PERANCANGAN PREVENTIVE MAINTENANCE BERDASARKAN METODE RELIABILITY CENTERED MAINTENANCE (RCM)
PADA PT. SINAR SOSRO
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
YANSEN SISWANTO NIM. 060403075
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa yang senantiasa memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan laporan tugas sarjana ini dengan baik.
Laporan tugas sarjana ini merupakan salah satu syarat bagi penulis untuk mengikuti sidang tugas sarjana untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Peneliti melaksanakan penelitian di PT. Sinar Sosro yaitu suatu perusahaan manufaktur yang bergerak di bidang beverage atau minuman. Laporan tugas sarjana ini membahas tentang perancangan kegiatan perawatan yang perlu dilakukan untuk mengurangi breakdown. Adapun judul dari tugas sarjana ini adalah “Perancangan Preventive Maintenance Berdasarkan Metode Reliability Centered Maintenance (RCM) pada PT. Sinar Sosro”.
Akhir kata, penulis berharap agar Laporan tugas sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Desember 2010
UCAPAN TERIMA KASIH
Pada kesempatan ini, penulis menyampaikan rasa terima kasih kepada berbagai pihak yang telah memberikan bantuan kepada penulis yaitu:
1. Ibu Ir. Rosnani Ginting, MT., selaku ketua departemen Teknik Industri. 2. Bapak Ir. Ukurta Tarigan, MT., selaku sekretaris departemen Teknik Industri. 3. Bapak Ir. Mangara M. Tambunan M. Sc selaku pembimbing I penulis yang
telah memberikan masukan dan arahan kepada penulis dalam menyelesaikan Tugas Akhir ini.
4. Bapak Aulia Ishak, S.T., M.T. selaku koordinator Tugas Akhir Departemen Teknik Industti USU sekaligus dosen pembimbing II penulis yang telah meluangkan waktu dan pemikirannya dalam membimbing penulis.
5. Bapak Prof. DR. Ir. Sukaria Sinulingga M.Eng. selaku ketua bidang Rekayasa Manufaktur.
6. Bapak Andreas dan Bapak Indra Siregar selaku pimpinan dan manager PT. Sinar Sosro yang telah memberikan kesempatan kepada penulis untuk melaksanakan penelitian.
8. Kedua orang tua penulis, saudara-saudara penulis dan pihak keluarga lainnya yang telah memberikan dukungan sepenuhnya.
9. Segenap asisten 2006 (Yansen, Christina, Ronald S.S., Andy C.W., Eddy S., Alfi S. Hsb., Ruth H. S.) dan asisten 2008 (Jessica N, Michelson, William, Binsar B., Grace A.S., Melissa, Jhonli P. Efraim S.S.,), yang telah membantu penulis.
10.Sahabat-sahabat stambuk 2006 (Johnny, Erwin C, Erwin H, Varia, Ellise, Hela, Eddy Sujono, Yoko, Maria, Suwandi, Fieley, Silvia, Indri, Arif, Risky Y, Eko, Fanesha, Indah, Stephany, Tomo, Indra, Jefry, Dendi, Mastora, Viva, Romi, Mariani, Damayanti, dan lainnya yang tidak dapat penulis sebutkan satu persatu), dan senior-senior (Herry, Andry, Yohannes, Tany, Fanly, Izet, Heriyandi, Yudhi, dan lainnya) yang telah membantu dalam memberikan motivasi dan doa kepada penulis.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xii
ABSTRAKSI ... xv
I PENDAHULUAN
1.1. Latar Belakang ... I-1 1.2. Rumusan Masalahan ... I-3 1.3. Tujuan Pemecahan Masalah ... I-4 1.4. Asumsi dan Batasan Masalah ... I-4 1.5. Manfaat Penelitian ... I-5 1.5. Sistematika Penulisan Laporan ... I-5
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4. Daerah Pemasaran ... II-2 2.5. Organisasi dan Manajemen ... II-3 2.5.1. Struktur Organisasi ... II-3 2.5.2. Uraian Tugas dan Tanggung Jawab ... II-3 2.6. Proses Produksi ... II-8 2.6.1. Bahan ... II-8 2.6.2. Uraian Proses Produksi ... II-9 2.7. Jam Kerja Perusahaan ... II-17 2.8. Sistem Pengupahan ... II-18
III TINJAUAN PUSTAKA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.5. Interval Penggantian Komponen dengan Total Minimum
Downtime ... III-19
3.6. Reliability Centered Maintenance (RCM) ... III-21
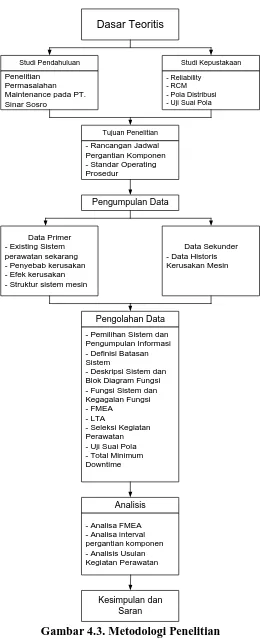
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian... IV-1 4.2. Lokasi Penelitian ... IV-1 4.3. Kerangka Konseptual ... IV-1 4.4. Objek Penelitian ... IV-3 4.5. Variabel Penelitian ... IV-3 4.6. Metodologi Penelitian ... IV-3 4.6.1. Sumber Data ... IV-3 4.6.2. Metode Pengumpulan Data ... IV-3 4.6.3. Metode Pengolahan Data ... IV-4 4.6.4. Metode Analisis ... IV-4
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2.1. Pemilihan Sistem dan Pengumpulan
Informasi ... V-4 5.2.2.2. Definisi Batasan Sistem ... V-8 5.2.2.3. Deskripsi Sistem dan Blok Diagram Fungsi V-11 5.2.2.4. Fungsi Sistem dan Kegagalan Fungsi ... V-17 5.2.2.5. FMEA (Failure Mode and Effect Analysis) V-18 5.2.2.6. LTA (Logic Tree Analysis) ... V-21 5.2.2.7. Pemilihan Tugas/Kegiatan Perawatan ... V-22 5.3. Reliability ... V-25 5.3.1. Uji Suai Pola dengan Software Easyfit 5.40 ... V-25 5.3.2. Uji Kolmogorov-Smirnov ... V-43 5.3.3. Total Minimum Downtime... V-44
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Proses RCM ... VI-1 6.2. Analisa Interval Penggantian Komponen ... VI-2 6.3. Analisa FMEA dan Kegagalan Fungsi Subsistem ... VI-5
VII KESIMPULAN SARAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.5. Aliran Botol Kosong Dalam Mesin ... V-13 5.6. Blok Diagram Fungsi ... V-13 5.7. System Work Breakdown Structure (SWBS) ... V-14 5.8. Probability Density Function Interval Kerusakan Bearing Infeed ... V-30 5.9. Cumulative Distribution Function Interval Kerusakan Bearing Infeed .. V-31 5.10. Hazard Function Interval Kerusakan Bearing Infeed ... V-32 5.11. Cumulative Hazard Function Interval Kerusakan Bearing Infeed ... V-32 5.12. Probability Density Function Interval Kerusakan Bearing Discharge.... V-33 5.13. Cumulative Distribution Function Interval Kerusakan Bearing
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.1. Perbandingan Interval Pergantian Komponen Kritis Secara Aktual
ABSTRAK
PT. Sinar Sosro adalah perusahaan yang bergerak di bidang manufaktur pembuatan minuman dengan visi menjadi perusahaan yang leading di bidang tersebut. Berdasarkan hasil wawancara dan pengamatan langsung di perusahaan, ternyata bottling line tiga masih sering mengalami kerusakan yang mengakibatkan terjadinya breakdown meskipun perusahaan telah menerapkan kegiatan maintenance dengan konsep CILAR (Clean, Investigate, Lubricate, Adjust, Repair) setiap minggu.
Tingkat kerusakan tertinggi ada pada mesin bottle washer sebesar 44,44%. Hal ini disebabkan oleh sistem mesin yang kompleks. Oleh sebab itu, penulis menggunakan pendekatan Reliability Centered Maintenance untuk menganalisis sistem tersebut untuk mengetahui komponen-komponen yang termasuk dalam kategori kritis.
Hasil analisis dengan menggunakan pendekatan Reliability Centered Maintenance (RCM) diperoleh bahwa komponen bearing dan universal joint adalah komponen yang kritis. Interval penggantian yang optimal dengan meminimalkan downtime untuk komponen universal joint adalah 122 jam, bearing engkol adalah 1067 jam, bearing infeed adalah 397 jam dan bearing discharge adalah 642 jam. Adapun komponen-komponen lainnya di kategorikan dalam condition directed, time directed dan run to failure. Dengan dilakukannya pergantian komponen sebelum terjadinya kerusakan telah meminimalkan waktu downtime sebesar 2,3 jam.
ABSTRAK
PT. Sinar Sosro adalah perusahaan yang bergerak di bidang manufaktur pembuatan minuman dengan visi menjadi perusahaan yang leading di bidang tersebut. Berdasarkan hasil wawancara dan pengamatan langsung di perusahaan, ternyata bottling line tiga masih sering mengalami kerusakan yang mengakibatkan terjadinya breakdown meskipun perusahaan telah menerapkan kegiatan maintenance dengan konsep CILAR (Clean, Investigate, Lubricate, Adjust, Repair) setiap minggu.
Tingkat kerusakan tertinggi ada pada mesin bottle washer sebesar 44,44%. Hal ini disebabkan oleh sistem mesin yang kompleks. Oleh sebab itu, penulis menggunakan pendekatan Reliability Centered Maintenance untuk menganalisis sistem tersebut untuk mengetahui komponen-komponen yang termasuk dalam kategori kritis.
Hasil analisis dengan menggunakan pendekatan Reliability Centered Maintenance (RCM) diperoleh bahwa komponen bearing dan universal joint adalah komponen yang kritis. Interval penggantian yang optimal dengan meminimalkan downtime untuk komponen universal joint adalah 122 jam, bearing engkol adalah 1067 jam, bearing infeed adalah 397 jam dan bearing discharge adalah 642 jam. Adapun komponen-komponen lainnya di kategorikan dalam condition directed, time directed dan run to failure. Dengan dilakukannya pergantian komponen sebelum terjadinya kerusakan telah meminimalkan waktu downtime sebesar 2,3 jam.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Dengan semakin meningkatnya persaingan pada bidang manufaktur, maka perusahaan harus melakukan perbaikan secara continuous untuk menjaga kestabilan perusahaan dalam mencapai visinya. Salah satu faktor yang perlu diperhatikan adalah sistem maintenance perusahaan. Karena mesin-mesin merupakan asset perusahaan yang perlu dijaga ketersediaannya (availability) untuk mendukung kelancaran proses produksi. Oleh sebab itu, perlu dijaga dan ditingkatkan kehandalan mesin sehingga dapat mendukung kelancaran proses produksi.
Proses produksi teh sosro secara umum terdiri dari proses pengangkatan botol, pencucian botol, inspeksi botol yang cacat dan kusam, pengisian teh, scanning barcode, inspeksi dan pengangkatan ke wadah krat. Teh yang diisikan
ke botol pada proses filling telah dibuat terlebih dahulu melalui proses penyeduhan dan penyaringan pada bagian kitchen. Dengan demikian, susunan plant system dari mesin produksi PT. Sosro bersifat serial (berderet). Jika terjadi
kerusakan pada salah satu mesin saja, maka secara keseluruhan proses produksi akan berhenti (breakdown).
Rata-rata breakdown mesin pada PT. Sinar Sosro adalah sekitar 4-5 jam dalam satu bulan. Dengan kapasitas produksi lini tiga PT. Sinar Sosro yang menghasilkan sekitar 24.000 botol/jam, maka losses akibat breakdown mesin tersebut adalah sekitar 120.000 botol. Jika losses tersebut dikonversikan ke dalam nilai uang, maka PT. Sinar Sosro telah mengalami kerugian puluhan juta rupiah akibat breakdown tersebut setiap bulannya. Selain itu, dampak yang ditimbulkan akibat terjadinya kerusakan komponen pada mesin adalah timbulnya botol pecah terutama pada mesin bottle washer.
Sistem perawatan (maintenance) yang selama ini berjalan di PT. Sinar Sosro adalah dengan pendekatan konsep CILAR (Clean, Investigate, Lubricate, Adjust, Repair). Kegiatan perawatan berdasarkan konsep tersebut dimana
penggantian part hanya terjadi apabila komponen tersebut mengalami kerusakan. Berdasarkan latar belakang tersebut, diperlukan suatu usulan sistem pencegahan terhadap kerusakan mesin atau kegiatan preventive maintenance terhadap mesin sehingga resiko terjadinya breakdown mesin dapat diminimalkan. Selain itu, dengan adanya sistem maintenance yang baik dan terencana, maka logistik ketersediaan spare parts juga dapat diatur agar tetap tersedia pada saat yang dibutuhkan, dengan jumlah yang dibutuhkan sesuai dengan spesifikasi. Jika tidak segera dilakukan perbaikan terhadap permasalahan tersebut, maka semakin lama sejalan dengan bertambahnya usia mesin akan menimbulkan kerugian materi yang lebih besar lagi akibat penurunan kehandalan mesin.
1.2. Rumusan Masalah
Berdasarkan latar belakang yang telah dipaparkan, dapat dirumuskan
permasalahan pada PT. Sinar Sosro adalah seringnya terjadi breakdown produksi telah
menimbulkan kerugian baik dalam waktu produksi dan materi. Dengan demikian perlu
diusulkan suatu rancangan preventive maintenance pergantian komponen kritis agar tidak
1.3. Tujuan Pemecahan Masalah
Tujuan pemecahan masalah terbagi menjadi dua yaitu tujuan umum dan tujuan khusus. Tujuan umum pemecahan masalah adalah untuk meminimumkan terjadinya breakdown mesin produksi pada PT. Sinar Sosro.
Tujuan khusus pemecahan masalah adalah:
1. Untuk menghasilkan suatu rancangan maintenance yang berupa jadwal penggantian komponen kritis.
2. Untuk membuat suatu Standard Operating Procedure (SOP) untuk perawatan mesin.
1.4. Batasan dan Asumsi Permasalahan
Batasan permasalahan yang digunakan dalam penelitian ini adalah: 1. Penelitian dilakukan pada PT. Sinar Sosro Cabang Deli Serdang.
2. Penelitian hanya dilakukan pada mesin yang paling sering mengalami kerusakan.
3. Metode yang digunakan adalah metode Reliability Centered Maintenance. 4. Data kerusakan mesin yang dianalisis adalah data tahun terakhir.
5. Permasalahan biaya tidak dibahas dalam penelitian ini. 6. Penelitian hanya dilakukan pada bagian bottling line tiga.
Adapun asumsi-asumsi yang digunakan pada penelitian ini adalah: 1. Pola kerusakan mesin tidak mengalami perubahan.
1.5. Manfaat Penelitian
Adapun manfaat yang dapat diperolah dari penelitian ini adalah sebagai berikut:
1. Bagi Mahasiswa
Mampu memperkaya wawasan dan mampu mengaplikasikan ilmu-ilmu yang telah dipelajari dalam perkuliahan ke dalam dunia nyata.
2. Bagi Perusahaan
Adapun manfaat penelitian ini bagi perusahaan yaitu :
a. Memberikan masukan kepada perusahaan dalam menyusun jadwal perawatan sehingga kerusakan mesin dapat dicegah sebelum mesin tersebut mengalami kerusakan.
b. Memberikan suatu SOP dalam pelaksanaan perawatan mesin. 3. Bagi Lembaga
Dengan adanya penelitian ini, maka dapat menambah daftar referensi untuk penelitian-penelitian yang berkenaan dengan perawatan mesin.
1.6. Sistematika Penulisan Laporan
Pada bab pendahuluan akan dijelaskan mengenai latar belakang masalah, perumusan masalah, tujuan penelitian, batasan dan asumsi penelitian yang menggambarkan tujuan penulisan Tugas Akhir ini.
Pada bab gambaran umum perusahaan dijelaskan mengenai perusahaan dimana penelitian ini dilaksanakan, yaitu sejarah perusahaan, struktur organisasi perusahaan, proses produksi dan jam kerja perusahaan.
Bab landasan teori menjelaskan tentang teori-teori yang digunakan dalam pemecahan masalah. Adapun teori yang digunakan adalah teori mengenai reliability dan Relaibility Centered Maintenance (RCM).
Langkah-langkah dalam pemecahan permasalahan akan dijabarkan pada bab metodologi penelitian. Metodologi penelitian berisikan blok diagram penelitian, kerangka pikir, dan metodologi dalam menyelesaikan permasalahan.
Pada bab pengumpulan dan pengolahan data dijelaskan mengenai data-data yang digunakan pada penelitian. Data-data-data tersebut kemudian diolah dengan teori-teori yang ada untuk mendapatkan pemecahan masalah.
Setelah dilakukan pengolahan data, maka hasil pengolahan tersebut akan dianalisis. Hasil analisis inilah yang digunakan sebagai dasar pengambilan keputusan untuk penyelesaian masalah.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Cikal bakal PT. Sosro bermula dari usaha keluarga Sosrodjojo yang menjual teh wangi pada tahun 1940 di Kabupaten Slawi, Propinsi Jawa Tengah. Setelah 25 tahun menjual teh wangi, keluarga Sosorodjojo mulai mengembangkan bisnis di Cakung. Kemudian pada tahun 1974, didirikan PT. Sinar Sosro yang bergerak di bidang minuman teh dalam botol. PT. Sinar Sosro cabang Deli Serdang merupakan salah satu cabang perusahaan yang diresmikan oleh Gubernur Sumatera Utara, Bapak Kaharuddin Nasution, pada tanggal 28 Juli 1984.
PT. Sinar Sosro pernah beberapa kali berganti nama. Pada awal berdiri bernama PT. Toba Sosro Kencono, kemudian berganti nama menjadi PT. Reksobudi Adijaya pada tahun 1995. Pada tahun 2000 berubah lagi menjadi PT. Sinar Sosro yang memiliki visi untuk menjadi perusahaan beverage yang memimpin di pasar lokal dan internasional.
PT. Sinar Sosro memiliki filosofi yaitu niat baik terhadap konsumen dan lingkungan. Produk-produk yang dihasilkan PT. Sinar Sosro tidak menggunakan 3P (Pewarna, Pengawet dan Pemanis Buatan) sehingga aman dikonsumsi oleh semua usia tanpa efek samping. Selain itu, proses produksi yang tidak menimbulkan limbah yang dapat mencemari lingkungan karena telah diolah dengan baik, salah satu contoh adalah pengolahan ampas teh menjadi pupuk.
1. PT. Sinar Sosro Cakung (kantor Pusat), Cakung – Jakarta Timur. 2. PT. Sinar Sosro Pabrik Tambun, Bekasi – Jawa Barat.
3. PT. Sinar Sosro Pabrik Cibitung, Jawa Barat.
4. PT. Sinar Sosro Pabrik Unggaran, Semarang – Jawa Tengah. 5. PT. Sinar Sosro Pabrik Gresik, Surabaya – Jawa Timur. 6. PT. Sinar Sosro Pabrik Pandeglang, Banten.
7. PT. Sinar Sosro Pabrik Gianyar, Gianyar – Bali.
8. PT. Sinar Sosro Pabrik Deli Serdang, Tanjung Morawa – Sumatera Utara. 9. PT. Sinar Sosro Palembang.
2.2. Ruang Lingkup Bidang Usaha
Produk-produk yang dihasilkan oleh PT. Sinar Sosro Cabang Deli Serdang adalah Teh Botol Sosro (TBS), Fruit Tea Botol (FTB), Prim-a, dan Fruit Tea genggam.
2.3. Lokasi Perusahaan
PT. Sinar Sosro terletak di Jl. Tanjung Morawa – Medan Km. 14,5 Sumatera Utara. PT. Sinar Sosro Deli Serdang merupakan cabang dari kantor pusat PT. Sinar Sosro yang berada di Cakung, Jakarta Timur.
2.4. Daerah Pemasaran
NAD. Perusahaan ini merupakan distributor tunggal produk Sosro untuk kawasan Sumatera dan masih berada di bawah naungan Sosro Group.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
Struktur organisasi PT. Sinar Sosro berbentuk gabungan lini dan fungsional dimana kebijakan dan wewenang diberikan oleh pimpinan kepada bawahan sesuai dengan tugas dan tanggung jawab masing-masing. Pimpinan setiap departemen dapat memberikan perintah kepada semua staf dan anggota yang ada sesuai dengan bidang kerjanya. Struktur Organisasi PT. Sinar Sosro dapat dilihat pada Gambar 2.1.
2.5.2. Uraian Tugas dan Tanggung Jawab
Pembagian pekerjaan pada PT. Sinar Sosro dibagi menurut fungsi yang telah ditetapkan. Setiap personil diberikan tugas dan tanggung jawab sesuai dengan dasar kualifikasinya. Adapun tugas dan tanggung jawab serta wewenang di PT. Sinar Sosro adalah sebagai berikut:
1. General Manager, merupakan pimpinan tertinggi perusahaan. Bertanggung jawab kepada Direktur Operasi. Tugasnya sebagai berikut:
a. Menentukan garis kebijakan umum dari program kerja perusahaan. b. Bertanggung jawab ke dalam dan ke luar perusahaan.
c. Mengarahkan dan meneliti kegiatan perusahaan.
Direktur Operasi
General Manager
Sekretaris
Man. QC Man Produksi & PM
Supervisor
QC Spv. Logistik Spv. Prod TB A
Spv. Prod TB B
Spv. Prod TB
C AMDK
Man. WorkShop and civilwork
Man. ACC Financial
Spv. Acc&financial Spv. Pembelian Spv. Gudang PB/ PI
Man. Personalia dan Umum
Operator
Selektor
Helper
Mekanis Bengkel
Prasarana Staf Acc Financial Adm. Pembelian Ka Gd PB Ka Gd PI
Operator
Spv. Personalia dan Umum
Adm. Pers&Umum
Boy Office Supir Satpam
e. Menyebarkan dan menerapkan kebijaksanaan serta mengawasi pelaksanaannya.
f. Melaksanakan kontrak kerja dengan pihak luar.
g. Mengkoordinir dan mengawasi tugas-tugas yang didelegasikan kepada manager
dan menjalin hubungan kerja yang baik.
h. Bersama manager lain membuat rencana produksi per triwulan.
2. Manager Produksi dan Maintenance (PM), bertanggung jawab kepada General Manager. Tugasnya sebagai berikut:
a. Merencanakan dan mengatur jadwal produksi produk agar tidak terjadi kekurangan dan kelebihan persediaan.
b. Mengadakan pengendalian produksi agar produk sesuai dengan spesifikasi dan standar mutu yang ditentukan.
c. Membuat laporan produksi secara periodik untuk mengenai pamakaian bahan dan jumlah produksi.
d. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
e. Mengatur kegiatan perawatan mesin.
f. Membuat rencana produksi sesuai dengan permintaan pemasaran.
3. Manager Personalia dan Umum, bertanggung jawab kepada General Manager dan atas segala hal yang berhubungan dengan kegiatan yang bersifat umum baik yang berhubungan ke luar maupun ke dalam perusahaan. Tugasnya sebagai berikut:
a. Membantu direktur dalam hal kegiatan administrasi.
c. Merekrut dan melatih pegawai baru yang dibutuhkan perusahaan.
d. Mengkoordinir dan mengawasi pelaksanaan tugas dari kepala-kepala bagian.
e. Mengerjakan administrasi kepegawaian.
4. Kepala Bagian Pembelian, bertanggung jawab kepada Manager Produksi dan PM. Tugasnya adalah sebagai berikut:
a. Mengkoordinir dan mengawasi pelaksanaan kegiatan pembelian. b. Mengawasi kegiatan administrasi pembelian.
c. Melakukan pembelian barang yang diminta oleh departemen lain.
5. Manager Accounting dan Finance, bertanggung jawab kepada General Manager. Tugasnya sebagai berikut:
a. Membuat laporan keuangan kepada atasan secara berkala tentang penggunaan uang.
b. Mengendalikan budget pendapatan dari belanja perusahaan sesuai dengan hasil yang diharapkan.
c. Bertanggung jawab atas penentuan biaya perusahaan seperti biaya administrasi.
6. Kepala Divisi/Supervisor
Untuk produk Teh Botol Sosro terdapat 3 orang supervisor yang bergantian menurut shift, bertanggung jawab kepada Manager Produksi dan Maintenance. Tugasnya adalah sebagai berikut:
b. Menyiapkan laporan yang dibutuhkan Manager Produksi mengenai data produksi, jumlah batch produksi, pemakaian bahan dan lain-lain.
c. Bertanggung jawab penuh atas masalah yang timbul di kemudian hari atas produk yang dihasilkan.
d. Menyusun jadwal dan rotasi kerja bagi karyawan produksi yang dipimpinnya.
7. Kepala Gudang, bertanggung jawab kepada Supervisor. Tugasnya adalah sebagai berikut:
a. Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku. b. Membuat laporan penerimaan, persediaan dan pengeluaran bahan. c. Mengontrol persediaan bahan.
d. Memesan bahan bila telah habis.
8. Manager Quality Control, bertanggung jawab kepada General Manager. Tugasnya adalah sebagai berikut:
a. Mengkoordinir dan mengawasi pengendalian mutu produk.
b. Memberi saran-saran kepada kepala bagian produksi mengenai mutu produk dan keadaan mesin/peralatan yang digunakan dalam proses produksi.
9. Kasir, bertanggung jawab kepada Supervisor Accounting dan Finance. Tugasnya adalah sebagai berikut:
b. Membantu atasan dalam hal penerimaan maupun pembayaran perusahaan yang berhubungan dengan keuangan.
c. Mencatat dan melaporkan uang masuk dan keluar kepada atasannya.
10.Keamanan, bertanggung jawab kepada Supervisor Personalia dan Umum. Tugasnya adalah sebagai berikut:
a. Menjaga keamanan perusahaan setiap hari, baik waktu berjalan produksi maupun tidak.
b. Mengawasi dan mencatat tamu yang berkunjung ke perusahaan.
11.Analis, bertanggung jawab kepada manajer QC. Tugasnya adalah sebagai berikut:
a. Melakukan pengukuran mutu produk baik sebelum diproses maupun setelah diproses.
b. Memberikan saran dan langkah berikutnya yang dilakukan atas pengukuran mutu.
2.6. Proses Produksi 2.6.1. Bahan
Bahan baku, bahan penolong dan bahan tambahan yang digunakan dalam pembuatan produk PT. Sinar Sosro adalah sebagai berikut:
a. Teh Botol
Bahan penolong yang digunakan dalam pembuatan teh botol sosro adalah pasir kuarsa, softener pada water treatment dan karbon. Sedangkan bahan tambahan yang digunakan adalah botol kaca dan crown (tutup botol).
b. Fruit Tea
Dalam memproduksi fruit tea, baik kemasan botol maupun genggam, bahan baku yang digunakan adalah teh hitam, gula industri, air, dan konsentrat sari buah. Bahan penolong yang digunakan adalah pasir kuarsa, karbon, dan softener pada water treatment. Sedangkan bahan tambahan yang digunakan
adalah botol kaca, tetrapack, kardus untuk pengepakan kemasan tetrapack, tutup botol, dan sedotan.
c. Prim-A
Dalam pembuatan air minum gallon, bahan baku yang terutama adalah air yang akan mengalami proses ozonifikasi. Bahan penolong yang digunakan adalah pasir kuarsa, karbon, dan softener pada proses water treatment. Sedangkan bahan tambahan yang digunakan adalah gallon plastik, penutup gallon dan plastik merek sebagai seal.
2.6.2. Uraian Proses Produksi
Proses produksi ketiga jenis produk yang dihasilkan oleh PT. Sinar Sosro Deli Serdang adalah:
a. Teh Botol
Air tanah, sebagai bahan baku utama, diambil dari kedalaman ± 200 m di bawah tanah kemudian disterilkan melalui proses water treatment. Air yang mengalami proses water treatment mengalami tiga perlakuan yaitu air disaring dengan pasir kuarsa di tanki 1, kemudian dialirkan ke tanki 2 yang berisi karbon, setelah itu dimasukkan ke tanki 3 yang berisi softener. Setelah melalui proses water treatment, air dimasak hingga 100oC. Air panas tersebut dialirkan ke tanki teh untuk menyeduh teh wangi yang telah dimasukkan ke dalam tanki teh. Air panas juga dialirkan ke tanki yang berisi gula untuk melarutkan gula menjadi sirup gula. Setelah diseduh, teh dialirkan ke tanki filtrox untuk memisahkan ekstrak teh dari ampas teh. Dari tanki filtrox ekstrak
teh dialirkan ke tanki pencampuran. Pada saat yang sama, sirup gula juga dialirkan ke tanki pencampuran. Hasil campuran antara ekstrak teh dan sirup gula menjadi teh manis cair yang siap diisi ke dalam botol melalui mesin filler.
2. Proses Pencucian Botol
Botol-botol kosong yang telah kembali dari pasar harus dicuci terlebih dahulu. Krat-krat botol kosong dilewatkan melalui roller yang terhubung dengan conveyor untuk diangkat oleh mesin crater ke lintasan conveyor menuju bottle
washer. Botol-botol yang telah melewati mesin crater menuju bottle washer
botol-botol tersebut direndam pada air caustic dengan suhu hingga 90oC untuk membunuh bakteri sekaligus membersihkan botol. Pada saat akan dikeluarkan dari mesin bottle washer, botol-botol disemprot dengan hot water untuk membilas botol dari sisa-sisa air caustic.Setelah itu, botol-botol bergerak melalui conveyor menuju mesin EBI optiscan. Mesin E.B.I scan berfungsi untuk mendeteksi benda asing yang masih menempel di bagian dalam dinding botol. Kemudian botol-botol melewati pos II, dimana operator pos II bertugas untuk mengambil botol-botol gumpil dan kusam yang terlewat dari pos I dan mesin bottle washer. Botol-botol yang telah melalui pos II akan menuju ke filler, sementara itu teh manis cair dialirkan melalui pipa menuju pasteurizer.
Pasteurizer berfungsi untuk memanaskan kembali teh manis cair untuk
membunuh bakteri yang terikut pada saat dialirkan melalui pipa. Kemudian, botol-botol diisi dengan teh manis cair oleh mesin filler dan ditutup dengan crown. Kemudian botol-botol yang telah terisi teh dan ditutup crown akan
melewati mesin video jet untuk diberikan barcode tanggal dan jam produksi. Setelah itu, produk jadi tersebut melalui pos III untuk disortir apakah tutup crown telah rapat dan baik, produk yang tidak terkena barcode. Seteleh
melewati pso III, produk kemudian diangkat melalui mesin decrater ke crate. Produk yang telah jadi harus diinkubasi selama tiga hari sebelum dipasarkan. b. Fruit Tea
1. Proses Pemasakan Fruit Tea
mengalami proses water treatment mengalami tiga perlakuan yaitu air disaring dengan pasir kuarsa di tanki 1, kemudian dialirkan ke tanki 2 yang berisi karbon, setelah itu dimasukkan ke tanki 3 yang berisi softener. Setelah melalui proses water treatment, air dimasak hingga 100oC. Air panas tersebut dialirkan ke tanki teh untuk menyeduh teh hitam yang telah dimasukkan ke dalam tanki teh. Air panas juga dialirkan ke tanki yang berisi gula untuk melarutkan gula menjadi sirup gula. Setelah diseduh, teh dialirkan ke tanki filtrox untuk memisahkan ekstrak teh dari ampas teh. Dari tanki filtrox ekstrak
teh dialirkan ke tanki pencampuran. Pada saat yang sama, sirup gula juga dialirkan ke tanki pencampuran. Hasil campuran antara ekstrak teh dan sirup gula menjadi fruit tea cair yang siap diisi ke dalam botol melalui mesin filler. 2. Proses Pencucian Botol
Botol-botol kosong yang telah kembali dari pasar harus dicuci terlebih dahulu. Krat-krat botol kosong dilewatkan melalui roller yang terhubung dengan conveyor untuk diangkat oleh mesin crater ke lintasan conveyor menuju bottle
washer. Botol-botol yang telah melewati mesin crater menuju bottle washer
melalui conveyor menuju mesin EBI optiscan. Mesin E.B.I scan berfungsi untuk mendeteksi benda asing yang masih menempel di bagian dalam dinding botol. Kemudian botol-botol melewati pos II, dimana operator pos II bertugas untuk mengambil botol-botol gumpil dan kusam yang terlewat dari pos I dan mesin bottle washer. Botol-botol yang telah melalui pos II akan menuju ke filler, sementara itu fruit tea cair dialirkan melalui pipa menuju pasteurizer.
Pasteurizer berfungsi untuk memanaskan kembali fruit tea cair untuk
membunuh bakteri yang terikut pada saat dialirkan melalui pipa. Kemudian, botol-botol diisi dengan fruit tea cair oleh mesin filler dan ditutup dengan crown. Kemudian botol-botol yang telah terisi teh dan ditutup crown akan
melewati mesin video jet untuk diberikan barcode tanggal dan jam produksi. Setelah itu, produk jadi tersebut melalui pos III untuk disortir apakah tutup crown telah rapat dan baik, produk yang tidak terkena barcode. Seteleh
melewati pos III, produk kemudian diangkat melalui mesin decrater ke crate. Produk yang telah jadi harus diinkubasi selama tiga hari sebelum dipasarkan. c. Prim-A
1. Proses Pemurnian Air
mesin ini, air mengalami proses ozonifikasi dimana kandungan oksigen dalam air menjadi meningkat. Air kemudian dialirkan ke filler tank dan siap dialirkan ke gallon yang telah dicuci.
2. Proses Pencucian Gallon
[image:38.595.167.467.426.698.2]Proses pembersihan botol bagian luar dilakukan secara manual dengan menggunakan sabun. Gallon yang telah dibersihkan bagian luarnya kemudian dimasukkan ke dalam ruang pencucian gallon bagian dalam. Setelah bersih, maka gallon siap untuk diisi air dari filler tank. Setelah diisi air, gallon di tutup dan disegel tutupnya sebagai penanda tanggal produksi.
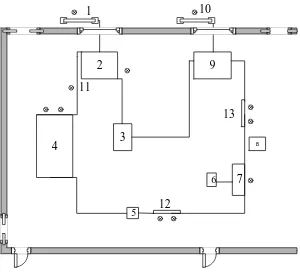
Gambar 2.2. menunjukkan layout produksi lini 2 pada PT. Sinar Sosro Deli Serdang.
2
4 3
5
9
8
7
6
1 10
12
13 11
Keterangan: 1. Manual De Pallet 2. Mesin De Crater 3. Mesin Crate Washer 4. Mesin Bottle Washer 5. Mesin EBI (Optiscan) 6. Pasteurizer
7. Mesin Filler dan Crowner
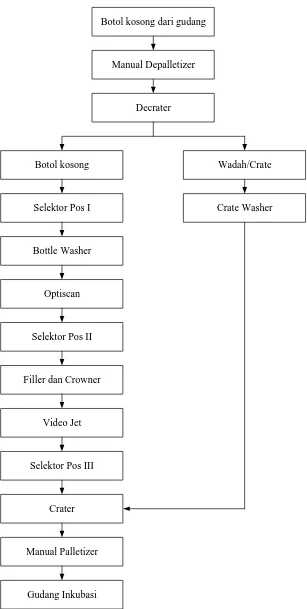
Botol kosong dari gudang
Manual Depalletizer
Decrater
Botol kosong Wadah/Crate
Bottle Washer
Crate Washer Selektor Pos I
Selektor Pos II Optiscan
Filler dan Crowner
Selektor Pos III Video Jet
Crater
Manual Palletizer
[image:40.595.158.465.107.716.2]Gudang Inkubasi
2.7. Jam Kerja Perusahaan
Jam kerja pada PT. Sinar Sosro terbagi dua yaitu jam kerja untuk bagian kantor dan jam kerja untuk bagian produksi.
1. Bagian kantor
Pembagian waktu kerja untuk pegawai kantor adalah sebagai berikut: a. Senin – kamis : 08.00 – 12.00; 13.00 – 16.00
b. Jumat : 08.00 – 12.00; 13.30 – 16.00 c. Sabtu : 08.00 – 13.00
2. Shift
Jam kerja berdasarkan shift berlaku untuk operator dan supervisor pada bagian produksi.
a. Shift I : jam 00.00 – 08.00 b. Shift II : jam 08.00 – 16.00
c. Shift III : jam 16.00 – 24.00
Untuk lini 2, diberlakukan 3 shift kerja dengan pembagian jadwal seperti yang dijelaskan di atas. Namun untuk lini 3, hanya digunakan dua shift yaitu shift 1 dan shift 2 dengan pembagian waktu sebagai berikut:
a. Shift I : jam 00.00 – 09.00 b. Shift II : jam 09.00 – 18.00
2.8. Sistem Pengupahan
Upah akan diberikan kepada karyawan setiap akhir bulan. Upah yang diberikan terdiri dari:
a. Upah/gaji bulanan diberikan kepada pekerja tetap dimana besarnya tetap setiap bulannya sesuai dengan jabatan/jobdesk masing-masing.
b. Upah Lembur, diberikan kepada tenaga kerja yang bekerja melebihi jam kerja biasa,
Selain upah, juga terdapat tunjangan yang diberikan kepada karyawan. Tunjangan – tunjangan tersebut, terdiri dari:
a. Tunjangan jabatan b. Tunjangan akhir tahun
c. Tunjangan perjalanan dinas, yang diberikan kepada pegawai yang melakukan perjalanan dinas perusahaan. Biaya–biaya yang dikeluarkan selama perjalanan akan dikembalikan melalui formulir surat pertanggung jawaban.
d. Tunjangan hari raya
e. Tunjangan meninggal dunia
f. Uang penghargaan masa kerja (UPMK)
Selain memberikan tunjangan dan upah, pihak perusahaan juga memberikan berbagai fasilitas lainnya untuk meningkatkan kesejahteraan sosial karyawannya:
a. Jamsostek
d. Fasilitas keagamaan e. Fasilitas olah raga
f. Rekreasi seluruh karyawan dan keluarga perusahaan g. Koperasi karyawan
BAB III
LANDASAN TEORI
3.1. Perawatan (Maintenance)1
Perawatan adalah sebuah operasi atau aktivitas yang harus dilakukan secara berkala dengan tujuan untuk melakukan pergantian kerusakan peralatan dengan resources yang ada. Perawatan juga ditujukan untuk mengembalikan suatu sistem pada kondisinya agar dapat berfungsi sebagaimana mestinya, memperpanjang usia kegunaan mesin, dan menekan failure sekecil mungkin.
Manajemen perawatan dapat digunakan untuk membuat sebuah kebijakan mengenai aktivitas perawatan, dengan melibatkan aspek teknis dan pengendalian manajemen ke dalam sebuah program perawatan. Pada umumnya, semakin tingginya aktivitas perbaikan dalam sebuah sistem, kebutuhan akan manajemen dan pengendalian di perawatan menjadi semakin penting. Berikut adalah sembilan pendekatan untuk membuat sebuah program perawatan yang efektif:
1. Mengidentifikasi kekurangan eksisting. 2. Membuat tujuan akhir dari program. 3. Menetapkan skala prioritas.
4. Menetapkan parameter untuk pengukuran performansi. 5. Menetapkan rencana jangka pendek dan juga jangka panjang. 6. Sosialisasi perencanaan terhadap bagian-bagian yang terkait. 7. Implementasi perencanaan.
9. Pemeriksaan kemajuan secara rutin.
3.1.1.Pengklasifikasian Perawatan
Adapun klasifikasi dari perawatan mesin adalah: 1. Preventive Maintenance
Preventive Maintenance adalah salah satu komponen penting dalam
aktivitas perawatan (maintenance). Preventive maintenance adalah aktivitas perawatan yang dilakukan sebelum terjadinya kegagalan atau kerusakan pada sebuah sistem atau komponen, dimana sebelumnya sudah dilakukan perencanaan dengan pengawasan yang sistematik, deteksi, dan koreksi, agar sistem atau komponen tersebut dapat mempertahankan kapabilitas fungsionalnya. Beberapa tujuan dari preventive maintenance adalah mendeteksi lebih awal terjadinya kegagalan/kerusakan, meminimalisasi terjadinya kegagalan dan meminimalkan kegagalan produk yang disebabkan oleh kerusakan sistem.
Ada empat faktor dasar dalam memutuskan penerapan preventive maintenance:
a. Mencegah terjadinya kegagalan. b. Mendeteksi kegagalan.
c. Mengungkap kegagalan tersembunyi (hidden failure).
d. Tidak melakukan apapun karena lebih efektif daripada dilakukan pergantian. Dengan mengidentifikasi keempat faktor dalam melaksanakan preventive maintenance, terdapat empat kategori dalam mengspesifikasikan preventive
1. Time-Directed (TD) adalah perawatan yang diarahkan secara langsung pada pencegahan kegagalan atau kerusakan.
2. Condition-Directed (CD) adalah perawatan yang
diarahkan pada deteksi kegagalan atau gejala-gejala kerusakan.
3. Failure-Finding (FF) adalah perawatan yang
diarahkan pada penemuan kegagalan tersembunyi.
4. Run-to-Failure (RTF) adalah perawatan yang
didasarkan pada pertimbangan untuk menjalankan komponen hingga rusak karena pilihan lain tidak memungkinkan atau tidak menguntungkan dari segi ekonomi.
2. Predictive Maintenance2
Predictive maintenance didefinisikan sebagai pengukuran yang dapat
mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan.
Pada dasarnya, predictive maintenance berbeda dengan preventive maintenance dengan berdasarkan kebutuhan perawatan pada kondisi actual mesin
dari pada jadwal yang telah ditentukan. Dapat dikatakan bahwa preventive maintenance bersifat time-based, seperti pergantian oli setiap 3000 jam kerja. Hal
maintenance dimana predictive maintenance menekankan kegiatan perawatan
pada kondisi aktual.
3. Time Directed Maintenance
Time directed maintenance dapat dilakukan apabila variabel waktu dari
komponen atau sistem diketahui. Kebijakan perawatan yang sesuai untuk diterapkan pada time directed maintenance adalah periodic maintenance dan on-condition maintenance. Periodic maintenance (hard time maintenance) adalah
perawatan pencegahan yang dilakukan secara terjadwal dan bertujuan untuk mengganti sebuah komponen atau system berdasarkan interval waktu tertentu. On-condition maintenance merupakan kegiatan perawatan yang dilakukan
berdasarkan kebijakan operator. 4. Condition Based Maintenance
Condition Base Maintenance merupakan aktivitas perawatan pencegahan
yang dilakukan berdasarkan kondisi tertentu dari suatu komponen atau sistem, yang bertujuan untuk mengantisipasi sebuah komponen atau sistem agar tidak mengalami kerusakan. Karena variable waktunya tidak pasti diketahui, kebijakan yang sesuai dengan kondisi tersebut adalah predictive maintenance. Predictive Maintenance merupakan suatu kegiatan perawatan yang dilakukan dengan
menggunakan sistem monitoring, misalnya analisis dan komposisi gas. 5. Failure Finding
Failure Finding merupakan kegiatan perawatan pencegahan yang
memeriksa fungsi tersembunyi (hcidden function) secara periodik untuk memastikan kapan suatu komponen mengalami kegagalan.
6. Run to Failure
Run to Failure tergolong sebagai perawatan pencegahan karena faktor
ketidaksengajaan yang bisa saja terjadi dalam beberapa peralatan. Disebut juga sebagai no schedule maintenance karena dilakukan jika tidak ada tindakan pencegahan yang efektif dan efisien yang dapat dilakukan, jika dilakukan tindakan pencegahan terlalu mahal atau dampak kegagalan tidak terlalu esensial (tidak terlalu berpengaruh).
7. Corrective Maintenance
Corrective Maintenance merupakan kegiatan perawatan yang dilakukan
untuk mengatasi kegagalan atau kerusakan yang ditemukan selama masa waktu preventive maintenance. Pada umumnya, corrective maintenance bukanlah
aktivitas perawatan yang terjadwal, karena dilakukan setelah sebuah komponen mengalami kerusakan dan bertujuan untuk mengembalikan kehandalan sebuah komponen atau sistem ke kondisi semula.
3.2. Kehandalan (Reliability)3
penjadwalan pemeliharaan sendiri. Konsep kehandalan digunakan juga pada berbagai industri, misalnya dalam penentuan interval penggantian komponen mesin.
Secara umum, fungsi kehandalan dinyatakan sebagai berikut:
Dimana f(y) merupakan fungsi kegagalan sedangkan R(t) merupakan fungsi kehandalan. Oleh sebab itu, pemenuhan performa terjadi pada tiga batasan yaitu: 1. Fungsi
2. Waktu
3. Kondisi operasi
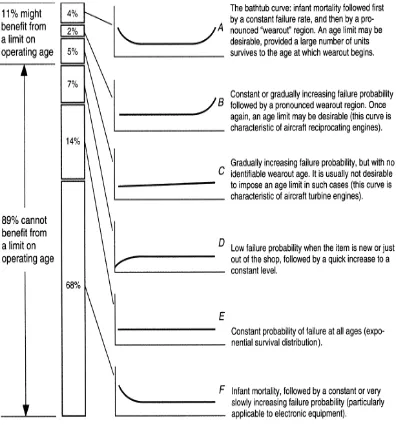
Secara umum konsep reliability dapat digambarkan dalam bathtub curve untuk menjelaskan siklus hidup komponen. Nama kurva tersebut disesuaikan dengan bentuk kurva, dimana kurva tersebut menyatakan tiga hal:
1. Infant Mortality Stage: pada tahap awal pengembangan produk, terdapat beberapa part, material, proses yang tidak terpantau oleh bagian quality control. Item yang tidak standard ini kemudian rusak lebih cepat dari pada
total waktu hidup produk. Saat masalah ini muncul dan perlahan diperbaiki, tingkat kerusakan populasi akan menurun dan menstabilkan populasi.
2. On Average Stage: saat stabilisasi populasi selesai, laju kerusakan produk menjadi konstan. Namun, kita tidak dapat memprediksikan secara pasti kapan kerusakan terjadi karena terjadinya kerusakan tersebut secara random.
3. Aging and Wearout Stage: saat masa pemakaian produk meningkat, beberapa mekanisme kegagalan potensial dapat terjadi namun tidak secara random. Faktanya, kerusakan tersebut berdasarkan waktu atau siklus dan mengarah pada penuaan dan keausan. Dengan demikian, laju kerusakan akan mulai naik dan umur pakai produk mendekati akhir.
Gambar 3.2. Variasi Bathtub Curve
Kurva-kurva tersebut terbagi ke dalam kelompok-kelompok sesuai dengan persentase kerusakan:
1. Hanya sekitar 3-4% yang sebenarnya mencerminkan konsep kurva bathtub tradisional (kurva A).
3. Sebaliknya, 77-92% komponen tidak menunjukkan mekanisme keausan atau penuaan selama masa pakai (D, E, F).
3.3. Pola Distribusi Data
Pola distribusi kerusakan mesin atau komponennya biasanya merupakan distribusi Weibull, Lognormal, Eksponensial, Gamma dan Normal. Pola-pola berikut ini merupakan pola yang umum menggambarkan distribusi kerusakan komponen mesin.
3.3.1. Distribusi Weibull
Distribusi ini dikembangkan oleh W. Weibull pada awal tahun 1950. Distribusi Weibull adalah salah satu distribusi yang penting pada teori reliability. Distribusi Weibull sangat luas digunakan untuk analisa kehilangan performansi pada sistem kompleks di dalam sistem engineering. Secara umum, distribusi ini dapat digunakan untuk menjelaskan data saat waktu menunggu hingga terjadi kejadian dan untuk menyatakan berbagai fenomena fisika yang berbeda-beda. Dengan demikian, distribusi ini dapat diterapkan pada analisa resiko karena dapat menduga umur pakai (life time) komponen. Fungsi-fungsi dari distribusi Weibull: 1. Fungsi Kepadatan Probabilitas
− = β− β α α αβ t t t
f( ) exp
2. Fungsi Distribusi Kumulatif − − = β α t t
F( ) 1 exp
3. Fungsi Keandalan
− = β α t t
R( ) exp
) ( 1 )
(t F t
R = −
4. Fungsi Laju Kerusakan
1 ) ( ) ( ) ( − = = β α αβ t t R t f t h
5. MTTF (Mean Time To Failure)
MTTF adalah rata-rata waktu atau interval waktu kerusakan mesin atau komponen dalam distribusi kegagalan.
+ Γ =α 1 β1 MTTF
Γ = Fungsi Gamma, Γ(n) = (n-1)!, dapat diperoleh melalui nilai fungsi gamma.
Dimana, menurut Stirling n n
e n n 2 n!≈ π
Π = 3,142... e = 2,718...
Parameter β disebut dengan parameter bentuk atau kemiringan weibull
karakteristik hidup. Bentuk fungsi distribusi weibull bergantung pada parameter
bentuknya (β), yaitu:
1. β < 1: Distribusi weibull akan menyerupai distribusi hyper-exponential dengan laju kerusakan cenderung menurun.
2. β = 1: Distribusi weibull akan menyerupai distribusi eksponensial dengan laju kerusakan cenderung konstan.
3. β > 1 : Distribusi weibull akan menyerupai distribusi normal dengan laju kerusakan cenderung meningkat.
Gambar 3.3. Pola Distribusi Weibull
3.3.2. Distribusi Lognormal
Distribusi lognormal sangat cocok menggambarkan lamanya waktu perbaikan suatu komponen. Fungsi-fungsi dari distribusi Lognormal:
1. Fungsi Kepadatan Probabilitas
( )
[
]
−
−
= 2
2
2 ln exp 2 1 )
(
σ µ π
σ
t
t t
2. Fungsi Distribusi Kumulatif
3. Fungsi Keandalan
( )
[
t]
dtt t R t
∫
∞ − − = 2 2 2 ln exp 2 1 ) ( σ µ π σ ) ( 1 )(t F t
R = −
4. Fungsi Laju Kerusakan
) ( ) ( ) ( t R t f t h =
5. MTTF (Mean Time To Failure)
+ = 2 exp 2 σ µ MTTF
Kosep reliability distribusi Lognormal tergantung pada nilai μ (rata-rata)
dan σ (standar deviasi).
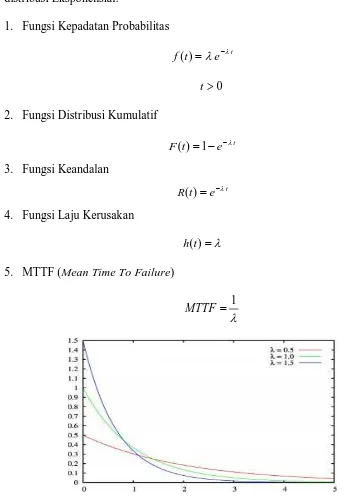
3.3.3. Distribusi Eksponensial
Distribusi ini secara luas digunakan dalam kehandalan dan perawatan. Hal ini dikarenakan distribusi ini mudah digunakan untuk berbagai tipe analisis dan memiliki laju kegagalan yang konstan selama masa pakai. Fungsi-fungsi dari distribusi Eksponensial:
1. Fungsi Kepadatan Probabilitas
t e t
f( )=λ −λ 0 > t
2. Fungsi Distribusi Kumulatif
t e t
F( )=1− −λ 3. Fungsi Keandalan
t e t R( )= −λ 4. Fungsi Laju Kerusakan
λ = ) (t h
5. MTTF (Mean Time To Failure)
[image:56.595.109.461.232.734.2]λ 1 = MTTF
3.3.4. Distribusi Gamma
Distribusi Gamma memiliki karakter yang hampir mirip dengan distribusi Weibull dengan shape parameter β dan scale parameter α. Fungsi-fungsi dari distribusi Gamma:
1. Fungsi Kepadatan Probabilitas
( )
− Γ = − α β αβ β t t tf( ) exp
1
; t ≥0;α,β >0
2. Fungsi Distribusi Kumulatif
( )
∫
− Γ= t t − t dt
t F 0 1 exp ) ( α β αβ β
3. Fungsi Keandalan
) ( 1 )
(t F t
R = −
( )
∫
∞ − − Γ = t dt t t t R α β αβ β exp ) ( 14. Fungsi Laju Kerusakan
) ( ) ( ) ( t R t f t h =
5. MTTF (Mean Time To Failure)
( )
t dtR
MTTF
∫
∞
=
0
β = 1; − = α α t t
f( ) 1exp
β = integer;
[image:58.595.149.471.110.467.2](
)
− − = − α β αβ β t t t f exp 1 ) ( 1Gambar 3.6. Pola Distribusi Gamma
3.3.5. Distribusi Normal
Distribusi normal adalah distribusi yang paling sering dan umum digunakan. Distribusi normal disebut juga distribusi Gauss yang ditemukan oleh Carl Friedrich Gauss (1777-1855). Fungsi-fungsi dari distribusi Normal adalah: 1. Fungsi Kepadatan Probabilitas
− − = 2 2 2 ) ( exp 2 1 ) ( σµ π σ t t
2. Fungsi Distribusi Kumulatif
∫
− − = t t dt
t F 0 2 2 2 ) ( exp 2 1 ) ( σµ π σ
3. Fungsi Keandalan
∫
∞ − − = t dt t t R 2 2 2 ) ( exp 2 1 ) ( σµ π σ4. Fungsi Laju Kerusakan
5. MTTF (Mean Time To Failure)
µ = MTTF
[image:59.595.127.496.467.680.2]Kosep reliability distribusi normal tergantung pada nilai μ (rata-rata) dan σ (standar deviasi).
3.4. Uji Kolmogorov-Smirnov
Dalam menganalisis kesesuaian data dapat dimanfaatkan Uji Goodness of fit (kesesuaian) antara frekuensi hasil pengamatan dengan frekuensi yang
diharapkan. Alternatif dari uji goodness of fit yang dikemukakan oleh A. Kolmogorov dan N.V.Smirnov dua matematikawan yang berasal dari Rusia,
adalah Kolmogorov–Smirnov, yang beranggapan bahwa distribusi variabel yang sedang diuji bersifat kontinu dan sampel diambil dari populasi sederhana. Dengan demikian uji ini hanya dapat digunakan bila variabel yang diukur paling sedikit dalam skala ordinal.
Uji Kolmogorov–Smirnov dapat diterapkan pada 2 keadaan, yaitu:
1. Menguji apakah suatu sampel mengikuti suatu bentuk distibusi populasi teoritis.
2. Menguji apakah dua buah sampel berasal dari dua populasi yang identik. Ada beberapa keuntungan dan kerugian relatif dari uji kesesuaian Kolmogorov–Smirnov dibandingkan dengan uji kesesuaian Chi-Kuadrat, yaitu :
1. Data dalam uji Kolmogorov–Smirnov tidak perlu dilakukan kategorisasi. Dengan demikian semua informasi hasil pengamatan terpakai.
2. Uji Kolmogorov–Smirnov bisa dipakai untuk semua ukuran sampel, sedang uji Chi-Kuadrat membutuhkan ukuran sampel minimum tertentu.
4. Uji Kolmogorov–Smirnov memakai asumsi bahwa distribusi populasi teoritis bersifat kontinu.
Langkah–langkah prinsip uji Kolmogorov–Smirnov sebagai berikut: 1. Susun frekuensi-frekuensi berurutan dari nilai terkecil sampai nilai terbesar. 2. Susun frekuensi kumulatif dari nilai–nilai teramati itu.
3. Konversikan frekuensi kumulatif itu ke dalam probabilitas, yaitu ke dalam fungsi distribusi frekuensi kumulatif (fs(x)). Sekali lagi ingat bahwa,
distribusi frekuensi teramati harus merupakan hasil pengukuran variabel paling sedikit dalam skala ordinal (tidak bisa dalam skala nominal).
4. Carilah probabilitas (luas area) kumulatif untuk setiap nilai teramati. Hasilnya ialah apa yang kita sebut Ft(xi).
5. Susun Fs(x) berdampingan dengan Ft(x). Hitung selisih absolut antara Fs(xi)
dan Ft(xi) pada masing – masing nilai teramati.
6. Statistik uji Kolmogorov – Smirnov ialah selisih absolut terbesar Fs(xi) dan
Ft(xi) yang juga disebut deviasi maksimum D, ditulis sebagai berikut:
D = Fs(xi)−Ft(xi) maks, i = 1,2,….N.
Prinsip dari uji Kolmogorov–Smirnov ialah menghitung selisih absolut antara fungsi distribusi frekuensi kumulatif sampel (Fs(x)) dan fungsi distribusi
frekuensi kumulatif teoritis (Ft(x)) pada masing – masing interval kelas.
Hipotesis yang diuji dinyatakan sebagai berikut (dua sisi), yaitu: Ho : F(x) = Ft(x) untuk semua x dari −∼sampai + ∼
Hi : F(x) ≠ Ft(x) untuk paling sedikit sebuah x
Dengan F(x) adalah fungsi distribusi frekuensi kumulatif populasi pengamatan. Statistik uji Kolmogorov – Smirnov merupakan selisih terbesar antara Fs(x)
dan Ft(x) yang kita sebut deviasi maksimum D. Statistik D ditulis sebagai berikut :
D = `
) x ( F ) x (
Fs − t maks, i = 1,2,…n
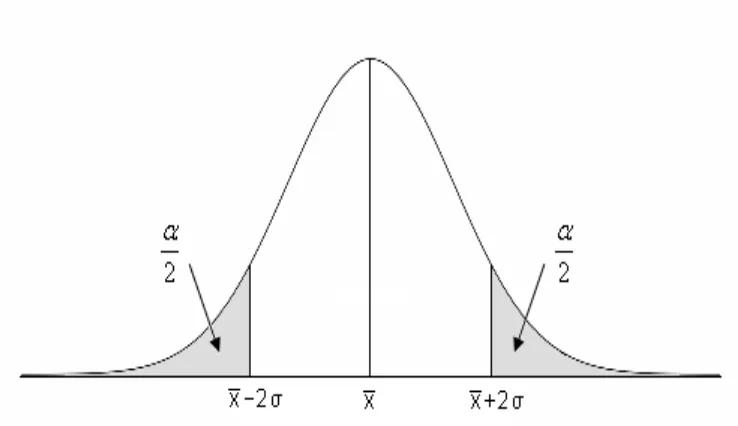
Nilai D kemudian dibandingkan dengan nilai kritis pada tabel distribusi pengambilan sebagian data, pada ukuran sampel n dan tingkat kemaknaan α. Ho ditolak bila nilai teramati maksimum D lebih besar atau sama dengan nilai kritis D maksimum. Dengan penolakan Ho berarti distribusi teoritis berbeda secara bermakna. Sebaliknya dengan menolak Ho berarti terdapat perbedaan bermakna antara distribusi teramati dan distribusi teoritis. Perbedaan–perbedaan yang tampak disebabkan variasi pengambilan sebagian data (sampling variation).
periode kerusakan (breakdown period) sampai batas minimum, maka keputusan penggantian komponen sistem berdasarkan downtime minimum menjadi sangat penting. Pembahasan berikut akan difokuskan pada proses pembuatan keputusan penggantian komponen sistem yang meminimumkan downtime, sehingga tujuan utama dari manajamen sistem perawatan untuk memperpendek periode kerusakan sampai batas minimum dapat dicapai. Penentuan tindakan preventif yang optimum (meminimumkan downtime akan dikemukakan berdasarkan interval waktu penggantian (replacement interval).
Tujuan untuk menentukan penggantian komponen yang optimum berdasarkan interval waktu, tp, diantara penggantian preventif dengan
menggunakan kriteria meminimumkan total downtime per unit waktu, dapat dijelaskan melalui gambar 3.6 berikut.
Penggantian karena rusak
Penggantian Preventif
Tf Tf Tp
tp
Satu siklus
Gambar 3.8. Penggantian Komponen Berdasarkan Interval Waktu Dari gambar 3.6, dapat dilihat bahwa total downtime per unit waktu untuk tindakan penggantian preventif pada waktu tp, dinotasikan sebagai D(tp) adalah:
p p
p f p p
T t
T T t H t D
+ +
= ( )
)
Dimana:
H(tp) : Banyaknya kerusakan (kegagalan) dalam interval waktu (0,tp),
merupakan nilai harapan (expected value)
Tf : Waktu yang diperlukan untuk penggantian komponen karena kerusakan.
Tp : Waktu yang diperlukan untuk penggantian komponen karena tindakan
preventif (komponen belum rusak). tp + Tp : Panjang satu siklus.
Dengan meminimumkan total minimum downtime, akan diperoleh tindakan penggatian komponen berdasarkan interval waktu tp yang optimum.
Untuk komponen yang memiliki distribusi kegagalan mengikuti distribusi peluang tertentu dengan fungsi peluang f(t), maka nilai harapan (expected value) banyaknya kegagalan yang terjadi dalam interval waktu (0,tp) dapat dihitung
sebagai berikut:
[
]
∫
∑
=− + − − += 1 1
0
) ( ) 1 ( 1 )
(
i
i t
i
p
p H t i f t dt
t H
p
H(0) ditetapkan sama dengan nol sehingga untuk tp= 0, maka H(tp) = H(0)
= 0.
3.6. Reliability Centered Maintenance (RCM)4
Reliability Centered Maintenance (RCM) didefinisikan sebagai sebuah
prioritas yang sama. RCM menyadari bahwa disain dan operasi dari peralatan berbeda-beda sehingga memiliki peluang kegagalan yang berbeda-beda juga. Pendekatan RCM terhadap program maintenance memandang bahwa suatu fasilitas tidak memiliki keterbatasan finansial dan sumber daya, sehingga perlu diprioritaskan dan dioptimalkan. Secara ringkas, RCM adalah sebuah pendekatan sistematis untuk mengevaluasi sebuah fasillitas dan sumber daya untuk menghasilkan reliability yang tinggi dan biaya yang efektif. RCM sangat bergantung pada predictive maintenance tetapi juga menyadari bahwa kegiatan maintenance pada peralatan yang tidak berbiaya mahal dan tidak penting terhadap
reliability peralatan lebih baik dilakukan pendekatan reactive maintenance.
Pendekatan RCM dalam melaksanakan program maintenance dominan bersifat predictive dengan pembagian sebagai berikut:
1. < 10% Reactive. 2. 25% - 35% Preventive. 3. 45% - 55% Predictive.
Tujuan dari RCM adalah:
1. Untuk membangun suatu prioritas disain untuk memfasilitasi kegiatan perawatan yang efektif.
2. Untuk merencanakan preventive maintenance yang aman dan handal pada level-level tertentu dari sistem.
3. Untuk mengumpulkan data-data yang berkaitan dengan perbaikan item dengan berdasarkan bukti kehandalan yang tidak memuaskan.
Karena RCM sangat menitikberatkan pada penggunaan predictive maintenance maka keuntungan dan kerugiannya juga hampir sama. Adapun
keuntungan RCM adalah sebagai berikut:
1. Dapat menjadi program perawatan yang paling efisien.
2. Biaya yang lebih rendah dengan mengeliminasi kegiatan perawatan yang tidak diperlukan.
3. Minimisasi frekuensi overhaul.
4. Minimisasi peluang kegagalan peralatan secara mendadak.
5. Dapat memfokuskan kegiatan perawatan pada komponen-komponen kritis. 6. Meningkatkan reliability komponen.
7. Menggabungkan root cause analysis.
Adapun kerugian RCM adalah sebagai berikut:
1. Dapat menimbulkan biaya awal yang tinggin untuk training, peralatan dan sebagainya.
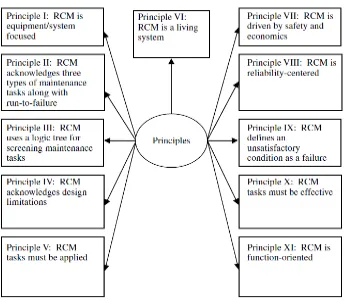
Gambar 3.9. Prinsip-prinsip Dasar RCM
Tabel 3.1. menunjukkan matrix prioritas dalam mengembangkan RCM. Tabel 3.1. Matrix Prioritas Maintenance
Matrix Prioritas Maintenance untuk Pengembangan RCM Prioritas
Bobot Keterangan Aplikasi
1 Emergency Kehidupan, kesehatan, keamanan
2 Urgent Operasi terus menerus pada fasilitas yang beresiko 3 Priority Deadline proyek
4 Routine Prioritas FCFS (first come first serve) 5 Discretionary Diinginkan tetapi tidak penting 6 Deferred Dilaksanakan jika tersedia resource
Tabel 3.2. Hierarki RCM
Hierarki Reliability Centered Maintenance
Reactive Preventive Predictive
Peralatan yang tidak kritis
Peralatan yang sering digunakan
Peralatan dengan pola kerusakan random Peralatan yang tidak
mudah rusak
Peralatan dengan pola
kerusakan yang diketahui Peralatan kritis
Metodologi RCM dijelaskan dalam empat fitur unik: 1. Pemeliharaan fungsi-fungsi komponen.
2. Identifikasi apa yang dapat menyebabkan terjadinya kegagalan. 3. Prioritaskan kebutuhan fungsi.
4. Memilih kegiatan perawatan yang efektif dan aplikatif terhadap prioritas kegagalan yang tinggi.
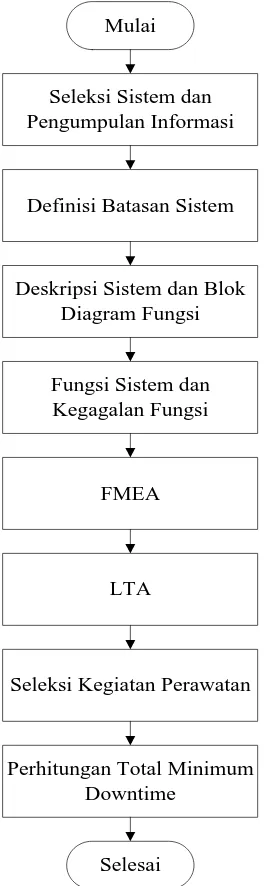
Adapun langkah-langkah dalam menganalisa sistem berdasarkan RCM: 1. Seleksi sistem dan pengumpulan informasi.
Pada saat keputusan untuk melaksanakan program RCM pada mesin atau fasilitas, maka muncul dua pertanyaan:
1. Pada level perakitan (komponen, sistem) proses analisis harus dilakukan? 2. Apakah keseluruhan fasilitas/mesin mendapat proses, jika tidak, pemilihan
yang bagaimana yang harus dibuat?
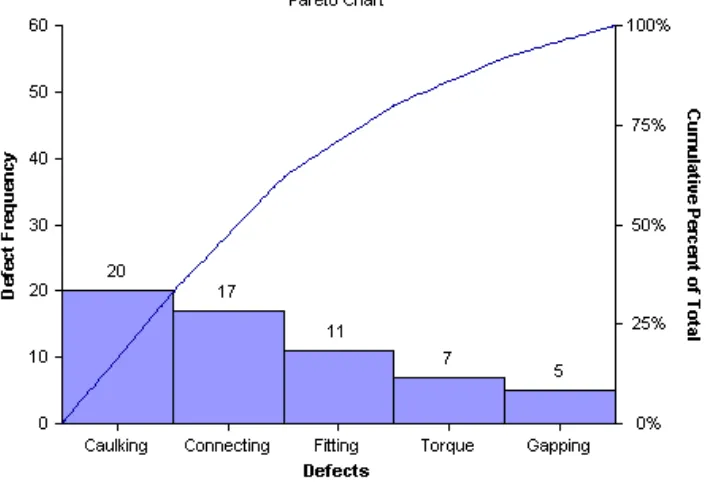
menggambarkannya dalam diagram pareto. Gambar 3.10. menunjukkan gambar pareto diagram.
Gambar 3.10. Pareto Diagram
Dalam pengumpulan informasi, waktu dan usaha dapat dipersingkat jika terdapat dokumen mengenai sistem dan informasi yang berhubungan. Daftar dokumen dan informasi yang berhubungan dengan setiap sistem untuk analisa RCM adalah:
a. Sistem skematik atau block diagram.
b. Buku manual untuk sistem yang mungkin memiliki informasi penting dari disain dan operasi sistem.
c. Data historis peralatan.
d. Sistem operasi manual, yang memiliki detail bagaimana sistem tersebut berfungsi.
2. Definisikan batasan sistem.
Ada dua alasan mengapa definisi batasan sistem diperlukan dalam analisa proses RCM:
a. Pasti terdapat pengetahuan dari apa yang telah dan belum dimasukkan dalam sistem sehingga daftar komponen yang akurat dapat dianalisa.
b. Batasan-batasan yang akan menentukan faktor dalam menentukan apa yang masuk dan keluar dari sistem. Hal ini diperlukan pemahaman mengenai apa yang termasuk dalam sistem dan yang tidak.
3. Deksripsi sistem dan blok diagram fungsi.
Setelah seleksi sistem selesai dan batasan sistem juga selesai, maka dilanjutkan pada langkah ketiga untuk identifikasi dan mendokumentasikan detail-detail penting dari sistem. Lima item yang dikembangkan pada langkah ini adalah: a. Deskripsi Sistem
b. Functional Block Diagram
c. Sistem In/Out
d. Struktur Sistem Breakdown e. Historis Peralatan
4. Fungsi sistem dan kegagalan fungsi.
5. FMEA (Failure Mode and Effect Analysis)
FMEA merupakan suatu metode yang bertujuan untuk mengevaluasi desain sistem dengan mempertimbangkan bermacam-macam mode kegagalan dari sistem yang terdiri dari komponen komponen dan menganalisis pengaruhnya terhadap keandalan sistem tersebut. Dengan penelusuran pengaruh-pengaruh kegagalan komponen sesuai dengan level sistem, item-item khusus yang kritis dapat dinilai dan tindakan-tindakan perbaikan diperlukan untuk memperbaiki desain dan mengeliminasi atau mereduksi probabilitas dari mode-mode kegagalan yang kritis.
Dalam FMEA, dapat dilakukan perhitungan RPN untuk menentukan tingkat kegagalan tertinggi. Risk Priority Number (RPN) merupakan hubungan antara tiga buah variabel yaitu Severity (Keparahan), Occurrence (Frekuensi Kejadian), Detection (Deteksi Kegagalan) yang menunjukkan tingkat resiko yang mengarah pada tindakan perbaikan. Adapun variabel dari RPN adalah:
1. Severity (S)
Severity adalah tingkat keparahan atau efek yang ditimbulkan oleh mode
kegagalan terhadap keseluruhan mesin. Nilai rating Severity antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki dampak yang sangat besar terhadap sistem.
Tabel 3.3. Rating Severity Rating Criteria of Severity Effect
10 Tidak berfungsi sama sekali
9 Kehilangan fungsi utama dan menimbulkan peringatan 8 Kehilangan fungsi utama
Tabel 3.3. Rating Severity (Lanjutan) Rating Criteria of Severity Effect
6 Kehilangan kenyamanan fungsi penggunaan 5 Mengurangi kenyamanan fungsi penggunaan
4 Perubahan fungsi dan banyak pekerja menyadari adanya masalah 3 Tidak terdapat efek dan pekerja menyadari adanya masalah 2 Tidak terdapat efek dan pekerja tidak menyadari adanya masalah 1 Tidak ada efek
(Sumber: Harpco Systems)
2. Occurence (O)
Occurence adalah tingkat keseringan terjadinya kerusakan atau kegagalan.
Occurence berhubungan dengan estimasi jumlah kegagalan kumulatif yang
muncul akibat suatu penyebab tertentu pada mesin. Nilai rating Occurence antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki nilai kumulatif yang tinggi atau sangat sering terjadi.
Tabel 3.4. Rating Occurrence Rating Probability of Occurence
10 Lebih besar dari 100 per seribu kali penggunaan 9 50 per seribu kali penggunaan
8 20 per seribu kali penggunaan 7 10 per seribu kali penggunaan 6 5 per seribu kali penggunaan 5 2 per seribu kali penggunaan 4 1 per seribu kali penggunaan 3 0,5 per seribu kali penggunaan
2 Lebih kecil dari 0,1 per seribu kali penggunaan 1 Tidak pernah sama sekali
3. Detection (D)
Deteksi diberikan pada sistem pengendalian yang digunakan saat ini yang memiliki kemampuan untuk mendeteksi penyebab atau mode kegagalan. Nilai rating deteksi berkisar antara 1 sampai 10.
Tabel 3.5. Rating Detection Rating Detection Design Control
10 Tidak mampu terdeteksi
9 Kesempatan yang sangat rendah dan sangat sulit untuk terdeteksi 8 Kesempatan yang sangat rendah dan sulit untuk terdeteksi 7 Kesempatan yang sangat rendah untuk terdeteksi
6 Kesempatan yang rendah untuk terdeteksi 5 Kesempatan yang sedang untuk terdeteksi 4 Kesempatan yang cukup tinggi untuk terdeteksi 3 Kesempatan yang tinggi untuk terdeteksi
2 Kesempatan yang sangat tinggi untuk terdeteksi 1 Pasti terdeteksi
(Sumber: Harpco Systems)
6. Analisa Pohon Logika (LTA)
Penyusunan Logic Tree Analysis (LTA) memiliki tujuan untuk memberikan prioritas pada tiap mode kerusakan dan melakukan tinjauan dan fungsi, kegagalan fungsi sehingga status mode kerusakan tidak sama. Prioritas suatu mode kerusakan dapat diketahui dengan menjawab pertanyaan-pertanyaan yang telah disediakan dalam LTA ini.
mode kerusakan ke dalam satu dari empat kategori. Empat hal yang penting dalam analisis kekritisan yaitu sebagai berikut:
a. Evident, yaitu apakah operator mengetahui dalam kondisi normal, telah terjadi ganguan dalam sistem?
b. Safety, yaitu apakah mode kerusakan ini menyebabkan masalah keselamatan? c. Outage, yaitu apakah mode kerusakan ini mengakibatkan seluruh atau
sebagian mesin terhenti?
d. Category, yaitu pengkategorian yang diperoleh setelah menjawab pertanyaan-pertanyaan yang diajukan. Pada bagian ini komponen terbagi dalam 4 kategori, yakni:
1. Kategori A (Safety problem) 2. Kategori B (Outage problem) 3. Kategori C (Economic problem) 4. Kategori D (Hidden failure)
7. Pemilihan Kegiatan
Tugas yang dipilih dalam kegiatan preventive maintenance harus memenuhi syarat berikut:
a. Aplikatif, tugas tersebut akan dapat mencegah kegagalan, mendeteksi kegagalan atau menemukan kegagalan tersembunyi.
BAB IV
METODOLOGI PENELITIAN
4.1. Jenis Penelitian
Jenis penelitian pada tugas akhir ini adalah action research, karena penelitian ini hanya dilakukan sampai pengajuan usulan sistem perawatan dan belum diaplikasikan pada perusahaan.
4.2. Lokasi Penelitian
Penelitian dilakukan di pabrik PT. Sinar Sosro yang beralamat di. Jl. Medan-Tanjung Morawa KM. 14,5, Tanjung Morawa, Kabupaten Deli Serdang, Propinsi Sumatera Utara.
4.3. Kerangka Konseptual
Input
- Existing sistem - Data historis kerusakan mesin - Data lamanya perbaikan
Proses
Langkah-langkah RCM
Output
- Mesin dan komponen kritis - MTTF
- Jadwal pergantian komponen optimum
Target Produksi Tercapai Produk cacat/rusak
menurun Cost Down
Permintaan konsumen terpenuhi Konsumen puas
Visi Perusahaan
Gambar 4.1. Kerangka Konseptual
Proses produksi akan berjalan setelah adanya permintaan pelanggan. Untuk mampu memenuhi target perusahaan, maka pihak produksi harus mampu menyesuaikan kemampuan dan kapasitas mesin yang ada dengan memperhatikan kehandalan mesin. Karena lini produksi yang bersifat seri, adanya kerusakan pada satu komponen pada mesin akan menimbulkan breakdown dan proses produksi akan berhenti seluruhnya seperti efek domino. Dengan demikian, target produksi tidak terpenuhi dan menimbulkan produk cacat.
4.4. Objek Penelitian
4.5. Variabel Penelitian
Variabel pada penelitian ini dapat dibagi menjadi dua jenis yaitu: a. Variabel Dependent meliputi:
1. Data komponen kritis b. Variabel Independent meliputi:
1. Data historis kerusakan mesin.