DALAM PERENCANAAN PRODUKSI
RANTAI PASOK AGROINDUSTRI
KARET SPESIFIKASI TEKNIS
NOFI ERNI
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
BOGOR
Dengan ini saya menyatakan bahwa disertasi yang berjudul :
Rekayasa Sistem Manajemen Ahli Dalam Perencanaan Produksi Rantai
Pasok Agroindustri Karet Spesifikasi Teknis
adalah karya saya dengan arahan dari komisi pembimbing dan belum diajukan
dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang
berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari
penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di
bagian akhir disertasi ini.
Bogor, Januari 2012
Nofi Erni
Planning of Agroindustry Technically Specified Rubber. Under the direction of M. SYAMSUL MA’ARIF, NASTITI S. INDRASTI, MACHFUD, and SOEHARTO HONGGOKUSUMO.
Technically Specified Rubber (TSR) is the most important of natural rubber type which has a higher demand growth of production and exported by
Indonesia. TSR is mostly used as raw material for tire industries, as the world’s
automotive industries grow up the demand for TSR is also rise up. The type of TSR which Indonesia export the most is type SIR 20. This research driven by the
main problem in Indonesia’s TSR agroindustry which is the need of production planning model for making decision on production plan that reduce ineficiency. This model is needed to develop a balance between dynamic of demand and raw material supplies and production capacity available. Research related to production planning are commonly focused on production plan which is based on
company’s accepted demand instead of using an integrated approach as supply chain management. This research is aimed to develop a production planning model for supply chain TSR which is able to integrate the dynamic of market demand, supply of raw material and production capacity available.This research is an improvement of production planning model which the ability to adapt with the dynamic of price and volume of demand forecasting and capacity available. Model was designed in an expert management system (EMS), which was integrated a decision making support system using analytic method, artificial intelligence with an expert system through acquitision of expert knowledge. The EMS on production planning as a result from modeling design was named as Proplan-TSR20. The decision support system consist price and demand volume forecasting model, raw material availability forecasting model, production planning model, capacity availability model and supply chain performance measurement model. The expert system was developed from knowledge is acquired from expert of agroindustry practitioners and researchers using focus group discussion. Data and information are related with supply chain TSR 20 on agroindustry TSR are used to verify and validate the model. The advantages of this EMS are this model is more dynamic and more adaptive in preparing production planning on the changes in supplier and demand side. The limitation of this model is that it has not been viewed as an aggregate plan of TSR and it does not cover the material need planning which consider the inventory yet. The forecasting model is not includes other factors yet such as climate effect,
competitor’s product price, and industry growth.
Produksi Rantai Pasok Agroindustri Karet Spesifikasi Teknis. Dibawah
bimbingan M. SYAMSUL MA’ARIF, NASTITI S. INDRASTI, MACHFUD,
dan SOEHARTO HONGGOKUSUMO.
Agroindustri karet alam Indonesia merupakan penyumbang devisa kedua terbesar setelah kelapa sawit dengan nilai ekspor mencapai 7, 32 miliar USD pada tahun 2010 dengan volume ekspor 2.351.915 ton. Karet spesifikasi teknis
(Technically Specified Rubber, TSR) dalam perdagangan karet Indonesia dikenal
dengan skema Standar Indonesia Rubber (SIR), merupakan jenis karet alam penyumbang ekspor terbesar dibanding jenis karet alam lainnya. Diantara total ekspor SIR, karet alam jenis SIR 20 atau dalam perdagangan Internasional dikenal dengan TSR 20 mencapai 2.165.148 ton atau 92% dari total ekspor karet alam. Jenis karet SIR 20 adalah karet yang dihasilkan dari koagulum (bekuan) yang berasal dari perkebunan karet yang banyak dibutuhkan sebagai bahan baku industri hilir terutama industri ban.
Pertumbuhan industri otomotif dunia, menyebabkan peningkatan kebutuhan industri ban terhadap TSR 20. Kondisi ini mendorong tingginya permintaan terhadap TSR 20, sehingga harganya mendekati harga jenis karet high
grade seperti Ribbed Smoke Sheet jenis RSS 3. Tingginya permintaan dan harga
karet jenis TSR merupakan peluang untuk meningkatkan produktivitas agroindustri karet spesifikasi teknis dalam mengelola rantai pasokan sehingga mampu mengikuti perkembangan permintaan konsumen. Agroindustri karet spesifikasi teknis sebagai pelaku utama yang memiliki sarana produksi untuk mengolah koagulum menjadi TSR memiliki peran penting dalam mengelola rantai pasok. Peningkatan produktivitas dalam memenuhi kapasitas terpasang fasilitas produksi dengan mempertimbangkan kebutuhan bahan baku merupakan faktor pendorong untuk mengembangkan suatu model pengambil keputusan.
Perencanan produksi sebagai salah satu aktivitas penting dalam perencanaan level operasional, membutuhkan suatu pendekatan yang memperhatikan berbagai unsur ketidakpastian dan kompleksitas di sepanjang rantai pasok. Berbagai unsur ketidakpastian baik di sisi permintaan maupun pasokan penting dipertimbangkan untuk menghasilkan rencana produksi yang lebih tepat. Perencanaan produksi yang mengintegrasikan dinamika permintaan, dinamika pasokan serta kapasitas produksi memiliki peluang untuk dikembangkan dalam bentuk sistem pendukung keputusan yang adaptif dalam kegiatan perencanaan dan pengendalian produksi.
perencanaan produksi, model ketersediaan kapasitas dan model pengukuran kinerja rantai pasok. Metode kecerdasan buatan yang dipergunakan adalah metode jaringan syaraf tiruan (JST) dan metode Fuzzy Inference System (FIS). Penelitian dilakukan di PT. Kharisma Pemasaran Bersama Nusantara, PT. Perkebunan Nusantara VIII dan PT. Bakrie Sumatera Plantation Tbk.
Berdasarkan model prakiraan harga dan permintaan dengan menggunakan data transaksi harian pada perdagangan TSR 20 di pasar komoditas Singapore
Commodity Exchange (SICOM) tahun 2010 dihasilkan nilai prakiraan harga dan
volume permintaan. Model ini menggunakan metode jaringan syaraf tiruan (JST)
backpropagation dengan lima neuron input berbeda yaitu parameter harga
tertinggi, harga terendah, harga penutupan, volume pembukaan dan volume penutupan. Keluaran dari model ini adalah prakiraan harga dan prakiraan volume permintaan. Arsitektur JST terbaik diperoleh melalui simulasi, hasil rancangan terbaik terdiri atas 5 neuron pada input layer¸ 15 neuron pada hidden layer, dan 2 neuron pada output layer dengan fungsi aktivasi sigmoid. Berdasarkan target yang ditetapkan dalam pencapaian tingkat kesalahan Mean Square Error (1x 10-5 ) dan jumlah epoch (5000) kali arsitektur ini digunakan untuk melakukan prakiraan harga dan jumah permintaan untuk periode 16 minggu yang akan datang. Selisih antara nilai tertinggi dan nilai terendah dari hasil prakiraan digunakan untuk menyusun kategori tinggi, normal dan rendah dalam menentukan himpunan nilai
fuzzy pada model perencanaan produksi.
Model prakiraan ketersediaan bahan baku berguna untuk meprediksi tingkat pasokan bahan baku dari kebun dan diolah dengan metode (JST)
backpropagation. Data historis pasokan bahan baku digunakan sebagai neuron
pada input layer. Hasil simulasi untuk mencapai target MSE sebesar 1x 10-5 dan jumlah epoch (10.000 kali) menunjukkan arsitektur jaringan terbaik adalah dengan12 neuron pada input layer, 60 neuron pada hidden layer serta 1 neuron pada output layer menggunakan fungsi aktivasi sigmoid. Hasil prakiraan ketersediaan bahan baku untuk 12 minggu berikutnya dikategorikan ke dalam nilai tinggi, sedang dan rendah yang digunakan sebagai nilai input fuzzy pada model perencanaan produksi.
Model perencanaan produksi dirancang menggunakan metode Fuzzy
Inference System (FIS), untuk memperoleh sejumlah aturan guna menyusun
rencana produksi bulan berikutnya. Hasil prakiraan harga, volume permintaan, pasokan bahan baku merupakan input himpunnan fuzzy, sedang jumlah realisasi
produksi tahun sebelumnya digunakan untuk menentukan himpunan output fuzzy.
Himpunan output fuzzy jumlah produksi dikategorikan atas nilai tinggi, normal dan rendah. Berdasarkan 27 aturan yang disusun sebagai hasil wawancara mendalam dengan pakar praktisi dan akademisi, menggunakan metode inferensi Mamdani diperoleh keputusan jumlah produksi untuk periode bulan yang akan datang pada rentang nilai tinggi sebesar 161 ton kering SIR 20. Keputusan rencana produksi selanjutnya divalidasi untuk menentukan kebutuhan kapasitas dengan model ketersediaan kapasitas.
yang ada. Melalui hasil perbandingan kapasitas yang tersedia dan kapasitas yang dibutuhkan dapat dijadikan dasar untuk melakukan penyesuaian pada rencana produksi. Pada obyek kajian penelitian ini dengan berproduksi 1 shift/hari atau setara dengan 7 jam/hari, menunjukkan bahwa kapasitas tersedia lebih besar dibanding kapasitas dibutuhkan. Kapasitas tersedia lebih besar 21,54% dari yang dibutuhkan artinya utilisasi penggunaan fasilitas produksi belum optimal. Jika dibandingkan antara kapasitas mesin terpasang dan kapasitas terpakai, tingkat utilisasi mesin sebesar 25% sehingga perlu upaya peningkatan jumlah produksi.
Untuk mengukur kinerja dari hasil perencanaan produksi diperlukan suatu model pengukuran kinerja. Salah satu ukuran kinerja rantai pasok dalam model SCOR, berkaitan dengan fleksibilitas sebagai ukuran kemampuan beradaptasi dengan perubahan. Pada model ini metode penghitungan Bullwhip Effect (BE) digunakan untuk mengukur kemampuan pengambilan keputusan dalam mengakomodir perubahan pada sisi permintaan, sisi produksi dan sisi pasokan ke dalam rencana produksi. Nilai variansi antara rencana produksi dan realisasi produksi menunjukkan kemampuan model untuk mengakomodasi dinamika sebagai akibat perubahan pada sisi pasokan, sisi permintaan dan kemampuan produksi. Nilai BE untuk pasokan bahan baku juga dihitung untuk mengukur kinerja pasokan dari kebun ke pabrik.
Berdasarkan hasil validasi di lapangan menunjukkan, prakiraan permintaan dan harga TSR 20 meningkat pada beberap periode prakiraan, namun cenderung memiliki pola yang sama dengan periode yang lalu. Penggunaan metode JST yang mengacu pada data time series belum memasukkan pengaruh dari faktor lainnya. Hasil penyusunan rencana produksi berdasarkan basis aturan yang diperoleh dari pakar menunjukkan, pasokan bahan baku merupakan faktor penting dalam penyusunan rencana produksi. Hasil pemodelan menunjukkan jumlah produksi SIR 20 berada pada level rendah untuk periode pertama yaitu sebesar 101 ton kering. Berdasarkan jumlah produksi sebesar 101 ton kering pabrik sebagai pengolah memiliki kapasitas tak terpakai mencapai 60% karena kurangnya pasokan bahan baku. Kekurangan pasokan bahan baku dapat diupayakan dengan melakukan pembelian dari perkebunan rakyat yang tidak
memiliki pabrik melalui suatu mekanisme contract supply yang saling
menguntungkan. Hasil pengukuran kinerja menunjukkan nilai amplifikasi yang tidak jauh menyimpang (mendekati satu), yang berarti kinerja perusahaan dalam perencanaan produksi dan perencanaan kebutuhan bahan baku cukup baik.
adaptif terhadap dinamika permintaan, pasokan dan kemampuan produksi. Hasil perancangan masih perlu dikembangkan dengan memperhatikan faktor-faktor lain yang menimbulkan unsur ketidakpastian dan dinamika dalam permintaan karet spesifikasi teknis dan pasokan bahan baku dari perkebunan.
Kata kunci: karet spesifikasi teknis, sistem manajemen ahli, perencanaan produksi, jaringan syaraf tiruan,fuzzy inference system, roughcut
© Hak Cipta milik IPB, tahun 2012
Hak Cipta dilindungi Undang-undang
Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumbernya. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik atau tinjuan suatu masalah; dan pengutipan tidak merugikan kepentingan yang wajar IPB
Dilarang mengumumkan dan memperbanyak sebagian atau seluruh karya tulis dalam bentuk apapun tanpa izin IPB
RANTAI PASOK AGROINDUSTRI
KARET SPESIFIKASI TEKNIS
NOFI ERNI
Disertasi
Sebagai salah satu syarat untuk memperoleh gelar Doktor pada
Program Studi Teknologi Industri Pertanian
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
Penguji luar komisi
Ujian Tertutup:
1. Dr. Ary Achyar Alfa, MSi Pusat Penelitian Karet, Bogor
2. Dr. Eng. Taufik Djatna, STP, MSi
Departemen Teknologi Industri Pertanian, Fakultas Teknologi Pertanian, IPB, Bogor.
Ujian Terbuka:
1. Dr. Ir. Uhendi Haris, MSi Pusat Penelitian Karet, Bogor
2. Dr. Ir. Yandra Arkeman, MEng.
Nama : Nofi Erni
NRP : F 361020011
Disetujui, Komisi Pembimbing
Prof. Dr. Ir. M. Syamsul Ma’arif, MEng.
Ketua
Prof. Dr. Ir. Nastiti Siswi Indrasti Dr. Ir. Machfud, MS.
Anggota Anggota
Dr. Soeharto Honggokusumo
Anggota
Diketahui,
Ketua Program Studi Dekan Sekolah Pascasarjana
Teknologi Industri Pertanian
Dr. Ir. Machfud, MS. Dr. Ir. Dahrul Syah, MSc.Agr.
Puji syukur dipanjatkan ke hadirat Allah SWT. atas limpahan rahmat, hidayah, karunia dan petunjukNya, sehingga disertasi ini dapat penulis selesaikan. Keberhasilan penelitian ini tidak terlepas dari peran aktif komisi pembimbing penulis. Oleh karena itu, ucapan terima kasih yang tidak terhingga penulis persembahkan kepada Bapak Prof. Dr. Ir. M. Syamsul Ma’arif, MEng. sebagai ketua komisi pembimbing dan kepada Ibu Prof. Dr. Ir. Nastiti Siswi Indrasti, Dr. Ir. Machfud, MS., Dr. Soeharto Honggokusumo masing-masing sebagai anggota komisi pembimbing yang tulus dan ikhlas membimbing penulis mulai dari penulisan proposal, penelitian dan penulisan hingga disertasi ini terwujud.
Penghargaan dan ucapan terima kasih juga penulis sampaikan kepada Rektor Institut Pertanian Bogor atas kesediaannya menerima penulis menjadi mahasiswa pada program studi Teknologi Industri Pertanian Sekolah Pascasarjana Institut Pertanian Bogor. Penghargaan dan ucapan terima kasih juga penulis sampaikan kepada Dekan Sekolah Pascasarjana, Dekan dan Wakil Dekan Fakultas Teknologi Pertanian, Ketua Program Studi Teknologi Industri Pertanian, dan seluruh staf pengajar Sekolah Pascasarjana IPB khususnya Program Studi Teknologi Industri Pertanian yang telah tulus dan ikhlas memberi ilmu pengetahuan dan bimbingan serta berbagi pengalaman kepada penulis dengan penuh tanggung jawab dan pengabdian.
Terima kasih juga penulis sampaikan kepada Direktorat Jenderal Pendidikan Tinggi Departemen Pendidikan Nasional Republik Indonesia yang telah memberikan bantuan pendidikan melalui proyek BPPS kepada penulis guna kelancaran proses pendidikan. Kepada Rektor Universitas Esa Unggul, Dr. Arief Kusuma AP. dan seluruh jajaran manajemen yang telah mengizinkan dan memberikan dukungan kepada penulis untuk melanjutkan studi sembari menyelesaikan tugas dan aktifitas di Universitas Esa Unggul.
Kepada Bapak M.I. Sobandi Argadipraja, Ibu Ully di PT Kharisma Pemasaran Bersama Nusantara serta manajemen PT Perkebunan Nusantara VIII, Bapak Bambang Aria Wisena, Bapak Masgar di PT Bakrie Sumatera Plantation Tbk. yang telah banyak memberikan bantuan data dan sumbangan pengetahuan untuk penyelesaian model penelitian, penulis ucapkan terima kasih dan penghargaan atas bantuan yang telah diberikan kepada penulis selama melaksanakan penelitian.
Terima kasih yang setinggi-tingginya penulis sampaikan kepada Dr. Ary Achyar Alfa dan Dr. Uhendi Haris di Pusat Penelitian Tanaman Karet yang telah memberikan banyak pengetahuan tentang agroindustri karet. Kepada Ibu Rani dan staf di Gapkindo penulis ucapkan terima kasih untuk dukungan dan bantuan data untuk penulisan.
Kepada yang mulia Ayahanda H. Ahmad dan Ibunda Hj. Rosni serta Ibu mertua Hj. Muthmainah, ananda persembahkan terima kasih atas segala bantuan baik materiil maupun do’a restu, bimbingan, nasehat dan arahan yang tidak henti-hentinya diberikan kepada penulis dalam menjalani ujian dan cobaan dalam kehidupan.
Tidak lupa ucapan terima kasih kepada kakak-kakak dan adik-adik penulis yang tanpa henti mendoakan dan memberikan dukungan untuk menyelesaikan studi. Teman- teman seperjuangan dalam menyelesaikan studi pada program S3 - TIP, Institut Pertanian Bogor atas bantuan dan dukungan semangat untuk menyelesaikan studi di penghujung masa studi. Teman-teman di Fakultas Teknik Universitas Esa Unggul atas pengertian serta dukungannya yang telah banyak membantu dalam penyelesaiaan disertasi ini.
Akhir kata, kepada semua pihak yang telah membantu dan tidak dapat disebutkan satu persatu dalam disertasi ini penulis ucapkan terima kasih, semoga Allah SWT. memberi pahala berlimpah. Penulis berharap semoga disertasi ini memberi manfaat bagi pihak yang memerlukan. Amin.
Bogor, Januari 2012
Penulis dilahirkan di Bukittinggi pada tanggal 15 Nopember 1967, sebagai anak keempat dari sembilan orang bersaudara dari pasangan H. Ahmad dan Hj. Rosni. Penulis memperoleh gelar Sarjana Teknologi Pertanian pada Jurusan Teknologi Industri Pertanian, Fakultas Teknologi Pertanian Institut Petanian Bogor pada tahun 1991. Pendidikan Magister Manajemen pada Program Pascasarjana Universitas Esa Unggul diperoleh pada tahun 2000. Pada tahun 2002 penulis melanjutkan pendidikan program Doktoral pada program studi Teknologi Industri Pertanian sekolah Pascasarjana Institut Pertanian Bogor dengan sponsor biaya pendidikan proyek BPPS Dirjen Dikti Diknas RI Jakarta selama tiga tahun dan tahun berikutnya dilanjutkan dengan biaya sendiri.
Penulis pernah bekerja di Bank Muamalat Indonesia dari tahun 1991 sampai 1994. Saat ini penulis bekerja sebagai staf pengajar pada jurusan Teknik Industri Universitas Esa Unggul sejak tahun 1994 dengan jabatan fungsional terakhir adalah Lektor. Selama mengikuti studi pada program S3 penulis memangku jabatan sebagai Ketua Jurusan Teknik Industri hingga tahun 2006, dan sejak tahun 2008 hingga sekarang memangku jabatan sebagai Kepala Pusat Studi Teknik Industri, Universitas Esa Unggul. Penulis juga aktif pada organisasi BKSTI (Badan Kerjasama Penyelenggara Pendidikan Tinggi Teknik Industri) Korwil Jakarta (2009-sekarang)
Halaman
DAFTAR TABEL ... xviii
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxi
1. PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Tujuan Penelitian ... 5
1.3 Ruang lingkup ... 5
1.4 Manfaat Penelitian ... 6
2. TINJAUAN PUSTAKA ... 7
2.1 Manajemen Rantai Pasok ... 7
2.2 Pengukuran Kinerja Rantai Pasok ... 8
2.3 Bullwhip Effect ... 10
2.4 Perencanaan Produksi ... 13
2.5 Kapasitas Produksi ... 14
2.6 Prakiraan (Forecasting) dan Pengelolaan Permintaan ... 19
2.7 Pendekatan Sistem ... 22
2.8 Sistem Manajemen Ahli ... 22
2.9 Sistem Kecerdasan Buatan ... 26
2.9.1 Sistem Fuzzy Logic ... 27
2.9.2 Jaringan Syaraf Tiruan ... 30
2.10 Posisi Penelitian ... 35
3. METODE PENELITIAN ... 39
3.1 Kerangka Pemikiran ... 39
3.2 Tahapan Penelitian ... 43
3.3 Pengumpulan dan Teknik Pengolahan Data ... 44
3.4 Lokasi Penelitian ... 46
4. ANALISIS SISTEM ... 47
4.1 Kondisi Situasional ... 47
4.1.1 Agroindustri Karet Alam ... 47
4.1.2 Karet Spesifikasi Teknis ... 51
4.1.3 Bahan Baku dan Proses Produksi Karet Spesifikasi Teknis . 57 4.1.4 Sistem Rantai Pasokan Karet Spesifikasi Teknis ... 60
4.2 Pendekatan Sistem ... 64
5. PEMODELAN SISTEM ... 69
5.1 Konfigurasi Model ... 69
5.2 Kerangka Sistem ... 72
5.2.1 Sistem Manajemen Dialog ... 72
5.2.2 Sistem Pengolahan Pusat ... 72
5.2.3 Sistem Manajemen Basis Data ... 72
5.2.4 Sistem Manajemen Basis Pengetahuan ... 74
5.2.5 Mekanisme Inferensi ... 75
5.2.6 Sistem Manajemen Basis Model ... 75
5.3 Rekayasa Model ... 76
5.3.1 Model Prakiraan Harga dan Permintaan ... 76
5.3.2 Model Prakiraan Ketersediaan Bahan Baku ... 80
5.3.3 Model Perencanaan Produksi ... 82
5.3.4 Model Ketersediaan Kapasitas Produksi ... 86
5.3.5 Model Pengukuran Kinerja Rantai Pasok ... 88
6. IMPLEMENTASI MODEL ... 91
6.1 Verifikasi Model ... 91
6.1.1 Prakiraan Harga dan Permintaan ... 92
6.1.2 Ketersediaan Bahan Baku ... 100
6.1.3 Penyusunan Rencana Produksi ... 104
6.1.4 Ketersediaan Kapasitas Produksi ... 111
6.1.5 Pengukuran Kinerja Rantai Pasok ... 115
6.2 Validasi Model ... 119
6.3 Implikasi Model ... 121
6.3.1 Implikasi Teoritis ... 122
6.3.2 Implikasi Manajerial ... 123
6.4 Kelebihan dan Keterbatasan Model ... 125
7. KESIMPULAN DAN SARAN ... 127
7.1 Kesimpulan ... 127
7.2 Saran ... 128
DAFTAR PUSTAKA ... 129
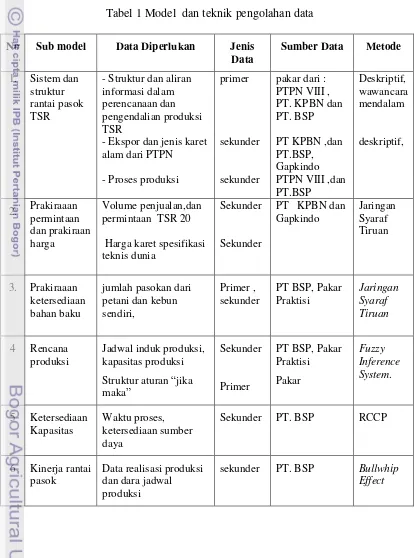
Halaman 1 Model dan Teknik Pengolahan Data ... 45 2 Ekspor Karet Alam Indonesia Tahun 2005 – 2010 ... 48
3 Skema Standard Indonesian Rubber (SIR) (SNI 06-1903-1990) ... 52
4 Ekspor TSR dari Indonesia, Malaysia, dan Thailand ... 53 5 Harga Beberapa Jenis Karet Bulan Desember 2011 ... 55 6 Jumlah Impor Karet Alam oleh Negara Pengimpor Utama ... 57
7 Analisis Kebutuhan Pelaku Utama Pengelolaan Rantai Pasok Karet
Spesifikasi Teknis ... 65 8 Himpunan Nilai Fuzzy untuk Data Input dan Data Output ... 83 9 Alternatif aturan Jika – Maka untuk FIS ... 85 10 Pemilihan Arsitektur JST untuk Karet Spesifikasi Teknis ... 93 11 Bobot dari Lapisan Input ke Lapisan Tersembunyi ... 96 12 Bobot dari Lapisan Tersembunyi ke Lapisan Output ... 97 13 Hasil Pengujian Harga dan Volume Permintaan TSR 20 ... 97 14 Hasil Prakiraan Harga dan Volume Permintaan TSR 20 ... 98
15 Hasil Perhitungan Tingkat Akurasi Prakiraan Pasokan Bahan Baku ... 101
16 Hasil Prakiraan Pasokan Bahan Baku ... 102 17 Representasi Kurva untuk Variabel Input dan Variabel Output ... 105 18 Tahapan dan Waktu Proses Pembuatan SIR 20 ... 112 19 Perhitungan Kapasitas yang Dibutuhkan dengan Metode CPOF dari
Halaman
1 Komponen Utama Proses Manajemen dalam SCOR Model ... 9
2 Distorsi Informasi dari Hilir ke Hulu dalam Rantai Pasok 11 ... 11 3 Manufacturing Resources Planning, MRP II ... 14 4 Hubungan Aktifitas Perencanaan dan Pengendalian Produksi ... 15 5 Evolusi Manajemen Persediaan ... 21 6 Demand Management Process Model ... 21 7 Konfigurasi Model Dasar Sistem Manajemen Ahli ... 23 8 Tahap Pembentukan Sistem Pakar ... 25
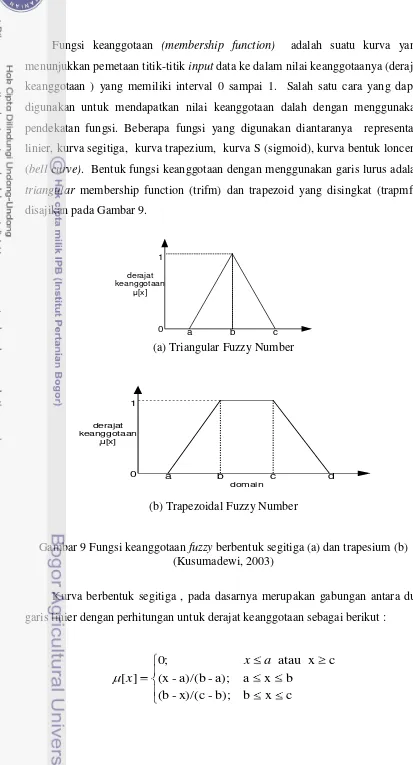
9 Fungsi Keanggotaan Linier Fuzzy Berbetuk Segitiga dan Trapesium.. 28
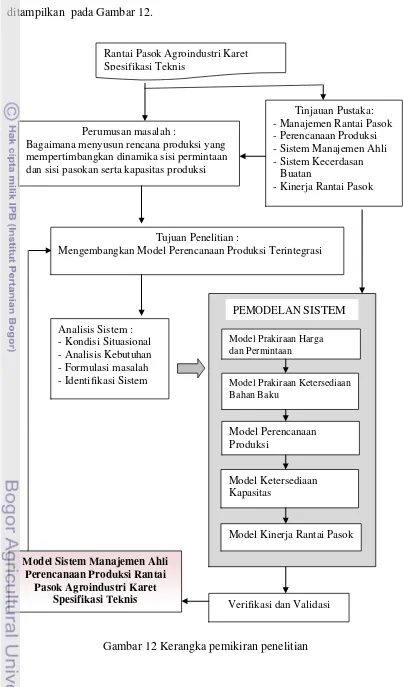
10 Sistem Inferensi Logika Fuzzy ... 29 11 Arsitektur Jaringan Syaraf Tiruan Backpropagation ... 33 12 Kerangka Pemikiran Penelitian ... 41
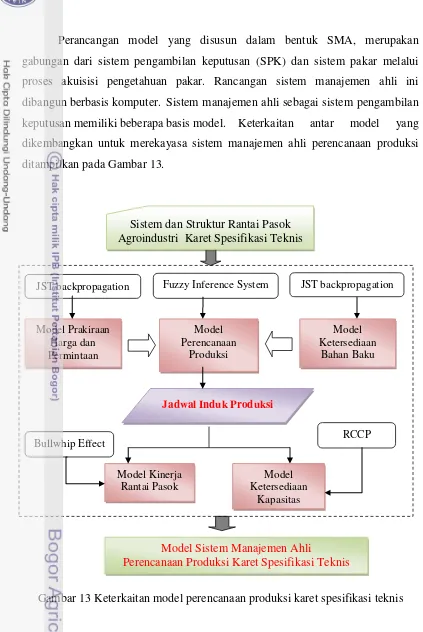
13 Keterkaitan Model Perencanaan Produksi Karet Spesifikasi Teknis ... 42
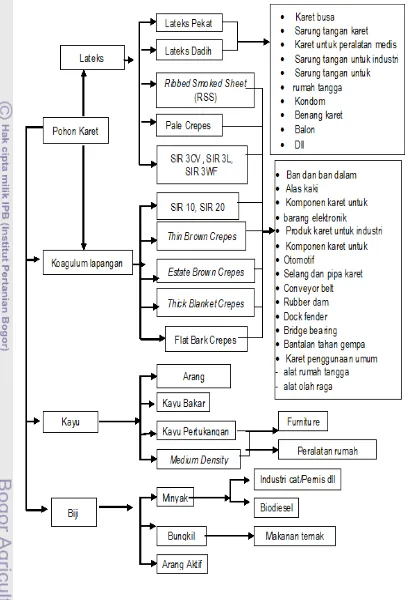
14 Diagram Alir Tahapan Penelitian ... 44 15 Pohon Industri Karet ... 49 16 Ekspor Karet Alam Indonesia ... 50 17 Perkembangan Harga Karet, Minyak Mentah, dan Nilai Tukar
JPY/USD ... 51 18 Grafik Perbandingan Ekspor Karet Spesifikasi Teknis ... 53 19 Ekspor Karet Alam Jenis SIR ... 54 20 Perkembangan Harga TSR 20 dan RSS3 di pasar Fisik dan Bursa
SICOM pada bulan Desember 2011 ... 56 21 Perkembangan Jumlah Impor Negara Pengimpor Utama ... 57 22 Proses Pengolahan Karet Spesifikasi Teknis ... 60 23 Rantai Pasok Karet Alam Pada PTPN VIII ... 61 24 Grafik Jumlah Ekspor Karet Alam Produksi PTPN VIII ... 63 25 Diagram Input-Output Karet Spesifikasi Teknis ... 67 26 Konfigurasi Sistem Manajemen Ahli Perencanaan Produksi ... 70 27 Diagram Alir Model Sistem Manajemen Ahli Perencanaan Produksi
Rantai Pasok Karet Spesifikasi Teknis ... 71
28 Tahapan Perancangan JST Prakiraan Harga dan Volume Permintaan . 78
29 Perancangan Arsitektur JST untuk Prakiraan Ketersediaan Bahan
Teknis (TSR 20) ... 99 34 Pola Data Aktual, Data Pengujian, dan Prakiraan ... 103 35 Tampilan Menu untuk Prakiraan Pasokan Bahan Baku ... 103 36 Tampilan Parameter Input pada Fuzzy Inference System ... 108 37 Fungsi Keanggotaan dan Nilai Input untuk Prakiraan Harga ... 108 38 Tampilan Hasil Input Output FIS untuk Jumlah Produksi ... 109 39 Dekomposisi Fungsi Implikasi ... 110 40 Perbandingan Antara Rencana dan Realisasi Produksi ... 117 41 Perbandingan Permintaan Bahan Baku dan Realisasi Pasokan Bahan
Halaman
1 Realisasi Penjualan Ekspor Karet Alam Produksi PTPN Semester I
tahun 2009 ... 141
2 Realisasi Penjualan Ekspor Karet Alam Produksi PTPN Semester II
tahun 2009 ... 142 3 Ekspor Karet Alam Produksi PTPN VIII tahun 2009 ... 143
4 Ekspor Berbagai Jenis Karet Alam Produksi PTPN VIII Semester I
Tahun 2009 ... 144 5 Data Trasaksi Harian TSR 20 di Bursa SICOM tahun 2010 ... 145 6 Pola Training JST untuk Data SICOM tahun 2010 ... 151 7 Pola Testing JST untuk Data SICOM tahun 2010 ... 155
8 Pengolahan Data JST untuk Prakiraan Harga dan Permintaan TSR 20 165
9 Data Kapasitas Pabrik PT. BSP Tahun 2011 ... 165 10 Data Kapasitas Pabrik PT. BSP Tahun 2011 ... 166 11 Data Kapasitas Pabrik PT. BSP Tahun 2011 ... 167 12 Data Pasokan Bahan Baku Tahun 2009-2011 ... 168 13 Data Pola untuk Pelatihan dan Pengujian JST Bahan Baku ... 169 14 Pengolahan Data FIS Perencanaan Produksi ... 172 15 Data Rencana dan Realisasi Produksi 2009-2011 ... 179 16 Data Permintaan Bahan Baku dan Realisasi Pasokan Bahan Baku
1.1 Latar Belakang
Pendekatan manajemen rantai pasok telah banyak digunakan sebagai salah
satu model untuk meningkatkan keunggulan bersaing dalam industri.
Manajemen rantai pasok merupakan pendekatan penggunaan sumber daya secara
efisien yang mengintegrasikan fungsi bisnis dari hulu ke hilir sehingga barang
dapat diproduksi dan didistribusikan dalam jumlah yang tepat, pada lokasi dan
waktu yang tepat untuk meminimumkan biaya sistem secara keseluruhan dan
memenuhi tingkat pelayanan yang diinginkan (Levi et al. 2003; Vokurka et al.,
2002 ; Blanchard, 2004).
Beberapa model penerapan manajemen rantai pasok telah dikembangkan,
salah satu kerangka untuk implementasi adalah model SCOR (Supply Chains
Operational Reference). Model ini memberikan acuan untuk merencanakan,
menganalisis dan mendesain guna meningkatkan kinerja rantai pasokan. Aktifitas
bisnis antar komponen rantai pasokan dari hulu ke hilir dikelompokan ke dalam
lima proses yaitu : perencanaan (plan), pengadaan sumber daya (source),
produksi (make), pengiriman (delivery) dan pengembalian (return). Setiap proses
didekomposisi dari proses yang bersifat umum ke dalam sub proses yang lebih
detil sesuai dengan jenis kegiatan bisnis (SCOR, 2005; Bolstorff , 2003)
Perencanaan sebagai langkah awal kegiatan merupakan faktor penting
untuk melaksanakan proses bisnis lainnya yang terkait dengan mata rantai di sisi
hulu (downstream channel) dan di sisi hilir (upstream channel) pada rantai
pasokan. Perencanaan produksi sebagai aktifitas perencanaan operasional
membutuhkan suatu sistem pengambilan keputusan terstruktur untuk menyusun
rencana produksi yang mengintegrasikan dinamika pemasok dan dinamika
perkembangan permintaan. Perencanaan produksi berkaitan dengan bagaimana
mengelola unsur ketidakpastian dan kompleksitas di sepanjang rantai pasok.
Berbagai unsur ketidakpastian dari sisi permintaan, maupun pasokan penting
dipertimbangkan, sehingga dihasilkan rencana produksi yang lebih tepat dan tidak
Akurasi perencanaan produksi merupakan salah satu faktor penentu untuk
pencapaian kinerja rantai pasok berupa penurunan biaya atau peningkatan
pelayanan terhadap konsumen. Perencanaan produksi yang tidak tepat dapat
menyebabkan terjadinya peningkatan jumlah persediaan atau di sisi lain juga
berakibat adanya kekurangan bahan baku sehingga menimbulkan biaya akibat
rendahnya utilisasi sarana dan prasarana produksi.
Penelitian yang berkaitan dengan pentingnya kolaborasi dan integrasi
dalam pengelolaan rencana produksi telah dilakukan oleh peneliti terdahulu.
Penelitian Nakano (2009), menunjukkan kolaborasi dalam menyusun rencana
produksi memiliki hubungan yang positif dalam peningkatan kinerja produksi
dan logistik. Penelitian Attaran et al. (2007), dan Donk (2008) menunjukkan
pentingnya suatu sistem perencanaan produksi terintegrasi yang disusun dalam
suatu paket program dalam memudahkan pengelolaan rantai pasok. Hasil
penelitian menunjukkan perangkat lunak perencanaan produksi yang
dikembangkan dengan konsep Enterprise Resources Planning memiliki
kompleksitas dan biaya yang relatif tinggi sehingga sulit diterapkan pada beberapa
jenis industri.
Beberapa pendekatan berkaitan dengan perencanaan produksi telah
dikembangkan, diantaranya teknik Material Requirement Planning (MRP I).
Teknik MRP I merupakan metode perencanaan produksi khususnya menentukan
kebutuhan bahan baku yang didasarkan kepada hasil prakiraan permintaan. Dalam
perkembangan perencanaan produksi dengan pendekatan MRP I diperluas
menjadi Manufacturing Resources Planning (MRP II) yang menggambarkan
kerangka hubungan antara perencanaan strategi bisnis dengan mekanisme
pengendalian produksi (Fogarty et al. 1991; Gupta, 2003; Sheikh, 2002)
Pada MRP II, hasil prakiraan permintaan menjadi dasar dalam menyusun
Master Production Scheduling (jadwal induk produksi). Teknik MRP II hanya
mempertimbangkan prakiraan permintaan dalam menyusun jadwal induk
produksi, belum mempertimbangkan kemampuan pasokan bahan baku dari
pemasok. Untuk menunjang penerapan MRP II dalam perencanaan produksi
rantai pasok, perlu dipertimbangkan dinamika antara mata rantai pemasok,
perubahan permintaan konsumen. Menurut Tang (2006), agroindustri merupakan
industri yang bersifat consumer-produser driven sehingga perencanaan
permintaan perlu mempertimbangkan kedua sisi secara bersama-sama dalam
perencanaan produksi.
Agroindustri karet alam memiliki peran strategis sebagai sumber devisa
negara, sumber lapangan kerja, pemasok bahan baku industri barang jadi karet.
Indonesia merupakan negara dengan areal perkebunan terluas dan penghasil karet
alam terbesar kedua di dunia. Kebutuhan industri pengguna karet alam di dunia
ditunjukkan besarnya penggunaan karet alam untuk keperluan industri. Konsumsi
karet alam dunia meningkat sejalan dengan pertumbuhan industri dan
perekonomian dunia.
Peran strategis agroindustri karet alam sebagai pemasok bahan baku untuk
berbagai industri menjadikan agroindustri karet termasuk industri yang mendapat
prioritas penguatan dan pertumbuhan dalam Rencana Pembangunan Jangka
Menengah Nasional (Peraturan Presiden No. 7/2005). Kementrian Perindustrian
menetapkan tiga wilayah klaster industri karet di Indonesia adalah propinsi
Sumatera Utara, Sumatera Selatan dan Jawa Barat. Pengembangan klaster ini
untuk memperkuat industri hilir karet sehingga mampu meningkatkan penggunaan
konsumsi karet dalam negeri. Peningkatan konsumsi dalam negeri semakin
membuka peluang bagi agroindustri karet alam untuk meningkatkan produksi.
Indonesia sebagai negara dengan perkebunan terluas di dunia memiliki
potensi sebagai penghasil karet terbesar di dunia. Pada tahun 2009 total luas
perkebunan karet Indonesia sebesar 3.435.270 hektar dengan produksi total karet
alam sebanyak 2.440.347 ton. Total luas kebun dan produksi karet alam
meningkat pada tahun 2010 menjadi 3.445.121 hektar dengan total produksi karet
alam sebesar 2.591.935 ton (Ditjenbun, 2012).
Ekspor karet alam merupakan penghasil devisa kedua setelah kelapa sawit.
Nilai ekspor karet alam pada tahun 2010 berdasarkan data Gapkindo (2011)
mencapai US$ 7. 326. 605. 391. Porsi ekspor terbesar adalah karet spesifikasi
teknis (Technically Spesified Rubber,TSR). Ekspor TSR dengan kodifikasi
Standar Indonesian Rubber (SIR) jenis SIR 20 mencapai 2.165.148 ton atau
sejalan dengan pertumbuhan industri hilir khususnya industri otomotif. Tingkat
konsumsi agregat karet alam dunia tumbuh sebesar 18%, sedangkan laju
pertumbuhan produksi Indonesia hanya sebesar 8,7%. Tahun 2010 terjadi
peningkatan produksi kendaraan bermotor sebesar 21% yang mendorong
meningkatnya permintaan karet spesifikasi teknis (Honggokusumo 2011).
Besarnya pertumbuhan industri hilir pengguna karet alam merupakan peluang
untuk meningkatkan produksi karet untuk memenuhi kebutuhan industri hilir
seperti industri ban.
Perkebunan karet berskala besar pada umumnya memiliki unit pengolah
dengan fasilitas produksi yang mampu menghasilkan berbagai jenis karet, yang
dikelompokkan menjadi lateks pekat, Ribbed Smoke Sheet (RSS) dan karet
spesifikasi teknis. Permasalahan dalam agroindustri karet alam berskala besar
adalah diperlukan suatu sistem pengambilan keputusan untuk menentukan jenis
karet alam yang akan diproduksi dengan mempertimbangkan dinamika harga dan
permintaan dunia serta kemampuan kebun dalam memasok bahan baku.
Berdasarkan masalah yang dihadapi agroindustri karet alam dan dalam
rangka mengembangkan metode perencanaan produksi menggunakan kerangka
manajemen rantai pasok maka diperlukan suatu pengkajian yang mendalam dan
menyeluruh dengan memperhatikan kebutuhan stakeholder menggunakan
pendekatan sistem. Salah satu metode pendekatan sistem yang dapat digunakan
dalam pengambilan keputusan adalah sistem manajemen ahli (SMA). Sistem
manajemen ahli merupakan integrasi antara sistem pendukung keputusan (SPK)
dan sistem pakar (Eriyatno, 2003; Buede, 2009; Stairs et.al, 2010). Penerapan
SMA dalam penelitian diantaranya telah dilakukan dalam pengembangan
agroindustri minyak atsiri (Machfud, 2001). Penelitian penggabungan SPK dan
sistem pakar dalam bentuk SPK intelejen telah dikembangkan untuk agroindustri
tapioka (Astuti, 2010) dan untuk sistem rantai pasokan beras (Surjasa, 2011).
Belum ditemukan suatu penelitian yang mengembangkan SMA untuk
perencanaan produksi dalam rantai pasok agroindustri karet spesifikasi teknis.
Rekayasa SMA perencanaan produksi dibatasi pada agroindustri karet
spesifikasi teknis, mengingat potensi permintaan dunia yang cukup besar,
perkebunan rakyat. Model SMA perencanaan produksi rantai pasok ini dirancang
untuk membantu pengambil keputusan dengan memanfaatkan pengetahuan pakar,
guna menentukan rencana produksi yang mengakomodir perubahan pada sisi
pasokan dan sisi permintaan serta kapasitas produksi yang dimiliki perusahaan.
Model ini dilengkapi dengan model pengukuran kinerja sebagai salah satu
komponen dalam pengelolaan rantai pasok. Model kinerja ini berfungsi untuk
mengukur tingkat keberhasilan dari rencana produksi yang telah disusun dalam
memodelkan dinamika pada rantai pasok sebagai salah satu metrik ukuran kinerja.
Operasionalisasi dan implementasi hasil penelitian rancangan sistem manajemen
ahli perencanaan produksi ini diharapkan dapat digunakan oleh agroindustri
untuk mengambil keputusan dalam menyusun rencana produksi sehingga mampu
mengoptimalkan kinerja rantai pasok guna mencapai tingkat produksi lebih
optimal pada tingkat respon pasar yang diinginkan.
1.2 Tujuan Penelitian
Mengacu pada latar belakang pemikiran dan tantangan dalam mengelola
rantai pasok, maka tujuan penelitian ini adalah :
1. Mengembangkan model sistem manajemen ahli yang dapat membantu
pengambil keputusan untuk menyusun rencana produksi yang dinamis dengan
mengintegrasikan dinamika permintaan, dinamika pasokan bahan baku, dan
ketersediaan kapasitas produksi untuk optimalisasi rantai pasok agroindustri
karet spesifikasi teknis.
2. Menghasilkan model prakiraan permintaan dengan memperhatikan pola harga
dan pola permintaan pasar dunia serta interaksi keduanya yang akan digunakan
sebagai masukan untuk menyusun rencana produksi.
3. Merumuskan model pengukuran kinerja dari rencana produksi dan pasokan
bahan baku sebagai ukuran optimalisasi yang terintegrasi dengan model
perencanaan produksi.
1.3 Ruang Lingkup Penelitian
Ruang lingkup penelitian adalah aktifitas perencanaan produksi dan
kesatuan sistem manajemen ahli. Rencana produksi merupakan integrasi model
prakiraan harga dan volume permintaan, model prakiraan pasokan bahan baku,
model perencanaan produksi, model ketersediaan kapasitas produksi dan kinerja
rantai pasok.
Kajian sistem rantai pasok agroindustri karet spesifikasi teknis yang diteliti
adalah untuk jenis SIR 20, yang dilakukan di PT Perkebunan Nusantara (PTPN)
VIII dan perkebunan besar milik swasta di PT Bakrie Sumatera Plantation Tbk.
Porsi produksi SIR 20 pada perkebunan negara relatif kecil jika dibanding dengan
RSS sehingga untuk kepentingan verifikasi dan validasi model digunakan data
dan informasi dari PT. BSP karena jumlah produksi SIR relatif berimbang. Sistem
rantai pasok yang menjadi fokus penelitian adalah pabrik sebagai pengolah dan
kebun sebagai pemasok bahan baku yang berada dalam satu entitas yang sama
(inbound supply chain). Pabrik dan kebun memiliki sistem manajemen yang
terpisah dengan tingkat otoritas keputusan pada lingkup kerja masing-masing.
1.4 Manfaat Penelitian
Penelitian ini diharapkan bermanfaat bagi pengembangan ilmu
pengetahuan, baik secara akademik maupun penerapannya sehingga berkontribusi
nyata dalam pengembangan agroindustri Beberapa kegunaan dari hasil penelitian
ini sebagai berikut :
1. Model perencanaan produksi hasil penelitian ini dapat digunakan oleh
pengambil keputusan untuk menyusun rencana produksi yang dinamis dan
terintegrasi, sehingga mampu mengoptimalkan kinerja rantai pasok
agroindustri karet spesifikasi teknis.
2. Rancangan sistem manajemen ahli menjadi sarana kordinasi antara pengambil
keputusan pada pengelola pasokan bahan baku, pabrik karet spesifikasi teknis
dan distributor.
3. Memberikan kontribusi dalam pengembangan keilmuan perencanaan produksi
dalam suatu tatanan rantai pasok agroindustri dan pengembangan sistem
2.1 Manajemen Rantai Pasok
Manajemen rantai pasok (Supply Chain Management) merupakan
pendekatan untuk mengintegrasikan seluruh mata rantai pengadaan barang mulai
dari hulu ke hilir, yang terlibat secara langsung dan bersama-sama bekerja
mengelola aliran barang, aliran uang dan aliran informasi untuk memproduksi dan
mendistribusikan barang ke pemakai akhir. Pendekatan manajemen rantai pasok
mengkordinasikan dan mengintegrasikan semua aktifitas proses dalam satu
kesatuan, sehingga keseluruhan rantai bekerja bersama agar menjadi lebih
kompetitif (Levi et al. 2003; Chopra dan Meindl, 2001; Vokura et al., 2002)
Tujuan penerapan pendekatan manajemen rantai pasok menurut Levi et al.
(2002) adalah pengelolaan sumber daya secara efisien yang mengintegrasikan
suppliers, manufacturers, warehouses and store, sehingga barang dapat
diproduksi dan didistribusikan dalam jumlah yang tepat, pada lokasi dan waktu
yang tepat untuk meminimumkan biaya sistem secara keseluruhan (systemwide)
dan memenuhi tingkat pelayanan (service level) yang diinginkan. Penurunan
biaya diantaranya berupa biaya transportasi, biaya penyimpanan dan biaya karena
terjadinya idle capacity.
Sistem rantai pasok adalah jaringan perusahaan-perusahaan yang terlibat
secara langsung dan bersama-sama bekerja dari hulu ke hilir mengelola aliran
barang, aliran uang dan aliran informasi untuk menciptakan dan mengantarkan
produk ke tangan pemakai akhir. Manajemen rantai pasok merupakan
pendekatan terintegrasi dari upstream yaitu pemasok atau downstream yaitu
konsumen. Aktifitas rantai pasok dibedakan ke dalam inbound logistic yaitu aliran
material dan jasa dari pemasok ke produsen dan outbound logistic yaitu aliran
barang atau jasa dari produsen ke konsumen. Kegiatan-kegiatan logistik masuk
(in-bound logistics) diantaranya prakiraan kebutuhan dan pembelian, sedang
bagian logistik ke luar (out bound logistics) berkaitan dengan kegiatan
perencanaan distribusi dan transportasi (Blanchard, 2004 ; Rutner, 2007).
Keberhasilan perusahaan besar dalam menerapkan SCM memungkinkan
antar jaringan. Prinsip utama dalam SCM adalah saling berbagi (sharing)
terhadap aliran material, aliran informasi yang menggabungkan keseluruhan
elemen dalam rantai pasok. Menurut Frazelle (2001) dan Croxton et.al (2001)
manajemen rantai pasok mengacu pada berbagai trade-off dalam cara mengelola
delapan proses bisnis kunci yaitu :
1. Pengelolaan hubungan dengan konsumen ( customer relationship management)
2. Pengeloaan layanan konsumen (customer service management)
3. Pengelolaan permintaan (demand management)
4. Pemenuhuan pesanan (order fulfilment)
5. Pengelolaan aliran manufaktur (manufacturing flow management)
6. Pengadaan ( procurement)
7. Komersialisasi pengembangan produk (product development
commercialization)
8. Pengembalian (return)
2.2 Pengkuran Kinerja Rantai Pasok
Untuk membangun kinerja yang efektif diperlukan suatu sistem
pengukuran dalam manajemen rantai pasok untuk mencapai perbaikan secara
berkelanjutan. Sistem pengukuran kinerja dibutuhkan untuk melakukan
pemantauan dan pengendalian, menentukan arah perbaikan untuk menciptakan
keunggulan bersaing. Beberapa metode yang telah dikembangkan untuk
penerapan manajemen rantai pasok, salah satu pendekatan tersebut adalah
Model Supply Chain Operations Reference (SCOR) yang dikembangkan oleh
kelompok perusahaan yang bergabung dalam Supply Chain Council (Pujawan,
2005 ; Aranyam et al., 2006 ; Bolstorff, 2007).
SCOR adalah suatu kerangka untuk menggambarkan aktiftas bisnis antar
komponen rantai pasok mulai dari hulu (suppliers) ke hilir (customers) untuk
memenuhi permintaan pelanggan dan tujuan dari rantai pasok. Model ini terdiri
atas 5 komponen utama dalam mengelola proses yaitu : perencanaan (plan),
sumber daya (source), proses produksi (make), pengiriman (deliver) dan
pengembalian (return) seperti yang disajikan pada Gambar 1. Fungsi dari ke lima
1. Perencanaan (plan) yaitu proses merencana untuk mencapai keseimbangan
antara permintaan dan pasokan yang terkait dengan kegiatan pengadaan
(procurement), produksi dan distribusi. Perencanaan terdiri atas perencanaan
dan pengendalian persediaan, perencanaan material, perencanaan kapasitas,
perencanaan kebutuhan distribusi, serta melakukan penyesuaian (aligment)
antara supply chain plan dan financial plan.
2. Pengadaan sumber daya (source) merupakan proses pengadaan barang
maupun jasa untuk memenuhi permintaan. Proses yang dicakup termasuk
penjadwalan pengiriman dan proses penerimaan dari pemasok, memilih
pemasok, mengevaluasi kinerja pemasok. Jenis proses berbeda tergantung
apakah barang yang dibeli termasuk stocked, make to order, atau engineer to
order.
Gambar 1 Komponen utama proses manajemen dalam SCOR model
(Bolstorf dan Rosenbaum, 2003)
3. Produksi (make) merupakan proses untuk mentransformasi bahan baku atau
komponen menjadi produk yang diinginkan pelanggan. Kegiatan produksi
dilakukan atas dasar ramalan untuk memenuhi target persediaan sesuai dengan
strategi produksi make to stock, make to order atau engineer to order.
Kegiatan yang dilakukan antara lain penjadwalan produksi, melakukan
4. Pengiriman (delivery) merupakan proses untuk memenuhi permintaan
pelanggan, meliputi pengelolaan pesanan, transportasi dan distribusi. Proses
yang terlibat diantaranya menangani pesanan pelanggan, memilih perusahaan
jasa pengiriman dan mengirim tagihan kepada pelanggan
5. Pengembalian (return) yaitu proses yang meliputi kegiatan menerima
pengembalian produk dari pelanggan karena berbagai alasan, mengidentifikasi
kondisi produk, meminta otorisasi pengembalian produk, penjadwalan serta
melakukan pengiriman kembali.
Kerangka SCOR menyediakan berbagai variasi ukuran kinerja untuk
mengevaluasi rantai pasok yang disusun dalam beberapa tingkatan metrik ukuran
yang berasosiasi pada salah satu dari atribut kinerja yaitu 1) reliability berkaitan
dengan keandalan dalam pemenuhan pesanan, 2) responsiveness berkaitan dengan
kecepatan waktu respon dalam memenuhi pesanan, 3) flexibility berkaitan dengan
fleksibilitas dalam beradaptasi terhadap perubahan, 4) cost berkaitan dengan
biaya-biaya dalam pengelolaan proses rantai pasok 5) asset berkaitan dengan
efektifitas dalam mengelola asset untuk mendukung kepuasan konsumen (Bolstorf
dan Rosenbaum, 2003; Marimin et al. 2011). Salah satu ukuran yang dapat
dikembangkan untuk mengukur kegiatan perencanaan yang mengacu pada metrik
fleksibilitas dan realibilitasadalah bullwhip effect.
2.3 Bullwhip Effect
Menurut Pujawan (2005) dan Wang (2006) bullwhip effect atau efek
cambuk adalah suatu keadaan yang terjadi dalam rantai pasok dimana pergerakan
informasi permintaan dari sisi hilir (pelanggan) mengalami distorsi dan
teramplifikasi sehingga terdapat variansi nilai yang cukup signifikan ketika
informasi sampai pada rantai di sisi hulu. Distorsi informasi tersebut
mengakibatkan serangkaian efek yang akan mengacaukan rantai pasok.
Kekacauan ini disebabkan oleh terjadinya amplifikasi yang berakibat pada
variabilitas permintaan dari hulu ke hilir. Diantara penyebab utama dari bullwhip
effect adalah penyesuaian prakiraan permintaan (demand forecast updating) dan
ke hulu antara pengecer, distributor dan manufaktur pada suatu rantai pasok
disajikan pada Gambar 2.
Gambar 2 Distorsi informasi dari hilir ke hulu dalam rantai pasok. Sumber : Flansoo dan Wouters (2000)
Variansi yang terjadi antara pesanan dan realisasi permintaan menurut
Flansoo dan Wooter (2000) adalah ukuran bullwhip effect. Pengukuran bullwhip
effect membutuhkan beberapa ukuran statistik, antara lain rata – rata, standar
deviasi, dan koefisien variansi. Secara matematis pengukuran bullwhip effect
diformulasikan sebagai berikut :
Keterangan :
CV = Koefisien variansi σ = Standar deviasi µ = Rata – rata xi = Data ke – i
n = jumlah data/sampel
Koefisien Bullwhip Effect (BE) yang lebih besar dari 1 (satu)
mengisyaratkan bahwa terjadi amplifikasi permintaan untuk sebuah produk.
Sedangkan untuk koefisien bullwhip effect yang kurang dari 1 ( satu )
mengisyaratkan adanya penghalusan pola pesanan pada produk yang
bersangkutan. Menurut Pujawan (2005) terdapat dua tantangan langsung yang
harus dihadapi dalam mengelola rantai pasok, yaitu kompleksitas struktur rantai
pasok dan ketidakpastian.
a. Kompleksitas struktur rantai pasok
Sistem rantaipasok sangat kompleks, melibatkan banyak pihak di dalam
maupun di luar perusahaan. Kompleksitas suatu rantai pasok juga dipengaruhi
oleh perbedaan bahasa, zona waktu, dan budaya antara satu perusahaan
dengan perusahaan lain.
b. Ketidakpastian (uncertainty)
Ketidakpastian merupakan sumber utama kesulitan pengelolaan suatu rantai
pasok Ketidakpastian menimbulkan ketidakpercayaan diri terhadap rencana
yang telah dibuat. Sebagai akibatnya, perusahaan sering menciptakan
pengamanan di sepanjang rantai pasok. Berdasarkan sumbernya, ada tiga
klasifikasi utama ketidakpastian pada rantai pasok, yaitu : 1) ketidakpastian
permintaan, 2) ketidakpastian pasokan, 3) ketidakpastian lingkungan internal.
Pengurangan bullwhip effect bisa dilakukan apabila penyebabnya
sharing, 2) memperpendek atau mengubah struktur rantai pasok, 3) pengurangan biaya tetap 4) menciptakan sabilitas harga, dan 5) pemendekan lead time
2.4 Perencanaan Produksi
Perencanaan produksi merupakan proses untuk merencanakan aliran bahan
dari suatu sistem produksi sehingga permintaan dapat dipenuhi dalam jumlah
yang tepat, waktu yang tepat dengan biaya produksi minimum. Perecanaan
produksi dilakukan dengan maksud menentukan arah tindakan dalam berproduksi
dengan cara mengatur, menganalisa, mengorganisasi dan koordinasi bahanm
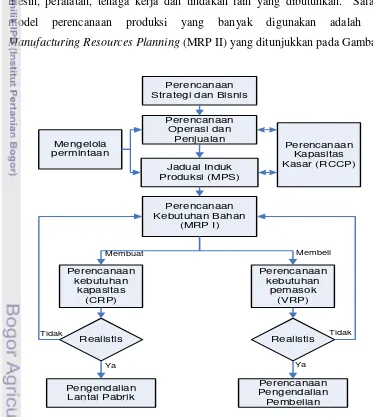
mesin, peralatan, tenaga kerja dan tindakan lain yang dibutuhkan. Salah satu
model perencanaan produksi yang banyak digunakan adalah model
[image:38.595.105.478.277.694.2]Manufacturing Resources Planning (MRP II) yang ditunjukkan pada Gambar 3.
Gambar 3 Manufacturing Resources Planning, MRP II (Forgarty et al., 1991: Sheikh 2002)
Perencanaan Strategi dan Bisnis
Mengelola permintaan
Perencanaan Kapasitas Kasar (RCCP) Jadual Induk
Produksi (MPS)
Perencanaan kebutuhan
kapasitas (CRP)
Perencanaan kebutuhan
pemasok (VRP) Perencanaan
Kebutuhan Bahan (MRP I) Perencanaan
Operasi dan Penjualan
Realistis Realistis
Perencanaan Pengendalian
Pembelian Pengendalian
Lantai Pabrik
Membuat Membeli
Tidak Tidak
Teknik MRP II merupakan pengembangan dari teknik MRP I (Material
Requirement Planning. Teknik MRP II merupakan metode perencanaan seluruh
sumber daya yang dikembangkan pada industri manufaktur. Pendekatan yang
digunakan adalah keterkaitan antara perencanaan pada 1) tingkat strategis yaitu
perencanaan strategis dan bisnis, 2) perencanaan pada tingkat taktis yaitu
pengelolaan permintaan dan 3) perencanaan operasional yang terkait dengan
keputusan rencana produksi dan perencanaan kebutuhan material.
Hasil perencanaan produksi untuk diimplementasikan pada tahap produksi
perlu disusun dalam bentuk rencana kebutuhan material. Pendekatan yang banyak
digunakan adalah Material Requirements Planning (MRP I) merupakan
pendekatan untuk menjamin agar produk dibuat tepat waktu dan tepat jumlah.
Input utama MRP adalah jadwal induk produksi sedangkan output MRP adalah
Planned Order Release (rencana pemenuhan pesanan).
Masalah yang biasa ditemui dalam pengoperasian sistem MRP adanya
overstated MPS, yaitu kondisi jadwal induk produksi yang memiliki kuantitas
lebih besar daripada kapasitas yang dimiliki. Hal ini akan menyebabkan
persediaan bahan baku dan jumlah persediaan dalam bentuk WIP (Work In
Process) meningkat yang mengakibatkan penambahan biaya. Kerangka yang
menunjukkan hubungan aktifitas perencanaan dan pengendalian produksi pada
MRP I yang banyak diterapkan pada industri manufaktur merupakan kegiatan
perencanaan sumber daya, perencanana kapasitas hingga aktifitas pengendalian
pada lantai produksi.
Untuk memeriksa kelayakan hasil rencana produksi agar dapat dilanjutkan
pada tahap keputusan memproduksi atau membeli, perlu dilakukan verifikasi
kelayakan melalui proses validasi dengan metode Rough Cut Capacity Planning
(RCCP). Perencanaan kebutuhan kapasitas yang baik menjamin tersedianya
sumber daya pada saat dibutuhkan.
2.5 Kapasitas Produksi
Rencana produksi pada umumnya disusun dalam bentuk Jadwal Induk
Produksi Master Production Sheduling. MPS berfungsi untuk memberikan input
(MRP dan CRP), menjadwalkan pesanan produksi dan pembelian, memberikan landasan untuk penentuan kebutuhan sumber daya dan kapasitas serta
memberikan dasar untuk pembuatan janji tentang penyerahan produk kepada
pelanggan. Kapasitas adalah suatu ukuran kemampuan produktif dari suatu
fasilitas per unit waktu. Kekurangan maupun kelebihan kapasitas memberikan
dampak yang merugikan, sehingga diperlukan perencanaan kapasitas .
Perencanaan kapasitas yang efektif adalah perencanaan yang menyediakan
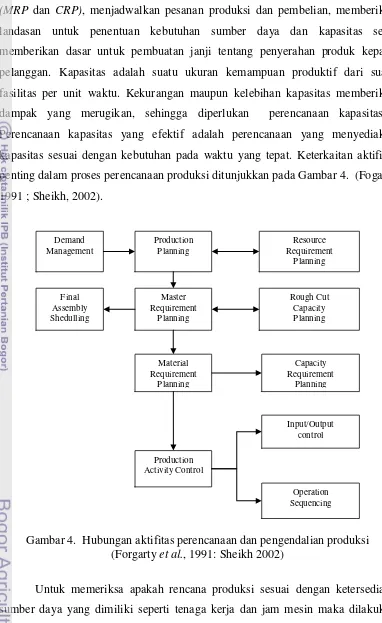
kapasitas sesuai dengan kebutuhan pada waktu yang tepat. Keterkaitan aktifitas
penting dalam proses perencanaan produksi ditunjukkan pada Gambar 4. (Fogarty
[image:40.595.114.496.82.705.2]1991 ; Sheikh, 2002).
Gambar 4. Hubungan aktifitas perencanaan dan pengendalian produksi (Forgarty et al., 1991: Sheikh 2002)
Untuk memeriksa apakah rencana produksi sesuai dengan ketersediaan
sumber daya yang dimiliki seperti tenaga kerja dan jam mesin maka dilakukan
validasi melalui penghitungan Rough Cut Capacity Planning (RCCP).
Perhitungan RCCP menentukan apakah sumber daya yang direncanakan cukup
Demand Management
Production Planning
Material Requirement
Planning Final
Assembly Shedulling
Rough Cut Capacity Planning Master
Requirement Planning
Resource Requirement
Planning
Capacity Requirement
Planning
Production Activity Control
Input/Output control
untuk melaksanakan jadwal induk produksi. RCCP merupakan langkah
menghitung beban untuk semua item yang dijadwalkan dan dalam periode waktu
yang aktual. Jika proses RCCP mengindikasikan bahwa MPS layak dilaksanakan
maka MPS akan diteruskan ke proses MRP guna menentukan bahan baku atau
material, komponen dan subassemblies yang dibutuhkan.
Tahapan dalam melakukan RCCP dimulai dengan mengidentifikasi
sumber daya utama, seperti work center, tenaga kerja atau material kritis,
kemudian menentukan kebutuhan tiap sumber daya untuk memenuhi MPS setiap
periode. Tahap selanjutnya perhitungan kapasitas nominal (Calculated Capacity)
sumber data yang tersedia setiap periode lalu melakukan perbandingan terhadap
beban sumber daya, apakah terjadi underload atau overload. Penyesuaian
kapasitas atau jadwal MPS harus dilakukan ketika beban sumber daya overload.
Langkah yang diperlukan untuk melaksanakan RCCP, yaitu:
1. Memperoleh informasi tentang rencana produksi dari MPS.
2. Memperoleh informasi tentang struktur produk dan waktu tunggu (lead time).
3. Menentukan bill of resources.
4. Menentukan sumber daya spesifik dan membuat laporan RCCP.
Hasil RCCP ditampilkan dalam suatu diagram yang dikenal sebagai load
profile untuk menggambarkan kapasitas yang dibutuhkan dibandingkan dengan
kapasitas yang tersedia. Analisis ini dilakukan untuk menguji ketersediaan
kapasitas fasilitas produksi yang tersedia di dalam memenuhi jadwal induk
produksi yang telah disesuaikan, karena telah memberikan ketersediaan kapasitas
untuk memenuhi jadwal induk produksi yang telah ditetapkan. Proses pengolahan
data ini menghasilkan jadwal induk produksi yang telah disesuaikan, karena telah
memberikan gambaran tentang ketersediaan kapasitas untuk memenuhi target
produksi yang disusun dalam jadwal induk produksi.
Menurut Fogarty (1991) dan Sheikh (2002) selain MPS, sumber daya yang
terdapat dalam pabrik (jumlah tenaga kerja, mesin dan waktu yang tersedia)
dalam melakukan RCCP dibutuhkan informasi-informasi lain, yaitu utilisasi dan
efesiensi. Utilisasi adalah faktor yang mengukur performansi aktual dari pusat
kerja relatif terhadap standar yang diterapkan. Sedangkan efisiensi adalah pecahan
secara aktual digunakan untuk produksi berdasarkan pengalaman lalu. Dapat
dijelaskan dengan rumus sebagai berikut:
jadwal menurut tersedia
yang jam
produksi untuk
digunakan yang
jam Utilisasi
Penerapan RCCP juga membutuhkan data-data jumlah mesin yang
digunakan, jam kerja per hari, jumlah shift per hari, dan jumlah hari kerja
perbulan. Data-data tersebut diperlukan untuk menentukan jumlah kapasitas yang
tersedia di dalam pabrik menggunakan rumus berikut :
Keterangan :
AC : Kapasitas yang tersedia (jam/bulan) T : Waktu yang tersedia (jam/bulan) M : Jumlah Mesin
S : Jumlah shift per hari H : Jumlah jam kerja per hari W : Jumlah hari kerja per bulan U : Utilisasi
E : Waktu Efektif (%)
Pengujian kelayakan kapasitas dalam konsep MRP dapat dilakukan dengan
beberapa metode berikut :
1. Capacity Planning Using Overall Factors (CPOF)
CPOF merupakan perencanaan yang memerlukan input berupa MPS,
waktu total pabrik untuk memproduksi satu item tertentu dan proporsi historis.
Pendekatan ini membutuhkan data dan teknik perhitungan yang paling sedikit
dibandingkan teknik lainnya, sehingga pendekatan ini paling mudah
terpengaruh bila terjadi perubahan dalam volume produk maupun jumlah
waktu yang diperlukan untuk menyelesaikan suatu produk.
Perhitungannya dengan mengalikan proporsi historis dengan total
kuantitas MPS pada periode tertentu untuk masing-masing stasiun kerja. Dari
hasil perhitungan ini nantinya diperoleh waktu total yang diperlukan, total
waktu ini kemudian dirata-ratakan dan dibandingkan dengan waktu kapasitas.
AC = T * U * E
Data yang dibutuhkan rencana produksi dan waktu proses (unit/satuan waktu)
pada setiap stasiun kerja. Rumus yang digunakan untuk perhitungan proporsi
historis adalah :
T i i
WP WP PH
Dimana :
PHi : Proporsi Historis pada work center ke i
WPi : Waktu proses pada work center ke i
WPT : Total waktu proses.
Perhitungan untuk masing-masing stasiun kerja adalah perkalian proporsi
historis masing-masing stasiun kerja dengan kapasitas total yang dibutuhkan :
KBij = PHT * KBj
Keterangan :
KBij : Kebutuhan Kapasitas stasiun kerja i pada periode j PHT : Proporsi historis pada stasiun kerja i
KBj : Kapasitas yang dibutuhkan pada periode j
2. Bill of Labor Approach (BOL)
Bill of Labor Approach didefinisikan sebagai suatu daftar yang berisi
jumlah tenaga kerja yang dibutuhkan untuk memproduksi suatu item. BOL
bukan merupakan routing, melainkan suatu alat untuk memperkirakan
kebutuhan agar dapat digunakan item atau kelompok item-item yang yang
telah terjadwal untuk menentukan kebutuhan kapasitas. Pendekatan dengan
teknik ini menggunakan data yang rinci mengenai waktu baku setiap produk
pada sumber-sumber utama dan masukan yang dibutuhkan adalah MPS.
Pendekatan BOL membutuhkan data rencana produksi dan data waktu standar
dalam masing-masing stasiun kerja dengan cara perhitungan sebagai berikut :
Perhitungan kapasitas total pada tiap periode yaitu:
KBj = WPT * RPj
Perhitungan kebutuhan kapasitas untuk stasiun kerja i pada periode j yaitu:
3. Resources Profile Approach
Teknik perhitungan resource profile hampir sama dengan dua metode
sebelumnya yang menggunakan pendekatan data waktu baku. Selain itu juga
membutuhkan data lead time yang diperlukan pada stasiun-stasiun kerja
tertentu. Pendekatan ini membutuhkan input due date untuk tiap-tiap stasiun
kerja. Due date merupakan waktu dimana suatu pekerjaan harus selesai.
2.6 Prakiraan dan Pengelolaan Permintaan
Berbagai definisi dan pemahaman tentang prakiraan (forecasting) telah
dikembangkan, secara garis besar prakiraan adalah proses menganalisis data
historis (masa lalu) yang diproyeksikan ke dalam sebuah model untuk
meperkirakan keadaan di masa yang akan datang (Groover, 2001). Teknik
prakiraan dikelompokkan atas ; 1) metode kualitatif dan 2) metode kuantitatif.
Peramalan dengan metode kualitatif adalah peramalan dengan melibatkan
pendapat pribadi dan pakar. Metode kuantitatif dibedakan menjadi dua kategori
yaitu; 1) model deret waktu (time series) yang, dan 2) metode kausal yaitu
didasarkan pada hubungan sebab akibat.
Metode time series relatif banyak digunakan dalam melakukan prakiraan
untuk menyusun rencana produksi, beberapa metode time series adalah, 1)
metode pemulusan terdiri atas rata-rata bergerak, pemulusan eksponensial, 2)
metode ARIMA yaitu gabungan metode autoregresif dan rata-rata bergerak. 3)
metode Fourier, dan 4) metode jaringan syaraf tiruan.
Beberapa hal yang perlu dipertimbangkan dalam mengimplementasikan
hasil prakiraan adalah nilai kesalahan peramalan dan jangka waktu (periode)
prakiraan. Prakiran pasti mengandung kesalahan, besarnya nilai kesalahan dapat
dihitung sebagai selisih antara nilai prakiraan dengan nilai sesungguhnya yang
dikenal dengan istilah error (kesalahan). Menurut Groover (2001) dan
Makridarkis et al. (1998), besarnya nilai error dapat digunakan untuk menganalisa
ketepatan metode yang digunakan. Formula umum perhitungan nilai kesalahan
prakiraan adalah :
dimana :
e
t:
kesalahan pada periode ke-ix
t:
nilai sesungguhnya pada periode ke-iF
t:
nilai hasil prakiraan pada periode ke-iUkuran nilai kesalahan sebagai ukuran bias atau selisih tidak efektif untuk
menghitung jumlah kesalahan. Untuk menghindari kondisi saling menetralkan
antara nilai kesalahan positif dan negatif sehingga ada kemungkinan nilai
kesalahan menjadi nol, pada umunya digunakan perhitungan nilai kesalahan
adalah Mean Square Error (MSE) dengan formula :
Nilai kesalahan hasil prakiraan menunjukkan kemampuan model prakiraan
mengurangi ketidakpastian yang terjadi. Panjang periode prakiraan menentukan
akurasi hasil peramalan, prakiraan untuk perioe yang lebih pendek lebih akurat
karena faktor-faktor yang mempengaruhi permintaan relatif masih konstan.
Periode yang lebih panjang mengkibatkan semakin besarnya kemungkinan
terjadinya perubahan faktor-faktor yang mempengaruhi permintaan (Santoso,
2009). Terjadinya perubahan pada faktor-faktor yang mempengaruhi permintaan,
mengakibatkan hasil prakiraan memiliki bias yang tinggi, sehingga diperlukan
penyesuaian pada hasil prakiraan sehingga adaptif terhadap perubahan. Menurut
Hanna (2009) prakiraan adalah kunci untuk menyeimbangkan antara kelebihan
atau kekurangan pada tingkat produksi atau pasokan.
Pada umumnya perencanaan produksi disusun berdasarkan hasil prakiraan
permintaan. Prakiraan permintaan merupakan bagian dari aktifitas pengelolaan
permintaan (demand management). Pada dekade 30 tahun yang lalu prakiraan
permintaan dianggap suatu aktifitas yang kurang penting. Era berkembangnya
kekuatan bersaing melalui keberhasilan pengelolaan rantai pasok, demand
management menjadi salah satu faktor penting untuk menciptakan keunggulan.
Berbagai metode dikembangkan sehingga terjadi sinkronisasi dan kolaborasi
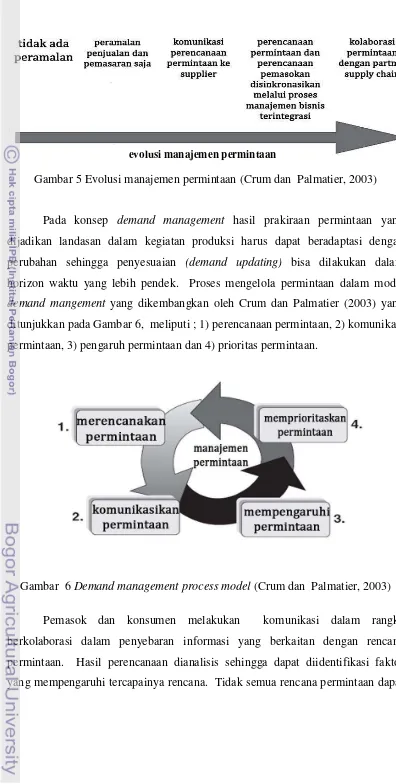
antara sisi permintaan dan pasokan dalam sistem rantai pasok. Gambaran evolusi
Gambar 5 Evolusi manajemen permintaan(Crum dan Palmatier, 2003)
Pada konsep demand management hasil prakiraan permintaan yang
dijadikan landasan dalam kegiatan produksi harus dapat beradaptasi dengan
perubahan sehingga penyesuaian (demand updating) bisa dilakukan dalam
horizon waktu yang lebih pendek. Proses mengelola permintaan dalam model
demand mangement yang dikembangkan oleh Crum dan Palmatier (2003) yang
ditunjukkan pada Gambar 6, meliputi ; 1) perencanaan permintaan, 2) komunikasi
permintaan, 3) pengaruh permintaan dan 4) prioritas permintaan.
Gambar 6 Demand management process model (Crum dan Palmatier, 2003)
Pemasok dan konsumen melakukan komunikasi dalam rangka
berkolaborasi dalam penyebaran informasi yang berkaitan dengan rencana
permintaan. Hasil perencanaan dianalisis sehingga dapat diidentifikasi faktor
yang mempengaruhi tercapainya rencana. Tidak semua rencana permintaan dapat
direalisasi, namun diperlukan suatu proses penyesuaian berdasarkan skala tingkat
kepentingan sehingga pengelolaan permintaan ini dapat mengurangi faktor-faktor
ketidakpastian.
2.7 Pendekatan Sistem
Pendekatan sistem merupakan pendekatan terpadu sebagai metodologi
pemecahan masalah yang kompleks dan bersifat interdisiplin dalam suatu sistem.
Ciri-ciri pendekatan sistem adalah memiliki suatu metodologi perencanaan dan
pengelolaan, bersifat multidisiplin terorganisir, menggunakan model matematik,
berpikir secara kualitatif serta dapat diaplikasikan dengan komputer.
Menurut Eriyatno (1999) persyaratan suatu substansi yang dikaji melalui
pendekatan sistem adalah : 1) kompleks yang menggambarkan interaksi antar
elemen yang cukup rumit, 2) dinamis dalam arti terdapat faktor yang berubah
menurut waktu dan ada pendugaan ke masa depan, 3) probabilistik yaitu
diperlukan suatu fungsi peluang didalam inferensi kesimpulan maupun
rekomendasi.
Sistem dapat didefinisikan sebagai suatu gugus da