gresik, Jawa Timur dengan kapasitas produksi RBDPS PT Wilmar sebesar 500.000 ton/tahun. Sedangkan NaOH dapat diperoleh dari PT Aneka Kimia Inti yang berlokasi di Surabaya.
2. Area pemasaran
Prioritas utama pemasaran produk utama yaitu sabun mandi ini akan di ekspor ke luar negeri. Pemilihan lokasi yang dekat dengan pelabuhan yang berada di Gresik akan memudahkan pengiriman produk antar pulau dan antar negara.
commit to user
Prioritas pemasaran produk samping dari pabrik ini yaitu gliserol adalah industri yang berada di daerah Jawa Timur, Jawa Tengah, Jakarta, Jawa Barat, dan Banten untuk industri yang menggunakan gliserol sebagai bahan baku maupun bahan penolong, seperti pada industri kosmetik dan rokok. Direncanakan ekspor sabun mandi ke negara Malaysia dan negara-negara afrika seperti Tanzania, Mozambik, dan Senegal yang membutuhkan banyak pasokan sabun dari Indonesia.
3. Penyediaan air dan energi
Kebutuhan air untuk konsumsi, sanitasi pekerja, proses produksi serta air umpan boiler diperoleh dari sumber air sungai yang berasal dari PT Petrokimia Gresik. Sedangkan kebutuhan listrik pabrik sebagian dipenuhi oleh PLN, dan untuk jaminan kelancaran penyediaan tenaga listrik bagi kelangsungan produksi menggunakan generator. Kebutuhan bahan bakar yakni IDO (Industrial Diesel Oil) yang digunakan untuk generator diperoleh dari Pertamina.
4. Jenis dan sarana transportasi
Gresik merupakan daerah yang sangat strategis dalam hal transportasi karena dekat dengan Surabaya yang merupakan pusat pemerintahan Provinsi Jawa Timur. Di samping itu juga berdekatan dengan pelabuhan laut dan bandar udara, serta sarana transportasi darat yang terhubung dengan baik ke berbagai daerah di Jawa Timur.
commit to user
5. Kebutuhan tenaga kerjaKebutuhan tenaga kerja sangat mudah tercukupi karena di Indonesia, khusunya daerah Jawa Timur, memiliki tenaga kerja yang cukup banyak, baik tenaga ahli, menengah, maupun pekerja kasar.
6. Kebijaksanaan pemerintah
Gresik dirancang sebagai kawasan industri provinsi Jawa Timur oleh Pemda Tk. 1 Jawa Timur. Oleh karena itu, pemerintah daerah tentu akan banyak memberikan kemudahan bagi industri baru yang akan didirikan di wilayahnya, terutama dalam hal pemberian izin pendirian dan pengoperasian pabrik baru.
7. Keadaan masyarakat
Gresik merupakan kawasan industri, sehingga masyarakatnya telah terbiasa untuk menerima kehadiran suatu pabrik di daerahnya. Disamping itu masyarakat juga dapat mengambil keuntungan dari pendirian pabrik baru.
8. Karakteristik lokasi
Di kawasan industri Gresik telah disediakan tanah yang relatif luas sehingga memungkinkan adanya perluasan pabrik di masa mendatang. Peta lokasi pabrik dapat ditunjukkan pada Gambar 1.3. berikut
commit to user
Gambar 1.3 Peta Lokasi Pabrik 1.4 Tinjauan Pustaka1.4.1 Macam-macam Proses Pembuatan Sabun
Ada beberapa macam proses pembuatan sabun, yaitu: A. Proses Saponifikasi Trigliserida
Proses ini merupakan proses yang paling tua diantara proses-proses yang ada, karena bahan baku untuk proses ini sangat mudah diperoleh. Dahulu digunakan lemak hewan dan sekarang telah digunakan pula minyak nabati. Pada saat ini, telah digunakan proses saponifikasi trigliserida sistem kontinyu sebagai ganti proses saponifikasi trigliserida sistem batch. Reaksi yang terjadi pada proses ini adalah:
CH2COOR1 CH2- OH
CHCOOR2 - OH
CH2COOR3 CH2-OH
commit to user
Proses saponifikasi trigliserida ini adalah mereaksikan trigliserida dengan basa alkali (NaOH, KOH atau NH4OH) pada kondisi operasi suhu 90 o
C dan tekanan 1 atm untuk membentuk sabun dengan produk samping yaitu gliserol. Proses saponifikasi trigliserida berhasil mengkonversi trigliserida menjadi sabun sebesar 99,5%. (Spitz, 2009)
B. Proses Netralisasi Asam lemak
Proses ini menggunakan dua langkah proses yang berbeda, pertama adalah proses hidrolisis dan yang kedua adalah proses netralisasi. Proses hidrolisis adalah proses pembentukan asam lemak dari minyak/lemak dengan bantuan air dengan produk samping yaitu gliserol. Proses hidrolisis Trigliserida menjadi asam lemak pada suhu 260 oC dan tekanan 5 bar dengan konversi mencapai 99%, berikut persamaan reaksi. (Kirk & Othmer, 2008)
RCO-OCH2 CH2 - OH
RCO-OCH + 3 H2O CH - OH
RCO-OCH2 CH2-OH
Trigliserida Asam Lemak Gliserol
Proses selanjutnya adalah proses netralisasi asam lemak menjadi sabun dengan produk samping yaitu air. Suhu reaksi pada proses ini berkisar antara 80-95 oC dan tekanan operasi 1 atm. Dengan persamaan reaksi sebagai berikut. (Kirk & Othmer, 1998)
RCOOH RCOONa + H2O
commit to user
Sodium klorida juga ditambahkan dalam reaksi dan berguna mengurangi viskositas hasil reaksi sehingga memudahkan transportasi hasil reaksi melalui pompa. Reaksi netralisasi berlangsung dalam reaktor sirkulasi yang terdiri dari turbodizer dan mixer. Turbodizer berfungsi menghomogenkan campuran reaktan sehigga reaktan-reaktan tersebut mengawali pembentukan sabun. Sabun tersebut kemudian direaksikan sebagian pada tahap ini, kemudian dialirkan ke mixer dan disirkulasi kembali hingga reaksi netralisasi selesai. Kecepatan putaran pengadukan dalam turbodizer sebesar 40-50 rps dan dalam mixer sebesar 15-20 rps. (Spitz, 2009)
C. Proses Saponifikasi Metil Ester Asam Lemak
Metil ester asam lemak dihasilkan dari reaksi inter-esterifikasi trigliserida dan metanol dengan bantuan katalis tertentu dengan produk samping yaitu gliserol. Katalis yang digunakan pada proses metanolisis trigliserida adalah enzim lipase. (Kent & Riegel, 2007)
Reaksinya adalah sebagai berikut:
RCO - OCH2 CH2 -OH
RCO - OCH + 3CH3 3RCOOCH3 + CH -
RCO - OCH2 CH2 -OH
Trigliserida Metil ester Gliserol
Reaksi saponifikasi metil ester asam lemak dengan basa NaOH menghasilkan sabun dan metanol (Reaksi 2). Reaksi ini dilangsungkan dalam reaktor alir pipa pada suhu 120 oC tekanan 1 atm dengan konversi reaksi yang cukup tinggi. Reaksinya adalah sebagai berikut:
commit to user
RCOOCH3 RCOONa + CH3
(2)
Metil Ester Sabun Metanol
Produk samping Proses Saponifikasi metil ester yaitu metanol dipisahkan dengan menggunakan flash drum, dan kemudian campuran sabun ini dimasukkan kembali ke reaktor alir tubular kedua untuk menyempurnakan reaksi penyabunan. Sabun yang dihasilkan kemudian dikeringkan dalam pengeringan vakum. (Ali, 2005)
Proses ini hampir sama dengan Proses Netralisasi asam lemak (B), perbedaannya terletak pada produk samping yang dihasilkan, yaitu air pada Proses Netralisasi asam lemak (B) dan metanol pada Proses metil ester asam lemak (C).
Proses yang dipilih dalam pra-rancangan ini adalah proses saponifikasi trigliserida dengan mempertimbangkan faktor-faktor berikut:
1. Suhu operasi dan tekanan relatif rendah sehingga lebih hemat dalam pemakaian energi dan desain peralatan lebih sederhana.
2. Proses lebih sederhana dibandingkan dua proses lainnya. Karena proses saponifikasi trigliserida hanya membutuhkan satu reaktor, sedangkan dua proses lainnya membutuhkan dua reaktor.
3. Konversi reaksi saponifikasi trigliserida menjadi sabun sebesar 99,5% sehingga secara ekonomis proses ini sangat layak didirikan dalam skala pabrik.
4. Proses Saponifikasi Trigliserida tidak menggunakan katalis seperti proses saponifikasi Metil ester yang menggunakan katalis yaitu enzim lipase.
commit to user
1.4.2 Kegunaan ProdukKegunaan dari produk utama sabun adalah sebagai alat pembersih tubuh dari kotoran dengan cara mengemulsi kotoran-kotoran berupa minyak ataupun zat pengotor lainnya yang menempel pada permukaan kulit yang sukar larut oleh air. Produk samping yaitu gliserol digunakan sebagai bahan baku industri kosmetik, rokok, farmasi, dan untuk pembuatan nitrogliserin sebagai bahan dasar peledak, dan resin sintesis. (Kirk & Othmer, 1998)
1.4.3 Sifat Fisis dan Kimia Bahan Baku da Produk
1.4.3.1 Sifat Fisika dan Kimia Bahan Baku
1. Refined Bleached Deodorized Palm Stearin (RBDPS) a. Sifat fisika:
Rumus kimia : [CH3(CH2)16CO2]3C3H5 Berat molekul : 890 g/mol
Specific gravity (25oC) : 0,862 Titik leleh : 73,1 °C Titik didih : 310 °C Densitas : 0,862 g/cm3 Angka sabun : 188,8 Angka asam : 197,2 Iodine value : 55
Tegangan muka : 35,4 dyne/cm (20 oC) Berbentuk padatan
commit to user
Berwarna putih kekuningan(Perry, 2008)
b. Sifat kimia :
Tidak larut dalam air, sedikit larut dalam alkohol dingin, sangat larut dalam alkohol panas, dan eter.
Dengan alkohol membentuk ester asam lemak menurut reaksi esterifikasi biasa.
Rantai alkil (R) bisa berupa rantai karbon jenuh atau tak jenuh. Ikatan karbon tak jenuh dapat dihidrogenasi membentuk ikatan jenuh. Ikatan karbon tak jenuh mudah teroksidasi oleh oksigen diudara. Bersifat asam dalam air, dengan air membentuk ion
Bereaksi dengan basa membentuk garam.
(Kirk & Othmer, 1998) 2. Sodium Hidroksida (NaOH)
a. Sifat fisika:
Berat molekul, gr/mol : 40 Spesific gravity : 2,13 Titik leleh pada 1 atm, °C : 318,4 Titik didih pada 1 atm, °C : 1390 Temperatur kritis, °C : 2546 Tekanan kritis, atm : 249,9977 Volume kritis, m3/kmol : 0,2
commit to user
b. Sifat kimia:Termasuk dalam golongan basa kuat, sangat larut dalam air Bereaksi dengan trigliserida membentuk sabun dan gliserol Bereaksi dengan CO2 di udara membentuk Na2CO3 dan air Bereaksi dengan asam membentuk garam
Bereaksi dengan Al2O3 membentuk AlO2- yang larut dalam air Bereaksi dengan halida (X) menghasilkan NaOX dan asam halida Bereaksi dengan ester membentuk garam dan senyawa alkohol
(Kirk & Othmer, 1998) I.4.3.2 Sifat Fisika dan Kimia Produk
1. Sabun Mandi Padat a. Sifat fisika:
Rumus kimia : C17H35COONa Berat molekul, gram/gmol : 306
Specific gravity (25oC) : 0,9 Titik didih : 352 °C Titik beku : 53,5°C Densitas : 0,9124 g/cm3 (Spitz, 2009) b. Sifat kimia: Memiliki pH sekitar 10
Sabun dapat bereaksi dengan air buangan membentuk senyawa garam-garam kalsium dan magnesium yang langsung terendapkan.
commit to user
Sabun memiliki dua bagian, bagian kepala (COONa) yang bersifat polar dan bagian ekor (R-CH3) yang bersifat nonpolar.
Bagian kepala bersifat hidrofil (suka air) dan bagian ekor bersifat hidrofob (takut air) dapat berinteraksi dengan kotoran yang selanjutnya didispersikan ke dalam air.
(Spitz, 2009) 2. Gliserol
a. Sifat fisika:
Rumus kimia : C3H5(OH)3 Berat molekul : 92,09 g/mol Titik didih : 290 oC Titik leleh : 17,9 oC Titik nyala : 160 oC Temperatur kritis : 451,85oC Tekanan kritis : 65,82778 atm Specific gravity (25oC) : 1,26
Densitas : 1,261 g/cm3
(Perry, 2008)
b. Sifat kimia:
Zat cair bening, lebih kental dari air dan rasanya manis Larut dalam air dan alkohol dengan semua perbandingan Tidak larut dalam eter, benzena dan kloroform
commit to user
Senyawa turunan alkohol (polialkohol) dengan tiga gugus OH
(Kirk & Othmer, 1998) Dengan asam nitrat membentuk gliserol trinitrat
Bersifat higroskopis sehingga digunakan sebagai pelembab Bereaksi dengan kalsium bisulfat membentuk akrolein
(Kent & Riegel, 2007) I.4.3.3 Bahan Baku Pembantu
1. Air (H2O) a. Sifat fisika:
Berat molekul, gr/gr-mol : 18
Titik beku pada 1 atm, (°C) : 0 Titik didih normal 1 atm, (°C) : 100 Densitas pada 30°C, (kg/m3) : 995,68 Tegangan permukaan pada 25°C, (dyne/cm) : 71,97 Indeks refraksi pada 25°C : 1,3325 Viskositas pada 3.0°C dan 1 atm, mP : 8,949 Koefisien difusi pada 30°C, (cm2/dt ) : 2,57 x 10-5 Konstanta disosiasi pada 30°C : 10-4
Panas ionisasi, (kJ/mol) : 55,71
Hf° (kkal/mol,250C) : -57,8
Kompresibiliti isotermal, (atm-1) : 45,6 x 10-6 Panas spesifik pada 25°C, (J/g°C) : 4,179 Konduktifitas termal pada 20°C, (1 atm, watt/cm2) : 5,98 x 10-3
commit to user
Konduktifitas elektrik pada 25°C, (1 atm, ohm-1 /cm2) : < 10-8 Berupa zat cair pada suhu kamar
Berbentuk heksagonal
Tidak berbau, berasa, dan tidak berwarna
(Perry, 2008) b. Sifat kimia:
Bereaksi dengan karbon menghasilkan metana, hidrogen, karbon dioksida, monoksida membentuk gas sintetis (dalam proses gasifikasi batubara)
Bereaksi dengan kalsium, magnesium, natrium dan logam-logam reaktif lain membebaskan H2
Air bersifat amfoter
Bereaksi dengan kalium oksida, sulfur dioksida membentuk basa kalium dan asam sulfat
Bereaksi dengan trigliserida (minyak/lemak) menghasilkan asam lemak dan gliserol (reaksi hidrolisis trigliserida)
Air dapat berfungsi sebagai media reaksi dan atau katalis, misalnya dalam reaksi substitusi garam - garam padat dan perkaratan permukaan logam logam
Dengan anhidrid asam karboksilat membentuk asam karboksilat (Kirk & Othmer, 1998)
commit to user
2. Natrium Clorida (NaCl)a. Sifat fisika:
Berat molekul, gr/gr-mol : 58,44 Titik beku pada 1 atm, (°C) : 800,8 Titik didih pada 1 atm, (°C) : 1465,05 Spesific gravity (25 °C) : 2.163 Temperatur kritis, °C : 3126 Tekanan kritis, atm : 354 Volume kritis, m3/kmol : 0,266
(Perry, 2008) b. Sifat kimia:
Larut dalam air, alkohol dan eter
(Lide, 2005) 3. Etilen Diamin Tetra Asetat (EDTA)
a. Sifat fisika:
Rumus molekul : C10H16N2O8 Berat molekul, gr/mol : 292
Temperatur kritis, °C : 535,85 Tekanan kritis atm : 22,00848 Volume kritis, m3/kmol : 0,798 Titik didih pada 1 atm, °C : 388
(Perry, 2008) b. Sifat kimia:
commit to user
Membentuk ion komplek dengan logam - logam golongan transisi Bersifat sebagai antioksidan, mencegah oksidasi berkatiliskan ion
logam
Dapat mencegah penggumpalan darah
Melarutkan kerak logam dengan pembentukan senyawa komplek yang larut
Digunakan sebagai antibasi dalam panganan Larut dalam air
(Kirk & Othmer, 1998)
4. Parfum (Patchouly Oil atau minyak nilam) a. Sifat fisika:
Rumus molekul : C15H26O Berat molekul, gr/mol : 222,37 Spesific gravity, 25°C : 0,95 Titik leleh, °C : 56 Titik didih, °C : 288
Warna : Kuning muda
(Lide, 2005) b. Sifat kimia:
Larut dalam Alkohol dan Eter Tidak larut dalam air
commit to user
5. Filler Inert (Natrium Sulfat)a. Sifat fisika:
Rumus molekul : Na2SO4 Berat molekul, gr/mol : 142 Spesific gravity , 25 °C : 2.7 Titik leleh, °C : 884
Warna : putih
(Lide, 2005) b. Sifat kimia:
Larut dalam Air
Tidak larut dalam alkohol dan eter
(Lide, 2005)
6. Stearic Acid Sifat fisika:
Rumus molekul : CH3(CH2)16CO2H Berat molekul, gr/mol : 284
Spesific gravity , 25 °C : 0,847 Titik leleh, °C : 70 Titik didih, oC : 291
(Perry, 2008) b. Sifat kimia:
Stearic Acid direaksikan dengan basa alkali membentuk sabun dengan produk samping air.
commit to user
(Perry, 2008) I.4.4 Tinjauan Proses Secara Umum
Pembuatan sabun mandi dari RBDPS dengan Natrium Hidroksida merupakan reaksi saponifikasi pada fase cair-cair dengan reaksi:
CH2COOC17H35 CH2- OH
CHCOOC17H35 17H35COONa + CH - OH
CH2COOC17H35 CH2-OH
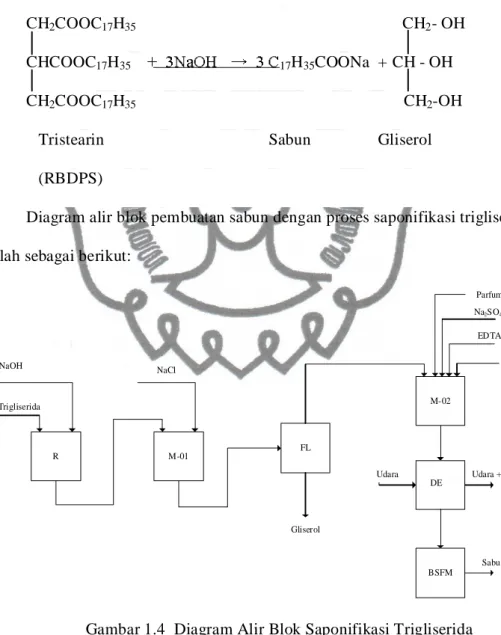
Tristearin Sabun Gliserol (RBDPS)
Diagram alir blok pembuatan sabun dengan proses saponifikasi trigliserida adalah sebagai berikut:
NaOH R M-01 FL M-02 DE BSFM Trigliserida NaCl Gliserol EDTA Na2SO4 Parfum
Udara Udara + Air
Sabun SA
commit to user
Keterangan:BSFM : Mesin Pencetak Sabun DE : Spray Dryer
FL : Dekanter M-01 : Mixer NaCl M-02 : Mixer Zat Aditif R : Reaktor
Tahap pertama dari proses saponifikasi tristearin adalah mereaksikan Tristearin dengan NaOH, untuk membentuk sabun dan gliserol. Reaksi ini mengkonversi lemak/minyak menjadi sabun sebesar 99,5%. Variabel penting yang mempengaruhi proses saponifikasi ini antara lain: suhu operasi, pengadukan, dan konsentrasi reaktan. (Spitz, 2009)
Hasil reaksi kemudian dipompakan ke mixer untuk ditambahkan larutan NaCl (Brine) yang berfungsi sebagai pengendap gliserol pada dekanter. Aliran keluar mixer dialirkan ke dekanter, dekanter adalah pemisah yang bekerja dengan prinsip perbedaan densitas. Kemudian campuran sabun mandi dari dekanter dipompa ke mixer-03 untuk dicampur dengan zat aditif. Zat aditif yang ditambahkan adalah Stearic acid yang digunakan untuk menetralkan NaOH menjadi sabun, EDTA yang berfungsi sebagai surfaktan pada sabun (pembersih dan pemutih) yang dapat menangkat kotoran pada kulit, parfum (patchouli alkohol) yang berfungsi untuk memberi kesegaran dan keharuman pada sabun, dan natrium sulfat sebagai filler (bahan pengisi). Zat aditif ini dicampur dalam tangki pencampur dengan jumlah sesuai dengan spesifikasi mutu yang diinginkan. Sabun kemudian ditransfer ke unit spray dryer untuk mengurangi kadar air dalam sabun, dan dihasilkan sabun berupa serpihan (flake) kemudian dikirim ke unit finishing yang terdiri dari satuan mesin pembentukan sabun batang yang disebut Bar Soap Finishing Machine (BSFM).
commit to user
BAB II
DESKRIPSI PROSES
2.1 Spesifikasi Bahan Baku dan Produk 2.1.1 Spesifikasi Bahan Baku
1. RBDPS (Refined Bleached Deodorized Palm Stearin) Fase : Padat
Warna : Putih kekuningan Kemurnian : minimal 99,9% (w/w) Impuritas : maksimal 0,1% air (w/w)
(PTWilmar Nabati Indonesia) 2. Sodium Hidroksida (NaOH)
Fase : Padat
Warna : Putih Serpihan Kemurnian : minimal 99% (w/w) Impuritas : maksimal 1% berat air
(PTAneka Kimia Inti) 2.1.2 Spesifikasi Bahan Produk
1. Sabun mandi (C17H35COONa) Fase : Padat Warna : Putih
commit to user
Komposisi sabun Sabun : 88,48% Gliserol :0,45% EDTA : 0,2 % Parfum : 1% Filler :0,98% Air : 8% Alkali : 0,45 % Unsaponified FFA : 0,44 % (Spitz, 2009) 2. Gliserol (C3H5(OH)3) Fase : CairWarna : Kuning pucat Kemurnian : minimal 99% (w/w) Impuritas : maksimal 1% berat air
2.1.3 Spesifikasi Bahan Pembantu 1. Air (H2O)
Fase : Cair Warna : Bening
Impuritas : maksimal silika 0,02ppm maksimal oksigen terlarut 1 ppm
commit to user
2. Natrium Klorida (NaCl)Fase: Padat
Warna: Putih kristal
Kemurnian : minimal 99 % (w/w) Impuritas : maksimal 1% berat air
(CV Wahana Jaya Mandiri) 3. EDTA (Etilen Diamin Tetra Asetat)
Fase: Padat Warna: Bening
Kemurnian : minimal 95 % (w/w) Impuritas : maksimal 5% berat air
(CV Humaira Husada) 4. Parfum (Minyak nilam)
Fase: Padat
Warna: Kuning bening
Kemurnian : minimal 95 % (w/w) Impuritas : maksimal 5% berat air
(PT Djasula Wangi) 5. Filler (Natrium sulfat)
Fase: Padat
Warna: Bubuk putih
Kemurnian : minimal 95 % (w/w) Impuritas : maksimal 5% berat air
commit to user
2.2 Konsep Reaksi2.2.1 Dasar Reaksi
Pembuatan sabun mandi dengan proses saponifikasi fase cair dari tristearin (RBDPS) dengan soda kaustik (NaOH) dijalankan dengan sistem kontinyu dan menghasilkan produk samping gliserol. Reaksi yang terjadi pada proses ini adalah:
CH2COOC17H35 CH2- OH
CHCOOC17H35 17H35COONa + CH - OH
CH2COOC17H35 CH2-OH
Tristearin Sabun Gliserol 2.2.2 Kondisi Reaksi
Dalam proses pembuatan sabun dengan reaksi saponifikasi trigliserida, reaksi berlangsung dalam reaktor alir tangki berpengaduk (RATB). Pada umumnya, variabel-variabel proses utama yang cukup menentukan tingkat keberhasilan reaksi saponifikasi adalah sebagai berikut:
1. Suhu operasi
Proses saponifikasi trigliserida dapat berlansung pada suhu kamar dan reaksinya berjalan secara cepat sehingga sesuai untuk produksi skala besar. Pada proses skala industri suhu reaksi saponifikasi berada diatas titik cair RBDPS dan di bawah titik didih air dengan tekanan operasi 1 atm, hal ini bertujuan:
commit to user
Transportasi cairan melalui pompa-pompa dan pipa-pipa lebih mudah karena viskositasnya berkurang.
Jika suhu berada diatas titik didih air maka tekanan dalam reaktor lebih besar dari 1 atm untuk menghindari penguapan air.
Berdasarkan Rule of Thumb, laju reaksi saponifikasi akan meningkat sebesar dua kali lipat setiap kenaikan suhu sebesar 10 oC. Suhu operasi reaksi saponifikasi dapat berlangsung pada kisaran suhu 80-120 oC. Sedangkan suhu operasi yang dipilih adalah 90 oC danpada tekanan atmosferis untuk menjaga fase campuran tetap cair. (Spitz,2009)
2. Pengadukan
Trigliserida sukar larut dalam air, sedangkan basa seperti NaOH sangat larut dalam air. Sehingga jika didiamkan akan terbentuk dua lapisan yang terpisah dan reaksi hanya berlangsung pada daerah batas dua permukaan tersebut, akibatnya reaksi menjadi lambat. Untuk menghindari hal ini maka diperlukan pengadukan agar seluruh partikel reaktan dapat terdispersi satu sama lain, dengan demikian laju reaksi dapat meningkat.
3. Rasio reaktan
Perbandingan reaktan pada proses saponifikasi merupakanperbandingan mol reaktan NaOH terhadap RBDPS sebesar 3:1. Perbandingan reaktan tersebut diambil berdasarkan persamaan stoikiometri reaksi saponifikasi trigliserida. Pada proses saponifikasi ini mol reaktan NaOH diberikan berlebih sebesar 10%. (Spitz,2009)
commit to user
Pembuatan sabun mandi dengan reaksi saponifikasi fase cair dari tristearin (RBDPS) dan soda kaustik (NaOH)dan menghasilkan produk samping gliserol mempunyai konversi reaksi 99,5% dengan waktu tinggal 80 menit pada suhu 90 o
C dan tekanan atmosferis. (Spitz,2009) Persamaan reaksinya sebagai berikut:
CH2COOC17H35 CH2- OH
CHCOOC17H35 3 C17H35COONa + CH - OH
CH2COOC17H35 CH2-OH
Tristearin Sabun Gliserol
Dari persamaan reaksi saponifikasi dapat dilihat 1 mol tristearin direaksikan dengan 3 mol NaOH untuk membentuk 3 mol produk sabun dan 1 mol produk gliserol. Namun sebenarnya mekanisme reaksi saponifikasi tristearin terdiri dari 3 langkah reaksi sebagai berikut:
Langkah 1:
CH2COOR1 CH2COOR2 CHCOOR2 + NaOH R1COONa + CHCOOR3 CH2COOR3 CH2-OH Langkah 2:
CH2COOR1 CH2- OH
CH2COOR2 1COONa + R2COONa + HCCOOR3
commit to user
Langkah 3:CH2COOR1 CH2- OH
CHCOOR2 1COONa+ R2COONa + R3COONa + CH - OH
CH2COOR3 CH2-OH
(Spitz, 2009) 2.2.4 Tinjauan Termodinamika
Tinjauan secara termodinamika ditujukan untuk menentukan sifat reaksi apakah berjalan eksotermis atau endotermis dan arah reaksi apakah reversible atau irreversible, maka perlu perhitungan dengan menggunakan panas pembentukan
f o
) dan energi bebas Gibbs ( Go) dari reaktan dan produk. Pada proses pembentukan sabun mandi, harga fo dan Goadalah sebagai berikut:
Tabel 2.1 F dan F Masing-masing Komponen
Komponen F (kkal/kmol) GF (kkal/mol)
RBDPS -382,46 -531,45
NaOH -101,96 -90,6
Gliserol -159,1 -113,65
Sabun -185,35 -246,02
(Perry, 2008) i. Panas reaksi standar Ro)
HRo = fo produk - fo reaktan
HRo = (3. 0F 0F gliserol) 0F RBDPS + 3. 0F NaOH) = (3(-185,3566) + (-159,1)) (-382,46 + 3(-101,96))
= -26,8338 kkal/kmol
commit to user
dH = Cp.dT H363 = K 363 K 298 dT Cp. H363 - H363 = 32.623,703kkal/kmol 33.368,642 kkal/kmol H363 = -744,939 kkal/kmol HR = Hf o + H363 = - 26,834 - 744,939 = - 771,323kkal/kmolii. Konstanta kesetimbangan (K) pada keadaan standar Gro = - RT ln K298
Dimana:
Gr0 : Energi Gibbs pada keadaan standar (T = 298 K, P = 1 atm), kkal/mol K298 : Konstanta kesetimbangan keadaan standar (T = 298 K, P = 1 atm) T : Suhu standar (298 K)
R : Tetapan Gas Ideal (1,987 kal/mol.K)
Sehingga nilai K dari reaksi tersebut dapat ditentukan, sebagai berikut: Gro = Gfoproduk - Gforeaktan
= ( G0F G0F gliserol) G0F RBDPS G0F NaOH) = (3(-246,02) + -113,65) (-531,45 + 3(-90,6))
commit to user
iii. Konstanta kesetimbangan (K) pada T = 90 oC = 363 K
Dengan:
K298 = Konstanta kesetimbangan pada 298 K K363 = Konstanta kesetimbangan pada suhu operasi T1 = Suhu standar (25 oC = 298 K)
T2 = Suhu operasi (90 oC = 363 K) R = Tetapan Gas Ideal = 1,987 kal/mol.K
HRo = Panas reaksi standar pada 298 K
Karena harga konstanta kesetimbangan relatif besar, maka reaksi berlangsung searah, yaitu ke kanan (irreversible).
2.2.5 Tinjauan Kinetika
Reaksi pembentukan Sabun dari RBDPS dan NaOH, dengan persamaan reaksi:
CH2COOC17H35 CH2-OH
CHCOOC17H35 17H35COONa +CH -OH
CH2COOC17H35 CH2-OH
Tristearin Sabun Gliserol A + 3B 3C + D
commit to user
Pada reaksi ini, digunakan NaOH berlebih sebanyak 1,1 kali kebutuhan stoikiometris. Hal ini membuat kecepatan reaksi ke kanan menjadi lebih besar, reaksi tersebut merupakan reaksi orde 2 dengan perbandingan mol NaOH/mol RBDPS adalah 3,3 : 1. (Spitz, 2009)
Maka, nilai konstanta kecepatan reaksi dapat dicari, sebagai berikut: ) 3 ( ... ... ... ... ... ... X C C x F F F X F F F C (2) ... ... ... X 1 C X 1 F F C A B A0 B A A0 B0 A0 A A0 B0 B B A A A A0 A A
Menghitung waktu tinggal dan volume reaktor V ... (5) A A A0 r X F V ... (6) Subtitusi persamaan (4) ke persamaan (6)
commit to user
A B A 2 A0 A A0 X X 1 kC X F V ...(4) Mencari konstanta kecepatan reaksiA B A 2 A0 A0 X X 1 C F k ...(5)
Konversi (XA) reaksi saponifikasi pembentukan sabun dari RBDPS dan NaOH sebesar 99,5% dengan waktu tinggal ( ) 80 menit dan kondisi operasi suhu 90oC (363 K), tekanan 1 atm,maka nilai konstanta kecepatan reaksi (k) dapat ditentukan.(Spitz,2009). Maka nilai konstanta kecepatan reaksi (k) didapat.
A B A 2 A0 A0 X X 1 C F k k = 0,0222 m3/kmol.s
2.3 Diagram Alir Proses dan Tahapan Proses 2.3.1 Diagram AlirProses
Diagram alir ada tiga macam, yaitu: a. Diagram alir proses (gambar 2.1) b. Diagram alir kualitatif (gambar 2.2) c. Diagram alir kuantitatif (gambar 2.3)
commit to user
2.3.2 Tahapan ProsesProses pembuatan sabun mandi padat dapat dibagi menjadi limatahap proses, yaitu:
1. Tahap persiapan umpan
2. Tahap reaksi saponifikasi tristearin 3. Tahap pemurnian sabun mandi
4. Tahap penambahan zat aditif pada sabun 5. Tahap pengeringan dan finishing sabun
commit to user
3 6 1 ,2 9 0 5 1 ,2 4 5, 3 4 1 3 0 3 13 0 1 9 1 ,2 8 0 2 0commit to user
3 7 G a m b a r 2 .2 D ia g ra m A li r K u al it a ti fcommit to user
3 8 G a m b a r 2 .3 D ia g ra m A li r K u an ti ta ti fcommit to user
2.3.2.1 Tahap Persiapan UmpanUmpan terdiri dari RBDPS (Refined Bleached Deodorized Palm Stearin) dan NaOH. RBDPS dimasukkan ke dalam tangki yang dilengkapi dengan pemanas (Melter), dipanaskan terlebih dahulu menggunakan steam sampai 90oC sebelum dipompa ke dalam reaktor. Sedangkan NaOH dilarutkan dalam air pada suhu kamarsampai konsentrasinya 50% massa. RBDPS dan campuran larutan NaOH kemudian dipompakan ke dalam reaktor.
2.3.2.2Tahap Reaksi Saponifikasi Tristearin
RBDPSdan campuran larutan NaOH dipompakan ke dalam reaktor yang diberi jaket pemanas dengan tujuan untuk menjaga suhu agar tetap pada suhu operasi yaitu 90oC, tekanan armosferis. Konversi reaksi 99,5% dengan waktu tinggal 80 menit. (Spitz, 2009)
2.3.2.3 Tahap PemurnianSabun Mandi
Produk keluar reaktor berupa cairan yang terdiri dari atas sabun, gliserol, air, dan sedikit RBDPS yang belum bereaksi. Hasil reaksi kemudian dipompakan ke mixer untuk ditambahkan larutan NaCl (Brine) yang berfungsi sebagai pengendap gliserol pada dekanter. Aliran keluar mixer-02 dialirkan kedekanter, dekanter adalah pemisah yang bekerja dengan prinsip perbedaan densitas.
Kondisi operasi pada alatdekanter pada suhu 65oC dan tekanan atmosferis. Pada unit ini akan terbentuk dua lapisan, yaitu lapisan bagian atas yang terdiri dari sabun, air, sedikit gliserol, alkalidan sisa RBDPS, sedangkan pada lapisan bagian bawah terdiri dari gliserol, alkali,dan sedikit air yang secara keseluruhan
commit to user
membentuk lapisan yang lebih berat daripada sabun, sehingga berada pada lapisan bagian bawah pada pemisahan statis.
2.3.2.4 Tahap Penambahan Zat Aditif pada Sabun Mandi
Setelah proses pemisahan sabun mandi dari gliserol dan air. Proses selanjutnya adalah penambahan aditif sabun. Zat aditif yang ditambahkan antara lain: Stearic Acid yang berfungsi untuk mengurangi kandungan NaOH, EDTA yang berfungsi sebagai surfaktan pada sabun (pembersih dan pemutih) yang dapat menangkat kotoran pada kulit, pewangi (minyak nilam) yang berfungsi untuk memberi kesegaran dan keharuman pada sabun, dan natrium sulfat sebagai filler (bahan pengisi). Zat tambahan ini dicampur dalam tangki pencampur (mixer) pada suhu 65 oC dan tekanan atmosferis. Jumlah aditif yang ditambahkan sesuai dengan spesifikasi mutu yang diinginkan.
2.3.2.5Tahap Pengeringan dan Finishing Sabun
Pengeringan sabun dilakukan dalam spray dryer. Campuran sabun cair dari tangki pencampur dipompa ke spray dryer, dari unit pengeringan ini dihasilkan sabun berupa serpihan (flake) dan dengan bantuan conveyor dikirim ke unit finishing yang terdiri dari satuan mesin pembentukan sabun batangdan disebut Bar Soap Finishing Machine (BSFM).
commit to user
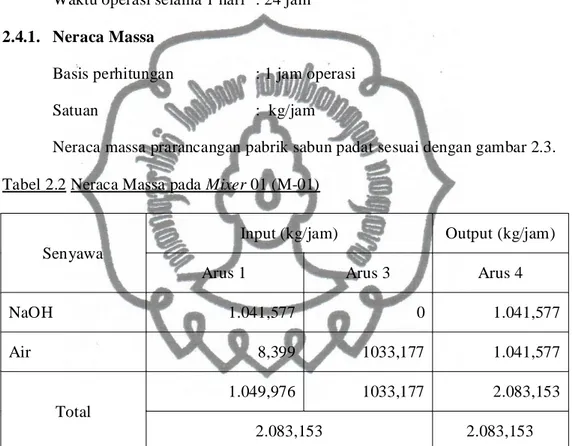
2.4 Neraca Massa dan Neraca PanasProduk : Sabun mandi padat
Kapasitas : 60.000 ton/tahun Satu tahun produksi : 300 hari
Waktu operasi selama 1 hari : 24 jam 2.4.1. Neraca Massa
Basis perhitungan : 1 jam operasi
Satuan : kg/jam
Neraca massa prarancangan pabrik sabun padat sesuai dengan gambar 2.3. Tabel 2.2 Neraca Massa pada Mixer 01 (M-01)
Senyawa
Input (kg/jam) Output (kg/jam)
Arus 1 Arus 3 Arus 4
NaOH 1.041,577 0 1.041,577
Air 8,399 1033,177 1.041,577
Total
1.049,976 1033,177 2.083,153
commit to user
Tabel 2.3 Neraca Massa pada Melter 01 (M-04)Senyawa
Input (kg/jam) Output (kg/jam)
Arus 2 Arus 5
RBDPS 7.024,507 7.024,507
Air 7,032 7,032
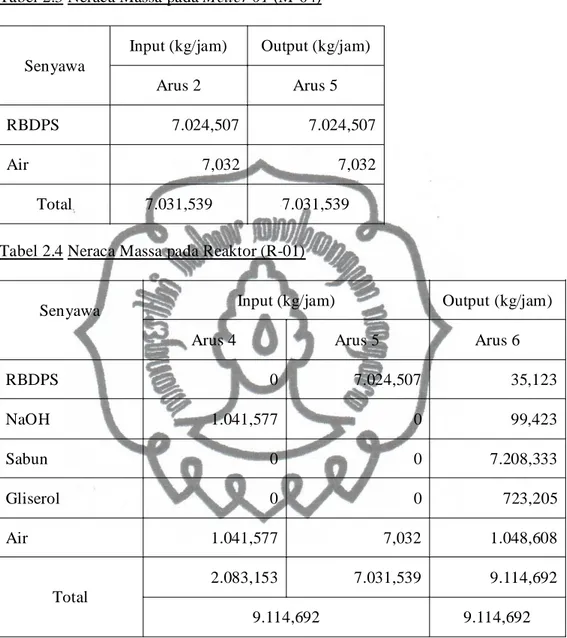
Total 7.031,539 7.031,539 Tabel 2.4 Neraca Massa pada Reaktor (R-01)
Senyawa
Input (kg/jam) Output (kg/jam)
Arus 4 Arus 5 Arus 6
RBDPS 0 7.024,507 35,123 NaOH 1.041,577 0 99,423 Sabun 0 0 7.208,333 Gliserol 0 0 723,205 Air 1.041,577 7,032 1.048,608 Total 2.083,153 7.031,539 9.114,692 9.114,692 9.114,692
commit to user
Tabel 2.5 Neraca Massa pada Mixer 2 (M-02)Senyawa
Input (kg/jam) Output (kg/jam)
Arus 6 Arus 7 Arus 8
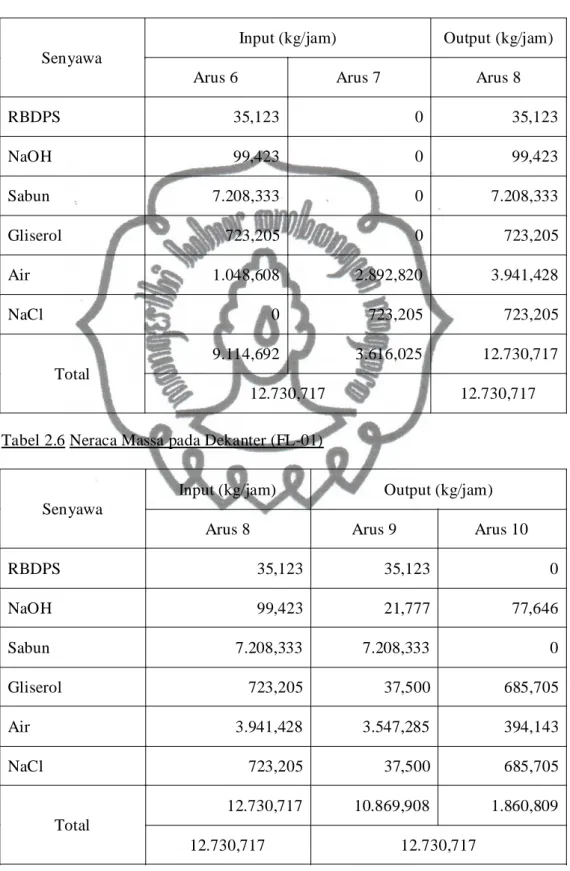
RBDPS 35,123 0 35,123 NaOH 99,423 0 99,423 Sabun 7.208,333 0 7.208,333 Gliserol 723,205 0 723,205 Air 1.048,608 2.892,820 3.941,428 NaCl 0 723,205 723,205 Total 9.114,692 3.616,025 12.730,717 12.730,717 12.730,717
Tabel 2.6 Neraca Massa pada Dekanter (FL-01)
Senyawa
Input (kg/jam) Output (kg/jam)
Arus 8 Arus 9 Arus 10
RBDPS 35,123 35,123 0 NaOH 99,423 21,777 77,646 Sabun 7.208,333 7.208,333 0 Gliserol 723,205 37,500 685,705 Air 3.941,428 3.547,285 394,143 NaCl 723,205 37,500 685,705 Total 12.730,717 10.869,908 1.860,809 12.730,717 12.730,717
commit to user
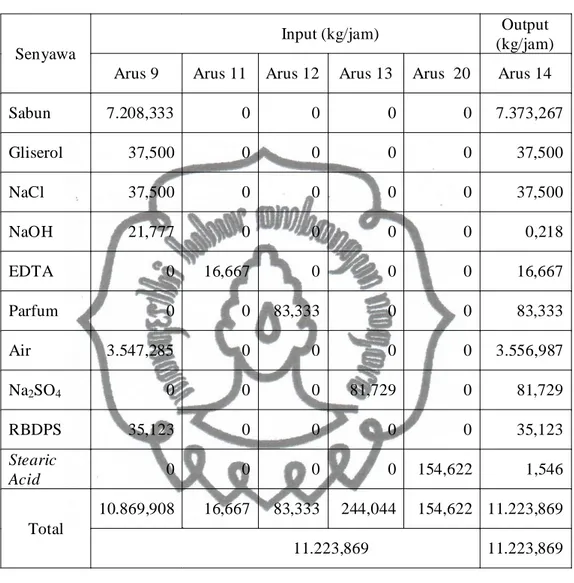
Tabel 2.7 Neraca Massa pada Mixer 3 (M-03)Senyawa
Input (kg/jam) Output
(kg/jam) Arus 9 Arus 11 Arus 12 Arus 13 Arus 20 Arus 14
Sabun 7.208,333 0 0 0 0 7.373,267 Gliserol 37,500 0 0 0 0 37,500 NaCl 37,500 0 0 0 0 37,500 NaOH 21,777 0 0 0 0 0,218 EDTA 0 16,667 0 0 0 16,667 Parfum 0 0 83,333 0 0 83,333 Air 3.547,285 0 0 0 0 3.556,987 Na2SO4 0 0 0 81,729 0 81,729 RBDPS 35,123 0 0 0 0 35,123 Stearic Acid 0 0 0 0 154,622 1,546 Total 10.869,908 16,667 83,333 244,044 154,622 11.223,869 11.223,869 11.223,869
Tabel 2.8 Neraca Massa pada Mixer 05 (M-05)
Senyawa
Input (kg/jam) Output (kg/jam)
Arus 18 Arus 19 Arus 4
NaCl 723,305 0 1.041,577
Air 7,305 2885,515 1.041,577
Total
730,510 2885,515 2.083,153
commit to user
Tabel 2.9 Neraca Massa pada Spray Dryer (DE-01)Senyawa
Input (kg/jam) Output (kg/jam)
Arus 14 Arus 15 Arus 16 Arus 17
Sabun 7.373,267 0,00 0,00 7.373,267 Gliserol 37,500 0 0 37,500 NaCl 37,500 0 0 37,500 NaOH 0,218 0 0 0,218 EDTA 16,667 0 0 16,667 Parfum 83,333 0 0 83,333 Air 3.556,987 720,82 3.611,14 666,67 Na2SO4 81,729 0 0 81,729 RBDPS 35,123 0 0 35,123 Stearic acid 1,546 0 0 1,546 Udara 0 102.974,62 102.974,62 0 Total 11.223,869 103.695,44 106.585,75 8.333,33 114.919,09 114.919,09
commit to user
4 6 T a b el 2 .1 0 T a b e l N e ra ca M a ss a T o ta l N o K o m p o n en In p u t (k g /j a m ) A ru s 1 A ru s 3 A ru s 5 A ru s 1 1 A ru s 1 2 A ru s 1 3 A ru s 1 5 A ru s 1 8 A ru s 1 9 A ru s 2 0 1 R B D P S 0 0 7 .0 2 4 ,5 1 0 0 0 0 0 0 0 2 N aO H 1 .0 4 1 ,5 7 7 0 0 ,0 0 0 0 0 0 0 0 0 3 S ab u n 0 0 0 ,0 0 0 0 0 0 0 0 0 4 G li se ro l 0 0 0 ,0 0 0 0 0 0 0 0 0 5 A ir 8 ,3 9 9 1 0 3 3 ,1 7 7 ,0 3 2 0 0 0 7 2 0 ,8 2 7 ,3 1 2 .8 8 5 ,5 1 5 0 6 N aC l 0 0 0 0 0 0 0 7 2 3 ,2 1 0 0 7 E D T A 0 0 0 1 6 ,6 7 0 0 0 0 0 0 8 P ar fu m 0 0 0 0 8 3 ,3 3 0 0 0 0 0 9 N a2 S O 4 0 0 0 0 0 8 1 ,7 2 0 0 0 0 1 0 S te a ri c A c id 0 0 0 0 0 0 0 0 0 1 5 4 ,6 2 1 1 U d ar a 0 0 0 0 0 0 1 0 2 .9 7 4 ,6 2 0 0 0 Ju m la h 1 0 4 9 ,9 8 1 0 3 3 ,1 7 7 .0 3 1 ,5 4 1 6 ,6 7 8 3 ,3 3 8 1 ,7 2 1 0 3 .6 9 5 ,4 4 7 3 0 ,5 1 0 2 .8 8 5 ,5 1 5 1 5 4 ,6 2 T o ta l 1 1 6 .0 3 3 ,9 8commit to user
4 7 T a b el 2 .1 0 T a b e l N e ra ca M a ss a T o ta l( la n ju ta n ) N o K o m p o n en O u tp u t (k g /j a m ) A ru s 1 0 A ru s 1 6 A ru s 1 7 1 R B D P S 0 0 3 5 ,1 2 2 N aO H 7 7 ,6 4 0 0 ,2 1 8 3 S ab u n 0 0 7 .3 7 3 ,2 6 7 4 G li se ro l 6 8 5 ,7 1 0 3 7 ,5 5 A ir 3 9 4 ,1 4 3 .6 1 1 ,1 4 6 6 6 ,6 7 6 N aC l 6 8 5 ,7 1 0 3 7 ,5 7 E D T A 0 0 1 6 ,6 7 8 P ar fu m 0 0 8 3 ,3 3 9 N a2 S O 4 0 0 8 1 ,7 2 1 0 S te a ri c A ci d 0 0 1 ,5 4 6 1 1 U d ar a 0 1 0 2 .9 7 4 ,6 2 0 Ju m la h 1 .8 6 0 ,8 1 1 0 5 .9 0 7 ,6 7 8 .3 3 3 ,3 3 T o ta l 1 1 6 .0 3 3 ,9 8commit to user
2.4.2. Neraca PanasBasis perhitungan : 1 jam operasi Satuan : kJ/jam Tabel 2.11 Neraca Panas pada Mixer (M-01)
Senyawa
Input (kJ/jam) Output (kJ/jam)
Arus 1 Arus 3 Arus 4
NaOH 7.456,934 0 30.319,468
Air 176,175 21.669,589 88.334,881
Qpelarutan 89.351,649 - -
Total 118.654,349 118.654,349
Tabel 2.12 Neraca Panas pada Melter (M-04)
Senyawa
Input (kJ/jam) Output (kJ/jam)
Arus 2 Arus 5 RBDPS 77.811,069 1.011.543,893 Air 147,478 1.909,968 Steam 2.281.714,078 - Qpeleburan - 1.346.218,764 Total 2.359.672,625 2.359.672,625
commit to user
Tabel 2.13 Neraca Panas pada ReaktorSenyawa
Input (kJ/jam) Output (kJ/jam)
Arus 4 Arus 5 Arus 6
RBDPS 0 1.011.543,893 5.057,719 NaOH 30.319,468 0 9.389,502 Sabun 0 0 936.708,500 Gliserol 0 0 135.834,350 Air 88.334,881 1.909,968 284.832,044 Qreaksi - 884,291 Steam 240.598,197 0 Total 1.372.706,407 1.372.706,407
Tabel 2.14 Neraca Panas pada Mixer 05
Senyawa
Input (kJ/jam) Output (kJ/jam)
Arus 18 Arus 3 Arus 4
NaCl 3.102,178 0 159,069
Air 153,215 60.520,063 3.116,650
Qpelarutan - - 60499,737
commit to user
Tabel 2.15 Neraca Panas pada Mixer (M-02)Senyawa
Input (kJ/jam) Output (kJ/jam)
Arus 6 Arus 7 Arus 8
RBDPS 5.057,719 0 3.164,656 NaOH 9.389,502 0 5.839,869 Sabun 936.708,500 0 586.106,158 Gliserol 135.834,350 0 84.416,350 Air 284.832,044 3.116,650 670.113,601 NaCl 0 159,069 25.457,201 Total 1.375.097,836 1.375.097,836
Tabel 2.16 Neraca Panas pada Dekanter (FL-01)
Senyawa
Input (kJ/jam) Output(kJ/jam)
Arus 8 Arus 9 Arus 10
RBDPS 3.164,656 3.164,656 0 NaOH 5.839,869 1.279,167 4.560,130 Sabun 586.106,158 586.106,158 0 Gliserol 84.416,350 4.377,200 80.039,150 Air 670.113,601 603.102,241 67.011,360 NaCl 25.457,201 1.320,020 24.137,181 Total 1.375.097,836 1.375.097,836
commit to user
Tabel 2.17 Neraca Panas pada Mixer (M-03)Senyawa
Input (kJ/jam) Output
(kJ/jam) Arus 9 Arus 11 Arus 12 Arus 13 Arus 20 Arus 14
RBDPS 3.164,65 0 0 0 0 3.139,27 NaOH 1.279,16 0 0 0 0 12,56 Sabun 586.106,16 0 0 0 0 594.708,80 Gliserol 4.377,20 0 0 0 0 4.286,56 Air 603.102,24 0 0 0 0 602.267,50 NaCl 1.320,02 0 0 0 0 1.296,27 Na2SO4 0 0 0 380,41 0 3.055,63 EDTA 0 107,02 0 0 0 863,54 Parfum 0 0 742,92 0 0 5.994,58 Stearic Acid 0 0 0 0 14.251,32 104,54 Qpelarutan - - - 676,84 - - Qnetralisasi - - - 221,29 Total 1.215.729,24 1.215.729,24
commit to user
Tabel 2.18 Neraca Panas pada Spray Dyer (DE-01)Senyawa
Input (kJ/jam) Output(kJ/jam) Arus 14 Arus 15 Arus 16 Arus 17
RBDPS 3.139,27 0 0 933,733 NaOH 12,56 0 0 3,738 Sabun 594.708,80 0 0 176.887,618 Gliserol 4.286,56 0 0 1.274,976 Air 602.267,50 101.091,999 104.064,271 33.574,449 NaCl 1.296,27 0 0 385,558 Na2SO4 3.055,63 0 0 908,856 EDTA 863,54 0 0 256,849 Parfum 5.994,58 0 0 1.783,004 Stearic Acid 104,54 0 0 31,094 Udara 0 7.569.767,003 1.348.041,00 0 Qpenguapan 7.905.063,119 -- 6.344.173,651 Qhilang -718.404,645 - 871.678,600 Total 8.886.588,243 8.886.588,243
commit to user
5 3 T a b el 2 .1 9 T a b e l N e ra ca P an a s T o ta l N o K o m p o n en In p u t (k J/ ja m ) A ru s 1 A ru s 3 A ru s 5 A ru s 1 1 A ru s 1 2 A ru s 1 3 A ru s 1 5 A ru s 1 8 A ru s 1 9 A ru s 1 R B D P S 0 0 7 7 .8 1 1 ,0 6 9 0 0 0 0 0 0 2 N aO H 7 .4 5 6 ,9 3 4 0 0 0 0 0 0 0 0 3 S ab u n 0 0 0 0 0 0 0 0 0 4 G li se ro l 0 0 0 0 0 0 0 0 0 5 A ir 1 7 6 ,1 7 6 2 1 .6 6 9 ,5 9 0 1 4 7 ,4 7 8 0 0 0 1 0 1 .0 9 1 ,9 9 1 5 3 ,2 2 6 0 .5 2 0 ,0 6 6 N aC l 0 0 0 0 0 0 0 3 .1 0 2 ,1 8 0 7 E D T A 0 0 0 1 0 7 ,0 2 1 0 0 0 0 0 8 P ar fu m 0 0 0 0 7 4 2 ,9 1 8 0 0 0 0 9 N a2 S O4 0 0 0 0 0 3 8 0 ,4 1 0 0 0 1 0 S te a ri c A ci d 0 0 0 0 0 0 0 0 0 1 4 .2 5 1 1 U d ar a 0 0 0 0 0 0 7 .5 6 9 .7 6 7 ,0 0 0 0 1 2 Q p el ar u ta n 8 9 .3 5 1 ,6 4 9 0 0 0 0 6 7 6 ,8 4 0 0 0 1 3 Q st e a m 2 .5 2 2 .3 1 2 ,2 7 5 1 4 Q p el eb u ra n - 1 5 Q p en g u ap a n - 1 6 Q h il an g - 1 7 Q re a k si - T o ta l 1 0 .4 5 7 .5 6 6 ,5 3 4commit to user
5 4 T a b el 2 .1 9 T a b e l N e ra ca P an a s T o ta l (l a n ju ta n ) N o K o m p o n en O u tp u t (k J/ ja m ) A ru s 1 0 A ru s 1 6 A ru s 1 7 1 R B D P S 0 0 9 3 3 ,7 3 3 2 N aO H 5 .5 9 5 ,1 3 0 0 7 1 ,5 1 1 3 S ab u n 0 0 1 7 2 .9 3 0 ,8 0 0 4 G li se ro l 8 0 .0 3 9 ,1 5 0 0 1 .2 7 4 ,9 7 6 5 A ir 6 7 .0 1 1 ,3 6 0 1 2 4 .5 5 7 ,0 1 3 3 3 .5 7 4 ,4 4 9 6 N aC l 2 4 .1 3 7 ,1 8 1 0 3 8 5 ,5 5 8 7 E D T A 0 0 2 5 6 ,8 4 9 8 P ar fu m 0 0 1 .7 8 3 ,0 0 4 9 N a2 S O4 0 0 2 .7 1 3 ,8 5 6 1 0 S te a ri c A ci d 0 0 1 1 U d ar a 0 1 .3 4 8 .0 4 0 ,6 9 9 0 1 2 Q p el ar u ta n 1 3 Q st e a m - 1 4 Q p el eb u ra n 1 .3 4 6 .2 1 8 ,7 6 4 1 5 Q p en g u ap a n 6 .3 2 2 .8 7 8 ,1 4 2 1 6 Q h il an g 8 8 4 .5 5 2 ,6 6 0 1 7 Q re a k si 8 8 4 ,2 9 1 1 8 Q n et ra li sa si 2 2 1 ,2 8 9 T o ta l 1 0 .4 5 7 .5 6 6 ,5 3 4commit to user
2.5 Lay Out Pabrik dan Peralatan Proses2.5.1. Lay Out Pabrik
Lay out pabrik merupakan suatu pengaturan yang optimal dari seperangkat fasilitas-fasilitas dalam pabrik. Tata letak yang tepat sangat penting untuk mendapatkan efisiensi, keselamatan, dan kelancaran kerja dari para karyawan serta keselamatan proses.
Pada prarancangan pabrik ini, tata letak dari pabrik dapat dilihat pada Gambar 2.3. Untuk mencapai kondisi yang optimal, maka hal-hal yang harus diperhatikan dalam menentukan tata letak pabrik ini adalah:
1. Pabrik merupakan pabrik baru (bukan pengembangan) sehingga penentuan lay out tidak dibatasi oleh bangunan yang ada.
2. Kemungkinan perluasan pabrik sebagai pengembangan pabrik di masa mendatang.
3. Fakor keamanan sangat diperlukan untuk bahaya kebakaran dan ledakan, maka perencanaan lay outselalu diusahakan jauh dari sumber api, bahan panas, bahan yang mudah meledak dan jauh dari asap atau gas beracun. 4. Sistem konstruksi yang direncanakan adalah outdooruntuk menekan biaya
bangunan dan gedung, dan juga iklim Indonesia memungkinkan konstruksi secara outdoor.
5. Lahan terbatas sehingga diperlukan efisiensi dalam pemakaian pengaturan ruangan/lahan.
commit to user
Secara garis besar lay out dibagi menjadi beberapa bagian utama, yaitu: 1. Daerah administrasi/perkantoran, laboratorium dan ruang kontrol, merupakan
pusat kegiatan administrasi pabrik yang mengatur kelancaran operasi. Laboratorium dan ruang kontrol sebagai pusat pengendalian proses, kualitas dan kuantitas bahan yang akan diproses serta produk yang dijual.
2. Daerah proses, merupakan daerah dimana alat proses diletakkan dan proses berlangsung.
3. Daerah penyimpanan bahan baku dan produk, merupakan daerah untuk tempat bahan baku dan produk.
4. Daerah gudang, bengkel dan garasi, merupakan daerah yang digunakan untuk menampung bahan-bahan yang diperlukan oleh pabrik dan untuk keperluan perawatan peralatan proses.
5. Daerah utilitas, merupakan daerah dimana kegiatan penyediaan bahan pendukung proses berlangsung dipusatkan.
commit to user
3 9 G a m b a r 2 .4 L a y O u t P ab ri kcommit to user
2.5.2 Lay Out Peralatan ProsesLay out peralatan proses adalah tempat dimana alat-alat yang digunakan dalam proses produksi. Tata letak peralatan proses pada prarancangan pabrik ini dapat dilihat pada Gambar 2.4. Beberapa hal yang harus diperhatikan dalam menentukan lay out peralatan proses pabrik, antara lain:
1. Kelancaran aliran udara di dalam dan di sekitar peralatan proses. Hal ini bertujuan untuk menghindari terjadinya stagnasi udara pada suatu tempat sehingga mengakibatkan akumulasi bahan kimia yang dapat mengancam keselamatan pekerja.
2. Penerangan sebuah pabrik harus memadai dan pada tempat-tempat proses yang berbahaya atau beresiko tinggi perlu adanya penerangan tambahan. 3. Lalu lintas manusia, dalam perancangan lay out peralatan perlu diperhatikan
agar pekerja dapat mencapai seluruh alat proses dengan cepat dan mudah. Hal ini bertujuan apabila terjadi gangguan pada alat proses dapat segera diperbaiki. Keamanan pekerja selama menjalankan tugasnya juga diprioritaskan.
4. Pertimbangan ekonomi, dalam menempatkan alat-alat proses diusahakan dapat menekan biaya operasi dan menjamin kelancaran dan keamanan produksi pabrik.
5. Jarak antar alat proses, alat proses yang mempunyai suhu dan tekanan operasi tinggi sebaiknya dipisahkan dengan alat proses lainnya, sehingga apabila terjadi ledakan atau kebakaran maka kerusakan dapat diminimalkan.
commit to user
5 9 G a m b a r 2 .5 L a y O u t P er a la ta n P ro se scommit to user
BAB III
SPESIFIKASI PERALATAN PROSES
3.1. Mixer - 01
Kode = M-01
Fungsi = Mencampur air dengan NaOH
Bentuk Vessel = Silinder tegak dengan torispherical head and bottom Jumlah = 1
Material = Carbon Steel SA-283 Grade C Kondisi operasi - Tekanan (atm) = 1 - Suhu (oC) = 30 - Waktu (menit) = 15 Dimensi - Volume (m3) = 0,429 - Diameter (m) = 0,817 - Tinggi shell (m) = 0,817 - Tebal shell (m) = 0,005 - Tinggi head (m) = 0,197 - Tebal head (m) = 0,005 - Tinggi total (m) = 1,211 Pengaduk - Diameter (m) = 0,273 - Kecepatan (rpm) = 1036,04 - Daya (hp) = 5,527
- Jenis = Marine propeller dengan 3 blade dan 4 baffle - Jumlah = 1
commit to user
3.2. Mixer - 02Kode = M-02
Fungsi = Mencampur brine dengan larutan sabun
Bentuk Vessel = Silinder tegak dengan torispherical head and bottom Jumlah = 1
Material = Carbon Steel SA-283 Grade C Kondisi operasi - Tekanan (atm) = 1 - Suhu (oC) = 30 - Waktu (menit) = 30 Dimensi - Volume (m3) = 7,343 - Diameter (m) = 2,106 - Tinggi shell (m) = 2,106 - Tebal shell (m) = 0,006 - Tinggi head (m) = 0,425 - Tebal head (m) = 0,006 - Tinggi total (m) = 2,958 Pengaduk - Diameter (m) = 0,702 - Kecepatan (rpm) = 339,908 - Daya (hp) = 15,838
- Jenis = Marine propeller dengan 3 blade dan 4 baffle - Jumlah = 1