TUGAS AKHIR
FADHLINA NAZLY
102407030
PROGRAM STUDI D3 STATISTIKA
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
TUGAS AKHIR
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Ahli Madya
FADHLINA NAZLY
102407030
PROGRAM STUDI D-3 STATISTIKA
DEPARTEMEN MATEMATIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
Judul : Pengendalian Feeding Dengan Menggunakan
Statistical Quality Control Di PT INALUM Kategori : Tugas Akhir
Nama : Fadhlina Nazly Nomor Induk Mahasiswa : 102407030 Program Studi : D3 Statistika Departemen : Matematika
Fakultas : Matematika Dan Ilmu Pengetahuan Alam Universitas Sumatera Utara
Diluluskan di Medan, Juli 2013
Disetujui Oleh
Departemen Matematika FMIPA USU
Ketua, Pembimbing,
PENGENDALIAN FEEDING DENGAN MENGGUNAKAN STATISTICAL
QUALITY CONTROL DI PT INALUM
TUGAS AKHIR
Saya mengakui bahwa tugas akhir ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juli 2013
FADHLINA NAZLY
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Pemurah dan Maha
Penyayang, dengan limpah karunia-Nya Penulis dapat menyelesaikan penyusunan
Tugas Akhir ini dengan judul Pengendalian Feeding dengan Menggunakan
Statistical Quality Control di PT INALUM.
Terima kasih penulis sampaikan kepada Bapak Drs. Suwarno Arriswoyo,
M.Si selaku pembimbing dan Sekretaris Program Studi yang telah meluangkan
waktunya selama penyusunan tugas akhir ini. Terima kasih kepada Bapak Drs.
Faigiziduhu Bu’ulölö, M.Si selaku Ketua Program Studi D3 Statistika FMIPA
USU, Bapak Prof. Dr. Tulus, M.Si. Ph.D dan Ibu Dra. Mardiningsih, M.Si selaku
Ketua dan Sekretaris Departemen Matematika FMIPA USU Medan, Bapak Dr.
Sutarman M.Sc selaku Dekan FMIPA USU Medan, seluruh staff dan Dosen
Program Studi D3 Statistika FMIPA USU, pegawai FMIPA USU dan rekan-rekan
kuliah. Akhirnya tidak terlupakan kepada Bapak Alm. Kasiman Nasution dan Ibu
Siti Hapsah Lubis serta keluarga yang selama ini memberikan bantuan dan
dan Standar Deviasi (S) 34 5.7.1. Pengolahan Data dengan Statistical
Quality Control Sebelum Revisi 44 5.7.2. Pengolahan Data dengan Statistical
Nomor Judul Halaman Tabel
4.1. Data hasil Observasi Feeding di PT INALUM 28
4.2. dan R 29
4.3. dan R
32
4.4. dan S 35
Nomor Judul Halaman Gambar
Nomor Judul Halaman lamp
1. Hasil Perhitungan Dari Program SPSS 2. Grafik Hasil Data Harian Dengan Ms. Excel 3. Table Of Constants for Control Chart
4. Surat Permohonan Penelitian Tugas Akhir 5. Surat Riset Pengumpulan Data
1.1Latar Belakang
Kualitas telah menjadi karkteristik utama dalam organisasi atau perusahaan agar
dapat berkembang lebih baik lagi dalam bidang produksi disuatu organisasi atau
perusahaan. Hal ini dipengaruhi oleh karaktristik lingkungan dunia usaha saat ini
yang ditandai oleh perkembangan yang cepat dan menuntut keahlian dalam
mengantisipasi setiap perubahan yang terjadi dalam aktivitas ekonomi dunia.
Dalam dunia industri, mutu atau kualitas barang yang dihasilkan
merupakan faktor yang sangat penting. Barang yang dihasilkan antara lain
ditentukan kualitasnya berdasarkan pada pengukuran karakteristik - karakteristik
tertentu. Hasil pengukuran yang dipakai untuk penentuan kualitas barang
harganya berubah-ubah dari produk yang satu ke produk lainnya meskipun
kondisi proses produksi dapat diusahakan sama. Dengan demikian timbullah
variasi kualitas.
Dengan adanya kualitas yang akan menentukan perkembangan dalam
produktivitas dan pelayanan yang baik dari sisi kesesuaian standar maupun
kesesuaian keinginan serta harapan pelanggan. Dalam bidang industri khususnya
dalam pengolahan Alumina (Al2O3) menjadi Aluminium (Al) terdapat feeding
sebagai proses pemasukan alumina (Al2O3) kedalam pot reduksi. Pemasukan
alumina (Al2O3) harus memiliki perhitungan yang tepat agar mendapatkan
kemampuan menganalisis proses yang sudah berada dalam batas pengendali
kualitas statistik (in statistical quality control) serta penerapan berbagai teknik untuk mencari penyebab khusus kesalahan bagi proses yang masih diluar batas
pengendalian statistik (out of statistical quality control). Sehingga Penulis membuat judul penelitian tugas akhir “Pengendalian Feeding dengan
Menggunakan Statistical Quality Control di PT INALUM.
1.2Perumusan Masalah
Berdasarkan latar belakang masalah diatas, perumusan masalah penelitian adalah
mengetahui proses feeding alumina (Al2O3) berada dalam batas – batas pengendali
statistik yang memungkinkan perusahaan melakukan evaluasi serta perbaikan
dalam proses produksi di PT INALUM Kuala Tanjung.
1.3Batasan Masalah
Untuk memberikan kejelasan dan memberikan kemudahan penelitian ini agar
tidak jauh menyimpang dari sasaran yang ingin dicapai, penulis hanya meneliti
pengendalian feeding dalam proses produksi alumina (Al2O3) di PT INALUM
Kuala Tanjung beserta revisi agar proses produksi berada dalam batas – batas
pengendali statistik. Data kuantitatif yang digunakan adalah data feeding alumina
(Al2O3) di PT INALUM Kuala Tanjung pada bulan Mei sampai Juni 2012.
1.4 Maksud dan Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah untuk melihat mengetahui proses feeding
memungkinkan perusahaan melakukan evaluasi serta perbaikan dalam proses
produksi di PT INALUM Kuala Tanjung pada bulan Mei sampai Juni 2012.
1.5Manfaat Penelitian
Dari tujuan penelitian diatas dapat diperoleh manfaat sebagai berikut :
Bagi penulis:
1. Adapun manfaat dari penelitian ini bagi mahasiswa adalah sebagai
menyelesaikan program studi D3 Statistika.
2. Sebagai penerapan ilmu dari mata kuliah yang diperoleh.
Bagi lembaga/ Instansi dan masyarakat pada umumnya;
1. Sebagai refrensi pertimbangan dan pengambilan kebijakan dalam
mengontrol proses pengendalian kualitas bagi lembaga/ instansi.
1.6Lokasi Penelitian
Penelitian dan riset data dilakukan di PT INALUM Kuala Tanjung, Kabupaten
Batu Bara Sumatera Utara
1.7Metode Penelitian
1.7.1 Studi Literatur
Penulisan kepustakaan yaitu metode pengumpulan data untuk memperoleh data
dan informasi dari perpustakaan, yaitu dengan membaca buku-buku, referensi dan
1.7.2 Pengumpulan Data
Pengumpulan data untuk keperluan peneliti ini, telah dilakukan oleh penulis
dengan menggunakan data sekunder yang diperoleh dari PT INALUM Kuala
Tanjung. Data yang dikumpulkan tersebut kemudian disusun dan disajikan dalam
bentuk angka-angka dengan tujuan untuk mendapatkan gambaran yang jelas
tentang sekumpulan data tersebut.
1.7.3 Pengolahan Data
Metode yang digunakan adalah dengan metode Pengendalian Kualitas Statistik.
a. Peta Pengendali Rata – Rata ( ) dan Jarak ( R )
Peta pengendali rata – rata dan jarak merupakan dua peta pengendali yang
saling membantu dalam mengambil keputusan mengenai kualitas proses.
Peta penendali rata – rata merupakan peta pengendali untuk melihat proses
masih berada dalam batas pengendali atau tidak. Sedangkan peta pengendali
Keterangan : UCL = Upper Control Limit
LCL = Lower Control Limit
X = Rata – rata
= Range
A2 =
2. Peta Pengendali jarak (R)
UCL = . D4
UCL = . D3
Keterangan : UCL = Upper Control Limit
LCL = Lower Control Limit
= Range
D3 = Koefisien untuk batas pengendali R
D4 = Koefisien untuk batas pengendali R
b. Peta Pengendali Rata – Rata ( ) dan Standar Deviasi ( S )
Peta penendali rata – rata merupakan peta pengendali untuk melihat proses
masih berada dalam batas pengendali atau tidak. Sedangkan peta pengendali
standar deviasi digunakan untuk megukur tingkat keakurasian proses.
Penggunaan peta pengendali standar deviasi digunakan bersama dengan peta
pengendali rata – rata.
Perumusan dalam mencari peta pengendali rata – rata ( ) dan standar
deviasi (S) adalah :
UCL = X + A2
UCL = X + A2
Keterangan : UCL = Upper Control Limit
LCL = Lower Control Limit
X = Rata – rata
= Range
A2 =
2. )
UCL = . B4
UCL = . B3
Keterangan : UCL = Upper Control Limit
LCL = Lower Control Limit
= Standar Deviasi
B3 = Koefisien untuk batas pengendali S
B4 = Koefisien untuk batas pengendali S
1.8 Tinjauan Pustaka
Pengendalian kualitas statisitik merupakan teknik penyelesaian masalah yang
memperbaiki produk dan proses menggunakan metode pengendalian kualitas
statistik.
Konsep terpenting dari pengendalian kualitas statistik adalah variabilitas,
dimana semua prosedur pengendalian kualitas statistik membuat keputusan
berdasar sampel yang diambil dari populasi yang lebih besar.Variabilitas yang
dimaksud adalah variabilitas antar sampel (misalnya rata – rata) dan variabilitas
dalam sampel (misalnya range dan standar deviasi). Untuk menentukan apakah proses berada dalam pengendalian proses statistik menggunakan alat yang disebut
peta pengendali (control chart) yang merupakan gambar sederhana dengan tiga garis, dimana garis tengah disebut garis pusat ( center line) merupakan target nilai pada beberapa kasus, dengan kedua garis lain merupakan batas pengendali atas
dan batas pengendali bawah (Dorotea, 2005).
Menurut Douglas (1990), manfaat dari penerapan pengendalian kualitas statistik,
antara lain :
1. Grafik pengendali adalah teknik yang telah terbukti guna meningkatkan
produktivitas.
2. Grafik pengendali efektif dalam pencegahan cacat
3. Grafik pengendali mencegah kesesuaian proses yang tidak perlu
4. Grafik pengendali member informasi diagnostik
1.9 Sistematika Penulisan
Sistematika penulisan diuraikan untuk memberikan kerangka atau gambaran
dalam tugas akhir ini. Dalam penyusunan tugas akhir ini penulis membagi enam
bab di mana masing-masing bab terdiri dari sub-sub bab. Adapun sistematika
penulisannya adalah sebagai berikut:
BAB 1 : PENDAHULUAN
Bab ini menjelaskan latar belakang masalah, rumusan
masalah, batasan masalah, tujuan, manfaat, metode
penelitian dan sistematika penulisan.
BAB 2 : LANDASAN TEORI
Bab ini menguraikan tentang devenisi pengendalian
statistik, peta pengendalian/diagram kontrol serta
menjelaskan tentang pengertian peta pengendali rata – rata
( ), peta pengendali jarak (R) serta peta pengendali
standar deviasi (S)
BAB 3 : SEJARAH SINGKAT PERUSAHAAN
Bab ini menjelaskan tentang sejarah, visi, misi,
kedudukan, tugas, fungsi dan struktur organisasi PT
INALUM Kuala Tanjung, Sumatera Utara.
BAB 4 : PENGOLAHAN DATA
Bab ini menguraikan pengolahan data dengan
BAB 5 : IMPLEMENTASI SISTEM
Bab ini menjelaskan tentang program atau software yang digunakan untuk mengolah data. Penulis menggunakan
program SPSS (Statistic Product and Service Solution).
BAB 6 : KESIMPULAN DAN SARAN
Bab ini merupakan bab penutup yang merupakan
kesimpulan dari pembahasan serta saran-saran penulis
BAB 2
LANDASAN TEORI
2.1 Pengertian Pengendalian Kualitas Statistik
Pengendalian Kualitas statistik merupakan suatu metode pengumpulan dan
analisis data kualitas, serta penentuan dan interpretasi pengukuran-pengukuran
yang menjelaskan tentang proses dalam suatu sistem industri,untuk meningkatkan
kualitas dari output melalui proses statistik guna memenuhi kebutuhan dan
ekspetasi pelanggan.
Konsep dasar dari statistik pengendalian proses adalah untuk
memperbandingkan “apa yang dimaksud dengan proses normal” yang
berdasarkan pada kumpulan data dari periode operasi normal, dengan “apa yang
terjadi sekarang ini” yang berdasarkan pada sampel data dari operasi yang sedang
berlangsung.
Data yang dikumpulkan dari operasi pada kondisi normal digunakan untuk
menyusun peta kontrol (control chart) dan batasan kontrol (control limit).
Control chart dan control limit itu sendiri disusun berdasarkan teori statistik yang relevan atau berkaitan dengan data yang dimasukkan. Control limit
dirancang sedemikian sehingga jika operasi yang sedang berlangsung tidak terlalu
berbeda dengan operasi normal, maka statistik yang dihitung dari data yang
sedang berlangsung berada didalam control limit. Sebaliknya, jika operasi yang sedang berlangsung menunjukkan perbedaan yang mencolok dengan operasi
berada diluar control limit. Kondisi seperti ini dikatakan sebagai kondisi diluar kontrol (out of control condition).
Dalam teori statistic process control, kondisi diluar kontrol biasanya disebabkan oleh sebab-sebab yang telah diketahui dengan tidak diketahui pasti
(random cause) seperti emosi pekerja pabrik, atau bisa juga dikarenakan oleh sebab khusus (special cause) seperti misalnya perubahan bahan baku yang dilakukan secara mendadak, degradasi atau penyalahgunaan mesin, penggantian
operator mesin, perubahan musim dan lain-lain. Jika kondisi diluar kendali ini
terjadi, maka biasanya proses produksi akan dihentikan untuk mencegah adanya
produk yang tidak sesuai dengan kualitas yang seharusnya, lalu pihak terkait
akan melakukan penyelidikan untuk mencari tahu apa penyebab kondisi ini bisa
terjadi lalu dan menghilangkan penyebab itu. Sehingga dengan demikian maka
kualitas produk yang dihasilkan akan terjaga.
Dalam pengendalian proses statistikal dikenal 2 jenis data (Vincent, 1998) yaitu :
1. Data atribut
Data atribut merupakan data kualitatif yang dihitung menggunakan daftar
pencacahan untuk keperluan pencatatan dan analisis. Data atribut bersifat
diskrit. Jika suatu catatan hanya merupakan suatu ringkasan atau
klasifikasi yang berkaitan dengan sekumpulan persyaratan yang telah
ditetapkan, maka catatan itu dianggap sebagai ”atribut”.
2. Data variabel
Data variabel merupakan data kuantitatif yang diukur menggunakan alat
pengukuran tertentu untuk keperluan pencatatan dan analisis. Data
bersifat kontinu. Jika suatu catatan dibuat berdasarkan keadaan aktual,
diukur secara langsung, maka karakteristik kualitas yang diukur itu disebut
sebagai “variabel”.
Tujuan utama penggunaan pengendalian kualitas statistik di dalam suatu
proses adalah untuk meminimalkan variability, memperbaiki kualitas produk,
serta menjaga kestabilan proses.
2.2Peta Pengendalian
Peta pengendalian (control chart ) adalah metode statistik yang membedakan adanya variasi ataupun penyimpangan karena sebab umum dan sebab khusus.
Penyimpangan yang disebabkan oleh penyebaba khusus biasanya berada diluar
batas pengendalian, sedangkan yang disebabkan oleh sebab umum biasanya
berada dalam batas pengendalian. Peta pengendalian juga digunakan untuk
mengadakan perbaikan kualitas proses, menenentukan kemampuan proses,
membantu menentukan spesifikasi – spesifikasi yang efektif, menentukan kapan
proses dapat dijalankan sendiri, dan kapan dapat dibuat penyesuaiannya, dan
menemukan penyebab dari tidak diterimanya standar kualitas tersebut.
Terdapat beberapa langkah dalam melakukan pengendalian kualitas proses
statistik untuk data variabel, yaitu :
1. Pemilihan karekteristik kualitas
2. Pemilihan sub kelompok
4. Penentuan garis pusat (center line) dan batas – batas pengendalian (control limit)
5. Penyusunan revisi terhadap garis pusat dan batas – batas pengendalian
6. Interpretasi terhadap pencapaian tujuan
Pada dasarnya peta pengendali dipergunakan untuk:
1. Mencapai suatu keadaan terkendali.
2. Memantau proses terus menerus sepanjang waktu agar proses tetap stabil
secara statistika dan hanya mengandung variasi penyebab umum.
3. Menentukan kemampuan proses.
Pada dasarnya setiap diagram kontrol memiliki:
1. Garis tengah (central line) yang dinotasikan sebagai CL.
2. Sepasang batas kontrol (control limits), di mana satu batas kontrol ditempatkan di atas garis tengah yang dikenal sebagai batas kontrol atas
(Upper Control Limit) dinotasikan sebagai UCL, dan yang satu lagi ditempatkan di bawah garis tengah yang dikenal sebagai batas kontrol
bawah (Lower Control Limit) dinotasikan sebagai LCL.
3. Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaan
dari proses.
Peta pengendali yang umum digunakan untuk data
2.2.1 Peta pengendali - ) dan Jarak (R)
Peta pengendali rata – rata dan jarak merupakan dua peta pengendali yang saling
membantu dalam mengambil keputusan mengenai kualitas proses. Peta penendali
rata – rata merupakan peta pengendali untuk melihat proses masih berada dalam
batas pengendali atau tidak. Sedangkan peta pengendali jarak (range) digunakan untuk mengetahui tingkat keakuratan atau ketepatan proses yang diukur dengan
mencari range dari sampel yang diambil dalam observasi.
- dan R sebagai berikut :
1. Tentukan ukuran subgrup (n = 3,4,5, ...),
2. Tentukan banyaknya sampel (k),
5. Hitung nilai selisih data terbesar dengan dengan data terkecil dari setiap
sampel, yaitu Range (R),
6. - yang merupakan garis
tengah dari peta pengendali R,
= Ri
k
= garis tengah
Ri = jumlah rata-rata dari Ri
k = banyak sampel
7. Hitung batas kendali dari diagram kontrol X :
UCL = X + A2R
LCL = X – A2R
keterangan : UCL = Upper Control Limit atau batas kontrol atas LCL = Lower Control Limit atau batas kontrol bawah
X = garis sentral
R = Range
A2
8. Hitung batas kendali untuk diagram kontrol R :
. D4
. D3
keterangan : UCL = Upper Control Limit atau batas kontrol atas LCL = Lower Control Limit atau batas kontrol bawah
D3 = koefisien untuk batas pengendali R
D4 = koefisien untuk batas pengendali R
9. dan R dan R serta amati apakah
data tersebut berada dalam kontrol atau di luar kontrol.
10.Apabila data yang didapatkan dari hasil perhitungan terdapat revisi maka
perumusannya menjadi :
10.2 Revisi peta pengendali Jarak (R)
11. – dan R selanjutnya
akan sama seperti cara yang telah dilakukan sebelumnya.
2.2.2 Peta pengendali - ) Standar Deviasi (S)
Peta penendali rata – rata merupakan peta pengendali untuk melihat proses masih
berada dalam batas pengendali atau tidak. Sedangkan peta pengendali standar
deviasi digunakan untuk megukur tingkat keakurasian proses. Penggunaan peta
pengendali standar deviasi digunakan bersama dengan peta pengendali rata – rata.
- – ) dan standar
deviasi (S) sebagai berikut :
1. Tentukan ukuran subgrup (n = 3, 4, 5, ...),
2. Kumpulkan banyaknya sampel (k),
3. - :
4. Hitung standar deviasi dari setiap subgrup yaitu S :
2
keterangan : S = standar deviasi
n = banyak subgrup
= rata-rata sampel
5. - yang merupakan garis
tengah dari diagram kontrol S,
S
k
= garis sentral
S = jumlah rata-rata dari S
k = banyak sampel
6. Hitung batas kendali dari diagram kontrol X :
UCL = X + A2R
LCL = X – A2R
keterangan : UCL = Upper Control Limit atau batas kontrol atas LCL = Lower Control Limit atau batas kontrol bawah
X = garis sentral
R = Range
A2
7. Hitung batas kendali untuk diagram kontrol S :
. B4
. B3
keterangan : UCL = Upper Control Limit atau batas kontrol atas LCL = Lower Control Limit atau batas kontrol bawah
= garis sentral
B3 = koefisien untuk batas kontrol S
8. dan S pada peta pengendali S serta amati apakah data
tersebut berada dalam kontrol atau di luar kontrol.
9. Apabila data yang didapatkan dari hasil perhitungan terdapat revisi maka
perumusannya menjadi :
9.2Revisi peta pengendali standar deviasi (S) :
S revisi =
10.Langkah – langkah pembuatan peta dan S selanjutnya akan
BAB 3
GAMBARAN UMUM PERUSAHAAN
3.1 Visi, Misi, dan Nilai Perusahaan
3.1.1 Visi PT INALUM
PT INALUM menjaga hubungan yang harmonis dengan masyarakat, dan dalam
10 tahun ke depan setelah tahun 2009 akan menjadi perusahaan terkenal dalam
produktivitas dan daya saing di dunia industri aluminium.
3.1.2 Misi PT INALUM
1) Menciptakan bagi semua pihak berkepentingan (stakeholder) melalui produksi aluminium ingot yang berkualitas tinggi dan produk-produk terkait serta mampu bersaing di pasar global.
2) Mendukung operasi pabrik peleburan aluminium yang menguntungkan
dan berkelanjutan melalui pengoperasian pembangkit listrik tenaga air
yang efektif dan efisien.
3) Mendukung pengembangan kelompok industri aluminium nasional yang
pada akhirnya mendukung pengembangan ekonomi nasional.
4) Berpartisipasi dalam pengembangan ekonomi regional melalui
3.1.3 Nilai PT INALUM
1) Tanggap
Kami menanggapi dengan segera terhadap segala sesuatu yang
berhubungan dengan peningkatan produktivitas kami.
2) Integritas
Kami memperlakukan diri kami untuk bertanggung jawab dalam
menjalankan seluruh urusan bisnis kami dengan integritas.
3) Tanggung jawab
Kami berusaha untuk bertanggung jawab secara terbuka dan bersedia
untuk menyelaraskan kekuatan pengambilan keputusan dengan tanggung
jawab dan semua tingkat perusahaan.
4) Kerjasama
Kerjasama yang efektif merupakan kunci keberhasilan perusahaan.
5) Kepercayaan dan Keterbukaan
Inti dari semua etika bisnis, harus ada kepercayaan. Kami harus terbuka
dalam hal berkomunikasi dengan pihak-pihak lain, memberikan
informasi yang akurat dan tepat waktu. Komitmen kami terhadap
kepedulian lingkungan, tanggung jawab sosial, kesehatan dan
3.2 Sejarah Singkat PT INALUM
Usaha untuk mendayagunakan Sungai Asahan satu-satunya sungai yang mengalir
dari Danau Toba dan bermuara ke Selat Malaka, sudah dilakukan berulang-ulang
sejak era pendudukan Hindia Belanda. Kemudian dilanjutkan pada masa
pendudukan Jepang dan menjadi kenyataan setelah Indonesia Merdeka.
Studi kelayakan paling awal dilakukan tahun 1919 oleh pemerintah Hindia
Belanda dan tahun 1939 Maatschappij Tot Exploitatie Van de Waterkracht in de Asahan River (MEWA) mulai merintis pembangunan PLTA (Pembangkit Tenaga Listrik Air) Siguragura. Namun pecahnya Perang Dunia II membuyarkan rencana
tersebut.
Selanjutnya tahun 1962 Pemerintah Indonesia dan Rusia menandatangani
perjanjian kerjasama untuk mengadakan studi kelayakan pembangunan Proyek
Asahan. Tetapi, kondisi politik yang tidak menguntungkan pada tahun 1965 juga
telah menggagalkan usaha ini.
Nippon Koei, perusahaan konsultan Jepang, pada tahun 1968 menyerahkan laporan kelayakan sementara tentang Proyek Aluminium Asahan yang kemudian
disusul dengan laporan mengenai Power Development Project. Tahun 1970 dilakukan penandatanganan perjanjian antara Departemen Pekerjaan Umum dan
Tenaga Listrik dengan Nippon Koei untuk Engineering Service mengenai perencanaan dan penyelidikan secara rinci Proyek PLTA No.2 dari
pengembangan pembangunan Asahan dan laporan akhirnya diserahkan tahun
1972. Laporan tersebut menyatakan bahwa PLTA layak untuk dibangun dengan
sebuah Peleburan Aluminium sebagai pemakai utama dari listrik yang
Tanggal 7 Juli 1975 di Tokyo, setelah melalui perundingan-perundingan
yang panjang dan melelahkan serta dengan tersedianya bantuan ekonomi dari
Pemerintah Jepang untuk proyek ini, Pemerintah Republik Indonesia dan 12
penanam modal Jepang menandatangani Perjanjian Induk (MoU) untuk PLTA
dan Pabrik Peleburan Aluminium Asahan. Kedua belas penanam modal Jepang
tersebut adalah Sumitomo Chemical Company Ltd. , Sumitomo Shoji Kaisha Ltd. , Nippon Light Metal Company Ltd. , C. Itoh & Co. Ltd. , Nissho Iwai Co. Ltd. , Nichimen Co. Ltd. , Showa Denko K.K. , Marubeni Corporation, Mitsubishi Chemical Industries Ltd. , Mitsubishi Corporation, Mitsui Aluminium Co. Ltd. ,
dan Mitsui & Co. Ltd. Perjanjian induk ini merupakan langkah pembuka yang semakin melicinkan jalannya pembangunan Proyek Asahan.
Kemudian, ke-12 penanam modal tersebut bersama Pemerintah Jepang
membentuk sebuah perusahaan penanam modal dengan nama Nippon Asahan
Aluminium Co. Ltd., (NAA) yang berkedudukan di Tokyo, pada tanggal 25
Nopember 1975.
Tanggal 6 Januari 1976, PT. Indonesia Asahan Aluminium (PT
INALUM), sebuah perusahaan patungan antara Pemerintah Indonesia dan Nippon Asahan Aluminium Co. Ltd. didirikan di Jakarta. PT INALUM adalah perusahaan yang membangun dan mengoperasikan Proyek Asahan, sesuai dengan Perjanjian
Induk. Perbandingan saham antara Pemerintah Indonesia dan Nippon Asahan Aluminium Co. Ltd. Pada waktu perusahaan didirikan adalah 10% dengan 90%. Pada bulan Oktober 1978 perbandingan tersebut berubah menjadi 25% dengan
Untuk melaksanakan ketentuan dalam Perjanjian Induk, pemerintah
Indonesia kemudian mengeluarkan SK Presiden No. 5 tahun 1976 yang
merupakan landasan hukum terbentuknya Otorita pengembangan Proyek Asahan
yang kemudian berganti nama menjadi Otorita asahan, sebagai Wakil Pemerintah
yang bertanggung jawab atas lancarnya pembangunan dan pengembangan Proyek
Asahan.
PT INALUM dapat dicatat sebagai pelopor dan perusahaan pertama di
Indonesia bahkan di Asia Tenggara yang bergerak dalam bidang industri
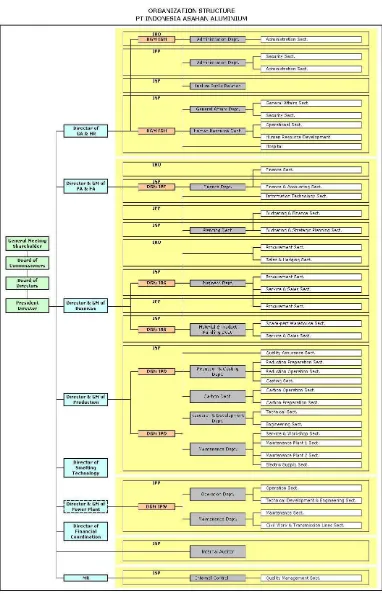
3.3 Struktur Organisasi Perusahaan
BAB 4
PENGOLAHAN DATA
4.1 Pengolahan Data dan Revisi Data
Data yang digunakan bertujuan untuk menggambarkan apakah suatu proses
berada di dalam batas-batas yang telah ditetapkan sebelumnya atau tidak. Dalam
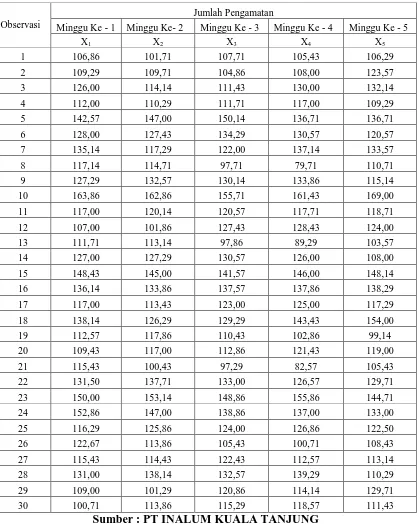
hal ini data yang diambil terkonsentrasi pada parameter Feeding yang telah ditentukan sebagai parameter yang pengukurannya dilakukan secara berkala. Data
yang akan digunakan adalah data yang didapatkan dari Seksi SRO sub seksi
PROCOM di PT INALUM. Periode data yang diambil adalah pada tanggal 31
Mei – 4 Juli 2012 dari Potline 3. Data yang diperoleh dibagi kedalam mingguan
dan data yang akan diolah adalah data yang berasal dari minggu pertama yaitu
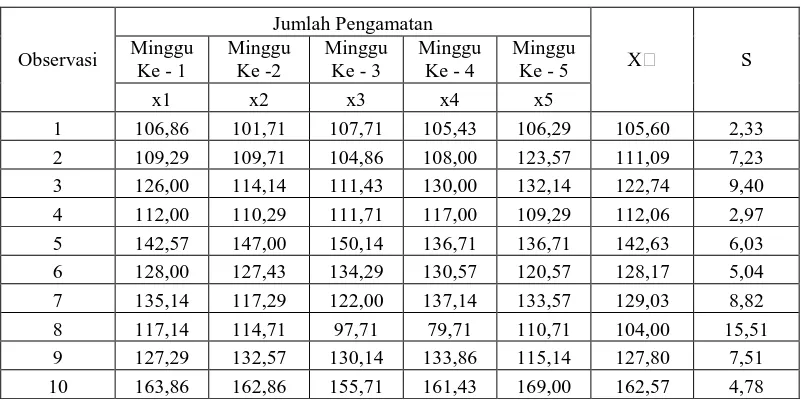
Tabel 4.1 Data hasil Observasi Feeding di PT INALUM
4.2 Proses Statistical Quality Control (SQC)
Untuk mencari batas kontrol atas, batas kontrol bawah, dan garis sentral dapat
digunakan diagram kontrol variabel, diagram kontrol tersebut biasanya
digambarkan berupa titik-titik yang dihubungkan berurutan, Jika titik-titik itu ada
di dalam daerah yang dibatasi oleh UCL dan LCL, maka proses berada dalam
kontrol. Jika titik-titik tersebut berada di atas UCL atau di bawah LCL. maka
proses berada di luar kontrol, Diagram kontrol variabel terdiri dari :
4.2.1 Peta Pengendali - ) dan Jarak (R)
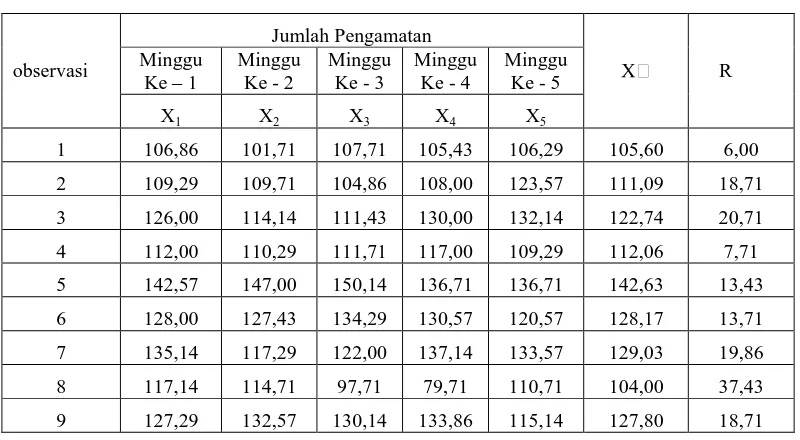
dan R dapat dihitung dalam tabel sebagai berikut:
Tabel 4.2 Perhitungan Peta Pengendali dan R
Sambungan Tabel 4.2 Perhitungan Peta Pengendali dan R
Dari tabel diatas maka diperoleh :
n = 30 ∑R = 520,10
= 3.703,93
Langkah-langkah perhitungan :
i
2. Menentukan garis sentral peta pengendali R
= Ri
k (4.2)
=
=
17,343. Menentukan UCL peta pengendali
UCL = X + A2 (4.3)
= 123,46 + (0,577)(17,34)
= 133,46
4. Menentukan LCL Peta pengendali
LCL = X - A2 (4.4)
= 123,46 - (0,577)(17,34)
= 113,46
5. Menentukan UCL Peta Pengendali R
UCL = . D4
(4.5)
= 36,67
6. Menentukan UCL Peta Pengendali R
UCL = . D3
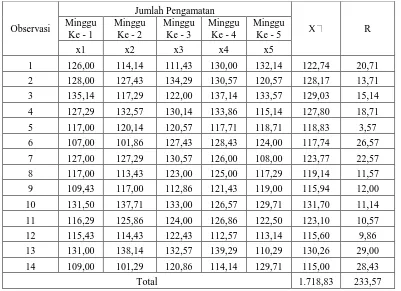
pengendalian peta pengendali maka data tersebut dianggap out of statistical control dan harus direvisi. Untuk merevisinya data tersebut harus dihilangkan dengan menggunakan langkah – langkah revisi sebagai berikut :
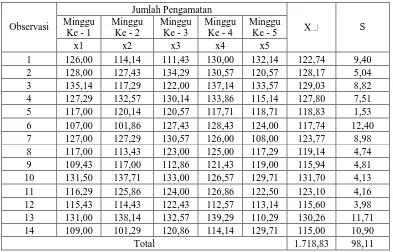
Tabel 4.3 Perhitungan Revisi Peta Pengendali dan R
Observasi
n = 14 ∑R = 233.57
= 1.718,83
Langkah – langkah perhitungannya :
1. Menentukan revisi garis sentral Peta Pengendali
X revisi =
2. Menentukan revisi garis sentral Peta Pengendali R
revisi =
3. Menentukan revisi UCL Peta Pengendali
UCL = Xrevisi + A2 revisi
(4.9)
= 122,77 + (0,577) . (17,01)
= 132,59
4. Menentukan revisi LCL Peta Pengendali
LCL = X revisi - A2 revisi
(4.10)
= 112,95
5. Menentukan revisi UCL Peta Pengendali R
UCL = revisi . D4
(4.11)
= 17,01 . 2,115
= 35,98
6. Menentukan revisi LCL Peta Pengendali R
LCL = revisi . D4
dan S dapat dihitung dalam tabel sebagai berikut:
Tabel 4.4 Perhitungan Dia dan S
11 117,00 120,14 120,57 117,71 118,71 118,83 1,53
Dari tabel diatas maka diperoleh :
n = 30 ∑R = 520,10
= 3.703,93
Langkah-langkah perhitungan :
1. Menentukan garis sentral Peta Pengendali
i
2. Menentukan garis sentral Peta Pengendali S
S
=
=
6,993. Menentukan UCL Peta Pengendali
UCL = X + A2 (4.15)
= 123,46 + (0,577)(17,34)
= 133,46
4. Menentukan LCL Peta Pengendali
LCL = X - A2 (4.16)
= 123,46 - (0,577)(17,34)
= 113,46
5. Menentukan UCL Peta pengendali S
UCL = . B4
(4.17)
= 6,99 . 2,09
= 14,61
6. Menentukan LCL Peta Pengendali S
LCL = . B3
(4.18) = 6,99 . 0
= 0
Nilai A2, D3 dan D4 diperoleh dari tabel pada lampiran 2
Apabila dilihat dari hasil observasi, terdapat 16 data yang keluar dari batas
control dan harus direvisi. Untuk merevisinya data tersebut harus dihilangkan dengan menggunakan langkah – langkah revisi sebagai berikut :
Tabel 4.5 Perhitungan Revisi dan S
Observasi
Dari tabel diatas maka diperoleh :
n = 14 ∑S = 98,11
= 1.718,83
Langkah – langkah perhitungannya :
1. Menentukan revisi garis sentral Peta Pengendali
X revisi =
revisi =
3. Menentukan revisi UCL Peta Pengendali
UCL = Xrevisi + A2 revisi
(4.21)
= 122,77 + (0,577) . (17,01)
= 132,59
4. Menentukan revisi LCL Peta Pengendali
LCL = X revisi - A2 revisi
(4.22)
= 122,77 - (0,577) . (17,01)
= 112,95
5. Menentukan revisi UCL Peta Pengendali S
UCL =S revisi . B4 (4.23)
= 7,01 . 2,09
= 14,65
6. Menentukan revisi LCL Peta Pengendali S
LCL = S revisi . B3 (4.24)
= 17,01 . 0
= 0
BAB 5
IMPLEMENTASI SISTEM
5.1 Pengertian Implementasi Sistem
Implementasi sistem merupakan prosedur yang dilakukan untuk menyelesaikan
desain sistem yang ada dalam desain yang disetujui, menginstal dan memulai
sistem baru atau sistem yang diperbaiki.
Tahapan implementasi sistem merupakan tahapan-tahapan penerapan hasil
desain tertulis ke dalam programming. Dalam pengolahan data dalam hal ini menggunakan software SPSS 17.0 for windows sebagai implementasi sistem dalam memperoleh hasil perhitungan.
5.2 SPSS dalam Statistika
SPSS (Statistic Package for Service Solution) merupakan salah satu paket program komputer yang digunakan dalam mengolah data statistik. SPSS
merupakan software yang paling populer, dan banyak digunakan sebagai alat bantu dalam berbagai riset. SPSS pertama kali diperkenalkan oleh tiga mahasiswa
Standford University pada tahun 1968. SPSS sebelumnya dirancang untuk
pengolahan data statistik pada ilmu-ilmu sosial, sehingga SPSS merupakan
Sciences berubah menjadi Statistical Product and Service Solutions. Penggunaan SPSS dimaksudkan untuk melakukan analisis dengan praktis, cepat dan akurat.
5.3Mengaktifkan SPSS
Harus dipastikan terlebih dahulu bahwa SPSS telah terinstal pada komputer.
Jika pada menu pilihan windows sudah tersedia SPSS, maka SPSS dapat dibuka dengan cara memilih menu start kemudian klik SPSS 17.0, seperti gambar berikut :
5.4 Mengoperasikan SPSS
Setelah mengklik pilihan SPSS Statistics 17.0, maka akan muncul tampilan jendela seperti berikut ini :
Gambar 5.2 Tampilan Jendela Awal SPSS
5.5 Input Variabel (Variable View)
Setelah jendela Variable View terbuka, maka lakukan pengisian variabel-variabel
yang akan di analisis seperti berikut:
a. Name : digunakan untuk memberikan nama
variabel
b. Type : digunakan untuk menentukan tipe data
c. Width : digunakan untuk menentukan lebar kolom
d. Decimals : digunakan untuk memberikan nilai desimal
e. Label : digunakan untuk memberi nama variabel
f. Value : digunakan untuk menjelaskan nilai data
g. Missing : digunakan untuk menentukan data yang
hilang
h. Columns : digunakan menentukan lebar kolom
i. Align : digunakan untuk menentukan rata kanan,
kiri, atau tengah
j. Measure : digunakan untuk menentukan tipe atau
ukuran data, yaitu nominal, ordinal atau
skala.
Gambar 5.3 Tampilan Jendela Variable View
5.6 Input Data (Data View)
Setelah selesai mengisi Variable View, klik pilihan Data View sehingga data pun dapat dimasukkan berdasarkan jenis variabel yang telah didefinisikan terlebih
dahulu pada Variable View.
Gambar 5.4 Tampilan Jendela Data View
5.7 Pengolahan Data dengan Statistical Quality Control
5.7.1 Pengolahan Data dengan Statistical Quality ControlSebelum Revisi
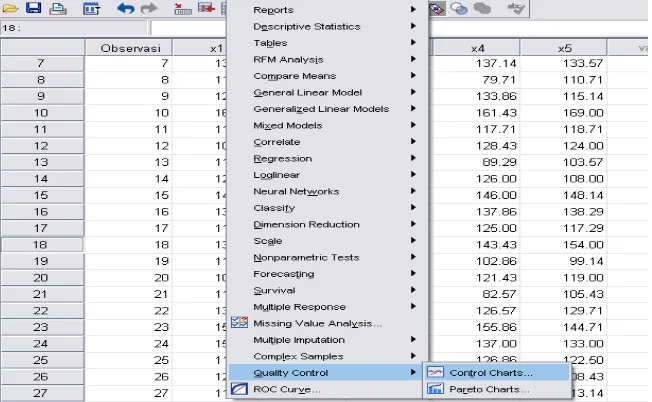
Pada layar kerja Data View, klik Analyze yang terdapat pada menu kemudian pilih
Quality control dan klik Control Chart, seperti gambar dibawah ini :
Kemudian dilanjutkan untuk melengkapi jendela-jendela Control Chart. Pilih
variabel chart pilih X-bar, R,s. Lalu pada data organization pilih case are subgrub dan setelah itu klik define, seperti pada gambar berikut :
Gambar 5.6 Tampilan Jendela Control Chart
Kemudian untuk melengkapi pada jendela X – bar, R, s ; cases are subgrups, pada kotak dialog samples isikan variabel X1, X2, X3, X4, dan X5. Sedangkan kotak
dialog sub grup labeled by isikan dengan variabel observasi. Lalu pada kotak dialog Chart pilih x bar using range dan standar deviation, seperti pada gambar berikut :
Kemudain klik tombol Options sehingga kotak dialog X – bar, R, s: Options muncul dan kemudian pada kotak dialog Number of Sigma isikan level sigmanya 3 dan pada kotak dialog Minimum subgroup sample size isikan dengan angka 2, seperti gambar berikut :
Gambar 5.8 Tampilan Jendela X - bar, R, s : Options
Kemudian klik contine sehingga kembali ke kotak dialog X – bar, R, s : Cases Are Subgruop, terakhir klik tombol Ok. Sehingga Output SPSS Viewer muncul sebagai dua grafik, yaitu peta pengendali rata-rata,peta pengendali range dan peta pengendali standar deviasi.
Apabila dilihat dari hasil observasi, terdapat 16 data yang keluar dari batas
5.7.2 Pengolahan Data dengan Statistical Quality ControlSesudah Revisi
Pengolahan data pada tahapan ini memiliki persamaan pada pengolahan data
sebelumnya, letak perbedaannya hanya pada jumlah observasi yang telah
diperlihatkan sebelunya adalah 30 setelah mengalami revisi observasinya menjadi
14 yang dapat dilihat pada proses berikut ini :
5.7.2.1 Input Variabel (Variable View)
Setelah jendela Variable View terbuka, maka lakukan pengisian variabel-variabel
yang akan di analisis seperti berikut:
a. Name : digunakan untuk memberikan nama
variabel
b. Type : digunakan untuk menentukan tipe data
c. Width : digunakan untuk menentukan lebar kolom
d. Decimals : digunakan untuk memberikan nilai desimal
e. Label : digunakan untuk memberi nama variabel
f. Value : digunakan untuk menjelaskan nilai data
pada kolom
g. Missing : digunakan untuk menentukan data yang
hilang
h. Columns : digunakan menentukan lebar kolom
i. Align : digunakan untuk menentukan rata kanan,
kiri, atau tengah
j. Measure : digunakan untuk menentukan tipe atau
ukuran data, yaitu nominal, ordinal atau
Gambar 5.9 Tampilan Revisi Jendela Variable View
5.6 Input Data (Data View)
Setelah selesai mengisi Variable View, klik pilihan Data View sehingga data pun dapat dimasukkan berdasarkan jenis variabel yang telah didefinisikan terlebih
dahulu pada Variable View.
Gambar 5.10 Tampilan Revisi Jendela Data View
Untuk langkah berikutnya akan sama dengan proses yang telah dilakukan
sebelumnya, karena tidak terdapat perbedaan dengan proses yang telah dilakukan
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil pengolahan data, maka dapat diambil kesimpulan sebagai
berikut :
1. Pada peta pengendali rata – rata ( ) dan peta pengendali jarak (R)
didapatkan hasil pada peta pengendali rata – rata ( ) diperoleh hasil CL
= 123,46; UCL = 133,46; dan LCL = 113,46 serta pada peta pengendali
jarak (R) diperoleh hasil CL = 17,34; UCL = 36,67; dan LCL = 0. Dapat
dilihat dalam grafik pengendali rata – rata ( ) dan peta pengendali jarak
(R) bahwa proses berada diluar batas pengendali yang artinya harus ada
revisi agar proses produksi yang terjdi dapat menghasilkan produk dengan
kualitas yang diiginkan. Maka setelah di revisi didapatkan pada peta
pengendali rata – rata ( ) diperoleh hasil CL = 122,77; UCL = 132,59;
dan LCL= 112,95 serta pada peta pengendali jarak (R) diperoleh hasil CL
= 17.01; UCL = 35,98 dan LCL = 0. Hasil revisi dapat menunjukkan
bahwa ketidak penyebab – penyebab yang terjadi pada proses produksi
telah berada didalam batasan normal dalam peta pengendalian baik itu
dalam peta pengendali rata – rata ( ) maupun peta pengendali jarak (R)
2. Pada peta pengendali rata – rata ( ) dan standar deviasi (S) diperoleh
pengendali standar deviasi (S) diperoleh hasil CL =6,99; UCL =14,61;
dan LCL = 0. Dapat dilihat dalam grafik pengendali rata – rata ( ) dan
peta pengendali Standar deviasi (S) bahwa proses berada diluar batas
pengendali yang artinya harus ada revisi agar proses produksi yang terjdi
dapat menghasilkan produk dengan kualitas yang diiginkan. Maka setelah
di revisi didapatkan pada peta pengendali rata – rata ( ) diperoleh hasil
CL = 122,77; UCL = 132,59; dan LCL= 112,95 serta pada peta pengendali
standar deviasi (S) diperoleh hasil CL =7,01; UCL = 14,65 dan LCL = 0.
Hasil revisi dapat menunjukkan bahwa ketidak penyebab – penyebab yang
terjadi pada proses produksi telah berada didalam batasan normal dalam
peta pengendalian baik itu dalam peta pengendali rata – rata ( ) maupun
peta pengendali standar deviasi (S).
3. Hasil output peta pengendali rata –rata ( ) dan peta pengendali jarak (R) serta peta pengendali rata – rata ( ) dan peta pengendali standar deviasi
(S) dapat dilihat perbandingan antara kedua jenis grafik pembeda antara
grafik pengendali rata- rata ( ) dan peta pengendali jarak (R) serta peta
pengendali rata – rata ( ) dan peta pengendali standar deviasi (S)
memiliki hasil dan tingkat keakurasian yang sama.
4. Dari hasil output grafik dapat dilihat bahwa proses pengendalian kualitas
6.2 Saran
Penulis memberikan saran terhadap hasil penelitian sebagai berikut :
1. Penentuan standar F eeding dapat menggunakan Statistical Quality Control
sebagai penentu dan evaluasi kerja proses kualitas.
2. Penulis menyarankan agar metode Statistical Quality Control dapat dipakai untuk mengontrol kinerja para karyawan maupun parameter
lainnya.
3. Penggunaan peta pengendali baik peta pengendali rata - rata ( ) dan peta
pengendali jarak (R) maupun peta pengendali rata – rata ( ) dan peta
pengendali standar deviasi (S) dapat dipilih sesuai dengan jumlah
DAFTAR PUSTAKA
Andi. 2009. SPSS 17. Andi Offset. Semarang.
Grant, Eugene, L. Dan Leavenworth, Richard, S. 1993. Pengendalian Mutu
Statistik. Edisi Keenam. Jilid 1. Erlangga. Jakarta.
Ishikawa, Kaoru. 1989.Teknik Penuntun Pengendalian Mutu. PT Melton Putra. Jakarta
Montgomery, Douglas, C. 1990. Pengantar Pengendalian Kualitas Statistik. Gajah
Mada University Press. Yogyakarta.
Nasution, M.N. 2001. Manajemen Mutu Terpadu. Ghalia Indonesia. Jakarta.
[PT INALUM] Indonesia Asahan Aluminium, SRC. 2010.
Modul OJT Operasi Tungku Reduksi. SRC PT INALUM, Kuala Tanjung.
Sudjana. 2005. Metode Statistika. PT Tarsito. Bandung.
Trihendradi, C. 2010. Step By Step SPSS 18 Analisis Data Statistik. Andi Offset. Yogyakarta.
[USU] Universitas Sumatera Utara, FMIPA. 2013. Panduan Tata Cara Penulisan
Wahyu Ariani, Dorothea. 2005. Pengendalian Kualitas Statistik. Adi
Lampiran 1
Control chart sebelum revisi
Peta pengendali rata – rata ( ) dan Peta pengendali jarak (R)
Control chart setelah revisi
0 5 10 15 20 25
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
stdv
UCL