RANCANGAN SISTEM KERJA ERGONOMI PADA MANUAL MATERIAL HANDLING DI PENCETAKAN BATU BATA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ANDRIA RIZKI
0 8 0 4 0 3 02 3
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2014
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi reguler strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas sarjana ini adalah “Rancangan sistem kerja ergonomi pada manual material handling di pencetakan batu bata”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih banyak kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Desember 2014
Penulis
UCAPAN TERIMAKASIH
Syukur dan terimakasih penulis ucapkan yang sebesar-besarnya kepada Allah SWT yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana.
3. Prof. Dr. Ir. A.Rahim Matondang ,MSIE selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
4. Ibu Ir. Anizar, M. Kes selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Kedua Orang tua saya yang tiada hentinya mendukung penulis baik secara moril maupun materil sehingga laporan ini dapat diselesaikan. Penulis menyadari tidak dapat membalas segala kebaikan dan kasih sayang dari keduanya, oleh karena itu izinkanlah penulis memberikan karya ini sebagai ungkapan rasa terima kasih kepada beliau.
6. Kedua kakaksayaFitria dan Irayang selalu membantu dan mendukung penulis untuk secepatnya menyelesaikan laporan ini.
7. Bapak Victor selaku pemilik UKM. Kilang Nainggolanyang telah mengizinkan serta membantu penulis melakukan penelitian dan membantu penulis dalam pengumpulan data.
8. Seluruh pekerja di UKM. Kilang Nainggolan yang telah membantu dan membimbing penulis dalam penelitian dan pengumpulan data di lantai produksi
9. Staf pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Bang Kumis, Kak Rahma dan Ibu Ani, terimakasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini. 10. Kepala Laboratorium Studio Audio Visual dan Menggambar bapak Ikhsan
Siregar ST, M.Eng serta rekan-rekan asisten Rozi, Yoga, Nadya, Fuad, Ririn, Shelvi, Fauzi, Amanda, Yesi, Yusuf, Rido, Tika, dan Arif. Trimakasih telah membiri semangat penulis dalam menjalani penelitian.
11. Sahabat saya yang selalu memberi semangat walaupun sudah jarang bertemu Ahmad Bajora Nasution ST, Ira Rumiris Hutagalung ST, T.Fariz Hidayat ST, Tiara Rahmania ST, Yogi Khairi Hasibuan ST, Surya Aditya ST, Hendra
Novirza Chaniaogo ST, Erinsyah ST, Yoseinaita ST, Syumarlin Barat ST, Alamsyah Putra, Hangga Arenji, Tama, Agil, Robi Arianta Sembiring ST, Galih Gemilang ST, Trisnal ST, Caca (Chandara) ST, Fakhri ST, Rifqi ST, Eka ST, Kiky ST, Tanti ST, Gugi ST, Tio ST, Odi ST, Dyah ST, Ajeng ST, Ririn ST, adit ST, ita ST dan teman-teman TI-JOY08 yang tidak dapat disebutkan satu-persatu, terimakasih atas dukungan dan kerjasama yang baik dan masukan atas bantuan dan masukan serta motivasi yang diberikan kepada penulis.
12. Abang-abang dan adik-adik HMI (Himpunan Mahasiswa Islam) -FT USU, rekan-rekan PEMA(Pemerintahan Mahasiswa) FT USU Periode 2012-2013, dan Adik-adik Teknik Lingkungan, trimakasih atas dukungan dan kerjasama yang baik atas bantuan dan masukan serta motivasi yang diberikan kepada penulis.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
DESEMBER 2014
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TRIMAKASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xix
ABSTRAK ... xx
I PENDAHULUAN ... .... I-1
1.1. Latar Belakang ... I-1 1.2. Rumusan Masalah ... I-5 1.3. Tujuan Penelitian ... I-5 1.4. Manfaat Penelitian ... I-5 1.5. Asumsi Masalah dan Batasan ... I-6 1.6. Sistematika Penulisan Tugas Akhir ... I-7
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Organisasi dan Manajemen ... II-1 2.3.1. Struktur Organisasi Perusahaan ... II-2 2.3.2. Deskripsi Tugas dan Tanggung Jawab ... II-3 2.3.3. Pekerja dan Jam Kerja Perusahaan ... II-5
III LANDASAN TEORI ... III-1
3.1. Beban Kerja ... III-1 3.1.1. Faktor – faktor yang Mempengaruhi Beban Kerja... III-1 3.1.2. Penilaian Beban Kerja Fisik ... III-2 3.2. Keluhan Musculoskeletal ... III-2 3.3. Standard Nordic Questionnaire (SNQ) ... III-3 3.4. REBA (Rapid Entire Body Assesment) ... III-5 3.5. Biomekanika ... III-14 3.5.1. Pengertian Biomekanika ... III-14 3.5.2. Keterkaitan Biomekanika dengan Egonomi ... III-15 3.5.3. Ruang Lingkup Biomekanika ... III-17 3.6. Manual Material Handling dan Masalah-masalah Dihadapi ... III-18 3.7. Persamaan Pembebanan RWL (Recommended Weight Limit) ... III-18 3.8. Penentuan Jumlah Sampel dan Teknik Sampling ... III-21 3.8.1. Penentuan Jumlah Sampel ... III-21
3.8.2. Metode Penentuan Jumlah Sampel ... III-22 3.8.3 Metode Sampling ... III-23 3.8.3.1. Populasi,Elemen, dan Sampel ... III-24 3.8.3.2. Probability Sampling ... III-25 3.8.3.3. Non-Probability Sampling ... III-27 3.9. Antropometri ... III-21
3.9.1. Aplikasi Distribusi Normal dalam Penetapan DataAntropometri ... III-33 3.9.2. Aplikasi Antropometri dalam Perancangan Produk ... III-34 3.10. Uji Keseragaman dan Kecukupan Data ... III-38 3.10.1. Pengujian Keseragaman Data ... III-38 3.10.2. Pengujian Keseragam Data ... III-38
IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi dan Waktu Penelitian ... IV-1 4.2. Jenis Penelitian ... IV-1 4.3. Objek Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-2 4.5. Kerangka Konseptual ... IV-2 4.6. Definisi Variabel Operasional ... IV-6 4.7. Rancangan Penelitian ... IV-7 4.8. Pengumpulan Data ... IV-10 4.8.1. Suber Data ... IV-10
4.8.2. Metode Pengumpulan ... IV-11 4.8.3. Instrumen Penelitian ... IV-12 4.8.3.1. Stopwacth... IV-12 4.8.3.1. Kuesioner ... IV-13 4.8.3.3. Meteran ... IV-13 4.8.3.2. Timbangan ... IV-15 4.8.3.5. Jangak Sorong ... IV-16 4.8.3.6. Goniometer ... IV-17 4.8.4. Populasi dan Sampel ... IV-18 4.9. Pengolahan Data ... IV-19 4.9.1. Data Kuesioner ... IV-19 4.9.2. Penilaian Postur Operator ... IV-21 4.9.3. Penilaian Pembebanan ... IV-21 4.9.4. Perancangan Alat bantu Ergonomi dengan Prinsip
Antropometri ... IV-23 4.10. Analisis Pemecahan Masalah ... IV-28 4.11. Kesimpulan dan Saran ... IV-6
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1 5.1.1. Data StandartNordic Questionnaire (SNQ) ... V-1 5.1.2. Elemen Kegiatan pada Kondisi Aktual ... V-3 5.1.3. Data Biomekanika Operator ... V-5
5.1.4. Data Fasilitas Kerja Aktual ... V-7 5.1.5. Data Pengukuran Antropometri ... V-8 5.2. Pengolahan Data
5.2.1. Persentase Keluhan Pekerja Berdasarkan Kuisioner SNQ pada Stasiun Pencetakan ... V-9 5.2.2. Penentuan Level Tindakan Postur Kerja dengan REBA .. V-10 5.2.3. Penilaian Biomekanika Operator ... V-12 5.2.3.1. Penentuan Nilai Recommended Weight Limit
(RWL) dan Lifting Index (LI) ... V-12 5.2.4. Perhitungan Antropometri untuk Perancangan ... V-18 5.2.4.1. Uji Keseragaman Data ... V-18 5.2.4.2 Uji Kecukupan Data ... V-29 5.2.4.3. Uji Kenormalan Data dengan
Kolmogorov-Smirnov ... V-30 5.2.4.4. Penetapan Data Antropometri ... V-31
VI ANALISIS DAN EVALUASI ... VI-1
6.1. Analisis Keluhan Musculoskletal Disorders Berdasarkan SNQ . VI-1 6.2. Analisis Postur Kerja Operator dengan REBA ... VI-2 6.3. Analisis Perhitungan Penentuan Nilai Recommended Weight
Limit (RWL) dan Lifting Index (LI) ... VI-3 6.4. Perancangan Fasilitas Kerja Usulan ... VI-7 6.5. Perbandingan Elemen Gerakan Aktual dengan Usulan ... VI-3
6.6. Perbandingan Hasil Penilaian Postur Kerja Usulan ... VI-17
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Daftar Pekerja ... II-5 3.1. Skor Pergerakan Punggung (Batang Tubuh) ... III-7 3.2. Skor Leher REBA ... III-7 3.3. Skor Kaki (Legs) ... III-8 3.4. Skor Beban ... III-9 3.5. Skor Lengan Atas ... III-9 3.6. Skor Lengan Bawah REBA ... III-10 3.7. Skor Pergelangan Tangan REBA ... III-10 3.8. Coupling ... III-11 3.9. Skor Aktivitas ... III-11 3.10. Perhitungan Grup A Untuk REBA ... III-11 3.11. Perhitungan Grup B Untuk REBA ... III-11 3.12. Skor Akhir REBA ... III-13 3.13. Nilai Level Tindakan REBA ... III-13 3.14. Faktor Pengali Frekuensi (FM) ... III-20 3.15. Faktor Pengali Kopling (CM) ... III-20 3.16. Persentil dan Cara Perhitungan Dalam Distribusi Normal ... III-27 5.1. Data Pengumpulan SNQ Operator ... V-1 5.2. Elemen Kegiatan Pekerja ... V-2 5.3. Data RWL pada Kegiatan Pemindahan Pallet ... V-6
5.4. Rekapitulasi Hasil Kategori Data SNQ ... V-9 5.5. Uraian Elemen Kegiatan ... V-11 5.6. Rekapitulasi Hasil Perhitungan Postur Kerja ... V-12 5.7. Hasil Rekapitulasi Perhitungan Nilai RWL dan LI untuk Situasi
Origin pada Kegiatan Meletakkan Pallet ke Gerobak ... V-18 5.8. Hasil Rekapitulasi Perhitungan Nilai RWL dan LI untuk Situasi
Destination pada Kegiatan Meletakkan Pallet ke Gerobak ... V-18 5.9. Data Pengukurann Dimensi Tubuh Tinggi Siku Berdiri Pekerja
UKM Kilang Nainggolan ... V-20 5.10. Data Pengukurann Dimensi Tubuh Tinggi Siku Berdiri ... V-20 5.11. Data Pengukurann Dimensi Diameter Genggaman Pekerja UKM
Kilang Nainggolan ... V-23 5.12. Data Pengukurann Dimensi Diameter Genggaman ... V-23 5.13. Data Pengukurann Dimensi Lebar Bahu Pekerja UKM Kilang
Nainggolan ... V-27 5.14. Data Pengukurann Dimensi Lebar Bahu ... V-27 5.15. Perhitungan Uji Kecukupan Data... V-30 5.16. Uji Kenormalan Data dengan Kolmogorov-Smirnov Z
Menggunakan Software SPSS 19.0 ... V-31 6.1. Perbandingan Elemen Gerakan Aktual dengan Usulan ... VI-14 6.2. Rekapitulasi Hasil Penilaian Postur Kerja dengan Metode REBA . VI-17
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi UKMKilang Nainggolan ... II-2 3.1. Standard Nordic Questionnaire (SNQ) ... III-4 3.2. Postur Tubuh Bagian Batang Tubuh ... III-7 3.3. Postur Tubuh Bagian Leher ... III-8 3.4. Postur Tubuh Bagian Kaki (Legs) ... III-8 3.5. Postur Lengan Atas ... III -9 3.6. Postur Lengan Bawah REBA ... III-10 3.7. Postur Tubuh Bagian Pergelangan Tangan (Wrist) ... III-10 3.8. Antropometri untuk Perancangan Produk ... III-31 3.9. Kurva Distribusi Normal dengan Persentil 95-th ... III-34 4.1. Kerangka Konseptual Penelitian ... IV-4 4.2. Langkah-langkah Proses penelitian ... IV-9 4.3. StopwatchMerek ROX Tipe SW8-2008 ... IV-12 4.4. Meteran merek ACE ... IV-14 4.5. Meteran Merek ACE ... IV-15 4.6. Timbangan Merek CAMRY ... IV-16 4.7. Jangka Sorong KRISBOW TypeKW0600422 ... IV-17 4.8. Goniometer ... IV-18 4.9. Diagram Alir Penyebaran Kuesioner ... IV-20 4.10. Diagram Alir Penilaian Postur Kerja dengan Metode REBA ... IV-21
4.11. Diagram Alir Penilaian Pembebanan dengan RWL dan LI ... IV-23 4.12. Diagram Alir Uji Keseragaman ... IV-25 4.13. Diagram Alir Uji Kecukupan ... IV-26 4.14. Diagram Alir Uji Kenormalan ... IV-27 4.15. Diagram Perhitungan Percentile ... IV-27 5.1. Fasilitas Kerja Aktual Keseluruhan Operator pada Kegiatan
Pemindahan Pallet ... V-7 5.10. Uji Keseragaman Dimensi Lebar bahu ... V-28 6.1. Perbandingan Persentase Pembobotan Masing-masing Kategori
pada Operator ... VI-1 6.2. Fasilitas Kerja Aktual yang Digunakan Operator pada Proses
Pencetakan ... VI-8 6.3. (a) Fasilitas Kerja Usulan (Trolley) sebelum Diletakkan Pallet
(b) Fasilitas Kerja Usulan (Trolley) sesudah Diletakkan Pallet ... VI-10 6.4. Meja Roller ... VI-10
6.5. Pallet ... VI-11 6.6. Alat Pemotong Tambahan ... VI-11 6.7. Hasil Penggabungan Perancangan Fasilitas ... VI-12 6.8. Fasilitas Kerja Usulan yang Digunakan Operator pada Proses
Pencetakan ... VI-15
ABSTRAK
UKM. Kilang Nainggolanmerupakan usaha yang bergerak di bidang produksi batu bata dengan bahan baku tanah liat.Salah satu kegiatan manual yang dilakukan pada pencetakan yaitu manual material handling. Pekerja sering mengalami keluhan sakit pada beberapa bagian tubuh. Hal ini disebabkan karena fasilitas kerja tidak ergonomis. Tujuan penelitian ini adalah untuk mendapatkan rancangan fasilitas kerja yang ergonomis sesuai dengan antropometri pekerja. Pada stasiun pencetakan batu bata pekerja memindahkan batu bata yang telah dicetak ke gerobak secara manual, dengan berat beban 28,8 kg dan jumlah produksi perhari 24.000 lebih batu bata/hari. Hal ini dilakukan terus-menerus selama 8 jam per hari dan. Pengumpulan data dilakukan dengan wawancara, menyebarkan kuesioner dan mengambil data secara langsung terhadap objek penelitian. Berdasarkan hasil pengumpulan data yang diperoleh, dilakukan uji keseragaman data, kecukupan data, kenormalan data serta melakukan perhitungan persentil yang dianggap mampu mewakili data yang diukur. Berdasarkan hasil standard nordic questionnaire (SNQ) mengindikasikan bahwa pekerja berada pada kategori sangat sakit di bahu kiri, bahu kanan, lengan atas kanan, lengan atas kiri, lengan bawah kanan, lengan bawah kiri, dan pinggang. Indikasi ini menunjukkan bahwa postur kerja dan kondisi kerja pada stasiun pemotongan tidak ergonomis. Penilaian level tindakan postur kerja menggunakan metode rapid entire body assesment (REBA) menunjukan level risiko yang tinggi yaitu bernilai 8-10 artinya pekerja memerlukan perbaikan segera dalam waktu dekat. RWL operator pertama ketika situasi origin sebesar 9,87 Kg dan destination sebesar 6,52 Kg pada kegiatan memindahkan pallet batu bata, nilai LI berturut-turut sebesar 1,46 dan 2,21. Nilai RWL operator kedua pada situasi origin dan destination turut adalah 5,73 Kg dan 5,07 Kg sedangkan nilai LI berturut-turut sebesar 2,51 dan 2,84. Usulan rancangan fasilitas kerja untuk memperbaiki sistem kerja berdasarkan prinsip antropometri yaitu meja roller dengan ukuran 80cm x 90cm x 70cm, trolly dengan ukuran tinggi 86,82cm, diameter genggaman 2,98cm dan lebar 45,95cm, alat potong dengan diameter genggaman 2,98cm dan pallet 103cm x 24cm x 2cm ddan diameter genggaman 2,98.
Kata Kunci :Fasilitas Kerja Krgonomi, Manual Material Handling, Recommended Weight Limit (RWL), Lifting Index (LI), rapid entire body assesment (REBA), Musculoskeletal Disorders (MSDs),
ABSTRAK
UKM. Kilang Nainggolanmerupakan usaha yang bergerak di bidang produksi batu bata dengan bahan baku tanah liat.Salah satu kegiatan manual yang dilakukan pada pencetakan yaitu manual material handling. Pekerja sering mengalami keluhan sakit pada beberapa bagian tubuh. Hal ini disebabkan karena fasilitas kerja tidak ergonomis. Tujuan penelitian ini adalah untuk mendapatkan rancangan fasilitas kerja yang ergonomis sesuai dengan antropometri pekerja. Pada stasiun pencetakan batu bata pekerja memindahkan batu bata yang telah dicetak ke gerobak secara manual, dengan berat beban 28,8 kg dan jumlah produksi perhari 24.000 lebih batu bata/hari. Hal ini dilakukan terus-menerus selama 8 jam per hari dan. Pengumpulan data dilakukan dengan wawancara, menyebarkan kuesioner dan mengambil data secara langsung terhadap objek penelitian. Berdasarkan hasil pengumpulan data yang diperoleh, dilakukan uji keseragaman data, kecukupan data, kenormalan data serta melakukan perhitungan persentil yang dianggap mampu mewakili data yang diukur. Berdasarkan hasil standard nordic questionnaire (SNQ) mengindikasikan bahwa pekerja berada pada kategori sangat sakit di bahu kiri, bahu kanan, lengan atas kanan, lengan atas kiri, lengan bawah kanan, lengan bawah kiri, dan pinggang. Indikasi ini menunjukkan bahwa postur kerja dan kondisi kerja pada stasiun pemotongan tidak ergonomis. Penilaian level tindakan postur kerja menggunakan metode rapid entire body assesment (REBA) menunjukan level risiko yang tinggi yaitu bernilai 8-10 artinya pekerja memerlukan perbaikan segera dalam waktu dekat. RWL operator pertama ketika situasi origin sebesar 9,87 Kg dan destination sebesar 6,52 Kg pada kegiatan memindahkan pallet batu bata, nilai LI berturut-turut sebesar 1,46 dan 2,21. Nilai RWL operator kedua pada situasi origin dan destination turut adalah 5,73 Kg dan 5,07 Kg sedangkan nilai LI berturut-turut sebesar 2,51 dan 2,84. Usulan rancangan fasilitas kerja untuk memperbaiki sistem kerja berdasarkan prinsip antropometri yaitu meja roller dengan ukuran 80cm x 90cm x 70cm, trolly dengan ukuran tinggi 86,82cm, diameter genggaman 2,98cm dan lebar 45,95cm, alat potong dengan diameter genggaman 2,98cm dan pallet 103cm x 24cm x 2cm ddan diameter genggaman 2,98.
Kata Kunci :Fasilitas Kerja Krgonomi, Manual Material Handling, Recommended Weight Limit (RWL), Lifting Index (LI), rapid entire body assesment (REBA), Musculoskeletal Disorders (MSDs),
BAB I
PENDAHULUAN
1.1. Latar Belakang
Manusia sebagai salah satu bagian dari elemen sistem kerja yang dominan dalam menjalankan proses produksi, terutama kegiatan yang bersifat manual. Kegiatan manual dalam proses produksi membuat manusia bekerja lebih ekstra karena kurangnya bantuan mesin dan peralatan. Salah satu bentuk peranan manusia adalah kegiatan manual material handling untuk mendukung transportasi barang.Penggunaan manual material handling yang dominan bukanlah tanpa sebab, manual material handling memiliki keunggulan dalam hal fleksibelitas yang tinggi dan murah bila dibandingkan dengan alat transportasi lainnya.
Kegiatan manual material handling mempunyai faktor beresiko terjadinya MSDs(Musculoskeletal Disorders).Gangguan musculoskeletal adalah cedera pada otot, uratsyaraf, urat daging, tulang, persendian tulang, tulang rawan yang disebabkan olehkegiatan kerja (Apep dan Syafei, 2002). BLS (Bureau Labor Statistics)melaporkan bahwa angka kecelakaan muskuloskeletal saat pengangkatan bebanmencapai 52% ; kegiatan mendorong atau menarik mencapai 13% ; kegiatanmembawa mencapai 10% ; gerakan berulang mencapai 13% ; dan lain-lainnya mencapai 12%.
Indah Pratiwi dan Fariza Rafsanjani (2006) meneliti kegiatan manual material handling di gudang BULOG Sub Depot Logistic Wil III Surakarta Pergudangan Beras 305 Grogol, Sukoharjo.Penelitian ini ditujukan untuk
menganalisis besar beban yang direkomendasikan RWL (Recomended Weight Limit) yang seharusnya diangkat oleh para pekerja dan bagaimana pengaruh beban-beban yang diangkat selama ini oleh para pekerja panggul terhadap kondisi keamanan dan keselamatan kerja, berdasarkan criteria LI (Lifting Index).Dari perhitungan lifting index disimpulkan bahwa proses manual material handling pada gudang bulog Grogol yang dilakukan beresiko mengakibatkan cedera tulang belakang karena nilai LI > 1.
Penelitian lain yang membahas tentang keluhan MSDs adalah penelitian yang dilakukan olehMuhammad Yudhi Setiadi (2012) memberikan usulan perancangan alat bantu pemindahan dengan menggunakan metode REBA dan pendekatan biomekanika. Hasil penelitian dari kegiatan pemindahan batako dari stasiun pengeringan tahap pertama menuju ke stasiun penyiraman dan pengeringan tahap kedua yaitu kegiatan tersebut tergolong ke dalam tingkatan risiko sangat tinggi, serta rekomendasi batas berat beban yang seharusnya diangkat oleh operator adalah 6,76 kg dan sedangkan nilai indeks LI diperoleh lebih besar dari 1 (LI>1) yakni sebesar 3,25. Keadaan tersebut termasuk dalam katagori berbahaya dan dapat menyebabkan risiko MSDs. Permasalahan tersebut dipecahkan dengan alat bantutrolley. Hasil yang di peroleh setelah ada perbaikan yaitu rekomendasi batas berat bebanyang seharusnya diangkat operator menjadi sebesar 25,98 kg dan untuk nilai indeks LI yang diperoleh lebih kecil dari 1(LI<1) yakni sebesar 0,85, keadaan tersebut di kategorikan aman.
UKM.Kilang Nainggolan bergerak dalam bidang pembuatan batu bata yang memiliki 16 karyawan, proses pembuatan batu bata ini terbagi atas 6 stasiun
kerja yaitu stasiun pengadukan manual, pengadukan mesin, pencetakan, penjemuran, pembakaran, dan penyimpanan. Proses pencetakan batu bata pada kilang nainggolan dilakukan dua operator, dimana proses pencetakan diawali dengan operator 1 mengambil pallet kosong dari gerobak dan meletakannya ke mesin cetak. Setelah pallet diletakan operator 2 memulai untuk mencetak batu bata dengan cara menarik tuas mesin kekanan kemudian menariknya kebelakang. Batu bata yang telah dicetak akan di taburi serbuk kayu/pasir diatanya oleh operator 1, kemudian operator 1 dan 2 mengangkat palle batu bata ke gerobak.
Kegiatan manual material handling pada proses pencetakan yaitu pengangkatan dan pemindahan batu bata dari mesin cetak ke gerobak dengan memiliki berat beban total 28,8 kg. Berat beban total terdiri dari batu bata dan palet, dimana terdapat 17 batu bata dengan berat total 23,8 kg sedangkan palet memiliki berat 5 kg. Produksi batu bata per hari yaitu 24.000 dengan jumlah jam kerja 8 jam/hari. Posisi mengankat beban kedua operator berada pada elbow height. HSE (Health Safety Executive)membuat standar beban pengangkatan berdasarkan pada jenis kelamin dan proses pengangkatan. Angkat beban yang baik untuk operator laki-laki pada posisi elbow height adalah 10 kg. Aturan tambahan untuk frekuensi pengangkatan dan penurunan yaitu batas angkat beban dikurangi 30% apabila operasi pengangkatan diulang sekali atau dua kali selama satu menit, dikurangi 50% apabila frekuensi pengangkatan 5-8 kali per menit, dan dikurangi 80% apabila frekuensi pengangkatan lebih dari 12 kali per menit. Pekerjaan dilakukan secara repetitif dengan jam kerja normal 8 jam per hari. Dari hasil pengamatan pendahuluan dengan menyebarkan kusioner SNQ, diperoleh
bahwa operator pencetakan batu bata merasakan keluhan sangat sakit sebesar 10,71% (operator 1), 21,43% (operator 2) dan keluhan sakit sebanyak 21,43% (operator 1), 35,71% (operator 2). Hal ini mengindikasikan adanya keluhan musculoskeletal yang dirasakan operator.
Berdasarkan gambaran kegiatan aktual, terlihat bahwa sistem kerja yang ada di usaha tersebut belum memperhatikan prinsip-prinsip ergonomioleh sebab itu dilakukan pengidentifikasian terhadap resiko gangguan muskuloskeletaldengan menggunakan SNQ(Standard Nordic Quistionaire),penilaian postur tenaga kerja denganmetodeREBA (Rapid Entire Body Assesment) yang merupakan metode penilaian postur untuk menilai faktor risiko gangguan tubuh keseluruhan dan untuk menganalisisbesar beban yang direkomendasikan yaitu dengan mengukur RWL (Recomended Weight Limit) yang seharusnya diangkat oleh para pekerja dan bagaimana pengaruh beban-beban yang diangkat selama ini oleh para pekerja pencetakan batu bata terhadap kondisi keamanan dan keselamatan kerja, berdasarkan criteria LI. Upaya untuk mengendalikanbeban kerja maksimalyang diakibatkan oleh sikap kerja yang bersifat statis dilakukan dengan perbaikan rancangan fasilitas kerja yang sesuai dengan antropometri tenaga kerja.
Gambaran diatas menunjukan perlunya dilakukan evaluasi cara kerja operator. Diharapkan dari evaluasi tersebut dapat mengatasi permasalahan yang ada sehingga dapat memperbaiki sistem kerja dan dapat mereduksi keluhan musculoskeletal pada operator di UKM. Kilang Nainggolan.
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan yang telah diuraikan maka permasalahan yang akan di cari pemecahanya melalui penelitian ini adalah kegiatan pemindahan batu bata secara manual dari mesin pencetakan ke gerobak yang dilakukan berulang-ulang (repetitif) dengan beban kerja fisik 28.8 kg selama 8 jam/hari beresiko menyebabkan Musculoskeletal Disorders.
1.3. Tujuan Penelitian
Tujuan yang ingin dicapai dari pemecahan masalah ini adalah:
1. Penilaian keluhan MSDs (Musculoskeletal Disorders) yang dialami operator di stasiun pencetakan batubata.
2. Penilaian postur kerja operator dengan menggunakan metode REBA.
3. Mengidentifikasipembebanan yang tidak mengandung risiko cidera tulang belakang berdasarkan perhitungan RWL (Recommended Weight Limit)
4. Perancangan alat bantu ergonomis pemindahan secara manual batu bata berdasarkan dimensi dan prinsip data antropometri.
1.4. Manfaat Penelitian
Manfaat dari penelitian ini adalah sebagai berikut : 1. Bagi Perusahaan
Hasil dari penelitian dapat digunakan sebagai masukan untuk merancang alat bantu yang ergonomis untuk mengurangi keluhan MSDs berdasarkan beban kerja yang dilakukan secara berulang-ulang.
2. Bagi Mahasiswa
Penelitian ini bermanfaat untuk memberikan pengalaman dalam menerapkan teori-teori ergonomi, khususnya dalam penilaian beban kerja serta postur kerja, biomekanika, dan perancangan fasilitas kerja berdasarkan dimensi dan prinsip antropometri yang telah didapat di perguruan tinggi kedalam lingkungan industri secara nyata dalam menyelesaikan suatu permasalahan-permasalahan praktis.
3. Bagi Departemen Teknik Industri
Menambah jumlah dan mempengaruhi hasil karya mahasiswa yang dapat menjadi literatur dan referensi penelitian bagi peneliti-peneliti selanjutnya, khususnya dalam bidang Ergonomi dan Perancangam Sistem Kerja di Departemen Teknik Industri.
1.5. Asumsi dan Batasan Masalah
Asumsi-asumsi yang digunakan dalam penelitian adalah:
1. Operator yang diukur berada dalam kondisi yang sehat, dan baik jasmani maupun rohani.
2. Instrumen yang digunakan dalam penelitian ini berada pada kondisi baik dan sesuai standar.
3. Proses produksi tidak mengalami perubahan selama penelitian berlangsung. 4. Prosedur kerja tidak mengalami perubahan selama penelitian berlangsung. 5. Tidak ada pergantian operator selama penelitian berlangsung.
Batasan-batasan pada penelitian ini antara lain:
1. Penelitian hanya dilakukan pada pengukuran dan evaluasi pemindahan batu bata dari mesin pencetakan ke gerobak.
2. Pengukuran hanya dilakukan pada operator yang bertugas pada setasiun pencetakan.
3. Prinsip yang digunakan tidak terbatas pada antropometri statis, yaitu data didapat dari pengukuran dimensi tubuh manusia pada saat diam tetapi juga bergerak bergerak.
4. Rancangan alat bantu usulan di gunakan untuk operator Indonesia. 5. Faktor lingkungan kerja tidak mempengaruhi hasil penelitian.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
UKM Kilang Nainggolan merupakan usaha kecil dan menengah yang bergerak di bidang produksi batu bata.UKM Kilang Nainggolan didirikan pada tahun 1997 oleh bapak Victor Nainggolan sebagai pendiri sekaligus pemilik perusahaan ini. Tahun 2010 UKM kilang nainggolan tidak lagi di pegang oleh bapak victor nainggoal, karena usianya semakin tua ia memutuskan untuk menyewakan usaha batu batanya kepada orang lain. Usaha batu bata ini telah menjadi mata pencaharian bagi 16 orang karyawannya.
2.2. Ruang Lingkup Bidang Usaha
Bahan baku pembuatan batu bata adalah tanah liat yang diperoleh dari daerah perbaungan. Bahan penolong yang digunakan yaitu air.UKM Kilang Nainggolan memproduksi 24.000 batu bata per hari.
2.3. Organisasi dan Manajemen
Organisasi pada dasarnya merupakan tempat atau wadah dimana orang-orang berkumpul, bekerjasama secara rasional dan sistematis, terencana, terorganisasi, terpimpin dan terkendali, dalam memanfaatkan sumber daya yang digunakan secara efisien dan efektif untuk mencapai tujuan organisasi.Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja
dan struktur tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama secara tertentu untuk bersama-sama mencapai tujuan tertentu.
2.3.1 Struktur Organisasi Perusahaan
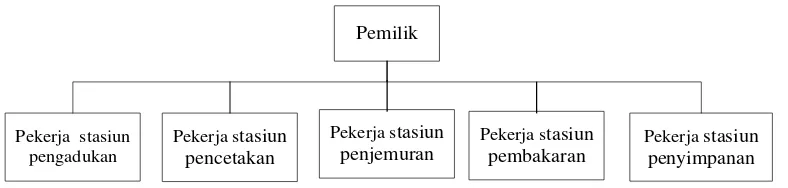
Struktur organisasi merupakan gambaran mengenai pembagian tugas serta tanggung jawab kepada individu maupun bagian tertentu dari organisasi. Struktur organisasi UKM Kilang Nainggolan adalah line structure karena pimpinan umumnya adalah pemilik dari perusahaan itu sendiri. Semua keputusan baik yang bersifat strategis maupun operasional akan diambil sendiri oleh pemilik. Strategi utama yang diterapkan pada tipe organisasi usaha semacam ini adalah bagaimana perusahaan dapat terus dijalankan dan tetap ada permintaan di pasar.
Struktur organisasi UKM Kilang Nainggolan dapat dilihat pada Gambar 2.1.
Gambar 2.1. Struktur Organisasi UKM Kilang Nainggolan
2.3.2. Deskripsi Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab pada UKM Kilang Nainggolan dibagi menurut fungsi yang telah ditetapkan perusahaan. Adapun tugas dan tanggung jawab setiap bagian dalam perusahaan adalah sebagai berikut:
1. Pemilik
Pimpinan tertinggi dalam perusahaan ini adalah pemilik UKM Kilang Nainggolan yang memiliki keseluruhan modal selama proses produksi berlangsung. Pemilik bertanggung jawab untuk memberikan upah dan memperhatikan kesejahteraan operator yang bekerja
Adapun tugas pemilik adalah sebagai berikut:
a. Bertugas mengawasi jalannya proses produksi dan kinerja dari operator. b. Merencanakan, mengarahkan, menganalisa dan mengevaluasi serta
menilai kegiatan-kegiatan yang berlangsung pada perusahaan.
c. Bertugas mengawasi kebijaksanaan dan tindakan setiap pekerja dan menjalin hubungan baik.
2. Pekerja stasiun pengadukan
Pekerja stasiun pengadukan memiliki tanggung jawab atas semua hal yang berhubungan dengan pencampuran tanah liat dan air.
Adapun tugas pekerja pada stasiun pengadukan adalah sebagai berikut: a. Mengaduk dan mencampur tanah liat dengan air .
b. Memasukan adukan tanah liat ke dalam mesin cetak.
3. Pekerja stasiun pencetakan
Pekerja stasiun pencetakan memiliki tanggung jawab atas semua hal yang berhubungan dengan pembentukan tanah liat menjadi batu bata.
Adapun tugas pekerja pada stasiun pencetakan adalah sebagai berikut: a. Mencetak tanah liat
b. Mengangkat batu bata hasil cetakan ke gerobak 4. Pekerja stasiun penjemuran
Pekerja stasiun penjemuran memiliki tanggung jawab atas semua hal yang berhubungan dengan pengeringan batu bata basah.
Adapun tugas pekerja pada stasiun penjemuran adalah sebagai berikut:
a. Mengangkat batu bata basah dari stasiun pencetakan ke setasiun pengeringan.
b. Mengangkat dari setasiun penjemuran ke stasiun pembakaran. 5. Pekerja stasiun pembakaran
Pekerja stasiun pembakaran memiliki tanggung jawab atas semua hal yang berhubungan dengan pemasakan batu bata.
Adapun tugas pekerja pada stasiun pembakaran adalah sebagai berikut: c. Menyusun batu bata yang akan di bakar.
d. Membakar batu bata. 6. Pekerja stasiun penyimpanan
Pekerja stasiun penyimpanan memiliki tanggung jawab atas semua hal yang berhubungan dengan penyimpanan batu bata.
Adapun tugas pekerja pada stasiun penyimpanan adalah sebagai berikut: a. Mengangkat batu bata dari stasiun pembakaran ke penyimpanan.
b. Menyusun batu bata di stasiun penyimpanan.
2.3.3 Pekerja dan Jam Kerja Perusahaan
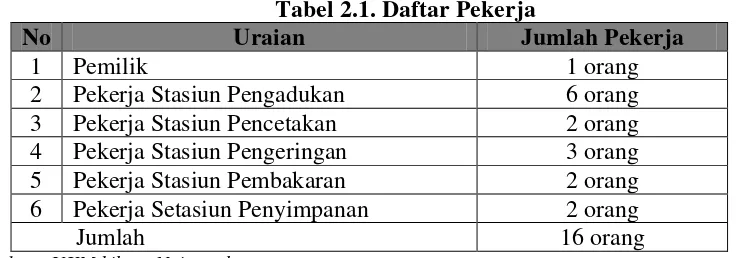
Jumlah pekerja yang dibutuhkan agar usaha ini berjalan dapat dilihat pada Tabel 2.1:
Tabel 2.1. Daftar Pekerja
No Uraian Jumlah Pekerja
1 Pemilik 1 orang
2 Pekerja Stasiun Pengadukan 6 orang
3 Pekerja Stasiun Pencetakan 2 orang
4 Pekerja Stasiun Pengeringan 3 orang
5 Pekerja Stasiun Pembakaran 2 orang
6 Pekerja Setasiun Penyimpanan 2 orang
Jumlah 16 orang
Sumber : UKM kilang Nainggolan
Adapun jam kerja pada UKM kilang nainggolan adalah 8 jam kerja yaitu mulai pukul 08.00 WIB–17.00 WIB dan satu jam istirahat pukul 12.00WIB – 13.00 WIB.
BAB III
LANDASAN TEORI
3.1. Beban Kerja
Tubuh manusia dirancang untuk dapat melakukan aktivitas pekerjaan sehari-hari. Adanya massa otot yang bobotnya hampir lebih dari separuh beban tubuh, memungkinkan kita untuk dapat menggerakkan dan melakukan pekerjaan. Pekerjaan disatu pihak mempunyai arti penting bagi kemajuan dan peningkatan prestasi, sehingga mencapai kehidupan yang produktif sebagai satu tujuan hidup. Dipihak lain, bekerja berarti tubuh akan menerima beban dari luar tubuhnya. Dengan kata lain bahwa setiap pekerjaan merupakan beban bagi yang bersangkutan. Beban tersebut dapat berupa beban fisik maupun mental.
Dari sudut pandang ergonomi, setiap beban kerja yang diterima oleh seseorang harus sesuai atau seimbang baik dalam kemampuan fisik, maupun kognitif, maupun keterbatasan manusia yang menerima beban tersebut. Kemampuan kerja seorang tenaga kerja berbeda dari satu kepada yang lainnya dan sangat tergantung dari tingkat ketrampilan, kesegaran jasmani, usia dan ukuran tubuh dari pekerja yang bersangkutan.
3.1.1 Faktor – faktor yang Mempengaruhi Beban Kerja
Menurut Rodhal (1989), Adiputra (1998) dan Manuaba (2000) dalam Tarwaka, dkk (2004 : 95), bahwa secara umum hubungan antara beban kerja dan kapasitas kerja dipengaruhi oleh berbagai faktor yang sangat kompleks, baik faktor internal maupun faktor eksternal.
3.1.2. Penilaian Beban Kerja Fisik
Menurut Astrand and Rodhal (1977) dalam Tarwaka, dkk bahwa penilaian beban kerja dapat dilakukan dengan dua metode secara objektif, yaitu metode penilaian langsung dan metode penilaian tidak langsung.
3.2. Keluhan Musculoskeletal1
1. Peregangan otot yang berlebihan
Pekerja yang melakukan kegiatan berulang-ulang dalam satu siklus sangat rentan mengalami gangguan musculoskeletal (Tarwaka, 2004). Keluhan musculoskeletal adalah keluhan pada bagian–bagian otot rangka yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat sakit.Apabila otot menerima beban statis secara berulang dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilahkan dengan keluhan musculoskeletaldisorsders (MSDs) atau cidera pada sistem musculoskeletal. Apabila pekerjaan berulang tersebut dilakukan dengan cara yang nyaman, sehat dan sesuai dengan standar yang ergonomis, maka tidak akan menyebabkan gangguan musculoskeletal dan semua pekerjaan akan berlangsung dengan efektif dan efisien.
Peter Vi (2000) menjelaskan bahwa, terdapat banyak faktor yang dapat menyebabkan terjadi keluhan musculoskeletal sebagai berikut:
1
Tarwaka, dkk. 2004. Ergonomi untuk Keselamatan Kerja dan Produkstivitas. Hal 117.
2. Aktivitas berulang
3. Sikap kerja tidak alamiah
4. Faktor penyebab sekunder
3.3. Standard Nordic Questionnaire (SNQ)
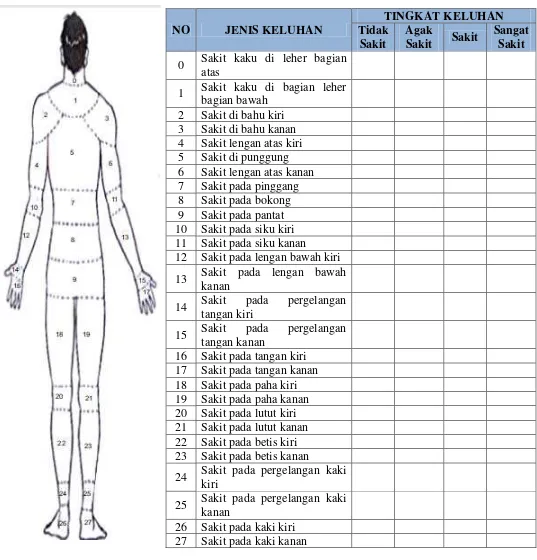
Standard Nordic Questionnaire (SNQ)merupakan alat yang dapat mengetahui bagian-bagian otot yang mengalami keluhan dengan tingkat keluhan mulai dari Tidak Sakit (TS), agak sakit (AS), Sakit (S) dan Sangat Sakit (SS). Dengan melihat dan menganalisis peta tubuh seperti pada Gambar 3.1. maka dapat diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja(Tarwaka;2004)2
2
Tarwaka, Dkk. 2004. “Ergonomi untuk Keselamatan, Kesehatan Kerja dan Produktivitas”.Surakarta : Uniba Press
Cara ini merupakan cara yang cukup sederhana dan mengandung nilai subjektivitas yang tinggi. Untuk menekankan bias yang terjadi, maka sebaiknya pengukuran dilakukan sebelum dan sesudah melakukan aktivitas kerja. Cara ini dilakukan agar dapat diketahui perbedaan sebelum dan sesudah berkerja agar dapat diketahui perbandingannya.
Gambar 3.1.Standard Nordic Questionnaire (SNQ) 6 Sakit lengan atas kanan 7 Sakit pada pinggang 8 Sakit pada bokong 9 Sakit pada pantat 10 Sakit pada siku kiri 11 Sakit pada siku kanan
12 Sakit pada lengan bawah kiri 13 Sakit pada lengan bawah
kanan
14 Sakit pada pergelangan tangan kiri
15 Sakit pada pergelangan tangan kanan
16 Sakit pada tangan kiri 17 Sakit pada tangan kanan 18 Sakit pada paha kiri 19 Sakit pada paha kanan 20 Sakit pada lutut kiri 21 Sakit pada lutut kanan 22 Sakit pada betis kiri 23 Sakit pada betis kanan
24 Sakit pada pergelangan kaki kiri
25 Sakit pada pergelangan kaki kanan
26 Sakit pada kaki kiri 27 Sakit pada kaki kanan
3.4. REBA (Rapid Entire Body Assesment)3
Metode ergonomi tersebut mengevaluasi postur, kekuatan, aktivitas dan faktor coupling yang menimbulkan cidera akibat aktivitas yang berulang–ulang. Penilaian postur kerja dengan metode ini dengan cara pemberian skor risiko antara satu sampai lima belas, yang mana skor yang tertinggi menandakan level yang mengakibatkan risiko yang besar (bahaya) untuk dilakukan dalam bekerja. Hal ini berarti bahwa skor terendah akan menjamin pekerjaan yang diteliti bebas dari ergonomic hazard. REBA dikembangkan untuk mendeteksi postur kerja yang berisiko dan melakukan perbaikan segera. REBA dikembangkan tanpa membutuhkan piranti khusus. Ini memudahkan peneliti untuk dapat dilatih dalam melakukan pemeriksaan dan pengukuran tanpa biaya peralatan tambahan. Pemeriksaan REBA dapat dilakukan di tempat yang terbatas tanpa menggangu
Menurut Mc Atamney dan Hignett (2000), rapid entire body assessment (REBA) adalah sebuah metode yang dikembangkan dalam bidang ergonomi dan dapat digunakan secara cepat untuk menilai posisi kerja atau postur leher, punggung, lengan, pergelangan tangan dan kaki seorang operator. Selain itu metode ini juga dipengaruhi faktor coupling, beban eksternal yang ditopang oleh tubuh serta aktivitas pekerja. Penilaian dengan menggunakan REBA tidak membutuhkan waktu yang lama untuk melengkapi dan melakukan scoring general pada daftar aktivitas yang mengindikasikan perlu adanya pengurangan risiko yang diakibatkan postur kerja operator.
3
Neville Stanton, et all.Handbook of Human Factors and Ergonomic Methods,(Florida : CRC PRESS, 2005), h. 8.1 – 8.10.
pekerja. Pengembangan REBA terjadi dalam empat tahap. Tahap pertama adalah pengambilan data postur pekerja dengan menggunakan bantuan video atau foto, tahap kedua adalah penentuan sudut–sudut dari bagian tubuh pekerja, tahap ketiga adalah penentuan berat benda yang diangkat, penentuan coupling, dan penentuan aktivitas pekerja. Dan yang terakhir, tahap keempat adalah perhitungan nilai REBA untuk postur yang bersangkutan. Dengan didapatnya nilai REBA tersebut dapat diketahui level risiko dan kebutuhan akan tindakan yang perlu dilakukan untuk perbaikan kerja.
Penilaian postur dan pergerakan kerja menggunakan metode REBA melalui tahapan–tahapan sebagai berikut:
Tahap 1 : Pengambilan data postur pekerja dengan menggunakan bantuan video atau foto.
Untuk mendapatkan gambaran sikap (postur) pekerja dari leher, punggung, lengan, pergelangan tangan hingga kaki secara terperinci dilakukan dengan merekam atau memotret postur tubuh pekerja. Hal ini dilakukan supaya peneliti mendapatkan data postur tubuh secara detail (valid), sehingga dari hasil rekaman dan hasil foto bisa didapatkan data akurat untuk tahap perhitungan serta analisis selanjutnya.
Tahap 2 : Penentuan sudut-sudut dari bagian tubuh pekerja.
Setelah didapatkan hasil rekaman dan foto postur tubuh dari pekerja dilakukan perhitungan besar sudut dari masing – masing segmen tubuh yang meliputi punggung (batang tubuh), leher, lengan atas, lengan bawah, pergelangan tangan
dan kaki. Pada metode REBA segmen – segmen tubuh tersebut dibagi menjadi dua kelompok, yaitu grup A dan B. Grup A meliputi punggung (batang tubuh), leher dan kaki. Sementara grup B meliputi lengan atas, lengan bawah dan pergelangan tangan. Dari data sudut segmen tubuh pada masing–masing grup dapat diketahui skornya, kemudian dengan skor tersebut digunakan untuk melihat tabel A untuk grup A dan tabel B untuk grup B agar diperoleh skor untuk masing– masing tabel.
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi dan Waktu Penelitian
Pengambilan data dilaksanakan di UKM. Kilang Nainggolan yang berada di desa Jatimulyo, Kec.Perbaungan, Kab.Deli Serdang. Penelitian ini dilakukan mulai bulan Mei-Desember 2014.
4.2. Jenis Penelitian4
Menurut metode penelitian, jenis penelitian ini merupakan penelitian correlational research karena penelitian ini bertujuan untuk memperbaiki metode kerja yang lebih efisien dengan melakukan perancangan alat bantu pemindahan batu bata yang ergonomi. Sedangkan berdasarkan tingkat eksplanasi, penelitian ini mengacu pada penelitian deskriptif karena penelitian ini akan memaparkan setiap variabel yang mempengaruhi masalah yang ada sekarang secara sistematis dan aktual sesuai data yang ada.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah operator yang bekerja pada stasiun pencetakan untuk mengangkat pallet yang berisi batu bata dari mesin pencetakan menuju ke gerobak.Keduaoperator memindahkan pallet batu bata secara manual dengan jarak lebih kurang 80 cm.
4
Sukaria Sinulingga. Metode Penelitian. (Cet I; Medan: USU Press, 2011)
4.4. Variabel Penelitian
Variabel yang digunakan dalam penelitian ini yaitu variabel independen dan variabel dependen.
1. Variabel independen yang dipakai yaitu:
a. Variabel aktivitas pekerjaan meunjukan kegiatan yang dilakukan operator selama melakukan produksi.
b. Variabel posisi kerja menunjukan posisi tubuh operator ketika melakukan kegiatan.
b. Variabel coupling menunjukan keadaan pegangan pada obyek yang di genggam.
c. Variabel berat benda menunjukan berat beban yang diangkat operator selama melakukan kegiatan produksi.
d. Variabel jarak horizontal menunjukan jarak benda dengan operator secara horizontal.
e. Variabel jarak vertikal menunjukan jarak antar lantiai dengan pegangan secara vertikal.
f. Variable destination menunjukan jarak lintasan dari tempat awal ketempat yang akan dituju.
g. Variabel sudut putar menunjukan sudut yang terbentuk saat meindahkan obyek.
h. Variabel frkuensi menunjukan durasi pengangkatan permenit
i. Variabel klasifikasi pegangan menunjukan katigori pegangan operator baik, sedang atau buruk.
j. Variabel faktor pengali horizontal menunjukan jarak horizontal antara badan dengan operator yang mempertimbangkan nilai konstanta.
k. Variabel faktor pengali vertikal menunjukan jarak vertikal antar lantiai dengan pegangan yang mempertimbangkan nialai konstanta.
l. Variabel faktor pengali asimetrik menunjukan sudut yang terbentuk saat meindahkan obyek dengan mempertimbangkan konstanta.
m. Variabel faktor pengali destination menunjukan jarak lintasan dari tempat awal ketempat yang akan dituju dengan mepertimbangkan nilai konstanta. n. Variabel level resiko pekerjaan menunjukan rekomendasi tindakan yang
ahrus dilakukan dengan mempertimbangkan aktivitas pekerjaan, posisi kerja, coupling, dan berat benda.
o. Variabel pembebanan menunjukan berat beban yang masih aman untuk dikerjakan oleh pekerja dalam waktu tertentu tanpa mmengakibatkan resiko low back pain.
p. Variabel dimensi tubuh menujukan ukuran bagian tubuh yang menggunakan alat.
2. Variabel Dependen
a. Rancangan alat bantu ergonomis meunjukan hasil perbaikan rancangan alat pemotong dan peralatan manual material handling.
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Data Standard Nordic Questionare (SNQ)
Standard Nordic Questionare (SNQ) dibuat untuk mengetahui keluhan yang dialami oleh operator selama melaksanakan kegiatan pencetakan batu bata.Pengumpulan data SNQ diberikan kepada dua orang operator.Pengambilan data SNQ hanya dilakukan sebanyak satu kali.Format standard SNQ dapat dilihat pada Lampiran 1.Gambar keluhan SNQ operator dapat dilihat pada Lampiran 2.Sedangkan hasil rekapitulasi SNQ tersebut dapat dilihat pada Tabel 5.1.
Tabel 5.1.Data Pengumpulan SNQ Operator
Keterangan nomor dimensi tubuh: 0 = Sakit kaku di leher bagian atas
1 = Sakit kaku di bagian leher bagian bawah 2 = Sakit di bahu kiri
3 = Sakit di bahu kanan 4 = Sakit lengan atas kiri 5 = Sakit di punggung 6 = Sakit lengan atas kanan 7 = Sakit pada pinggang 8 = Sakit pada bokong
9 = Sakit pada pantat 10 = Sakit pada siku kiri 11 = Sakit pada siku kanan
12 = Sakit pada lengan bawah kiri 13 = Sakit pada lengan bawah kanan 14 = Sakit pada pergelangan tangan kiri 15 = Sakit pada pergelangan tangan kanan 16 = Sakit pada tangan kiri
24 = Sakit pada pergelangan kaki kiri 25 = Sakit pada pergelangan kaki kanan 26 = Sakit pada kaki kiri
27 = Sakit pada kaki kanan
Penilaian berdasarkan kuisioner SNQ untuk pembobotan masing-masing kategori berikut :
Tidak sakit : bobot 1 Agak sakit : bobot 2
Sakit : bobot 3 Sangat sakit : bobot 4
Kategori yang dirasakan saat bekerja adalah sebagai berikut:
1. Tidak sakit, artinya bahwa operator tidak terasa nyeri sedikitpun pada bagian tubuh karena kontraksi otot yang terjadi berjalan normal.
2. Agak sakit, artinya bahwa operator mulai terasa nyeri, namun rasa nyeri yang timbul tidak membuat operator jenuh atau cepat lelah.
3. Sakit artinya bahwa operator merasakan nyeri yang cukup hebat dan keadaan ini membuat operator mulai jenuh dan cepat lelah.
4. Sangat sakit artinya bahwa operator merasakan nyeri yang sangat luar biasa disertasi dengan ketegangan (kontraksi otot yang sangat hebat) sehingga membuat operator merasakan jenuh dan kelelahan yang cukup besar.
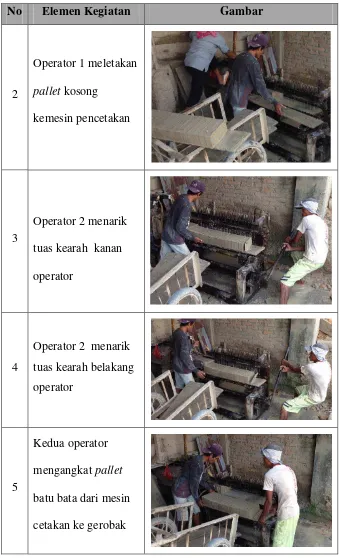
5.1.2. Elemen Kegiatan pada Kondisi Aktual
Elemen kegiatan yang dilakukan oleh pekerja ditunjukkan di Tabel 5.2.
Tabel 5.2. Elemen Kegiatan Pekerja
No Elemen Kegiatan Gambar
1
Operator 1
mengambil pallet dari gerobak
Tabel 5.2. Elemen Kegiatan Pekerja (Lanjutan)
No Elemen Kegiatan Gambar
2
Operator 1 meletakan pallet kosong
kemesin pencetakan
3
Operator 2 menarik tuas kearah kanan operator
4
Operator 2 menarik tuas kearah belakang operator
5
Kedua operator mengangkat pallet batu bata dari mesin cetakan ke gerobak
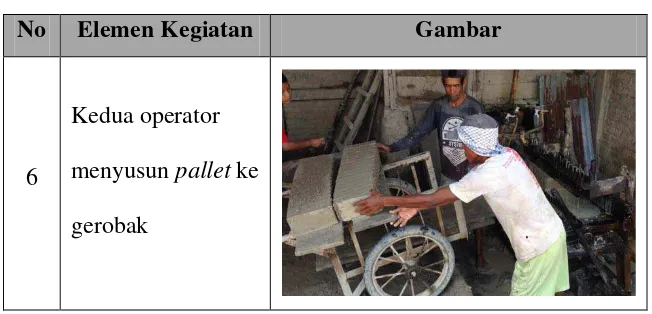
Tabel 5.2. Elemen Kegiatan Pekerja (Lanjutan)
No Elemen Kegiatan Gambar
6
Kedua operator menyusun pallet ke gerobak
Sumber: Pengumpulan Data
5.1.3. Data Biomekanika Operator
Data pengukuran variabel-variabel pekerjaan diambil dari operator bagian pemindahan batu bata yang bertugas mengangkat batu batadari mesin pencetakan menuju gerobak. Adapun data pengukuran Recommended Weigth Limit (RWL) yang diperoleh pada saat melakukan pengamatan adalah sebagai berikut:
1. Data Recommended Weigth Limit (RWL)
Data RWL dapat dibedakan menjadi 2, yaitu ketika pada posisi awal sebelum pengangkatan pallet (origin) dan pada posisi setelah pengangkatan pallet (destination) dari mesin pencetakan ke geronbak dapat dilihat pada Tabel 5.3.
BAB VI
ANALISIS PEMECAHAN MASALAH
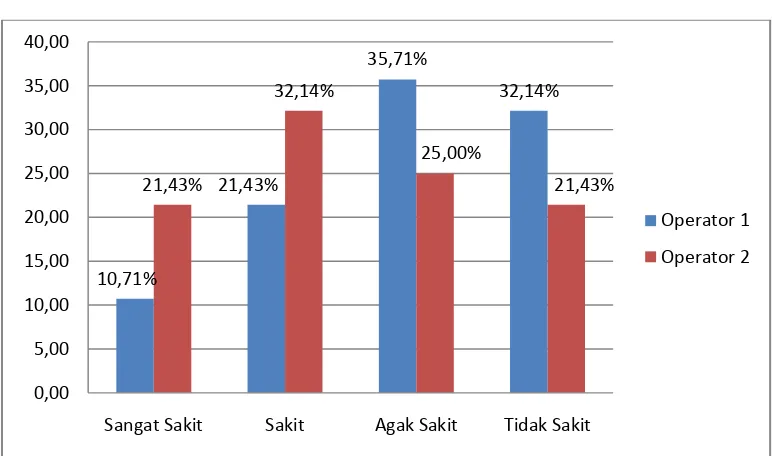
6.1. Analisis Keluhan Musculoskletal Disorders Berdasarkan SNQ
Gambar 6.1.Perbandingan Persentase Pembobotan Masing-masing Kategori pada Operator
Persentase pembobotan masing-masing kategori pada setiap operator pada Gambar 6.1., memperlihatkan bahwa operator 2 mengalami rasa sangat sakit sebesar 21,43% dan rasa sakait sebesar 32,14,% yang tinggi dari pada operator 1 yaitu sebesar 10,71% dan 21,43%. Hal ini disebabkan karena operator 2 menarik tuas mesin kearah kanan, menarik tuas kearah belakang dan mengangkat pallet ke gerobak. Beban kerja fisik menarik dan mengangkat secara berulang-ulang (repetitif) membuat otot-otot cepat berkonstraksi sehingga otot mengalami kelelahan dan timbul rasa sakit.
10,71%
Sangat Sakit Sakit Agak Sakit Tidak Sakit
Operator 1
Operator 2
6.2. Analisis Postur Kerja Operator dengan REBA
Elemen gerakan aktual tenaga kerja pada stasiun pemotongan banyak dilakukan dengan postur kerja yang tidak alamiah dan tidak ergonomis.Hasil penilaian dengan metode REBA dapat dilihat bahwa terdapat beberapa keluhan yang terjadi pada beberapa elemen gerakan.
1. Elemen gerakan menarik tuas ke arah kana
Tindakan postur kerja untuk elemen gerakan ini adalah perlu tindakan perbaikan. Hal ini dikarenakan batang tubuh membengkok kekanan dan kekiri, kemudian lengan atas pekerja membentuk susdut <600.
2. Elemen gerakan menarik tuas kebelakang
Tindakan postur kerja untuk elemen gerakan ini adalah perlu tindakan perbaikan. Hal ini dikarenakan batang tubuh membengkok kekanan dan kekiri, kemudian lengan atas pekerja membentuk susdut <600.
3. Elemen kegiatan mengangkat pallet dari mesin cetak
Tindakan postur kerja untuk elemen gerakan ini adalah perlu tindakan secepatnya. Hal ini dikarenakan leher membentuk sudut >200 dan posisi badan membentuk sudut 200.
4. Elemen kegiatan menyusun pallet ke gerobak
Postur kerja untuk elemen gerakan ini adalah perlu tindakan secepatnya. Pekerja meletakan pallet ke gerobak dengan posisi batang tubuh membungkuk 200 kedepan dan badan menekuk kesamping , kemudian lengan atas pekerja membentuk susdut 450-900 dan lengan bawah 00-600
6.3. Analisis Perhitungan Penentuan Nilai Recommended Weight Limit
(RWL) dan Lifting Index (LI)
RWL adalah batas beban yang dapat diangkat oleh manusia tanpa menimbulkan cidera meskipun pekerjaan tersebut dilakukan secara berulang-ulang dalam durasi kerja tertentu dan dalam jangka waktu yang cukup lama. Hasil pengolahan data dapat dilihat bahwa nilai Recommended Weight Limit (RWL) dan Lifting Index (LI)pada situasi originkegiatan meletakkan pallet ke gerobak pada operataor pertama, yaitu sebesar 9,87kg dan 1,46. Sedangkan nilai Recommended Weight Limit (RWL) dan Lifting Index (LI)pada operator kedua untuk kegiatan yang sama dengan nilai sebesar 5,73 kg dan 2,51 (origin ). Nilai Recommended Weight Limit (RWL) dan Lifting Index (LI)pada situasi destinationkegiatan meletakkan pallet ke gerobak pada operataor pertama, yaitu sebesar 6,52 kg dan 2,21. Sedangkan nilai Recommended Weight Limit (RWL) dan Lifting Index (LI)pada operator kedua untuk kegiatan yang sama dengan nilai sebesar 5,07 kg dan 2,284. Hal ini menunjukkan bahwa berat beban yang diangkat operator selama ini melebihi batas beban angkat yang direkomendasikan.Maka perlu adanya perubahan dari konstanta beban dan faktor-faktor pengali yaitu pengali horizontal, faktor pengali vertikal, faktor pengali jarak, faktor pengali frekuensi, faktor pengali asimetri, faktor pengali kopling.
Besar kecilnya nilai RWL pada seorang operator bergantung pada faktor-faktor berikut ini:
1. Faktor pengali horizontal (HM)
Faktor pengali horizontal (HM) dipengaruhi oleh nilai Horizontal Location (H).Nilai HM dan H berbanding terbalik, semakin besar nilai H, maka HM yang dihasilkan semakin kecil.Sebaliknya, semakin kecil nilai H yang didapat, maka nilai HM yang dihasilkan semakin besar. Sedangkan hubungan antara HM dengan RWL adalah berbanding lurus di mana semakin besar nilai HM, maka nilai RWL akan semakin besar dan sebaliknya. Dari tabel hasil perhitungan nilai RWLdapat dilihat bahwa nilai HM yang dihasilkan untuk masing-masing kegiatan≤1, sehingga menyebabkan nilai RWL yang dihasilkan semakin kecil. Hasilpengumpulan data kegiatan mengangkat pallet ke gerobak di kondisi origin, nilai H adalah 32 cm dan 25 cm. Agar nilai RWL semakin besar, maka jarak antara operator ke beban harus didekatkan lagi agar nilai HM menjadi lebih besar, sehingga RWL juga semakin besar.
2. Faktor pengali Vertikal (VM)
Faktor pengali vertikal (VM) dipengaruhi oleh Vertical Location (V). Hubungan V terhadap besarnya VM, yaitu semakin besar selisih antara V dengan nilai 75 yang telah ditetapkan NIOSH, maka nilai VM yang dihasilkan akan semakin kecil. Sebaliknya makin kecil selisihnya, maka nilai VM yang dihasilkan akan semakin besar. Sedangkan hubungan antara nilai VM dengan RWL ialah berbanding lurus di mana jika nilai VM yang didapatkan dari pengolahan data besar maka nilai RWL yang dihasilkan pun juga akan semakin besar dan sebaliknya. Maka untuk mendapatkan nilai RWL yang besar maka selisih antara jarak genggaman tangan
operator pada saat menggenggam beban terhadap lantai harus diperkecil, sehingga nilai RWL yang dihasilkan pun akan semakin besar dan tingkat terjadinya risiko cedera kerja semakin kecil. Hasil Pengumpulan data kegiatan mengangkat pallet ke gerobak kondisiorigin, nilai V adalah 70 cm. Agar nilai RWL semakin besar, maka jarak antara operator ke beban harus mendekati nilai 75 cm agar nilai HM menjadi lebih besar, sehingga RWL juga semakin besar.
3. Faktor perpindahan (DM)
Nilai faktor perpindahan (DM) dipengaruhi oleh Vertical Travel Distance (D).Dmerupakan jarak perpindahan beban secara vertikal antara tempat asal ke tempat tujuan. Pengaruh nilai D terhadap besarnya DM adalahsemakin besar nilai D yang didapat, maka semakin kecil nilai DM yang dihasilkan begitu juga sebaliknya. Dari hubungan tersebut dapat disimpulkan bahwa nilai RWL yang dihasilkan akan besar jika jarak perpindahan beban dari tempat asal ke tempat tujuan diperpendek, dengan begini risiko terjadinya cedera kerja akan semakin kecil. Hasil pengumpulan data kegiatan meletakkan pallet ke gerobak di kondisi origin dan destination, nilai D adalah 80 cm. Agar nilai RWL semakin besar, maka jarak antara operator ke beban harus didekatkan lagi agar nilai DM menjadi lebih besar, sehingga RWL juga semakin besar.
4. Faktor pengali asimetrik (AM)
Nilai faktor pengali asimetrik (AM) dipengaruhi oleh sudut yang dibentuk operator dari posisi awal ke posisi akhir setelah pengangkatan (A).Semakin besar nilai A, maka nilai AM akan semakin kecil, sehingga nilai RWL yang
dihasilkan pun akan kecil pula hal ini disebabkan AM berbanding lurus terhadap RWL. Faktor pengali asimetrik (AM), dengan melakukan perubahan pada lokasi pemindahan beban, di mana lokasi pemindahan beban, beban, dan operator dibuat pada keadaan lurus tanpa melibatkan perputaran tubuh (AM=1). Hal ini akan membuat nilai RWL akan menjadi lebih besar. Hal ini akan membuat nilai LI semakin besar.
5. Faktor pengali frekuensi (FM)
Faktor pengali frekuensi (FM) menyatakan frekuensi seorang operator mengangkat beban dalam berapa menit dan berapa lama operator tersebut bekerja. Nilai FM dipengaruhi oleh frekuensi pengangkatan/menit, durasi waktu, dan Vertical Location. Dengan memasukkan data yang ada, maka dapat dilihat nilai
FM dari tabel Faktor Pengali Frekuensi. Adapun hubungan antara nilai FM dengan nilai RWL adalah berbanding lurus, di mana jika nilai FM besar maka nilai RWL yang dihasilkan pun juga akan besar. Begitu juga sebaliknya jika nilai FM kecil maka nilai RWL yang dihasilkan pun juga akan kecil. Dari tabel perhitungan nilai RWL diperoleh nilai FM operator yang lebih kecil dari satu, bahkan mendekati nol. Hal ini mengakibatkan nilai RWL semakin kecil. Untuk membuat nilai FM semakin besar, maka frekuensi pengangkatan/menit, durasi waktu, dan Vertical Location harus diperkecil agar nilai FM yang diperoleh akan semakin besar.
6. Faktor Pengali Coupling (CM)
Faktor Pengali Coupling (CM)merupakan keadaan operator pada saat menggenggam beban apakah dirasakan nyaman atau tidak. Keadaan tersebut mempunyai kriteria masing-masing yang dapat dilihat pada tabel Faktor Pengali Coupling. Selain itu, faktor pengali ini juga dipengaruhi oleh jarak Vertical Location (V).Nilai CM berbanding lurus dengan besar RWL, sehingga semakin besar nilai CM, maka semakin besar pula nilai RWL. Sebaliknya semakin kecil nilai CM, maka semakin kecil pula nilai RWL yang diperoleh. Dari tabel perhitungan nilai RWL diperoleh nilai CM pada operator yang lebih kecil dari 1.Hal ini mengakibatkan nilai RWL semakin kecil. Oleh karena itu pegangannya perlu diperbaiki dengan cara memasang pegangan yang nyaman sehingga tipe coupling tergolong dalam keadaan good . Hal ini akan menyebabkan faktor pengali
coupling akan menjadi 1. Dengan meningkatnya nilai CM, maka nilai RWL akan semakin besar.
6.4. Perancangan Fasilitas Kerja Usulan
Fasilitas kerja aktual yang dimiliki UKM Kilang Nainggolan, khususnya pada kegiatan pencetakan masih belum ergonomis.Hal ini dapat dilihat dari beberapa keluhan otot operator yang diperoleh dari hasil kuesioner SNQ.Selain itu dari hasil penilaian postur kerja juga memperlihatkan adanya indikasi “sangat berbahaya” sehingga diperlukan adanya perbaikan sekarang juga, baik dari sitem keraja maupun fasilitas kerja.Sedangkan dari penilaian biomekanika dengan menggunakan metode RWL juga memperlihatkan adanya indikasi bahaya karena nilai yang diperoleh melewati batas yang telah direkomendasikan oleh NIOSH.
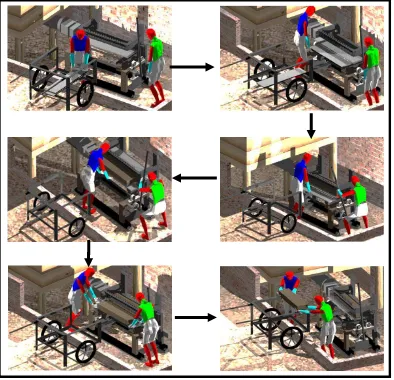
Fasilitas kerja aktual tersebut akan berdampak pada buruk pada operator yang akan menyebabkan keluhan MSDs. Adapun urutan proses pencetakan pada kondisi aktual dapat dilihat pada Gambar 6.2.
Gambar 6.2. Fasilitas Kerja Aktual yang Digunakan Operator pada Proses Pencetakan
Fasilitas kerja aktual yang digunakan pada kegiatan pemindahan tersebut masih dilakukan secara manual (manual material handling).Pekerjaan tersebut berdampak buruk pada fisik operator yang mengakibatkan keluhan MSDs. Maka dari itu, rancangan fasilitas kerja baru perlu diusulkan untuk mengurangi keluhan MSDs tersebut.Fasiltas kerja usulan berupa perlunya penambahan meja
rolleruntuk mengurangi manual material handling dan kemudian penyesuaian gerobakyang digunakan operator untuk memindahkan beban dari stasiun pencetakan ke stasiun pengeringan yaitu dengan mengganti menjadi trolley.Selain itu, penambahan pegangan atau coupling pada pallet untuk kenyaman dalam mengangkat pallet dan alat pemotong pada mesin cetakan.
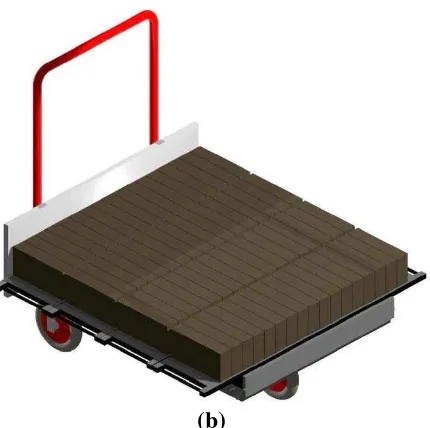
Trolleytersebut dirancang berdasarkan prinsip data antropometri.Adapun dimensi yang paling penting dalam perancangan tersebut adalah Tinggi Siku Berdiri (TSB), Lebar Bahu (LB), dan Diamter Genggaman (DG). Adapun trolley sebagai alat bantu dalam pemindahan pallet dapat dilihat pada Gambar 6.3 dan 6.4.
(a)
(b)
Gambar 6.3. (a) Fasilitas Kerja Usulan (Trolley) sebelum Diletakkan Pallet (b) Fasilitas Kerja Usulan (Trolley) sesudah Diletakkan Pallet
Meja roller dipasang di depan mesin cetak batu bata agar mempermudah pemindahan pallet batu bata dari mesincetak ke trolley. Meja roller hanya cukup menampung pallet batu bata. Adapun gambar meja roller dapat dilihat pada Gambar 6.4.
Gambar 6.4. Meja Roller
Pallet di disain dengan menambahkan pegangan, agar pekerja nyaman pada saat memindahkan. Adapun gambar pallet dapat dilihat pada Gambar 6.5
Gambar 6.5.Pallet
Alat pemotong tambahan diletakan disamping mesin diawal tempat batu bata keluar, alat ini di gunakan untuk menghilangkan salah satu kegiatan operator 2 yaitu menarik mesin cetak. Adapun gambar alat pemotong Tambahan dapat dilihat pada Gambar 6.6
Gambar 6.6. Alat Pemotong Tambahan
Hasil akhir penggabungan gambar fasilitas kerja usulan dapat dilihat pada Gambar 6.7.
Gambar 6.7. Hasil Penggabungan Perancangan Fasilitas
6.5. Perbandingan Elemen Gerakan Aktual dengan Usulan
Perbandingan elemen gerakan aktual dengan elemen gerakan usulan maka dibuat ilustrasi elemen elemen gerakan dengan menggunakan software ManneQuin Pro.
Perbandingan elemen gerakan aktual dengan elemen gerakan usulan dapat dilihat pada Tabel 6.1.
Tabel 6.1. Rekapitulasi Hasil Penilaian Postur Kerja dengan Metode
REBA
No Elemen Kegiatan Bagian Tubuh Skor Tindakan Perbaikan 1 Kegiatan penarikan tuas
kearah kanan
Kiri 7 Perlu tindakan perbaikan Kanan 5 Perlu tindakan perbaikan 2 Penarikan tuas kearah
belakang
- - -
3 Menggeser pallet Kiri 3 Mungkin diperlukan tindakan Kanan 3 Mungkin diperlukan tindakan 4 Mengunci trolley Kiri 1 Tidak perlu tindakan
Kanan 1 Tidak perlu tindakan
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Hasil pengolahan data dan analisis pembahasan memberikan beberapa kesimpulan sebagai berikut:
1. Risiko cidera musculoskletal disorders yang dialami operator berdasarkan kuesioner SNQ terdapatkriteria “sangat sakit” pada anggota tubuh di bagian bahu kiri, bahu kanan, lengan atas kanan, lengan atas kiri, lengan bawah kanan, lengan bawah kiri, dan pinggang. Keluhan ini disebabkan oleh pengangkatan beban yang besar secara repetitif dari stasiun pencetakan menuju gerobak, selain itu kegiatan mencetak batu bata tidak ergonomis. 2. Hasil penilaian postur kerja dengan metode REBA menunjukkan bahwa
kegiatan mengangkatpalletbatu bata dari mesin cetak ke gerobakmemilki skor penilaian 10 (kategori tinggi dan berbahaya) dan untukpenyusunan batu bata memiliki nilai skor penilaian sebesar 8 (kategori tinggi dan berbahaya), selain itu aktivitas penarikan tuas kearah belakang memiliki skor 8 (kategori tinggi dan berbahaya). Setelah ditambah fasilitas kerja dan adanya perbaikan system kerja kerja, maka skor penilaian menjadi berkurang yaitu kegiatan penarikan tuas kearah belakang dihilangkan, mengangkat pallet dihanti menggeser pallet dan penyusunan pallet diganti menjadi mengncu pallet.
3. Hasil penilaian biomekanika memperlihatkan bahwa nilai RWL operator pertama ketika situasi origin sebesar 9,87 Kg dan destination sebesar
6,52Kg.Kegiatan memindahkanpalletbatu bata dari mesin pencetakan menuju ke gerobak yang membuat nilai LI berturut-turut sebesar 1,46 dan 2,21 (sangat berbahaya dan menimbulkan risiko cidera tulang belakang). Nilai RWL operator kedua pada situasi origin dan destination berturut-turut adalah 5,73 Kg dan 5,07 Kg sedangkan nilai LI berturut-turut sebesar 2,51 dan 2,84 (sangat berbahaya dan menimbulkan risiko cidera tulang belakang).
4. Mereduksi keluhan MSDs yang diperoleh dari hasil penilaian SNQ, postur kerja, dan pembebanan, maka dibuat suatu fasilitas kerja usulan berupa meja roller, alat potong, dan trolley yang dirancang berdasarkan perhitungan prinsip antropometri.
7.2. Saran
Adapun saran yang diberikan dari hasil penelitian ini adalah:
1. Usulan perancangan fasilitas kerja baru diharapkan dapat diterapkan di lantai produksi UKM Kilang Nainggolan.
2. Pengembangan rancangan alat bantu bagi peneliti-peneliti selanjutnya untuk memindahkanpemberat secara lebih efektif dan efisien
3. Penelitian selanjutnya, sebaiknya disertakan analisis biaya agar dapat diketahui mengenai biaya produksi dari hasil rancangan.
DAFTAR PUSTAKA
Arikunto, Suharsimi. 2006. Manajemen Penelitian. Jakarta: Rineka Cipta
Ginting, Rosnani. 2009. Perancangan Produk. Yogyakarta: Graha Ilmu.
Kuorinka, I., Jonsson, B., Kilbom, A., Vinterberg, H., Biering-Sorensen, F., Andersson, G., Jorgensen, K. 1987.Standardised Nordic Questionnaores (Applied Ergonomics)
Nurmianto, E. 2008.Ergonomi Konsep Dasar dan Aplikasinya. Edisi Kedua. Surabaya:
Sinulingga, Sukaria. 2011. Metodologi Penelitian. Medan: USU Press.
Sutalaksana,I, dkk.2006. Teknik Tata Cara Kerja. Bandung : Institut Teknologi Bandung.
Stanton, Naville. 2005.Handbook of Human Factors and Ergonomics Methods, (New York: CRC Press LLC,)
Tarwaka, dkk. 2004. Ergonomi Untuk Keselamatan, Kesehatan Kerja dan produktivitas. UNIBAS Press. Surakarta.
Wignjosoebroto, Sritomo. 1995. Ergonomi Studi Gerakan dan Waktu.Surabaya : PT. Guna Widya.