BAB II
DASAR TEORI
Pada sebuah kapal terdapat beberapa bagian yang menjadi bagian pokok yang salah satunya adalah deck machinery yang mana pada bagian tersebut terdapat komponen penting yang berfungsi sebagai alat untuk menaik turunkan jangkar yakni Mesin penarik jangkar (windlass anchor).
2.1. Windlass
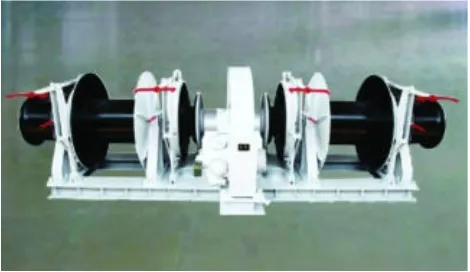
Windlass merupakan salah satu komponen pada deck machinery pada sebuah kapal yang berfungsi sebagai alat untuk menarik jangkar pada windlass sendiri terdapat beberapa komponen yang salah satunya adalah poros utama (mainshaft),
Gambar 2.1. double windlass 2.2. Poros (Shaft)
Poros adalah sebuah elemen mesin berbentuk silinder pejal yang berfungsi sebagai tempat “duduknya” elemen-elemen lain seperti puli, sproket, roda gigi, dan kopling. Hampir seluruhnya mesin yang mengandung mekanisme bergerak/berputar memiliki poros, dari yang berukuran kecil hingga yang berukuran besar. Kemudian berdasarkan posisi dalam mesin, poros bisa diletakan dalam arah vertikal ataupun horizontal.
Terdapat beberapa variable penting yang terkait dengan poros, yaitu: 1. dimensi poros, dalam hal ini diameter dan panjangnya
2. bentuk poros, apakah poros berdiameter seragam atau bertingkat dengan variasi diameter
3. material poros
Langkah selanjutnya yaitu menghitung diameter minimum poros berdasarkan pada beban-beban yang bekerja pada poros itu. Beban yang bekerja pada poros dibedakan atas :
1. poros yang menerima beban momen puntir (torsi) saja.
2. Poros yang menerima beban momen lentur saja (atau yang biasa disebut As) 3. Poros yang menerima beban kombinasi momen lentur dan torsi.
2.2.1. Poros Yang Menerima Beban Momen Punter (Torsi) Saja
Yang membedakan poros dengan As dalam sistem transmisi daya adalah jika poros selama beroperasi menerima beban berupa torsi dan beban beban lainnya, sedangkan as tidak menerima beban torsi hanya jenis beban lain. Poros yang menerima beban torsi artinya jika mengalami kegagalan maka tegangan yang menyebabkan kegagalan itu adalah tegangan geser. Tegangan geser yang diakibatkan oleh torsi adalah sebagai berikut:
τ=T X r
untuk mencari diameter poros dari persamaan tegangan geser diatas, yaitu :
d3 diubah menjadi tegangan geser yang diizinkan ( τallowable )
τallowable=sy/2
dengan memasukan persamaan diatas kedalam persamaan 4-3 maka persaman akhir untuk menghitung diameter poros yang menerima beban torsi yaitu :
d=
√
3 16. T π . τallowable=
√
3 32. FS . Tπ . Sy pers 2-5
dari persamaan diatas variable yang perlu diketahui untuk menghitung diameter poros adalah :
1. momen punter atau torsi (T)
2. faktor keamanan/ safety factor (FS) 3. kekutan mulur/ yield strength (Sy)
2.2.2. Poros Yang Menerima Beban Momen Lentur Saja
jika poros selama beroperasi menerima beban berupa torsi maka tidak demikian dengan as. Dalam operasinya, as tidak menerima beban torsi tetapi menerima beban lain seperti momen lentur. Momen lentur yang ada pada as berasal dari gaya radial. Ilustrasi berikut (gambarxx) memberikan contoh jenis as yang hanya menerima momen lentur.
gambar 2.2. Contoh as roda depan sepeda motor
gambar diatas menunjukan as roda depan pada sebuah sepda motor. Gaya dari pijakan ban diteruskan ke dua bantalan kiri dan kanan. Kedua gaya itu diseimbangkan oleh gaya yang berasal dari suspense (garpu depan) roda depan. As yang menerima beban seperti yang ada pada gambar sama sekali tidak memikul beban torsi hanya beban lentur saja. Tipikal as seperti ini dapat dijumpai pada aplikasi lain seperti as pada roda depan becak, roda depan sepeda, truk gandengan, gandar kereta apai dan masih banyak cntoh lainnya.
σ=M . y
I Pers 2-6
Tegangan normal akan mencapai harga maksimumdi bagian permukaan dan besarnya adalah : persamaan 4-7 diatas menjadi :
d3=32. ML persamaan akhir untuk menghitung diameter as yang menerima beban berupa momen lentur yaitu:
Dari persamaan diatas, data atau variable yang perlu diketahui untuk menghitungdiameter as adalah:
1. momen lentur (ML)
2. faktor keamanan/ safety factor (FS)
3. kekuatan mulur/ yield strength (sy) untuk material as
2.2.3. Poros Yang Menerima Beban Momen Punter Dan Momen Lentur
ditengah tedapat dua bantalan yang terkena beban dari pijakan ban. Beban yang disebutkan diatas menyebabkan momen lentur pada poros.
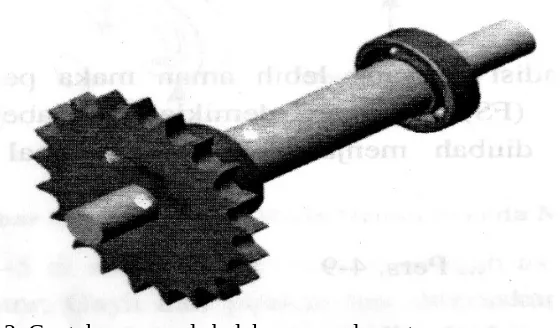
Daya dan putaran dari mesin diteruskan ke transmisi roda gigi dan selajutnya diteruskan ke ban belakang melalui transmisi sprocket+rantai. Beban yang terjadi pada sprocket inilah yang memunculkan torsi diporos. Oleh karenanya, poros ban belakang sepeda motor selama beroperasi akan menerima momen lentur dan momen puntir.
Gambar 2.3. Contoh poros roda belakang sepeda motor
Akibat momen lentur dan momen puntir pada poros memunculkan kombinasi tegangan normal dan tegangan geser. Tegangan kombinasi ini hasil penjumlahan vector tegangan normal dan tegangan geser. Diameter porospun merupakan hasil perhitungan dari kombinasi kedua tegangan itu.
´
σkombinasi2 = ´σmaks2 + ´σmaks2 Pers 2-11
Gambar 2.4. Beban beban pada poros pada roda belakang sepeda motor ´
σkombinasi2 = ´σmaks2 + ´σmaks2
σkombinasi2
=
(
32. ML π . d3)
2
+
(
16.T π . d3)
σkombinasi=
√
(
32. MLDengan memasukan factor keamanan ke dalam persamaan 2-12 maka tegangan kombinasi menjadi tegangan yang diizinkan.
Sy diameter poros yang terkena beban momen lentur dan momen puntir adalah :
1. momen lentur terbesar (ML) 2. momen puntir terbesar (T)
3. material poros yang diwakili oleh kekuatan mulur (Sy) 4. factor keamana (FS)
2.3. Elemen Dasar Proses Pemesinan
Berdasarkan gambar teknik, dimana dinyatakan spesifikasi geometri suatu produk komponen mesin, salah satu atau beberapa jenis yang telash disinggung diatas harus dipilih sebagai suatu proses atau urutan proses yang digunakan untuk membuatnya. Bagi suatu tingkatan proses, ukuran obyektif ditentukan dan pahat harus membuang sebagian material hingga ukuran objektif tersebut dicapai. Hal ini dapat dilaksanakan degan cara menetukan penampang geram (sebelum dipotong). Selain itu, setelah berbagai aspek teknologi ditinjau, kecepatan pembuangan geram dapat dipilih supaya waktu pemotongan sesuai dengan yang dikehendaki. Pekerjaan seperti ini akan ditemui dalam setiap perencanaan proses pemesinan. Untuk itu peru dipahami lima elemen dasar proses pemesinan, yaitu:
1. Kecepatan potong (cutting speed) : v (m/min) 2. Kecepatan makan (feeding speed) : vf (mm/min)
3. Kedalaman potong (depth speed) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min) 5. Kecepatan penghasilan geram (rate of metal removal) : z (cm3/min)
berlainan. Pertama-tama akan ditinjau proses pemesinan yang umum dikenal yaiitu proses membubut. Dengan memahami proses bubut dapatlah hal ini dipakai sebagai acuan/referensi untuk membandingkannya dengan proses pemesinan yang lain, yaitu proses sekrap, proses gurdi, dan proses freis.untuk setiap proses yang ditinjau akan diperkenalkan dua sudut pahat yang penting,yaitu sudut potong utama (principal cutting edge angel) dan sudut geram (rake angle). Kedua sudut tersebut berpengaruh antara lain pada penampang geram, gaya pemotongan, serta umur pahat. Dengan memperhatikan kedua sudut ini pada setiap proses pemesinan yang ditinjau dapat disimpulkan bahwa semua proses pemesian adalah serupa
2.3.1. Proses Bubut (Turning)
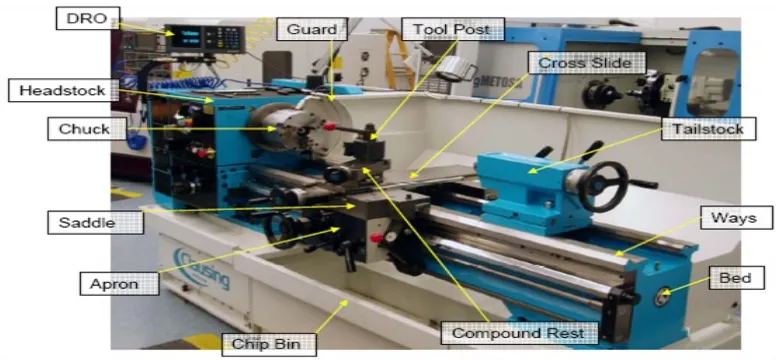
Proses bubut adalah proses pemesinan untuk menghasilakn bagian-bagian mesin dengan bentuk silindris yang dikerjakan dengan menggunakan mesin bubut. Dimana benda kerja dipasang diujung poros utama (spindle), dengan mengatur lengan pengatur yang terdapat pada kepala diam, putaran poros utama (n) dapat dipilih. Harga putaran poros utama umumnya dibuat bertingkat sesuai dengan standar yang telah ditentukan. Untul mesin bubut dengan mesin variable, kecepatan putaran poros utama tidak lagi bertingkat melainkan berkesinambungan (continue).
Gambar 2.5. Mesin bubut konvensional
1. Parameter Yang Dapat Diatur Pada Proses Bubut
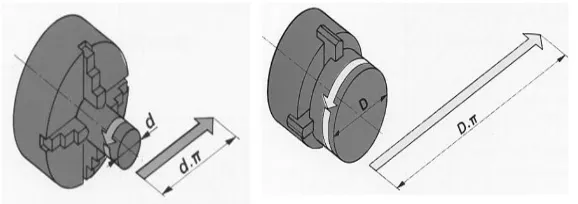
Kecepatan putaran (speed) selalu dihibungkan dengan poros utama (spindle) dan benda kerja. Karena kecepatan putar diekspresikan dengan putaran per menit (revolution per minute, rpm), hal ini menggambarkan kecepatan putarnya. Akan tetapi yang diutamakan pada proses bubut adalah kecepatan potong (cutting speed atau v) atau kecepatan benda kerja dilalui oleh pahat/ keliling benda kerja (lihat Gambar 2.6).Secara sederhana kecepatan potong dapat digambarkan sebagai keliling benda kerja dikalikan dengan kecepatan putar.
Gambar 2.6. Proses bubut secara sederhana kecepatan potong dapat digambarkan
VC= π . d . n
1000 ;mm pers 2-14
Dimana : v = kecepatan potong d = diameter benda kerja n = putaran
selain kecepatan potong ditentukan oleh diameter benda kerja, factor bahan benda kerja dan bahan pahat sangat menentukan harga kecepatan potong. Pada dasarnya pada waktu proses bubut ditentukan berdasarkan bahan benda kerja dan pahat. Harga kecepatan potong sudah tertentu, misalnya untuk benda kerja mild steel dengan pahat HSS, kecepatan potongnya antra 20 – 30 m/menit. Gerak makan (feed), adalah jarak yang ditempuh pahat setiap benda kerja berputar satu putaran. Sehingga satuan f adalah mm/putaran. Gerak makan ditentukan oleh kekuatan mesin, material benda kerja, material pahat, bentuk pahat, dan terutama kehalusan permukaan yang diinginkan.
Beberapa proses pemesinan selain proses bubut dapat juga dilakukan pada mesin bubut, yakni proses bubut dalam, (internal turning), proses pembuatan lubang denag n menggunakan mata bor (drilling), proses memperbesar lubang (borring), pembuatan alur (threading), dan pembuatan kartel (knurling)
Elemen dasar proses bubut dapat dihitung dengan menggunakan rumus-rumus dan gambar berikut :
Gambar 2.7. Proses bubut Keterangan:
Benda kerja :
do = diameter mula ; mm dm = diameter akhir ; mm lt = panjang pemotongan ; mm Pahat ;
�r = sudut potong utama ; °
�o = sudut geram ; ° Mesin bubut :
Kecepatan potong (cutting speed) VC=
V .d . n
1000 ;mm/min Pers 2-15
Dimana, d = diameter rata-rata, yaitu
d=
(
do+dm)
/2;mm Pers 2-16 Kecepatan makan (feeding speed)Vf=f . n ;mm/min Pers 2-17
tc=lt/Vf;min Pers 2-18 2.3.2. Proses Feis (Milling)
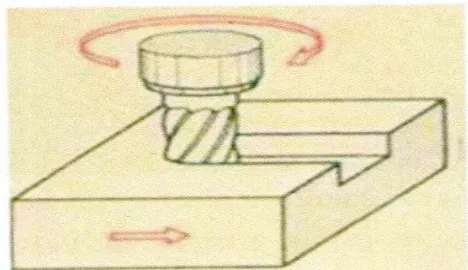
Proses freis adalah proses penyayatan benda kerja dengan menggunakan alat potong dengan mata potong jamak yang berputar, proses penyatan dengan menggunakan mata potong yang lebih banyak mengitari pisau ini bisa menghasilkan proses pemesinan lebih cepat. Permukaan yang di sayat bisa berbentuk datar, menyudut, atau melengkung. Permukaan benda kerja bisa juga bentuk kombinasi dari beberapa bentuk. Terjadinya pemotongan/penyayatan dengan kedalaman yang disesuaikan karena alat potong yang berputar dan gigi potong yang menyentuh permukaan benda kerja yang dijepit pada ragum meja mesin milling menghasilkan benda produksi sesuai dengan gambar kerja yang dikehendaki.
1. Metoda Proses Frais
Metoda proses frais ditentukan berdasarkan arah relative gerak makan meja mesin frais terhadap putaran pahat. Ada dua jenis utama pahat freis (milling cutter) adalah pahat freis selubung/ mantel (slab milling cutter) dan pahat freis muka ( face milling cutter). Pahat freis termasuk pahat potong bermata jamak dengan jumlah mata potong sama dengan jumlah gigi freis (z). sesuai dengan jenis pahat yang digunakan dikenal dua macam cara, yaitu mengefrais datar (slab milling) dengan sumbu putran pahat freis selubung sejajar dengan permukaan benda kerja dan mengefrais tegak (face milling) dengan sumbu putaran pahat freis muka tegak lurus permukaan benda kerja. Selanjutnya mengefrais datar dibedakan menjadi dua macam cara yaitu, mengefrais naik (up milling/conventional milling) dan mengefrais turun (down milling).
potong lebih banyak menggesek benda kerja yakni pada saat mulai memotong (dimulai dengan ketebalan nol) dan selain itu permukaan benda kerja akan lebih kasar.
2. Frais turun (down milling), dinamakan juga climb milling, dimana arah dari putaran pisau sama dengan arah gerak makan meja mesin freis. Proses freis turun akan menyebabkan benda kerja lebih tertekan kemeja dan meja terdorong oleh pahat yang mungkin suatu saat (secara periodik) gaya dorongnya akan melebihi hgaya dorong ulir/roda gigi penggerak meja. Apabila system kompensasi “keterlambatan gerak balik” (back lash compensator) tidak begitu baik, maka mengefrais turun akan menimbulkan getaran bahkan kerusakan.
2. Metoda Pemotongan Benda Kerja
Metode pemotongan pada proses frais dibagi menjadi tiga bagian, antar lain ; pemotongan searah jarum jam, pemotongan berlawanan arah jarum jam, dan pemotongan netral.
1. Pemotongan searah benda kerja yang dimaksud pemotongan searah adalah pemotongan yang datangnya benda kerja searah dengan putaran sisi potong cutter. Pada pemotongan ini hasilnya kurang baik karena meja (benda kerja) tertarik oleh pahat (cutter).
Gambar 2.8. proses pemotongan searah benda kerja 2. Pemotongan berlawanan arah benda kerja, yang dimaksud
Gambar 2.9. proses pemotongan berlawanan arah benda kerja 3. Pemotongan netral, pemotongan netral yaitu pemotongan yang
terjadi apabila lebar benda kerja yang disayat lebih besar dari ukuran diameter pahat atau diameter pahat tidak lebih besar daripada besar bidang yang disayat. Pemotongan jenis ini hanya berlaku untuk pemotongan pada mesin freis vertikal.
Gambar 2.10. proses pemotongan netral
Terdapat beberapa parameter yang dapat diatur pada mesin freis adalah putaran spindle (n), kecepatan makan (vf), kedalaman potong (a). Elemen dasar pada mesin freis dapat diturunkan dari kondisi pemotongan, sebagai berikut :
Benda kerja :
w = lebar pemotongan lw = panjang pemotongan a = kedalaman potong Pahat freis :
d = diameter luar
= 90° untuk pahat freis selubung Mesin freis :
n = putaran poros utama vf =kecepatan makan
Elemen dasar pada mesin freis dapat dihitung dengan rumus berikut : Kecepatan potong
v=π . d . n
1000 ; m/min Pers 2-21 Gerak makan per gigi
fz=vf/(z . n);mm/gigi Pers 2-22 Waktu pemotongan
Gambar 2.11. Mesin frais numerik 2 sumbu
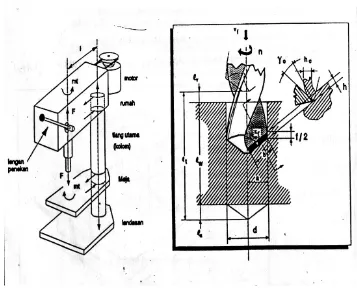
2.3.3. Proses Gurdi (Drilling)
Gambar 2.12. Proses gurdi (drilling)
Pada proses gurdi geram (chips) harus keluar melalui alur helik pahat gurdi ke luar lubang. Ujung pahat menempel pada benda kerja yang terpotong, sehingga proses pendinginan menjadi relatif sulit. Proses pendinginan biasanya dilakukan dengan membanjiri benda kerja yang dilubangi dengan cairan pendingin, disemprot dengan cairan pendingin, atau cairan pendingin dimasukkan melalui lubang di tengah mata bor.
Karakteristik proses gurdi agak berbeda dengan proses pemesinan yang lain, yaitu :
Geram harus keluar dari lubang yang dibuat.
Geram yang keluar dapat menyebabkan masalah ketika ukurannya besar dan atau kontinyu.
Proses pembuatan lubang bisa sulit jika membuat lubang yang dalam. Untuk pembuatan lubang dalam pada benda kerja yang besar, cairan
Proses pembuatan lubang dengan mesin gurdi biasanya dilakukan untuk pengerjaan lubang awal. Pengerjaan selanjutnya dilakukan setelah lubang dibuat oleh mata bor (Gambar 2.13). Proses kelanjutan dari pembuatan lubang tersebut misalnya : reaming (meluaskan lubang untuk mendapatkan diameter dengan toleransi ukuran tertentu), taping (pembuatan ulir), counterboring (lubang untuk kepala baut tanam), countersinking (lubang menyudut untuk kepala baut/sekrup).
Gambar 2.13. Proses kelanjutan setelah dibuat lubang dengan mata bor : (a) reaming, (b) tapping, (c) counterboring, (d) countersinking
Dari gambar dapat diturunkan rumus untuk beberapa elemen pada proses gurdi yaitu:
Gambar. 2.14. proses gurdi dan skematis proses gurdi
Benda kerja : lw = panjang pemotongan benda kerja ; mm
Pahat : d = diameter pahat gurdi ; mm
kf = sudut potong utama ; °
Mesin gurdi : n = putaran poros utama ; r/min
vf = kecepatan makan ; mm/min
1. Mesin Gurdi ( Drilling Machine)
Gambar 2.15. (a) Mesin Gurdi Radial (Radial drilling machine), (b) Mesin Gurdi Bangku, dan (c) Mesin Gurdi dan tap CNC (Drilling and Tapping CNC Machine)
2. Elemen dasar proses gurdi
Elemen dasar proses gurdi dapat ditentukan berdasarkan gambar proses gurdi dan rumus-rumus kecepatan potong dan gerak makan. Parameter proses gurdi pada dasarnya sama dengan parameter proses pemesinan yang lain, akan tetapi dalam proses gurdi selain kecepatan potong, gerak makan, dan dan kedalaman potong perlu dipertimbangkan pula gaya aksial , dan momen puntir yang diperlukan pada proses gurdi. Elemen dasar proses gurdi tersebut adalah :
1. Kecepatan potong :
Untuk mesin gurdi gerak makan dilakukan secara manual (Hand-feed Drilling Machine) tidak ada rumus tertentu yang digunakan, karena proses pemakanan dilakukan berdasarkan perkiraan operator mesin.
Untuk mesin gurdi dengan gerak makan dilakukan secara mekanik oleh tenaga motor listrik (Power- feed Drilling Machine), maka gerak makan dapat ditentukan dengan menggunakan persamaan :
fz−vf/(n. z);z−2;mm/r Pers 2-25
Awal lahirnya mesin CNC (Computer Numerically Controlled) bermula dari 1952 yang dikembangkan oleh John Pearseon dari Institut Teknologi Massachusetts, atas nama Angkatan Udara Amerika Serikat. Semula proyek tersebut diperuntukkan untuk membuat benda kerja khusus yang rumit.Semula perangkat mesin CNC memerlukan biaya yang tinggi dan volume unit pengendali yang besar. Pada tahun 1973, mesin CNC masih sangat mahal sehingga masih sedikit perusahaan yang mempunyai keberanian dalam mempelopori investasi dalam teknologi ini.
bidang pendidikan dan riset yang mempergunakan alat-alat demikian dihasilkan berbagai hasil penelitian yang bermanfaat yang tidak terasa sudah banyak digunakan dalam kehidupan sehari – hari masyarakat banyak.
Sejalan dengan berkembangnya kebutuhan akan berbagai produk industri yang beragam dengan tingkat kesulitan yang bervariasi, maka telah dikembangkan berbagai variasi dari mesin CNC. Hal ini dimaksud untuk memenuhi kebutuhan jenis pekerjaan dengan tingkat kesulitan yang tinggi. PC untukMesin CNC, PC (Personal Computer) sebagai perangkat input bagi mesin CNC sangat penting peranannya untuk memper oleh kinerja mesin CNC. Oleh karena itu setiap pabrik yang memproduksi mesin CNC juga memproduksi atau merekomendasi spesifikasi PC yang digunakan sebagai input bagimesin CNC produksinya. Padamesin CNC untuk keperluan unit latih (Training Unit) atau dengan operasi sederhana, baik tampilan pada monitor maupun eksekusi program, maka PC yang dipergunakan sebagaimana pada mesin CNC jenis LOLA 200 MINI CNC, LEMU IITM, EMCO TU, maupun yang sejenis.
Perkembangan jenis pekerjaan yang menggunakan peranan mesin CNC sejalan dengan kebutuhan teknologi manufaktur semakin meningkat. Oleh karena itu dikembangkan pula perangkat PC yang dapat melayani mesin CNC dengan kinerja yang mampu mengatasi beberapa factor kesulitan yang di jumpai pada proses manufaktur. Mesin CNC Generasi Terbaru, Operator mesin CNC yang akan memasukkan program pada mesin sebelumnya harus sudah memahami gambar kerja dari komponen yang akan dibuat pada mesin tersebut. Gambar kerja biasanya dibuat dengan cara manual atau dengan computer menggunakan program CAD (Computer Aided Design).
Seiring dengan kemajuan teknologi di bidang computer, maka telah dikembangkan suatu software yang berisi aplikasi gambar teknik dengan CAD yang sudah dapat diminta untuk menampilkan program untuk dikerjakan dengan mesin CNC. Aplikasi program
tersebut dikenal dengan sebutan CAM (Computer Aided
Di industry menengah dan besar, akan banyak dijumpai penggunaan mesin CNC dalam mendukung proses produksi. Secara garis besar, mesin CNC dibagi dalam 2 (dua) macam, yaitu :Mesin bubut CNC dan Mesinfrais CNC.
2.4.1. Cara Mengoperasikan Mesin CNC
Secara umum, cara mengoperasikan mesin CNC dengan cara memasukkan perintah numeric melalaui tombol-tombol yang tersedia pada panel instrument di tiap-tiap mesin. Setiap-tiap jenis mesin CNC mempunyai karakteristik tersendiri sesuai dengan pabrik yang membuat mesin tersebut. Namun demikian secara garis besar dari karakteristik cara mengoperasikan mesin CNC dapat dilakukan dengan dua macam cara, yaitu :
1. Sistem Absolut
Pada system ini titik awal penempatan alat potong yang digunakan sebagai acuan adalah menetapkan titik referensi yang berlaku tetap selama proses operasi mesin berlangsung. Untuk mesin bubut, titik referensinya diletakkan pada sumbu (pusat) benda kerja yang akan dikerjakan pada bagian ujung. Sedangkan pada mesin frais, titik referensinya diletakkan pada pertemuan antara dua sisi pada benda kerja yang akan dikerjakan.
2. Sistem Incremental
Pada system ini titik awal penempatan yang digunakan sebagai acuan adalah selalu berpindah sesuai dengan titik actual yang dinyatakan terakhir. Untuk mesin bubut maupun mesin frais diberlakukan cara yang sama. Setiap kali suatu gerakan pada proses pengerjaan benda kerja berakhir, maka titik akhir dari gerakan alat potong itu dianggap sebagai titik awal gerakan alat potong pada tahap berikutnya.
2.4.2. CNC Machining Shop 1. Mesin
Menurut bentuknya mesin CNC dibedakan menjadi dua jenis ,yaitu mesin plano dan mesin gantri. Yang menjadi perbedaan pada kedua mesin CNC tersebut adalah bagian yang gerak dan bagian yang diam. Pada mesin jenis Plano yang bergerak meja kerjanya sedangkan pahatnya tetap pada tempatnya. Sebaliknya pada mesin Gantri yang bergerak adalah pahatnya sedangkan meja kerjanya diam.
disbanding horizontal adalah pada set up benda kerja yang jauh lebih mudah karena material hanya ditaruh di atas meja kerja.
Menurut jumlah axisnya ,ada mesin 3 axis, 3.5 axis, 4 axis, dan 5 axis. Untuk mesin 3 axis sumbu yang digunakan adalah sumbu X Y Z. Menurut model makannya, terdapat mesin heavy cutting dan light cutting.
Gambar 2.17. Mesin bubut CNC
2.5. Metrologi
Metrologi adalah ilmu tentang pengukuran dan memegang peranan penting dalam produksi. Kontrol mesin dan penanganan mesin sebagian tergantung dari pengukuran.
2.5.1. Jangka Sorong
Gambar 2.18. Jangka Sorong
Jangka sorong adalah alat ukur yang sering digunakan di bengkel mesin. Jangka sorong berfungsi sebagai alat ukur yang biasa dipakai operator mesin yang dapat mengukur panjang sampai dengan 200 mm, ketelitian 0,05 mm. Gambar 3.19. berikut adalah gambar jangka sorong yang dapat mengukur panjang dengan rahangnya, kedalaman dengan ekornya, lebar celah dengan sensor bagian atas. Jangka sorong tersebut memiliki skala ukur (vernier scale) dengan cara pembacaan tertentu. Ada juga jangka sorong yang dilengkapi jam ukur, atau dilengkapi penunjuk ukuran digital. Pengukuran menggunakan jangka sorong dilakukan dengan cara menyentuhkan sensor ukur pada benda kerja yang akan diukur, (lihat Gambar 3.19). Beberapa macam jangka sorong dengan skala penunjuk pembacaan dapat dilihat pada Gambar 3.20)
Gambar 2.19. Cara pengukuran dengan jangka sorong
jam ukur. Untuk jangka sorong dengan penunjuk pembacaan digital, hasil pengukuran dapat langsung dibaca pada monitor digitalnya. Jangka sorong yang menggunakan skala nonius, cara pembacaan ukurannya secara singkat adalah sebagai berikut :
Baca angka mm pada skala utama (pada Gambar 3.20 di bawah : 9 mm). Baca angka kelebihan ukuran dengan cara mencari garis skala utama yang
segaris lurus dengan skala nonius (Gambar 3.20 di bawah : 0,15). Sehingga ukuran yang dimaksud 9,15 mm.
Gambar 2.20. Skala pada jangka sorong 2.5.2. Micrometer.
Gambar 2..21. Micrometer
dengan 0,01 mm. Jangkauan ukur mikrometer adalah 0-25 mm, 25–50 mm, 50-75 mm, dan seterusnya dengan selang 25 mm. Cara membaca skala mikrometer secara singkat adalah sebagai berikut :
Baca angka skala pada skala utama/barrel scale (pada Gambar 3.22 adalah 8,5 mm).
Baca angka skala pada thimble (pada posisi 0,19 mm).
Jumlahkan ukuran yang diperoleh pada (Gambar 2.22) adalah 8,69 mm.
Gambar 2..22. Cara membaca skala mikrometer.