EFFECT OF TWO STEPS MICROWAVE HEATING IN ACID HYDROLYSIS OF SAGO PITH FOR BIOETHANOL PRODUCTION
Sri Dewi Yanti and Titi Candra Sunarti
Department of Agroindustrial Technology, Faculty of Agricultural Technology, Bogor Agricultural University, IPB Darmaga Campus, PO Box 220, Bogor 16002, West Java,
Indonesia
Phone 081287605337, e-mail: [email protected]
ABSTRACT
Sago is a genus of palm that can be utilized to produce fermentable sugars as substrate for bioethanol. Sago pith is a heterogeneous substrate consists of starch and fiber. Acid hydrolysis by microwave heating radiation can break down starch and fibers together in a very short time, so it is considered to be very efficient. The use of microwave energy (as power level) and variation of heating time can produce fermentable sugar with certain characteristics. This study included the preparation of sago pith flour, pith composition analysis including proximate components, starch, and fiber components, the process of acid hydrolysis (0.3 M and 0.5 M sulphuric acid) with two steps microwave heating (power level 30% with time variation 1 minute, 2 minutes and 3 minutes the next step followed by power level 70% for 3 minutes), and characterization of fermentable sugar. As comparison, conventional treatment carried out using the autoclave on 121oC for 15 minutes. The highest sugar (105.7 g/l) contents of fermentable sugar is produced from microwave heating with power level 30% for 2 minutes followed by the power level 70% for 3 minutes. This hydrolyzate then used as substrate fermentation for Issatchenkia orientalis with different acidity (pH 3, 4 and 5), but highest ethanol produced from substrate with pH 5. Ethanol produced is still low (2.8 g/l) compared with autoclave treatment (14.5 g/). Not all sugar were consumed and it is proved that Issatchenkia orientalis only consumed glucose for growth and ethanol production.
I.
PENDAHULUAN
1.1
LATAR BELAKANG
Cepat atau lambat cadangan minyak bumi dunia pasti akan habis. Hal ini disebabkan oleh jumlahnya yang terbatas dan tidak dapat diperbaharui. Keadaan ini mendorong banyak negara di dunia meningkatkan upaya untuk menggunakan biofuel sebagai bahan bakar alternatif. Biofuel adalah bahan bakar atau sumber energi yang berasal dari bahan organik. Jadi, biofuel merupakan bahan bakar yang dapat dibuat dari tumbuhan maupun hewan. Biofuel mempunyai sifat dapat diperbaharui, artinya bahan bakar ini dapat dibuat oleh manusia dari bahan-bahan yang bisa ditumbuhkan atau dibiakkan.
Salah satu biofuel yang paling banyak digunakan adalah etanol. Etanol diperoleh dari proses fermentasi terhadap bahan dari tanaman yang banyak mengandung pati atau serat. Bahan berpati dan berserat dikonversi menjadi gula fermentasi (fermentable sugar) sebelum digunakan dalam pembuatan etanol.
Komoditas yang banyak digunakan untuk pembuatan bioetanol misalnya ubi kayu dan tebu. Akan tetapi, apabila ubi kayu dan tebu dijadikan bahan utama untuk produksi etanol, dikhawatirkan akan mengakibatkan berkurangnya penyediaan bahan pangan karena penggunaan ubi kayu masih diarahkan untuk bahan baku industri pangan, sedangkan tebu diarahkan untuk menghasilkan gula demi keperluan dalam negeri yang masih belum mencukupi.
Berdasarkan fakta-fakta di atas, muncul sebuah gagasan dalam pemilihan bahan baku untuk produksi bioetanol, yaitu sagu. Sagu mengandung pati dan serat tinggi, sumbernya sangat melimpah tetapi belum termanfaatkan secara optimal. Luas penyebaran hutan dan kebun sagu di Indonesia mencapai 56.5% dari penyebaran sagu dunia, namun selama ini pemanfaatannya masih sangat rendah. Selama ini sagu hanya dijadikan sebagai bahan pangan oleh sebagian kecil masyarakat bagian Timur Indonesia dan sebagai pelengkap tepung lainnya dalam pembuatan makanan tradisional. Jadi, potensi sagu untuk dimanfaatkan sebagai bahan baku untuk produksi bioetanol sangat besar.
Sagu merupakan genus Palmae yang dapat dimanfaatkan untuk membuat fermentable sugar
sebagai bahan baku pembuatan bioetanol. Tanaman ini banyak jenisnya dan masing-masing jenis memiliki karakter fisik dan kimia yang berbeda-beda. Penggunaan empulur sagu sebagai bahan baku pembuatan fermentable sugar dilatarbelakangi untuk mengurangi penggunaan energi dan air karena tidak melewati proses ekstraksi dan pengeringan pati. Selain itu, penggunaan empulur sagu diharapkan dapat menghasilkan rendemen gula yang lebih tinggi dibandingkan hanya menggunakan komponen pati, sebab di dalam empulur sagu terkandung komponen serat yang cukup tinggi seperti selulosa dan hemiselulosa yang juga dapat dikonversi menjadi gula sederhana. Empulur sagu merupakan substrat heterogen sehingga perlu perlakuan untuk menurunkan kristalinitas serat dan melarutkan pati, misalnya dengan proses hidrolisis. Hidrolisis dapat dilakukan secara enzimatis, kimiawi dan kombinasi keduanya. Hidrolisis secara kimiawi dapat dilakukan dengan menggunakan asam kuat berkonsentrasi rendah (encer). Perlakuan hidrolisis secara asam menghasilkan fermentable sugar dengan tingkat keasaman yang tinggi. Tingginya tingkat keasaman pada fermentable sugar
Hidrolisis secara asam yang diiringi dengan proses pemanasan dapat memecah polimer pati dan serat sekaligus. Pemanasan secara konvensional untuk proses hidrolisis adalah dengan menggunakan otoklaf. Adanya upaya untuk mengefisienkan proses hidrolisis, membuat banyak orang berpikir untuk mengganti pemanasan konvensional dengan pemanasan yang memerlukan waktu lebih singkat, salah satunya adalah dengan menggunakan pemanasan gelombang mikro. Hidrolisis dengan pemanasan gelombang mikro hanya memerlukan waktu kurang dari 10 menit. Walaupun proses hidrolisis dapat dilakukan dalam waktu yang sangat singkat, namun penggunaan energi pemanasan yang dinyatakan dengan power level memegang peranan penting dalam proses hidrolisis. Penggunaan energi yang kecil (power level rendah) tidak dapat membuat bahan terhidrolisis secara sempurna, sebaliknya kelebihan enengi (power level tinggi) membuat bahan menjadi rusak akibat produk yang terbentuk ikut terdegradasi dan terbentuk produk samping yang tidak diinginkan seperti hidroksimetilfurfural (HMF) dan furfural. Pada penelitian ini hidrolisis asam dilakukan dengan perlakuan pemanasan gelombang mikro dua tahap, yaitu power level rendah dan sedang untuk mendapatkan fermentable sugar.
Fermentable sugar yang dihasilkan dari proses hidrolisis digunakan sebagai substrat fermentasi etanol. Pada tahap fermentasi, banyak faktor yang menjadi pertimbangan untuk menghasilkan yield
etanol yang lebih tinggi, misalnya jenis mikroba dan kondisi proses fermentasi. Hal ini perlu dipertimbangkan karena masing-masing mikroba memiliki faktor pertumbuhan optimum yang berbeda-beda. Penggunaan khamir lebih disukai daripada bakteri karena ukuran sel besar dan dinding sel lebih padat, sehingga memudahkan saat pemanenan dan daur ulang. Selain itu, khamir tidak mudah terkontaminasi oleh bakteri dan virus. Secara kuantitatif, rendemen alkohol dari heksosa dalam fermentasi menggunakan khamir pada kondisi optimal dapat mencapai 90% (Boyles 1984), dan menurut Campbell dan Priest (1996), efisiensi proses pengubahan energi dari gula menjadi etanol dapat mencapai 97%.
Pada penelitian ini dipilih jenis khamir yang memiliki toleransi tinggi terhadap pH rendah untuk memproduksi bioetanol karena fermentable sugar diperoleh dengan cara hidrolisis menggunakan asam. Khamir yang dipakai untuk fermentasi etanol adalah Issatchenkia orientalis.
Walaupun I. orientalis memiliki toleransi terhadap pH yang rendah, namun perlu dilakukan penentuan pH optimal pertumbuhannya. Oleh karena itu, dalam penelitian ini juga dilakukan perlakuan pH terhadap fermentable sugar pada proses fermentasi.
1.2
TUJUAN
Penelitian ini bertujuan untuk mengkaji proses produksi bioetanol dari empulur sagu melalui hidrolisis asam dengan pemanasan gelombang mikro dua tahap. Adapun tujuan khusus dari penelitian ini adalah:
1. Mengetahui pengaruh kombinasi pemanasan gelombang mikro dua tahap dan konsentrasi asam terhadap fermentable sugar yang dihasilkan dari hidrolisis empulur sagu.
II.
TINJAUAN PUSTAKA
2.1
TANAMAN SAGU
2.1.1
Jenis dan Budidaya Sagu
Tanaman sagu dengan bahasa latin Metroxylon sagu, merupakan tanaman yang menyimpan pati pada batangnya (metro: empulur, xylon: xylem, sagu: pati). Klasifikasi tanaman sagu berdasarkan
database tanaman dari Pelayanan Konservasi Sumber Daya Alam (USDA 2005) menyebutkan bahwa sagu termasuk dalam Famili Arecaceae-palm, Genus Metroxylon dan Spesies Metroxylon sagu.
Terdapat beberapa genus Palmae yang patinya telah dimanfaatkan, yaitu Metroxylon, Corypha, Euqeissona, dan Caryota. Genus yang banyak dikenal adalah Metroxylon dan Arenga karena kandungan patinya cukup tinggi. Sagu dari genus Metroxylon secara garis besar digolongkan menjadi dua, yaitu tanaman sagu yang berbuah atau berbunga hanya sekali (Hapaxanthic) dan tanaman sagu yang berbuah atau berbunga dua kali atau lebih (Pleonanthic). Sagu dari golongan Hapaxanthic
terdiri dari lima varietas penting, antara lain adalah sebagai berikut: 1. Metroxylon sagu, Rottboellatau sagu Molat
2. Metroxylon rumphii, Martiusatau sagu Tuni
3. Metroxylon rumphii, Martiusvarietas Sylvestre Matriusatau sagu Ihur
4. Metroxylon rumphii, MartiusvarietasLongispinum Matriusatau sagu Makanaru 5. Metroxylon rumphii, MartiusvarietasMicrocanthum Matriusatau sagu Rotan (Haryanto dan Pangloli 1992).
Bagian yang terpenting dalam pembentukan pati sagu adalah daun sebagai tempat fotosintesis. Pertumbuhan dan perkembangan daun yang baik akan mempengaruhi pertumbuhan dan perkembangan organ-organ lainnya seperti batang, kulit dan empulur, sehingga pembentukan pati dapat berlangsung optimal. Batang sagu merupakan tempat penyimpanan cadangan makanan (karbohidrat) yang dapat menghasilkan pati sagu. Ukuran batang sagu dan kandungan patinya bergantung pada jenis sagu, umur dan habitat pertumbuhannya. Pada umur panen sagu sekitar 11 tahun ke atas, empulur sagu mengandung pati sekitar 15-20%. Pada umur setelah masa panen, sagu akan mengalami penurunan kandungan pati. Penurunan kandungan pati biasanya ditandai dengan mulai terbentuknya primordia bunga. Setelah melewati fase primordia, kandungan pati menurun karena digunakan sebagai energi untuk pembentukan bunga dan buah. Setelah terbentuk bunga dan buah, batang akan menjadi kosong dan tanaman sagu akan mati. Keadaan tersebut mempermudah petani dalam mengetahui rendemen pati sagu maksimal. Ciri-ciri pohon sagu yang kandungan patinya mencapai maksimum dan siap panen adalah pangkal daun yang terletak di bawah pelepah daun berwarna kelabu biru. Ukuran diameter batang sagu siap panen bisa mencapai 80-90 cm dan rata-rata sekitar 50 cm. Pada umumnya, kandungan pati bagian bawah batang lebih besar dari pada bagian atas (Haryanto dan Pangloli 1992).
2.1.2
Potensi Sagu
hampir di setiap pulau di Indonesia dengan luasan terbesar berpusat di Papua, sedangkan sagu semi budidaya terdapat di Maluku, Sulawesi, Kalimantan dan Sumatera.
Areal tanaman sagu di Indonesia diperkirakan 95.9% tersebar di Kawasan Timur Indonesia dan 4.1% di Kawasan Barat Indonesia. Produksi tepung sagu kering di Maluku kurang lebih 4.4 ton per hektar per tahun dan di daerah Selat Panjang Riau mencapai 25 ton per hektar per tahun. Areal hutan sagu di Indonesia sekitar 1,250,000 hektar dengan kepadatan anakan 1,480 per hektar yang setiap panen menghasilkan 125-140 pohon per tahun. Hutan sagu tersebut tersebar di Papua seluas 1,200,000 hektar dan Maluku seluas 50,000 hektar serta 148,000 hektar hutan sagu semi budidaya yang tersebar di Papua, Maluku, Sulawesi, Kalimantan, Sumatera, Kepulauan Riau dan Kepulauan Mentawai (Sumatera Barat). Akan tetapi, dari luasan tersebut hanya sekitar 40% saja yang merupakan areal penghasil pati produktif dengan produktivitas pati 7 ton per hektar per tahun, hal ini ditandai dengan banyaknya tanaman sagu yang layak panen tetapi tidak dipanen sehingga akhirnya rusak. Pemanfaatan sagu di Indonesia hanya terbatas pada skala petani atau industri kecil dengan cara pengolahan manual dan memiliki harga jual yang rendah (Suryana 2007).
Terdapat sekitar 1,406,469 hektar tegakan sagu di Irian Jaya. Setiap hektar tegakan sagu per tahun paling sedikit menghasilkan 2.5 ton pati sagu. Dengan demikian, di Irian Jaya terdapat potensi pati sagu sekitar 3,516,173 ton sagu per tahun. Untuk kebutuhan pangan, masyarakat Irian membutuhkan sekitar 150,000 ton sagu per tahun. Dari data ini, di Irian Jaya terdapat potensi sagu sekitar 3,400,000 ton yang belum termanfaatkan. Terdapat sekitar 56,100 hektar tegakan sagu di Mentawai dengan produksi sekitar 1,200 ton. Potensi pati sagu di daerah Mentawai ini mencapai 139,000 ton per tahun. Terdapat tegakan sagu sekitar 95,790 hektar di Padang Pariaman dengan produksi 5,063 ton per tahun, di daerah ini terdapat potensi sagu yang belum termanfaatkan sebanyak 234,412 ton sagu per tahun. Dari penjelasan tersebut, potensi sagu di Indonesia sangat tinggi dan sudah saatnya dilakukan pemanfaatan. Pusat Penelitian dan Pengembangan Hasil Hutan telah merintis pemanfaatan sagu menjadi bioetanol, baik skala laboratorium maupun skala usaha kecil. Hal ini merupakan penelitian awal dalam rangka menuju optimalisasi produksi bioetanol dari sagu (Haryanto dan Pangloli 1992).
2.2
SIFAT FISIK DAN KIMIA EMPULUR SAGU
Secara umum, penampakan fisik dari tanaman sagu varietas Metroxylon sagu adalah daun berujung runcing panjang dan tajam, batang tidak terlalu tinggi, namun dapat menghasilkan pati paling banyak dibandingkan varietas sagu lainnya. Metroxylon rumphii merupakan sagu yang paling banyak tumbuh di Maluku dan sekitarnya, tangkai daunnya berduri banyak dengan susunan berbaris melintang. Duri-duri sagu varietas Metroxylon rumphii berbentuk lurus sepanjang 1-4 cm dan memiliki mutu sagu sangat baik (Anonim 2010).
sisa-sisa daun kulit tipis kulit keras
serat-serat empulur
Gambar 1. Penampang membujur batang sagu (Ramalatu 1981)
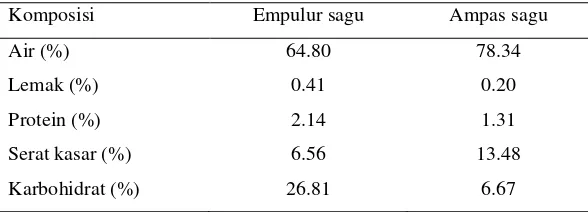
Menurut Haryanto dan Pangloli (1992), empulur sagu merupakan bagian batang sagu yang mengandung serat dan pati. Pati sagu diambil dengan cara mengekstrak batang sagu dan menyisakan ampas sebagai limbah yang kemudian hanya dimanfaatkan sebagai media tumbuh jamur. Ampas memiliki kandungan terbesar berupa selulosa, hemiselulosa dan lignin. Lignin memiliki struktur yang sulit untuk dihidrolisis sehingga umumnya ampas hanya dimanfaatkan dengan menghidrolisis selulosa menjadi glukosa. Perbandingan komposisi kimia antara empulur sagu dan ampasnya disajikan pada Tabel 1.
Tabel 1. Perbandingan komposisi kimia empulur sagu dan ampas sagu
Sumber: Haryanto dan Pangloli (1992)
Empulur sagu akan cepat menjadi coklat di sepanjang vaskular dan timbul bintik coklat di bagian intinya (pith). Selama perjalanan menuju tempat pengolahan dan menunggu saat pengolahan, empulur sagu yang telah terkupas kulitnya akan segera mangalami perubahan warna yang semakin lama akan semakin meningkat. Perubahan warna ini disebabkan oleh reaksi pencoklatan. Reaksi pencoklatan ini bisa terjadi secara enzimatik dan non enzimatik. Warna coklat pada empulur sagu disebabkan oleh terlukanya jaringan hingga akhirnya rusak. Kerusakan jaringan ini terjadi karena penebangan dan pengangkutan yang kurang baik saat pemanenan, sehingga jaringan akan menjadi memar, terpotong atau terkelupas (Eskin et al. 1971).
Selain sifat fisik tersebut, empulur sagu juga memiliki komponen kimia seperti yang telah diteliti oleh Safitri et al. (2009), empulur sagu terdiri atas pati sebanyak 57.25%, serat 31.59% dan memiliki kadar air 11.16%. Fujii et al. (1986) telah meneliti komposisi kimia empulur sagu dan membaginya ke dalam tiga bagian, yaitu empulur bagian luar, bagian tengah dan bagian dalam. Karakteristik empulur sagu yang diuji meliputi komponen proksimat, pati dan beberapa komponen mikro lainnya seperti asam organik. Data hasil pengujian tersebut disajikan pada Tabel 2.
Komposisi Empulur sagu Ampas sagu
Air (%) 64.80 78.34
Lemak (%) 0.41 0.20
Protein (%) 2.14 1.31
Serat kasar (%) 6.56 13.48
Tabel 2. Komposisi kimia empulur sagu kering
Sumber: Fujii et al. (1986), data dalam % basis kering, kecuali kadar air
Komponen utama tepung empulur sagu yang akan dihidrolisis selain pati adalah serat yang tergabung dalam bahan lignoselulosa. Komponen utama dalam bahan lignoselulosa adalah selulosa, hemiselulosa dan lignin. Ketiganya membentuk suatu ikatan kimia kompleks yang menjadi bahan dasar dinding sel tumbuhan. Selulosa adalah karbohidrat kompleks dengan rumus empiris C6H10O5.
Selulosa merupakan polimer linier dengan berat molekul tinggi yang seluruhnya tersusun atas β-D-glukosa. Selulosa tidak larut dalam air, biasanya hanya dapat larut dengan alkohol dan eter. Selulosa sangat bersifat resisten untuk bereaksi dengan basa, tetapi memiliki kalarutan yang baik dengan asam kuat. Molekul-molekul selulosa seluruhnya berbentuk linier dan mempunyai kecenderungan kuat membentuk ikatan-ikatan hidrogen intramolekul dan intermolekul. Molekul-molekul selulosa secara agregat membentuk mikrofibril yang sangat teratur (kristalin) diselingi dengan bagian-bagian yang kurang teratur (amorf). Mikrofibril membentuk fibril-fibril dan akhirnya membentuk serat-serat selulosa. Dilihat dari sifat kimia, fisik maupun struktur supramolekulnya, maka selulosa dapat memenuhi fungsinya sebagai komponen struktur utama dinding sel tumbuhan (Fengel dan Wegener 1984).
Hemiselulosa merupakan istilah umum bagi polisakarida yang larut dalam alkali. Hemiselulosa sangat dekat asosiasinya dengan selulosa dalam dinding sel tanaman. Konstituen utama hemiselulosa adalah lima gula netral, yaitu glukosa, mannosa, galaktosa (heksosan), xilosa, dan arabinosa (pentosan). Hemiselulosa berbeda dari selulosa yang merupakan homopolisakarida dengan monomer glukosa dan memiliki derajat polimerisasi yang tinggi. Rantai utama hemiselulosa terdiri atas hanya satu jenis monomer (homopolimer), seperti xilan atau terdiri atas dua jenis atau lebih monomer (heteropolimer) seperti glukomannan. Rantai molekul hemiselulosa lebih pendek daripada selulosa. Berbeda dengan selulosa dan hemiselulola, lignin terdiri atas struktur molekul aromatik yang tersusun atas unit-unit fenil propana yang merupakan senyawa keras yang menyelimuti dan mengeraskan dinding sel (Fengel dan Wegener 1984).
2.3
PERLAKUAN PENDAHULUAN DENGAN GELOMBANG MIKRO
Perlakuan pendahuluan bertujuan untuk perusakan lignin, mengurangi kristalinitas selulosa, dan meningkatkan porositas bahan. Penggunaan gelombang mikro merupakan salah satu alternatif yang dapat digunakan dalam proses hidrolisis karbohidrat. Gelombang mikro merupakan gelombang
Komponen Empulur Utuh Bagian Luar Bagian Tengah Bagian Dalam
Pati (%) 83.50 81.51 83.20 84.72
Lemak kasar (%) 0.38 0.49 0.38 0.31
Serat kasar (%) 3.32 4.20 3.33 3.20
Abu (%) 3.80 4.00 3.50 3.20
Protein (%) 1.15 1.76 1.27 1.06
Pentosan (%) 2.87 - - -
Asam malat (%) 1.02 - - -
elektromagnetik yang mempunyai panjang gelombang antara 1.0 cm - 1.0 m dan frekuensi antara 0.3-30 GHz (Taylor dan Atri 2005). Menurut Copson (1975), frekuensi gelombang mikro mempunyai kesamaan dengan gelombang pada radar dan telekomunikasi sehingga untuk menghindari gangguan pada pemakaian radar dan telekomunikasi, maka pada tahun 1859 di Genewa, Federal Communications and International Radio Regulation menyetujui tiga frekuensi gelombang mikro untuk digunakan dalam industri, sains, kedokteran, dan aplikasi lainnya, yaitu 915 ± 25, 2450 ± 13, dan 5800 ± 125 MHz. Diantara frekuensi-frekuensi tersebut yang paling banyak digunakan untuk
oven gelombang mikro adalah 2.45 GHz, yaitu pada panjang gelombang 12.25 cm. Sumber tenaga bagi gelombang mikro adalah magnetron. Pada frekuensi 2.45 GHz magnetron bisa menghasilkan daya antara 500-2000 W bahkan dapat mencapai tingkat maksimum 6-10 kW.
Pemanasan dengan gelombang mikro terjadi karena adanya mekanisme pemanasan berbentuk polar. Molekul polar seperti air akan mengikuti gerakan elektromagnet pada frekuensi tertentu, sehingga timbul gerakan intermolekul pada molekul air yang berbentuk acak dan menghasilkan panas (Corsaro et al. 2004).
Pemanasan dengan mengunakan gelombang mikro dapat mengkonversi langsung pati menjadi gula dalam waktu yang singkat. Laju reaksi pengubahan pati menjadi glukosa menggunakan gelombang mikro adalah 100 kali lebih cepat dibandingkan dengan pemanasan konvensional. Paparan bahan dengan pemanasan gelombang mikro dalam waktu yang singkat dapat memperkecil kemungkinan terjadinya hasil samping yang tidak diinginkan (Kunlan et al. 2001).
Struktur lignin yang keras dan tingginya sifat kristalin serat pada empulur sagu menyulitkan kerja asam atau penetrasi enzim ke dalam substrat. Namun, menurut Nicolic et al. (2008), perlakuan awal menggunakan gelombang mikro dapat merusak struktur pati dalam waktu paparan yang singkat. Proses perusakan yang diharapkan adalah seperti Gambar 2, dimana lignin rusak dan terputus-putus sehingga selulosa dan hemiselulosa yang terlindungi lignin ikut rusak. Rantai lignin, selulosa dan hemiselulosa yang telah rusak diharapkan memudahkan kerja asam membentuk gula sederhana.
Gambar 2. Proses perusakan lignin oleh gelombang mikro (Anonim 2008)
ini menyebabkan gerakan partikel tertahan dan membangkitkan gerakan acak sehingga menghasilkan panas.
Radiasi gelombang mikro berbeda dengan metode pemanasan konvensional. Radiasi gelombang mikro memberikan pemanasan yang merata pada campuran reaksi. Pada pemanasan konvensional, dinding oil bath atau heating mantel dipanaskan terlebih dahulu kemudian pelarutnya. Akibat distribusi panas seperti ini selalu terjadi perbedaan suhu antara dinding dan pelarut (Taylor dan Atri 2005).
2.4
HIDROLISIS ASAM
Hidrolisis karbohidrat merupakan reaksi kimia menggunakan air untuk memutus rantai polisakarida menjadi rantai-rantai pendek karbohidrat sederhana. Hasil hirolisis ditentukan oleh nilai DE (Dextrose equivalent) yaitu suatu nilai yang mencerminkan derajat hirolisis. Derajat hirolisis tertinggi dinyatakan dengan nilai DE 100, yaitu nilai yang menggambarkan terjadinya hirolisis sempurna pada pati menjadi glukosa. Sirup glukosa mempunyai nilai DE 20-91 (Zamora 2005).
Sebagai bahan baku bioetanol, pati sagu harus dihidrolisis untuk mendapatkan glukosa, kemudian dilakukan fermentasi untuk mendapatkan bioetanol. Hidrolisis pati sagu akan menghasilkan hidrolisat yang berbentuk cairan kental dengan komponen utama glukosa. Berbagai cara hidrolisis pati telah banyak dikembangkan, diantaranya hidrolisis asam, hidrolisis enzim dan kombinasi asam dan enzim. Hidrolisis pati menggunakan katalis asam memiliki diagram proses yang sederhana, namun memerlukan persyaratan peralatan yang rumit, yaitu harus tahan panas dan tekanan tinggi. Berbeda dengan hidrolisis menggunakan asam, selain kondisi proses yang tidak ekstrim, pemakaian enzim dapat menghasilkan rendemen dan mutu larutan glukosa yang lebih tinggi. Pada hidrolisis secara enzimatis, ikatan pati dipotong sesuai dengan jenis enzim yang digunakan, sedangkan hidrolisis menggunakan asam pemotongan dilakukan secara acak (Griffin dan Brooks 1989). Perbandingan hirolisis menggunakan asam dan enzim dapat dilihat pada Tabel 3.
Tabel 3. Perbandingan hidrolisis asam dan enzimatis
Variabel Pembanding Hidrolisis
Asam Enzimatis
Kondisi hidrolisis yang lunak Tidak Ya
Hasil hidrolisis tinggi Tidak Ya
Penghambatan produk selama hidrolisis Tidak Ya
Pembentukan produk samping yang menghambat Ya Tidak
Katalis yang murah Ya Tidak
Waktu hidrolisis yang singkat Ya Tidak
Sumber : Karimi et al. (2006)
Asam kuat berkonsentrasi rendah (encer) pada kondisi reaksi moderat akan mudah menghidrolis hemiselulosa, tetapi diperlukan kondisi yang lebih ekstrim untuk dapat menghidrolisis selulosa. Keuntungan utama hidrolisis dengan asam encer adalah tidak diperlukannya recovery asam dan tidak adanya kehilangan asam dalam proses (Iranmahboob et al. 2002). Pada umumnya, asam yang digunakan untuk menghidrolisis bahan berlignoselulosa adalah H2SO4 atau HCl pada konsentrasi
Penggunaan asam H2SO4 dan HCl sebagai katalis dalam hidrolisis asam menghasilkan gula
sederhana yang berbeda, dimana pada konsentrasi dan waktu hidrolisis yang sama, H2SO4
memberikan hasil yang lebih tinggi daripada HCl. Menurut Choi dan Mathews (1996), hidrolisis pati dengan menggunakan H2SO4 2% selama 40 menit pada suhu 132oC mengakibatkan 92% bagian pati
terkonversi menjadi glukosa, sedangkan HCl 2% dengan waktu dan suhu yang sama mengakibatkan 86% bagian pati terkonversi menjadi glukosa. Sebagaimana yang dinyatakan oleh Sari (2009), bahwa H2SO4 menghasilkan total gula sedikit lebih tinggi dibandingkan dengan HCl pada konsentrasi, waktu
dan suhu yang sama karena sifat HCl lebih kuat dengan reaktivitas yang lebih tinggi daripada H2SO4.
Katalis asam dapat dicampurkan pada bahan lignoselulosa sebelum atau sewaktu perlakuan pemanasan. Untuk menghidrolisis hemiselulosa, konsentrasi asam yang digunakan antara 0.10%-0.35%, akan tetapi konsentrasi asam yang dipakai biasanya tidak lebih dari 0.30%. Untuk menghidrolisis selulosa, konsentrasi asam H2SO4 yang digunakan biasanya 0.5% sampai 5%. Katalis
asam ditambahkan pada bahan lignoselulosa dengan pH antara 1-5, kadang-kadang pH 2-4.5 dan lebih sering pada pH 2.5-3.5 saat pemanasan dimulai. Pada hidrolisis asam, hemiselulosa dapat efektif dipecah menjadi monomer-monomer gula seperti arabinosa, manosa, xilosa, dan galaktosa sedangkan selulosa terdegradasi menjadi glukosa. Terbentuknya monomer-monomer dari komponen serat empulur sagu dapat meningkatkan rendemen gula selain konversi glukosa yang hanya berasal dari komponen pati (Sun dan Cheng 2005).
Proses hidrolisis dengan menggunakan asam kuat berkonsentrasi rendah selain memberikan hasil penguraian glukosa juga menghasilkan produk samping yang dapat menghambat proses fermentasi. Penghambatan yang potensial adalah 5-hydroxymethilfurfural (HMF), furfural, asam levulenat, asam asetat, asam format, asam uronat, dan lain-lain (Taherzadeh dan Karimi 2007).
Banyaknya inhibitor yang terbentuk pada hidrolisis asam dipengaruhi oleh suhu, waktu dan konsentrasi asam yang digunakan. Pada suhu dan tekanan yang tinggi, xilosa dan glukosa akan terdegradasi menjadi furfural dan HMF, sedangkan lignin dapat terpecah (terdekomposisi) menjadi senyawa-senyawa fenol yang juga terbentuk selama proses degradasi karbohidrat. Inhibitor tersebut akan mengurangi hasil dan produktivitas mikroorganisme yang digunakan selama proses fermentasi karena bersifat toksik (Palmqvist dan Hahn-Hagerdal 2000).
2.5
PRODUKSI BIOETANOL
Etanol (C2H5OH) adalah zat kimia organik berbentuk cairan pada suhu kamar, berwarna jernih,
berbau khas alkohol, memiliki berat molekul 46.07, mudah terbakar dan dapat dibuat dari biomassa maupun fraksi minyak bumi. Bioetanol merupakan etanol yang terbuat dari bahan nabati yang mengandung gula (nira tebu, aren, molases), pati (ubi kayu, ubi jalar, sorgum, jagung) atau lignoselulosa (jerami padi, tongkol jagung, tandan kosong kelapa sawit, bambu, kayu) (Kadam et al. 2000).
Metode hidrolisis dan jenis karbohidrat yang digunakan sebagai substrat digunakan untuk menentukan jenis mikroba yang akan dipakai dalam proses fermentasi, sebab berbeda metode hidrolisis dan kandungan gula yang terdapat pada substrat, maka berbeda jenis mikroba yang digunakan. Pada umumnya khamir digunakan untuk melakukan fermentasi menghasilkan etanol karena dalam proses metabolismenya khamir mengkonsumsi gula dari pemecahan karbohidrat membentuk etanol. Khamir atau yeast merupakan mikroba bersel satu yang bersifat mikroskopik; berbentuk bulat (speroid), elips, batang atau silindris; dan tidak mempunyai flagel, tetapi beberapa jenis tertentu dapat membentuk filamen (pseudomiselium). Khamir dengan bentuk yang tetap dapat digunakan untuk identifikasi. Khamir dapat dimasukkan ke dalam klas Ascomycetes, Basidiomycetes
dan Deuteromycetes. Khamir hidup di dalam tanah, debu di udara, daun-daun, nektar bunga, permukaan buah-buahan, tubuh serangga, dan cairan yang mengandung gula seperti sirup, madu dan lain-lain. Cara hidup khamir bersifat saprofit dan parasit (Campbell dan Priest 1996).
Khamir dapat tumbuh dan memfermentasi gula menjadi etanol secara efisien pada pH 3.5-6.0 dan suhu 28-35oC. Walaupun laju awal produksi etanol meningkat pada suhu lebih tinggi, produktifitas keseluruhan akan menurun karena efek penghambatan etanol yang meningkat (Ratledge 1991). Menurut Paturau (1969), fermentasi etanol memakan waktu 30-72 jam. Frazier dan Westhoff (1978) menambahkan bahwa suhu optimum untuk fermentasi antara 25-30oC dan kadar gula antara 10-18%. Jika konsentrasi gula terlalu tinggi, aktivitas khamir dapat terhambat dan waktu fermentasi menjadi lebih lama serta tidak semua gula difermentasi.
Kebutuhan nutrien dan kofaktor juga penting bagi kehidupan khamir. Sejumlah kecil oksigen harus disediakan dan biasanya diberikan pada tekanan 0.05-0.10 mmHg, jika tekanan lebih besar dari nilai tersebut, maka konversi gula akan cenderung kearah pertumbuhan sel. Khamir memerlukan media dan lingkungan yang sesuai untuk pertumbuhan dan perkembangbiakannya. Unsur-unsur dasar yang dibutuhkan adalah karbon, hidrogen, oksigen, fosfor, zat besi dan magnesium. Unsur karbon banyak diperoleh dari gula, sumber nitrogen didapatkan dari amonia, asam amino, peptida, pepton, nitrat atau urea bergantung pada jenis khamir. Fosfor merupakan unsur penting dalam kehidupan khamir terutama untuk pembentukan alkohol dari gula (Kosaric et al. 1983 dalam Ruriani 2010).
Pada permulaan proses fermentasi, khamir memerlukan oksigen untuk pertumbuhannya sehingga fermentasi terjadi secara aerobik. Setelah terbentuk karbondioksida (CO2), reaksi akan
berubah menjadi anaerobik. Alkohol yang terbentuk akan menghalangi fermentasi lebih lanjut setelah tercapai konsentrasi antara 13-15% volume. Konsentrasi alkohol akan menghalangi fermentasi bergantung pada suhu dan jenis khamir yang digunakan. Khamir tumbuh dengan baik pada kondisi aerobik, walaupun demikian beberapa khamir dapat tumbuh pada kondisi anaerobik. Proses respirasi pada kondisi aerobik digantikan dengan proses fermentasi pada kondisi anaerobik. Khamir akan selalu berespirasi pada setiap keadaan yang memungkinkan karena energi yang dihasilkan pada respirasi jauh lebih besar daripada energi yang dihasilkan pada fermentasi. Bila terdapat udara pada proses fermentasi, maka etanol yang dihasilkan lebih sedikit karena terdapat proses respirasi sehingga terjadi konversi gula menjadi CO2 dan air (Campbell dan Priest 1996).
Suhu optimum pertumbuhan khamir adalah pada rentang 25-30oC dan maksimum pada 35-47oC, sedangkan pH optimum adalah 4-5. Batas minimal aw untuk khamir biasanya adalah
0.88-0.94, sedangkan untuk khamir osmofilik dapat tumbuh pada aw yang lebih rendah yaitu sekitar
0.32-0.65. Namun demikian banyak juga khamir osmofilik yang pertumbuhannya terhenti pada aw 0.78
seperti pada larutan garam ataupun sirup (Frazier dan Westhoff 1978).
pembentukan asam piruvat. Pada pH tinggi, maka lag phase (fase penyesuaian) akan berkurang dan aktifitas fermentasi akan naik. Pengaruh pH pada pertumbuhan khamir juga bergantung pada konsentrasi gula substrat dan etanol yang terbentuk. Untuk menurunkan pH dapat digunakan asam sitrat sedangkan untuk menaikkan pH dapat digunakan natrium benzoat (Prescott dan Dunn 1981 dalam Dwiko 2010).
Proses pemecahan gula menjadi etanol dan CO2 dilakukan oleh sel khamir. Enzim yang
berperan dalam pembuatan etanol dari glukosa antara lain adalah heksosinase, fosfoheksoisomerase, fosfofruktokinase, aldose, triosefospate isomerase, gliseraldehid fosfat dehydrogenase, phospho glycerokinase, piruvat karboksilase, dan alkohol dehidrogenase (Campbell dan Priest 1996).
Menurut Fardiaz (1988), secara teoritis konversi 1 molekul gula akan menghasilkan 2 molekul etanol dan 2 molekul CO2. Pemecahan gula menjadi etanol dapat dilihat pada reaksi berikut:
C6H12O6 2 C2H5OH + 2 CO2
(gula) (etanol) (karbondioksida)
Pada proses fermentasi, yang perlu dikembangkan adalah khamir yang memiliki toleransi terhadap suhu dan etanol yang tinggi. Selain itu, diperlukan juga khamir yang dapat memfermentasi gula yang berasal dari hemiselulosa, seperti xilosa, arabinosa, galaktosa, dan mannosa agar diperoleh rendemen etanol yang lebih tinggi. Saccharomyces cerevisiae lebih sering digunakan dalam proses fermentasi etanol karena memiliki banyak keunggulan antara lain: mampu memproduksi etanol dari gula C6 (heksosa), memiliki toleransi terhadap konsentrasi etanol yang tinggi dan senyawa inhibitor
yang terdapat di dalam hidrolisat biomassa lignoselulosa. Namun, galur liar dari S. cerevisiae tidak dapat memfermentasi gula pentosa (C5) seperti: xilosa, arabinosa dan selooligosakarida, sehingga
menjadi salah satu kendala pemanfaatannya. Beberapa upaya rekayasa genetika juga telah dilakukan untuk membuat S. cerevisiae dapat memfermentasi xilosa dan glukosa (Govindaswamy dan Vane 2007 dalam Dwiko 2010). Mosier et al. (2005) dalam Ruriani (2010) menyatakan bahwa ketosa dari xilosa, yaitu xilulosa dapat dikonversi menjadi etanol oleh S. pombe, S. cerevisiae, S. amucae, dan
Klueveromyces lactis.
Selama proses fermentasi, terjadi penurunan pH akibat pembentukan asam piruvat sebagai produk antara etanol. Kondisi pH yang sangat rendah dapat mempengaruhi pertumbuhan mikroba, dengan demikian diperlukan mikroba yang memiliki toleransi terhadap pH rendah. Menurut Seo et al.
III.
METODOLOGI
3.1
BAHAN DAN ALAT
Bahan baku yang digunakan dalam penelitian ini adalah empulur sagu yang diperoleh dari industri rumah tangga di daerah Cimahpar, Bogor. Khamir yang digunakan untuk proses fermentasi adalah Issatchenkia orientalis.
Bahan kimia yang digunakan untuk analisis adalah akuades, glukosa standar, NaOH, DNS, H2SO4, bufer serta larutan ADF dan NDF. Untuk fermentasi etanol, dibutuhkan PDA (Potato Dextose Agar), PDB (Potato Dextose Broth), dan NH4OH sebagai sumber nutrien dalam fermentasi etanol.
Alat-alat yang digunakan dalam penelitian ini antara lain adalah saringan 35 mesh, hammer mill, microwave oven dengan output 1000 W, otoklaf, kertas saring whatman 41, timbangan, neraca analitik, termometer, pipet, buret, labu soxhlet, stirer, jarum ose, bunsen, pH meter, kertas pH, inkubator, penangas listrik, tanur, waterbath, desikator, destilator, clean bench, lemari pendingin, spektrofotometer, filter glass 2G3 dan 2G4, pompa vakum, leher angsa, cawan aluminium, oven, sentrifuse, Gas Chromatography (GC), mikroskop cahaya, dan peralatan gelas lainnya.
3.2
METODE PENELITIAN
Penelitian ini terdiri dari beberapa tahap, yaitu: persiapan bahan dan pembuatan tepung empulur sagu, karakterisasi tepung empulur sagu, proses hidrolisis asam dengan pemanasan gelombang mikro dua tahap, dan produksi bioetanol.
3.2.1
Persiapan Bahan dan Pembuatan Tepung Empulur Sagu
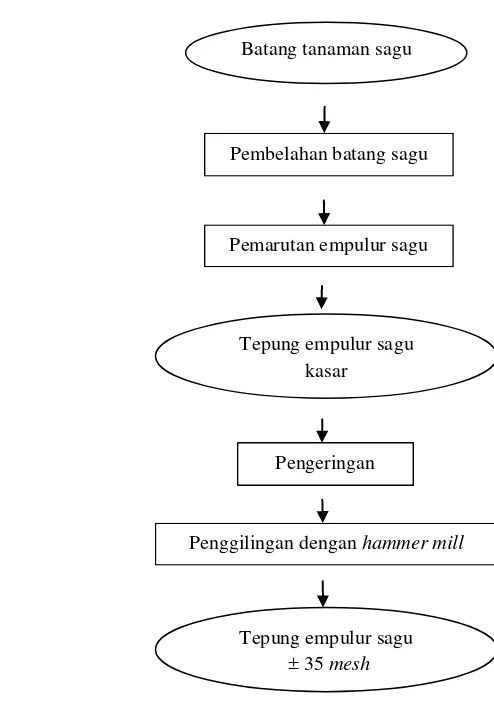
Bahan baku sagu diperoleh dari industri sagu di daerah Cimahpar, Bogor. Proses pembuatan tepung empulur diawali dengan memotong-motong batang sagu menjadi lebih pendek agar memudahkan proses pemarutan. Bahan yang diperoleh untuk penelitian ini adalah empulur sagu yang telah diparut. Tepung hasil parutan yang masih kasar selanjutnya diperkecil ukurannya dengan menggunakan hammer mill hingga diperoleh ukuran tepung empulur sagu ± 35 mesh. Tahapan pembuatan tepung empulur sagu secara lengkap disajikan pada Gambar 3.
3.2.2 Karakterisasi Empulur Sagu
Gambar 3. Proses pembuatan tepung empulur sagu
3.2.3
Hidrolisis Empulur Sagu secara Asam dengan Pemanasan Gelombang
Mikro Dua Tahap
Sebelum melakukan proses hidrolisis, perlu dilakukan penyiapan larutan H2SO4 sebagai
katalis, yaitu dengan melakukan pengenceran H2SO4 pekat menjadi konsentrasi 0.3 M dan 0.5 M.
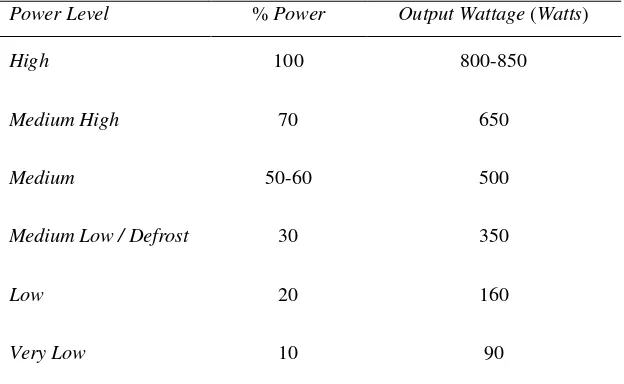
Selanjutnya slurry empulur sagu disiapkan dengan konsentrasi 10% (b/b) basis kering atau sebanyak 10 g tepung empulur sagu ke dalam 90 g larutan asam. Slurry selanjutnya diberi perlakuan gelombang mikro menggunakan microwave oven. Tahapan penggunaan gelombang mikro untuk proses hidrolisis dinyatakan dengan power level. Power level menggambarkan besarnya energi yang digunakan dalam menghidrolisis bahan menggunakan microwave oven. Konversi power level terhadap besarnya energi yang digunakan disajikan pada Tabel 4.
Setelah bahan terhidrolisis dengan gelombang mikro, selanjutnya dilakukan penyaringan untuk memisahkan filtrat dari residu yang kemudian dilanjutkan dengan proses penetralan dengan NH4OH
untuk menghentikan proses hidrolisis. Fermentable sugar yang diperoleh selanjutnya dikarakterisasi untuk mengetahui hasil perlakuan terbaik. Proses pembuatan fermentable sugar secara lengkap disajikan pada Gambar 4.
Pemarutan empulur sagu Pembelahan batang sagu
Penggilingan dengan hammer mill
Pengeringan Batang tanaman sagu
Tepung empulur sagu kasar
Tabel 4. Konversi power level oven microwave
Power Level % Power Output Wattage (Watts)
High 100 800-850
Medium High 70 650
Medium 50-60 500
Medium Low / Defrost 30 350
Low 20 160
Very Low 10 90
Sumber: Anonim (2010), http://ile-maurice.tripod.com/conversion.htm
Gambar 4. Proses hidrolisis empulur sagu secara asam menggunakan perlakuan gelombang mikro dua tahap
Pemanasan dengan Gelombang Mikro Dua Tahap (oven microwave): 1. Tahap 1: Power level 30% (waktu: 1 menit, 2 menit dan 3 menit) 2. Tahap 2: Power level 70% (waktu: 3 menit)
Penyaringan
Penetralan 10 g (bk) tepung empulur
90 g larutan asam
(0.3 M dan 0.5 M) Pencampuran
Slurry empulur sagu
Hidrolisat
Residu
Filtrat
Fermentable sugar
3.2.4
Rancangan percobaan
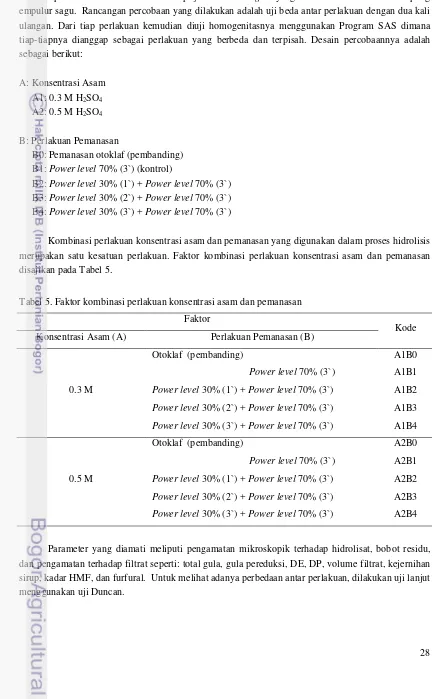
Penelitian ini dilakukan untuk mengamati pengaruh kombinasi power level gelombang mikro dua tahap dan konsentrasi asam terhadap fermentable sugar yang dihasilkan dari hidrolisis tepung empulur sagu. Rancangan percobaan yang dilakukan adalah uji beda antar perlakuan dengan dua kali ulangan. Dari tiap perlakuan kemudian diuji homogenitasnya menggunakan Program SAS dimana tiap-tiapnya dianggap sebagai perlakuan yang berbeda dan terpisah. Desain percobaannya adalah sebagai berikut:
A: Konsentrasi Asam A1: 0.3 M H2SO4
A2: 0.5 M H2SO4
B: Perlakuan Pemanasan
B0: Pemanasan otoklaf (pembanding) B1: Power level 70% (3`) (kontrol)
B2: Power level 30% (1`) + Power level 70% (3`) B3: Power level 30% (2`) + Power level 70% (3`) B4: Power level 30% (3`) + Power level 70% (3`)
Kombinasi perlakuan konsentrasi asam dan pemanasan yang digunakan dalam proses hidrolisis merupakan satu kesatuan perlakuan. Faktor kombinasi perlakuan konsentrasi asam dan pemanasan disajikan pada Tabel 5.
Tabel 5. Faktor kombinasi perlakuan konsentrasi asam dan pemanasan Faktor
Kode Konsentrasi Asam (A) Perlakuan Pemanasan (B)
0.3 M
Otoklaf (pembanding) A1B0
Power level 70% (3`) A1B1
Power level 30% (1`) + Power level 70% (3`) A1B2
Power level 30% (2`) + Power level 70% (3`) A1B3
Power level 30% (3`) + Power level 70% (3`) A1B4
0.5 M
Otoklaf (pembanding) A2B0
Power level 70% (3`) A2B1
Power level 30% (1`) + Power level 70% (3`) A2B2
Power level 30% (2`) + Power level 70% (3`) A2B3
Power level 30% (3`) + Power level 70% (3`) A2B4
Model matematika untuk rancangan percobaan penelitian ini adalah:
Yijk = µ + (AB)ij + ijk
Keterangan:
Yijk = Parameter yang diuji dengan perlakuan interaksi konsentrasi asam ke-i dan pemanasan
ke-j, serta ulangan ke-k µ = Nilai tengah populasi
(AB)ij = Pengaruh perlakuan interaksi konsentrasi asam ke-i dan pemanasan ke-j
(ij)k = Efek galat pada konsentrasi asam ke-i, pemanasan ke-j, dan ulangan ke-k.
3.2.5
Produksi Bioetanol
Fermentable sugar dari perlakuan hidrolisis terbaik selanjutnya dijadikan substrat fermentasi. Berdasarkan uji statistik diperoleh perlakuan yang menghasilkan karakteristik substrat terbaik terutama yang memiliki gula pereduksi, total gula dan DE tertinggi, serta memiliki nilai DP terendah. Untuk memproduksi etanol perlu dilakukan persiapan kultur yang akan digunakan pada tahapan fermentasi.
a. Persiapan Kultur Khamir
I. orientalis disegarkan dan diperbanyak pada medium agar miring PDA (Potato Dextose Agar) yang diinkubasi pada suhu ruang selama 24 jam. Pembuatan starter dilakukan dengan memindahkan kultur (1 ose untuk 50 ml) pada medium agar PDB (Potato Dextrose Broth) dan diinkubasi pada suhu 30oC selama 24 jam pada inkubator goyang. Setelah diinkubasi selama 24 jam, masing-masing kultur dapat digunakan dalam proses fermentasi sebanyak 10 ml tiap 100 ml substrat.
b. Tahapan Fermentasi
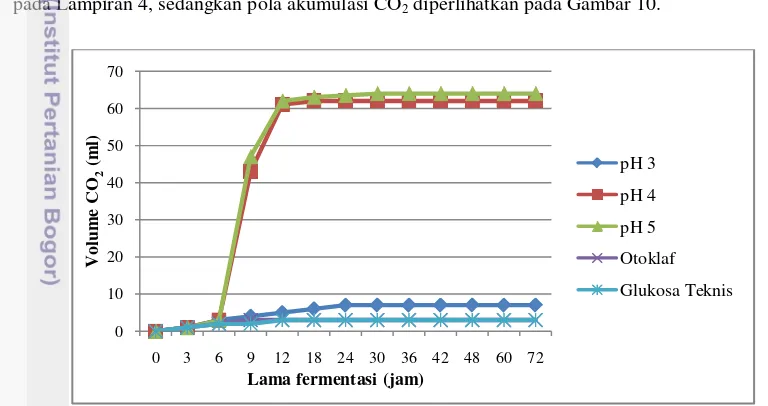
Pada tahap fermentasi diamati pembuatan bioetanol dengan substrat fermentable sugar dari: (1) perlakuan pemanasan gelombang mikro dua tahap terbaik, (2) sirup dari pemanasan menggunakan otoklaf sebagai pembanding, dan (3) sirup dari glukosa teknis 10%. Substrat dari sirup glukosa teknis 10% bertindak sebagai kontrol. Sirup tersebut diperoleh dengan cara melarutkan glukosa teknis ke dalam akuades.
Fermentasi berlangsung pada sistem tertutup tanpa aerasi dengan inkubator goyang. Substrat dari glukosa teknis dan perlakuan dengan otoklaf diatur pHnya sehingga konstan pada pH 5, sedangkan substrat dari pemanasan gelombang mikro divariasikan pHnya menjadi pH 3, 4 dan 5. Substrat glukosa teknis disterilisasi pada suhu 121oC selama 15 menit, sedangkan substrat dari perlakuan otoklaf dan gelombang mikro tidak perlu disterilkan dengan asumsi tidak ada mikroba yang mampu bertahan hidup pada pH yang sangat rendah. Substrat selanjutnya ditambahkan inokulum
I. orientalis hasil biakan dari PDB. Volume pembentukan CO2 yang dilepaskan dari sistem fermentasi
diukur dan dihitung sebagai laju pembentukan gas CO2 setiap 3 jam hingga jam ke-12, kemudian
pengukuran dilakukan setiap 6 jam hingga jam ke-48, dan setiap 12 jam sampai jam ke-72. Setelah 72 jam, kultur ditetapkan pHnya, kandungan total gula residu, gula pereduksi, DP, total asam, konsentrasi etanol (produk), dan parameter fermentasi seperti Yp/s (perolehan g produk per g substrat)
IV.
HASIL DAN PEMBAHASAN
4.1
KARAKTERISTIK EMPULUR SAGU
Bahan baku empulur sagu diperoleh dari industri rumah tangga di daerah Cimahpar, Bogor. Bahan baku awal memiliki kadar air yang cukup tinggi karena masih dalam keadaan basah. Empulur sagu tersebut selanjutnya dikeringkan dengan cara dijemur di bawah sinar matahari. Empulur sagu yang telah kering diperkecil lagi ukurannya dengan menggunakan hammer mill hingga lolos ayakan 35 mesh.
Warna empulur sagu awal secara visual adalah putih agak kecoklatan. Namun, seiring dengan lamanya waktu pengeringan, tepung empulur sagu berubah menjadi coklat karena telah mengalami reaksi pencoklatan (browning). Reaksi pencoklatan ini dapat terjadi karena rentang waktu yang lama antara waktu panen dengan waktu pengolahan pati sagu. Warna coklat yang terbentuk akan terikat kuat dengan pati, sehingga mempengaruhi kualitas pati. Reaksi pencoklatan terjadi karena adanya kandungan fenol dan oksidasi fenol (Ozawa dan Arai 1986 dalam Derosya 2010).
Empulur sagu selanjutnya dikarakterisasi untuk mengetahui komposisi yang ada di dalamnya. Karakteristik kimiawi empulur sagu meliputi komponen proksimat, kadar pati dan komponen serat. Komposisi proksimat dan pati empulur sagu disajikan pada Tabel 6.
Tabel 6. Komposisi proksimat dan pati empulur sagu
Komponen Nilai
Air (%) Abu (% bk) Lemak (% bk) Protein (% bk) Serat kasar (% bk)
Karbohidrat (by difference) (% bk) Pati (% bk)
14.52 5.16 3.72 1.59 7.93 81.6 55.86
Dari hasil analisa proksimat, komponen bahan tertinggi adalah karbohidrat, yaitu sebesar 81.6% yang sebagian besar terdiri atas pati sebesar 55.86%. Pati merupakan karbohidrat yang akan dikonversi menjadi glukosa sebagai substrat khamir dalam fermentasi. Komponen bahan lainnya seperti lemak, protein dan abu tergolong kecil sehingga empulur sagu yang digunakan pada penelitian ini cocok untuk dijadikan sebagai bahan baku dalam pembuatan fermentable sugar.
Kadar air yang diperoleh dari penelitian Fujii et al. (1986) berkisar antara 9-12%. Kandungan air empulur sagu pada penelitian ini cukup tinggi disebabkan oleh kondisi bahan awal yang diperoleh dari industri rumah tangga di daerah Cimahpar Bogor masih dalam keadaan basah. Kadar air empulur sagu yang telah melewati tahap pengeringan adalah sebesar 14.52%.
Dwiko 2010). Kadar abu empulur sagu yang digunakan dalam penelitian ini adalah 5.16%, jumlahnya lebih tinggi daripada kadar abu empulur sagu dari penelitian Fujii et al. (1986) yang hanya sebesar 3.80%. Kadar abu yang lebih tinggi menunjukkan rendahnya kemurnian pada empulur sagu. Hal ini wajar karena sagu belum diolah menjadi pati sehingga masih banyak terdapat bahan mineral dan anorganik terutama yang terdapat pada kulit batang sagu.
Komponen lain yang akan dikonversi menjadi gula sederhana selain pati adalah serat. Komponen serat pada empulur sagu tergolong kecil, hanya sekitar 8%. Bagian utama dari komponen serat terdiri dari selulosa, hemiselulosa dan lignin. Hasil analisa komponen serat empulur sagu disajikan pada Tabel 7.
Tabel 7. Komposisi serat empulur sagu Komponen
NDF (Neutral Detergent Fiber) ADF (Acid Detergent Fiber) Selulosa
Hemiselulosa Lignin
Nilai (%) 14.51
9.79 2.93 4.72 6.86
Berdasarkan hasil analisa komponen serat metode ADF (Acid Detergent Fiber) dan NDF (Neutral Detergent Fiber) dari Tabel 7, lignin merupakan komponen terbesar pada empulur sagu, yaitu 6.86%, diikuti oleh hemiselulosa sebesar 4.72% dan selulosa sebesar 2.93%. Jumlah lignin yang cukup besar dan selulosa yang sangat kecil membuat komponen serat pada empulur sagu kurang berpotensi untuk dikonversi menjadi gula sederhana karena komponen utama yang akan diubah menjadi gula sederhana adalah selulosa dan hemiselulosa. Lignin merupakan senyawa yang melapisi komponen serat dan pati, dengan demikian tingginya kadar lignin pada empulur sagu dapat menghambat proses hidrolisis. Tingginya kadar lignin disebabkan oleh umur dari tanaman sagu, semakin tua umur tanaman, maka kadar lignin akan semakin tinggi. Menurut Hermiati et al. (2010), lignoselulosa yang terdiri atas selulosa, hemiselulosa dan lignin berfungsi untuk membentuk kerangka struktrual dari dinding sel tumbuhan dan jumlahnya beragam pada berbagai jenis tumbuhan. Komposisi lignoselulosa pada tumbuhan bergantung dari spesies, umur dan kondisi pertumbuhan. Oleh karena itu, pemanfaatan karbohidrat yang terkandung di dalamnya membutuhkan metode hidrolisis yang tepat sehingga dapat menghasilkan rendemen gula yang tinggi.
4.2
HIDROLISIS EMPULUR SAGU SECARA ASAM DENGAN
PEMANASAN GELOMBANG MIKRO DUA TAHAP
Proses hidrolisis biasanya dilakukan dengan menggunakan pemanasan konvensional, yaitu dengan menggunakan otoklaf. Namun, pada penelitian ini pemanasan dilakukan dengan menggunakan
microwave oven dan menggunakan otoklaf sebagai pembanding. Penggunaan gelombang mikro sebagai perlakuan pendahuluan hidrolisis dapat dilakukan dalam waktu yang sangat singkat, hal ini merupakan salah satu keunggulan penggunaan gelombang mikro dibandingkan otoklaf yang membutuhkan waktu tidak kurang dari 15 menit untuk proses hidrolisis. Waktu terlama yang telah digunakan untuk melarutkan pati pada suhu tinggi dengan menggunakan gelombang mikro adalah kurang dari 10 menit, namun dalam prosesnya mengakibatkan produk hasil hidrolisis terdekomposisi menjadi produk sekunder yang memberikan warna gelap (Koroskenyi dan Charti 2002).
Proses hidrolisis yang dilakukan pada penelitian ini adalah hidrolisis asam menggunakan katalis asam sulfat (H2SO4) dengan konsentrasi rendah. Konsentrasi H2SO4 yang digunakan adalah
0.3 M dan 0.5 M. Pada penelitian sebelumnya yang dilakukan oleh Dwiko (2010), konsentrasi H2SO4
terbaik yang dapat menghasilkan total gula terbanyak dari hidrolisis empulur sagu menggunakan pemanasan gelombang mikro adalah 0.3 M. Oleh karena itu, pada penelitian ini konsentrasi H2SO4
sedikit ditingkatkan menjadi 0.5 M dengan harapan total gula yang dihasilkan lebih tinggi, namun tetap menggunakan konsentrasi asam 0.3 M sebagai pembanding.
Dari hasil penelitian yang dilakukan Dwiko (2010), penggunaan gelombang mikro pada
power level 10% dan 30% sebagian besar pati dan serat empulur sagu belum terhidrolisis, sedangkan penggunaan gelombang mikro pada power level 100% membuat hidrolisat menjadi hitam (gosong) karena besarnya paparan energi yang diterima oleh empulur sagu. Dari permasalahan tersebut, maka pada penelitian ini dilakukan kombinasi penggunaan power level rendah (power level 30%) dan sedang (power level 70%). Modifikasi pemanasan gelombang mikro bertahap ini dilakukan dengan tujuan agar ikatan lignin dapat terputus, mengurangi tingkat kristalinitas serat selulosa menjadi lebih amorf sehingga memudahkan penetrasi asam ke dalam pati, namun tetap tidak menimbulkan kegosongan akibat kelebihan energi panas yang diterima bahan. Untuk melihat perbedaan hasil hidrolisis dari perlakuan gelombang mikro pada power level dua tahap tersebut, maka dilakukan pula hidrolisis hanya menggunakan power level satu tahap, yaitu power level 70% selama 3 menit sebagai kontrol yang merupakan perlakuan terbaik dari penelitian yang dilakukan Dwiko (2010).
Waktu hidrolisis antara empulur sagu dengan asam pada paparan panas dari gelombang mikro juga merupakan salah satu faktor yang mempengaruhi hasil hidrolisis. Pada penelitian ini perlakuan waktu hidrolisis antara empulur sagu dengan asam dan panas hanya dilakukan pada pemanasan gelombang mikro tahap 1 (power level 30%), yaitu 1 menit, 2 menit dan 3 menit. Tujuan dari perlakuan waktu pada pemanasan tahap 1 ini adalah untuk mengetahui waktu optimal dalam menghasilkan fermentable sugar dengan karakteristik terbaik, terutama yang menghasilkan kadar gula tertinggi.
(a)
(b) (c)
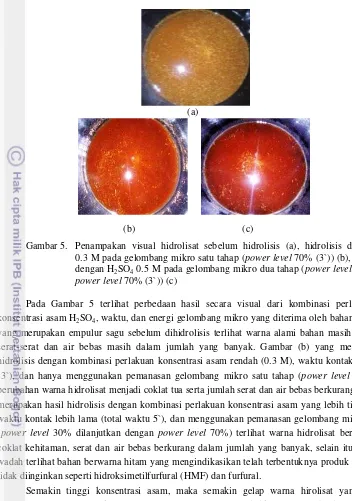
Gambar 5. Penampakan visual hidrolisat sebelum hidrolisis (a), hidrolisis dengan H2SO4
0.3 M pada gelombang mikro satu tahap (power level 70% (3`)) (b), dan hidrolisis dengan H2SO4 0.5 M pada gelombang mikro dua tahap (power level 30% (2`) dan power level 70% (3`)) (c)
Pada Gambar 5 terlihat perbedaan hasil secara visual dari kombinasi perlakuan seperti konsentrasi asam H2SO4, waktu, dan energi gelombang mikro yang diterima oleh bahan. Gambar (a)
yang merupakan empulur sagu sebelum dihidrolisis terlihat warna alami bahan masih coklat muda, serat-serat dan air bebas masih dalam jumlah yang banyak. Gambar (b) yang merupakan hasil hidrolisis dengan kombinasi perlakuan konsentrasi asam rendah (0.3 M), waktu kontak yang singkat (3`), dan hanya menggunakan pemanasan gelombang mikro satu tahap (power level 70%) terlihat perubahan warna hidrolisat menjadi coklat tua serta jumlah serat dan air bebas berkurang. Gambar (c) merupakan hasil hidrolisis dengan kombinasi perlakuan konsentrasi asam yang lebih tinggi (0.5 M), waktu kontak lebih lama (total waktu 5`), dan menggunakan pemanasan gelombang mikro dua tahap (power level 30% dilanjutkan dengan power level 70%) terlihat warna hidrolisat berubah menjadi coklat kehitaman, serat dan air bebas berkurang dalam jumlah yang banyak, selain itu pada pinggir wadah terlihat bahan berwarna hitam yang mengindikasikan telah terbentuknya produk samping yang tidak diinginkan seperti hidroksimetilfurfural (HMF) dan furfural.
Semakin tinggi konsentrasi asam, maka semakin gelap warna hirolisat yang dihasilkan. Menurut Yu et al. (1996), konsentrasi asam yang tinggi menyebabkan selulosa dan hemiselulosa lebih mudah terdegradasi menjadi glukosa dan senyawa gula lainnya, terlebih lagi diiringi waktu kontak yang lama. Namun, seiring dengan tingginya konsentrasi asam dan waktu reaksi, inhibitor yang dihasilkan juga semakin banyak.
Semakin tinggi power level yang digunakan dan semakin lama waktu kontak dengan bahan, semakin gelap warna hidrolisat yang dihasilkan. Hal ini disebabkan karena dengan jumlah bahan yang sama tapi penerimaan energi panas yang lebih besar pada power level yang lebih tinggi membuat lebih banyak komponen pati dan serat terdegradasi yang akhirnya pembentukan produk samping seperti HMF dan furfural yang menyebabkan warna gelap juga semakin banyak.
kandungan gula sederhana tinggi tetapi tetap rendah produk inhibitor yang tidak diinginkan seperti HMF dan furfural.
Untuk melihat pengaruh kombinasi antara variabel konsentrasi asam, waktu dan energi panas yang diberikan pada proses hidrolisis empulur sagu, dapat juga dilakukan pengamatan secara mikroskopik. Hasil pengamatan secara mikroskopik dari kombinasi perlakuan yang diberikan disajikan pada Gambar 6.
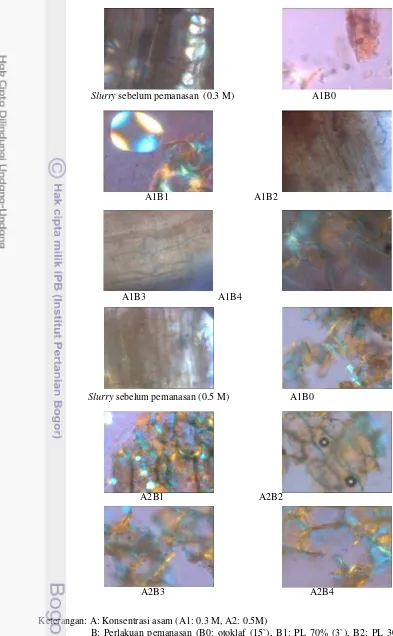
Pada Gambar 6 terlihat pengaruh berbagai kombinasi perlakuan konsentrasi asam, waktu dan energi panas yang digunakan terhadap perubahan struktur pati dan serat empulur sagu. Sebelum dilakukan hidrolisis, komponen serat dan pati masih utuh, serat masih tersusun rapat dan granula-granula pati belum pecah. Pati dan serat masih diselimuti oleh komponen lignin yang keras. Proses hidrolisis berjalan secara sempurna ketika asam mampu memutus ikatan lignin yang menyelimuti serat dan pati. Saat ikatan lignin terputus, komponen serat mengembang dan diikuti dengan terlepasnya granula pati dari komponen serat hingga akhirnya hancur atau terdegradasi. Bila proses hidrolisis terus berlanjut, asam mampu memutus polimer-polimer pati menjadi lebih kecil sehingga terbentuklah monomer-monomer atau gula sederhana dan serat-serat juga ikut terdegradasi menjadi monomer-monomer penyusunnya.
Kombinasi perlakuan terhadap empulur sagu pada konsentrasi H2SO4 0.3 M, waktu total
hidrolisis 3 menit dan menggunakan pemanasan gelombang mikro satu tahap (A1B1), ternyata masih terdapat granula pati yang utuh walaupun telah terjadi pembengkakan granula pati. Hal ini menunjukkan masih diperlukan kombinasi penggunaan konsentrasi asam, waktu dan power level
Slurry sebelum pemanasan (0.3 M) A1B0
A1B1 A1B2
A1B3 A1B4
Slurry sebelum pemanasan (0.5 M) A1B0
A2B1 A2B2
A2B3 A2B4
Keterangan: A: Konsentrasi asam (A1: 0.3 M, A2: 0.5M)
B: Perlakuan pemanasan (B0: otoklaf (15`), B1: PL 70% (3`), B2: PL 30% (1`) + PL 70% (3`), B3: PL 30% (2`) + PL 70% (3`), B4: PL 30% (3`) + PL 70% (3`)
Hidrolisis menggunakan otoklaf masih lebih efektif daripada menggunakan gelombang mikro dua tahap. Hidrolisis menggunakan otoklaf mampu mengubah sebagian besar pati yang ada pada bahan menjadi gula sederhana, terbukti pada Gambar 6 perlakuan pemanasan menggunakan otoklaf (A1B0 dan A2B0) sudah tidak terdapat granula pati ditandai dengan bagian ungu kebiruan telah memudar dan hilang. Selain itu serat juga ikut terputus-putus dan hancur. Walaupun pemanasan otoklaf memerlukan waktu yang relatif lama, namun dengan suhu yang tidak terlalu tinggi (121oC) ditambah dengan adanya tekanan saat pemanasan, proses hidrolisis asam lebih terkontrol dalam menghasilkan gula sederhana dari komponen pati, sedangkan serat belum dapat terkonversi menjadi unit monomernya walaupun sebagian besar sudah mengembang dan terputus-putus.
Selain pengamatan secara visual dan mikroskopik terhadap hidrolisat, perlu dilakukan juga analisa kuantitatif untuk melihat pengaruh perlakuan gelombang mikro dua tahap secara hidrolisis asam terhadap fermentable sugar yang dihasilkan. Analisa yang dilakukan meliputi analisa terhadap bobot residu, analisa gula, dan analisa filtrat seperti kejernihan filtrat, volume filtrat, HMF dan furfural. Analisa gula meliputi perhitungan total gula dan gula pereduksi, Dextrose equivalent (DE), dan Derajat polimerisasi (DP) untuk melihat kesempurnaan proses hidrolisis.
Semua data hasil perlakuan terhadap empulur sagu diolah dengan menggunakan perhitungan statistik melalui software program SAS 9.1.3. Dari hasil perhitungan statistik, untuk melihat homogenitas dari masing-masing perlakuan dilanjutkan dengan uji Duncan. Hampir seluruh parameter yang diamati pada perlakuan pemanasan gelombang mikro dua tahap dengan variabel pembeda konsentrasi asam dan waktu hidrolisis pada power level 30%, tidak menunjukkan perbedaan yang signifikan. Namun, secara keseluruhan perlakuan gelombang mikro dua tahap menunjukkan perbedaan hasil terhadap pemanasan gelombang mikro satu tahap pada beberapa parameter. Sebagian besar hasil pengamatan parameter memperlihatkan perlakuan pemanasan gelombang mikro dua tahap lebih baik daripada pemanasan gelombang mikro satu tahap. Akan tetapi, jika dibandingkan dengan perlakuan pemanasan otoklaf, semua parameter menunjukkan perlakuan otoklaf jauh lebih baik dalam menghasilkan fermentable sugar dari empulur sagu daripada perlakuan gelombang mikro. Data hasil homogenitas dengan uji lanjut Duncan secara lengkap disajikan pada Lampiran 5.
Untuk memudahkan pembacaan hasil homogenitas antar perlakuan, maka dilakukan penyimbolan pada data hasil pengolahan statistik. Penyimbolan ini dilakukan berdasarkan simbol hasil output uji lanjut Duncan. Data dengan simbol yang sama atau yang mengandung huruf yang sama dengan perlakuan lainnya, berarti perbedaan perlakuan tidak menunjukkan perbedaan hasil dilihat dari parameter tertentu. Nilai semua parameter dari hasil pengolahan statistik dengan uji lanjut Duncan disajikan secara tabulasi pada Tabel 8.
Tabel 8. Nilai bobot residu, gula pereduksi, total gula, volume filtrat, kejernihan filtrat, DE, DP, HMF, dan furfural hasil hidrolisis asam dengan berbagai perlakuan pemanasan
Perlakuan Bobot Residu (%)
Gula Pereduksi
(g/l)
Total
Gula (g/l) DE DP Filtrat (ml) Volum
Kejernihan Filtrat (%T)
HMF (mg/l)
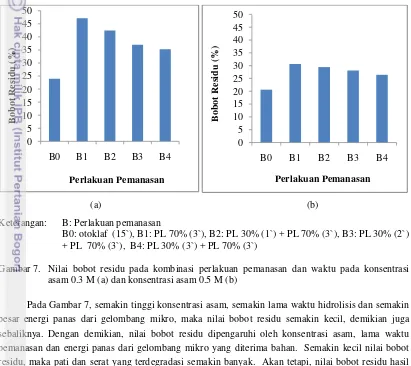
Secara keseluruhan dapat dilihat semakin tinggi konsentrasi asam, semakin lama waktu hidrolisis, dan semakin besar energi panas dari gelombang mikro yang diterima bahan, semakin menurunkan bobot residu, ini artinya semakin banyak bahan yang terhidrolisis. Hal ini dapat dilihat pada Tabel 8 nilai bobot residu yang dihasilkan dari kombinasi perlakuan pada pemanasan gelombang mikro dua tahap mampu menurunkan bobot residu hingga 26.43%, sedangkan kombinasi perlakuan pada pemanasan gelombang mikro satu tahap bobot residu terkecil masih sebesar 30.62%. Walaupun masing-masing kombinasi perlakuan yang diberikan pada empulur sagu dengan gelombang mikro dua tahap dapat menurunkan nilai bobot residu, namun memperpanjang waktu satu menit pada proses hidrolisis tidak terlalu menurunkan nilai bobot residu secara signifikan. Kecenderungan penurunan nilai bobot residu dari kombinasi perlakuan yang diberikan dapat dilihat pada Gambar 7.
(a) (b) Keterangan: B: Perlakuan pemanasan
B0: otoklaf (15`), B1: PL 70% (3`), B2: PL 30% (1`) + PL 70% (3`), B3: PL 30% (2`) + PL 70% (3`), B4: PL 30% (3`) + PL 70% (3`)
Gambar 7. Nilai bobot residu pada kombinasi perlakuan pemanasan dan waktu pada konsentrasi asam 0.3 M (a) dan konsentrasi asam 0.5 M (b)
Pada Gambar 7, semakin tinggi konsentrasi asam, semakin lama waktu hidrolisis dan semakin besar energi panas dari gelombang mikro, maka nilai bobot residu semakin kecil, demikian juga sebaliknya. Dengan demikian, nilai bobot residu dipengaruhi oleh konsentrasi asam, lama waktu pemanasan dan energi panas dari gelombang mikro yang diterima bahan. Semakin kecil nilai bobot residu, maka pati dan serat yang terdegradasi semakin banyak. Akan tetapi, nilai bobot residu hasil hidrolisis dengan pemanasan otoklaf jauh lebih kecil dibandingkan semua perlakuan pemanasan gelombang mikro, yaitu dapat menurunkan bobot residu hingga 20-24%. Hal ini menunjukkan hidrolisis menggunakan otoklaf masih lebih efektif daripada menggunakan gelombang mikro.
Gula pereduksi dan total gula merupakan parameter penting yang diukur pada proses hidrolisis. Kedua parameter inilah yang mengindikasikan produk yang terbentuk. Gula pereduksi dan total gula dihitung dengan spektrofotometer yang merupakan fungsi dari absorbansi pada panjang gelombang 550 nm. Semakin tinggi absorbansi yang terbaca pada spektrofotometer, maka semakin tinggi gula pereduksi dan total gula hidrolisat, demikian juga sebaliknya. Semakin tinggi gula pereduksi dan total gula yang ada pada hidrolisat, maka semakin baik untuk dijadikan substrat fermentasi etanol.
0 5 10 15 20 25 30 35 40 45 50
B0 B1 B2 B3 B4
B o bo t R e si du (%) Perlakuan Pemanasan 0 5 10 15 20 25 30 35 40 45 50
B0 B1 B2 B3 B4
Gula pereduksi merupakan golongan gula yang dapat mereduksi senyawa-senyawa penerima elektron, contohnya adalah glukosa dan fruktosa. Ujung dari suatu gula pereduksi adalah ujung yang mengandung gugus aldehida atau keton bebas. Semua monosakarida (glukosa, fruktosa, galaktosa) dan disakarida (laktosa, maltosa), kecuali sukrosa dan pati (polisakarida), termasuk sebagai gula pereduksi (Lehninger 1982).
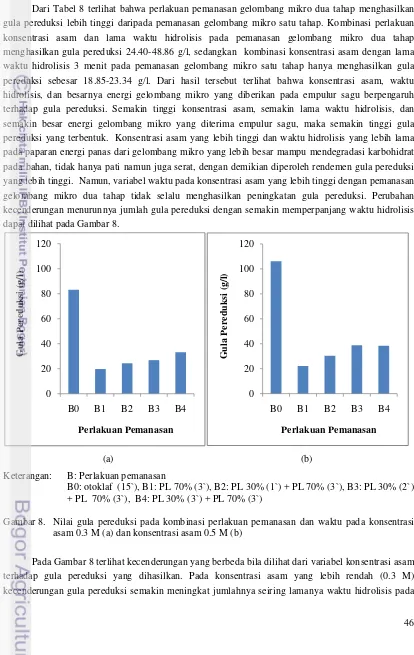
Dari Tabel 8 terlihat bahwa perlakuan pemanasan gelombang mikro dua tahap menghasilkan gula pereduksi lebih tinggi daripada pemanasan gelombang mikro satu tahap. Kombinasi perlakuan konsentrasi asam dan lama waktu hidrolisis pada pemanasan gelombang mikro dua tahap menghasilkan gula pereduksi 24.40-48.86 g/l, sedangkan kombinasi konsentrasi asam dengan lama waktu hidrolisis 3 menit pada pemanasan gelombang mikro satu tahap hanya menghasilkan gula pereduksi sebesar 18.85-23.34 g/l. Dari hasil tersebut terlihat bahwa konsentrasi asam, waktu hidrolisis, dan besarnya energi gelombang mikro yang diberikan pada empulur sagu berpengaruh terhadap gula pereduksi. Semakin tinggi konsentrasi asam, semakin lama waktu hidrolisis, dan semakin besar energi gelombang mikro yang diterima empulur sagu, maka semakin tinggi gula pereduksi yang terbentuk. Konsentrasi asam yang lebih tinggi dan waktu hidrolisis yang lebih lama pada paparan energi panas dari gelombang mikro yang lebih besar mampu mendegradasi karbohidrat pada bahan, tidak hanya pati namun juga serat, dengan demikian diperoleh rendemen gula pereduksi yang lebih tinggi. Namun, variabel waktu pada konsentrasi asam yang lebih tinggi dengan pemanasan gelombang mikro dua tahap tidak selalu menghasilkan peningkatan gula pereduksi. Perubahan kecenderungan menurunnya jumlah gula pereduksi dengan semakin memperpanjang waktu hidrolisis dapat dilihat pada Gambar 8.
(a) (b)
Keterangan: B: Perlakuan pemanasan
B0: otoklaf (15`), B1: PL 70% (3`), B2: PL 30% (1`) + PL 70% (3`), B3: PL 30% (2`) + PL 70% (3`), B4: PL 30% (3`) + PL 70% (3`)
Gambar 8. Nilai gula pereduksi pada kombinasi perlakuan pemanasan dan waktu pada konsentrasi asam 0.3 M (a) dan konsentrasi asam 0.5 M (b)
Pada Gambar 8 terlihat kecenderungan yang berbeda bila dilihat dari variabel konsentrasi asam terhadap gula pereduksi yang dihasilkan. Pada konsentrasi asam yang lebih rendah (0.3 M) kecenderungan gula pereduksi semakin meningkat jumlahnya seiring lamanya waktu hidrolisis pada
0 20 40 60 80 100 120
B0 B1 B2 B3 B4
G u la P e r e d u k si (g /l) Perlakuan Pemanasan 0 20 40 60 80 100 120
B0 B1 B2 B3 B4
pemanasan gelombang mikro dua tahap. Namun, penggunaan asam yang lebih tinggi (0.5 M), saat jumlah gula pereduksi yang dihasilkan sudah banyak, perpanjangan waktu hidrolisis pada pemanasan gelombang mikro dua tahap justru mengurangi jumlah gula pereduksi. Hal ini diduga telah terjadinya dekomposisi produk (gula sederhana) yang sudah terbentuk menjadi inhibitor seperti hidroksimetilfurfural (HMF) dan furfural pada suhu yang sangat tinggi. Jadi, dapat dikatakan pemakaian konsentrasi asam memiliki waktu optimum untuk menghasilkan gula pereduksi pada suhu yang tinggi. Hal ini seperti yang dijelaskan Mussatto dan Roberto (2004), bahwa konsentrasi asam dan suhu reaksi merupakan variabel penting yang dapat mempengaruhi terbentuknya senyawa-senyawa yang bersifat racun pada proses fermentasi. Suhu moderat (kurang dari 160oC) harus dijaga untuk dapat menghidrolisis pati dan menekan dekomposisi gula sederhana. Suhu yang lebih tinggi akan mempermudah dekomposisi gula sederhana dan senyawa lignin. Pada suhu dan tekanan tinggi, glukosa dan xilosa akan terdegradasi menjadi hidroksimetilfurfural (HMF) dan furfural.
Pemanasan gelombang mikro dua tahap belum mampu menghasilkan jumlah gula pereduksi yang lebih tinggi dibandingkan pemanasan otoklaf. Gula pereduksi yang diperoleh dari pemanasan otoklaf mencapai 83.17-106.20 g/l, hal ini menunjukkan bahwa hidrolisis menggunakan otoklaf masih lebih efektif daripada menggunakan gelombang mikro dalam menghasilkan gula pereduksi yang lebih tinggi.
Selain gula pereduksi, dalam proses hidrolisis juga terbentuk gula non-pereduksi. Kedua jenis gula tersebut dinyatakan dengan total gula. Analisis total gula dilakukan untuk melihat jumlah gula secara keseluruhan di dalam suatu hidrolisat. Perlakuan dengan kombinasi konsentrasi asam yang lebih tinggi dan waktu hidrolisis yang lebih lama pada perlakuan gelombang mikro dua tahap menghasilkan total gula yang lebih tinggi daripada perlakuan gelombang mikro satu tahap dalam menghidrolisis empulur sagu. Proses hidrolisis pada kombinasi perlakuan konsentrasi asam yang tinggi, waktu kontak yang lebih lama, dan energi gelombang mikro yang lebih besar mampu mengkonversi pati dan serat dalam jumlah yang lebih banyak. Hal ini terbukti dari nilai total gula yang dihasilkan dari kombinasi perlakuan pada penggunaan pemanasan gelombang mikro dua tahap mampu menghasilkan total gula 80.81-105.66 g/l, sedangkan kombinasi perlakuan pada penggunaan pemanasan gelombang mikro satu tahap nilai total gula tertinggi hanya sebesar 80.69 g/l. Dari hasil tersebut dapat dikatakan bahwa konsentrasi asam, waktu hidrolisis dan besarnya energi yang diterima empulur sagu dari pemanasan gelombang mikro dua tahap berpengaruh terhadap total gula yang terbentuk. Semakin tinggi konsentrasi asam dan semakin lama waktu hidrolisis pada pemanasan gelombang mikro dua tahap, semakin tinggi kemampuannya untuk mengkonversi polisakarida menjadi gula sederhana, sehingga total gula semakin tinggi, demikian juga sebaliknya. Walaupun masing-masing kombinasi perlakuan yang diberikan pada empulur sagu dengan gelombang mikro dua tahap dapat meningkatkan jumlah total gula, namun perpanjangan waktu satu menit pada proses hidrolisis tidak dapat meningkatkan jumlah total gula hidrolisat secara signifikan. Nilai total gula yang terbentuk memiliki kecenderungan yang sama dengan gula pereduksi. Pada konsentrasi asam yang lebih tinggi (0.5 M) perpanjangan waktu hidrolisis pada pemanasan gelombang mikro dua tahap justru menurunkan total gula yang sudah terbentuk akibat terjadinya dekomposisi gula pada keadaan asam dan suhu yang tinggi. Dekomposisi gula tersebut menghasilkan produk samping berupa HMF dan furfural.
otoklaf. Jumlah gula yang sama dihasilkan hanya dalam waktu total 5 menit pada pemanasan gelombang mikro dua tahap, sedangkan 15 menit pada pemanasan otoklaf.
Kesempurnaan proses hidrolisis tergambar dari nilai Dekstrose Equivalent (DE) yang menyatakan nilai total pereduksi pati atau produk modifikasi pati. Semakin tinggi nilai DE, maka semakin sempurna proses hidrolisis yang terjadi. Nilai DE tertinggi adalah 100 yang berarti 100% hidrolisis berupa gula pereduksi atau glukosa.
Proses hidrolisis pada kombinasi perlakuan konsentrasi asam yang tinggi, waktu kontak yang lebih lama, dan energi gelombang mikro yang lebih besar mampu mengkonversi pati dan serat dalam jumlah yang lebih banyak. Hal ini terbukti dari nilai DE yang dihasilkan dari kombinasi perlakuan pada penggunaan pemanasan gelombang mikro dua tahap sebesar 30.20-46.24, sedangkan kombinasi perlakuan pada penggunaan pemanasan gelombang mikro satu tahap nilai DE hanya sebesar 27.57-28.93. Dari hasil tersebut dapat dikatakan bahwa konsentrasi asam, waktu hidrolisis dan besarnya energi yang diterima empulur sagu dari pemanasan gelombang mikro dua tahap berpengaruh terhadap nilai DE. Semakin tinggi konsentrasi asam dan semakin lama waktu hidrolisis pada pemanasan gelombang mikro dua tahap, semakin tinggi kemampuannya untuk mengkonversi polisakarida menjadi gula sederhana, sehingga nilai DE semakin tinggi, demikian juga sebaliknya. Walaupun masing-masing kombinasi perlakuan yang diberikan pada empulur sagu dengan gelombang mikro dua tahap dapat meningkatkan nilai DE, namun perpanjangan waktu satu menit pada proses hidrolisis tidak dapat meningkatkan nilai DE secara signifikan. Oleh karena proses hidrolisis yang terjadi pada perlakuan otoklaf lebih sempurna dalam menghasilkan gula sederhana, maka nilai DE jauh lebih besar dibandingkan perlakuan pemanasan gelombang mikro, yaitu 91.90-95.15. Tingginya nilai DE pada perlakuan pemanasan otoklaf karena waktu hidrolisis yang lama (15 menit) akan membuat sebagian besar pati dan serat mampu dipecah menjadi gula-gula sederhana. Hal ini mengikuti teori hidrolisa yang mengatakan bahwa terdapat kecenderungan seiring dengan bertambahnya waktu maka nilai DE juga akan semakin naik karena semakin lama waktu hidrolisa, maka semakin banyak pula bahan yang terhidrolisa (Griffin dan Brooks 1989).
Banyak faktor yang menyebabkan proses hidrolisis dari perlakuan pemanasan gelombang mikro dua tahap ini tidak menghasilkan DP terendah yang artinya sebagian besar gulanya belum berbentuk monomer (glukosa). Salah satu faktor yang menyebabkan masih tingginya nilai DP adalah tingginya kadar lignin sehingga menghambat proses hidrolisis meskipun telah diberi perlakuan pemanasan gelombang mikro dua tahap. Selain itu, besarnya ukuran partikel bahan (35 mesh) membuat katalis asam belum mampu sepenuhnya memecah polimer karbohidrat empulur sagu pada pemanasan gelombang mikro. Hal ini seperti yang dijelaskan Jamil et al. (2010), gelombang mikro dapat membantu proses pemanasan material tidak hanya bergantung pada muatan dielektrik bahan, tetapi juga ketebalan atau ukuran bahan agar proses perpindahan panas lebih merata. Faktor lainnya adalah terbentuknya HMF dari degradasi monomer (glukosa) sehingga mengurangi jumlah gula sederhana yang sudah terbentuk akibat hidrolisis menggunakan asam pada suhu yang tinggi.
Volume filtrat merupakan salah satu parameter yang dianggap penting dalam proses hidrolisis karena dapat menggambarkan rendemen produk walaupun belum tentu mencerminkan jumlah gula yang ada di dalamnya. Pada Tabel 8 terlihat perbedaan volume filtrat yang dihasilkan dari kombinasi perlakuan asam dan waktu hidrolisis pada pemanasan gelombang mikro dua tahap dengan pemanasan gelombang mikro satu tahap. Volume filtrat yang dihasilkan dari perlakuan gelombang mikro dua tahap adalah 49-65.6 ml, sedikit lebih rendah daripada pemanasan gelombang mikro satu tahap, yaitu 59.75-67.5 ml. Hal ini disebabkan karena energi yang besar diterima bahan pada pemanasan gelombang mikro dua tahap menyebabkan penguapan yang tinggi.
Volume filtrat dipengaruhi oleh penguapan akibat lamanya pemanasan dan kelarutan komponen bahan terutama pati dan serat di dalam larutan. Kecenderungan penurunan volume filtrat yang diperoleh dari perlakuan gelombang mikro dua tahap dapat dilihat pada Gambar 9.
(a) (b)
Keterangan: B: Perlakuan pemanasan
B0: otoklaf (15`), B1: PL 70% (3`), B2: PL 30% (1`) + PL 70% (3`), B3: PL 30% (2`) + PL 70% (3`), B4: PL 30% (3`) + PL 70% (3`)
Gambar 9. Nilai volume filtrat pada kombinasi perlakuan pemanasan dan waktu pada konsentrasi asam 0.3 M (a) dan konsentrasi asam 0.5 M (b)
Dari Gambar 9 terlihat semakin lama waktu pemanasan pada perlakuan gelombang mikro dua tahap, maka semakin sedikit volume filtrat yang dihasilkan, hal ini disebabkan oleh waktu pemanasan yang lama mengakibatkan penguapan yang