PENDEKATAN RELIABILITY CENTERED MAINTENANCE (RCM) UNTUK MERENCANAKAN KEGIATAN PERAWATAN MESIN
DI PT. SMART, TBK
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
DIAN MAYA SARI NIM. 050403024
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
PT. SMART, Tbk. Medan merupakan salah satu perusahaan yang bergerak dalam bidang pengolahan bahan baku Crude Palm Oil (CPO) menjadi minyak goreng dan sterin. Kegiatan yang dilakukan oleh perusahaan ini secara umum terbagi dalam dua kegiatan yaitu kegiatan penerimaan hasil olahan kelapa sawit dari pelanggan dan proses penyaluran ke armada laut sebagai pengangkutan untuk kegiatan ekspor. Semakin meningkatnya kegiatan ekspor hasil olahan kelapa sawit maka pertumbuhan perusahaan sejenis akan meningkat.
Memasuki era persaingan yang semakin ketat maka perusahaan dituntut untuk memberikan performance terbaik dalam melakukan pelayanan kepada konsumen di antaranya dengan memberikan pelayanan yang memenuhi standar, harga yang terjangkau dan tepat waktu. Pada saat ini perusahaan sedang menghadapi permasalahan adanya downtime yang cukup besar yang menyebabkan rendahnya performance perusahaan dalam memberikan pelayanan dan masalah terjadinya kerusakan mesin yang tidak terdeteksi. Adanya downtime yang tinggi terlihat dari banyaknya waktu yang terbuang untuk memperbaiki kerusakan mesin yang terjadi secara tiba-tiba.
Tujuan dari penelitian yang dilakukan adalah mendapatkan rancangan kegiatan perawatan mesin/ komponen yang efektif untuk dapat diterapkan di PT. SMART, Tbk. Medan dengan menggunakan pendekatan Reliability Centered Maintenance (RCM). Setelah dilakukan penelitian diketahui bahwa mesin kritis yang membutuhkan perawatan intensif adalah mesin boiler. Komponen pada sub sistem air umpan yang sering mengalami kerusakan adalah komponen bearing pada soot blower dan baut penghubung pada screwfeeder dan motor listrik. Distribusi ketiga komponen berdistribusi weibull dua parameter.
Tindakan perawatan yang dapat dilakukan adalah melaksanakan periksaan secara harian, bulanan dan tahunan untuk semua peralatan mesin boiler. Penggantian komponen bearing dilakukan pada saat usia komponen memasuki bulan kedua, komponen baut penghubung pada screwfeeder dan motor listrik dilakukan pada bulan kelima dan untuk komponen seal pada feed water pump pada saat usia komponen memasuki bulan ketiga.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Allah SWT yang senantiasa
memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan laporan
Tugas Akhir ini dengan baik.
Penelitian dilaksanakan di PT. Smart, Tbk. yang bergerak dalam bidang
pengolahan bahan baku Crude Palm Oil (CPO) menjadi minyak goreng dan
sterin. Tugas sarjana merupakan salah satu syarat akademis yang harus dipenuhi
untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara.
Tugas Sarjana ini berjudul “PENDEKATAN RELIABILITY CENTERED MAINTENANCE (RCM) UNTUK MERENCANAKAN KEGIATAN PERAWATAN MESIN DI PT. SMART, TBK”.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna
dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini dan
penulis berharap agar laporan ini bermanfaat bagi semua pihak yang
memerlukannya.
Medan, Desember 2011
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini penulis banyak mendapat bantuan dari
berbagai pihak sehingga laporan ini dapat diselesaikan. Pada kesempatan ini
dengan kerendahan hati dan ketulusan hati penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri
Fakultas Teknik Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekertaris Departemen Teknik Industri
Fakultas Teknik Universitas Sumatera Utara.
3. Pak Ir. Parsaroan Parapat, M.Si. selaku Dosen Pembimbing I atas
kesediaannya meluangkan waktu untuk membimbing dan memberikan arahan
kepada penulis dalam penulisan laporan.
4. Pak Ikhsan Siregar, ST. M.Eng selaku Dosen Pembimbing II atas
kesediaannya meluangkan waktu untuk membimbing dan memberikan arahan
kepada penulis dalam penulisan laporan.
5. Pak Khalil selaku perwakilan dari PT. Smart, Tbk.Medan.
6. Teman-teman seperjuangan Arih, Rahmi, Adel, Jhon, Antoni, Yogi dan
teman-teman angkatan 2005 di Departemen Teknik Industri USU selaku
tempat untuk bertukar informasi dan berbagi untuk permasalahan Tugas Akhir
dan akademik/non akademik lainnya.
DAFTAR ISI
BAB HALAMAN
LEMBAR PENGESAHAN ... ii
SERTIFIKAT SIDANG SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I – 1
1.2. Rumusan Permasalahan ... I – 3
1.3. Tujuan Penelitian ... I – 3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
1.5. Batasan Masalah dan Asumsi ... I – 4
1.6. Sistematika Penulisan Tugas Akhir ... I – 5
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II – 1
2.2. Ruang Lingkup Bidang Usaha ... II – 2
2.3. Struktur Organisasi ... II – 3
2.4. Uraian Tugas,Wewenang dan Tanggung Jawab ... II – 6
2.5. Tenaga Kerja dan Jam Kerja ... II – 11
2.5.1. Tenaga Kerja ... II – 11
2.5.2. Jam Kerja ... II – 12
2.6. Proses Produksi ... II – 13
2.6.1. Bahan-Bahan yang Digunakan ... II – 14
2.6.1.1. Bahan Baku ... II – 14
2.6.1.2. Bahan Penolong ... II – 14
2.6.1.3. Bahan Tambahan ... II – 15
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI
3.1. Reliability Centered Maintenance (RCM) ... III – 1 3.2. Failure Mode, Effects and criticality Analysis (FMECA) ... III – 2 3.3. Evaluasi Keandalan ... III – 3 3.3.1. Keandalan ... III – 3 3.3.2. Mean Time To Failure (MTTF)... III – 5 3.4. Fault Tree Analysis (FTA) ... III – 6
3.5. Analisis Pohon Keputusan ... III – 8
3.6. Perawatan (Maintenance) ... III – 9
IV METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian ... IV – 1
4.2. Rancangan Penelitian ... IV – 1
4.2.1. Data Primer ... IV – 1 4.2.1. Data Sekunder... IV – 2 4.3. Objek Penelitian ... IV – 3
4.4. Variabel Penelitian ... IV – 3
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.6. Pelaksanaan Penelitian... IV – 4
4.7. Metode Pengolahan Data ... IV – 4 4.8. Analisis Data ... IV – 5
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data... V – 1
5.1.1. Mekanisme Kegiatan PT. Smart, Tbk. ... V – 1
5.1.2. Bagian-bagian dan Cara Kerja Mesin ... V – 5
5.2. Pengolahan Data ... V – 11
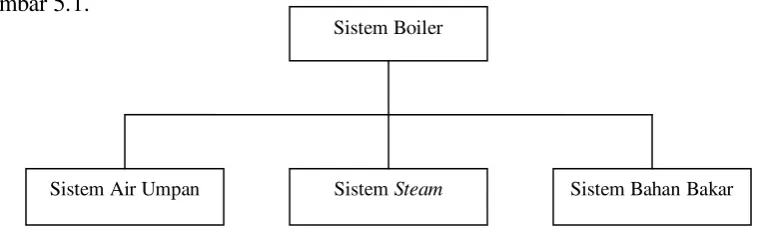
5.2.1. Identifikasi Sistem yang Memerlukan Perawatan ... V – 12
5.2.2. Identifikasi Data Historis yang Berhubungan
dengan Keandalan Mesin ... V – 17
5.2.3. Identifikasi Kegagalan Sistem dengan Teknik Analisis
Kegagalan Failure Modes and Efeects Analysis (FMEA) ... V – 21
5.2.4. Penentuan Solusi Alternatif untuk Mencegah Kegagalan .... V – 24
5.2.5. Pengklasifikasian Kebutuhan Perawatan Mesin yang
akan Dilakukan ... V – 29
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.5.2. Penentuan Parameter Distribusi Weibull ... V – 37
5.2.5.3. Penentuan Konsep Keandalan ... V – 46
5.2.5.4. Penentuan Preventive Replacement Time ... V – 47
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Failure Mode and Effect Analysis (FMEA) ... VI – 1
6.2. Analisis Penyebab Kerusakan Komponen ... VI – 2
6.3. Analisis Solusi Alternatif Kegiatan Perawatan ... VI – 7
6.3.1. Bucket Elevator. ... VI – 7
6.3.2. Screw Feeder ... VI – 7
6.3.3. Soot Blower ... VI – 8
6.3.4. FD Fan ... VI – 8
6.3.5. Fuel Transport Fan ... VI – 8
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII – 1
7.2. Saran ... VII – 2
DAFTAR TABEL
TABEL HALAMAN
2.1. Rincian Tenaga Kerja di PT. SMART, Tbk. Medan ... II – 11
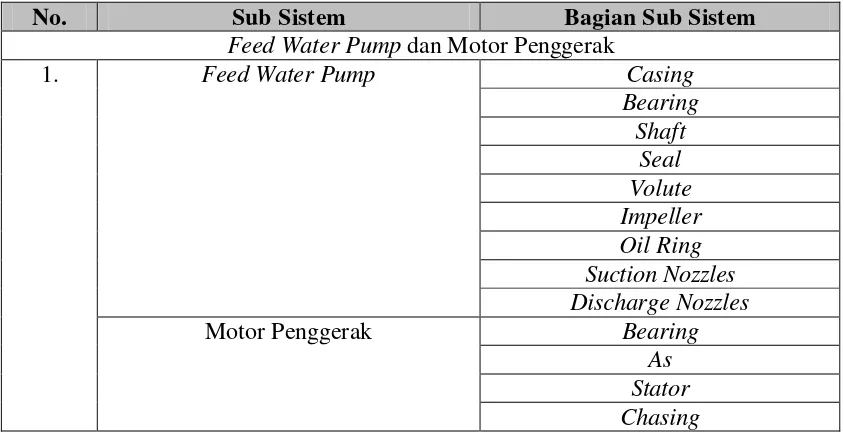
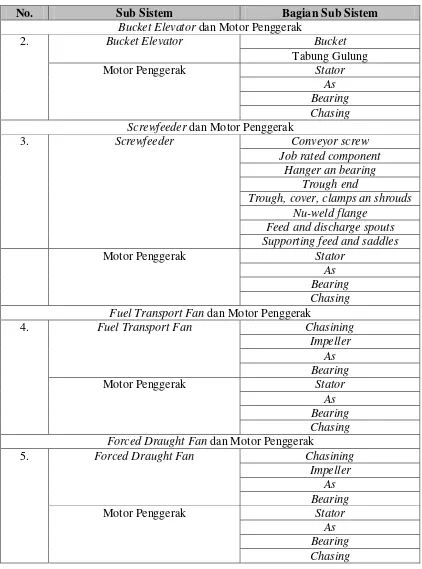
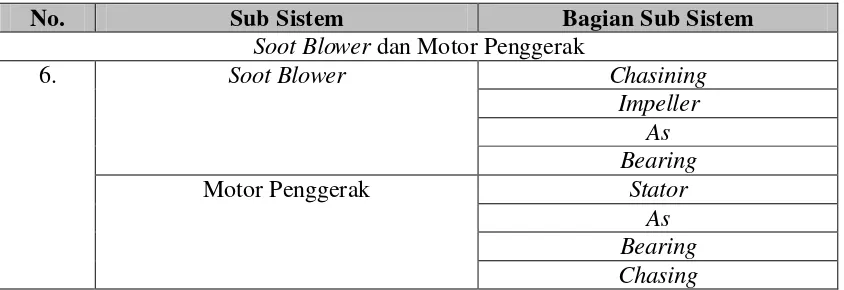
5.1. Sub Sistem dan Bagian-bagian Sub Sistem yang
Memerlukan Perawatan ... V – 17
5.2. Data Selang Waktu Antar Kerusakan Komponen ... V – 20
5.3. Failure Mode and Effect Analysis (FMEA) ... V – 22
5.4. RCM Decision Worksheet ... V – 25
5.5. Penentuan Tindakan Solusi Alternatif Kegiatan Perawatan ... V – 27
5.6. Penentuan Tindakan Kegiatan Perawatan ... V – 29
5.7. Daftar Kegiatan Pemeriksaan Peralatan ... V – 30
5.8. Uji Distribusi Weibull Dua Parameter Bearing pada Soot Blower ... V – 32
5.9. Uji Distribusi Weibull Dua Parameter Baut Penghubung pada
Screwfeeder dan Motor Listrik ... V – 34
5.10. Uji Distribusi Weibull Dua Parameter Seal pada Feed Water Pump .. V – 36
5.11. Menentukan Parameter Weibull Bearing pada Soot Blower ... V – 39
5.12. Menentukan Parameter Weibull Komponen Baut Penghubung pada
Screw Feeder dan Motor Listrik ... V – 42
5.13. Menentukan Parameter Weibull Komponen Seal pada Feed Water
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.14. Konsep Keandalan dengan Distribusi Weibull Dua Parameter ... V – 46
5.15. Data Waktu yang Diperlukan untuk Penggantian Komponen
karena Kerusakan dan Waktu Penggantian Komponen karena
Kegiatan Preventif ... V – 47
5.16. Nilai H(tp) pada Masing-masing Interval Waktu Kerusakan
untuk Komponen Bearing pada Soot Blower ... V – 49
5.17. Total Downtime dari Beberapa Interval Waktu tp untuk Komponen
Bearing pada Soot Blower ... V – 50
5.18. Nilai H(tp) pada Masing-masing Interval Waktu Kerusakan
untuk Komponen Baut Penghubung pada Screw Feeder dan Motor
Listrik ... V – 51
5.19. Total Downtime dari Beberapa Interval Waktu tp untuk Komponen
Baut Penghubung pada Screw Feeder dan Motor Listrik ... V – 51
5.20. Nilai H(tp) pada Masing-masing Interval Waktu Kerusakan
untuk Komponen Seal pada Feed Water Pump ... V – 52
5.21. Total Downtime dari Beberapa Interval Waktu tp untuk Komponen
Seal pada Feed Water Pump ... V – 53
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. SMART, Tbk. Medan ... II – 5
2.2. Skema Proses Produksi Pembuatan Minyak Goreng pada
PT. SMART, Tbk. Medan ... II – 17
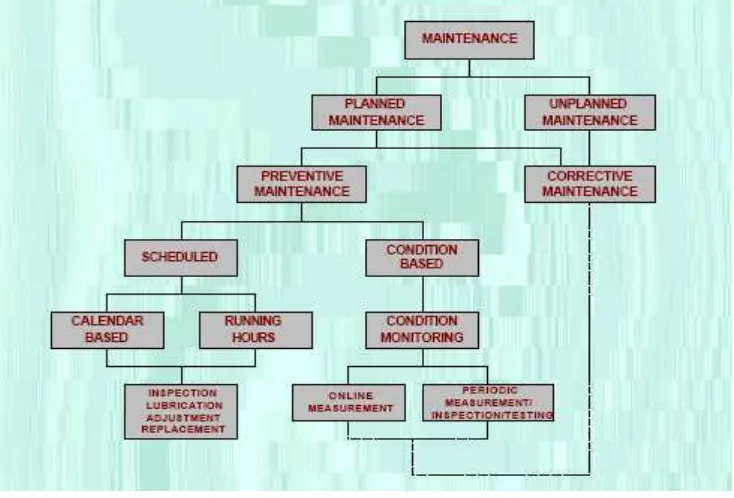
3.1. Pembagian Jenis-jenis Perawatan... III – 10
4.1. Tahapan Proses Penelitian ... IV – 7
4.2. Skema Pengolahan Data Pendekatan Reliability Centered
Maintenance (RCM) ... IV – 8
4.3. Skema Analisis Data Pendekatan Reliability Centered
Maintenance (RCM) ... IV – 9
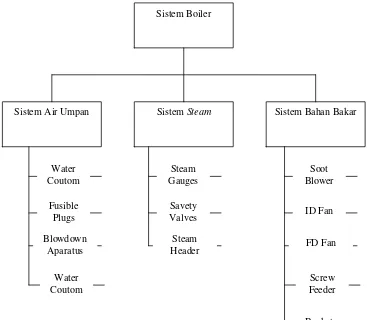
5.1. Pembagian Sub Sistem pada Sistem Boiler ... V – 2
5.2. Diagram Mekanisme Kerja Mesin Boiler ... V – 4
5.3. Peralatan Untuk Setiap Bagian-Bagian Fungsi Sub
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Gambar Mesin Boiler ... L – 1
2. Gambar Blower Sentrifugal ... L – 2
3. Gambar Fan Sentrifugal ... L – 3
4. Gambar Pompa Sentrifugal ... L – 4
5. Gambar Komponen Bearing ... L – 5
6. Gambar Komponen Screwfeeder ... L – 6
ABSTRAK
PT. SMART, Tbk. Medan merupakan salah satu perusahaan yang bergerak dalam bidang pengolahan bahan baku Crude Palm Oil (CPO) menjadi minyak goreng dan sterin. Kegiatan yang dilakukan oleh perusahaan ini secara umum terbagi dalam dua kegiatan yaitu kegiatan penerimaan hasil olahan kelapa sawit dari pelanggan dan proses penyaluran ke armada laut sebagai pengangkutan untuk kegiatan ekspor. Semakin meningkatnya kegiatan ekspor hasil olahan kelapa sawit maka pertumbuhan perusahaan sejenis akan meningkat.
Memasuki era persaingan yang semakin ketat maka perusahaan dituntut untuk memberikan performance terbaik dalam melakukan pelayanan kepada konsumen di antaranya dengan memberikan pelayanan yang memenuhi standar, harga yang terjangkau dan tepat waktu. Pada saat ini perusahaan sedang menghadapi permasalahan adanya downtime yang cukup besar yang menyebabkan rendahnya performance perusahaan dalam memberikan pelayanan dan masalah terjadinya kerusakan mesin yang tidak terdeteksi. Adanya downtime yang tinggi terlihat dari banyaknya waktu yang terbuang untuk memperbaiki kerusakan mesin yang terjadi secara tiba-tiba.
Tujuan dari penelitian yang dilakukan adalah mendapatkan rancangan kegiatan perawatan mesin/ komponen yang efektif untuk dapat diterapkan di PT. SMART, Tbk. Medan dengan menggunakan pendekatan Reliability Centered Maintenance (RCM). Setelah dilakukan penelitian diketahui bahwa mesin kritis yang membutuhkan perawatan intensif adalah mesin boiler. Komponen pada sub sistem air umpan yang sering mengalami kerusakan adalah komponen bearing pada soot blower dan baut penghubung pada screwfeeder dan motor listrik. Distribusi ketiga komponen berdistribusi weibull dua parameter.
Tindakan perawatan yang dapat dilakukan adalah melaksanakan periksaan secara harian, bulanan dan tahunan untuk semua peralatan mesin boiler. Penggantian komponen bearing dilakukan pada saat usia komponen memasuki bulan kedua, komponen baut penghubung pada screwfeeder dan motor listrik dilakukan pada bulan kelima dan untuk komponen seal pada feed water pump pada saat usia komponen memasuki bulan ketiga.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
PT. SMART, Tbk. Medan merupakan salah satu perusahaan yang bergerak
dalam bidang pengolahan bahan baku Crude Palm Oil (CPO) menjadi minyak
goreng dan sterin. Kegiatan yang dilakukan oleh perusahaan ini secara umum terbagi dalam dua kegiatan yaitu kegiatan penerimaan hasil olahan kelapa sawit dari pelanggan dan proses penyaluran ke armada laut sebagai pengangkutan untuk kegiatan ekspor. Semakin meningkatnya kegiatan ekspor hasil olahan kelapa sawit maka pertumbuhan perusahaan sejenis akan meningkat.
Tidak sedikit pihak yang berpendapat bahwa maintenance menjadi salah satu faktor penghambat untuk meningkatkan keuntungan dan juga sekaligus menjadi faktor penting dalam kelangsungan hidup suatu perusahaan. Banyak masalah yang dihadapi sebuah perusahaan terutama pada kegagalan (kurang efektifnya) kegiatan maintenance, yang mengakibatkan tingginya angka breakdown yang seharusnya bisa ditekan dengan metode maintenance yang sesuai dan sistem pemeliharaan mesin yang optimal.
perencanaan perawatan yang tidak baik adalah penggunaan waktu yang terlalu besar untuk mengatasi kerusakan mesin.
Sistem pemeliharaan mesin yang terdapat di PT. Smart, Tbk. yang belum terencana dan terlaksana dengan baik akan mempengaruhi seluruh kegiatan produksi yang akan berakibat pada menurunnya kualitas produk yang dihasilkan. Oleh karena itu, perlu dilakukan penelitian untuk merancang sistem pemeliharaan mesin di PT. Smart, Tbk. pendekatan yang digunakan dalam perancangan sistem pemeliharaan mesin dalam penelitian ini adalah Reliability Centered Maintenance (RCM). RCM merupakan suatu pendekatan yang sistematis, sangat terstruktur dan berdisiplin tinggi untuk memaksimumkan keselamatan dan fungsi aset peralatan. RCM menggunakan suatu kerangka kerja yang akurat dan mengidentifikasikan seluruh potensial atau cara suatu aset bisa gagal.
1.2. Rumusan Permasalahan
PT. SMART, Tbk. pada saat ini sedang menghadapi permasalahan berupa tingginya kegagalan komponen mesin yang berakibat pada penurunan produktivitas perusahaan dalam memberikan pelayanan terhadap konsumen. Oleh sebab itu, perlu dilakukan pengembangan sistem pemeliharaan mesin dengan penerapan Reliability Centered Maintenance (RCM) di PT. SMART, Tbk.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini terbagi dua yaitu: a. Tujuan Umum
Tujuan umum dari penelitian yang dilakukan adalah mengimplementasikan Reliability Centered Maintenance (RCM) untuk mendapatkan sistem pemeliharaan mesin yang efektif dan efisien di PT. SMART, Tbk.
b. Tujuan Khusus
Tujuan khusus dari penelitian yang dilakukan adalah:
1. Mengetahui kategori/ prioritas komponen dan menyediakan rekomendasi tingkat standar untuk pemeliharaan komponen mesin berdasarkan karakteristik operasi di PT. SMART, Tbk. dengan pendekatan Reliability Centered Maintenance (RCM).
1.4. Manfaat Penelitian
Manfaat yang ingin dicapai dari penelitian ini adalah:
1. Memberi masukan bagi perusahaan dalam merancang sistem perawatan mesin/komponen yang efektif dan applicable untuk dapat diterapkan di PT. SMART, Tbk.
2. Menjadi sarana bagi penulis dalam latihan untuk menerapkan dan
mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan
membandingkan antara teori yang diperoleh dengan permasalahan pada
perusahaan.
3. Dapat mempererat kerjasama antara perusahaan dengan Departeman Teknik
Industri serta memperluas pengenalan akan Jurusan Teknik Industri Fakultas
Teknik Universitas Sumatera Utara.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah diperlukan dalam sebuah penelitian agar penelitian tersebut mampunyai ruang lingkup pembahasan yang jelas. Dalam penelitian ini batasan permasalah yang dipergunakan adalah:
1. Jenis mesin yang akan menjadi subjek penelitian dipilih dari keseluruhan jenis mesin yang dipakai di PT. SMART, Tbk. dengan kriteria mesin yang dianggap kritis bagi perusahaan.
2. Kegiatan pemeliharaan dan perawatan yang berupa cara perbaikan, pembongkaran, penggantian dan pemasangan peralatan tidak dibahas.
Asumsi-asumsi yang digunakan untuk pembahasan permasalahan dalam penelitian ini adalah:
1. Tidak terjadi perubahan sistem pada perusahaan seperti metode kerja selama
penelitian berlangsung.
2. Tidak ada penambahan mesin baru selama penelitian berlangsung.
3. Setiap kebijaksanaaan yang diambil yang berhubungan dengan perhitungan
dan pengelolahan data adalah yang dapat diterima karena telah
dikonsultasikan dengan pihak perusahaan.
1.6. Sistematika Penulisan Tugas Sarjana
Agar lebih mudah untuk dipahami dan ditelusuri maka sistematika
penulisan tugas sarjana ini akan disajikan dalam beberapa bab sebagai berikut:
BAB I PENDAHULUAN
Dalam bab ini akan diuraikan mengenai latar belakang
permasalahan, rumusan permasalahan, tujuan penelitian, manfaat
penelitian, batasan dan asumsi yang digunakan serta sistematika
penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi
dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
menguatkan metode dan teknik yang dipakai untuk memecahkan
permasalahan dalam penelitian di perusahaan
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan
hingga penyusunan laporan tugas akhir secara ringkas disertai
diagram alirnya dan kerangka perencanaan sistem pemeliharaan
dengan pendekatan Reliability Centered Maintenance (RCM). BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data-data hasil penelitian yang diperoleh dari hasil
pengamatan dan pengukuran yang dilakukan di lapangan sebagai
bahan untuk melakukan pengolahan data yang digunakan sebagai
dasar pada pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan
masalah berdasarkan hasil pengolahan data yang telah dilakukan.
BAB VII KESIMPULAN DAN SARAN
Bab ini berisikan kesimpulan yang dapat diambil oleh penulis dari
hasil penelitian ini serta rekomendasi saran-saran yang perlu bagi
perusahaan dan perbaikan penelitian ini kedepannya..
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. SMART, Tbk. Medan termasuk dalam SINAR MAS GROUP.
Didalam melaksanakan operasional usahanya, PT. SMART, Tbk. Medan
mempunyai pabrik beserta kelengkapan fasilitas produksi utama dan pendukung
yang berada di Kawasan Berikat Belawan, Medan, Sumatera Utara dengan status
hak milik yang dikeluarkan oleh Pejabat Pembuat Akta Tanah Kota Medan
Nomor 65 dan oleh kantor Agraria Kota Medan Nomor A 1424361 dan A
1424362, dengan total luas lahan 64.970 m2 dengan dukungan instalasi Tangki
Timbun (Bulking Installation) yang berada di Jalan Ujung Baru, Kelurahan
Belawan I, Kecamatan Medan Belawan, Medan.
Keberadaan PT. SMART, Tbk. Medan awalnya adalah PT Ivo mas
Tunggal yang berdiri pada tahun 1984 dengan pengolahan bahan baku Crude
Palm Oil (CPO) menjadi minyak goreng dan sterin. Pada tempat yang sama tahun
1986 berdiri PT. SMART Corporation dengan pengolahan Palm Kernel (PK)
menjadi Crude Palm Kernel Oil (CPKO) dan Palm Kernel Expeler (PKE). Sejalan
dengan perkembangan usaha, maka sejak tahun 2000 kedua perusahaan dilebur
menjadi satu dan berganti nama menjadi PT. SMART, Tbk.
Pemodalan yang dimiliki PT. SMART, Tbk. adalah pemodalan dalam
per tahun untuk produk utama yaitu Refined Bleached Deodorized Stearin (RBD
Stearin) dan Refined Bleached Olein (RBD Olein), pada industri pengolahan
minyk sawit menjadi minyak goreng masing-masing adalah 270.000 ton/tahun
dan 90.000 ton/tahun, sedangkan untuk produksi lainnya adalah Palm Fatty Acid
Destilate (PFAD) dengan kapasitas produksi sekitar 16.320 ton/tahun.
Dalam keseluruhan pelaksanaan proses produksi untuk menghasilkan
produknya, terdapat beberapa proses utama yang dijalankan di PT. SMART, Tbk.
Medan yaitu Refinery plant, Fractination Plant, Margarine Plant dan Filling
Plant. Dengan proses tersebut dihasilkan produk non-branded dan product
branded yang merupakan produk perusahaan.
2.2. Ruang Lingkup Bidang Usaha
PT. SMART, Tbk. Medan bergerak dalam bidang pengolahan Crude Plam
Oil (CPO) sebagai bahan baku utama yang diperoleh dari pabrik-pabrik
pengolahan kelapa sawit, baik yang berada di Sumatera Utara maupun di luar
Sumatera Utara.
Produk yang dihasilkan dari pengolahan Crude Palm Oil (CPO) ini adalah
minyak goreng RBDOL (Refined Balched Deodorized Olein) atau disebut juga
olein sebagai produk utama dan RBDST (Refiened Balched Deodorized Stearin)
atau disebut juga stearin serta PFAD (Palm Fatty Acid Destilate) sebagai produk
sampingan.
Proses produksi di PT. SMART, Tbk. Medan dikategorikan atas dua
1. Proses refinery, yaitu proses pemisahan fatty acid dan proses menghilangkan
bau yang disebut deodorized.
2. Proses fraksinasi, merupakan proses pemisahan fraksi padat (stearin) dan
fraksi cair (olein) dengan cara kristalisasi dan filtrasi.
Produk berupa RBDOL (Refined Blached Deodororized Olein) dipasarkan
di dalam negeri dalam kemasan bermerek “Filma”, yang diproduksi dan diolah
oleh pabrik PT. SMART, Tbk. Medan. Olein ini selain dijual kepada masyarakat
umum dalam negeri juga banyak yang diekspor ke luar negeri. Dengan alasan ini
PT. SMART, Tbk. Medan ditutut untuk benar-benar menjaga mutu produksi
perusahaan tersebut supaya dapat dijaga kestabilan serta aman untuk dikonsumsi.
2.3. Struktur Organisasi
Struktur organisasi adalah bagian yang menggambarkan hubungan
kerjasama antara dua orang atau lebih dengan tugas yang saling berkaitan untuk
pencapaian suatu tujuan tertentu.
Struktur organisasi bagi perusahaan mempunyai peranan yang sangat
penting dalam menentukan dan memperlancar jalannya roda perusahaan.
Pendistribusian tugas, wewenang dan tanggung jawab serta hubungan satu sama
lain dapat digambarkan pada suatu struktur organisasi, sehingga para pegawai dan
karyawan akan mengetahui dengan jelas apa tugas yang harus dilakukan serta dari
siapa perintah diterima dan kepada siapa harus bertanggung jawab.
tindih dalam perintah dan tanggung jawab. Organisasi ditentukan atau dipengaruhi
oleh badan usaha, jenis usaha dan besarnya usaha dan sistem produksi perusahaan.
Dalam rangka mencapai efektifitas dan efisiensi kerja yang baik, PT.
SMART, Tbk. Medan telah berusaha menciptakan pengendalian intern yang
sesuai dengan menyusun unit-unit kerja yang ditunjukkan pada Gambar 2.1.
Struktur organisasi PT. SMART, Tbk. Medan menggunakan struktur staff lini
Personnel & General
Affairs Department Manufacturing Department
Commercial Department
General Manager
Management Representative/ Koordinator Food Safety
Finance & Accounting
Department CBS Department
V. Team Operations
Quality Management Department Engineering Section Purchasing Section Production Section Marsho Plant Section Warehouse Section PPIC Section Process Engineering Section Operation Section Quality Control Section Customer & Supplier Compliance Section CA Documentation & Assessment Section Bulk Trading Section Logistic Section Bulking Belawan Section Personnel Section General Admin Section Environment Health, Fire, Safety Section Weigh Bridge Unit Tank Farm Unit Terminal PK Unit Terminal CPO Unit Maintena nce Unit Mechan ic Sub Unit Utility Unit Electric Sub Unit Power house Sub Unit Boiler House Sub Unit Spare Part Unit Packaging Material & Chemical Unit Margarine & Fat Unit
Filling Unit Refinery & Fractionat ion Unit Refine ry Sub Unit Kernel Crushing Unit Fractio nation Sub Unit Prebgi ng Sub Unit Storage Sub Unit OTO Unit Installati on Unit Logistic Trading Unit Finished Goods Unit Trading Palm Unit Trading Lauric Unit Admin Local Unit Admin Export Unit NOTE:
Not involved in the QMS
Struktur organisasi staff lini fungsional merupakan suatu bentuk struktur
organisasi dimana kekuasaan dan tanggung jawab diturunkan secara garis dari
tingkat pimpinan atas kepada tingkat bawahannya. Dalam melaksanakan kegiatan
perusahaan, PT. SMART, Tbk. Medan menggunakan struktur organisasi yang
disusun sedemikian rupa sehingga jelas terlihat batas-batas tugas, wewenang dan
tanggung jawab dari setiap personel dalam organisasi tersebut. Dengan demikian
diharapkan adanya suatu kejelasan arah dan koordinasi untuk mencapai tujuan
perusahaan.
Untuk mencapai tujuan dan sasaran yang telah ditetapkan, maka struktur
organisasi yang digunakan oleh PT. SMART, Tbk. Medan adalah hubungan
berbentuk garis dan staf dimana atasan langsung berfungsi sebagai pengawas
terhadap bawahannya. Dalam menjalankan struktur organisasinya ada pembagian
tugas yang jelas antara pimpinan, staff dan pelaksana. Dalam melakukan
pengambilan keputusan lebih mudah dicapai karena anggota-anggota staff yang
ahli dalam bidangnya yang dapat memberi nasehat dan mengerjakan perencanaan
yang teliti, koordinasi dapat dengan mudah dikerjakan karena sudah ada
2.5. Tenaga Kerja dan Jam Kerja 2.5.1. Tenaga Kerja
PT. SMART, Tbk. Medan memiliki tenaga kerja yang terdiri dari
karyawan tetap dan harian/ kontraktor dengan jumlah 599 orang. Karyawan
tersebut ditempatkan sesui dengan kebutuhan perusahaan. Untuk menjalankan
rutinitas produksi, PT. SMART, Tbk. Medan memiliki pembagian tenaga kerja
tetap dan tenaga kerja harian/ kontraktor.
Berdasarkan jam kerjanya tenaga kerja di perusahaan ini dikelompokkan
atas dua bagian, yaitu:
1. Kelompok kerja langsung, yaitu kelompok kerja yang harus bekerja secara
terus menerus di dalam unit kerja. Kelompok ini langsung berhubungan
dengan proses yaitu bagian produksi dan laboratorium.
2. Kelompok kerja tidak langsung, yaitu kelompok kerja yang hanya bekerja
secara periodik di dalam unit kerja, antara lain pegawai kantor dan petugas
kebersihan.
Tabel 2.1. Rincian Tenaga Kerja di PT. SMART, Tbk. Medan.
Klasifikasi Pekerjaan
Jenis Kelamin Jlh. Tenaga
Lokal
Pendidikan
Pria Wanita Jumlah SD SMP SMU/S
TM Akademi/Univ.
Staff 57 35 92 92 - - - 92
Karyawan 319 36 355 355 13 20 256 66
Karyawan
Kontrak 137 15 152 152 - - 104 48
2.5.2. Jam kerja
Jam kerja yang berlaku di PT. SMART, Tbk. Medan terbagi atas dua,
yaitu:
1. General time (non shift)
General time adalah waktu kerja yang berlaku untuk karyawan yang
bekerja di kantor (mis, bagian administrasi). Waktu kerja yang berlaku di bagian
ini yaitu:
– Pada hari Senin sampai Kamis:
Pukul 08.00 – 12.00 WIB (bekerja)
Pukul 12.00 – 13.00 WIB (istirahat)
Pukul 13.30 – 16.00 WIB (bekerja)
– Hari Jumat:
Pukul 08.00 – 12.00 WIB (bekerja)
Pukul 12.00 – 13.30 WIB (istirahat)
Pukul 13.30 – 16.00 WIB (bekerja)
– Pada hari Sabtu:
Pukul 08.00 – 13.00 WIB (bekerja)
2. Shift time
Karena proses produksi di PT. SMART, Tbk. Medan berlangsung selama
24 jam, maka waktu kerja untuk karyawan yang bekerja di lantai pabrik dibagi
atas 3 shift kerja. Karyawan yang bekerja pada shift tersebut dibagi lagi atas 4
kelompok (grup) yang jadwal kerjanya diatur oleh perusahaan. Pembagian waktu
Shift I : 08.00 – 16.00 WIB
Shift II : 16.00 – 24.00 WIB
Shift II : 24.00 – 08.00 WIB
Karyawan yang bekerja shift untuk setiap minggu bekerja dengan 3 (tiga)
shift sekaligus, sehingga untuk perggantian shift setiap minggunya terdapat waktu
libur yang disebut “Day Off”.
2.6. Proses Produksi
Produksi merupakan fungsi pokok dalam setiap organisasi, yang
merupakan aktivitas yang bertanggung jawab untuk menciptakan nilai tambah
produk yang merupakan output dari setiap organisasi industri. Proses produksi
merupakan bagian yang sangat penting di dalam suatu perusahaan. Dimulai dari
keinginan untuk dapat memproduksi suatu rancangan produk tertentu, proses
produksi membantu perusahaan untuk menemukan teknik-teknik pengerjaan
maupun pengolahan material yang efektif dan efisien untuk menghasilkan produk
yang sesuai dengan standar mutu yang telah ditetapkan.
Selanjutnya dari keinginan untuk mencari suatu teknik dalam membuat
produk yang efektif dan efisien, kemudian sampai pada permasalahan tentang
langkah-langkah perencanaan dan pengendalian semua langkah produksi tersebut
yang lebih efisien. Tentunya hal ini juga dilakukan oleh PT. SMART, Tbk. Medan
agar dapat menghasilkan minyak goreng dan margarin yang sesuai dengan
2.6.1. Bahan-Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi dapat dikelompokkan
atas bahan baku, bahan penolong dan bahan tambahan.
2.6.1.1.Bahan Baku
Bahan Baku adalah bahan utama yang digunakan dalam pembuatan
produk, ikut dalam proses produksi dan memiliki persentase yang besar
dibandingkan bahan-bahan lainnya. Jadi bahan baku ini dapat juga disebut sebagai
bahan utama. PT. SMART, Tbk. Medan menggunakan bahan baku Crude Palm
Oil (CPO). Bahan baku tersebut diperoleh dari pabrik-pabrik pengolahan kelapa
sawit, baik yang berada di Sumatera Utara maupun di luar Sumatera Utara seperti
di Kalimantan, Riau dan P. Halaban.
CPO yang berasal dari masing-masing PKS tersebut diangkut ke PT.
SMART, Tbk. Medan dengan mobil tangki dan kereta api (wagon) sedangkan
yang berasal dari Kalimantan, Riau dan P. Halaban menggunakan Kapal Tanker.
2.6.1.2.Bahan Penolong
Bahan penolong adalah bahan yang ikut dalam proses produksi tetapi tidak
ada dalam produk, atau dengan kata lain bahan penolong berfungsi untuk
memperbaiki proses produksi. Bahan penolong yang digunakan dalam proses
produksi di PT. SMART, Tbk. Medan adalah:
1. Bleaching earth
a. Mengadsorbsi kotoran-kotoran (impurities) yang tidak diinginkan, seperti:
kandungan logam, karoten, kelembaban, bahan tak larut, dan pigmen
lainnya,
b. Mengurangi tingkat oksidasi produk,
c. Sebagai bahan pemucat dalam pengambilan warna pada proses bleaching.
2. AsamPhospat (H3PO4)
Asam Phospat berfungsi untuk mengikat posfatida (gum/getah), kandungan
logam, dan kotoran lainnya menjadi gumpalan-gumpalan kecil dalam proses
degumming.
2.6.1.3.Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan pada alur proses dan
masih terdapat didalam produk akhir, atau dengan kata lain bahan tambahan
berfungsi untuk memperbaiki tampilan produk, seperti cita rasa dan daya tarik
sehingga menghasilkan suatu produk akhir yang siap untuk dipasarkan. Pada PT.
SMART, Tbk. Medan Bahan tambahan yang digunakan dalam proses produksi
adalah:
• Bahan tambahan pangan, yang terdiri dari:
a. Antioksida
b. Vitamin A, B dan D
c. Garam
2.6.2. Uraian Proses
Proses produksi adalah metode atau teknik untuk membuat suatu barang
atau jasa bertambah nilainya dengan menggunakan sumber tenaga kerja, mesin,
bahan baku, bahan penolong dan dana yang ada.
Proses pengolahan yang dilakukan terhadap bahan baku Crude Palm Oil
dilaksanakan dalam proses utama, yaitu:
1. Proses Refinery
2. Proses Fraksinasi
Pada tahap awal, bahan baku CPO ditimbun dalam tangki dalam stasiun
penerimaan dengan kapasitas 2000 ton per hari. CPO yang terdapat pada tangki
penimbunan mengalami perlakuan pemanasan yang dilakukan secara kontinu, di
mana temperatur CPO dipertahankan pada suhu 40 – 500C dengan menggunakan
steam. Tujuan pemanasan ini adalah:
- Untuk mencegah terjadinya pembekuan CPO
- Memudahkan pemisahan CPO dengan kotoran dan air
- Memudahkan proses kristalisasi pada tahap pemisahan olein dan stearin
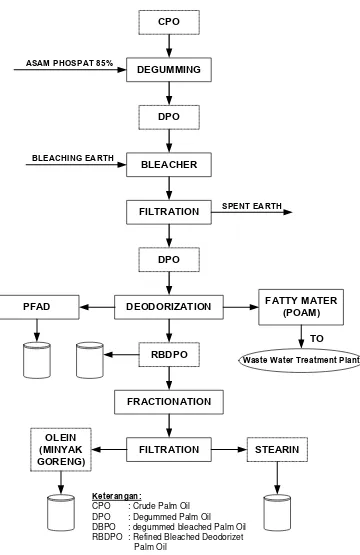
Pada Gambar 3.2. dapat dilihat block diagram dari proses produksi dari
CPO
DEGUMMING
BLEACHER DPO
FILTRATION
DPO
DEODORIZATION
RBDPO
FRACTIONATION
FILTRATION
PFAD FATTY MATER
(POAM)
STEARIN OLEIN
(MINYAK GORENG)
Waste Water Treatment Plant TO
SPENT EARTH BLEACHING EARTH
ASAM PHOSPAT 85%
Keterangan:
CPO : Crude Palm Oil
DPO : Degummed Palm Oil
DBPO : degummed bleached Palm Oil
[image:34.595.141.501.104.659.2]RBDPO : Refined Bleached Deodorizet Palm Oil
1. Proses Refinery
Tujuan proses refinery adalah untuk memurnikan Crude Palm Oil (CPO)
sehingga didapat kualitas Refined Bleached Deodorized Palm Oil (RBDPO), yang
melalui tahapan pre-treatment dan deodorisasi. Proses pre-treatment terdiri dari
proses penghilangan gum dengan suhu 800C (degumming) dengan cara
penambahan asam phosfat (H3PO4 80%) untuk menghasilkan Degumming Palm
Oil (DPO) dan kemudian dilakukan adsorptive bleaching pada suhu 1000C
dengan menggunakan tepung pemucat (bleaching earth), selanjutnya disaring
dengan menggunakan filter untuk menghasilkan Degumming Bleached Palm Oil
(DBPO) dan membuang spenth earth yang berasal dari sisa bleaching earth.
Sedangkan pada tahap deodorisasi meliputi proses pemisahan Free Fatty Acid
(FFA), penghilangan zat-zat penyebab bau dan pemecahan senyawa karoten
secara thermal dengan pemanasan 2620C.
Proses pengolahan secara fisika berdasarkan proses dimana asam lemak di
dalam CPO atau degummed oil dipisahkan dengan cara destilasi. Hal ini berbeda
dengan proses alkaline di mana asam lemak (fatty acid) dan degummed oil
dihasilkan dengan alkaline, lalu sabunnya dipisahkan.
A. Tahap Pre-treatment
Pre-treatment merupakan proses awal degumming CPO dengan asam
phosfat dan mengadsorbsinya dengan menggunakan bleaching earth. Pada tahap
ini CPO diolah menjadi Degumming Bleached Palm Oil (DBPO) melalui
A.1. Proses Degumming
Proses degumming bertujuan untuk menghilangkan getah (gum), warna,
logam-logam misalnya Fe, Cu, dengan penambahan bahan kimia seperti asam
phosfat (H3PO4). Gum-gum harus diikat dari CPO agar rasa getir yang tidak
disukai oleh konsumen pada olein dapat diperkecil dan dihilangkan.
CPO yang akan dioleh terlebih dahulu mengalami pemanasan dengan
mengalirkan CPO ke plate heat exchanger. Pada plate heat exchanger pertama,
pemanasan menggunakan Refined Bleached Deodorized Palm Oil (RBDPO) yang
berasal dari pompa sentrifugal, sedangkan pada plate heat exchanger kedua,
pemanasan dilakukan dengan menggunakan steam. Tujuan pemanasan ini adalah
agar temperatur CPO dari tangki timbun dapat dinaikkan sebelum masuk ke dalam
mixer dan paddle mixer tank, dimana mixer akan menghomogenkan
pencampurannya dengan asam phosfat yang konsentrasinya 80 – 85%. Suhu CPO
yang masuk ke dalam mixer berkisar 85 – 950C. Penambahan asam phosfat ke
dalam CPO dilakukan dengan kecepatan laju alir 0,05 – 0,075% dari umpan CPO
yang masuk dengan waktu tinggal sekitar 15 – 30 menit, sebelum dimasukkan ke
dalam bleacher.
A.2. Tahap Bleaching
Tahap bleaching dimulai dengan pengumpulan gum-gum pada CPO
dengan penambahan asam phosfat pekat serta bleaching earth sebagai
penyerapnya. CPO yang sudah mengalami proses degumming dari paddle mixer
masuk. Umpan bleaching earth tergantung pada kualitas minyak dan kualitas
produk minyak yang diinginkan. Suhu di dalam tangki dinaikkan dengan sparging
steam pada suhu 95 – 1100C, agar dapat mempermudah proses adsorbsi daripada
impurities dengan cepat. Keefektifan proses bleaching earth dapat diukur dari
penurunan warna Bleached Palm Oil (BPO) yang dihasilkan dan kemampuannya
berfungsi sebagai zat adsorptive clearsing.
BPO yang terbentuk kemudian dialirkan ke dalam buffer tank dimana pada
tangki ini terjadi pemisahan antara BPO yang terbentuk dengan impurities yang
ada di dalamnya. Proses pemisahan dengan cara mengalirkan sparging steam (0,4
– 2 bar) yang berasal dari bleacher, dengan demikian impurities yang terbawa
dengan uap akan dihisap oleh steam jet vacuum system. Setelah proses ini BPO
dipompakan dengan pompa sentrifugal menuju tangki niagarafilter Press.
A.3. Tahap Filtrasi
Sebelum BPO dialirkan ke Niagara Filter untuk disaring, tangki terlebih
dahulu divakumkan. Jika vacum pressure niagara filter rendah maka niagara
filter sudah siap dioperasikan. Lalu terjadi proses filling (fill filter) dimana BPO
dari pompa sentrifugal dialirkan ke Niagara Filter Press melalui katup masukan.
Jika level aliran high niagara filter menunjukkan alarm tinggi maka BPO
mengalami tahap blackrun, di mana ukuran lubang filter akan mengecil dan BPO
yang mengandung bleaching earth dilewatkan. Jika BPO yang keluar telah jernih
(tidak mengandung butiran spent earth atau kotoran lain) maka dilanjutkan ke
tahap filtrasi dimana pada tahap ini udara dikompressikan ke tangki niagara filter
melewati permukaan filter sehingga akan lolos ke sisi-sisi dari filter dan masuk
menuju saluran-saluran minyak pada sisi filter yang kemudian mengalir ke bawah.
Sedangkan impurities akan tetap menempel di filter. Jika waktu setting filtrasi
telah selesai, maka akan dilanjutkan pada tahap pengosongan niagara filter press.
Jika BPO yang ada di dalam tangki niagara filter press sudah melewati high level
maka secara otomatis BPO akan dialirkan ke dalam buffer tank atau dialirkan
keluar dari niagara filter press menuju press cyclone, yang kemudian dialirkan ke
slop oil tank, lalu dialirkan lagi ke bleacher. Tahap ini disebut tahap sirkulasi.
Pada tahap pengosongan niagara filter, DBPO dialirkan keluar melalui
katup menuju tangki deodorator untuk proses deodorisasi. Setelah tahap
pengosongan selesai dan alarm menunjukkan low maka dilanjutkan ke tahap
pengeringan (cake drying) dimana pada tahap ini perlu diperhatikan steam yang
keluar, jika pada sight glass terlihat tidak ada lagi DBPO yang terikut dengan
steam maka dilanjutkan ke tahap post emptying dimana pada tahap ini dilakukan
maksimum tiga menit dan dilanjutkan ke tahap ventilasi yaitu pengeluaran udara.
Jika tekanan menunjukkan low maka akan dilanjutkan ke tahap cake discharge
sehingga spent earth terbuang ke dalam penampungan spent earth.
B. Proses Deodorisasi
Sesudah DBPO dipisahkan atau difiltrasi pada tangki polishing filter dan
dialirkan ke tangki deodorator, maka minyak DBPO dibebaskan dari gas
heat exchanger dengan menggunakan steam sampai temperatur 240 – 2700C dan
tekanan vakum 1,7 – 4,5 ton, kemudian DBPO dialirkan ketangki deodorizer.
Pada pemanasan ini suhu minyak BPO harus benar-benar diperhatikan
supaya terhindar dari penguapan minyak netral, tocopherol yang lebih banyak
dan mungkin dari terjadinya isomerisasi serta reaksi thermokimia yang tidak
diinginkan. Setelah minyak DBPO yang dipanaskan mencapai temperatur yang
diinginkan, minyak dimasukkan ke dalam tangki vacuum dryer, dimana pada
tangki ini terjadi penguapan cairan dan zat-zat yang mudah menguap. Uap yang
dihasilkan dihisap oleh steam jet vacuum system.
Dari vacuum dryer DBPO dialirkan ke dalam shell and tube heat
exchanger, dimana steam yang ada pada heat exchanger ini berasal dari HP Boiler
dan kondensat yang dihasilkan, diproses kembali ke dalam HP Boiler dan
pemanasan sampai temperatur 2710C dan tekanan 1,7 – 4,4 torr. Setelah proses
pemanasan ini minyak DBPO dialirkan ke dalam flash cyclone dan dilanjutkan ke
dalam prestripper. Pada prestripper DBPO yang dimasukkan mengalami proses
penguapan kembali, di mana yang diuapkan adalah asam lemak bebas dan
senyawa-senyawa penyebab bau yang lebih mudah menguap serta produk
oksidasi, seperti aldehid dan keton yang masih ada dalam DBPO. Bila senyawa di
atas tidak diuapkan maka akan timbul bau yang tidak sedap dan rasa tidak enak
pada minyak. Uap dari DBPO di dalam presstripper didinginkan dengan
menggunakan kondensat yang telah didinginkan pada plate heat exchanger.
Kondensat yang terbentuk kemudian dialirkan ke dalam fatty acid tank dan secara
Kemudian DBPO dialirkan ke tangki deodorizer. Pada tangki ini DBPO kembali
diuapkan dengan pemanasan steam. Prinsip kerja deodorizer sama dengan prinsip
kerja yang ada pada destilasi bertingkat, yaitu memisahkan senyawa yang ada di
dalam DBPO dengan menggunakan perbedaan titik didih dan uapnya diserap oleh
vacum system.
Setelah pemisahan terjadi maka hasil proses deodorisasi ini disebut
Refined Bleached Deodorized Palm Oil (RBDPO). RBDPO ini dialirkan ke dalam
plate heat exchanger untuk didinginkan dengan menggunakan CPO yang berasal
dari tangki penimbunan. RBDPO ini kemudian dialirkan ke buffer tank yang
berfungsi sebagai tempat penampungan hasil refinery sebelum dilakukan proses
fraksinasi.
2. Proses Fraksinasi
Proses fraksinasi dilakukan dengan dry fractionation. Proses fraksinasi
kering adalah untuk memisahkan minyak sawit menjadi dua fraksi, yaitu palm oil
(fraksi cair) dan palm stearin (fraksi padat). Fraksi stearin mempunyai titik beku
yang lebih besar dibanding dengan titik beku olein. Trigliserida yang ada dalam
fraksi stearin terutama terdiri dari komponen asam lemak jenuh, sedangkan fraksi
olein terutama terdiri dari trigliserida dengan komponen-komponen tak jenuh.
Pada temperatur rendah (200C) stearin berada pada fasa padat, sedangkan olein
tetap dalam fasa cair. Dengan demikian dapat dengan mudah dilakukan pemisahan
Fraksinasi dapat dilakukan secara double fractionation olein dan double
fractionation stearin. Double fractionation olein dilakukan untuk mendapatkan
kualitas olein super dengan cara mengolah kembali RBDPO yang diperoleh dari
proses fraksinasi. Kualitas utama yang diharapka dari proses ini adalah parameter
IV = 59 – 63, Cloud Point (CP) = 7 max. Sedangkan double fractionation stearin
adalah untuk mendapatkan kualitas soft stearin, dimana dilakukan fraksinasi
ulang. Kualitas soft stearin yang diinginkan adalah parameter IV = 40 – 49.
Tahapan proses fraksinasi ini adalah sebagai berikut:
1. Kristalisasi
Tujuan kristalisasi adalah untuk menjadikan fraksi stearin mengkristal
akibat pendinginan pada suhu 200C, dengan menggunakan tangki kristaliser.
Proses yang dialami RBDPO sampai terbentuknya kristal stearin dapat dijelaskan
berikut ini.
Minyak sawit RBDPO dari tangki penyimpanan (buffer tank) dipompakan
menuju pemanas heat exchanger. Hal ini dilakukan agar RBDPO tetap dalam
keadaan fase cair, dimana suhunya sekitar 50 – 550C. Pemanas yang digunakan
adalah steam dengan tekanan 1,5 – 2,5 bar. Kemudian RBDPO dialirkan ke tangki
kristalizer melalui katup. Pada saat filling RBDPO ke kristalizer, agitator di dalam
kristalizer harus beroperasi dengan baik. Di dalam kristalizer temperatur RBDPO
diturunkan sekitar 24 – 300C dengan menggunakan air pendingin. Proses
pendinginan terjadi dua kali dengan menggunakan air pendingin dari cooling
tower dan air pendingin dari chiller. Air pendingin dari cooling tower berada pada
menghasilkan temperatur 350C. Pada saat temperatur 350C dicapai, pendinginan
akan dilanjutkan dengan menggunakan air dari chiller. Chiller adalah unit
pendingin air yang dapat menurunkan temperatur air sampai 70C. Air ini akan
digunakan untuk pendinginan minyak lanjutan setelah didinginkan dengan air
biasa dengan suhu 25 – 350C.
Selama di tangki kristalizer terjadi proses pendinginan selama 275 menit,
dan selama proses ini Refined Palm Oil (RPO) diaduk dengan pengaduk yang
dilengkapi dengan scrapper pada ujung lengannya. Kecepatan pengadukan akan
berubah pada tahap pendinginan untuk membantu pembentukan kristal yang
sesuai untuk disaring oleh membran filter pada saat yang ditentukan. Pengadukan
bertujuan untuk mencegah pembekuan RPO, pemerataan suhu dan pemerataan
penyebaran kristal.
Scrapper pada ujung lengan pengaduk berfungsi untuk mencegah
akumulasi kristal stearin pada dinding tangki. Pada saat program pendinginan
berakhir dan kristal minyak yang sesuai diperoleh, proses penyaringan dapat
dimulai. Setelah semua isi tangki kristalizer benar-benar kosong pada saat filtrasi,
secara otomatis minyak akan mengisi dan memulai kembali untuk tahap
pendinginan pada tahap filtrasi berikutnya.
2. Pemisahan Fraksi Olein Dari Kristal Stearin
Proses penyaringan olein dari kristal stearin diawali dengan memasukkan
minyak ke dalam membran filter press, dimana minyak RBDPO dari kristalizer
merapat dan udara dikompressikan sehingga akan terjadi penekanan yang
mengakibatkan terjadi pemisahan antara olein dan stearin. Fraksi olein (cair) akan
mengalir melalui selang-selang di bagian kiri-kanan bawah filter press menuju
tangki olein. Sedangkan fraksi stearin (padat) akan membentuk lempengan padat
diantara membran-membran filter press. Setelah proses ini angin akan ditiupkan
untuk memisahkan sisa-sisa RBDPO yang masih ada dalam bentuk kristal dan
dilanjutkan dengan proses blow melalui inflate yang dilakukan untuk
membersihkan sisa-sisa olein yang ada dalam membran filter press. Setelah
proses ini selesai, angin diserap kembali sehingga membran-membran filter press
akan terbuka dan stearin berupa lempengan akan jatuh ke bak penampungan yang
dilengkapi dengan blade beraliran listrik sehingga mencair dan dapat dialirkan ke
tangki stearin.
Apabila proses filtrasi mengalami gangguan, misalnya penyumbatan
pori-pori membran filter press, maka akan dialirkan filtrat dan wash oil melalui katup
ke alat membran filter press untuk melepaskan stearin jenuh yang melekat.
Washing filter press dilakukan untuk mencuci dan membersihkan filter press yang
sudah beberapa kali digunakan untuk mencairkan stearin yang melekat pada filter
cloth. Washing filter press dilakukan dengan cara menggunakan olein washing
pada temperatur 65 – 750C dengan membuka steam masuk ke coil.
Tahap pertama dari proses produksi dimulai dengan refining. CPO yang
dipompakan ke tangki Degumming untuk memisahkan gum dan minyak.
Pemisahan ini menggunakan bahan penolong yaitu asam phosfat dengan suhu
warna minyak. Proses ini menggunakan bleaching earth dan kalsium karbonat
dengan suhu 950C. Dengan menggunakan filter, bleaching earth dipisahkan
dengan minyak dan akan menghasilkan Bleached Degummed Palm Oil (BDPO).
Proses selanjutnya adalah proses deodorisasi yaitu memisahkan Free Fatty
Acid (FFA) dari RBDPO dengan suhu 2620C dan akan menghasilkan Refined
Bleached degummed Olein (RBDO) dan Refined Bleached degummed Stearin
BAB III
LANDASAN TEORI
3.1. Reliability Centered Maintenance (RCM)
Reliability Centered Maintenance (RCM) adalah suatu proses sistematik yang digunakan untuk menentukan kegiatan yang harus dilakukan agar fasilitas yang ada tetap beroperasi sesuai dengan fungsinya. RCM mengarahkan kepada pembentukan program perawatan yang berfokus pada preventive maintenance untuk mode kegagalan khusus yang sering terjadi.
Tujuan yang ingin dicapai dengan pendekatan RCM adalah :
1. Mengembangkan disain yang dapat membuat preventive maintenance lebih efektif.
2. Untuk merencanakan preventive maintenance yang dapat meningkatkan keselamatan dan keandalan pada sistem.
3. Mengumpulkan data yang dibutuhkan untuk mengembangkan disain dari komponen yang keandalannya masih rendah.
4. Untuk mencapai tiga tujuan di atas dalam biaya yang minimum.
Pendekatan RCM dilakukan dengan menjawab tujuh pertanyaan dasar berikut ini :
1. Apakah fungsi dan performance yang diharapkan dari komponen/sistem tersebut?
3. Hal apakah yang menyebabkan kegagalan fungsi tersebut terjadi? 4. Akibat apakah yang ditimbulkan dari kegagalan fungsi tersebut? 5. Bagaimana spesifikasi kegagalan fungsi tersebut?
6. Tindakan apa yang dapat dilakukan untuk mencegah atau memprediksi kegagalan tersebut?
7. Tindakan apa yang dapat dilakukan jika tidak ditemukan tindakan proaktif untuk mencegah kegagalan?
Proses dasar dari pendekatan RCM adalah:
1. Mengidentifikasi komponen yang memerlukan perawatan.
2. Mengumpulkan data yang berhubungan dengan keandalan suatu komponen atau sistem.
3. Mengembangkan data Fault Tree Analysis (FTA) untuk menentukan jenis kegagalan yang akan menjadi fokus dalam pembuatan maintenance program. 4. Mendisain beberapa solusi alternatif yang akan dilakukan untuk mencegah
kegagalan.
5. Mengklasifikasikan kebutuhan perawatan yang akan dilakukan (Dhilton, B. 2006).
3.2. Failure Modes, and Effects Analysis (FMEA)
informasi tingkatan dari kegagalan yang kritis. Teknik analisa ini lebih menekankan pada hardware-oriented approach atau bottom-up approach. Dikatakan demikian karena analisa yang dilakukan dimulai dari peralatan dan meneruskannya ke sistem yang merupakan tingkat yang lebih tinggi. Proses ini mencoba menjawab pertanyaan “apa dampak yang akan terjadi jika terjadi kegagalan pada komponen tersebut?”. FMEA sering menjadi langkah awal dalam mempelajari keandalan sistem. Kegiatan FMEA melibatkan banyak hal seperti me-review berbagai komponen, rakitan dan subsistem untuk mengidentifikasi mode-mode kegagalan, penyebab kegagalannya, serta dampak kegagalan yang ditimbulkan. Untuk masing-masing komponen, berbagai mode kegagalan berikut dampaknya pada sistem ditulis pada sebuah FMEA worksheet.
Sebuah FMEA akan berubah menjadi FMECA (failure mode, Effect and criticallity analysis) jika kekritisan atau prioritas akan dikaitkan dengan dampak dari mode kegagalan yang ditimbulkan oleh sebuah komponen. Secara umum tujuan dari penyusunan FMEA adalah sebagai berikut:
1. Membantu dalam pemilihan desain alternatif yang memiliki keandalan dan keselamatan potensial yang tinggi selama fase desain.
2. Untuk menjamin bahwa semua bentuk mode kegagalan yang dapat diperkirakan berikut dampak yang ditimbulkannya terhadap kesuksesan operasional sistem telah dipertimbangkan.
4. Mengembangkan kriteria awal untuk rencana dan desain pengujuian serta untuk membuat daftar pemeriksaan sistem.
5. Sebagai basis analisa kualitatif keandalan dan ketersediaan.
6. Sebagai dokumentasi untuk referensi pada masa yang akan datang untuk membantu menganalisa kegagalan yang terjadi di lapangan serta membantu bila sewaktu-waktu terjadi perubahan desain.
7. Sebagai data input untuk studi banding.
8. Sebagai basis untuk menentukan prioritas perawatan korektif.
FMEA merupakan salah satu bentuk analisa kualitatif yang bertujuan untuk menemukan akar permasalahan dari kegagalan yang timbul. FMEA menjelaskan dampak yang ditimbulkan apabila failure mode tersebut terjadi. Proses identifikasi terhadap failure modes dan failure effect sangat penting untuk perbaikan performansi dan mengeliminasi waste (Priyanta, Dwi. 2000).
3.3. Pemilihan Tindakan Perawatan
3.3.1. Dampak-dampak Kegagalan (Failure Consequences)
Dalam Reliability Centered Maintenance, konsekuensi kegagalan diklasifikasikan dalam 4 bagian, yaitu:
a. Hidden Failure Consequences, dimana kegagalan tersebut tidak dapat dibuktikan secara langsung sesaat setelah kegagalan berlangsung. Diperlukan suatu teknik khusus untuk mengatasi dampak kegagalan jenis ini.
Environment Consequences terjadi apabila kegagalan suatu fungsi item berdampak pada kelestarian lingkungan.
c. Operational Consequences, suatu kegagalan dikatakan memiliki konsekuensi operasional ketika berakibat pada produksi atau operasional (kualitas produk, pelayanan terhadap konsumen atau biaya operasional untuk perbaikan komponen).
d. Non-Operational Consequences, suatu bukti kegagalan pada kategori ini adalah yang bukan tergolong dalam konsekuensi keselamatan ataupun produksi, jadi kegagalan ini hanya melibatkan biaya perbaikan komponen.
3.3.2. Proactive Maintenance Task and Initial Interval
Tindakan ini dilakukan sebelum terjadi kegagalan, dalam rangka untu menghindarkan item dari kondisi yang dapat menyebabkan kegagalan (failed state). Kegiatan ini biasa dikenal dengan predictive dan preventive maintenance. 1. Schedulled Restoration Task
Schedulled retoration task adalah tindakan pemulihan kemampuan item pada saat atau sebelum batas umur yang ditetapkan, tanpa memperhatikan kondisinya saat itu. Tindakan ini secara teknik mungkin dilakukan apabila:
a. Dapat diidentifikasikan umur dimana item tersebut menunjukkan kemungkinan penambahan kecepatan terjadinya kondisi kegagalan.
b. Mayoritas dari item dapat bertahan pada umur tersebut (untuk semua item jika kegagalan memiliki konsekuensi terhadap keselamatan lingkungan).
Karakteristik kegagalan item dapat dibagi menjadi tiga tahap yaitu: a. Kegagalan awal (infant mortality failures)
Kegagalan awal pada umumnya terjadi pada awal pengoperasian suatu item. Kegagalan pada tahap ini ditandai dengan laju kerusakan menurun.
b. Kegagalan acak (random failures)
Kegagalan acak pada umunya terjadi pada item yang berjalan normal. Laju kegagalan pada tahap ini ditandai dengan laju kegagalan yang konstan.
c. Kegagalan usang (wear-out failure)
Pada usia kegunaan tertentu suatu item mengalami keusangan yang ditandai dengan laju kegagalan yang semakin meningkat. Untuk mengurangi pengaruh keusangan ini biasanya dilakukan penggantian (replacement) beberapa bagian alat bahkan seluruhnya dengan yang baru.
2. Schedulled Discard Task
Schedulled discard task adalah tidakan mengganti item pada saat/ sebelum batas umur yang ditetapkan, tanpa memperhatikan kondisi item pada saat itu. Tindakan ini secara teknik mungkin dilakukan dalam kondisi berikut:
a. Dapat diidentifikasikan umur dimana item tersebut menunjukkan kemungkinan penambahan kecepatan terjadinya kegagalan.
b. Mayoritas dari item dapat bertahan pada umur tersebut (untuk semua item jika kegagalan memiliki kensekuensi terhadap keselamatan lingkungan).
3. Schedulled On-Condition Task
failure. Dimana ptensial failure diidentifikasikan dengan sebuah kondisi yang dapat mengidentifikasikan sedang terjadi kegagalan atau proses kegagalan fungsi (Functional failure). Dalam teknik on-condition terdapat 4 bagian utama, yaitu:
a. Conditioning monitoring techniques, yang melibatkan penggunaan peralatan khusus untuk melakukan monitoring terhadap kondisi peralatan. b. Statistical process control,yaitu teknik pencegahan yang didasarkan atas
variasi kualitas produk yang dihasilkan.
c. Primary effect monitoring techniques, yang melibatkan peralatan seperti gauge yang ada dan peralatan untuk inspeksi monitoring.
d. Teknik inspeksi berdasarkan human sense dan predictive.
3.3.3. Default Action
Tindakan ini dilakukan ketika sudah berada dalam failed state dan dipilih ketika tindakan proactive task yang efektif tidak mungkin dilakukan. Default action meliputi:
1. Schedulled failure finding, meliputi tindakan pemeriksaan secara periode terhadap fungsi-fungsi yang tersembunyi untuk mengetahui apakah item tersebut telah rusak.
3. Run to failure, membiarkan item beroperasi sampai terjadi failure karena secara financial tindakan pencegahan yang dilakukan tidak menguntungkan.
3.3.4. Proposed task and Initial Interval
Proposed task berusaha mendeskripsikan tindakan pencegahan sebagai tindakan nyata untuk menterjemahkan hasil dari proactive task dan default action. Initial interval merupakan jarak perawatan yang optimal, terhadap proposed task yang ditemukan. Dengan demikian dapat diketahui tindakan perawatan yang tepat untuk sebuah mesin atau peralatan.
3.3.5. Menentukan Severity, Occurrence, Detection and RPN
Untuk menentukan prioritas dari suatu bentuk kegagalan maka tim FMEA harus mendefisnisikan terlebih dahulu tentang severity, detection serta hasil akhirnya yang berupa risk priority number.
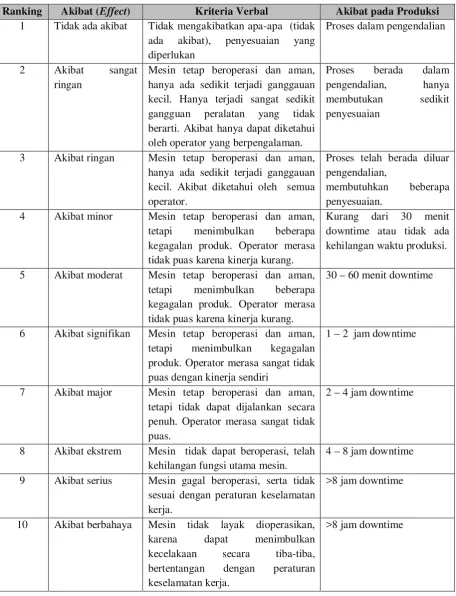
1. Severity
Menidentifikasikan dampak potensial yang terburuk yang daikibatkan oleh suatu kegagalan. Dampak ini ditentukan berdasarkan tingkat cedera yang dialami personel, tingkat kerusakan peralatan, akibat pada produksi dan lama downtime yang terjadi. Pengelompokan tingkatan severity dapat dilihat pada Tabel 3.1.
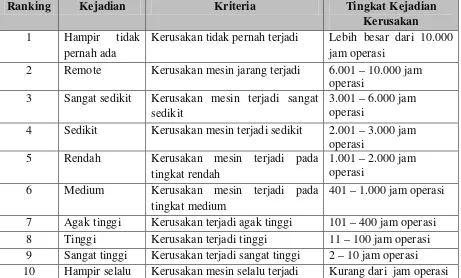
2. Frekuensi terjadinya kegagalan (occurrence)
Tabel 3.1. Tingkatan Severity
Ranking Akibat (Effect) Kriteria Verbal Akibat pada Produksi
1 Tidak ada akibat Tidak mengakibatkan apa-apa (tidak
ada akibat), penyesuaian yang diperlukan
Proses dalam pengendalian
2 Akibat sangat
ringan
Mesin tetap beroperasi dan aman, hanya ada sedikit terjadi ganggauan kecil. Hanya terjadi sangat sedikit gangguan peralatan yang tidak berarti. Akibat hanya dapat diketahui oleh operator yang berpengalaman.
Proses berada dalam pengendalian, hanya membutukan sedikit penyesuaian
3 Akibat ringan Mesin tetap beroperasi dan aman,
hanya ada sedikit terjadi ganggauan kecil. Akibat diketahui oleh semua operator.
Proses telah berada diluar pengendalian,
membutuhkan beberapa penyesuaian.
4 Akibat minor Mesin tetap beroperasi dan aman,
tetapi menimbulkan beberapa kegagalan produk. Operator merasa tidak puas karena kinerja kurang.
Kurang dari 30 menit downtime atau tidak ada kehilangan waktu produksi.
5 Akibat moderat Mesin tetap beroperasi dan aman,
tetapi menimbulkan beberapa kegagalan produk. Operator merasa tidak puas karena kinerja kurang.
30 – 60 menit downtime
6 Akibat signifikan Mesin tetap beroperasi dan aman,
tetapi menimbulkan kegagalan produk. Operator merasa sangat tidak puas dengan kinerja sendiri
1 – 2 jam downtime
7 Akibat major Mesin tetap beroperasi dan aman,
tetapi tidak dapat dijalankan secara penuh. Operator merasa sangat tidak puas.
2 – 4 jam downtime
8 Akibat ekstrem Mesin tidak dapat beroperasi, telah
kehilangan fungsi utama mesin.
4 – 8 jam downtime
9 Akibat serius Mesin gagal beroperasi, serta tidak
sesuai dengan peraturan keselamatan kerja.
>8 jam downtime
10 Akibat berbahaya Mesin tidak layak dioperasikan,
karena dapat menimbulkan kecelakaan secara tiba-tiba, bertentangan dengan peraturan keselamatan kerja.
Tabel 3.2. Tingkatan Occurance
Ranking Kejadian Kriteria Tingkat Kejadian
Kerusakan 1 Hampir tidak
pernah ada
Kerusakan tidak pernah terjadi Lebih besar dari 10.000 jam operasi
2 Remote Kerusakan mesin jarang terjadi 6.001 – 10.000 jam operasi
3 Sangat sedikit Kerusakan mesin terjadi sangat sedikit
3.001 – 6.000 jam operasi
4 Sedikit Kerusakan mesin terjadi sedikit 2.001 – 3.000 jam operasi
5 Rendah Kerusakan mesin terjadi pada tingkat rendah
1.001 – 2.000 jam operasi
6 Medium Kerusakan mesin terjadi pada tingkat medium
401 – 1.000 jam operasi
7 Agak tinggi Kerusakan terjadi agak tinggi 101 – 400 jam operasi 8 Tinggi Kerusakan terjadi tinggi 11 – 100 jam operasi 9 Sangat tinggi Kerusakan terjadi sangat tinggi 2 – 10 jam operasi 10 Hampir selalu Kerusakan mesin selalu terjadi Kurang dari jam operasi
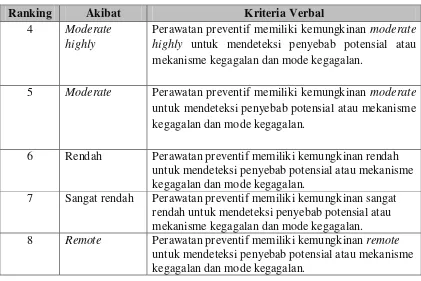
3. Detection
[image:54.595.83.544.143.421.2]Detection adalah pengukuran terhadap kemampuan mengendalikan kegagalan yang dapat terjadi. Nilai detection dapat dilihat dalam Tabel 3.3.
Tabel 3.3. Tingkat Detection
Ranking Akibat Kriteria Verbal
1 Hampir pasti Perawatan preventif akan selalu mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan.
2 Sangat tinggi Perawatan preventif memiliki kemungkinan sangat tinggi untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan.
Tabel 3.3. Tingkat Detection (Lanjutan)
Ranking Akibat Kriteria Verbal
4 Moderate highly
Perawatan preventif memiliki kemungkinan moderate highly untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan.
5 Moderate Perawatan preventif memiliki kemungkinan moderate untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan.
6 Rendah Perawatan preventif memiliki kemungkinan rendah untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan.
7 Sangat rendah Perawatan preventif memiliki kemungkinan sangat rendah untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan.
8 Remote Perawatan preventif memiliki kemungkinan remote untuk mendeteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan.
4. Risk Priority Number (Angka Prioritas Resiko/ RPN)
RPN merupakan produk matematis dari keseriusan effect (severity), kemungkinan terjadinya cause akan menimbulkan kegagalan yang berhubungan dengan effect (occurrence) dan kemampuan untuk mendeteksi kegagalan sebelum terjadi pada pelanggan (detection). RPN dapat ditunjukkan dengan persamaan sebagai berikut:
RPN = Severity*Occurrence*Detection
3.4. Evaluasi Keandalan 3.4.1. Keandalan
Keandalan didefinisikan sebagai probabilitas dari suatu item untuk dapat
melaksanakan fungsi yang telah ditetapkan, pada kondisi pengoperasian dan
lingkungan tertentu untuk periode waktu yang telah ditentukan. Terminologi item
yang dipakai di dalam definisi keandalan diatas dapat mewakili sembarang
komponen, subsistem, atau sistem yang dapat dianggap sebagai satu kesatuan.
Definisi di atas dapat disarikan menjadi empat komponen pokok yaitu :
• Probabilitas
• Kinerja (performance) yang memadai
• Waktu
• Kondisi pengoperasian
Probabiltas, yang merupakan komponen pokok pertama, merupakan input
numerik bagi pengkajian keandalan sutau sistem yang juga merupakan indeks
kuantitatif untuk menilai kelayakan suatu sistem.
Dalam mengevaluasi keandalan suatu sistem, variabel random yang
dipakai umumnya adalah waktu. Pada saat t = 0 komponen atau sistem berada
dalam kondisi akan beroperasi, sehingga probabilitas komponen atau sistem itu
untuk mengalami kegagalan pada saat t = 0 adalah 0. Pada saat t ∞ probabilitas
untuk mengalami kegagalan dari suatu komponen atau sistem yang dioperasikan
akan cenderung mendekati 1. Karakteristik ini