BAB I
PENDAHULUAN
1.1.Latar Belakang Masalah
Seiring perkembangan dan perubahan zaman, industri kendaraan bermotor ikut mengalami perkembangan. Perkembangan yang dilakukan dalam rangka meningkatkan efisiensi penggunaan bahan bakar minyak menggunakan teknologi injeksi. Sedangkan dalam produksi dan kemampuan daya beli masyarakat Indonesia terhadap kendaraan bermotor yang ikut meningkat menyebabkan kebutuhan terhadap bahan bakar minyak menjadi semakin besar. Namun, hal tersebut belum diikuti dengan perkembangan dan peningkatan oktan bahan bakar minyak sebagai pendukung dalam perkembangan kendaraan bermotor tersebut.
Untuk meningkatkan nilai oktan bahan bakar umumnya minyak sebagai bahan baku perlu ditambah dengan suatu zat aktif, zat aktif yang digunakan adalah metil tertbutil ether(MTBE) dan tetra etil lead(TEL). Untuk beberapa negara berkembang penggunaan TEL telah sangat dibatasi, hal tersebut disebabkan karena TEL mengandung timbal yang dapat menimbulkan pencemaran udara dan dapat menimbulakan beberapa penyakit seperti jantung koroner dan hipertensi. Sehingga zat adiktif yang banyak digunakan adalah MTBE.
Selain berfungsi sebagai zat adiktif dalam pembuatan bahan bakar minyak, MTBE juga berfungsi sebagai antiketuk dan zat aditif. Dengan penggunaan MTBE ini sebagai zat adiktif dalam pembuatan bahan bakar minyak dapat mengurangi polusi udara akibat reaksi pembakarannya terjadi lebih sempurna.
China. Oleh karena itu, untuk mengurangi ketergantungan impor dan meningkatkan ekspor sebagai sarana meningkatkan pendapatan negara perlu didirikan pabrik MTBE ini.
1.2.Kapasitas
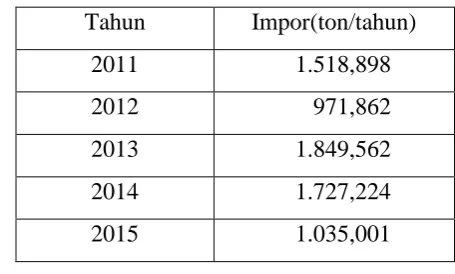
Kapasitas produksi merupakan faktor yang penting dalam perencanaan pembangunan sebuah industri kimia. Hal ini karena penentuan kapasitas produksi ini dapat mempengaruhi kelayakan sebuah industri kimia dan jumlah produknya untuk memenuhi kebutuhan. Sehingga untuk penentuan kapasitas produksi pabrik MTBE ini ditinjau dari 2 hal yaitu kebutuhan akan produk di Indonesia dan kapasitas produksi pabrik yang telah berdiri. Dengan mengetahui kapasitas minimum pabrik yang telah berdiri maka akan diperoleh nilai kapasitas yang tepat agar diperoleh nilai analisa ekonomi dan spesifikasi peralatan proses yang tepat. Pada Tabel 1.1. berikut merupakan data kebutuhan indonesia terhadap MTBE yang diperoleh dari wabsite resmi badan pusat statistik Indonesia selama lima tahun terakhir.
Tabel 1.1. Data Impor Metil Tert Butil Ether
Tahun Impor(ton/tahun)
2011 1.518,898
2012 971,862
2013 1.849,562
2014 1.727,224
2015 1.035,001
Tabel 1.2.Kapasitas Pabrik Metil Tert Butil Eter
No Negara Nama Perusahaan Kapasitas(ton/tahun)
1 Arab Saudi Saudi Basic Industrial 700.000
2 China China Petrochemical Corporation 1.200.000 3 Amerika Enterprise Products Perteners 530.000
4 Jerman Lyondell Basell Industries 750.000
5 China Petro China Company Limited 675.000
Berdasarkan dari kapasitas industri MTBE yang telah ada dan kebutuhan Indonesia terhadap produk maka dipilih kapasitas produksi pabrik sebesar 550.000 ton tiap tahun.
1.3.Lokasi
Pemilihan lokasi pendirian pabrik ditentukan berdasarkan beberapa pertimbangan seperti ketersediaan bahan baku, sarana transportasi dan lain-lain. Berdasarkan dari hal tersebut, dipilih lokasi pabrik di Kecamatan Bontang Utara, Kabupaten, Bontang Kalimantan Timur. Daaerah tersebut dipilih dengan 7 pertimbangan berikut.
a. Ketersediaan Bahan Baku
Bahan baku merupakan faktor yang sangat penting untuk menjaga kelangsungan proses suatu industri. Selain itu pemilihan lokasi yang kurang tepat dapat meningkatkan jumlah modal karena memerlukan tangki tambahan sebagai sarana penyimpanan bahan baku. Dan pemilihan daerah ini telah tepat karenabahan baku berupa metanol dapat diperoleh dari PT KaltimMetanol Industri yang berlokasi di daerah industri Bontang Kecamatan Bontang Timur, Kabupaten Bontang, Kalimantan Timur. Sedangkan kebutuhan Isobutene
b. Sarana Transportasi
Bontang yang merupakan kawasan industri memiliki sarana transportasi yang memadahi berupa dermaga dan bandara yang merupakan sarana pengiriman produk ke luar daerah Kalimantan. Dermaga yang bisa digunakan sebagai sarana pengiriman produk adalah dermaga Lok Tuan.
c. Pemasaran Produk
Dengan rencana pemerintah untuk membangun kembali beberapa kilang minyak yang sempat tidak beroperasi di Kalimantan menjadikan wilayah Kalimantan sebagai pasar yang sangat menguntungkan. Selain itu dengan adanya sarana transportasi yang memadahi memudahkan pengiriman prodak ekspor dan penjualan produk menuju pulau lain di Indonesia.
d. Ketersediaan sarana Utilitas
Kalimantan yang merupakan daerah rawa memiliki banyak mata air yang dapat memenuhi ketersediaan unit utilitas berupa air pendingin dan kebutuhan air lain. Bontang merupakan kawasan industri yang berdekatan dengan sungai Mahakam. Berdasarkan hal tersebut Bontang Utara memenuhi syarat untuk ketersediaan unit utilitas.
e. Lahan
Kalimantan yang merupakan pulau besar di Indonesia memiliki luas lahan kosong yang sangat besar. Hal ini menyebabkan pembangunan dan biaya pembebasan lahan menjadi kecil. Selain itu, Bontang yang merupakan kawasan industri memiliki banyak lahan kosong sebagai lokasi pendiriandan pengembangan suatu industri kimia.
f. Tenaga Kerja
g. Kebijakan pemerintah
Pendirian pabrik memerlukan pertimbangan ini karena untuk mengetahui kebijakan pemerintah tentang pendirian pabrik ini dan semua faktor yang terkait di dalamnya. Bontang yang merupakan daerah kawasan industri menjadi pilihan yang baik. Selain itu dengan peraturan pemerintah tentang pembangunan diseluruh Indonesia menjadikan Bontang lokasi yang sangat baik untuk pendirian sebuah industri kimia.
1.4.Tinjauan Pustaka
Secara umum reaksi pembuatanMTBE dapat dilakukan menggunakan 2 cara yaitu.
1.4.1. Proses produksi MTBE
a. Convesional MTBE production
Pada umumnya, unit produksi MTBE menggunakan satu rangkaian reaktor sintentis MTBE dengan dua atau tiga menara distilasi sebagai unit pemurnian. Dimana produk diperoleh dari pemisahan produk utama dengan metanol reycle. Sejumlah fraksi hidrokarbon yang berasal dari aliran umpan setidaknya perlu dihilangkan,senghingga perlu adanya unit pemurnian pertama yang digunakan untuk menghilangkan oksigen dan hidrokarbon sisa dari umpan masuk yang tidak terkonversi menjadi produk(Pecci dan Floris, 1977).
Penggunaan Isobutene dengan konsentrasi kecil menyebabkan control
temperatur menjadi mudah, namun jumlah umpan masuk menjadi besar serta biaya investasi dan operasi menjadi besar. Sedangkan untuk konsentrasi isobutene
yang tinggi menyebabkan skala hidrokarbon yang dikeluarkan menjadi besar. Namun skala hidrokarbon yang besar ini dimanfaatkan sebagi bahan baku pembuatan bensin aksial karena kandungan yang terdapat pada hidrokarbon masih mengandung isobutene yang cukup tinggi (Gruse,1960).
peralatan penunjang serta katalis yang digunakan dalam proses (Pecci dan Floris, 1977).
Satu reaktor
Reaksi ini menggunakan satu reaktor Fixed bed dengan kelengkapan jaket pendingin. Pemakaian jaket ini digunakan untuk control suhu, dimana reaksi yang terjadi secara isotermal menyebabkan peningkatan suhu pada reaktor. Pada volume reaktor yang kecil, proses terjadi seperti pada heat exchanger hanya ada katalis dalam tube. Sedangkan untuk reaktor yang panjang menyebabkan regenerasi katalis menjadi jauh lebih sulit(Halim Hamid and Mohammad Ashraf Ali,2010).
Metode ini memiliki range temperatur operasi yang terjadi secara setabil mulai suhu 343 K sampai 373 K(C.P. Nicolaides, C.J. Stotijn, E.R.A. van der Veen and M.S. Visser, 1993). Namun pada kebanyakan industri MTBE menggunakan suhu operasi 343 K.
Dua reaktor seri
Reaksi ini menggunakan dua reaktor fixed bed yang disusun secara seri dengan bantuan katalis asam padatan. Pada reaktor pertama terjadi reaksi pembetukan eter pada suhu 90°C. Kemudian umpan masuk pada reaktor kedua untuk meningkatkan konversi. Pada reaktor kedua suhu reaksinya adalah 50°C. Kemudian produk dipisahkan dari metanol reycle menggunakan menara distilasi, lalu hasil berupa MTBE pada destilat dipisahkan dari pengotor hidrokarbon menggunakan ekstraktor(Pecci dan Floris, 1977).
Konversi menggunakan metode ini hanya 90% dari jumlah isobutene
umpan. Selain itu peralatan pada proses ini jauh lebih kompleks dibandingkan dengan penggunaan satu reaktor(Gruse, 1960).
b. Raktive destilation MTBE Production
Dewasa ini reaksi esterifikasi MTBE dapat dilakukan dalam reaktive
destilation. Yaitu sebuah rangkaian alat berupa kombinasi antara reaktor dan
katalis dapat dengan baik meningkatkan yield, selektivitas dan konversi pada proses produksi MTBE. Selain itu penggunaan reaktive destilation ini dapat mengurangi penggunaan satu menara distilasi sebagai alat pemurnian MTBE.
Metode esterifikasi menggunaan reaktive destilation ini ditemukan pada tahun 1980. Penggunaan metode ini, tidak menggunakan reaktor fixed bed karena reaksi dan pemisahan komponen terjadi pada sebuah menara distilasi. Metode ini dapat meningkatkan konversi isobutene sangat tinggi lebih dari 99%, selain itu selektivitas dan yield menjadi sangat tinggi(Halim Hamid and Mohammad Ashraf Ali,2010).
Penggunaan metode ini sebagai desain proses produksi MTBE memiliki tiga kelebihan. Pertama, penggunaan metode ini dapat mengurangi biaya investasi total dan biaya operasional. Karena dapat mengurangi alat pemurnian untuk memisahkan MTBE dari produk samping. Kedua dapat mengurangi biaya steam dan air pendingin, karena hanya menggunakan pemanas dan pendingin untuk condensor dan reboiler. Terakhir, Penggunaan reaktive destilation ini dapat meningkatkan conversi isobutene hingga maksimal.
1.4.2. Pemilihan Proses
Berdasarkan ketiga jenis proses yang dapat digunakan memiliki karakteristik dan kelebihan masing masing. Untuk perancangan pabrik MTBE ini menggunakan metode convensional MTBE production dengan satu reaktor dengan 6 pertimbangan berikut.
Penggunaan metode ini telah banyak digunakan oleh pabrik MTBE yang telah ada sebelumnya.
Metode ini memiliki konversi yang cukup tinggi dibandingkan penggunaan metode convensional menggunakan dua reaktor meski masih lebih kecil dibandingkan menggunakan metode
reaktivedestilation. Penggunaan metode ini memiliki konversi 94%
Control temperatur menggunakan metode ini jauh lebih mudah dibandingkan penggunaan reaktive destilation. Pada reaktive
destilation perubahan suhu yang besar dapat menyebabkan
pembentukan produk lain yang tidak diininginkan seperti Dimetil Eter,Diisobutene dan Triisobutene yang diharapkan tidak ada pada produk utama.
Biaya investasi menjadi lebih kecil dibandingkan dengan penggunaan metode convensional dengan dua reaktor karena hanya menggunakan satu reaktor.
Terdapat reaksi pembentukan Tert Butil Alkohol sebagai produk samping dan tidak mengganggu produk utama karena dapat terpisah dari produk utama.
Reaktive destilation tidak direkomendasikan untuk skala besar karena
untuk kapasitas yang besar menyebabkan diameter dan tinggi Reaktive
destilation menjadi sangat besar.
1.4.3. Kegunaan Produk
1.4.4. Sifat Fisika dan Kimia Bahan Baku dan Produk a. Sifat Kimia dan Fisika Bahan Baku
Metanol
Rumus Kimia : CH OH
Fase : Cair
Kemurnian : 99,8%
Berat Molekul : 32,042 gram/mol Suhu didih normal : 337,8 K
Suhu kritis : 513 K Tekanan kritis : 79,546 atm Panas pembentukan : -48,08 kkl/mol
Densitas : 0,793 Kg/liter pada 20°C
Hazard : mudah terbakar. Sangat berbahaya jika terhirup oleh
hidung atau terkena kulit. Dapat menyebabkan iritasi pada mata, kulit, dan saluran pernapasan dan menyebabkan sistem saraf terganggu.
Sifat Kimia :
Bereaksi dengan isobutene menghasilkan MTBE
CH OH + CH =C(CH ) CH OC(CH ) ...(1)
Metanol Isobutene MTBE
(Halim Hamid and Mohammad Ashraf Ali,2010).
Isobutene
Rumus Kimia : CH =C(CH )
Fase : gas pada tekanan 1 atm
Kemurnian : 99,95%
Berat Molekul : 56,107 gram/mol Suhu didih normal : 266,2 K
Tekanan kritis : 39,5 atm Panas pembentukan : -4,04 kkl/mol
Densitas : 0,594 Kg/liter pada 20°C
Hazard : mudah terbakar serta menyebabkan iritasi. Pada
konsentrasi tinggi fase gas dapat menyebabkan kekurangan oksigen. Menyebabkan sakitkepala jika terhirup.Flammable Limit atau batasadanya diudara dalam % volumeLower Explosin Limit(batas minimum): 1,8%, Upper(batas maksimum): 9,6%
Sifat Kimia :
Bereaksi dengan metanol menghasilkan MTBE
CH OH + CH =C(CH ) CH OC(CH ) ...(2)
Metanol Isobutene MTBE
Bereaksi dengan etanol menghasilkan ETBE
C H₅OH + CH =C(CH ) C H₅OC(CH ) ...(3)
Etanol Isobutene ETBE
Bereaksi dengan air menghasilkan TBA
H O + CH =C(CH ) (CH ) COH...(4)
Air Isobutene TBA
Reaksi diisomerisasi
CH =C(CH ) + CH =C(CH ) 2CH =C(CH ) ...(5)
Isobutene Isobutene Diisobutene
(Norbert Adolph Lange, 1934) b. Sifat Kimia dan Fisika Produk
MTBE
Rumus Kimia : CH OC(CH )
Fase : Cair pada tekanan 1 atm
Berat Molekul : 88,149 gram/mol Suhu didih normal : 328 K
Densitas : 0,594 Kg/liter pada 20°C
Hazard : mudah terbakar serta menyebabkan iritasi. Pada
konsentrasi tinggi pada fase uap menyebabkan sakitkepala dan mual. Menyebabkan iritasi pada saluran pencernaan ketika terminum
(Halim Hamid and Mohammad Ashraf Ali,2010). TBA
Rumus Kimia : (CH ) COH
Fase : Cair pada tekanan 1 atm
Kemurnian : 85%
Berat Molekul : 74,12 geam/mol Suhu didih normal : 356,15 K
Densitas : 0,775 kg/liter pada 25°C
Hazard : Mudah terbakar serta menyebabkan sesak nafas dan
iritasi
(Halim Hamid and Mohammad Ashraf Ali,2010). 1.4.5. Tinjauan Proses Secara Umum
a. Tinjauan Proses
Proses pembuatan MTBE dengan metode convensional satu reaktor ini terjadi pada suhu 70°C dan tekanan 10 atm. Tekanan tinggi dilakukan untuk merubah fase isobutene pada fase cair sehingga reaksi diisomeriasi umpan menjadi diisobutene dan reaksi pembentukan dimetil etrer yang tidak diharapkan dapat dihindari(Raid, Robert C. 1988).
Umpan masuk reaktor pada suhu 70°C dengan kemurnian isobutene
Setelah itu, Umpan masuk pada reaktor fixed bed, non adiabatis, isotermal dengan media pendingin berupa air. Terdapat dua jenis reaksi yang terjadi dalam reaktor yaitu reaksi pembentukan MTBE sebagai produk utama dan reaksi pembentukan TBA sebagai produk samping akibat dari reaksi isobutene dengan air sebagai pengotor metanol (Halim Hamid and Mohammad Ashraf Ali,2010). Reaksi Utama
CH OH + CH =C(CH ) CH OC(CH ) ...(6) Reaksi Samping