PERBAIKAN KECACATAN PRODUK DENGAN
PENDEKATAN FUZZY MULTIEXPERT- MULTI CRITERIA
DECISION MAKING (FUZZY ME-MCDM)
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
GRACE ALOINA SITEPU
080403043
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yesus Kristus yang
senantiasa memberikan kasih karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan tugas sarjana yang berjudul “Perbaikan Kecacatan Produk dengan
Pendekatan Fuzzy Multi Expert-Multi Criteria Decision Making (Fuzzy
ME-MCDM) pada PT Mewah Indah Jaya.” Tugas sarjana ini merupakan salah satu
syarat bagi penulis untuk menyelesaikan pendidikan program sarjana di
Departemen Teknik Industri USU. Ini merupakan langkah awal bagi penulis
untuk mengenal lingkungan kerja serta menerapkan ilmu yang telah dipelajari
selama perkuliahan di lingkungan kerja.
Penulis menyadari bahwa tugas sarjana ini masih jauh dari sempurna. Oleh
karena itu, saran dan kritik yang membangun sangat diharapkan penulis sebagai
masukan yang berarti. Semoga tugas sarjana ini dapat bermanfaat bagi pembaca
dan semua pihak.
Medan, Agustus 2013
UCAPAN TERIMAKASIH
Syukur dan terimakasih saya ucapkan yang sebesar-besarnya kepada
Tuhan Yesus Kristus yang telah memberikan kesempatan kepada saya untuk
mengikuti dan menyelesaikan pendidikan di Departemen Teknik Industri USU
serta telah membimbing saya selama masa kuliah dan penulisan tugas sarjana ini.
Dalam penulisan tugas sarjana ini saya telah mendapatkan bimbingan dan
bantuan dari berbagai pihak, baik berupa materil, spiritual, maupun informasi.
Oleh karena itu sudah selayaknya saya mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang telah memberi izin pelaksanaan tugas
sarjana ini.
2. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE selaku Ketua Bidang
Manajemen Rekayasa dan Produksi atas waktu, bimbingan, dan masukan
yang diberikan kepada saya dalam penyelesaian tugas sarjana ini.
3. Bapak Dr. Ir. Nazaruddin Matondang, MT. selaku Dosen Pembimbing I atas
waktu, bimbingan, dan masukan yang diberikan kepada saya dalam
penyelesaian tugas sarjana ini. Saya sangat bersyukur dibimbing oleh Bapak
yang selalu membukakan cara pandang yang benar dan termudah yang dapat
saya pahami.
4. Bapak Aulia Ishak, ST, MT. selaku Dosen Pembimbing II atas waktu, dan
5. Bapak/Ibu Dosen Pembanding yang telah memberikan masukan dan saran
untuk menyempurnakan tugas sarjana ini
6. Bapak Ir. Mangara M. Tambunan M.Sc selaku Kepala Laboratorium Logika
Pemrograman yang telah memberikan bimbingan, arahan dan ilmu yang
bermanfaat bagi saya.
7. Seluruh Dosen Departemen dan Staff Akademis Teknik Industri USU, yang
telah memberikan bimbingan, arahan dan ilmu yang bermanfaat bagi saya.
8. Bapak Thomas Efendi selaku pemilik PT. Mewah Indah Jaya yang telah
mengizinkan serta membantu saya melakukan penelitian.
9. Bapak Sunaryo selaku pembimbing lapangan yang telah banyak memberikan
informasi serta untuk pengerjaan laporan penelitian ini.
10.Seluruh karyawan di PT. Mewah Indah Jaya yang telah bersedia meluangkan
waktu untuk mengisi kuisioner penelitian.
11.Mama Petni Ginting yang bersedia dalam membantu pencarian pabrik sebagai
tempat penelitian saya.
12.Bapak Rachman Jaya selaku Koresponden Jurnal Penelitian yang telah
membantu saya dalam memahami Metode Fuzzy Multi Expert-Multi Criteria
Decision Making.
13.Bapak Biasa Sitepu dan Bertha Ginting, orang tua yang sangat saya kasihi
yang telah memberikan saya semangat dan doa untuk menyelesaikan
penelitian saya.
14.Kepada Kak Meta, Syalom, Bi Engah, Bi Uda dan Kak Ida yang telah
15.Kepada Guru Sekolah Minggu dan Anak KA-KR KM 4 (RI-KI dan Remaja)
Saya mengucapkan terima kasih atas bantuan serta dukungan kepada saya
untuk nyelesaikan laporan penelitian ini.
16.Kawan-kawan stambuk 2008 yang sama-sama berjuang menyelesaikan Tugas
Akhir ini. Saya mengucapkan terima kasih atas bantuan serta dukungan
kepada saya untuk menyelesaikan laporan penelitian ini.
17.Keluarga Laboratorium Logika Pemrograman, Jhonli Pardosi, Efraim Ginting,
Binsar Batubara, Jesica, Mike, William, Melisa, Mayang, Robby, Vita binje,
Ivana, Marco, Calvin, Putra Jaya, dan Avent. Saya mengucapkan terima kasih
atas bantuan serta dukungan kepada saya untuk menyelesaikan laporan
penelitian ini.
18.Kepada kelompok kecil saya, Pak Kaban, Kak Nomi, Bang Icad, Kak Ida,
Susan dan Astri. Saya mengucapkan terima kasih atas bantuan serta dukungan
kepada saya untuk menyelesaikan laporan penelitian ini.
19.Kepada saudara terkasih Kecan, Debong, Fitri, Marta, Denk, Aeng, Clara,
Keketh, Arif, Yati, Kale yang menemani dan mendukung saya dalam
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xviii
DAFTAR LAMPIRAN ... xix
ABSTRAK ... xx
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-5
1.3. Tujuan Penelitian ... I-5
1.4. Batasan dan Asumsi Masalah Penelitian ... I-5
1.5. Manfaat Penelitian ... I-6
1.6. Sistematika Penulisan Tugas Sarjana ... I-6
I I GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi Perusahaan ... II-2
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-2
2.3.3. Tenaga Kerja dan Jam Kerja ... II-5
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-7
2.4. Proses Produksi ... II-8
2.4.1. Produk Berbahan Aluminium ... II-8
2.4.1.1. Bahan yang Digunakan ... II-8
2.4.1.2. Uraian Proses Produksi Produk Aluminium .... II-9
2.4.2. Produk Berbahan Plastik ... II-14
2.4.2.1. Bahan yang Digunakan ... II-14
2.4.2.2. Uraian Proses Produksi Produk Plastik ... II-14
III LANDASAN TEORI ... III-1
3.1. Metode Pengendalian Kualitas ... III-1
3.2. Metode AHP (Analytical Hierarchy Process) ... III-9
3.3. Sistem Pengambilan Keputusan ... III-16
3.4. Multi Criteria Decision Making (MCDM) ... III-18
3.4.1. Metode Pengambilan Keputusan Kelompok (Multi Expert-
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.5. Plastik ... III-21
3.5.1. Jenis-jenis Plastik ... III-21
3.5.2. Kecacatan Produk Plastik ... III-27
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Jenis Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Variabel Penelitian ... IV-2
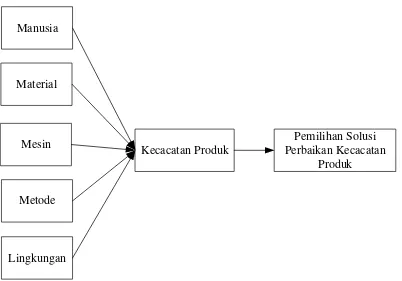
4.5. Kerangka Konseptual Penelitian ... IV-3
4.6. Sumber Data ... IV-4
4.7. Instrumen Penelitian ... IV-5
4.8. Populasi dan Sampel ... IV-5
4.9. Pelaksanaan Penelitian ... IV-5
4.10. Metode Pengumpulan Data ... IV-8
4.11. Metode Pengolahan Data ... IV-8
4.12. Analisis Pemecahan Masalah ... IV-9
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data dengan Stratifikasi dan Histogram ... V-1
5.2. Diagram Pareto ... V-4
5.3. Diagram Sebab Akibat ... V-5
5.4. Penentuan Bobot Faktor Penyebab Kecacatan Produk ... V-8
5.5. Pemilihan Solusi Alternatif dengan Fuzzy Multi Expert-
Multi Criteria Decision Making (Fuzzy ME-MCDM) ... … V-24
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Teknik Dasa Pengendalian Kualitas ... VI-1
6.2. Analisis Bobot Kriteria dengan Metode AHP (Analytical
Hierarchy Process) ... VI-4
6.3. Analisis Pemilihan Solusi Alternatif dengan Fuzzy Multi Expert-
Multi Criteria Decision Making (Fuzzy ME-MCDM) ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
1.1. Tingkat Kecacatan Produk Bulan Januari2012-Desember2012 I-1
1.2. Tingkat Kecacatan Produk Ember Bulan Januari2012-
Desember2012 ... I-2
2.1. Komposisi Tenaga Kerja PT. Mewah Indah Jaya ... II-6
2.2. Jadwal Kerja Karyawan Bagian Pelat ... II-6
2.3. Jadwal Kerja Karyawan Bagian Injection dan Petugas
Keamanan ... II-7
2.4. Jadwal Kerja Karyawan Bagian Non Produksi ... II-7
3.1. Rangkuman Penelitian Terdahulu ... III-28
5.1. Data Hasil Produksi Ember Plastik selama Bulan Januari2012-
Desember 2012 ... V-1
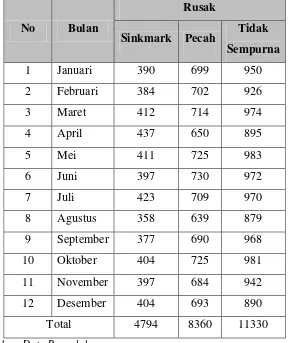
5.2. Kecacatan Produk Embere Bulan Januari2012-Desember2012 V-2
5.3. Total Kecacatan Produk Embere Bulan Januari2012-
Desember2012 ... V-3
5.4. Pengurutan Jumlah Kecacatan ... V-4
5.5. Atribut Kecacatan Produk Ember ... V-8
5.6. Profil Responden Perusahaan ... V-9
5.7. Matriks Banding Berpasangan antar Elemen Level 2 ... V-9
5.8. Matriks Banding Berpasangan antar Elemen Level 3(Elemen
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.9. Matriks Banding Berpasangan antar Elemen Level 3(Elemen
Material) ... V-11
5.10. Matriks Banding Berpasangan antar Elemen Level 3(Elemen
Mesin) ... V-11
5.11. Matriks Banding Berpasangan antar Elemen Level 3(Elemen
Metode) ... V-12
5.12. Matriks Banding Berpasangan antar Elemen Level 3(Elemen
Lingkungan) ... V-12
5.13. Perhitungan Rata-rata Pembobotan Level 2 ... V-13
5.14. Perhitungan Rata-rata Pembobotan Elemen Manusia Level 3 ... V-13
5.15. Perhitungan Rata-rata Pembobotan Elemen Material Level 3 ... V-13
5.16. Perhitungan Rata-rata Pembobotan Elemen Mesin Level 3 ... V-14
5.17. Perhitungan Rata-rata Pembobotan Elemen MetodeLevel 3 ... V-14
5.18. Perhitungan Rata-rata Pembobotan ElemenLingkungan Level 3 V-14
5.19. Jumlah Perhitungan Rata-rata Pembobotan untuk Elemen Level 2 V-15
5.20. Matriks Normalisasi dan Rata-rata Baris untuk Elemen Level 2 V-15
5.21. Jumlah Perhitungan Rata-rata Pembobotan untuk Unsur Elemen
Manusia Level 3 ... V-17
5.22. Matriks Normalisasi dan Rata-rata Baris untuk Unsur Elemen
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.23. Jumlah Perhitungan Rata-rata Pembobotan untuk Unsur Elemen
Material Level 3 ... V-18
5.24. Matriks Normalisasi dan Rata-rata Baris untuk Unsur Elemen
Material Level 3 ... V-18
5.25. Jumlah Perhitungan Rata-rata Pembobotan untuk Unsur Elemen
Mesin Level 3 ... V-19
5.26. Matriks Normalisasi dan Rata-rata Baris untuk Unsur Elemen
Mesin Level 3 ... V-19
5.27. Jumlah Perhitungan Rata-rata Pembobotan untuk Unsur Elemen
Metode Level 3 ... V-20
5.28. Matriks Normalisasi dan Rata-rata Baris untuk Unsur Elemen
Metode Level 3 ... V-20
5.29. Jumlah Perhitungan Rata-rata Pembobotan untuk Unsur Elemen
Lingkungan Level 3 ... V-21
5.30. Matriks Normalisasi dan Rata-rata Baris untuk Unsur Elemen
Lingkungan Level 3 ... V-21
5.31. Rekapitulasi Bobot Parsial Setiap Level ... V-22
5.32. Bobot Prioritas Level 3 ... V-23
5.33. Bobot Prioritas Level 2 ... V-23
5.34. Hasil Pemilihan Solusi Perbaikan Kecacatan Produksi ... V-24
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Mewah Indah Jaya ... II-2
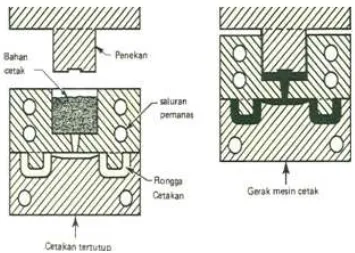
3.1. Cetak-Tekan ... III-23
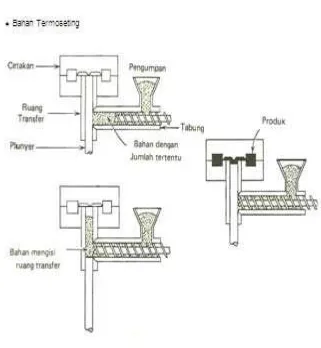
3.2. Cetak-Transfer... III-24
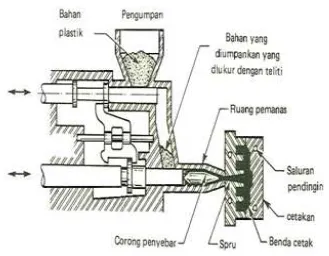
3.3. Cetak-Injeksi ... III-25
3.4. Cetak-Jet ... III-26
4.1. Kerangka Konseptual Penelitian ... IV-3
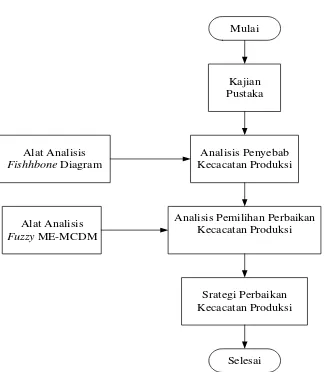
4.2. Blok Diagram Pengolahan Data ... IV-7
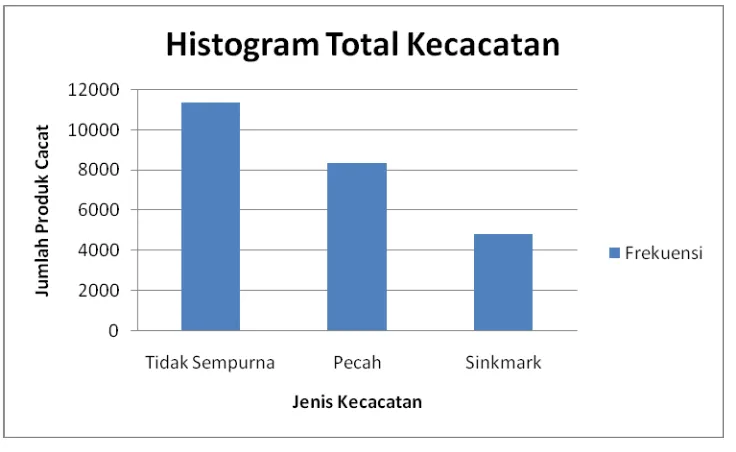
5.1. Histogram Total Kecacatan Produk Ember Bulan
Januari 2012- Desember 2012 ... V-3
5.2. Diagram Pareto Total Kecacatan Produk ... V-4
5.3. Fishbone Faktor Penyebab Bentuk Tidak Sempurna Ember ... V-5
5.4. Struktur Hierarki Faktor Penyebab Kecacatan Produksi
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Data Hasil Produk selama Bulan Januari 2012-
Desember 2012 ... ... L.1
2. Kuesioner Pembobotan Penyebab Kecacatn Produksi Ember
Pada PT Mewah Indah Jaya ... L.2
3. Kuesioner Pemilihan Solusi Alternatif Perbaikan Kecacatan
Produksi Ember pada PT Mewah Indah Jaya ... L.3
4. Tabel Random Index ... L.4
5. Surat Permohonan Tugas Sarjana ... L.13
6. Form Penetapan Tugas Sarjana ... L.14
7. Surat Penjajakan ... L.15
8. Surat Balasan Perusahaan ... L.16
9. Surat Keputusan Tugas Sarjana ... L.17
10. Lembar Asistensi Dosen ... L.18
ABSTRAK
Dalam era globalisasi ini, semakin banyak perusahaan yang mengeluarkan
produk sejenis dengan perbedaan yang tidak begitu signifikan. Hal ini mengakibatkan
tingkat persaingan yang sangat tinggi antara perusahaan dalam memasarkan produk
mereka kepada konsumen. Disisi lain, perusahaan juga harus memperhatikan
pengolahan produk yang dapat meminimalkan biaya dalam memproduksi. Beranjak dari
kedua kondisi tersebut, maka sebuah perusahaan dituntut untuk mampu berbenah yang
salah satunya adalah dengan melakukan perbaikan kecacatan produksi.
PT Mewah Indah Jaya merupakan salah satu industri penghasil peralatan rumah
tangga yang berasal dari plastik yaitu baskom, badan stoples, tutup stoples, badan
siraman dan corong siraman bunga, gelas, ember, jerigen, rantang, bak mandi. Dari tiap
jenis produk yang diproduksi oleh PT Mewah Indah Jaya, produk ember memiliki tingkat
kecacatan produksi yang tertinggi. Jenis kecacatan yang terjadi adalah sinkmark,
pecah dan bentuk yang tidak sempurna yang berkisar antara 6.16%-6,19%.
Sayangnya tindak lanjut perusahaan ketika terjadi kecacatan produksi ini adalah
mendaur ulang produk tersebut dimana hal ini merupakan peningkatan biaya dan waktu
produksi. Oleh karena itu, perlu diketahui faktor penyebab kecacatan produksi ember
dan alternatif perbaikan yang dapat digunakan untuk memperbaiki kecacatan produksi.
Metode yang digunakan adalah dengan menggunakan statistical quality
control yang bertujuan untuk mencari faktor penyebab permasalahan. Kemudian
dilanjutkan dengan pemilihan solusi dengan pendekatan metode Fuzzy Multi
Expert-Multi Criteria Decision Making (Fuzzy ME-MCDM) dimana bobot
criteria diperoleh dengan Metode Analytical Hierarchy Process (AHP).
Hasil penelitian menunjukkan bahwa alternatif yang terpilih untuk
perbaikan kecacatan produksi ember adalah alternative 1 dan 3 yaitu
pemberdayaan sumber daya manusia dan penegakan prosedur dengan bobot
agregasi tinggi. Sedang untuk alternative kedua yaitu pemberdayaan mesin dan
bahan baku dinilai sedang. Faktor terpenting untuk awal perbaikan kecacatan
produksi yaitu sumber daya manusia
ABSTRAK
Dalam era globalisasi ini, semakin banyak perusahaan yang mengeluarkan
produk sejenis dengan perbedaan yang tidak begitu signifikan. Hal ini mengakibatkan
tingkat persaingan yang sangat tinggi antara perusahaan dalam memasarkan produk
mereka kepada konsumen. Disisi lain, perusahaan juga harus memperhatikan
pengolahan produk yang dapat meminimalkan biaya dalam memproduksi. Beranjak dari
kedua kondisi tersebut, maka sebuah perusahaan dituntut untuk mampu berbenah yang
salah satunya adalah dengan melakukan perbaikan kecacatan produksi.
PT Mewah Indah Jaya merupakan salah satu industri penghasil peralatan rumah
tangga yang berasal dari plastik yaitu baskom, badan stoples, tutup stoples, badan
siraman dan corong siraman bunga, gelas, ember, jerigen, rantang, bak mandi. Dari tiap
jenis produk yang diproduksi oleh PT Mewah Indah Jaya, produk ember memiliki tingkat
kecacatan produksi yang tertinggi. Jenis kecacatan yang terjadi adalah sinkmark,
pecah dan bentuk yang tidak sempurna yang berkisar antara 6.16%-6,19%.
Sayangnya tindak lanjut perusahaan ketika terjadi kecacatan produksi ini adalah
mendaur ulang produk tersebut dimana hal ini merupakan peningkatan biaya dan waktu
produksi. Oleh karena itu, perlu diketahui faktor penyebab kecacatan produksi ember
dan alternatif perbaikan yang dapat digunakan untuk memperbaiki kecacatan produksi.
Metode yang digunakan adalah dengan menggunakan statistical quality
control yang bertujuan untuk mencari faktor penyebab permasalahan. Kemudian
dilanjutkan dengan pemilihan solusi dengan pendekatan metode Fuzzy Multi
Expert-Multi Criteria Decision Making (Fuzzy ME-MCDM) dimana bobot
criteria diperoleh dengan Metode Analytical Hierarchy Process (AHP).
Hasil penelitian menunjukkan bahwa alternatif yang terpilih untuk
perbaikan kecacatan produksi ember adalah alternative 1 dan 3 yaitu
pemberdayaan sumber daya manusia dan penegakan prosedur dengan bobot
agregasi tinggi. Sedang untuk alternative kedua yaitu pemberdayaan mesin dan
bahan baku dinilai sedang. Faktor terpenting untuk awal perbaikan kecacatan
produksi yaitu sumber daya manusia
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Dalam era globalisasi ini, semakin banyak perusahaan yang mengeluarkan
produk sejenis dengan perbedaan yang tidak begitu signifikan. Hal ini
mengakibatkan tingkat persaingan yang sangat tinggi antara perusahaan dalam
memasarkan produk mereka kepada konsumen. Disisi lain, perusahaan juga harus
memperhatikan pengolahan produk yang dapat meminimalkan biaya dalam
memproduksi. Beranjak dari kedua kondisi tersebut, maka sebuah perusahaan
dituntut untuk mampu berbenah yang salah satunya adalah dengan melakukan
perbaikan kecacatan produksi.
PT Mewah Indah Jaya merupakan salah satu industri penghasil peralatan
rumah tangga yang berasal dari plastik yaitu baskom, badan stoples, tutup stoples,
badan siraman dan corong siraman bunga, gelas, ember, jerigen, rantang, bak
mandi. Dari tiap jenis produk yang diproduksi oleh PT Mewah Indah Jaya, produk
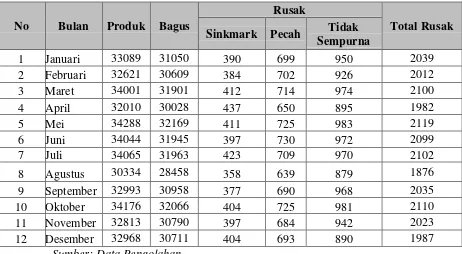
ember memiliki tingkat kecacatan produksi yang tertinggi . Kecacatan produk
ember yang terjadi dapat dilihat pada Tabel 1.1.
Tabel 1.1. Tingkat Kecacatan Produk Bulan Januari 2012-Desember 2012
No Jenis Produk
Rata-rata
Produksi Bagus Rusak
Tingkat Kerusakan
(%)
1 Baskom 30155 28591 1564 5.19
Tabel 1.1. Tingkat Kecacatan Produk Bulan Januari 2012-Desember 2012 (Lanjutan)
No Jenis Produk
Rata-rata
Produksi Bagus Rusak
Tingkat
Kecacatan produk ember yang terjadi dapat dilihat pada Tabel 1.2.
Dari Tabel 1.1. dapat dilihat bahwa jumlah kecacatan produksi mengalami
fluktuasi. Kecacatan produksi yang terjadi juga melewati tingkat kecacatan yang
diharapkan oleh perusahan yaitu ±5%. Dengan demikian, dapat diartikan bahwa
kualitas PT Mewah Indah Jaya kurang mencapai harapan.
Jenis kecacatan yang terjadi adalah sinkmark, pecah dan bentuk yang
tidak sempurna. Kecacatan tersebut dipengaruhi oleh ketidaksesuaian proses akan
bahan baku. Bahan baku seperti biji plastik poly propylene dan daur ulang
memiliki perbedaan akan temperatur injeksi, waktu pendinginan dan tekanan
sehingga memerlukan ketelitian dalam penyettingan mesin. Sayangnya tindak
lanjut perusahaan ketika terjadi kelalaian operator yang menyebabkan kecacatan
produk ini adalah mendaur ulang produk tersebut. Untuk itu perlu dilakukan
analisis secara pasti akan faktor penyebab terjadinya kecacatan produksi dan
dilakukannya pemilihan perbaikan kecacatan produksi ember sehingga
diharapakan dapat meminimasikan kecacatan produksi.
Secara umum pada pengambilan keputusan, alternatif-alternatif tidak
didefinisikan sebelumnya, sehingga para pengambil keputusan harus menyeleksi
beberapa kemungkinan alternatif dengan jumlah yang sangat terbatas. Dengan
metode Fuzzy Multi Expert-Multi Criteria Decision Making ( Fuzzy ME-MCDM)
alternatif-alternatif sudah diketahui dan ditentukan sebelumnya. Pengambil
keputusan harus menentukan prioritas atau ranking berdasarkan kriteria yang
diberikan. Teknik pengambilan keputusan ini melibatkan penilaian atau pendapat
berbagai pihak atau ahli, suatu perihal yang penting tetapi juga sulit karena setiap
berbeda-beda sehingga pada akhirnya dilakukan agregasi pendapat dari setiap
kriteria begitu juga agregasi ahli sehingga penyelesaian yang dihasilkan adalah
yang paling diterima oleh kelompok secara keseluruhan.
Nunung dan Duffi (2012) dalam penelitiannya akan penanganan kecacatan
produksi tube pada PT Bona Metal Packaging menggunakan Non
Numerical-Multi Expert-Numerical-Multi Criteria Decision Making Menurut mereka, Non
Numerical-Multi Expert-Numerical-Multi Criteria Decision Making (ME-MCDM) adalah salah satu
metode untuk menetapkan perbaikan kecacatan produk tube. Kriteria ditentukan
berdarkan pengamtan sebelumnya. Alternatif akan perbaikan kecacatan produk
tube dilakukan berdasarkan hasil analisis faktor penyebab kecacatan. Hasil
prioritas tertinggi akan alternatif tersebut dipilih menjadi solusi atau strategi
perusahaan untuk meminimisasi kecacatan yang terjadi pada produk tube.
Dalam penelitian lainnya, Rachman dan M. Ismail (2011) pada perbaikan
mutu kopi gayo, menyatakan tahap awal dalam proses perbaikan mutu kopi adalah
dengan menetapkan alternatif perbaikan dengan kriteria tertentu. Dan
pengambilan keputusan dengan Fuzzy Multi Expert-Multi Criteria Decision
Making ( Fuzzy ME-MCDM) menghasilkan prioritas yang dapat dipakai untuk
perbaikan mutu kopi tersebut.
Beranjak dari penelitian terdahulu maka pemilihan perbaikan kecacatan
produksi ember ini dilakukan dengan menggunakan Fuzzy Multi Expert-Multi
Criteria Decision Making (Fuzzy ME-MCDM) Diharapkan dengan penelitian ini
dapat dilakukan pemilihan solusi yang dapat mengurangi kecacatan produksi yang
1.2. Rumusan Permasalahan
Permasalahan yang dialami oleh PT Mewah Indah Jaya yaitu cukup
tingginya tingkat kecacatan produksi ember. Oleh karena itu, perlu dilakukan
penentuan alternatif perbaikan yang dapat digunakan untuk memperbaiki
kecacatan produksi.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk penentuan alternatif perbaikan
yang dapat digunakan untuk memperbaiki kecacatan produksi.
1.4. Batasan dan Asumsi Penelitian
Adapun batasan masalah dalam penelitian ini adalah:
1. Penelitian hanya dilakukan pada pekerja yang memegang jabatan
struktural pada PT Mewah Indah Jaya.
2. Pengamatan dan penelitian dilakukan pada produksi ember.
Adapun asumsi yang digunakan dalam penelitian ini adalah:
1. Perusahaan tidak mengalami restrukturisasi selama penelitian dilakukan. 2. Responden memahami dengan baik proses produksi pada PT Mewah
1.5. Manfaat Penelitian
Adapun manfaat penelitian yang diharapakan adalah sebagai berikut:
1. Secara Ilmiah
Dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama
di bangku perkuliahan dengan melakukan analisis terhadap permasalahan
dan fenomena yang ada di perusahaan.
2. Secara Aplikasi
Dapat menerapkan teori dan metode yang diperoleh di bangku kuliah di
perusahaan.
3. Departemen Teknik Industri dapat meningkatkan hubungan kerjasama
dengan perusahaan.
4. Perusahaan mendapat alternatif perbaikan kecacatan produksi.
1.6. Sistematika Penulisan Tugas Sarjana BAB I : Pendahuluan
Bab ini meliputi uraian tentang latar belakang timbulnya masalah pada
perusahaan, perumusan maalah, tujuan penelitian, manfaat penelitian, pembatasan
masalah serta sistematikan penulisan tugas sarjana.
BAB II : Gambaran Umum Perusahaan
Bab ini berisi tentang gambaran umum perusahaan secara keseluruhan
BAB III: Landasan Teori
Bab ini menguraikan tentang tinjauan pustaka yang berisi teori-teori
sebagai landasan utama dalam melakukan analisa dan pembahasan masalah
penulis.
BAB IV: Metodologi Peneltian
Bab ini memaparkan metodologi yang digunakan untuk mecapai tujuan
penelitian meliputi penjelasan tahapan penelitian secara ringkas disertai diagram
alirnya.
BAB V : Pengumpulan dan Pengolahan Data
Bab ini berisi data primer dan sekunder yang diperoleh dari penelitian
serta pengolah data yang membantu dalam pemecahan masalah.
BAB VI: Analisis Pemecahan Masalah
Bab ini berisi proses pengolahan data yang digunakan sebagai dasar pada
pemecahan masalah dan melakukan analisa hasil pengolahan data dan pemecahan
masalah.
BAB VII: Kesimpulan dan Saran
Bab ini berisi kesimpulan yang didapat dari hasil pemecahan masalah dan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahan
PT. Mewah Indah Jaya merupakan salah satu perusahaan manufaktur yang
bergerak di bidang pengolahan alat-alat rumah tangga. Perusahaan ini didirikan
oleh Bapak Susanto dan Effendi pada tahun 1980 dan berlokasi di daerah
Sunggal. Pada tahun 1983 PT. Mewah Indah Jaya pindah ke Jalan Medan-Binjai
KM 14 Gang Kenduri No. 86, Deli Serdang, Sumatera Utara.
PT. Mewah Indah Jaya merupakan usaha keluarga yang turun-temurun.
Saat ini, PT. Mewah Indah Jaya dipimpin oleh anak dari Bapak Effendi yaitu
Thomas Effendi.
2.2. Ruang Lingkup Bidang Usaha
PT. Mewah Indah Jaya memproduksi produk rumah tangga berbahan
aluminium dan plastik. Adapun produk berbahan aluminium yang dihasilkan
berupa dandang dan kuali sedangkan produk berbahan plastik cukup beragam,
yaitu sekitar 200 jenis produk, antara lain ember, piring, keranjang, kursi,
celengan, mangkok dan lain sebagainya.
Produk-produk yang dihasilkan PT. Mewah Indah Jaya dipasarkan di
wilayah Sumatera antara lain Medan, Binjai, Pematang Siantar, Rantau Prapat,
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi Perusahaan
PT. Mewah Indah Jaya menggunakan struktur organisasi lini/garis dimana
wewenang dan kebijakan dari pimpinan tertinggi dilimpahkan kepada
satuan-satuan organisasi di bawahnya menurut garis komando. Segala ketentuan,
keputusan atau kebijaksanaan ada di tangan satu orang yaitu pucuk pimpinan.
Struktur organisasi PT. Mewah Indah Jaya dapat dilihat pada Gambar 2.1.
Direktur
Kabid.
Produksi GudangKabid. Kabid. Keuangan
Gambar 2.1. Struktur Organisasi PT. Mewah Indah Jaya
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab setiap bagian pada struktur organisasi
di PT. Mewah Indah Jaya adalah sebagai berikut :
1. Direktur
Direktur sebagai pimpinan tertinggi di dalam perusahaan, mempunyai tugas
dan tanggung jawab sebagai berikut:
a. Menentukan garis besar kebijaksanaan umum dan program kerja
b. Menjalankan fungsi manajemen (top management) dalam pengambilan
keputusan.
c. Melakukan kerjasama dengan organisasi/instansi yang terkait.
2. Kepala bidang produksi
Kepala bidang produksi mempunyai tugas dan tanggung jawab sebagai
berikut :
a. Mengatur pelaksanaan produksi.
b. Melakukan pengawasan terhadap proses produksi.
c. Melakukan perencanaan dan pengendalian produksi.
d. Bertanggung jawab kepada Direktur atas keseluruhan kegiatan produksi.
3. Kepala bidang gudang
Kepala bidang gudang mempunyai tugas dan tanggung jawab sebagai berikut:
a. Mengatur ketersedian bahan baku untuk produksi.
b. Mengatur tempat penyimpanan produk jadi.
c. Bertanggung jawab kepada Direktur atas keseluruhan kegiatan di gudang.
4. Kepala bidang keuangan
Kepala bidang keuangan mempunyai tugas dan tanggung jawab sebagai
berikut :
a. Mengatur keuangan perusahaan.
b. Mencatat dan membuat laporan hasil penjualan dan kegiatan lain yang
berhubungan dengan keuangan.
d. Bertanggung jawab kepada Direktur mengenai anggaran biaya, realisasi,
dan pengawasannya.
5. Kepala bidang administrasi
Kepala bidang administrasi mempunyai tanggung jawab atas semua hal yang
menyangkut administrasi yang ada pada perusahaan.
6. Petugas keamanan
Petugas keamanan mempunyai tanggung jawab menjaga keamanan pabrik
serta menutup dan membuka pintu masuk perusahaan.
7. Supervisor bagian injection
Supervisor bagian injection mempunyai tanggung jawab untuk mengatur serta
mengawasi pekerjaan operator bagian injection.
8. Supervisor bagian pelat
Supervisor bagian pelat mempunyai tanggung jawab untuk mengatur serta
mengawasi pekerjaan operator bagian pelat.
9. Supervisor bagian boker
Supervisor bagian boker tanggung jawab mengatur serta mengawasi
pekerjaan operator bagian boker.
10. Karyawan gudang
Karyawan di bagian gudang mempunyai tugas dan tanggung jawab sebagai
berikut :
a. Menjaga keamanan gudang.
b. Mencatat barang yang keluar/masuk.
11. Karyawan penjualan
Karyawan penjualan mempunyai tanggung jawab untuk menerima pesanan
dari pelanggan dan mencatat segala aktivitas penjualan.
12. Karyawan pemasaran
Karyawan pemasaran mempunyai tugas dan tanggung jawab dalam
pemasaran produk yang diproduksi dan meningkatkan penjualan melalui
usaha promosi.
13. Operator
Operator mempunyai tanggung jawab sebagai berikut :
a. Bertanggung jawab terhadap proses produksi yang berlangsung di lantai
pabrik.
b. Bertanggung jawab terhadap produk yang dihasilkan.
Adapun masalah kapasitas produksi menjadi tanggung jawab kepala bidang
produksi yang dibantu oleh supervisorinjection, pelat dan boker.
2.3.3. Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Mewah Indah Jaya terdiri dari tenaga kerja tetap
dan tenaga kerja outsourcing. Tenaga kerja yang termasuk tenaga kerja tetap
antara lain kepala bidang, staf dan supervisor. Tenaga kerja yang termasuk tenaga
kerja outsourcing yaitu operator yang bekerja di lantai produksi. Perusahaan tidak
secara langsung mengadakan kontrak kerja kepada tenaga kerja outsourcing
melainkan kepada pihak perusahaan yang menjadi penyalurnya.
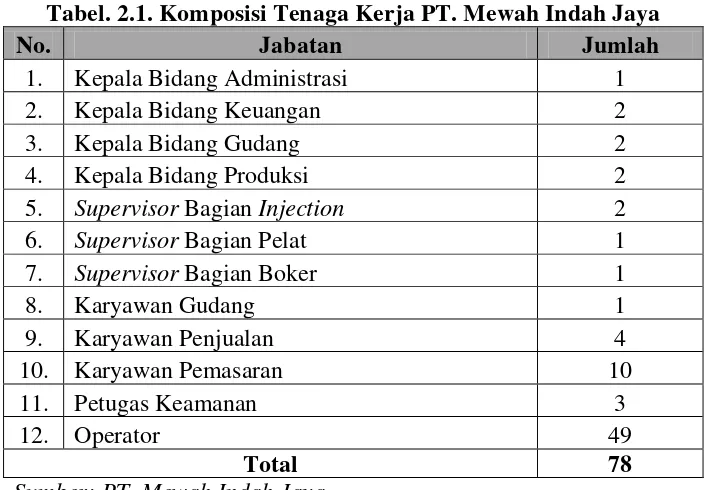
Tabel. 2.1. Komposisi Tenaga Kerja PT. Mewah Indah Jaya
No. Jabatan Jumlah
1. Kepala Bidang Administrasi 1
2. Kepala Bidang Keuangan 2
3. Kepala Bidang Gudang 2
4. Kepala Bidang Produksi 2
5. Supervisor Bagian Injection 2
6. Supervisor Bagian Pelat 1
7. Supervisor Bagian Boker 1
8. Karyawan Gudang 1
9. Karyawan Penjualan 4
10. Karyawan Pemasaran 10
11. Petugas Keamanan 3
12. Operator 49
Total 78
Sumber: PT. Mewah Indah Jaya
Pembagian jam kerja tenaga kerja pada PT. Mewah Indah Jaya adalah
sebagai berikut:
1. Operator bagian pelat
Jadwal kerja karyawan bagian pelat terbagi dalam satu shift kerja yang dapat
dilihat pada Tabel 2.2.
Tabel 2.2. Jadwal Kerja Karyawan Bagian Pelat Hari Kerja Jam Kerja
(WIB)
Jam Istirahat (WIB)
Senin-Sabtu 08.00-16.00 12.00-13.00
Sumber: PT. Mewah Indah Jaya
2. Supervisorinjection, operator injection, dan petugas keamanan
Jadwal kerja bagian injection dan petugas keamanan, jam kerja terbagi dalam
Tabel 2.3. Jadwal Kerja Karyawan Bagian Injection
dan Petugas Keamanan Hari Kerja Shift Jam Kerja
(WIB)
Jam Istirahat (WIB)
Senin-Sabtu
1 07.00-15.00 12.00-13.00
2 15.00-23.00 18.00-19.00 3 23.00-07.00 03.00-04.00
Sumber: PT. Mewah Indah Jaya
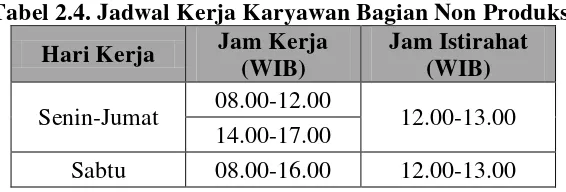
3. Karyawan bagian non produksi
Jadwal kerja untuk karyawan bagian non produksi ada pada Tabel 2.4.
Tabel 2.4. Jadwal KerjaKaryawan Bagian Non Produksi Hari Kerja Jam Kerja
(WIB)
Jam Istirahat (WIB)
Senin-Jumat 08.00-12.00 12.00-13.00 14.00-17.00
Sabtu 08.00-16.00 12.00-13.00
Sumber: PT. Mewah Indah Jaya
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan di PT. Mewah Indah Jaya didasarkan pada jenis tenaga
kerja. Gaji tenaga kerja outsourcing diberikan setiap dua minggu sekali. Besarnya
upah ditentukan berdasarkan jumlah hari kerja. Gaji tenaga kerja tetap diberikan
secara bulanan dengan besar upah sesuai tingkat jabatan. Selain gaji pokok yang
diberikan kepada karyawan, perusahaan juga memberikan tunjangan dan fasilitas
1. Upah lembur
Upah lembur diberikan kepada tenaga kerja yang bekerja melebihi jam kerja
normal.
2. Tunjangan Hari Raya (THR)
THR diberikan pada tenaga kerja pada hari besar keagamaan.
3. Cuti
Cuti yang diberikan oleh perusahaan kepada tenaga kerjanya yaitu 12 hari
setiap tahunnya. Perusahaan juga memberikan cuti melahirkan selama 3 bulan
kepada tenaga kerja wanita.
2.4. Proses Produksi
Proses produksi pada PT. Mewah Indah Jaya terdiri dua bagian yaitu
proses pembuatan produk berbahan aluminium dan proses pembuatan produk
berbahan plastik.
2.4.1. Produk Berbahan Aluminium 2.4.1.1.Bahan yang Digunakan
Bahan yang digunakan terdiri dari bahan baku, bahan tambahan, dan bahan
penolong.
1. Bahan baku
Adapun bahan baku yang digunakan untuk produk aluminium adalah ingot.
2. Bahan Tambahan
Bahan tambahan yang digunakan antara lain:
a. Baut
Baut jenis hex bolts dengan ukuran 100 mm class 4.6
b. Label
Label berupa stiker bertuliskan merek produk yang ditempelkan pada
produk.
c. Plastik pembungkus
Plastik digunakan untuk membungkus produk yang telah selesai diproses
dan siap dipasarkan.
3. Bahan Penolong
Bahan penolong yang digunakan pada PT. Mewah Indah Jaya antara lain:
a. Bensin
Bensin digunakan pada proses polish untuk mengkilatkan produk.
b. Kertas pasir
Kertas pasir digunakan untuk menghaluskan permukaan produk.
2.4.1.2.Uraian Proses Produksi Produk Aluminium
Proses pengolahan produk berbahan aluminium dimulai dengan proses
1. Pengecoran
Pada tahap ini, aluminium yang telah dileburkan, dituang ke dalam cetakan
berbentuk kubus, selanjutnya dibiarkan hingga terbentuk.
2. Pengepresan (pressing 1)
Hasil pengecoran dibawa ke proses pengepresan untuk membentuk pelat
dengan tebal 1,2 cm.
3. Pengepresan (pressing2)
Pelat hasil pengepresan 1 selanjutnya diproses pada pengepresan 2 hingga
pelat memiliki ketebalan 0,5 cm.
Proses pembuatan produk aluminium berupa dandang terdiri dari proses
pembuatan body, pegangan, tutup, penyaring, perakitan, dan pengemasan.
1. Pembuatan body
Tahapan proses pembuatan body yaitu sebagai berikut:
a. Pemotongan membentuk segi empat (square cutting)
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting
machine. Pelat aluminium dipotong berbentuk persegi empat yang
disesuaikan dengan ukuran dandang yang akan diproduksi.
b. Pengepresan (pressing)
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong selanjutnya
diproses pada mesin press hingga ketebalan pelat menjadi 0,15 cm.
Pelat segi empat dipotong membentuk lingkaran. Pemotongan pelat
dilakukan dengan menggunakan mesin circle. Pada mesin circle terdapat
bermacam ukuran cetakan sesuai ukuran dandang yang akan diproduksi.
d. Pencetakan (forming)
Pelat yang berbentuk lingkaran selanjutnya dicetak membentuk body
dandang dengan menggunakan mesin big press. Sebelum dicetak, pelat
diolesi dengan limbah minyak sawit agar pelat tidak pecah atau rusak
karena akan dikenakan tekanan.
e. Pembentukan pinggiran (edgeforming)
Pada tahap ini digunakan mesin engkol. Proses yang dilakukan pada tahap
ini adalah penyempurnaan bentuk body dandang, pemotongan pinggiran
dandang yang belum dibentuk hingga rata dan pembentukan pinggiran
dandang.
f. Pengilatan (polishing)
Pada proses ini body dandang ditempatkan pada mesin putar kemudian
diolesi dengan bensin. Body digosok dengan menggunakan kain hingga
mengkilat.
g. Pembentukan pinggang (waist forming)
Body diproses pada mesin waistforming untuk membentuk pinggang pada
body.
h. Pelubangan
2. Pembuatan pegangan dandang (holder forming)
Proses pembuatan pegangan dandang dimulai dengan pemotongan pelat
aluminium sesuai spesifikasi pegangan selanjutnya dibentuk dengan alat
penekuk. Pegangan yang telah dibentuk kemudian dilubangi di kedua
ujungnya dan dibengkokkan dengan alat pembengkok.
3. Pembuatan tutup
Tahapan proses pembuatantutupyaitu sebagai berikut:
a. Pemotongan membentuk segi empat (square cutting)
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting
machine. Pelat aluminium dipotong berbentuk persegi empat yang
disesuaikan dengan spesifikasi tutup dandang yang akan diproduksi.
b. Pengepresan(pressing)
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong selanjutnya
diproses pada mesin press hingga ketebalan pelat menjadi 0,15 cm.
c. Pemotongan membentuk lingkaran (circlecutting)
Pelat segi empat dipotong membentuk lingkaran. Pemotongan pelat
dilakukan dengan menggunakan mesin circle.
d. Pencetakan (forming)
Pelat yang berbentuk lingkaran selanjutnya dicetak membentuk tutup
dandang dengan menggunakan mesin big press. Sebelum dicetak, pelat
diolesi dengan limbah minyak sawit agar pelat tidak pecah atau rusak
e. Pembentukan pinggiran (edgeforming)
Pada tahap ini digunakan mesin engkol. Proses yang dilakukan pada tahap
ini adalah penyempurnaan bentuk tutup dandang, pemotongan pinggiran
tutup dandang yang belum dibentuk hingga rata dan pembentukan
pinggiran tutup dandang.
f. Pengilatan (polishing)
Pada tahap ini tutup dandang ditempatkan pada mesin putar kemudian
diolesi dengan bensin. Tutup dandang digosok dengan menggunakan kain
hingga mengkilat.
g. Pelubangan (punch)
Tutup dandang dilubangi pada bagian tengah menggunakan punch.
4. Pembuatan penyaring
Tahapan proses pembuatanpenyaringyaitu sebagai berikut:
a. Pemotongan membentuk segi empat (square cutting)
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting
machine. Pelat aluminium dipotong berbentuk persegi empat yang
disesuaikan dengan ukuran penyaring yang akan diproduksi.
b. Pengepresan(pressing)
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong selanjutnya
diproses pada mesin press hingga ketebalan pelat menjadi 0,15 cm.
c. Pemotongan membentuk lingkaran (circlecutting)
Pelat segi empat dipotong membentuk lingkaran. Pemotongan pelat
d. Pelubangan (punch)
Penyaring dilubangi menggunakan punch sehingga terdapat banyak lubang
pada penyaring.
e. Pemasangan kawat
Pada tahap ini kawat dikaitkan pada lubang di bagian tengah penyaring
yang berfungsi sebagai pegangan penyaring.
5. Perakitan
a. Body dandang yang telah selesai dilubangi kemudian dirakit dengan
pegangan.
b. Tutup dandang yang telah selesai dikilatkan selanjutnya dirakit dengan
pegangan penutup yang terbuat dari plastik.
6. Pengemasan
Proses pengemasan mencakup penempelan label dan pembungkusan produk.
Proses pembuatan kuali hampir sama dengan pembuatan dandang.
Perbedaannya adalah pada pada pembuatan kuali tidak terdapat proses
pembentukan pinggang, pembuatan tutup, penyaring dan pegangan.
2.4.2. Produk Berbahan Plastik 2.4.2.1.Bahan yang Digunakan
Bahan yang digunakan terdiri dari bahan baku, bahan tambahan, dan
1. Bahan baku
Bahan baku yang digunakan untuk produksi produk plastik yaitu bijih plastik
yang terdiri atas bahan baku dari pabrik dan bahan baku daur ulang. Bahan
baku bijih plastik yang dipasok berasal dari PT. Chandra Petrochemical Tbk,
PT. Bintang Terang, dan PT. Sempurna yaitu polyprophylene dengan variasi
warna. Bahan baku daur ulang yaitu cacahan dari plastik bekas yang akan
didaur ulang kembali.
2. Bahan tambahan
Bahan tambahan yang digunakan antara lain
a. Zat pewarna untuk mewarnai bahan baku.
b. Label, berupa merek produk.
c. Plastik dan kardus untuk proses pengemasan.
3. Bahan penolong
Bahan penolong yang digunakan PT. Mewah Indah Jaya dalam proses
produksinya yaitu air. Air ini digunakan dalam proses pencucian cacahan
plastik.
2.4.2.2.Uraian Proses Produksi Produk Plastik
Bahan baku yang digunakan PT. Mewah Indah Jaya untuk produk plastik
ada 2 jenis yaitu bahan baku dari pabrik dan bahan baku daur ulang. Bahan baku
daur ulang memerlukan beberapa proses pengolahan terlebih dahulu sebelum
1. Pencacahan
Pada tahap ini bahan baku daur ulang dicacah menjadi berukuran lebih kecil
lagi untuk memudahkan dalam proses pemanasan di dalam mesin injection.
Proses ini dilakukan dengan mesin crusher di bagian boker.
2. Pencucian dan penyaringan
Pada tahap ini cacahan bahan baku dimasukkan ke dalam bak pencucian
dengan proses pencucian sebanyak empat tahap. Proses pencucian ini
dilakukan secara manual oleh operator di bagian boker. Proses ini bertujuan
untuk memisahkan kotoran yang menempel pada bahan baku. Bahan baku
yang bersih akan terapung di air, sedangkan kotoran yang sebelumnya
menempel pada bahan baku akan mengendap di bawah air. Bahan baku yang
terapung disaring secara manual menggunakan saringan.
3. Penjemuran
Hasil penyaringan bahan baku merupakan bahan baku yang masih dalam
keadaan basah. Bahan baku yang dimasukkan ke dalam mesin harus dalam
keadaan kering sehingga perlu dilakukan proses pengeringan dengan
penjemuran di bawah sinar matahari.
Bahan baku daur ulang yang siap pakai dan bahan baku dari pabrik
selanjutnya diproses sebagai berikut:
1. Pencampuran warna
Tahap pencampuran warna dimulai dengan memasukkan bahan baku dan zat
pewarna ke dalam mesin mixer warna. Hasil dari proses ini adalah bahan
pencampuran warna ini dilakukan apabila warna bahan baku tidak sesuai
dengan warna produk yang akan diproduksi.
2. Pencetakan
Tahap ini dilakukan pada mesin injection molding dan mesin blow molding.
Bahan baku dimasukkan ke dalam mesin melalui hopper. Pada mesin terjadi
proses pemanasan untuk mengubah wujud bahan baku dari cacahan/butiran
padat menjadi cairan. Bahan baku yang telah mencair kemudian diinjeksikan
ke cetakan. Dengan demikian cara yang demikian dihasilkan produk dengan
bentuk yang sesuai dengan cetakan. Cetakan produk dapat diganti atau diubah
sesuai dengan produk yang akan diproduksi.
3. Pemotongan
Pemotongan dilakukan menggunakan pisau untuk merapikan pinggiran
produk yang tidak rata.
4. Perakitan
Tahap ini merupakan tahapan untuk sebagian produk yang memerlukan
proses perakitanseperti ember, lemari, rantang, dan sebagainya.
5. Pengemasan
Tahap pengemasan terdiri dari proses penempelan label dan pembungkusan
BAB III
LANDASAN TEORI
3.1. Metode Pengendalian Kualitas
Menurut Vincent Gasperz (2005), pengendalian adalah:
“Control can mean an evaluation to indicate needed corrective responses,the act
guiding, or the state of process in which the variability is attribute to a constant
system of chance causes”. Jadi pengendalian dapat diartikan sebagai kegiatan
yang dilakukan untuk memantau aktivitas dan memastikan kinerja sebenarnya
yang dilakukan telah sesuai dengan yang direncanakan.
Tujuan dari pengendalian kualitas menurut Sofjan Assauri (1998:210)
adalah:
1. Agar barang hasil produksi dapat mencapai standar kualitas yang telah
ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan agar biaya desain dari produk dan proses dengan
menggunakan kualitas produksi tertentu dapat menjadi sekecil mungkin.
4. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
Tujuan utama pengendalian kualitas adalah untuk mendapatkan jaminan
yang telah ditetapkan dengan mengeluarkan biaya yang ekonomis atau serendah
mungkin.
Pengendalian kualitas secara statistik dengan menggunakan SPC
(Statistical Process Control) dan SQC (Statistical Quality Control), mempunyai 7
(tujuh) alat statistik utama yang dapat digunakan sebagai alat bantu untuk
mengendalikan kualitas sebagaimana disebutkan juga oleh Heizer dan Render
dalam bukunya Manajemen Operasi (2006), yaitu stratifikasi, check sheet,
histogram, diagram pareto, scatter diagram, control chart, dan diagram sebab
akibat.
1. Pengelompokan Data (Stratifikasi)
Stratifikasi merupakan usaha pengelompokan data ke dalam
kelompok-kelompok yang mempunyai karakteristik yang sama. Kegunaan stratifikasi adalah
untuk mengetahui/melihat secara lebih terperinci pengelompokkan faktor-faktor
yang akan mempengaruhi karakteristik mutu. Di dalam pengendalian kualitas,
stratifikasi ditujukan untuk:
a. Mencari faktor-faktor penyebab utama kualitas secara mudah.
b. Membantu pembuatan scatter diagram.
c. Mempelajari secara menyeluruh masalah yang dihadapi.
Stratifikasi di dalam pengendalian kualitas secara umum dapat dilakukan
dengan berdasarkan 2 aspek pokok yaitu:
1. Berdasarkan sumber.
Pemilihan dasar stratifikasi ini dilakukan dengan melihat tujuan dari
pemecahan masalah dan ketelitian yang diinginkan. Stratifikasi berdasarkan
sumber dilakukan apabila diduga faktor penyebab utama dari perbedaan kualitas
adalah sumber sedangkan stratifikasi berdasarkan hasil dilakukan bila ingin dilihat
perbedaan karakteristik dari hasil.
2. Lembar Pemeriksaan (Check Sheet )
Check Sheet atau lembar pemeriksaan merupakan alat pengumpul dan
penganalisis data yang disajikan dalam bentuk tabel yang berisi data jumlah
barang yang diproduksi dan jenis ketidaksesuaian beserta dengan jumlah yang
dihasilkannya.
Tujuan digunakannya check sheet ini adalah untuk mempermudah proses
pengumpulan data dan analisis, serta untuk mengetahui area permasalahan
berdasarkan frekuensi dari jenis atau penyebab dan mengambil keputusan untuk
melakukan perbaikan atau tidak. Pelaksanaannya dilakukan dengan cara mencatat
frekuensi munculnya karakteristik suatu produk yang berkenaan dengan
kualitasnya. Data tersebut digunakan sebagai dasar untuk mengadakan analisis
masalah kualitas.
Adapun manfaat dipergunakannya check sheet yaitu sebagai alat untuk:
1. Mempermudah pengumpulan data terutama untuk mengetahui bagaimana
suatu masalah terjadi.
2. Mengumpulkan data tentang jenis masalah yang sedang terjadi.
4. Memisahkan antara opini dan fakta.
3. Histogram
Histogram adalah suatu alat yang membantu untuk menentukan variasidalam
proses. Berbentuk diagram batang yang menunjukkan tabulasi dari data yang
diatur berdasarkan ukurannya. Tabulasi data ini umumnya dikenal sebagai
distribusi frekuensi. Histogram menunjukkan karakteristik-karakteristik dari data
yang dibagi-bagi menjadi kelas-kelas. Histogram dapat berbentuk normal atau
berbentuk seperti lonceng yang menunjukkan bahwa banyak data yang terdapat
pada nilai rata-ratanya. Bentuk histogram yang miring atau tidak simetris
menunjukkan bahwa banyak data yang tidak berada pada nilai rata-ratanya tetapi
kebanyakan datanya berada pada batas atas atau bawah.
Manfaat histogram adalah:
1. Memberikan gambaran populasi.
2. Memperlihatkan variabel dalam susunan data.
3. Mengembangkan pengelompokkan yang logis.
4. Pola-pola variasi mengungkapkan fakta-fakta produk tentang proses.
4. Diagram Sebar (Scatter Diagram)
Scatter diagram atau disebut juga dengan peta korelasi adalah grafik yang
menampilkan hubungan antara dua variabel apakah hubungan antara dua variabel
dengan kualitas produk. Pada dasarnya diagram sebar merupakan suatu alat
interpretasi data yang digunakan untuk menguji bagaimana kuatnya hubungan
antara dua variabel dan menentukan jenis hubungan dari dua variabel tersebut,
apakah positif, negatif, atau tidak ada hubungan. Dua variabel yang ditunjukkan
dalam diagram sebar dapat berupa karakteristik kuat dan faktor yang
mempengaruhinya.
5. Diagram Sebab-akibat (Cause and Effect Diagram)
Diagram ini disebut juga diagram tulang ikan (fishbone chart) dan berguna
untuk memperlihatkan faktor-faktor utama yang berpengaruh pada kualitas dan
mempunyai akibat pada masalah yang kita pelajari. Selain itu kita juga dapat
melihat faktor-faktor yang lebih terperinci yang berpengaruh dan mempunyai
akibat pada faktor utama tersebut yang dapat kita lihat dari panah-panah yang
berbentuk tulang ikan pada diagram fishbone tersebut.
Diagram sebab akibat ini pertama kali dikembangkan pada tahun 1950
oleh seorang pakar kualitas dari Jepang yaitu Dr. Kaoru Ishikawa yang
menggunakan uraian grafis dari unsur-unsur proses untuk menganalisa
sumber-sumber potensial dari penyimpangan proses.
Faktor-faktor penyebab utama ini dapat dikelompokkan dalam:
1. Material (bahan baku)
2. Machine (mesin)
3. Man (tenaga kerja)
5. Environment (lingkungan)
Adapun kegunaan dari diagram sebab akibat adalah:
1. Membantu mengidentifikasi akar penyebab masalah.
2. Menganalisa kondisi yang sebenarnya yang bertujuan untuk memperbaiki
peningkatan kualitas.
6. Membantu membangkitkan ide-ide untuk solusi suatu masalah.
7. Membantu dalam pencarian fakta lebih lanjut.
8. Mengurangi kondisi-kondisi yang menyebabkan ketidaksesuaian produk
dengan keluhan konsumen.
9. Menentukan standarisasi dari operasi yang sedang berjalan atau yang akan
dilaksanakan.
10.Sarana pengambilan keputusan dalam menentukan pelatihan tenaga kerja.
11.Merencanakan tindakan perbaikan.
Langkah-langkah dalam membuat diagram sebab akibat adalah sebagai
berikut:
1. Mengidentifikasi masalah utama.
2. Menempatkan masalah utama tersebut di sebelah kanan diagram.
3. Mengidentifikasi penyebab minor dan meletakannya pada diagram utama.
5. Diagram telah selesai, kemudian dilakukan evaluasi untuk menentukan
penyebab sesungguhnya.
6. Diagram Pareto (Pareto Analysis)
Diagram pareto pertama kali diperkenalkan oleh Alfredo Pareto dan
digunakan pertama kali oleh Joseph Juran. Diagram pareto adalah grafik balok
dan grafik baris yang menggambarkan perbandingan masing-masing jenis data
terhadap keseluruhan. Dengan memakai diagram Pareto, dapat terlihat masalah
mana yang dominan sehingga dapat mengetahui prioritas penyelesaian masalah.
Fungsi diagram pareto adalah untuk mengidentifikasi atau menyeleksi masalah
utama untuk peningkatan kualitas dari yang paling besar ke yang paling kecil.
Kegunaan diagram pareto adalah:
1. Menunjukkan masalah utama.
2. Menyatakan perbandingan masing-masing persoalan terhadap keseluruhan.
3. Menunjukkan tingkat perbaikan setelah tindakan perbaikan pada daerah yang
terbatas.
4. Menunjukkan perbandingan masing-masing persoalan sebelum dan setelah
perbaikan.
Diagram Pareto digunakan untuk mengidentifikasikan beberapa permasalahan
yang penting, untuk mencari cacat yang terbesar dan yang paling berpengaruh.
Pencarian cacat terbesar atau cacat yang paling berpengaruh dapat berguna untuk
untuk membuat diagram sebab akibat. Hal ini perlu untuk dilakukan mengingat
sangat sulit untuk mencari penyebab dari semua cacat yang teridentifikasi.
Apabila semua cacat dianalisis untuk dicari penyebabnya maka hal tersebut hanya
akan menghabiskan waktu dan biaya dengan sia-sia.
7. Peta Kendali (Control Chart )
Peta kendali adalah suatu alat yang secara grafis digunakan untuk memonitor
dan mengevaluasi apakah suatu aktivitas/ proses berada dalam pengendalian
kualitas secara statistika atau tidak sehingga dapat memecahkan masalah dan
menghasilkan perbaikan kualitas. Peta kendali menunjukkan adanya perubahan
data dari waktu ke waktu, tetapi tidak menunjukkan penyebab penyimpangan
meskipun penyimpangan itu akan terlihat pada peta kendali.
Manafaat dari peta kendali adalah untuk:
1. Memberikan informasi apakah suatu proses produksi masih berada di dalam
batas-batas kendali kualitas atau tidak terkendali.
2. Memantau proses produksi secara terus-menerus agar tetap stabil.
3. Menentukan kemampuan proses (capability process).
4. Mengevaluasi performance pelaksanaan dan kebijaksanaan pelaksanaan
proses produksi.
5. Membantu menentukan kriteria batas penerimaan kualitas produk sebelum
Peta kendali digunakan untuk membantu mendeteksi adanya penyimpangan
dengan cara menetapkan batas-batas kendali:
1. Upper control limit/ batas kendali atas (UCL)
Merupakan garis batas atas untuk suatu penyimpangan yang masih diijinkan.
2. Central line/ garis pusat atau tengah (CL)
Merupakan garis yang melambangkan tidak adanya penyimpangan dari
karakteristik sampel.
3. Lower control limit/ batas kendali bawah (LCL)
Merupakan garis batas bawah untuk suatu penyimpangan dari karakteristik
sampel.
3.2. Metode AHP (Analytical Hierarchy Process)
Menurut Saaty (1993), hirarki didefinisikan sebagai suatu representasi dari
sebuah permasalahan yang kompleks dalam suatu struktur multi level dimana
level pertama adalah tujuan, yang diikuti level faktor, kriteria, sub kriteria, dan
seterusnya ke bawah hingga level terakhir dari alternatif. Dengan hirarki, suatu
masalah yang kompleks dapat diuraikan ke dalam kelompok-kelompoknya yang
kemudian diatur menjadi suatu bentuk hirarki sehingga permasalahan akan
tampak lebih terstruktur dan sistematis.
AHP sering digunakan sebagai metode pemecahan masalah dibanding
1.Struktur yang berhirarki, sebagai konsekuesi dari kriteria yang dipilih, sampai
pada subkriteria yang paling dalam.
2.Memperhitungkan validitas sampai dengan batas toleransi inkonsistensi berbagai
kriteria dan alternatif yang dipilih oleh pengambil keputusan.
3.Memperhitungkan daya tahan output analisis sensitivitas pengambilan keputusan.
Syaitfullah (2010) menyatakan adanya beberapa kelebihan dan kelemahan
akan AHP. Adapun kelebihan-kelebihan AHP sebagai sebuah meetode analisis
adalah sebagai berikut:
1. Kesatuan (Unity)
AHP membuat permasalahan yang luas dan tidak terstruktur menjadi suatu
model yang fleksibel dan mudah dipahami.
2. Kompleksitas (Complexity)
AHP memecahkan permasalahan yang kompleks melalui pendekatan
sistem dan pengintegrasian secara deduktif.
3. Saling ketergantungan (Inter Dependence)
AHP dapat digunakan pada elemen-elemen sistem yang saling bebas dan
tidak memerlukan hubungan linier.
4. Struktur Hirarki (Hierarchy Structuring)
AHP mewakili pemikiran alamiah yang cenderung mengelompokkan
elemen sistem ke level-level yang berbeda dari masing-masing level berisi
elemen yang serupa.
AHP menyediakan skala pengukuran dan metode untuk mendapatkan
prioritas.
6. Konsistensi (Consistency)
AHP mempertimbangkan konsistensi logis dalam penilaian yang
digunakan untuk menentukan prioritas.
7. Sintesis (Synthesis)
AHP mengarah pada perkiraan keseluruhan mengenai seberapa diinginkannya
masing-masing alternatif.
8. Trade Off
AHP mempertimbangkan prioritas relatif faktor-faktor pada sistem
sehingga orang mampu memilih altenatif terbaik berdasarkan tujuan
mereka.
9. Penilaian dan Konsensus (Judgement and Consensus)
AHP tidak mengharuskan adanya suatu konsensus, tapi menggabungkan hasil
penilaian yang berbeda.
10.Pengulangan Proses (Process Repetition)
AHP mampu membuat orang menyaring definisi dari suatu permasalahan
dan mengembangkan penilaian serta pengertian mereka melalui proses
pengulangan
Sedangkan kelemahan metode AHP adalah sebagai berikut:
1. Ketergantungan model AHP pada input utamanya. Input utama ini berupa
ahli selain itu juga model menjadi tidak berarti jika ahli tersebut
memberikan penilaian yang keliru.
2. Metode AHP ini hanya metode matematis tanpa ada pengujian secara
statistic sehingga tidak ada batas kepeercayaan dari kebenaran model yang
terbentuk.
Dalam metode AHP dilakukan langkah-langkah sebagai berikut (Kadarsyah
Suryadi dan Ali Ramdhani, 1998) :
1. Mendefinisikan masalah dan menentukan solusi yang diinginkan.
Dalam tahap ini kita berusaha menentukan masalah yang akan kita pecahkan
secara jelas, detail dan mudah dipahami. Dari masalah yang ada kita coba
tentukan solusi yang mungkin cocok bagi masalah tersebut. Solusi dari masalah
mungkin berjumlah lebih dari satu. Solusi tersebut nantinya kita kembangkan lebih
lanjut dalam tahap berikutnya.
2. Membuat struktur hierarki yang diawali dengan tujuan utama.
Setelah menyusun tujuan utama sebagai level teratas akan disusun level
hirarki yang berada di bawahnya yaitu kriteria-kriteria yang cocok untuk
mempertimbangkan atau menilai alternatif yang kita berikan dan menentukan
alternatif tersebut. Tiap kriteria mempunyai intensitas yang berbeda-beda.
3. Membuat matrik perbandingan berpasangan yang menggambarkan kontribusi relatif atau pengaruh setiap elemen terhadap tujuan atau kriteria yang setingkat di atasnya.
Matriks yang digunakan bersifat sederhana, memiliki kedudukan kuat untuk
kerangka konsistensi, mendapatkan informasi lain yang mungkin dibutuhkan
dengan semua perbandingan yang mungkin dan mampu menganalisis
kepekaan prioritas secara keseluruhan untuk perubahan pertimbangan.
Pendekatan dengan matriks mencerminkan aspek ganda dalam prioritas yaitu
mendominasi dan didominasi. Perbandingan dilakukan berdasarkan judgment
dari pengambil keputusan dengan menilai tingkat kepentingan suatu elemen
dibandingkan elemen lainnya. Untuk memulai proses perbandingan
berpasangan dipilih sebuah kriteria dari level paling atas hirarki misalnya K
dan kemudian dari level di bawahnya diambil elemen yang akan dibandingkan
misalnya E1,E2,E3,E4,E5.
4. Melakukan Mendefinisikan perbandingan berpasangan sehingga diperoleh jumlah penilaian seluruhnya sebanyak n x [(n-1)/2] buah, dengan n adalah banyaknya elemen yang dibandingkan.
Hasil perbandingan dari masing-masing elemen akan berupa angka dari 1
sampai 9 yang menunjukkan perbandingan tingkat kepentingan suatu elemen.
Apabila suatu elemen dalam matriks dibandingkan dengan dirinya sendiri
maka hasil perbandingan diberi nilai 1. Skala 9 telah terbukti dapat diterima
dan bisa membedakan intensitas antar elemen. Hasil perbandingan tersebut
perbandingan perbandingan berpasangan dan maknanya yang diperkenalkan
oleh Saaty bisa dilihat di bawah.
Intensitas Kepentingan
1 = Kedua elemen sama pentingnya, Dua elemen mempunyai pengaruh yang
sama besar
3 = Elemen yang satu sedikit lebih penting daripada elemen yanga lainnya,
Pengalaman dan penilaian sedikit menyokong satu elemen dibandingkan
elemen yang lainnya
5 = Elemen yang satu lebih penting daripada yang lainnya, Pengalaman dan
penilaian sangat kuat menyokong satu elemen dibandingkan elemen yang
lainnya
7 = Satu elemen jelas lebih mutlak penting daripada elemen lainnya, Satu
elemen yang kuat disokong dan dominan terlihat dalam praktek.
9 = Satu elemen mutlak penting daripada elemen lainnya, Bukti yang
mendukung elemen yang satu terhadap elemen lain memeliki tingkat
penegasan tertinggi yang mungkin menguatkan.
2,4,6,8 = Nilai-nilai antara dua nilai pertimbangan-pertimbangan yang
berdekatan, Nilai ini diberikan bila ada dua kompromi di antara 2 pilihan
Kebalikan = Jika untuk aktivitas i mendapat satu angka dibanding dengan
aktivitas j , maka j mempunyai nilai kebalikannya dibanding dengan i
5. Menghitung nilai eigen dan menguji konsistensinya.
Jika tidak konsisten maka pengambilan data diulangi.
7. Menghitung vektor eigen dari setiap matriks perbandingan berpasangan
merupakan bobot setiap elemen untuk penentuan prioritas elemen-elemen
pada tingkat hirarki terendah sampai mencapai tujuan. Penghitungan
dilakukan lewat cara menjumlahkan nilai setiap kolom dari matriks, membagi
setiap nilai dari kolom dengan total kolom yang bersangkutan untuk
memperoleh normalisasi matriks, dan menjumlahkan nilai-nilai dari setiap
baris dan membaginya dengan jumlah elemen untuk mendapatkan rata-rata.
8. Memeriksa konsistensi hirarki.
Yang diukur dalam AHP adalah rasio konsistensi dengan melihat index
konsistensi. Konsistensi yang diharapkan adalah yang mendekati sempurna
agar menghasilkan keputusan yang mendekati valid. Walaupun sulit untuk
mencapai yang sempurna, rasio konsistensi diharapkan kurang dari atau sama
dengan 10 %.
Menurut Sutikno (2010), langkah-langkah menghitung nilai rasio konsistensi
yaitu:
1. Mengkalikan nilai pada kolom pertama dengan prioritas relatif elemen
pertama nilai pada kolom kedua dengan prioritas relatif elemen kedua, dan
seterusnya.
2. Menjumlahkan setiap baris.
3. Hasil dari penjumlahan baris dibagikan dengan elemen prioritas relatif yang
bersangkutan.
value(λmax).
5. Menghitung indeks konsistensi (consistency index) dengan rumus :
CI = (λmax-n)/n
Dimana
CI : Consistensi Index
λmax : Eigen Value
n : Banyak elemen
6. Menghitung konsistensi ratio (CR) dengan rumus:
CR=CI/RC
Dimana :
CR : Consistency Ratio, rasio konsistensi diharapkan kurang dari atau sama
dengan 10 %.
CI : Consistency Index
RC : Random Consistency
3.3. Sistem Pengambilan Keputusan
Pada prinsipnya terdapat dua basis dalam pengambilan keputusan, yaitu
berdasarkan intuisi dan rasional. Untuk intuisi seseorang mengambil peran yang
besar. Logika bahwa suatu keputusan telah dipilih/diambil tidak dapat diperiksa
secara logis. Untuk pengambilan keputusan secara rasional, keputusan dapat
Mengambil atau membuat keputusan adalah suatu proses yang
dilaksanakan orang berdasarkan pengetahuan dan informasi yang ada apa adanya
pada saat tersebut dengan harapan bahwa sesuatu akan terjadi. Keputusan dapat
diambil dari alternative-alternatif keputusan yang ada.
Pengambilan keputusan dapat melalui dua cara yaitu:
1. Pengambilan keputusan tanpa eksperimen, dilakukan dengan cara menyusun
secara sistematis cara kerja umum sebelum mencari solusi bagi masalah.
2. Pengambilan keputusan yang berdasarkan suatu percobaan, dilakukan dengan
penerapan pengolahan statistic dan diupayakan unuk memiliki kesalahan
seminimum mungkin.
Komponen-komponen yang harus ada dalam pengambilan keputusan berbasis
rasional atau analisis antaralain:
1. Alternatif Keputusan
Pilihan-pilhan keputusan yang jumlahnya lebih dari satu untuk mencapai
tujuan yang ingin ditetapkan.
2. Kriteria Keputusan
Pertimbangan dalam penetapan alternatif keputusan.
3. Bobot Kriteria
Skor setiap kriteria yang menggambarkan tinggi rendahnya kepentingan
kriteria tersebut dalam pengambilan keputusan.