DAFTAR PUSTAKA
1. Halimatuddahliana. (2003). Pencegahan korosi dan scale pada proses produksi minyak bumi. USU digital library
2. Petunjuk Kerja Las / Oleh Sri Widharto. Cet. 6 – Jakarta : Pradnya Paramita, 2006
3. Sulardjaka,2005,Pengaruh Jenis Filler Pada Pengelasan Tig Transversal Butt Joint Terhadap Perilaku Retak Fatik Pada Pengelasan Paduan AL 6061 –T4, http//.www.yahoo onpdf.com diakses pada 02 Juni, pukul 23.17 WIB
4. Teknologi Pengelasan logam / oleh Harsono Wiryosumarto, Toshie Okumura. Cet. 8 – Jakarta : Pradnya Paramita, 2000
5. Pengantar untuk Memahami Proses Pengelasan Logam / Oleh Herry Sonawan, Rochim Suratman. Cet. 6 – Bandung CV Alfabeta 2006
6. Wiryosumarto, H, Okumurha T.,2004, Teknologi Pengelasan logam,cetakan ke-8 ,Pradnya Paramita, Jakarta.
7. Leonard Koellhoffer, August F. Manz, egene G. Hornberger. Welding Proscesses And Practices,III. Title, TS227.K59 671.5’2042 87-22981
ISBN 0-471-81671-X Printed In The United States Of America
8. Winarno, A, 2005,Studi Mutu Sambungan Las Oxyacetylene Dan Mig Pada Paduan http//.www.yahoo onpdf.comdiakses pada 02 juni 2016, pukul 20:07 WIB
9. Widharto, 2006 Petunjuk Kerja Las Cet-6 – Jakarta: Pradnya Paramita
10.Sulardjaka,2005, Pengaruh Jenis Filler Pada Pengelasan Tig Transversal Butt Joint Terhadap Perilaku Retak Fatik Pada Pengelasan Paduan AL 6061 –T4,http//.www.yahooonpdf.comdiakses pada 02 Juni 2016, pukul 21:16 WIB
11.Awi Andoko1) Budi Harjanto2) Yuyun Estriyanto3) Analisa Struktur Hasil Repair Welding Tentang Sifat Fisik Dan Mekanik Pada Cast Wheel Aluminium Dengan Metode Pengelasan MIG
.
12.
BAB 3
METODOLOGI PENELITIAN
3.1. Tempat dan Waktu penelitian
Penelitian ini dilakukan dilaboratorium Pengujian Departmen Teknik
Mesin Universitas Sumatera Utara. Penelitian ini dilaksanakan mulai bulan Mei
2016 sampai dengan bulan Agustus 2016.
3.2. Prosedur Penelitian
Dalam melakukan penelitian tugas akhir ini penulis melakukan pengujian
dilaboratorium Pengujian Departmen Teknik Mesin Universitas Sumatera Utara.
Adapun beberapa proses pelaksanaan pengujian sebagai berikut:
Proses pengujian dilaksanakan terhadap variasi arus pada sambungan
pengelasan sudut kampuh V tunggal. Elektroda Las tungsten inert gas yang
ditinjau dari uji mekanis meliputi uji impak daerah Las, HAZ, dan struktur mikro.
Teknik pengumpulan data yang diperoleh dari proses pengelasan yang
dilakukan dari hasil pengujian impak pada daerah Las, HAZ dan struktur mikro
pada masing variasi arusterhadap benda uji sebanyak 18 spesimen 9 spesimen uji
impak pada daerah Las dimana 3 spesimen pada arus 90 A, 3 spesimen pada arus
100 A dan 3 spesimen 110 A dan 9 spesimen uji impak pada daerah HAZ dimana
3 spesimen pada arus 90 A, 3 spesimen pada arus 100 A, dan 3 spesimen pada
arus 110 A.
Metode analisa dan evaluasi data yang diperoleh dari pengujian yang
dilakukan di laboratorium pada masing-masing spesimen adalah kualitatif. Dari
data inilah akan dicari hasil untuk uji impak pada daerah Las, HAZ, dan struktur
3.3. Alat dan Bahan 3.3.1 Alat
Alat yang di pakai pada penelitian ini terdiri dari:
1. Trafo Las TIG/MMA-inverter pulse merk Rilon
Gambar 3.1. Mesin Las TIG ( Tim Horas )
Informasi
Kode : PS431
Nama : Trafo Las TIG/MMA-Inverter Pulse
Tipe : TIG 200 P AC/DC
Berat :22 Kg
Spesifikasi
Tegangan Input : 22V 1 Phasa 50/60 Hz
Daya : 1500-4500 Watt
Tegangan kerja : 18V (TIG) , 28V (MMA)
Tegangan Tampa Beban : 56V
Arus Output : 5 – 200 Ampere
Waktu Down Slope : 0 – 10 Detik
Gas : Argon
Diameter Kawat Las : 1.6 – 4.0 mm
Ketebalan las : 10 mm
Pendingin : Kipas
Frekuensi : 80%
Duty Cycle : 60%
Frekuensi Pulse : 0.5 – 5.0 Hz
Dimensi : 498 x 328 x 302 mm
Kelengkpan : Earth Clamp, Kabel Las, TIG Torch, Regulator
Argon
Fitur : Dengan Pulse
2. Mikroskop optic
Mikroskop optic digunakan unutk melihat bentuk mikrostruktur daerah
lasan. Adapun perbesaran yang digunakan adalah 100,200, dan 500X.
Gambar 3.2 Mikroskop Optik (Lab. Metallurgi USU)
Spesifikasi :
Merk : Rax Vision No.545491
Perbesaran optic : 50X, 100X, 200X, 500X
3.3.2. Bahan
1. Aluminium alloy 6061
Aluminium alloy 6061 adalah
yang mengandung
Awalnya disebut "Alloy 61S", itu dikembangkan pada tahun 1935. Ia memiliki
satu paduan yang paling umum dari
umum.
Gambar 3.3. Aluminium Alloy 6061
2. Elektoda ER 5356
ER5356 adalah tujuan umum jenis aluminium Paduan yang biasanya
dipilih untuk yang relatif Geser tinggi Kekuatan. Di samping itu, juga
menawarkan Ketahanan korosi yang sangat baik bila terkena Air garam. ER5356
harus Dipertimbangkan untuk Pengelasan 5000 seri aluminium dasar bertemu
Aplikasi
Ini adalah jenis produk adalah banyak digunakan dalam Bahan las dengan
magnesium umum dari 5%, yang dapat digunakan dalam jointing Oe overlay
penempaan dan casting paduan pengolahan. Dan produk ini adalah ketangguhan
tinggi, baik Forgeability, dan juga anti korosif. Selanjutnya, ini adalah chioce baik
untuk warna-pertandingan dalam pengelasan setelah Proses anodik. Produk
useageship-bangunan, pesawat ruang angkasa, dll
Product data teknis
Gambar Tabel 2.2 Komposisi kimia logam diendapkan (%)
Si Fe Cu Mn Mg Cr Zn Ti
0.25 0.4 0.1 0.05-0.2 4.4-5.5 0.05-0.2 0.1 0.06-0.2
Sifat mekanik logam diendapkan (%)
Gambar 3.4 Elekroda ER 5356
Spesifikasi
Standar Aws A5.10
ASME sfa A5.10
3.4 Metodologi Penelitian
1. Studi Literatur
Berupa studi kepustakaan dengan mempelajari buku-buku, jurnal-jurnal,
artikel maupun karya-karya ilmiah yang terkait, baik yang bersumber dari media
cetak, elektronik maupun dari internet.
2. Diskusi Interaktif
Melakukan diskusi dalam bentuk tanya-jawab antara mahasiswa dan dosen
pembimbing menyangkut hal-hal yang berkaitan dengan proses penulisan sekripsi
serta memecahkan permasalahan yang dihadapi secara bersama.
3. Pembuatan Benda Uji
Melakukan proses pembuatan benda uji yaitu pengelasan pada alumunium
alloy 6061. Pengujian dan Pengambilan Data Pengujian dilakukan beberapa kali
dan pengambilan data yang meliputi nilai kekuatan impact material alumunium
alloy 6061 dan struktur mikro pada daerah Las dan HAZ dari hasil pengelasan
TIG.
4. Evaluasi
Melakukan evaluasi akhir dalam bentuk kesimpulan dan saran serta revisi
3.4 Variabel-Variabel Pengujian
Dari metode penelitian di atas maka dapat ditentukan hal-hal dasar
terhadap variabel-variabel pengujian.
1. Variabel bebas
Variable bebas adalah variasi diameter elektroda dan media quenching yang
dipakai.
2. Variabel terikat
Variabel terikat adalah variabel yang dipengaruhi oleh variabel bebas,
adapun yang menjadi variabel terikat dalam penelitian ini adalah kuat arus
pengelasan.
3.6 Spesimen
Spesimen yang digunakan pada penelitian ini adalah plat angle alumunium
alloy 6061:
1. Material alumunium alloy 6061 banyak digunakan di industri-industri sekarang
ini,
2. Proses pengelasan material alumunium alloy 6061 memerlukan keterampilan
khusus dalam proses Pengelasan.
3.6.1 Pembentukan Spesimen
Sebelum diuji masing masing spesimen dipotong dan dibentuk dengan
menggunakan gergaji tangan dan mesin skrap sehingga sesuai dengan standar uji
Impact Test.
Langkah-langkah proses pembentukan spesimen :
1. Spesimen dipotong menjadi 18 bagian yang ukurannya sesuai dengan kebutuhan
pengujian,
2. Setelah dipotong dilakukan pembentukan sudut kampuh 60º. Dilakukan
penyambungan dengan pengelasan pada sudut kampuh yang dibentuk dengan
menggunakan proses las TIG.
3. Pada saat pengelasan, spesimen dipisahkan berdasarkan variasi kuat arus
pengelasan.
5. Dilakukan pengujian impact, dan Struktur Mikro pada daerah Las dan Haz untuk
masing-masing spesimen.
Gambar 3.5 Spesimen
3.7 Proses Pengujian 3.7.1 Pengujian Impact
Metode uji charpy lazim digunakan di Inggris dan Eropa, Benda uji charpy
mempunyai penampang lintang bujur sangkar atau lingkaran dengan takik V di
dekat ujung yang dijepit, kemudian uji impak dengan metode ini umumnya juga
dilakukan hanya pada temperatur ruang dan ditujukan untuk material-material
yang didisain untuk berfungsi sebagai cantilever,
Perbedaan mendasar charpy dengan izod adalah peletakan spesimen.
Pengujian dengan menggunkan izod tidak seakurat pada pengujian charpy, karena
pada izod pemegang spesimen juga turut menyerap energi, sehingga energi yang
terukur bukanlah energi yang mampu di serap material seutuhnya, Alat pengujian
metode charpy dapat dilihat pada gambar 3.6
Spesifikasi :
6. Jarak antara titik pusat ayun dengan titik pukul : 600 mm
7. Posisi awal pemukulan : 130°
8.Radius pisau pemukul : 2.5 mm
9. Sudut sisi pisau pemukul : 30°
10. Standart : ASTM E23
Berikut ini adalah prosedur percobaan yang dilakukan pada pengujian
Impact dengan metode Charpy :
1. Menyiapkan alat dan bahan.
2.Mengukur specimen untuk t1,t2, P, L, kedalaman.
3. Mengukur luas specimen yang akan diujikan.
4. Memasang spesimen pada penahan pada impak tester, setelah mengkalibrasi
impak tester.
5. Mengangkat pendulum dan melepaskan tuas.
6. Melakukan analisa…
3.7.2 Pengamatan Struktur Mikro
Untuk uji struktur mikro, langkah-langkah pengujiaannya adalah sebagai
berikut:
• Haluskan specimen dengan kertas amplas secara bertahap dari grade yang kasar sampai yang paling halus.
• Lihat spesimen apakah sudah betul-betul rata bila belum ulangi gosok dengan kertas ampelas yang paling halus.
• Kemudian spesimen di bersihkan dengan air kemudian alkohol.
• Etsa spesimen dengan cairan etsa keller’s reagent, yaitu: 2 ml HF (48%), 3 ml HCl, 5 ml HNO3, 190 ml H2O, celupkan selama 120 detik, lalu basuh dengan air
hangat, dan keringkan.
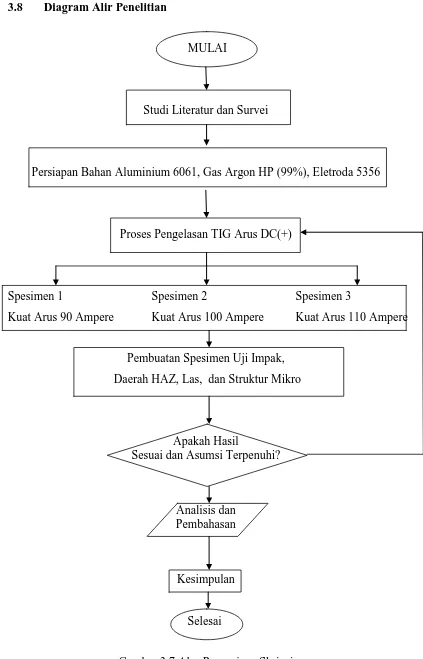
3.8 Diagram Alir Penelitian
MULAI
Studi Literatur dan Survei
Persiapan Bahan Aluminium 6061, Gas Argon HP (99%), Eletroda 5356
Proses Pengelasan TIG Arus DC(+)
Spesimen 1 Spesimen 2 Spesimen 3
Kuat Arus 90 Ampere Kuat Arus 100 Ampere Kuat Arus 110 Ampere
Pembuatan Spesimen Uji Impak,
Daerah HAZ, Las, dan Struktur Mikro
Apakah Hasil
Sesuai dan Asumsi Terpenuhi?
Analisis dan Pembahasan
Kesimpulan
Selesai
BAB IV
ANALISA DATA DAN PEMBAHASAN 4.1Uji Impak Pada Daerah Las
Pengujian impak bertujuan untuk mengukur berapa energi yang dapat
diserap suatu material sampai material tersebut patah. Pengujian impak
merupakan respon terhadap beban kejut atau beban tiba-tiba (beban impak)
(Halimatuddahliana dkk, 2016). Pengujian impak dilakukan pada sampel uji
menggunakan metode charpy.
Untuk mencari energi yang dibutuhkan untuk mematahkan sampel (energi
yang diserap) dinyatakan dalam persamaan: 2.1
E = P x D (cos 113 o – cos 147o)
= 251,664 x 0,6490 (-0,3907 - (-0,839))
=163,329 (0,4483)
= 73,220 Joule
Sedangkan untuk mendapatkan nilai impak maka dapat dihitung
menggunakan persamaan: 2.2
Ki = 73,220/100
= 0,732 Joule/mm2
Hasil perhitungan energi yang diserap untuk mematahkan specimen dan
nilai impak untuk specimen pada daerah las, berikutnya analog untuk perhitungan
Tabel 4.1 Data Hasil Uji Impak Aluminium Alloy 6601 Daerah Las
AMPERE SPESIMEN NO.
UJI IMPAK DAERAH LAS
Cos α Cos β E (Joule) K (Joule/mm²)
Gambar 4.1 Grafik Energi Yang Diserap Pada Daerah Las Terhadap Kuat Arus
Kuat Arus 90 Kuat Arus 100 Kuat Arus 110
E ( Joule )
Gambar 4.2 Grafik Nilai Impak Pada Daerah Las Terhadap Kuat Arus
Dari grafik diatas menunjukkan pengaruh kuat arus terhadap energi yang diserap dan nilai impak dari Aluminium Alloy 6601 tersebut. Dari gambar terlihat bahwa specimen mengalami peningkatan nilai impak dan energy yang diserap pada saat pengujian seiring dengan di naikkannya kuat arus saat melakukan pengelasan.
Dari hasil pengujian, nilai impak dan energi yang diserap rata-rata tertinggi diperoleh pada kuat arus 110 ampere yaitu E = 68,048 Joule dan K = 0,680 Joule//mm². sedangkan nilai impak dan energy yang diserap rata-rata terendah diperoleh pada kuat arus 90 ampere yaitu E = 20,214 Joule dan K = 0,201 Joule//mm².
Dari hasil nilai impak dan energi yang diserap pengaruh perbedaan penggunaan beda arus pada saat pengelasan sangat berpengaruh, dimana semakin tinggi kuat arus maka semakin besar nilai impak dan energy yang diserap oleh spesimen uji.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
Kuat Arus 90 Kuat Arus 100 Kuat Arus 110
K (Joule/mm²)
4.2 Patahan Pada Spesimen Daerah Las a. Spesimen 90 Ampere
Gambar 4.3 Spesimen UJi impak Dengan Kuat Arus 90 Ampere
memperlihatkan jenis patahan impak dengan nilai K = 0,201 Joule/mm2. Hasil
patahan memperlihatkan permukaan patahan yang datar yang mampu memberikan
daya pantul cahaya yang tinggi (mengkilat). Dilihat dari rambatan, struktur
permukaan dan nilai impak yang didapat maka jenis patahan yang dialami
specimen akibat beban kejut yang diberikan adalah jenis patahan getas.
b. Specimen 100 Ampere
Gambar 4.4 Spesimen UJi impak Dengan Kuat Arus 100 Ampere
Memperlihatkan jenis patahan impak dengan nilai K = 0,350 Joule/mm2.
Hasil patahan memperlihatkan permukaan patahan yang tidak datar dan berserat
yang berbentuk dimpel yang menyerap cahaya dan berpenampilan buram. Dilihat
dari rambatan, struktur permukaan dan nilai impak yang didapat maka jenis
patahan campuran yaitu patahan yang terjadi pada bahan yang cukup kuat namun
ulet.
c. Specimen 110 Ampere
Gambar 4.5 Spesimen UJi impak Dengan Kuat Arus 110 Ampere
Memperlihatkan jenis patahan impak dengan nilai K = 0,680 Joule/mm2.
Hasil patahan memperlihatkan permukaan patahan yang datar dan berserat yang
berbentuk dimpel yang menyerap cahaya dan berpenampilan buram. Dilihat dari
rambatan, struktur permukaan dan nilai impak yang didapat maka jenis patahan
yang dialami specimen akibat beban kejut yang diberikan adalah jenis patahan
campuran yaitu patahan yang terjadi pada bahan yang cukup kuat namun ulet.
4.3Uji Impak Pada Daerah HAZ
Pengujian impak bertujuanuntuk mengukur berapa energi yang dapat
diserap suatu material sampai material tersebut patah. Pengujian impak
merupakan respon terhadap beban kejut atau beban tiba-tiba (beban impak)
(Halimatuddahliana dkk, 2016). Pengujian impak dilakukan pada sampel uji
menggunakan metode charpy.
Untuk mencari energi yang dibutuhkan untuk mematahkan sampel (energi
yang diserap) dinyatakan dalam persamaan: 2.1
E = P x D (cos 136 o – cos 147o)
= 251,664 x 0,6490 (-0,7193 - (-0,839))
=163,329 (0,1197)
Sedangkan untuk mendapatkan nilai impak maka dapat dihitung
menggunakan persamaan: 2.2
Ki = 19,550/100
= 0,195 Joule/mm2
Hasil perhitungan energi yang diserap untuk mematahkan specimen dan
nilai impak pada daerah HAZ, berikutnya analog untuk perhitungan di atas. Hasil
perhitungan ditampilkan dalam tabel berikut ini:
Tabel 4.2 Data Hasil Uji Impak Aluminium alloy 6061 Daerah HAZ
AMPERE SPESIMEN NO.
UJI IMPAK DAERAH HAZ
Cos α Cos β E (Joule) K (Joule/mm²)
90
1 147 ͦ 128 ͦ 36,488 0,364
2 147 ͦ 130 ͦ 32,061 0,320
3 147 ͦ 129 ͦ 34,250 0,342
Rata-rata 147 ͦ 34,266 0,342
100
1 147 ͦ 132 ͦ 27,749 0,277
2 147 ͦ 131 ͦ 29, 889 0,298
3 147 ͦ 134 ͦ 23,584 0,235
Rata-rata 147 ͦ 27,074 0,270
110
1 147 ͦ 136 ͦ 19,550 0,195
2 147 ͦ 136 ͦ 19,550 0,195
3 147 ͦ 135 ͦ 21,543 0,21
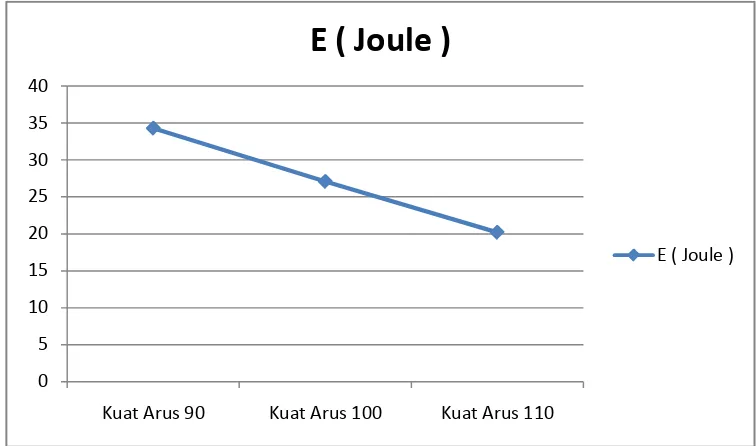
Gambar 4.6 Grafik Energi Yang Diserap Pada Daerah HAZ Terhadap
Kuat Arus
Gambar 4.7 Grafik Nilai Impak Terhadap Kuat Arus Pada Daerah Las
Dari grafik diatas menunjukkan pengaruh kuat arus terhadap energy yang
diserap dan nilai impak dari Aluminium Alloy 6601 tersebut. Dari gambar terlihat
0
Kuat Arus 90 Kuat Arus 100 Kuat Arus 110
E ( Joule )
Kuat Arus 90 Kuat Arus 100 Kuat Arus 110
K (Joule/mm²)
bahwa specimen mengalami penurunan nilai impak dan energy yang diserap pada
saat pengujian seiring dengan di naikkannya kuat arus saat melakukan pengelasan.
Dari hasil pengujian, nilai impak dan energy yang diserap rata-rata
tertinggi diperoleh pada kuat arus 90 ampere yaitu E = 34,266 Joule dan K =
0,342 Joule//mm². sedangkan nilai impak dan energy yang diserap rata-rata
terendah diperoleh pada kuat arus 110 ampere yaitu E = 20,214 Joule dan K 0,202
Joule//mm².
Dari hasil nilai impak dan energi yang diserap pengaruh perbedaan penggunaan
beda arus pada saat pengelasan sangat berpengaruh, dimana semakin tinggi kuat arus
maka semakin kecil nilai impak dan energy yang diserap oleh spesimen uji.
4.4 Patahan Pada Spesimen Daerah HAZ a. Spesimen Dengen Kuat Arus 90 Ampere
Gambar 4.8 Spesimen UJi impak Dengan Kuat Arus 90 Ampere
Memperlihatkan jenis patahan impak dengan nilai K = 0,342 Joule/mm2.
Hasil patahan memperlihatkan permukaan patahan yang tidak datar dan berserat
yang berbentuk dimpel yang menyerap cahaya dan berpenampilan buram. Dilihat
dari rambatan, struktur permukaan dan nilai impak yang didapat maka jenis
patahan yang dialami specimen akibat beban kejut yang diberikan adalah jenis
patahan campuran yaitu patahan yang terjadi pada bahan yang cukup kuat namun
b. Specimen Dengan Kuat Arus 100 Ampere
Gambar 4.9 Spesimen UJi impak Dengan Kuat Arus 100 Ampere
Memperlihatkan jenis patahan impak dengan nilai K = 0,270 Joule/mm2.
Hasil patahan memperlihatkan permukaan patahan yang tidak datar dan berserat
yang berbentuk dimpel yang menyerap cahaya dan berpenampilan buram. Dilihat
dari rambatan, struktur permukaan dan nilai impak yang didapat maka jenis
patahan yang dialami specimen akibat beban kejut yang diberikan adalah jenis
patahan campuran yaitu patahan yang terjadi pada bahan yang cukup kuat namun
ulet.
c. Spesimen Dengan Kuat Arus 110 Ampere
Gambar 4.10 Spesimen UJi impak Dengan Kuat Arus 110 Ampere
Memperlihatkan jenis patahan impak dengan nilai K = 0,202 Joule/mm2.
memberikan daya pantul cahaya yang tinggi (mengkilat). Dilihat dari rambatan,
struktur permukaan dan nilai impak yang didapat maka jenis patahan yang dialami
specimen akibat beban kejut yang diberikan adalah jenis patahan getas.
Dari hasil foto mikro memperlihatkan bahwa semakin tinggi kuat arus
maka butiran struktur mikro pada daerah HAZ semakin besar, hal ini yang
menyebabkan dimana di daerah HAZ menjadi titik kritis. Dan dari hasil uji impak
terbukti lebih rendah dibandingkan daerah Las.
4.5 Hasil Uji Metalografi
Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat
diamati melalui teknik metalografi. Struktur mikro suatu logam dapat dilihat
dengan menggunakan mikroskop. Mikroskop yang dapat digunakan yaitu
mikoroskop optik dan mikroskop elektron. Sebelum dilihat dengan mikroskop,
permukaan logam harus dibersihkan terlebih dahulu, kemudian reaksikan dengan
reagen kimia untuk mempermudah pengamatan. Proses ini dinamakan etching.
(Wiryosumarto, 2000).
Pada pengujian struktur mikro, pengamatan dilakukan pada spesimen uji
dengan mikroskop optik setelah spesimen uji dietsa dengan 2,5 % HNO3 dengan
perbesaran 100x pada permukaan aluminium alloy 6061 dengan pengambilan
gambar pada 2 titik yaitu,pada daerah Las dan daerah HAZ .
Gambar 4.11 Struktur Mikro Spesimen Dengan Kuat Arus 90 Ampere
Pada daerah las sebagai mana pada gambar 4.11 (a) magnesium dan
aluminium pada daerah las terlihat mengkilap dengan strukturnya lebih rapat.
Gambar 4.11 (b). menunjukkan adanya struktur paduan Si primer diantara
aluminium primer (α-Al). Hal tersebut dimungkinkan karena terjadinya difusi unsur Al dan Si akibat pengaruh panas pada saat proses pengelasan. Dengan
adanya perubahan fisik butiran Si menjadi Si primer pada daerah HAZ tersebut
juga dimungkinkan terjadi perubahan sifat mekanik pada kekerasan aluminium
alloy 6061 sebagai mana pada hasil uji kekerasan. Dengan demikian
menyebabkan tingkat kekerasan pada daerah HAZ lebih kecil dari daerah Las.
Al+Mg
Si
α-Al
(a) ((b)
Pada Gambar 4.12 Struktur Mikro Spesimen Dengan Kuat Arus 100
Ampere Bagian (a).daerah Las (b).daerah HAZ
Pada daerah las sebagai mana pada gambar 4.12 (a) magnesium dan
aluminium pada daerah las terlihat mengkilap dengan strukturnya lebih rapat.
Gambar 4.12 (b). menunjukkan adanya struktur paduan Si primer diantara
aluminium primer (α-Al). Hal tersebut dimungkinkan karena terjadinya difusi
unsur Al dan Si akibat pengaruh panas pada saat proses pengelasan. Dengan
adanya perubahan fisik butiran Si menjadi Si primer pada daerah HAZ tersebut
juga dimungkinkan terjadi perubahan sifat mekanik pada kekerasan aluminium
alloy 6061 sebagai mana pada hasil uji kekerasan. Dengan demikian
menyebabkan tingkat kekerasan pada daerah HAZ lebih kecil dari pada daerah
Al+Mg
Si
α-Al
(a) (b)
Gambar 4.13 Struktur Mikro Spesimen Dengan Kuat Arus 110
Ampere Pada Bagian (a) daerah Las (b) daerah HAZ
Pada daerah las sebagai mana pada gambar 4.13 (a) magnesium dan
aluminium pada daerah las terlihat mengkilap dengan strukturnya lebih rapat.
Gambar 4.13 (b). menunjukkan adanya struktur paduan Si primer diantara
aluminium primer (α-Al). Hal tersebut dimungkinkan karena terjadinya difusi
unsur Al dan Si akibat pengaruh panas pada saat proses pengelasan. Dengan
adanya perubahan fisik butiran Si menjadi Si primer pada daerah HAZ tersebut
juga dimungkinkan terjadi perubahan sifat mekanik pada kekerasan aluminium
alloy 6061 sebagai mana pada hasil uji kekerasan. Dengan demikian
menyebabkan tingkat kekerasan pada daerah HAZ lebih kecil dari daerah Las.
Dari hasil foto mikro memperlihatkan bahwa semakin tinggi kuat arus maka
BAB V
KESIMPULAN DAN SARAN 5.1. Kesimpulan
Dari hasil analisa yang dilakukan maka dapat diambil kesimpulan:
1. Dari hasil pengujian daerah Las, nilai impak dan energi yang diserap
rata-rata tertinggi diperoleh pada kuat arus 110 ampere yaitu E = 68,048 Joule
dan K = 0,680 Joule/mm². sedangkan terendah diperoleh pada kuat arus 90
ampere yaitu E = 20,214 Joule dan K = 0,201 Joule/mm².
2. Dari hasil pengujian HAZ, nilai impak dan energi yang diserap rata-rata
tertinggi diperoleh pada kuat arus 90 ampere yaitu E = 34,266 Joule dan K
= 0,342 Joule//mm². sedangkan terendah diperoleh pada kuat arus 110
ampere yaitu E = 20,214 Joule dan K 0,202 Joule//mm².
3. Dari hasil foto mikro memperlihatkan bahwa semakin tinggi kuat arus
maka butiran struktur mikro pada daerah Las semakin rapat berbanding
terbalik pada daerah HAZ semakin tinggi kuat arus maka butiran struktur
mikro semakin besar.
4. Dari hasil pengujian, jenis patahan pada kuat arus 90 ampere adalah jenis
patahan getas, patahan pada kuat arus 100 ampere adalah jenis patahan
campuran dan patahan pada kuat arus 110 ampere adalah jenis patahan
5.2. Saran
Adapun saran dari penelitian yang telah dilakukan mengenai analisa
ketangguhan dan struktur mikro pada daerah Las dan HAZ hasil pengelasan TIG
aluminium alloy 6061:
1. Pada saat pengelasan perlu mengetahui posisi pengelasan, pemilihan
Elektroda, kecepatan pengelasan, pengaturan besar Arus Listrik, Sudut
Kemiringan Elektroda dan kerenggangannya, bentuk sambungan.
2. Perlu dilakukan uji metalografi dengan perbesaran yang hingga 1000X
untukmelihat kemungkinan terjadinya porositas akibat pengelasan.
3. Diperlukan penelitian lebih lanjut tentang perlakuan panas baik
sebelum pengelasan (preheat) atau sesudah pengelasan (PWHT / Post
BAB 2
TINJAUAN PUSTAKA 2.1. Aluminium
2.1.1 Latar Belakang
Aluminium adalah logam yang memiliki rumus kimia Al dikenal sebagai
logam yang ringan dan memiliki ketahanan korosi yang tinggi terhadap udara, air,
oli dan beberapa cairan kimia. Massa jenis nya sekitar ½ dari baja atau tembaga
(Cu). Masa jenisnya yaitu 2,7gr/cm3. Karena keistimewaan sifatnya itu, paduan
aluminum banyak digunakan sebagai struktur suatu konstruksi untuk mengurangi
beban atau beratnya. (Sunawon, 2006)
Aluminium dan paduan aluminium termasuk logam ringan yang
mempunyai kekuatan tinggi, tahan terhadap karat dan merupkan konduktor listrik
yang baik. Logam ini dipakai secara luas dalam teknik pengelasan busur listrik
dengan gas mulia menyebabkan pengelasan aluminium dan paduannya menjadi
sederhana dan dapat dipercaya.karena hal ini maka penggunaan aluminium dan
paduannya didalam banyak bidang telah berkembang (Wiryosumarto, 2006)
Gambar 2.1 Aluminium
2.1.2 Sejarah Aluminium
Tahun 1825, ahli kimia Denmark “Orsted” berhasil memisahkan
aluminium murni dengan cara memanaskan aluminium chloride dengan kalium
amalgam dan kemudian memisahkan merkuri dengan cara destilasi.
Tahun 1886, mahasiswa Amerika Serikat: Charles Martin–Hall
(Na3AlF6) pada temperatur 960 °C dalam bentuk kotak yang dilapisi karbon
dan kemudian melewatkan arus listrik. Cara inidikenal dengan proses Hall–
Heroult, karena bersama seorangPrancis bernama Paul Heroult.
Tahun 1888, ahli kimia Jerman Karlf Josef Bayern menemukan cara
memperoleh alumina dari bauksit “disebut dengan proses Bayer”. (Davis, Jr,
1993), dan sampai saat ini masih digunakan untuk memproduksi alumina dari
bauksit. (Sunawon, 2006)
Aluminium adalah logam yang berwaarna putih perak dan tergolong
ringan yang mempunyai massa jenis 2,7 gr cm–3.
Sifat-sifat yang dimilki aluminium antara lain :
1. Ringan, tahan korosi dan tidak beracun maka banyak digunakan
untuk alat rumah tangga seperti panci, wajan dan lain-lain.
2. Reflektif, dalam bentuk aluminium foil digunakan sebagai
pembungkus makanan, obat, dan rokok.
3. Daya hantar listrik dua kali lebih besar dari Cu maka Al digunakan
sebagai kabel pada tiang listrik.
4. Paduan Al dengan logam lainnya menghasilkan logam yang kuat
seperti Duralium (campuran Al, Cu, mg) untuk pembuatan badan
peswat.
5. Al sebagai zat reduktor untuk oksida MnO2 dan Cr2O3.
Aluminium terdapat melimpah dalam kulit bumi, yaitu sekitar 7,6%.
Dengan kelimpahan sebesar itu, aluminium merupakan unsur ketiga terbanyak
setelah oksigen dan silikon, serta merupakan unsur logam yang paling
melimpah. Namun, aluminium tetap merupakan logam yang mahal karena
pengolahannya sukar. Mineral aluminium yang bernilai ekonomis adalah
bauksit yang merupakan satu-satunya sumber aluminium. Kriloit digunakan
pada peleburan aluminium, sedang tanah liat banyak digunakan untuk
membuat batu bata, keramik. Di Indonesia, bauksit banyak ditemukan di pulau
Bintan dan di Tayan, Kalimantan Barat.
1. Sektor industri otomotif, untuk membuat bak truk dan komponen
kendaraan bermotor, badan pesawat terbang.
2. Sektor pembangunan perumahan;untuk kusen pintu dan jendela.
3. Sektor industri makanan ,untuk kemasan berbagai jenis produk.
4. Sektor lain, misal untuk kabel listrik, perabotan rumah tangga dan
barangkerajinan.
2.1.3. Proses Pembuatan Aluminium
Aluminium yang sangat reaktif dengan oksigen Al2O3. Proses reduksi ini
tidak semudah mereduksi besi (menggunakan batu bara), karena aluminium
merupakan reduktor yang lebih kuat dari karbon. Produksi aluminium dimulai
dari pengambilan bahan tambang (bauksit, corrundum, gibbsite,
boehmite,diaspore, dan sebagainya). Diolah dengan proses Bayer dan juga
proses Hall-Heroult. Namun ada pula proses pembuatan aluminium
melalui proses daur ulang. (Harsono Wiryosumarto 2000)
1. Proses bayer
Bijih bauksit mengandung 50-60% Al2O3 yang bercampur dengan zat-zat
pengotor terutama Fe2O3 dan SiO2. Untuk memisahkan Al2O3 dari zat-zat yang
tidak dikehendaki, kita memanfaatkan sifat amfoter dari Al2O3.Tahap
pemurnian bauksit dilakukan untuk menghilangkan pengotor utama dalam
bauksit. Pengotor utama bauksit biasanya terdiri dari SiO2, Fe2O3, dan TiO2.
Caranya adalah dengan melarutkan bauksit dalam larutan natrium hidroksida
(NaOH),Al2O3 (s) + 2NaOH (aq) + 3H2O(l) ---> 2NaAl(OH)4(aq). Aluminium
oksida larut dalam NaOH sedangkan pengotornya tidak larut.
Pengotor-pengotor dapat dipisahkan melalui proses penyaringan. Selanjutnya aluminium
diendapkan dari filtratnya dengan cara mengalirkan gas CO2 dan
pengenceran.2NaAl(OH)4(aq) + CO2(g) ---> 2Al(OH)3(s) + Na2CO3(aq) +
H2O(l) Endapan aluminium hidroksida disaring,dikeringkan lalu dipanaskan
sehingga diperoleh aluminium oksida murni (Al2O3)2Al(OH)3(s) --->Al2O3(s)
Gambar 2.2 Skema Proses Bayer
2. Proses Hall-Heroult
Selanjutnya adalah tahap peleburan alumina dengan cara reduksi melalui
proses elektrolisis menurut proses Hall-Heroult. Dalam proses Hall-Heroult,
aluminum oksida dilarutkan dalam lelehan kriolit (Na3AlF6) dalam bejana baja
berlapis grafit yang sekaligus berfungsi sebagai katode. Selanjutnya elektrolisis
dilakukan pada suhu 950 °C. Sebagai anode digunakan batang grafit.Setelah
diperoleh Al2O3 murni, maka proses selanjutnya adalah elektrolisis leburan
Al2O3. Pada elektrolisis ini Al2O3 dicampur dengan CaF2 dan 2-8% kriolit
(Na3AlF6) yang berfungsi untuk menurunkan titik lebur Al2O3 (titik lebur
Al2O3murni mencapai 2000 °C), campuran tersebut akan melebur pada suhu
antara 850-950 °C. Anode dan katodenya terbuat dari grafit. Reaksi yang
terjadi sebagai berikut:
Al2O3 (l) : 2Al3+ (l) + 3O2- (l)
Anode (+) : 3O2- (l) + 3/2 O2 (g) + 6e−
Katode (-) : 2Al3+ (l) + 6e-+ 2Al (l)
Reaksi sel : 2Al3+ (l) + 3O2- (l) + 2Al (l) + 3/2 O2 (g)
Peleburan alumina menjadi aluminium logam terjadi dalam tong baja
yang disebut pot reduksi atau sel elektrolisis. Bagian bawah pot dilapisi dengan
karbon, yang bertindak sebagai suatu elektroda (konduktor arus listrik) dari
sistem. Secara umum pada proses ini, leburan alumina dielektrolisis, di mana
pot di mana pada pot tersebut terikat serangkaian batang karbon dibagian atas
pot sebagai katoda. Karbon anoda berada dibagian bawah pot sebagai lapisan
pot, dengan aliran arus kuat 5-10 V antara anoda dan katodanya proses
elektrolisis terjadi. Tetapi, arus listrik dapat diperbesar sesuai keperluan,
seperti dalam keperluan industri. Alumina mengalami pemutusan ikatan akibat
elektrolisis, lelehan aluminium akan menuju kebawah pot, yang secara berkala
akan ditampung menuju cetakan berbentuk silinder atau lempengan. Masing –
masing pot dapat menghasilkan 66.000-110.000 ton aluminium per
tahun(Anonymous,2009). Secara umum, 4 ton bauksit akan menghasilkan 2
ton alumina, yang nantinya akan menghasilkan 1 ton aluminium.
Gambar 2.3 Proses Hall-Heroult
2.1.4 Jenis Aluminium Paduan
1. Jenis Aluminium Murni (seri 1000)
Jenis ini adalah aluminium dengan kemurnian antara 99,0% - 99,9%.
Aluminium seri ini bersifat tahan karat, konduksi panas dan konduksi listrik
baik, mampu-las dan mampu-potong. Kekurangannya ialah kekuatan yang
rendah
2. Jenis Paduan Al-CU (Seri 2000)
Jenis paduan Al-Cu adalah jenis yang dapat diperlaku-panaskan.
Dengan penyepuhan sifat mekanik paduan ini dapat menyamai sifat dari baja
lunak, tetapi daya tahan korosinya rendah bila disbanding dengan jenis paduan
biasanya digunakan pada konstruksi pesawat terbang seperti duralumin (2017)
dan super duralumin (2014)
3. Jenis Paduan Al-Mn (Seri 3000)
Jenis paduan ini tidak dapat diperlaku-panaskan sehingga penaikan
kekuatannya hanya dapat diusahakan melalui pengerjaan dingin dalam proses
pembuatannya. Dalam hal kekuatan, jenis paduan ini lebih unggul dari jenis
Al murni.
4. Jenis Paduan Al-Si (Seri 4000)
Jenis paduan ini tidak dapat diperlaku-panaskan. Jenis ini dalam
keadaan cair mempunyai sifat mampu-alir yang baik dan proses
pembekuannya hampir tidak terjadi retak. Karena sifat-sifatnya, maka jenis
paduan jenis Al-Si banyak digunakan sebagai bahan atau logam las dalam
pengelasan paduan aluminium baik paduan cor maupun paduan tempa.
5. Jenis paduan Al-Mg (Seri 5000)
Jenis paduan ini tidak dapat diperlaku-panaskan, tetapi mempunyai
sifat yang baik dalam daya tahan korosi, terutama korosi air laut, dan dalam
sifat mampu-lasnya.Paduan Al-Mg banyak banyak digunakan tidak hanya
dalam konstruksi umum, tetapi juga untuk tangki-tangki penyimpanan gas
alam cair dan oksige cair.
6. Jenis Paduan Al-Mg-Si (Seri 6000)
Jenis paduan ini dapat diperlaku-panaskan dan mempunyai sifat
mampu-potong, mampu-las dan daya tahan korosi yang cukup. Sifat yang
kurang baik dari paduan ini adalah terjadinya pelunakan pada daerah las
sebagai akibat dari panas pengelasan yang timbul.
7. Jenis Paduan Al-Zn (Seri 7000)
Jenis paduan ini dapat diperlaku-panaskan. Biasanya dalam paduan ini
ditambahkan Mg, Cu, Cr. Kekuatan tarik yang dapat dicapai lebih dari 50
kg/mm2, sehingga paduan ini dinamakan juga ultra duralumin. Sifat
mampu-las dan daya tahannya, terhadap korosi kurang menguntungkan. Paduan
Al-Zn-Mg banyak digunakan dalam konstruksi las, karena jenis ini mempunyai
sifat mampu-las dan daya tahan korosi yang lebih baik dari pada paduan dasar
2.1.5 Sifat Mampu Las Aluminium
1. Sifat-sifat umum paduan aluminium
Dalam hal pengelasan, paduan aluminium mempunyai sifat yang kurang
baik bila dibandingkan dengan baja. Sifat-sifat yang kurtang baik atau merugikan
tersebut adalah:
a. karena panas jenis dan daya hantar panasnya yang tinggi maka sulit untuk
memanaskan dan mencairkan di sebagian kecil daerah las
b. Paduan aluminium mudah teroksidasi dan membentuk oksidasi aluminium
Al2O3 yang mempumyai titik cair tinggi. Karena sifat ini maka peleburan
antara logam dasar dan logam las menjadi terhalang.
c. Karena mempunyai sifat koefisien muai yang besar, maka mudah sekali
terjadi deformasi sehingga paduan-paduan yang mempunyai sifat getas
akan cenderung membentuk retak-panas.
d. Karena perbedaan yang tinggi antara kelarutan hydrogen dalam logam cair
dan logam padat, maka dalam proses pembekuan yang terlalu cepat akan
terbentuk rongga halus bekas kantong-kantong hydrogen.
e. Paduan aluminium mempunyai berat jenis rendah, karena itu banyak
zat-zat lain yang terbentuk selama pengelasan akan tegelam. Keadaan ini
memudahkan terkandungnya zat-zat yang tidak dikehendaki ke dalamnya.
f. Karena titik cair dan viskositasnya rendah, maka daerah yang kena
pemanasan mudah mencair dan jutuh menetes.
Namun akhir-akhir ini sifat yang kurang baik tersebut telas dapat diatasi
dengan alat dan teknik las yang lebih maju dan dengan menggunakan gas
mulia sebagai pelindung selama pengelasan. Dengan kemajuan ini maka sifat
mampu las dari paduan aluminium menjadi lebih baik. (Harsono
Wiryosumarto 2000)
2. Retak las pada paduan aluminium
Sebagian retak las yang terjadi pada paduan aluminium adalah
retak panas yang termasuk dalam kelompok retak karena pemisahan. Retak las
ini dapat terjadi pada proses pembekuan dan proses pencairan. Retak las yang
terjadi pada proses pembekuan disebabkan karena adanya penyusutan logam
melintang dan retak kawah. Sedangkan retak yang terjadi pada proses
pencairan disebabkan karena adanya pengendapan dari senyawa bertitik cair
rendah seperti Mg, Si, Cu, Zn dan lain-lainnya.
Beberapa hal yang di perkirakan menjadi penyebab terjadinya retak
las adalah penggunaan logam las yang tidak sesuai dengan logam induk, suhu
antar lapis las, tegangan penahan dan juru las yang kurang terampil. Sebagai
contoh terbentuknya retak manic membujur yang disebabkan oleh tidak
sesuaianya logam las dan loigam induk adalah bila paduan Al-Mg-Si dilas
dengan menggunakan logam las yang sama. Retak melintang terjadi karena
adanya tegangan penahan arah memanjang yang besar. Sedangkan retak halus
yang sukar untuk diperiksa walaupun dengan pemeriksaan radiografi biasanya
sebebkan oleh terlalu tingginya suhu antar lapis. (Harsono Wiryosumarto
2000)
3. Lubang-lubang halus pada paduan aluminium
Lubang halus yang terjadi pada proses pengelasan aluminium di
sebabkan oleh gas hydrogen yang larut kedalam aluminium cair. Karena batas
kelarutan turun pada waktu pendinginan maka gas hydrogen keluar dari
larutan membentuk gelembung halus seperti terlihat pada gambar 2.4 usaha
yang piling baik untuk menhindarinya adalah menghilangkan sumber
hydrogen baik yang berbentuk zat-zat organic seperti minyak yang berbentuk
uap air. (Harsono Wiryosumarto 2000)
Gambar 2.4 Terjadinya lubang halus pada pengelasan aluminum (Harsono
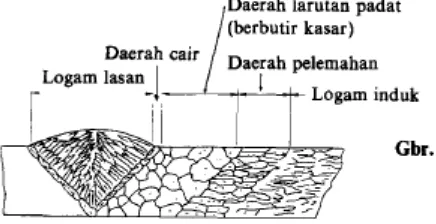
4. Pengaruh panas pengelasan pada paduan aluminium
Panas pengelasan pada paduan aluminium akan menyebabkan terjadinya
pencairan sebagian, rekristalisasi, pelarutan padat atau pengendapan, tergantung
pada tingginya suhu pada daerah las. Karena perubahan struktur ini biasanya
terjadi penurunan kekuatan korosi dan kadang-kadang daerah las menjadi getas.
Struktur mikro daerah HAZ dari paduan dapat diperlaku-panaskan ditunjukkan
pada gambar 2.5
Gambar 2.5 Struktur Mikro Daerah Las Dari Aluminium yang Dapat
Diperlaku-Panaskan (Harsono Wiryosumarto2000)
Pada paduan yang dapat dikeras endapkan, akan terjadi butir-butir endapan
yang kasar sehingga pada daerah ini terjadi penurunan kekuatan dan ketahan
korosi yang paling besar. Dari uraian diatas dapat disimpulkan bahwa makin besar
masukan panas makin besar pula sifat-sifat mekanik yang baik. (Harsono
Wiryosumarto 2000)
2.2 Pengelasan
2.2.1 Ruang Lingkup Dan Defenisi Pengelasan
Lingkup penggunaan teknik pengelasan dalam konstruksi sangat luas,
meliputi perkapalan, jembatan, rangka baja, bejanan tekan, pipa pesat, pipa
saluran, kendaraan rel dan sebagainya.
Di samping untuk pembuatan, proses las dapat juga dipergunakan untuk
reparasi misalnya untuk mengisi lubang-lubang pada coran, membuat lapisan
keras pada perkakas, mempertebal bagian-bagian yang sudah aus dan
macam-macam reparasi lainnya. Pengelasan bukan tujuan utama dari konstruksi, tetapi
Karena itu rancangan las dan cara pengelasan harus betul-betul memperhatikan
kesesuaian antara sifat-sifat las dengan kegunaan konstruksi serta keadaan di
sekitarnya. (Harsono, 2000)
Pengelasan (welding) adalah salah satu teknik penyambungan logam
dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau
tanpa tekanan dan dengan atau tanpa logam tambahan dan menghasilkan
sambungan yang kontinu. Dari definisi tersebut terdapat empat kata kunci untuk
menjelaskan definisi pengelasan yaitu mencairkan sebagian logam, logam pengisi,
tekanan dan sambungan kontinu. Dari definisi diatas, proses pengelasan dapat
dibuat skemanya sebagai berikut:
Gambar 2.6 Skema Definisi Proses Pengelasan (Sonawan , 2006)
Berdasarkan definisi dari DIN (Deutsche Industrie Norman) las adalah
ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. Dari defines tersebut dapat dijabarkan lebih
lanjut bahwa las adalah sambungan setempat dari beberapa batang logam dengan
menggunakan energi panas (Wiryosumarto, 2000)
Las (welding) adalah suatu cara untuk menyambung benda padat dengan
jalan mencairkannya melalui pemanasan. Untuk berhasilnya penyambungan
diperlukan beberapa persyaratan yang harus dipenuhi, yakni:
- Bahwa benda padat tersebut dapat cair/lebur oleh panas
- Bahwa antara benda-benda padat yang disambung tersebut terdapat
kesesuaian sifat lasnya sehingga tidak melemahkan atau
mengagalkan sambungan tersebut
- Bahwa sara-cara penyambungan sesuai dengan sifat benda padat dan
2.2.2 Sejarah Pengelasan
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa
teknik penyambungan logam telah diketahui sejak dari zaman prasejarah,
misalnya pembrasingan logam paduan emas-tembaga dan pematrian paduan
timbal-timah. Menurut keterangan yang didapat telah diketahui dan dipraktekkan
dalam rentang waktu antara tahun 4000 sampai 3000 SM. Sumber energi panas
yang dipergunakan pada waktu itu diperkirakan dihasilkan dari pembakaran kayu
atau arang (Wiryosumarto, 2000)
Setelah energi listrik dapat dipergunakan dengan mudah, teknologi
pengelasan maju dengan pesat sehingga menjadi suatu teknik penyambungan
yang mutakhir. Cara-cara dan teknik-teknik pengelasan yang banyak digunakan
pada waktu itu seperti las busur, las resistansi listrik, las termit dan las gas, pada
umumnya diciptakan pada akhir abad ke-19 (Wiryosumarto, 2000).
Alat-alat dari busur dipakai secara luas setelah alat tersebut digunakan
dalam praktek oleh Benardes dalam tahun 1985. Dalam penggunaan yang pertama
ini Bernades memakai elektroda yang dibuat dari batang karbon atau grafit.
dengan mendekatkan elektroda ke dalam logam induk atau logam yang akan dilas
sejarak kira-kira 2 mm, maka terjadi busur listrik yang merupakan sumber panas
dalam proses pengelasan. Karena panas yang timbul, maka logam pengisi yang
terbuat dari logam yang sama dengan logam induk mencair dan mengisi tempat
sambungan. Dalam tahun 1989, Zerner mengembangkan cara pengelasan busur
yang baru dengan menggunakan busur listrik yang dihasilkan oleh dua batang
karbon. Dengan cara ini busur yang dihasilkan ditarik ke logam dasar oleh gaya
elektromagnet sehingga terjadi semburan busur yang kuat (Wiryosumarto, 2000).
Slavianoff dalam tahun 1892 adalah orang pertama yang menggunakan
kawat logam elektroda yang turut mencair karena panas yang ditimbulkan oleh
busur listrik yang terjadi. Dengan penemuan ini maka elektoroda disamping
berfungsi sebagai penghantar dan pembangkit busur listrik juga berfungsi sebagai
logam pengisi. Kemudian Kjellberg menemukan bahwa kualitas sambungan las
menjadi lebih baik bila kawat elektroda logam yang digunakan dibungkus dengan
elektroda yang terbungkus yang sangat luas penggunaannya pada waktu ini
(Wiryosumarto, 2000).
Gambar 2.7 Perkembangan Cara Pengelasan (Wiryosumarto , 2000)
2.2.3. Klasifikasi Pengelasan
Hingga saat ini terdapat sekitar 35 jenis pengelasan yang diciptakan oleh
manusia. Dari keseluruhan jenis tersebut hanya dua jenis yang paling popular di
Indonesia, yakni pengelasan dengan menggunakan busur nyala listrik (shielded
metal arc welding/SMAW), dan las karbit (oxy acetylene welding/OAW). Di
beberapa kegiatan industri yang mempergunakan teknologi canggih di Indonesia,
telah dipakai jenis TIG (tungsten inert gas welding), MIG (metal gas welding atau
CO2 welding), las tahan listrik (electric resistance welding/ERW), las busur
terbenam (submerged arc welding/SAW) (Widharto, 2006).
2.2.4. Jenis-Jenis Pengelasan
1. Las berdasarkan panas tenaga listrik
a. SMAW (shielded metal arc welding), yaitu las busur nyala listrik
terlindung, adalah pengelasan dengan memperguakan busur nyala listrik
dipakai di mana-mana untuk hamper semua keperluan pengelasan. Untuk
keselamatan kerja maka tegangan yang dipakai hanya 23 – 45 volt saja,
sedang untuk pencairan pengelasan dipakai arus listrik hingga 500 ampere.
Untuk mencegah oksidasi (reaksi dengan O2), bahan penambah las
(elektroda) dilindungi dengan selapis zat pelindung (flux atau slag)yang
sewaktu pengelasan ikut mencair. Karena berat jenisnya lebih ringan dari
bahan metal yang dicairkannya, maka caran flux teresebut mengapung di
atas cairan metal tersebut, sekaligus mengisolasi metal tersebut untuk
beroksidasi dengan udara luar, dan sewaktu mendingin/membeku, flux
tersebut juga ikut membeku dan tetap melindungi metal dari reaksi
oksidasi (Widharto, 2006).
Gambar 2.8 SMAW (shielded metal arc welding), (Widharto, 2006).
b. SAW (submerged arc welding), yaitu las busur terbenam, adalah
pengelasan dengan busur nyala listrik. Untuk mencegah oksidasi cairan
meta dan metal tambahan, digunakan butir-butir flux atau slag, sehingga
busur nyala terpendam di dalam urugan butir-butir tersebut. Karena panas
busur-nyala, butir-butir flux mencair dan melapisi cairan metal guna
Gambar 2.9 SAW (Submerged Arc Welding), (Sonawan , 2006)
c. ESW (electroslag welding), yaitu pengelasan busur terhenti.
Pengelasan ini sejesnis dengan SAW namun bedanya demikian busur
nyala mencairkan flux, busur terhenti dan proses pencairan flux
berjalan terus dan menjadi bahan pengantar arus listrik (konduktif),
sehingga elektroda terhubungkan dengan benda yang dilas melalui
konduktor tersebut. Panas yang dihasilkan dari tahanan terhadap arus
listrik melalui cairan flux/slag cukup tinggi untuk mencairkan bahan
tambahan las dan bahan dasar yang di las. Karena volume slag dan
cairan las sangat besar, maka jenis pengelasan ini hanya dipakai untuk
pengelasan datar (flat) saja. Pada awal dan akhir pengelasan dipasang
suatu penampung untuk memberikan waktu cukup untuk bagi flux
untuk mencair cukup banyak dan menciptakan suatu cairan slag yang
konduktif (Widharto, 2006).
d. Stud welding, yaitu las baut pondasi, berguna untuk menyambung
bagian suatu konstruksi baja dengan bagian yang terdapat didalam
beton (baut angker, shear connector dan lain-lain). Pengelasan
dilaksanakan dengan menmpergunakan tang las khusus. Sebelum dilas,
semua bahan harus bersih dari karat, cat, galvanis, cadmium plating,
minyak dan lain-lain. Sewaktu pengelasan, tang las (welding gun)
harus dijaga pada posisi tetap hingga jalur las mendingin. Jenis
elektoda harus hydrogen (kandungan air rendah), bergaris tengah 5/32
atau 3/16 inchi (Widharto, 2006).
e. ERW (electric resistance weld), yaitu las tahanan listik. Dengan
tahanan yang besar, panas yang dihasilkan oleh aliran listrik menjadi
sedemikian tingginya sehingga mencairkan logam yang akan dilas.
Contohnya pengelasan pelat-pelat dinding pesawat (Widharto, 2006).
f. EBW (electron bearn welding), las pemboman electron, adalah suatu
pengelasan yang pencairan disebabkan oleh panas yang dihasilkan dari
suatu berkas loncatan electron yang dikonsentrasikan/ dimanfaatkan
dan diarahkan pada benda yang dilas. Pengelasan dilaksanakan di
dalam ruang hampa, sehingga menghapus kemungkinan oksidasi atau
kontaminasi dengan zat kimia lainnya (Widharto, 2006).
2. Las berdasarkan Panas dari Kombinasi Busur Nyala Listrik dan Gas Kekal
a. GMAW (gas metal arc welding), yaitu pengelasan dengan gas. Nyala
yang dihasilkan berasal dari busur nyala listrik, yang dipakai sebagai
pencair metal yang dilas dan metal penambah. Sebagai pelindung
oksidasi dipakai gas pelindung yang berupa gas kekal (inert) atau CO2
oleh karena jenis las ini disebut pula CO2 welding (Widharto, 2006).
b. GTAW (gas tungsten arc welding) atau TIG (tungsten inert gas)
welding, adalah pengelasan dengan memakai busur nyala yang
dihasilkan oleh elektroda tetap terbuat dari tungsten. Sedangkan
sebagai bahan penambah terbuat dari bahan yang sama atau sejenis
dengan bahan yang dilas dan terpisah dari pistol las (welding gun).
Untuk mencegah oksidasi dipakai gas pelindung yang keluar dari
welding gun. Biasanya gas pelindung tersebut berupa gas mulia (99%
Argon). Jenis las baik untuk penyambungan bahan metal dan
bahan-bahan campuran yang tipis. Jenis las ini sangat baik untuk pengelasan
pertama (jalan las pertama) atau root bead/stringer bead (Widharto,
2006).
Gambar 2.12 Gas Tungsten Arc Welding (Sonawan , 2006)
c. PAW (plasma arc welding), las listrik dengan plasma, adalah sejensi
GTAW hanya beban gas pelindungnya berbeda, yakni campuran
antara argon, nitrogen dan hydrogen yang lazim disebut plasma.
Plasma pada hakekatnya terdiri dari molekul-molekul,
electron-elektron dan berbagai ion sebagai hasil pemecahan atom atau molekul.
Jenis las ini biasanya dipakai untuk pengisian kampuh-kampuh yang
sangat besar untuk menyambung bahan yang tebal. Jika diperlukan
kecepatan dan bukan kualitas, maka las plasma lebih ekonomis untuk
pelat karbon/mildsteel dengan ketebalan 2 mm ke bawah. Plasma
untuk gas pelindung ternyata juga sangat baik untuk pemotongan pleta
sehingga di samping tampak bagus dan halus juga tidak mengalami
perubahan structural material yang berarti (Widharto, 2006).
d. EGW(electro gas welding) adalah jenis las MIG yang otomatis dan
hanya dipakai untuk posisi pengelasan vertical saja (Widharto, 2006).
3. Las berdasarkan atas panas dari pembakaran campuran gas
OAW (oxy acetylene welding) biasa disebut gas karbit atau las
autogen. Panas didapat dari hasil pembakaran gas acetylene (C2H2) dengan
oksigen (O2). Karena panas yang dihasilkan tidak terlalu tinggi, maka jenis
las ini hanya baik untuk pengelasan pelat baja tipis saja (3 mm). untuk
pelat yang tebal diperlukan waktu pemanasan pendahuluan yang cukup
lama sehingga tidak ekonomis. Jenis las ini baik pula untuk pemanasan
pendahuluan untuk pelat-pelat baja yang sangat tebal sebelum dilas dengan
listrik. Oleh karenanya jenis las ini sangat baik dipakai untuk pemotongan
baja, kecuali baja paduan seperti stainless steel yang sangat peka terhadap
oksidasi. Mutu las karbit pada umumnya kurang baik ditinjau dari segi
kekuatannya mengingat banyaknya bahan las yang teroksidasi karena
dipakainya oksigen sebagai bahan pemanasnya (Widharto, 2006).
Gambar 2.13 Oxy Acetylene Welding (Sonawan , 2006)
4. Las berdasarkan ledakan dan reaksi eksotermis
a. EXW (explosion weld atau CAD weld) adalah las yang sumber
panasnya dapat dengan meledakkan obat mesiu yang dipasang dalam
suatu mold/cetakan pada bagian yang disambung sehingga terjadi
tersedia. Cara ini praktis untuk menyambung kabel-kabel, kawat baja,
wire rope atau seling, dan pelekatan arde pada tiang baja. Hasil
sambungan ini cukup sempurna karena boleh dikatan hampir tidak
terdapat proses oksidai yang melemahkan sambungan tersebut
(Widharto, 2006)
b. TW (termit welding) adalah las yang mempergunakan proses reaksi
kimia eksotermis yang menghasilkan suhu yang sangat tinggi untuk
melebur metal yang dilas. Las ini dipakai untuk penyambungan
benda-benda besar/tebal dan diperlukan waktu yang lebih lama dari las
ledakan. (Widharto, 2006)
Gambar 2.14 Termit Welding (Sonawan , 2006)
2.2.5 Metalurgi Pengelasan
Dalam lasan terdiri dari tiga bagian yaitu logam las, daerah pengaruh
panas (Heat Affected Zone) dan logam induk yang tak terpengaruhi. Logam las
adalah bagian dari logam yang pada waktu pengelasan mencair dan kemudian
membeku. Daerah pengaruh panas atau HAZ adalah logam dasar yang
bersebelahan dengan logam las yang selama proses pengelasan mengalami siklus
termal pemanasan dan pendinginan cepat. Logam induk tidak terpengaruhi adalah
bagian logam dasar dimana panas dan suhu pengelasan tidak menyebabkan
Dalam pengelasan cair bermacam-macam cacat terbentuk dalam logam
las, misalnya pemisahan atau segregasi, lubang halus dan retak. Banyaknya cacat
yang terjadi tergantung pada kecepatan pembekuan. Semua kejadian selama
proses pendinginan dalam pengelasan hampir sama dengan pendinginan dalam
pengecoran. Perbedaan yang terjadi adalah kecepatan pendinginan dalam las lebih
tinggi, Sumber panas dalam las bergerak terus, pencairan dan pembekuan terjadi
secara teru menerus, Pembekuan logam las mulai dari dinding logam induk dan
logam las harus menjadi satu dengan logam induk. Pada proses pembekuan logam
las terjadi tiga proses reaksi metalurgi, prosestersebut adalah : (Wiryosumarto,
2000).
1. Pemisahan
Di dalam logam las terdapat tiga jenis pemisahan, yaitu pemisahan makro,
pemisahan gelombang dan pemisahan mikro. Pemisahan makro adalah
perubahan komponen secara perlahan-lahan yang terjadi mulai dari sekitar garis
lebur menuju ke garis sumbu las, Sedangkan pemisahan gelombang adalah
perubahan komponen karena pembekuan terputus yang terjadi pada proses
terbentuknya gelombang manik las. Pemisahan mikro adalah perubahan
komponen yang terjadi dalam satu pilar atau dalam bagian dari satu pilar.
2. Lubang-lubang Halus
Lubang-lubang halus terjadi karena adanya gas yang tidak larut dalam
logam padat. Lubang-lubang tersebut disebabkan karena tiga macam cara
pembetukan gas sebagai berikut: Pertama adalah pelepasan gas karena perbedaan
batas kelarutan antara logam cair dan logam padat pada suhu pembekuan, kedua
adalah terbentuknya gas karena adanya reaksi kimia didalam logam las dan yang
ketiga penyusupan gas ke dalam atmosfir busur. Gas yang terbentuk karena
perbedaan batas kelarutan dalam material adalah gas hidrogen dan gas nitrogen,
sedangkan yang terjadi karena reaksi adalah terbentuknya gas CO dalam logam
cair dan yang menyusup adalah gas-gas pelindung atau udara yang terkurung
3. Oksidasi
Aluminium adalah logam yang sangat aktif. Kalau berada di lingkungan
yang menghasilkan oksigen, Logam ini bereaksi untuk membentuk sebuah selaput
tipis oksida yang transparan di seluruh permukaan yang terbuka. Selaput ini
mengendalikan laju korosi dan melindungi logam di bawahnya. Oleh karena itu,
komponen-komponen yang terbuat dari aluminium dan paduannya bisa memiliki
umur yang panjang. Jika selaput ini rusak, maka selaput tersebut tidak dapat
dipulihkan lagi, korosi logam ini akan berlangsung cepat sekali. Pembentukan
lapisan oksida (Al2O3) ditandai dengan perubahan visual dari permukaan
aluminium (Al) yang mana warna semula mengkilap (perak) berangsur-angsur
berubah lebih buram seiring laju pertumbuhan lapisan oksida yang disebabkan
oleh kontak langsung dengan oksigen (O2). Ketika mill scale dari logam
aluminium dibuka dan mengalami kontak langsung dengan udara (atmosfer)
pembentukan aluminium oksida berlangsung sangat cepat sampai laju oksidasinya
berjalan lambat setelah 10 hari. Laju penebalan ini dapat digambarkan berupa
grafik logaritma di mana penebalannya suatu saat akan konstan. Lapisan
aluminium oksida ini sangat berongga (porous) dan dapat menyerap embun atau
sumber hidrokarbon lainnya dan tumbuh menebal menjadi Hydrated-oxid alumina
(Al2O3.H2O) yang memiliki lapisan kimia bercampur air penyebab porosity.
Aluminium oksida memiliki titik leleh yang besar yang mencapai 2038° C, yang
mana tiga kali titik leleh paduan aluminiumnya. Jika lapisan ini tidak dibersihkan
pada saat akan dilakukan pengelasan maka prose pengelasanya sulit dilakukan dan
kualitas hasil lasanya menurun. (Anjar leksono,2005 )
2.3 Pengelasan TIG (Tungsten Inert Gas)
Las TIG (Tungsten Inert Gas) adalah salah satu pengelasanbusur listrik
berpelindung gas mulia di mana elektroda tidak diumpankan. Las TIG dapat
menjangkau pada proses pengelasan yang luas dan mempunyai kemampuan yang
tinggi untuk menyatukan logam serta dapat pula mengelas pada segala posisi
pengelasan dengan kepadatan yang tinggi, daya busurnya tidak tergantung pada
bahan tambah yang diperlukan, sehingga las TIG dimungkinkan untuk mengelas
berbagai jenis logam (Sukamto, 2009).
TIG (Tungsten Inert Gas) welding adalah jenis las listrik yang
menggunakan bahan tungsten (wolfarm) sebagai elektroda yang tidak
terkonsumsi, elektroda ini digunakan hanya untuk menghasilkan busur nyala
listrik. (Widharto, 2006).
Bahan penambah berupa batang las (rod), yang dicairkan oleh busur nyala
tersebut mengisi kampuh bahan induk. Untuk mencegah oksidasi digunakan gas
mulai (seperti Argon, Helium, Freon) dan CO2 sebagai gas lindung. Jenis las ini
dapat digunakan dengan atau tanpa bahan penambah, las ini menghasilkan
sambungan las yang bermutu tinggi dengan peralatan yang relative lebih murah
(Widharto, 2006).
Penggunaan jenis las ini diawali sekitar tahun 1920 dengan menggunakan
helium sebagai gas pelindung. Namun setelah itu tidak ada tindak lanjutnya
hingga pecah Perang Dunia II dimana diperlukan las TIG untuk mengganti
paku-paku keeling pada pesawat tempur dengan pengelasan pada bahan yang reaktif
seperti aluminum atau magnesium. Arus yang digunakan adalah arus rata dan
elektroda di pihak negative untuk mendapatkan sumber panas yang stabil dan
efisien sehingga dapat dihasilkan lajur las yang berkualitas tinggi. Belakangan
dengan berkembangnya teknologi las, arus rata berpulsa atau arus bolak balik
dapat digunakan untuk sumber arus. Demikian juga dikembangkan obor (torch)
lasnya, yakni tipe water cooled (didinginkan dengan air) dan gas cooled
(didinginkan dengan gas). Untuk meningkatkan daya emisinya bahan
elektrodanya tungsten dicampur dengan beberapa elemen aktif. Hal yang dicapai
adalah: sifat awal busur (arc starting), stabilitas busur (arc stability), dan usia
Gambar 2.16 Pengelasan TIG (Widharto, 2006)
2.3.1 Prinsip Kerja Pengelasan TIG (Tungsten Inert Gas)
Proses dari pengelasan TIG menggunakan gas lindung untuk mencegah
terjadinya oksidasi pada bahan las yang panas(Widharto, 2006).
Busur nyala listrik dihasilkan dari arus listrik melalui konduktor dan
mengionisasi gas pelindung. Busur terjadi antara ujung elektroda tungsten
dengan logam induk. Panas yang dihasilkan busur langsung mencairkan logam
induk dan juga logam las berupa kawat las (rod). Penggunaan kawat las tidak
selalu dilaksankan (hanya jika dipandang perlu sebagai logam penambah)
Pencairan kawat las dilaksanakan diujung kolam las sambil pengelasan
berjalan (Widharto, 2006).
Terdapat 4 komponen dasar dari pengelasan TIG, yaitu :
1. Obor (torch)
2. Elektoda tak terkonsumsi
3. Sumber arus las
Gambar 2.17 Skema Pengelasan TIG (Widharto, 2006).
2.3.2 Keuntungan dan Kerungian Proses TIG (Tungsten Inert Gas) a. Keuntungan Proses
Berikut ini adalah beberapa keuntungan penggunaan TIG:
1. Mengahasilkan sambungan las bermutu tinggi, biasanya bebas
cacat
2. Bebas dari terbentuknya percikan las (spatter)
3. Dapat digunakan dengan atau tanpa bahan tambahan (filler
metal)
4. Penetrasi (tembusan) pengelasan akar dapat dikendalikan
dengan baik
5. Produksi pengelasan tinggi dan murah
6. Dapat menggunakan sumber tenaga yang relative murah
7. Memungkinkan untuk mengendalikan variable las secara akurat
8. Dapat digunakan pada hamper semua jenis metal termasuk
pengelasan metal berbeda
9. Memungkinkan pengendalian mandiri sumber panas maupun
penambahan filler metal (Widharto, 2006).
b. Kerugian proses
Berikut ini adalah beberapa keuntungan penggunaan TIG:
1. Laju deposisi material lebih rendah dibanding pengelasan
2. Memerlukan keterampilan tangan dan koordinasi juru las lebih
tinggi dibanding dengan las GMAW atau SMAW (Widharto,
2006).
2.3.3 Sumber Arus Las
Sumber listrik yang digunakan untuk pengelasan TIG dapat berupa listrik
DC atau listrik AC.Pada umumnya pada pengelasan TIG sumber listrik yang
dipergunakan mempunyai karakteristik yang lamban, sehingga dalam hal
menggunakan listrik DC untuk memulai menimbulkan busur perlu ditambah
dengan listrik AC frekuensi tinggi. (Wiryosumarto, 2000).
1. Arus Bolak Balik (AC)
Proses las TIG arus AC dilaksanakan dengan menggunakan las AC.
Proses ini memiliki dua keunggulan dibanding dengan proses TIG arus
DC.
a. Aksi pembersihan (cleaning action)
Pembersihan yang dimaksud disini adalah menghilangkan
atau mengelupas lapisan oksidasi yang ada di permukaan logam
induk. Aksi ini berlangsung pada saat elektroda bermuatan positif
dan logam induk bermuatan negatif. Arus listrik AC memiliki
kurva sinusoidal. Pada saat tertentu, elektroda bermuatan positif
di saat lain bermuatan negative. Kemudian pada saat elektroda
bermuatan positif, disisi lain logam induk bermuatan negatif.
Electron-elektron yang ada dilogam induk ini berakselerasi
menuju elektroda. Pada awalnya, pergerakan electron
berlangsung kurang mulus akibat adanya lapisan oksida yang
bersifat isolator. Setelah lapisan oksida itu terkelupas akibat
“desakan” electron, maka electron tadi dengan mudah bergerak
ke arah elektroda. Terkelupasnya atau hilangnya lapisan oksida di
permukaan logam induk inilah yang dikenal sebagai aksi
Gambar 2.18 Aksi Pembersihan Lapisan Oksida (Sonawan, 2006)
b. Aksi Penembusan
Jika saat elektorda bermuatan positif terjadi aksi
pembersihan maka saat sebaliknya yaitu elektroda berrnuatan
negatif akan terjadi aksi penembusan. Elektron sekarang
bergerak dari elektroda ke arah permukaan logam induk tanpa
adanya hambatan karena lapisan oksida telah terkelupas.
Tingkat penembusan yang dihasilkan dengan aksi ini cukup
dalam berbeda dengan aksi sebelumnya (aksi pembersihan).
Kedalaman penembusan logam induk menjadi ciri dari aksi
penembusan ini (Sonawan, 2006).
2. Arus Searah (DC)
Jika arus DC yang digunakan, maka elektroda tungsten dapat
dihubungkan dengan terminal positif dan negatif. Namun pada
umumnya digunakan adalah sistem elektroda negatif (DCEN).
Dengan polaritas ini electron mengalir dari elektroda ke benda kerja,
dan ion positif mengalir dari benda kerja ke elektroda. Polaritas ini
disebut polaritas lurus (straight polarity). Jika elektroda pada posisi
positif, maka elektronnya, merupakan kebalikan dari yang diuraikan
diatas. Polaritas ini disebut polaritas terbalik (reverse polarity)
Gambar 2.19 Diagram Rangkaian Listrik dari Mesin Las Listrik DC
(Wiryosumarto, 2000)
Arus DC positif (polaritas balik) menghasilkan karakteristik aksi
pembersihan dengan penetrasi dangkal dan arus DC negatif
menghasilkan penembusan. Arus DC positif umumnya dipakai pada
pengelasan pelat-pelat tipis, sedangkan arus DC negatif dipakai pada
kasus pengelasan pelat tebal karena memanfaatkan dalamnya
penetrasi/penembusan logam las. (Sunawon, 2006).
Gambar 2.20 Perbedaan Karakteristik Arus AC dan DC
Pemakaian Jenis Arus Dalam Pengelasan Beberapa Jenis Logam dapat
dilihat pada table berikut:
Tabel 2.1 Penggunaan Mesin Las TIG untuk Beberapa Logam
Logam Listrik AC
2.4 Struktur Mikro
Struktur mikro adalah gambaran dari kumpulan fasa-fasa yang dapat diamati
melalui teknik metalografi. Struktur mikro suatu logam dapat dilihat dengan
menggunakan mikroskop. Mikroskop yang dapat digunakan yaitu mikoroskop
optik dan mikroskop elektron. Sebelum dilihat dengan mikroskop, permukaan
logam harus dibersihkan terlebih dahulu, kemudian reaksikan dengan reagen
kimia untuk mempermudah pengamatan. Proses ini dinamakan etching.
(Wiryosumarto, 2000).
Untuk mengetahui sifat dari suatu logam, kita dapat melihat struktur
mikronya. Setiap logam dengan jenis berbeda memiliki struktur mikro yang
berbeda. Dengan melalui diagram fasa, kita dapat meramalkan struktur mikronya
dan dapat mengetahui fasa yang akan diperoleh pada komposisi dan temperatur
tertentu. Dan dari struktur mikro kita dapat melihat:
a. Ukuran dan bentuk butir
b. Distribusi fasa yang terdapat dalam material khususnya logam
c. Pengotor yang terdapat dalam material
Dari struktur mikro kita juga dapat memprediksi sifat mekanik dari suatu
Gambar 2.21 Struktur Mikro pada Logam (Wiryosumarto, 2000).
2.4.1 Struktur Pada Daerah Las
Selama pendinginan dari logam cair sampai menuju suhu kamar, logam las
mengalami serangkaian perubahan fasa. Baja karbon rendah (kandungan C <
0,1%) akan mengalami perubahan-perubahan fasa cair menjadi Ferrite δ ketika
pembekuan berlangsung kemudian berubah menjadi Austenite γ dan akhirnya
menjadi Ferrite α dan Pearlite. Struktur mikro yang akan terbentuk di tentukan
pada saat pendinginan. Ada beberapa faktor yang mempengaruhi struktur mikro,
sepertikomposisi akhir logam las, filler serta kondisi udara sekitar pengelasan.
(Wiryosumarto, 2000).
Proses pendinginan pada las berlangsung secarakontinu, yaitu proses
penurunan suhu berlangsung tanpa adanya penurunan suhu secara mendadak.
Menurut Abson dan Pargeter (1986), struktur mikro yang mungkin terbentuk
dari pengelasan adalah:
1. Proeutectoid Ferrrite, terdiri dari grain boundaryFerrite dan
intragranular polygonal Ferrite pada suhu 1000-650 ℃.
2. Widmanstatten Ferrrite atau Ferrite with aligned second phase pada
suhu 750-650 ℃.
4. Bainite, terbentuk pada suhu 400-500 ℃.
5. Martensite, terjadi jika pendinginan berlangsung sangat cepat.
Proses pendinginan hasil pengelasan pada umumnya berlangsung secara
cepat sehingga untuk menganalisa struktur mikro hasil pengelasan tidak dapat
digunakan diagram fasa. Diagram fasa hanya dapat dipergunakan untuk
kondisi dimana laju pendinginan sangat lambat dan proses difusi atom
berlangsung. Karena itu untuk menganalisa struktur mikro hasil pengelasan
dapat digunakan diagram Continuous Cooling Transformation (CCT), berikut
strukur mikro pada daerah Las dapat dilihat pada gambar 2.22.
Gambar 2.22 Struktur Mikro Daerah Las (Wiryosumarto, 2000)
2.4.2 Struktur mikro daerah HAZ (Heat affected Zone)
Adalah logam dasar yang bersebelahan dengan logam las yang selama
proses pengelasan mengalami siklus termal pemanasan dan pendinginan cepat
sehingga daerah ini yang paling kritis dari sambungan las. Secara visual daerah
yang dekat dengan garis lebur las maka susunan struktur logamnya semakin kasar.
Pada daerah HAZ terdapat tiga titik yang berbeda, titik 1 dan 2 menunjukkan
temperatur pemanasan mencapai daerah berfasa austenit dan ini disebut dengan
transformasi menyeluruh yang artinya struktur mikro baja mula-mula ferit+perlit
kemudian bertransformasi menjadi austenite 100%. Titik 3 menunjukkan
temperatur pemanasan, daerah itu mencapai daerah berfasa ferit dan austenit dan
ini yang disebut transformasi sebagian yang artinya struktur mikro baja