PENGARUH VARIASI KUAT ARUS LAS LISTRIK PADA
SUDUT KAMPUH V GANDA TERHADAP KEKUATAN
TARIK DAN KETANGGUHAN IMPACT DARI
MATERIAL ST 37
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
HERO SIMPEIN SIHOMBING NIM. 050401013
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur pertama dan utama penulis sampaikan kepada sang Rabb Alam Semesta, yakni Allah SWT yang maha pengasih lagi maha penyayang, yang telah memberikan berkah, rahmah dan hidayah-Nya kepada penulis, sehingga
skripsi ini dapat diselesaikan.
Skripsi ini merupakan salah satu persyaratan untuk memenuhi syarat guna
memperoleh gelar Sarjana Teknik (ST) di Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara. Adapun judul Skripsi ini adalah “Pengaruh Variasi Kuat Arus Las Listrik pada Sudut Kampuh V Ganda terhadap Kekuatan
Tarik dan Ketangguhan Impact dari Material St 37’’
Penyelesaian skripsi ini tidak terlepas dari bantuan dan dukungan yang
diberikan oleh berbagai pihak, dan sangat berterima kasih yang sebesar-besarnya kepada:
1. Kedua orang tua dan istri yang dicintai yang telah memberikan segala
sesuatunya dengan penuh ikhlas.
2. Bapak Dr.-Ing.Ir.Ikhwansyah Isranuri sebagai ketua Departemen Teknik
Mesin FT-USU
3. Bapak Ir.Alfian Hamsi,MSc selaku dosen pembimbing yang telah banyak meluangkan waktunya untuk berdiskusi dengan penulis selama
penyelesaian skripsi ini.
4. Seluruh Staf Pengajar, Asisten Laboratorium dan pegawai administrasi
masa studi.
5. Saudara-saudara sekeluarga serta teman-teman mahasiswa Teknik Mesin
USU khususnya angkatan 2005 yang senantiasa memberikan dukungan dalam penyelesaian skripsi ini.
Akhir kata semoga skripsi ini bermanfaat bagi pembaca, kritik dan saran yang membangun sangat diharapkan.
Medan, Oktober 2011
Penulis
Abstarak
Pengelasan merupakan bagian tak terpisahkan dari pertumbuhan peningkatan industri karena memegang peranan utama dalam rekayasa dan reparasi produksi logam. Sehingga hampir tidak mungkin pembangunan suatu pabrik tanpa melibatkan unsur pengelasan. Cara pengelasan yang paling banyak digunakan adalah pengelasan cair dengan busur (las busur listrik) dan gas. Tidak semua logam memiliki sifat mampu las yang baik. Bahan yang mempunyai sifat mampu las yang baik diantaranya adalah baja paduan rendah. Baja ini dapat dilas dengan las busur elektroda terbungkus, las busur rendam dan las MIG (las logam gas mulia). Baja paduan rendah biasa digunakan untuk pelat-pelat tipis dan konstruksi umum. Batasan masalah pada penelitian ini adalah bahan yang digunakan adalah pelat baja St 37, pengelasan menggunakan mesin las SMAW (Shielded Metal Arc Welding) DC polaritas terbalik dengan elektroda RB26 diameter 3,2 mm, pengelasan menggunakan variasi arus 90 A, 110 A dan 130 A dengan jenis kampuh V ganda dengan sudut 450, pengujian yang dilakukan adalah uji tarik (tensile test) dan uji ketangguhan (impact charpy). Tujuan penelitian secara umum adalah untuk mengetahui perbandingan kekuatan tarik dan ketangguhan pada baja karbon St 37 yang telah mengalami proses pengelasan dengan variasi kuat arus serta menggunakan bentuk sudut kampuh V ganda. Dari hasil penelitian ini di dapat bahwa untuk uji tarik nilai tegangan akan terus meningkat seiring pertambahan arus yang diberikan sedangkan nilai perpanjangan akan terus menurun. Untuk uji ketangguhan impak bahwa dengan penambahan arus, energi yang diserap dan harga impak akan terus menurun.
DAFTAR ISI
KATA PENGANTAR ... i
ABSTRAK ... ii
DAFTAR ISI ... iv
DAFTAR GAMBAR ... vii
DAFTAR TABEL ... ix
DAFTAR NOTASI ... x
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Batasan Masalah ... 3
1.4 Tujuan Penelitian ... 3
1.5 Manfaat Penelitian ... 4
1.6 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1 Pengelasan ... 6
2.1.1 Siklus Termal Daerah Las ... 7
2.1.2 Ketangguhan Daerah Lasan ... 9
2.1.3 Ketangguhan Logam Las ... 10
2.2 Klasifikasi Pengelasan ... 10
2.2.2 Jenis-Jenis Pengelasan yang Umum Dilakukan ... 11
2.3 Parameter Pengelasan ... 15
2.3.1 Klasifikasi Fluksi dan Kawat Elektroda ... 17
2.3.1.1 Fluksi ... 17
2.3.1.2 Kawat Elektroda ... 18
2.3.2 Persiapan Sambungan ... 19
2.3.3 Arus Pengelasan ... 21
2.3.4 Polaritas Terbalik ... 21
2.3.5 Metalurgi Las ... 22
2.3.6 Kampuh V Tunggal dan Ganda ... 23
2.4 Pengujian Tarik (Tensile Test) ... 24
2.5 Pengujian Ketangguhan Impak ... 29
BAB III METODOLOGI PENELITAN 3.1 Waktu dan Tempat Penelitian ... 34
3.2 Bahan dan Alat Penelitian ... 34
3.2.1 Bahan penelitian ... 34
3.2.2 Alat Penelitian ... 37
3.3 Spesifikasi Spesimen ... 44
3.4 Prosedur Penelitian ... 45
3.4.1 Proses Pengelasan ... 45
3.4.2 Pengujian Tarik (Tensile Test) ... 47
3.4.3 Pengujian Ketangguhan Impak ... 49
BAB IV ANALISA DAN PEMBAHASAN
4.1 Hasil Uji Tarik (Tensile Test) ... 52 4.2 Hasil Uji Pengujian Ketangguhan Impak ... 56 4.3 Pembahasan ... 60
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan ... 63 5.2 Saran ... 64
DAFTAR GAMBAR
Gambar 2.1 Siklus termal dari beberapa tempat dalam daerah HAZ ... 8
Gambar 2.2 Siklus termal disekitar lasan dengan kondisi pengelasan yang berbeda ... 9
Gambar 2.3 Diagram temperatur cair material ... 11
Gambar 2.4 Proses pengelasan busur las terbungkus... 12
Gambar 2.5 Proses pengelasan busur terendam ... 13
Gambar 2.6 Proses pengelasan busur logam gas ... 13
Gambar 2.7 Proses pengelasan berinti fluks ... 14
Gambar 2.8 Proses pengelasan busur tungsten gas ... 15
Gambar 2.9 Pengaruh arus listrik ... 16
Gamabar 2.10 Alur sambungan las tumpul ... 19
Gambar 2.11 Sambungan T... 20
Gambar 2.12 Muatan Kutub Terbalik ... 22
Gambar 2.13 Pembagian daerah las ... 23
Gambar 2.14 Kampuh V tunggal ... 24
Gambar 2.15 Kampuh V Ganda ... 24
Gamabar 2.16 Alat uji tarik ... 25
Gambar 2.17 Kurva F vs Δl ... 26
Gambar 2.18 Kurva Tegangan-Regangan ... 28
Gambar 2.19 Alat uji Impact Charpy ... 30
Gamabar 2.20 Spesimen uji ... 31
Gambar 3.1 Baja karbon St 37 ... 35
Gamabar 3.3 Mesin gergaji ... 37
Gambar 3.4 Mesin las busur listrik ... 39
Gambar 3.5 Mesin sekrap ... 40
Gambar 3.6 Alat uji tarik ... 42
Gambar 3.7 Alat uji ketangguhan impact ... 43
Gambar 3.8 Bentuk spesimen uji tarik ... 44
Gambar 3.9 Bentuk spesimen uji ketangguhann impact ... 45
Gambar 3.10 Spesimen sebelum dilakukan pengelasan pada uji tarik ... 45
Gambar 3.11 Spesimen sebelum dilakukan pengelasan pada uji impak ... 46
Gambar 3.12 Spesimen setelah dilakukan pengelasan pada uji tarik ... 46
Gambar 3.13 Spesimen setelah dilakukan pengelasan pada uji impak ... 47
Gambar 3.14 Spesimen diikat pada dudukan uji tarik ... 48
Gambar 3.15 Spesimen setelah mengalami patahan ... 48
Gambar 3.16 Spesimen hasil uji tarik ... 49
Gambar 3.17 Spesimen hasil uji impak ... 50
Gambar 3.18 Diagram alir peneltian ... 51
Gambar 4.1 Grafik Tegangan Vs Kuat Arus Pada Spesimen ... 54
Gambar 4.2 Grafik Regangan Vs Kuat Arus Pada Spesimen ... 55
Gambar 4.3 Grafik Energi Vs Kuat Arus Pada Spesimen ... 58
Gambar 4.4 Harga Impak Vs Kuat Arus Pada Spesimen ... 59
Gambar 4.5 Diagram pohon dari hasil uji tarik plat St 37 ... 60
Gambar 4.6 Digram pohon dari hasil uji ketangguhan impak plat St 37 ... 60
Tabel 3.1 Hubungan antara dasar dan tipe elektroda yang dipakai ... 36 Tabel 4.1 Hasil uji tarik pada bahan baja St 37... 52
DAFTAR NOTASI
Luas penampang spesimen mula-mula Regangan akibat gaya tarik
Pertambahan panjang
Perubahan panjang spesimen akibat beban tekan
Panjang spesimen mula-mula Energi yang diserap
Sudut akhir pemukulan
Sudut awal pemukulan
Abstarak
Pengelasan merupakan bagian tak terpisahkan dari pertumbuhan peningkatan industri karena memegang peranan utama dalam rekayasa dan reparasi produksi logam. Sehingga hampir tidak mungkin pembangunan suatu pabrik tanpa melibatkan unsur pengelasan. Cara pengelasan yang paling banyak digunakan adalah pengelasan cair dengan busur (las busur listrik) dan gas. Tidak semua logam memiliki sifat mampu las yang baik. Bahan yang mempunyai sifat mampu las yang baik diantaranya adalah baja paduan rendah. Baja ini dapat dilas dengan las busur elektroda terbungkus, las busur rendam dan las MIG (las logam gas mulia). Baja paduan rendah biasa digunakan untuk pelat-pelat tipis dan konstruksi umum. Batasan masalah pada penelitian ini adalah bahan yang digunakan adalah pelat baja St 37, pengelasan menggunakan mesin las SMAW (Shielded Metal Arc Welding) DC polaritas terbalik dengan elektroda RB26 diameter 3,2 mm, pengelasan menggunakan variasi arus 90 A, 110 A dan 130 A dengan jenis kampuh V ganda dengan sudut 450, pengujian yang dilakukan adalah uji tarik (tensile test) dan uji ketangguhan (impact charpy). Tujuan penelitian secara umum adalah untuk mengetahui perbandingan kekuatan tarik dan ketangguhan pada baja karbon St 37 yang telah mengalami proses pengelasan dengan variasi kuat arus serta menggunakan bentuk sudut kampuh V ganda. Dari hasil penelitian ini di dapat bahwa untuk uji tarik nilai tegangan akan terus meningkat seiring pertambahan arus yang diberikan sedangkan nilai perpanjangan akan terus menurun. Untuk uji ketangguhan impak bahwa dengan penambahan arus, energi yang diserap dan harga impak akan terus menurun.
BABI PENDAHULUAN
1.1 Latar Belakang
Perkembangan zaman yang disertai oleh perkembangan ilmu pengetahuan
dan teknologi (IPTEK) yang pesat dewasa ini menciptakan era globalisasi dan keterbukaan yang menuntut setiap individu untuk ikut serta di dalamnya, sehingga
sumber daya manusia harus menguasai ilmu pengetahuan dan teknologi (IPTEK) serta mampu mengaplikasikannya dalam setiap kehidupan. Pengembangan teknologi dibidang konstruksi yang semakin maju tidak dapat dipisahkan dari
pengelasan karena pengelasan sangat mempunyai peranan penting dalam rekayasa dan reparasi logam.
Pembangunan konstruksi dengan logam pada masa sekarang ini banyak melibatkan unsur pengelasan khususnya bidang rancang bangun karena sambungan las merupakan salah satu pembuatan sambungan yang secara teknis
memerlukan keterampilan yang tinggi bagi pengelas agar diperoleh sambungan dengan kualitas baik.
Pengelasan merupakan bagian tak terpisahkan dari pertumbuhan peningkatan industri karena memegang peranan utama dalam rekayasa dan reparasi produksi logam. Sehingga hampir tidak mungkin pembangunan suatu pabrik tanpa
melibatkan unsur pengelasan. Lingkup penggunaan teknik pengelasan dalam konstruksi sangat luas meliputi perkapalan, jembatan, rangka baja, bejana tekan,
sarana transportasi, rel, pipa saluran dan lain sebagainya.
kelompok, yaitu pengelasan cair, pengelasan tekan dan pematrian. Pengelasan cair adalah suatu cara pengelasan dimana benda yang akan disambung dipanaskan
sampai mencair dengan sumber energy panas. Cara pengelasan yang paling banyak digunakan adalah pengelasan cair dengan busur (las busur listrik) dan gas. Tidak semua logam memiliki sifat mampu las yang baik. Bahan yang mempunyai
sifat mampu las yang baik diantaranya adalah baja paduan rendah. Baja ini dapat dilas dengan las busur elektroda terbungkus, las busur rendam dan las MIG (Metal
Inert Gas) atau las logam gas mulia. Baja paduan rendah biasa digunakan untuk pelat-pelat tipis dan konstruksi umum.
Kekuatan hasil lasan dipengaruhi oleh tegangan busur, besar arus,
kecepatan pengelasan, besarnya penembusan dan polaritas listrik. Penentuan besarnya arus dalam penyambungan logam menggunakan las busur
mempengaruhi efisiensi pekerjaan dan bahan las. Penentuan besar variasi arus dalam pengelasan ini mengambil 90 Ampere, 110 Amper dan 130 Ampere. Untuk dapat mengetahui pengaruh hasil pengelasan las listrik pada pelat baja terhadap uji
tarik (tensile test) dan uji ketangguhan impact (impact charpy) dari pengelasan maka perlu dilakukan pengujian terhadap benda uji hasil pengelasan.
1.2 Perumusan masalah
Memperhatikan uraian di atas, maka perlu dilakukan penelitian kondisi
pengelasan khususnya pada variasi kuat arus dengan disesuaikan jenis elektroda yang digunakan. Pengelasan menggunakan mesin las SMAW DC dengan tipe
LEG 225, 220 V, 50 Hz, 225 A dan pemeriksaan kekuatan las dilakukan dengan
1.3 Batasan Masalah
Batasan masalah pada penelitian ini adalah: 1. Bahan yang digunakan adalah pelat baja St 37.
2. Pengelasan menggunakan mesin las SMAW DC polaritas terbalik dengan
elektroda RB26 diameter 3,2 mm.
3. Pengelasan menggunakan variasi arus 90 Ampere, 110 Ampere dan 130
Ampere dengan jenis kampuh V ganda dengan sudut 450
4. Pengujian yang dilakukan adalah uji tarik (tensile test) dan uji ketangguhan impact (impact charpy).
.
1.4Tujuan Penelitian
Tujuan yang hendak dicapai pada penelitian ini adalah: a. Secara umum
Tujuan penelitian secara umum adalah untuk mengetahui perbandingan
kekuatan tarik (tensile test) dan ketangguhan impact(impact charpy) pada baja karbon St 37 dengan variasi kuat arus serta menggunakan bentuk sudut kampuh V ganda dengan sudut 450
b. Secara khusus
.
Tujuan khusus penelitian ini adalah:
2. Membandingkan nilai dari hasil uji ketangguhan impact (impact test) pada proses pengelasan dengan variasi kuat arus terhadap baja karbon
St 37 dengan menggunakan bentuk sudut kampuh V ganda.
1.5Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah:
1. Bagi peneliti dapat menerapkan apa yang dipelajari di buku dengan
terjun langsung meneliti proses pengelasan yang dilakukan pada baja karbon St 37 dengan membandingkan variasi arus yang digunakan. 2. Bagi akademik dapat menambah pengetahuan tentang hasil penelitian
yang telah dilakukan guna referensi penelitian selanjutnya.
3. Bagi industri dapat memberikan manfaat apabila pada suatu
konstruksi yang menggunakan proses pengelasan terutama pada material baja.
1.6Sistematika Penulisan
Sistematika penulisan skripsi ini disajikan dalam 5 bab, secara garis besar
isi yang dimuat dalam skripsi seperti berikut: 1. Bab I Pendahuluan
Pada bab ini berisikan latar belakang, perumusan masalah, batasan masalah,
tujuan penelitian, manfaat penelitian, dan sistematika penulisan. 2. Bab II Tinjauan Pustaka
persiapan sambungan, uji tarik (tensile test) dan uji ketangguhan impact (impact charpy).
3. Bab III Metodologi Penelitian
Pada bab ini berisikan urutan dan cara yang dilakukan. Dimulai dari alat, bahan, dan proses yang dilaksanakan.
4. Bab IV Analisa Data
Pada bab ini berisikan tentang hasil-hasil penelitian yang meliputi hasil data
perbandingan pengujian dari uji tarik (tensile test) dan uji ketangguhan impact (impact charpy).
5. Bab V Kesimpulan dan Saran
Pada bab ini berisikan jawaban dari tujuan penelitian dan saran bagi peneliti selanjutnya.
DAFTAR PUSTAKA
TINJAUAN PUSTAKA
2.1Pengelasan
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa teknik penyambungan logam telah diketahui sejak zaman prasejarah, misalnya pembrasingan logam paduan emas tembaga dan pematrian paduan timbal-timah.
Menurut keterangan yang didapat telah diketahui dan dipraktekkan dalam rentang waktu antara tahun 3000 sampai 4000 SM.
Alat-alat las busur dipakai secara luas setelah alat tersebut digunakan dalam praktek oleh Benardes (1985). Dalam penggunaan yang pertama ini Benardes memakai elektroda yang dibuat dari batang karbon atau grafit. Karena
panas yang timbul, maka logam pengisi yang terbuat dari logam yang sama dengan logam induk mencair dan mengisi tempat sambungan. Zerner (1889)
mengembangkan cara pengelasan busur yang baru dengan dengan menggunakan busur listrik yang dihasilkan oleh dua batang karbon. Slavianoff (1892) adalah orang pertama yang menggunakan kawat logam elektroda yang turut mencair
karena panas yang ditimbulkan oleh busur listrik yang terjadi. Kemudian Kjellberg menemukan bahwa kualitas sambungan las menjadi lebih baik bila
kawat elektroda logam yang digunakan dibungkus dengan terak.
Di samping penemuan-penemuan oleh Slavianoff dan Kjellberg dalam las busur dengan elektroda terbungkus seperti diterangkan diatas, Thomas (1886)
Kemudian pada tahun 1926 ditemukannya las hidrogen atom oleh Lungumir, las busur logam dengan pelindung gas mulia oleh Hobart dan Dener
serta las busur rendam oleh Kennedy (1935). Wasserman (1936) menyusul dengan menemukan cara pembrasingan yang mempunyai kekuatan tinggi.
Dari tahun 1950 sampai sekarang telah ditemukan cara-cara las baru antara
lain las tekan dingin, las listrik terak, las busur dengan pelindung gas CO2
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. Dengan kata lain, pengelasan adalah suatu proses penyambungan logam menjadi satu akibat panas dengan atau tanpa pengaruh
tekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom.
, las gesek, las ultrasonik, las sinar elektron, las busur plasma, las laser, dan masih
banyak lagi lainnya.
Terwujudnya standar-standar teknik pengelasan akan membantu
memperluas ruang lingkup pemakaian sambungan las dan memperbesar ukuran bangunan konstruksi yang dapat dilas. Dengan kemajuan yang dicapai sampai saat
ini, teknologi las memegang peranan penting dalam masyarakat industri modern.
2.1.1 Siklus Termal Daerah Las (Heat Affected Zone)
Siklus termal las adalah proses pemanasan dan pendinginan pada daerah lasan,sebagai contoh dapat dilihat pada gambar 2.1 dan gambar 2.2, menunjukan
pengelasan tetap, sedangkan pada gambar 2.2 menunjukan siklus termal disekitar lasan dengan kondisi pengelasan yang berbeda. Lamanya pendinginan dalam
suatu daerah temperatur tertentu dari suatu siklus termal las sangat mempengaruhi kualitas sambungan, karena itu banyak sekali usaha-usaha pendekatan untuk menentukan lamanya waktu pendinginan. Siklus termal dari beberapa tempat
dalam daerah HAZ dapat dilihat pada gambar 2.1.
Gambar 2.1 Siklus termal dari beberapa tempat dalam daerah HAZ (Heat Affected
Zone)
Sifat mekanik dari daerah HAZ sebagian besar tergantung pada lamanya pendinginan dari temperatur 8000C sampai 5000C, sedangkan retak dingin dimana hidrogen memegang peranan penting terjadinya sangat tergantung oleh lamanya
pendinginan dari temperatur 8000C sampai 3000C atau 1000C. Sedangkan untuk Silkus termal disekitar lasan dengan kondisi pengelasan yang berbeda dapat
Gambar 2.2 Silkus termal disekitar lasan dengan kondisi pengelasan
yang berbeda
2.1.2 Ketangguhan Daerah Lasan
Bila patah getas terjadi pada logam dengan daya tahan yang rendah, perpatahan tersebut dapat merambat dengan kecepatan sampai 200 m/detik yang
dapat menyebabkan kerusakan dalam waktu yang sangat singkat sekali.
Dalam hal sambungan las patah getas ini menjadi lebih penting karena adanya faktor – faktor yang membantu seperti: konsentrasi tegangan, struktur
tidak sesuai dan adanya cacat dalam lasan. Pengaruh struktur logam las terhadap ketangguhan pada dasarnya sama seperti pada batas las, tetapi pada logam las
2.1.3 Ketangguhan Logam Las
Logam las adalah logam yang dalam proses pengelasan mencair kemudian
membeku, sehingga logam las ini banyak sekali mengandung oksigen dan gas-gas lain. Dalam menganalisa ketangguhan logam las harus diperhatikan pengaruh unsur lain yang terserap selama proses pengelasan, terutama oksigen, dan
pengaruh dari struktur logam itu sendiri. Struktur logam daerah pengaruh panas atau HAZ berubah secara berangsur dari struktur logam induk ke struktur logam
las, pada daerah HAZ dekat dengan daerah lebur, kristal tumbuh dengan cepat dan membentuk butir-butir kasar daerah ini dinamakan batas las.
Didalam daerah pengaruh panas besar butir dan struktur berubah sesuai
dengan siklus termal yang terjadi pada waktu pengelasan, karena siklus termal yang terjadi sangat komplek sehingga ketangguhannyapun semakin komplek.
2.2Klasifikasi Pengelasan
Ditinjau dari sumber panasnya, pengelasan dapat dibedakan menjadi:
1. Mekanik 2. Listrik
3. Kimia
Sedangkan menurut cara pengelasan, dibedakan menjadi dua bagian besar: 1. Pengelasan Tekanan (Pressure Welding)
2. Pengelasan Cair (Fusion Welding)
Bedasarkan buku Haynes Techbook Welding Manual, Jay Storer And John
Haynes diagram temperatur cair material dapat dilihat pada gambar 2.3 dibawah
Gambar 2.3 Diagram Temperatur Cair Material
2.2.1 Pengelasan Cair (Fusion Welding)
Pengelasan cair (fusion welding) adalah proses penyambungan logam
dengan cara mencairkan logam yang tersambung, yaitu: 1. Oxyacetylene Welding
2. Elektrik Arc Welding
3. Shield Gas Arc Welding (TIG, MIG, MAG dan Submerged Welding) 4. Resistance Welding (Spot Welding, Seam Welding, Upset
5. Welding, Flash Welding, Electro Slag Welding dan Electro Gas Welding) 6. Electro Beam Welding
7. Laser Beam Welding 8. Plasma Welding
2.2.2 Jenis-Jenis Pengelasan yang Umum Dilakukan
1. Proses pengelasan busur logam terbungkus (Shielded Metal Arc Welding)
kemudian membentuk paduan serta membeku menjadi lasan. Elektroda terbungkus yang berfungsi sebagai fluks akan terbakar pada waktu proses
pengelasan dan gas yang terjadi akan melindungi proses pengelasan terhadap pengaruh udara luar, cairan yang terbungkus akan terapung membeku pada permukaan las yang disebut slag. Proses pengelasan elektroda terbungkus
terlihat pada gambar 2.4.
Gambar.2.4 Proses pengelasan busur las terbungkus
2. Proses pengelasan busur terendam (Shield Arc Welding)
Ini adalah salah satu pengelasan dimana logam cair ditutup dengan
fluks yang diatur melalui suatu penampang fluks dan elektroda yang merupakan
kawat pejal diumpankan secara terus menerus, dalam pengelasan ini busur listrik
nya terendam dalam fluks dapat dilihat pada gambar 2.5. Prinsip las busur terendam ini material yang dilas adalah baja karbon rendah, dengan kadar karbon tidak lebih dari 0, 05%. Baja karbon menengah dan baja konstruksi
perlakuan panas khusus dan elektroda khusus. Proses pengelasan busur terendam (SAW) dapat dilihat pada gambar 2.5.
Gambar 2.5 Proses pengelasan busur terendam
3. Proses pengelasan busur logam gas (Gas Metal Arc Welding)
Jenis pengelasan ini menggunakan busur api listrik sebagai sumber panas
untuk peleburan logam, perlindungan terhadap logam cair menggunakan gas mulia (inert gas) atau CO2 merupakan elektroda terumpan yang diperlihatkan pada gambar 2.6. Proses GMAW dimodifikasikan juga dengan proses menggunakan
fluks yaitu dengan penambahan fluks yang magnetig atau fluks yang diberikan
sebagai inti.
4. Proses pengelasan busur berinti fluks
Proses pengelasan busur berinti fluks merupakan proses pengelasan
busur listrik elektroda terumpan. Proses peleburan logam terjadi diantara logam induk dengan elektroda berbentuk turbolensyang sekaligus menjadi bahan pengisi, fluks merupakan inti dari elektroda dan terbakar menjadi gas, akan
melindugi proses dari udara luar, seperti gambar 2.7.
Gambar.2.7 Proses pengelasan berinti fluks
5. Proses pengelasan busur tungsten gas (Gas Tungsten Arc Welding)
Pengelasan dengan memakai busur nyala api yang menghasilkan elektroda tetap yang terbuat dari tungsten (wolfram), sedangkan bahan penambah terbuat dari bahan yang sama atau sejenis dengan bahan yang dilas dan
terpisah dari torch, untuk mencegah oksidasi dipakai gas pelindung yang keluar dari torch biasanya berupa gas argon 99%. Pada proses pengelasan
elektroda dan logam induk. Proses pengelasan busur tungsten gas dapat dilihat pada gambar 2.8.
Gambar 2.8 Proses pengelasan busur tungsten gas
2.3 Parameter Pengelasan
Kestabilan dari busur api yang terjadi pada saat pengelasan merupakan masalah yang paling banyak terjadi dalam proses pengelasan dengan SAW, oleh karena itu kombinasi dari Arus listrik (I) yang dipergunakan dan Tegangan (V)
harus benar-benar sesuai dengan spesifikasi kawat elektroda dan fluksi yang dipakai.
1. Pengaruh dari Arus Listrik (I)
Setiap kenaikan arus listrik yang dipergunakan pada saat pengelasan akan
Gambar 2.9 Pengaruh Arus Listrik
2. Pengaruh dari Tagangan Listrik (V)
Setiap peningkatan tegangan listrik (V) yang dipergunakan pada proses
pengelasan akan semakin memperbesar jarak antara tip elektroda dengan material yang akan dilas, sehingga busur api yang terbentuk akan menyebar dan
mengurangi penetrasi pada material las. Konsumsi fluksi yang dipergunakan akan meningkat sekitar 10% pada setiap kenaikan 1 volt tegangan.
3. Pengaruh Kecepatan Pengelasan
Jika kecepatan awal pengelasan dimulai pada kecepatan 40 cm/menit,
setiap pertambahan kecepatan akan membuat bentuk jalur las yang kecil (Welding Bead), penetrasi, lebar serta kedalaman las pada benda kerja akan berkurang.
Tetapi jika kecepatan pengelasannya berkurang dibawah 40 cm/menit cairan las yang terjadi dibawah busur api las akan menyebar serta penetrasi yang dangkal, hal ini dikarenakan over heat.
4. Pengaruh Polaritas arus listrik (Alternating Curret atau Direct Current)
Pengaruh dari arus Alternating Curret (AC) pada bentuk butiran las dan kuantiti pengelasan antara elektroda positif dan negatif adalah sama yaitu
cenderung porosity, oleh karena itu dalam proses pengelasan yang menggunakan arus AC harus memakai fluks yang khusus.
2.3.1 Klasifikasi Fluksi dan Kawat Elektroda 2.3.1.1 Fluksi
Fluksi merupakan pembungkus elektroda yang sangat diperlukan untuk meningkatkan mutu sambungan karna fluksi bersifat melindungi metal cair dari udara bebas serta menstabilkan busur.
Terdapat 2 macam Fluksi sesuai dengan pembuatannya, diantaranya: 1. Fused Fluksi
Fused Fluksi terbuat dari campuran butir-butir material seperti mangan,
kapur, boxit, kwarsa dan fluorpar didalam suatu tungku pemanas. Cairan terak yang terbentuk akan diubah ke dalam bentuk fluksi dengan jalan:
• Dituang di suatu cetakan dalam bentuk beberapa lapis / susun yang tebal
kemudian dipecah serta disaring sesuai dengan ukuran butiran yang diinginkan. • Dari kondisi panas dituang ke dalam air, sehingga timbul percikan – percikan
yang kemudian disaring sesuai ukurannya. Metode ini lebih effisien, tetapi kualitas fluksi yang dihasilkan mengandung hidrogen yang cukup tinggi yang memerlukan prose lebih lanjut untuk mengurangi kadar hidrogen tersebut.
2. Bonded Fluksi
Bonded Fluksi ini dibuat di pabrik dengan jalan mencampur
glass sebagi pengikat dalam suatu pengaduk (mixer) yang khusus. Campuran tersebut kemudian akan dikeringkan dalam suatu pengering yang berputar pada
temperatur 600–800 0C.
2.3.1.2Kawat Elektroda
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik manurut klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E
XXXX yang artinya sebagai berikut:
• E menyatakan elaktroda busur listrik.
• XX (dua angka) sesudah E menyatakan kekuatan tarik deposit las dalam
ribuan Ib/in2
• X (angka ketiga) menyatakan posisi pangelasan angka 1 untuk pengelasan
segala posisi. angka 2 untuk pengelasan posisi datar di bawah tangan. lihat table.
• X (angka keempat) menyatakan jenis selaput dan jenis arus yang cocok
dipakai untuk pengelasan.
Contoh : E 6013
Artinya:
• Kekuatan tarik minimum dan deposit las adalah 60.000 Ib/in2 atau 42
kg/mm2
• Dapat dipakai untuk pengelasan segala posisi. .
• Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau DC
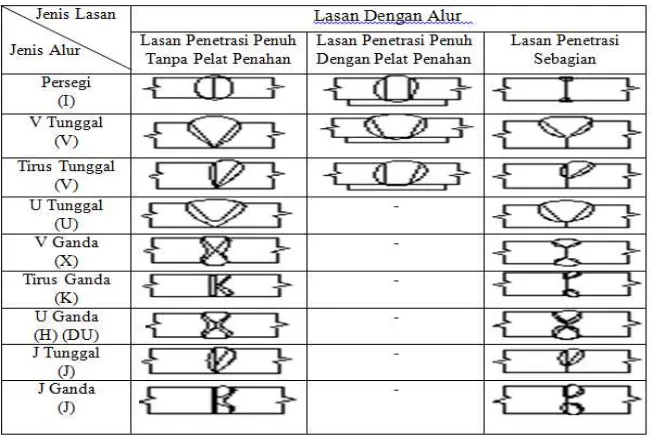
2.3.2 Persiapan Sambungan
Klasifikasi sambungan las berdasarkan jenis sambungan dan bentuk alur,
yaitu:
1. Sambungan Las Dasar
Sambungan las dalam konstruksi baja pada dasarnya dibagi dalam sambungan tumpul, sambungan t, sambungan sudut dan sambungan tumpang.
Sebagai perkembangan sambungan dasar tersebut diatas terjadi sambungan silang, sambungan dengan penguat dan sambungan sisi berdasarkan buku Teknologi Pengelasan Logam oleh Prof. Dr. Ir. Harsono wiryosumarto seperti yang
ditunjukkan dalam gambar 2.10.
Gambar 2.10 Alur sambungan las tumpul
2. Sambungan Tumpul
Sambungan tumpul adalah jenis sambungan yang paling efisien.
Sambungan ini dibagi lagi mejadi dua yaitu sambungan penetrasi penuh dan sambungan penetrasi sebagian seperti yang terlihat dalam gambar 2.10.
pembantu dan sambungan dengan pelat pembantu yang masih dibagai lagi dalam pelat pembantu yang turut menjadi bagian dari konstruksi dan pelat pembantu
yang hanya sebagai penolong pada waktu proses pengelasan saja.
Bentuk alur dalam sambungan tumpul sangat mempengaruhi efisiensi pengerjaan, efisiensi sambungan dan jaminan sambungan. Karena itu pemilihan
bentuk alur sangat penting. Bentuk dan ukuran alur sambungan datar ini sudah banyak di standarkan dalam standar AWS, DIN, JSSC dan sebagainya.
Pada dasarnya dalam memilih bentuk alur harus menuju kepada penurunan masukan panas dan penurunan logam las sampai kepada harga terendah yang
tidak menurunkan mutu sambungan. Karena hal ini maka dalam pemilihan bentuk alur diperlukan kemampuan dan pengalaman yang luas. Bentuk-bentuk yang telah
distandarkan pada umumnya hanya meliputi bentuk alur harus ditentukan sendiri berdasarkan pengalaman yang dapat dipercaya. Sambungan T berdasarkan buku Teknologi Pengelasan Logam oleh Prof. Dr. Ir. Harsono wiryosumarto dapat
dilihat pada gambar 2.11.
2.3.3 Arus Pengelasan
Arus adalah aliran pembawa muatan listrik,simbol yang digunakan adalah
huruf besar I dalam satuan ampere. Pengelasan adalah penyambungan dua logam dan atau logam paduan dengan cara memberikan panas baik diatas atau dibawah titik cair logam tersebut,baik dengan atau tanpa tekanan serta ditambah atau tanpa
logam pengisi yang dimaksud dengan arus paengelasan disini adalah aliran pembawa muatan listrik dari mesin las yang digunakan untuk menyambung dua
logam dengan mengalirkan panas ke logam pengisi atau elektroda. Hubungan diameter elektroda dengan arus pengelasan menurut Howard BC,1998 dapat dilihat pada tabel 2.1.
Tabel 2.1. Hubungan diameter elektroda dengan arus pengelasan
Diameter Elektroda (mm) Arus (Ampere)
2,5 60-90
AC (Alternating Current) dan DC (Direct Current) digunakan untuk menggambarkan polaritas arus listrik yang menghasilkan arus las dan arah pengelasan. Istilah umum yang dihubungkan dengan polaritas yaitu polaritas
sama dengan polaritas lurus. Oleh karena itu + dan - tertulis pada mesin las untuk kabel yang tersambung.
Untuk arus muatan kutub langsung kawat lasnya negative, dan untuk muatan kutub terbalik kawat las positifnya. Hal-hal seperti ini terkadang sangat diperlukan untuk mengubah arah arus yang mengalir pada jaringan las. Ketika
muatan listrik mengalir dari kutub negative (katoda) dari busur las ke benda kerja sistem ini adalah arus searah (DC) dengan sistem kutub terbalik.
Gambar 2.12 Muatan Kutub terbalik
2.3.5 Metalurgi Las
Pengelasan adalah proses penyambungan dengan menggunakan energi panas, karena proses ini maka logam disekitar lasan mengalami siklus termal cepat yang menyebabkan terjadinya perubahan - perubahan metalurgi yang rumit,
deformasi dan tegangan – tegangan termal. Hal ini sangat erat hubunganya dengan ketangguhan, cacat las, retak dan lain sebagainya yang umumnya mempunyai
pengaruh yang fatal terhadap keamanan dan konstruksi las. Daerah lasan terdiri dari tiga bagian:
1. Logam las adalah bagian dari logam yang pada waktu pengelasan mencair
2. Fusion Line, garis penggabungan atau garis batas cair antara logam las dan logam Induk
3. Daerah pengaruh panas disebut HAZ (Heat Affected Zone), adalah logam dasar yang bersebelahan dengan logam las selama pengelasan mengalami pemanasan dan pendinginan yang cepat Pembagian daerah
lasan dapat dilihat pada gambar 2.13.
Gambar 2.13 Pembagian daerah las Keterangan:
1. Weld Metal (Logam Las)
2. Fusion Line (Garis Penggabung)
3. HAZ (Daerah Pengaruh Panas) 4. Logam Induk
2.3.6 Kampuh V Tunggal dan Ganda
Salah satu yang harus dipersiapkan sebelum melakukan pengelasan adalah pembuatan kampuh las. Kampuh las berguna sebagai tempat pengisian logam pengisi (elektroda) yang ikut mencair. Bentuk kampuh sangat mempengaruhi
efisiensi sambungan dan jaminan sambungan.
Sambungan kampuh V dipergunakan untuk menyambung logam atau plat.
kampuh V ganda dengan sudut kampuh antara 450-700. Kampuh V tunggal dan ganda dapat dilihat pada gambar 2.14 dan 2.15. Pada dasarnya pemilihan bentuk
kampuh menuju kepada penurunan pemasukan panas dan penurunan logam las pada tingkat harga terendah dan tidak menurunkan mutu dari sambungan.
Gambar 2.14 Kampuh V tunggal
Gambar 2.15 Kampuh V ganda
Ada 3 aturan dalam pemilihan sambungan dan kampuh:
1. Pemilihan sambungan yang memerlukan sedikit logam pengisi.
2. Penggunaan akar kampuh yang minimum dengan sudut yang sangat kecil agar dapat mengurangi jumlah logam pengisi.
3. Pada pelat yang tebal menggunakan kampuh ganda untuk mengurangi logam pengisi.
2.4 Pengujian Tarik (Tensile Test)
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik benda
lebih tinggi dari kelompok raw materials. Pengujian tarik untuk kualitas kekuatan tarik dimaksudkan untuk mengetahui berapa nilai kekuatannya dan dimanakah
letak putusnya suatu sambungan las.
Pembebanan tarik adalah pembebanan yang diberikan pada benda dengan memberikan gaya tarik berlawanan arah pada salah satu ujung benda. Penarikan
gaya terhadap beban akan mengakibatkan terjadinya perubahan bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi pada bahan uji adalah
proses pergeseran butiran Kristal logam yang mengakibatkan melemahnya gaya elektromagnetik setiap atom logam hingga terlepas ikatan tersebut oleh penarikan gaya maksimum. Gambar 2.14 menunjukkan alat uji tarik.
Gambar 2.16 Alat uji tarik
Keterengan:
3. Tombol Up 4. Stop
5. Start
6. Chuck bawah 7. Chuck atas
8. Load
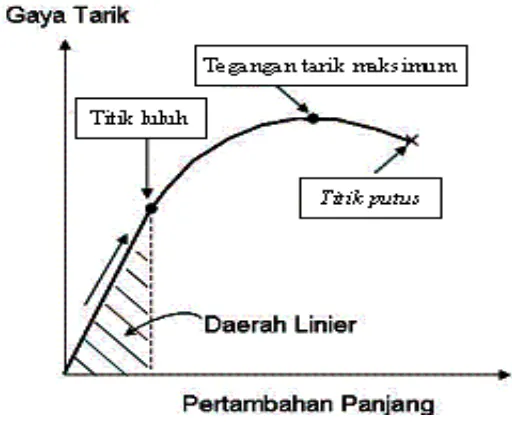
Banyak hal yang dapat kita pelajari dari hasil uji tarik. Bila kita terus
menarik suatu bahan sampai putus, kita akan mendapatkan profil tarikan yang lengkap berupa kurva seperti digambarkan pada gambar 2.15. Kurva ini menunjukkan hubungan antara gaya tarikan dengan perubahan panjang (Callister,
2004).
Gambar 2.17 Kurva F vs Δl
Perubahan panjang dalam kurva disebut sebagai regangan teknik(ε eng.),
yang didefinisikan sebagai perubahan panjang yang terjadi akibat perubahan statik
proses ini disebut dengan tegangan teknik (σeng), dimana didefinisikan sebagai
nilai pembebanan yang terjadi (F) pada suatu luas penampang awal (A0
).
Tegangan normal tesebut akibat gaya tarik dapat ditentukan berdasarkan persamaan (2.1).
Ao = Luas penampang spesimen mula-mula (mm2
Regangan akibat beban tekan statik dapat ditentukan berdasarkan persamaan (2.2).
Lo = Panjang spesimen mula-mula (mm)
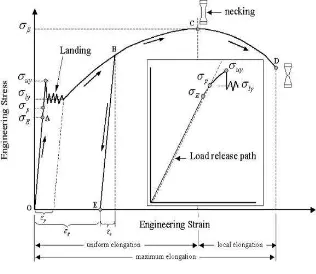
Pada prakteknya nilai hasil pengukuran tegangan pada suatu pengujian tarik pada umumnya merupakan nilai teknik. Regangan akibat gaya tarik yang terjadi, panjang akan menjadi bertambah dan diameter pada spesimen akan
menjadi kecil, maka ini akan terjadi deformasi plastis (Nash, 1998). Hubungan antara stress dan strain dirumuskan pada persamaan (2.3)
E = σ / ε (2.3)
E adalah gradien kurva dalam daerah linier, di mana perbandingan
tegangan (σ) dan regangan (ε) selalu tetap. E diberi nama “Modulus Elastisitas”
atau “Young Modulus”. Kurva yang menyatakan hubungan antara strain dan
stress seperti ini kerap disingkat kurva SS (SS curve). Kurva ini ditunjukkan oleh gambar 2.16.
Gambar 2.18 Kurva Tegangan-Regangan
Umumnya, limit elastis bukan merupakan definisi tegangan yang jelas, tetapi pada besi tidak murni dan baja karbon rendah, titik awal terjadinya
deformasi plastis ditandai dengan penurunan beban secara tiba-tiba yang menunujukan adanya titik luluh atas dan titik luluh bawah. Perilaku luluh ini
bcc dan mengandung sejumlah kecil elemen terlarut. Untuk material yang tidak memiliki titik luluh yang jelas, berlaku definisi konvensional mengenai titik awal
deformasi plastis, yaitu tegangan uji 0,1 atau 0,2 %. Di sini ditarik garis sejajar dengan bagian elastis kurva tegangan-regangan dari titik dengan regangan 0,2 %.
2.4Pengujian Ketangguhan Impak (Impact Toughness Test/Impact Charpy
Test)
Bahan-bahan digunakan untuk membangun struktur yang menahan suatu
beban. Seorang insinyur perlu mengetahui jika bahan akan bertahan pada kondisi
dimana struktur akan dipergunakan. Faktor yang penting yang mempengaruhi
ketangguhan dari sebuah struktur meliputi pengujian temperatur rendah,
pembebanan lebih, dan laju regangan tinggi terhadap angin atau impak (benturan)
dan efek dari konsentrasi tegangan seperti takikan dan retakan. Hal tersebut
cenderung untuk mendorong terjadinya perpatahan. Untuk hal yang lebih luas,
interaksi kompleks dari faktor-faktor ini dapat dimasukkan dalam proses desain
dengan menggunakan teori mekanisme perpatahan.
Pengujian untuk ketangguhan impak, seperti halnya pengujian Impact
Charpy telah dikembangkan sebelum teori mekanika perpatahan tersedia.
Pengujian impak adalah sebuah metode untuk mengevaluasi ketangguhan relatif
dari bahan-bahan teknik. Pengujian Impact Charpy secara kontinyu digunakan
pada saat ini sebagai metode kontrol kualitas yang ekonomis untuk
memperkirakan sensitifitas takikan dan ketangguhan impak dari bahan-bahan
teknik. Hal ini biasanya digunakan untuk menguji ketangguhan logam-logam.
Alat uji Impact Charpy dan spesimen uji dapat dilihat pada gambar 2.17 dan
2.18.
Gambar 2.19 Alat uji Impact Charpy
Keterangan:
1. Pengunci palu
2. Piring busur derajat
3. Jarum penunjuk sudut
4. Lengan
5. Beban
6. Tempat benda uji dipasang
7. Batang pembawa jarum
Gamber 2.20 Spesimen uji
Benda uji dipatahkan dengan benturan dari sebuah palu pendulum yang
berat, yang jatuh dari jarak tetap (energi potensial yang konstan) untuk
membentur benda uji dengan kecepatan yang tetap (energi kinetik yang
konstan). Bahan-bahan yang tangguh (tough) menyerap banyak energi ketika
dipatahkan dan bahan-bahan yang getas (brittle) menyerap energi sangat sedikit.
Energi impak yang diukur dengan pengujian Charpy adalah usaha yang
dilakukan untuk mematahkan benda uji. Pada Impak, spesimen berubah bentuk
secara elastis sampai peluluhan tercapai (deformasi plastik) dan sebuah zona
plastis berkembang pada takikan. Ketika pengujian dilanjutkan, perubahan
spesimen oleh impak menyebabkan usaha pada zona plastis mengeras. Hal ini
mengingkatkan tegangan dan regangan pada zona plastis sampai specimen
ukuran benda uji yang digunakan untuk dibandingkan diantara bahan-bahan
yang berbeda. Energi impak dipengaruhi oleh sejumlah faktor, seperti halnya:
1. Kekuatan peluluhan dan keuletan
2. Takikan
3. Suhu dan laju regangan
4. Mekanisme perpatahan
Peningkatan kekuatan luluh oleh mekanisme tersebut kemudian akan
menurunkan energi impak ketika usaha plastis yang kecil dapat terjadi sebelum
regangan pada zona plastis yang cukup untuk mematahkan benda uji.
Peningkatan kekuatan luluh dapat juga mempengaruhi energi impak disebabkan
oleh perubahan mekanisme perpatahan.
Takikan pada benda uji mempunyai dua efek. Keduanya dapat
menurunkan energi impak.Pertama, konsentrasi tegangan dari takikan
menyebabkan peluluhan atau deformasi plastis terjadi pada takikan. Suatu
daerah plastis dapat berkembang pada takikan, dimana akan menurunkan jumlah
total deformasi plastik pada benda uji. Hal ini menurunkan usaha yang dilakukan
oleh deformasi plastik sebelum perpatahan. Kedua, pembatasan deformasi pada
takikan meningkatkan tegangan tarik di zona plastis. Tingkat pembatasan
tergantung pada kerumitan takikan (kedalaman dan keruncingan). Peningkatan
tegangan tarik mendorong perpatahan dan menurunkan usaha yang dilakukan
oleh deformasi plastis sebelum perpatahan terjadi. Pengujian Impact secara
kontinu digunakan pada saat ini sebagai metode kontrol kualitas yang ekonomis
untuk memperkirakan sensitifitas takikan dan ketangguhan impak dari
Harga impak dapat dihitung dengan formula:
Energi awal (E0
Energi akhir (E
) = P . D (1 – Cos α )
1
Maka energi yang diserap adalah:
) = P . D ( 1 – Cos β )
E = Energi yang diserap dalam satuan (Joule)
α = Sudut awal pemukulan (147o
β = Sudut akhir pemukulan (rad)
rad)
P = Konstanta (251,3 N)
D = Konstanta (0,6495 m)
Atau bisa juga dengan formula:
Hi = P . D (cos β – cos α) / A
Hi = E/A
Dimana:
E = Energi yang diserap dalam satuan (Joule)
A = Luas penampang dibawah takik dalam satuan (mm2)
2.4
2.7 2.5
BAB III
METODOLOGI PENELITIAN
Pada bab ini akan dijelaskan mengenai waktu dan tempat penelitian, alat dan bahan, spesifikasi spesimen dan metode pengujian.
3.1 Waktu dan Tempat
Waktu penelitian ini direncanakan selama empat bulan yang dimulai dari Juli
sampai dengan Oktober 2011. Tempat dilaksanakan penelitian ini adalah di Laboratorium Pengujian Logam Departemen Teknik Mesin Politeknik Negeri Medan.
3.2 Bahan Dan Alat Penelitian 3.2.1 Bahan
Bahan yang dipergunakan dalam penelitian ini sebagai berikut: 1. Baja Karbon St 37
Dalam penelitian ini, jenis baja yang digunakan adalah baja karbon St 37
dengan ketebalan 4,5 mm, lebar 20 mm, dan panjang 200 mm. Baja karbon menengah St 37 banyak digunakan di industri, terlebih industri kecil dan menengah yaitu
sebagai bahan konstruksi. Baja karbon menengah mudah dilakukan proses penyambungan, baik dengan las listrik maupun las oksi-asetilen (tidak membutuhkan
dengan kuat arus bervariasi, yaitu dengan kuat arus 90 A, 110 A, dan 130 A setelah spesimen mengalami permesinan untuk uji tarik dan uji ketangguhan. Tujuan dari variasi arus ini adalah untuk mengetahui pengaruh arus terhadap kekuatan tarik dan
ketangguhan impak. Gambar 3.1 menunjukkan baja karbon St 37.
Gambar 3.1 Baja karbon St 37
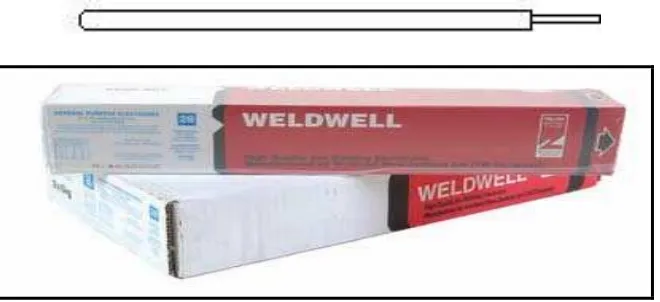
2.Elektroda
Pada proses pengelasan busur listrik ini digunakan jenis elektroda tipe RB26 E6013, Ø 3,2 mm, arus yang dipakai adalah arus DC. Elektroda yang digunakan dapat dilihat pada gambar 3.2.
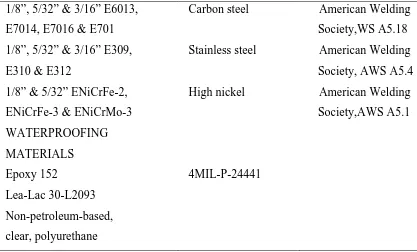
Jenis metal dasar yang akan dilakukan pengelasan yaitu St 37 dimana tipe ini merupakan jenis baja karbon menengah (37 kg/mm2
Tabel 3.1 Hubungan antara material dasar dan tipe elektroda yang dipakai
). Berdasarkan U.S. Navy Underwater Cutting & Welding Manual; hal: 3-4, hubungan antara material dasar
dan tipe elektroda yang dipakai seperti pada tabel 3.1.
1/8”, 5/32” & 3/16” E6013, E7014, E7016 & E701
Carbon steel American Welding Society,WS A5.18 1/8”, 5/32” & 3/16” E309,
E310 & E312
Stainless steel American Welding Society, AWS A5.4 1/8” & 5/32” ENiCrFe-2,
ENiCrFe-3 & ENiCrMo-3
High nickel American Welding Society,AWS A5.1 WATERPROOFING
MATERIALS
Epoxy 152 4MIL-P-24441
Lea-Lac 30-L2093 Non-petroleum-based, clear, polyurethane
Dari sini maka di dapat kan beberapa tipe elektroda yang sesuai dengan pengelasan metal dasar diantaranya: E 6013; E 7014; E 7016; E701, dan penguji
memilih tipe elektroda E 6013.
Dari tipe elektroda E 6013 didapat informasi sebagai berikut:
E 6013 Artinya:
1. Kekuatan tarik minimum deposit las adalah 60.000 Ib/in2 atau 42 kg/mm2
2. Dapat dipakai untuk pengelasan segala posisi.
3. Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau DC + atau DC –.
Tipe ini paling banyak digunakan di lapangan, untuk penetrasi dalam pada
pengelasan datar. Karena lapisan elektrodenya tebal maka sangat sulit bagi pemula. Elektrode ini dapat digunakan untuk segala polaritas maupun AC.
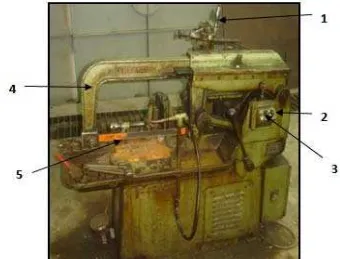
3.2.2 Alat Penelitian 1. Mesin gergaji
Mesin gergaji ini digunakan sebagai alat pemotong benda uji, yaitu untuk mengurangi ukuran benda supaya mendapatkan ukuran yang diinginkan. Merek
mesin ini adalah Viebahn, 220V dan kecepatan potong 10 mm. Gambar 3.3 menunjukkan gergaji besi.
Keterangan:
1. Pengatur pemakanan 2. Tombol On
3. Tombol Off
4. Pemegang mata gergaji
5. Mata gergaji
Cara kerja mesin las ini adalah pertama atur spesimen pada dudukan spesimen
kemudian kencangkan dengan baut. Setelah itu tekan tombol On sehingga mesin las hidup dan siap beroperasi, kemudian gerak – gerakkan pengatur pemakanan dengan
skala pemakanan yang ada hingga spesimen siap di potong. Kemudian tekan tombol Off untuk menghentikan operasi mesin las.
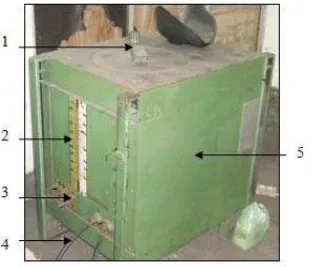
2. Mesin Las
Dalam penelitian ini mesin las yang digunakan yaitu tipe LEG 225, 220 V, 50
Hz, 225 A. Mesin las listrik digunakan sebagai media utama dalam penelitian ini.
Nilai variasi kuat arus diatur pada mesin las, yaitu sebagai data perbandingan di dalam melakukan pengujian tarik dan pengujian ketangguhan. Mesin las busur listrik
dapat mengalirkan arus listrik cukup besar, busur listrik yang terjadi akan menimbulkan energi panas yang cukup tinggi sehingga akan mudah mencairkan
Gambar 3.4 Mesin las busur listrik
Keterangan:
1. Pengatur arus 2. Ampere meter 3. Tombol On/Off
4. Kabel las 5. Motor listrik
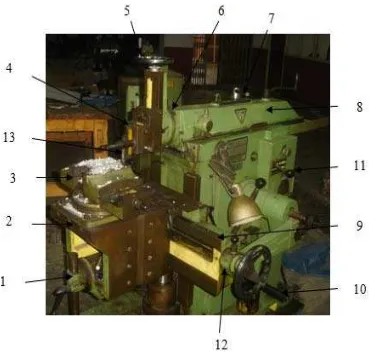
3. Mesin Sekrap
Mesin sekrap yang digunakan adalah tipe L 450. Mesin sekrap digunakan
menggunakan mata pahat sebagai media pemakanan. Bentuk mata pahat dapat disesuaikan dengan bentuk benda yang diinginkan. Mesin ini juga memiliki ketelitian dimensi serut (pemakanan) sangat akurat yang bertujuan untuk mendapat hasil ukuran
yang direncanakan. Mesin sekrap dapat dilihat pada gambar 3.5.
Gambar 3.5 Mesin sekrap
Keterangan:
1. Penopang untuk meja siku
2. Hantaran dalam panjang penopang untuk meja siku
4. Pemegang pahat 5. Pengatur pemakanan 6. Pembagian skala
7. Hantaran untuk room 8. Room
9. Meja untuk memudahkan meja tambat dalam arah X 10.Tuas untuk mengatur banyaknya langakah
11.Tombol On/Off
12.Mekanisme potong 13.Mata pahat
4. Alat Uji Tarik (tensile test)
Dalam penelitian ini, alat uji tarik yang digunakan adalah Universal Testing
Machine (UTM) jenis Tarno Test UPH dengan kapasitas 100 kN di laboratorium
jurusan Teknik Mesin, Politeknik Negeri Medan. Proses pengujian tarik bertujuan
untuk mengetahui kekuatan tarik benda uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk mengetahui apakah kekuatan las mempunyai nilai yang sama, lebih rendah atau lebih tinggi dari kelompok raw materials. Pengujian
tarik untuk kualitas kekuatan tarik dimaksudkan untuk mengetahui berapa nilai kekuatannya dan dimanakah letak putusnya suatu sambungan las. Alat uji tarik dapat
Gambar 3.6 Alat uji tarik
Keterengan: 9. Load roll
10.Tombol Down 11.Tombol Up
12.Stop 13.Start
14.Chuck bawah
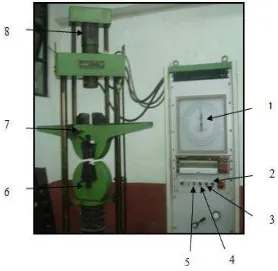
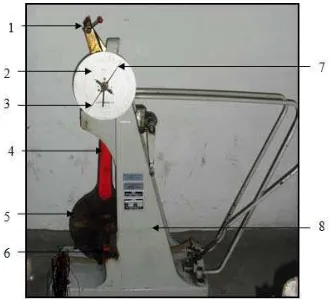
5. Alat uji ketangguhan impact (impact charpy).
Dalam penelitian ini, alat uji impak yang digunakan adalah Machine Universal Testing material jenis impact charpy test di laboratorium jurusan Teknik
Mesin, Politeknik Negeri Medan. Pengujian impak adalah sebuah metode untuk mengevaluasi ketangguhan relatif dari bahan-bahan teknik. Pengujian Impact Charpy
secara kontinyu digunakan pada saat ini sebagai metode kontrol kualitas yang
ekonomis untuk memperkirakan sensitifitas takikan dan ketangguhan impak dari
bahan-bahan teknik. Hal ini biasanya digunakan untuk menguji ketangguhan
logam-logam. Gambar 3.7 menunjukkan alat uji ketangguhan impact.
Keterangan:
1. Pengunci palu
2. Piring busur derajat
3. Jarum penunjuk sudut
4. Lengan
5. Beban
6. Tempat benda uji dipasang
7. Batang pembawa jarum
8. Badan mesi uji
3.3 Spesifikasi Spesimen
Spesifikasi spesimen pada pengujian tarik dan ketangguhan impact yang digunakan dalam penelitian ini adalah sesuai standar ASME E8. Gambar 3.8 dan
3.9 memperlihatkan bentuk spesimen uji tarik dan uji ketangguhan impact.
Gambar 3.9 Bentuk spesimen uji ketangguhan impact
3.4 Prosedur Penelitian 3.4.1 Proses Pengelasan
Adapun prosedur yang di lakukan pada proses pengelasan adalah:
1. Dipersiapkan spesimen untuk pengelasan, seperti telihat pada gambar 3.10 dan 3.11.
Gambar 3.11 Spesimen sebelum di lakukan pengelasan pada uji ketangguhan impact
2. Arus pada mesin las diatur sesuai dengan variasi yang diinginkan untuk pengujian, yaitu 90 A,110 A dan 130 A.
3. Busur nyala listrik ditarik perlahan-lahan hingga menghasilkan nyala api. 4. Selanjutnya busur ditarik perlahan mengikuti spesimen yang ingin disambung
pada pengelesan.
5. Kemudian didapat hasil pengelasan pada spesimen uji tarik (gambar 3.12) dan uji ketangguhan impak (gambar 3.13).
Gambar 3.13 Spesimen setelah di lakukan pengelasan pada uji ketangguhan / impak
6. Setelah itu spesimen di lakukan proses sekrap dengan mendapatkan bentuk spesimen yang sesuai dengan standar ASME E8.
7. Dilakukan pengujian, yaitu uji tarik dan uji ketangguhan impak.
3.4.2 Pengujian Tarik (Tensile Test)
Adapun prosedur yang dilakukan pada pengujian tarik (tensile test) adalah: 1. Dipersiapkan spesimen untuk uji tarik (tensile test) sesuai dengan standar
ASME E8.
2. Alat uji tarik yang digunakan adalah Universal Testing Machine (UTM) jenis Tarno Test UPH 100 kN.
Gambar 3.14 Spesimen diikat pada dudukan uji tarik
4. Setelah itu dihidupkan tombol On untuk menjalankan mesin uji tarik tersebut. 5. Ketika terjadi patahan pada spesimen maka proses di hentikan.
Gambar 3.16 Spesimen hasil uji tarik
6. Kemudian didapat data dan di lakukan analisa.
3.4.3 Pengujian Ketangguhan Impact (Impact Toughness Test/Impact Charpy Test)
Adapun prosedur yang di lakukan pada pengujian ketangguhan impak (impact
toughness test/impact charpy test) adalah:
1. Menyiapkan peralatan mesin impact Charpy test.
2. Dipersiapkan spesimen untuk uji ketangguhan impak.
4. Kemudian spesimen diikatkan pada dudukan spesimen, yaitu spesimen dengan variasi suhu 90 A, 110 A dan 130 A.
5. Lepaskan kunci sehingga palu Charpy berayun membentur benda uji sehingga
terjadi patahan.
Gambar 3.17 Spesimen hasil uji impak
6. Kemudian di dapat sudut akhir pemukulan (sudut β) yang digunakan untuk menghitung energi serap dan hasil impak.
7. Setelah di dapat data, maka di lakukan penganalisan terhadap uji ketangguhan
Diagram Alir Penelitian
Diagram alir penelitian diperlihatkan pada gambar 3.18.
Mulai
Permesinan Baja ST 37
Pengujian
Uji Tarik
Analisa Data
Uji Impact
Kesimpulan
Selesai
Gambar 3.18 Diagram alir penelitian YA
TIDAK
Dimensi tidak Sesuai
Spesimen
BAB IV
ANALISA DAN PEMBAHASAN
4.1 Hasil Uji Tarik (Tensile Test)
Pengujian tarik dilakukan untuk mengetahui sifat-sifat mekanis dari spesimen
dalam penellitain ini. Dalam penelitian ini alat uji tarik yang digunakan adalah Universal Testing Machine (UTM) jenis Tarno Test UPH 100 kN di laboratorium jurusan Teknik Mesin Politeknik Negeri Medan. Hasil uji tarik untuk bahan baja St
37 dengan variasi arus 90A, 110A dan 130A dapat dilihat pada tabel 4.1. Tabel 4.1 Hasil uji tarik pada bahan baja St 37
No Kode Dimensi A0 F σ L0 L ΔL Ε
(mm) (mm2) (N) (MPa) (mm) (mm) (mm) (%) 1 90 A 12 x 4,5 54 28100 520,37 90 102,25 12,25 13,61 2 90 A 12 x 4,5 54 28400 525,93 90 101,65 11,65 12,29 3 90 A 12 x 4,5 54 28350 525 90 102 12 13,33
Rata-rata 523,77 Rata-rata 13,29
4 110 A 12 x 4,5 54 28850 534,26 90 98,9 8,9 9,88 5 110 A 12 x 4,5 54 29050 537,96 90 99 9 10 6 110 A 12 x 4,5 54 29200 540,74 90 99,05 9,05 10,05
Rata-rata 537,65 Rata-rata 9,98
7 130 A 12 x 4,5 54 30200 559,26 90 96,75 6,75 7,5 8 130 A 12 x 4,5 54 30550 565,74 90 97,25 7,25 8,05 9 130 A 12 x 4,5 54 30300 561,11 90 96,6 6,6 7,33
Tegangan yang dihasilkan pada proses ini disebut dengan tegangan teknik
(σeng), dimana didefinisikan sebagai nilai pembebanan yang terjadi (F) pada suatu
luas penampang awal (A0
Ao F = σ
). Untuk menghitung tegangan pada uji tarik digunakan
rumus berdasarkan persamaan (2.1), yaitu:
Dimana:
σ = Tegangan tarik (MPa)
F = Gaya tarik (N)
Ao = Luas penampang spesimen mula-mula (mm2
Regangan akibat beban tekan statik dapat ditentukan berdasarkan persamaan (2.2), yaitu:
panjang akan menjadi bertambah dan diameter pada spesimen akan menjadi kecil, maka ini akan terjadi deformasi plastis (Nash, 1998).
Data dari tabel 4.1 hasil pengujian tarik selanjutnya dimasukkan ke dalam
grarik. Berikut adalah hubungan tegangan terhadap spesimen uji, seperti gambar 4.1.
523.77
Gambar 4.1 Grafik Tegangan Vs Kuat Arus Pada spesimen
Dari gambar 4.1 memperlihatkan bahwa nilai kekuatan tarik untuk
kelompok 90 Ampere adalah 523,77 MPa dan nilai kekuatan tarik untuk kelompok 110 Ampere adalah 537,65 MPa, hal ini berarti mengalami kenaikan sebesar
13,88 MPa dari kelompok 90 Ampere. Nilai kekuatan tarik untuk kelompok 130 Ampere adalah 562,04 MPa, hal ini mengalami kenaikan sebesar 38,27 MPa dari kelompok 90 Ampere dan juga mengalami kenaikan sebesar 61,42 MPa dari
kelompok 110 Ampere.
Dari hasil tegangan diatas, ternyata adanya pengaruh arus terhadap
tegangan akan terus naik seiring penambahan arus pada pengelasan.
Kemudian dari data tabel 4.1 juga didapat hubungan regangan terhadap spesimen uji, seperti gambar 4.2.
Gambar 4.2 Grafik Regangan Vs Kuat Arus Pada Spesimen
Dari gambar 4.2 memperlihatkan bahwa ternyata adanya pengaruh arus terhadap pengelasan baja St 37 untuk uji tarik. Semakin besar arus yang
digunakan maka regangan akan terus turun seiring penambahan arus pada pengelasan.
Nilai perpanjangan untuk kelompok 90 Ampere sebesar 13,26% dan nilai perpanjangan untuk kelompok 110 Ampere sebesar 9,98%, hal ini mengalami penurunan sebesar 24,73% dari kelompok 90 Ampere. Sedangkan
nilai perpanjangan untuk kelompok 130 Ampere mengalami penurunan sebesar 4 2 , 4 5 % dari kelompok 90 Ampere dan sebesar 23,54% dari kelompok 110
4.2 Hasil Uji Ketangguhan (Impact Charpy)
Dalam penelitian ini, alat uji ketangguhan yang digunakan adalah Universal Testing Machine (UTM) jenis Tarno Test UPH 100 kN di laboratorium jurusan
Teknik Mesin, Politeknik Negeri Medan. Pengujian Impact Charpy secara kontinyu digunakan pada saat ini sebagai metode kontrol kualitas yang ekonomis untuk
memperkirakan sensitifitas takikan dan ketangguhan impak dari bahan-bahan teknik.
Hasil dari pengujian ketangguhan impak berupa tenaga yang diserap (E) dalam satuan Joule dan nilai pukul takik (H) dalam satuan Joule/mm2
Tabel 4.2 Hasil uji impak pada bahan baja St 37
. Hasil yang
diperoleh dapat dilihat pada tabel 4.2 di bawah ini:
Energi impak yang diukur dengan pengujian Charpy adalah usaha yang
dilakukan untuk mematahkan benda uji. Pada impak, spesimen berubah bentuk secara
elastis sampai peluluhan tercapai (deformasi plastik) dan sebuah zona plastis
berkembang pada takikan. Takikan pada benda uji mempunyai dua efek. Keduanya
dapat menurunkan energi impak. Pertama, konsentrasi tegangan dari takikan
menyebabkan peluluhan atau deformasi plastis terjadi pada takikan.
Suatu daerah plastis dapat berkembang pada takikan, dimana akan
menurunkan jumlah total deformasi plastik pada benda uji. Hal ini menurunkan usaha
yang dilakukan oleh deformasi plastik sebelum perpatahan. Kedua, pembatasan
deformasi pada takikan meningkatkan tegangan tarik di zona plastis. Tingkat
pembatasan tergantung pada kerumitan takikan (kedalaman dan keruncingan).
Peningkatan tegangan tarik mendorong perpatahan dan menurunkan usaha yang
dilakukan oleh deformasi plastis sebelum perpatahan terjadi.
Harga impak dapat dihitung dengan formula (persamaan 2.4):
E = P . D (cos β – cos α)
Dimana :
E = Energi yang diserap dalam satuan (Joule)
α = Sudut awal pemukulan (147o
β = Sudut akhir pemukulan (rad)
rad)
P = Konstanta (251,3 N)
Atau bisa juga dengan formula (persamaan 2.5):
Hi = E/A
Dimana:
E = Energi yang diserap dalam satuan (Joule)
A = Luas penampang dibawah takik dalam satuan (mm2
Data dari tabel 4.2 hasil pengujian impak selanjutnya dimasukkan ke dalam grarik. Berikut adalah hubungan energi yang diserap terhadap spesimen uji, seperti gambar 4.3.
)
Gambar 4.3 Grafik Energi Vs Kuas Arus Pada Spesimen
Dari gambar 4.3 memperlihatkan bahwa ternyata adanya pengaruh arus terhadap pengelasan baja St 37 untuk uji impak. Semakin besar arus yang digunakan maka energi impak yang terjadi akan terus mengalami penurunan.
sebesar 17,83 J. Kelompok dengan arus 110 Amper mengalami penurunan sebesar 21,2% dari kelompok arus 90 Ampere. Kelompok dengan arus 130 Ampere mengalami penurunan nilai energi impak sebesar 26,52% dari kelompok arus 90
Ampere dan 6,76% dari kelompok 110 Ampere.
Kemudian dari data tabel 4.2 juga didapat hubungan harga impak (HI)
terhadap spesimen uji, seperti gambar 4.4
.
Gambar 4.4 Harga Impak Vs Kuat Arus Pada Spesimen
Dari gambar 4.4 memperlihatkan nilai harga impak kelompok spesimen arus
90 Ampere, kelompok spesimen arus 110 Ampere dan kelompok spesimen arus 130 Ampere. Harga impak untuk kelompok dengan arus 90 Ampere sebesar 0,254 J/mm2. Sedangkan untuk kelompok dengan arus 110 Ampere mengalami penurunan sebesar
20,86% dari kelompok dengan arus 90 Ampere. Kelompok dengan arus 130 Ampere juga mengalami penurunan harga impaknya sebesar 26,37% dari kelompok dengan
4.3 Pembahasan
Hasil dari uji tarik dan uji ketangguan impak dapa dilihat pada diagram pohon di bawah ini:
Gambar 4.5 Diagram Pohon dari hasil uji tarik plat St 37
Data dari hasil penelitian diketahui ada perbedaan struktur mikro, kekerasan, kekuatan tarik, ketangguhan impak pada baja St 37 dikenai proses pengelasan dengan tiga variasi arus, yaitu sebesar 90 Ampere, 110 Ampere dan 130 Ampere. Pengujian
yang pertama adalah pengujian tarik untuk variasi arus pengelasan 90 Ampere. Pada kelompok variasi 90 Ampere, arus yang terjadi terlalu rendah menyebabkan sukarnya
penyalaan busur listrik dan busur listrik yang terjadi tidak stabil. Panas yang dihasilkan tidak cukup untuk melelehkan elektroda dan penembusan yang terjadi kurang maksimal.
Pengujian yang kedua adalah pengujian tarik dan pengujian ketangguhan impak untuk variasi arus pengelasan 110 Ampere. Nilai kekuatan tarik kualitas baja
karbon rendah mempunyai nilai lebih kecil dibanding kelompok variasi arus 130 Ampere dan lebih besar dibandingkan kelompok 90 Ampere. Nilai perpanjangan mempunyai nilai yang lebih besar dibanding kelompok arus 130 Ampere dan lebih
kecil dibanding kelompok variasi arus 90 Ampere. Pada kelompok ini, arus yang terjadi cukup stabil dibanding kelompok 90 Ampeer. Arus yang stabil ini
menyebabkan penembusan dan nyala busur yang baik. Nilai pertambahan panjang mempunyai nilai lebih kecil dibanding kelompok variasi arus pengelasan 90 Ampere dan lebih besar dibandingkan kelompok variasi arus 130 Ampere.
Pengujian yang ketiga adalah pengujian tarik dan pengujian ketangguhan impak untuk variasi arus pengelasan 130 Ampere. Nilai kekuatan tarik untuk kualitas
interval arus yang diijinkan untuk elektroda E6013, Ø 3,2 mm yaitu antara 115 sampai 165 Ampere. Pada pengelasan ini busur yang terjadi lebih besar dibandingkan arus 110 Ampeer. Percikan busur terlihat lebih besar dan peleburan elektroda lebih
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Adapun kesimpulan dari penelitian ini adalah:
1. Nilai tegangan (σ) tarik untuk kelompok 90 Ampere adalah 523,77 MPa MPa dari kelompok 110 Ampere.
2. Besarnya nilai perpanjangan (ε) untuk kelompok 90 Ampere sebesar
13,26% dan nilai perpanjangan untuk kelompok 110 Ampere sebesar 9,98%, hal ini mengalami penurunan sebesar 24,73% dari kelompok 90
Ampere. Sedangkan nilai perpanjangan untuk kelompok 130 Ampere mengalami penurunan sebesar 4 2 , 4 5 % dari kelompok 90 Ampere dan sebesar 23,54% dari kelompok 110 Ampere.
3. Nilai energi impak (E) pada kelompok pengelasan dengan arus 90 Ampere sebesar 17,83 J. Kelompok dengan arus 110 Ampere mengalami penurunan
4. Harga impak (Hi) kelompok spesimen arus 90 Ampere, kelompok spesimen arus 110 Amper dan kelompok spesimen arus 130 Ampere. Harga impak untuk kelompok dengan arus 90 Ampere sebesar 0,254 J/mm2. Sedangkan
untuk kelompok dengan arus 110 Ampere mengalami penurunan sebesar 20,86% dari kelompok dengan arus 90 Ampere. Kelompok dengan arus 130
Ampere juga mengalami penurunan harga impaknya sebesar 26,37% dari kelompok dengan arus 90 Ampere dan 6,96% dari kelompok arus 110 Ampere.
5.2 Saran
Adapun saran yang perlu diperhatikan untuk peneliti selanjutnya adalah: 1. Sebaiknya dilakukan pemanasan elektroda terlebih dahulu sebelum dilakukan
pengelasan untuk menghilangkan hidrogen yang ada pada flux, karena
hidrogen akan menyebabkan las-lasan menjadi berkualitas jelek.
2. Diharapkan alat uji yang ada di departemen teknik mesin, fakultas teknik
universitas sumatera utara dapat diberdayakan keberadaannya, sehingga akan lebih mendukung mahasiswa yang berminat melakukan riset dan pengujian, khususnya di laboratorium pemotongan logam dan laboratorium pengujian
logam.
3. Perlu dilakukan penelitian lanjutan setelah selesai pengelasan hendaknya
DAFTAR PUSTAKA
Malau, V, 2003, Diktat Kuliah Teknologi Pengelasan Logam, Yogyakarta.
Smith, D., 1984, Welding Skills and Technology, McGraw-Hill, New York.
Sonawan, H., Suratman, R., 2004, Pengantar Untuk Memahami Pengelasan Logam,
Αlfa Beta, Bandung.
Suharsimi, A., 2002, Prosedur Penelitian, Bina Aksara, Jakarta.
Suharto, 1991, Teknologi Pengelasan Logam, Rineka Cipta, Jakarta.
Sri Widharto, 2003. Petunjuk Kerja Las, Cetakan-5, Jakarta, Pradnya Paramita.
Sumanto, 1994, Pengetahuan Bahan Untuk Mesin Dan Listrik, Yogyakarta, Andi Offset,
Supardi, E., 1996, Pengujian Logam, Angkasa, Bandung.
Suratman, M., 2001, Teknik Mengelas Asetilen, Brazing dan Busur Listrik, Pustaka Grafika, Bandung.
Widharto, S., 2001, Petunjuk Kerja Las, Pradnya Paramita, Jakarta.
Wiryosumarto, H., 2000, Teknologi Pengelasan Logam, Erlangga, Jakarta.