IMPLEMENTASI STUDI
PREVENTIVE MAINTENANCE
FASILITAS PRODUKSI DENGAN METODE
RELIABILITY
CENTERED MAINTENANCE
PADA PT. SINAR SANATA
ELECTRONIC INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik
Oleh
JEFFRYNARDO PRANOTO
NIM. 080403051
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
IMPLEMENTASI STUDI
PREVENTIVE MAINTENANCE
FASILITAS PRODUKSI DENGAN METODE
RELIABILITY
CENTERED MAINTENANCE
PADA PT. SINAR SANATA
ELECTRONIC INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar
Sarjana Teknik
Oleh
JEFFRYNARDO PRANOTO
NIM. 080403051
Disetujui Oleh :
Dosen Pembimbing I , Dosen Pembimbing II,
(DR. Ir. Nazaruddin Matondang, MT) (Ikhsan Siregar, ST, M.Eng)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
KATA PENGANTAR
Puji syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas segala rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan Laporan Tugas Sarjana ini. Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar Sarjana Teknik.
Penulis melaksanakan Tugas Akhir di PT. Sinar Sanata Electronic Industry bergerak dalam bidang pembuatan dan produksi bola lampu. Tugas Sarjana ini berjudul “Studi Implementasi Preventive Maintenance Fasilitas Produksi dengan Metode Reliability Centered Maintenance pada PT. Sinar Sanata Electronic Industry”. Topik ini ditujukan untuk meneliti suatu sistem perawatan yang lebih efektif dan efisien pada fasilitas produksi sehingga dapat menjadi suatu rekomendasi bagi perusahaan untuk ditetapkan guna tetap mempertahankan produktivitas perusahaan.
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari kesempurnaan, penulis selalu terbuka untuk saran dan kritik yang bersifat membangun dari semua pihak untuk kesempurnaan tulisan ini kedepan.
Medan, November 2012
UCAPAN TERIMA KASIH
Selama proses penulisan Tugas Sarjana ini, penulis telah mendapatkan bimbingan dan dukungan yang besar, baik berupa materi, spiritual, informasi maupun administari dari berbagai pihak. Oleh sebab itu penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas Sumatera.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri Universitas Sumatera Utara.
3. Bapak DR. Ir. Nazaruddin Matondang, MT, selaku Dosen Pembimbing I penulis, atas bimbingan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
4. Bapak Ikhsan Siregar, ST, M.Eng, selaku Dosen Pembimbing II penulis, atas bimbingan dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
5. Ibu Masrida Lubis, STP selaku Manager Personalia PT. Sinar Sanata Electronic Industry yang telah memberikan bantuan berupa bimbingan serta informasi dan data selama melakukan penelitian di perusahaan.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL
LEMBAR PENGESAHAN ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
I PENDAHULUAN
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-3 1.3. Tujuan Penelitian ... I-4 1.4. Manfaat Penelitian ... I-5 1.5. Batasan Masalah dan Asumsi ... I-5 1.6. Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.5. Dampak Sosial Ekonomi ... II-4
III LANDASAN TEORI
3.1. Referensi Penelitian Sistem Perawatan dengan Metode
Reliability Centered Maintenance ... III-1 3.2. Perawatan... III-3 3.2.1. Tujuan Perawatan ... III-4 3.2.2. Pengklasifiksian Perawatan ... III-4 3.3. Reliability Centered Maintenance ... III-8 3.4. Pola Distribusi Data dalam Keandalan/Reliability... III-18 3.5. Interval Penggantian Komponen dengan Total Minimum
Downtime ... III-20 3.6. Diagram Tulang Ikan ( Fishbone Diagram) ... III-22 3.6.1. Langkah-langkah Pembuatn Fishbone ... III-23 3.7. Diagram Pareto ... III-25
IV METODOLOGI PENELITIAN
4.4. Variabel Penelitian ... IV-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.5. Kerangka Konseptual Penelitian ... IV-2 4.6. Rancangan Penelitian ... IV-3 4.7. Metode Pengumpulan Data ... IV-4 4.8. Metode Pengolahan Data ... IV-4 4.9. Analisis Pemecahan Masalah ... IV-5 4.10. Kesimpulan dan Saran ... IV-5
IV PENGUMPULAN DAN PENGOLAHAN DATA
5.2.2.3.2. Blok Diagram Fungsi ... V-18 5.2.2.3.3. System Work Breakdown Structure... V-19
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.2.4. Pendeskripsian Fungsi Sistem dan Kegagalan
Fungsi ... V-17 5.2.2.5. Penyusunan Failure Mode and Effect
Analysis (FMEA) ... V-22 5.2.2.6. Logic Tree Analysis (LTA) ... V-23 5.2.2.7. Pemilihan Tindakan ... V-24 5.2.3. Reliability ... V-26 5.2.3.1. Uji Pola Suai Distribusi ... V-26 5.2.3.2. Perhitungan Total Minimum Downtime... V-27
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Tindakan Perawatan Hasil Pendekatan RCM ... VI-1 6.1.1. Analisis FMEA ... VI-1
6.1.2. Kategori Komponen Berdasarkan
Logic Tree Analysis (LTA) ... VI-2 6.1.3. Prosedur Perawatan Berdasarkan Pemilihan
6.3. Evaluasi Sistem Perawatan Sekarang dan Usulan ... VI-8 6.3.1. Penurunan Downtime ... VI-8 6.3.2. Peningkatan Produktivitas ... VI-9
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
3.1. Tingkatan Severity ... III-14 3.2. Tingkatan Occurence ... III-14 3.3. Tingkatan Detection ... III-15 5.1. Data Downtime Mesin Produksi Periode 2011... V-1 5.2. Frekuensi Breakdown Mesin Produksi Periode Januari-Desember 2011 ... V-2 5.3. Interval Waktu Kerusakan Komponen Kritis ... V-4 5.4. Waktu Perbaikan Korektif Komponen Kritis ... V-5 5.5. Identifikasi Penyebab Tingginya Downtime Sistem Perawatan Mesin
Sekarang ... V-8 5.6. Persentase Kumulatif Pareto ... V-15 5.7. SWBS Proses Sealing dan Vakum ... V-20 5.8. Uraian Fungsi dan Kegagalan Fungsi Sistem ... V-21 5.9. Matriks Kegagalan Fungsi Sistem ... V-21 5.10. Hasil Rekapitulasi Uji Distribusi dan Penentuan Parameter
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.4. Penurunan Nilai Downtime ... VI-8 6.5. Identifikasi Penyebab Tingginya Downtime Sistem Perawatan Mesin
DAFTAR GAMBAR
GAMBAR HALAMAN
3.1. Struktur Logic Tree Analysis ... III-17 3.2. Penggantian Komponen Berdasarkan Interval Waktu ... III-21 3.3. Diagram Tulang Ikan (Fishbone) ... III-24 3.4. Diagram Pareto ... III-26 4.1. Kerangka Konseptual Penelitian ... IV-3 5.1. Flowchart Sistem Perawatan Sekarang ... V-7 5.2. Cause and Effect Diagram Penyebab Tingginya Tingkat Downtime Sistem
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Formulir RCM System Analysis Boundary Overview ... L-1 2. Formulir RCM System Analysis Boundary Detail ... L-2 3. Failure Mode Effect Analysis Mesin Vakum ... L-3 4. Failure Mode Effect Analysis Mesin Sealing ... L-4 5. Logic Tree Analysis Mesin Vakum ... L-5 6. Logic Tree Analysis Mesin Sealing ... L-6 7. Perhitungan TotalMinimumDowntime (TMD) ... L-7 8. Frekuensi Kerusakan dan Waktu Perbaikan Mesin ... L-8 9. Surat Permohonan Tugas Sarjana Halaman 1 ... L-9 10. Formulir Penetapan Tugas Sarjana Halaman 2 ... L-10 11. Surat Permohonan Riset Tugas Sarjana di PT. Sinar Sanata
Electronic Industry ... L-11 12. Surat Balasan Penerimaan Riset Tugas Sarjana di PT. Sinar
Sanata Electronic Industry... L-12 13. Surat Keputusan Tugas Sarjana Mahasiswa ... L-13 14. Berita Acara Laporan Tugas sarjana dengan Dosen
Pembimbing I ... L-14 15. Berita Acara Laporan Tugas sarjana dengan Dosen
Abstrak
Kelancaran produksi suatu industri manufaktur perlu didukung oleh mesin produksi yang handal. Salah satu aspek permasalahan ini yaitu kegiatan perawatan teratur pada fasilitas produksi. PT. Sinar Sanata Electronic Industry sebagai salah satu produsen bola lampu di Indonesia tentunya sangat bergantung pada kehandalan permesinan dalam kegiatan produksi. Berdasarkan hal tersebut, permasalahan yang diangkat pada penelitian ini adalah pengembangan manajemen perawatan PT. Sinar Sanata Electronic Industry pada lini produksi dimana frekuensi kerusakan mesin masih tinggi. Fokus penelitian ini pada mesin-mesin dengan frekuensi breakdown terbesar yaitu mesin vakum dan mesin sealing.
Metode penelitian yang digunakan adalah Reliability Centered
Maintenance untuk mendapatkan interval perawatan optimum. Metode ini
merngkum 7 tahapan pengolahan data mulai dari seleksi sistem dan pengumpulan informasi, penentuan batasan sistem, deskripsi sistem dan blok diagram fungsi, penentuan kegagalan system, kemudian dilanjutkan ke analisis FMEA (Failure
Mode Effect Analysis) dan LTA (Logic Tree Analysis) lalu setelah mendapatkan
hasil analisis maka ditetapkan suatu tindakan perawatan yang tepat pada komponen-komponen kritis dari masing-masing kategori Condition Directed dan
Time Directed. Analisa kualitatif pada metode RCM meliputi pengidentifikasi
jenis perawatan, penyebab kerusakan dan efek kegagalan yang terjadi. Dari hasil penelitian, didapatkan beberapa tindakan perawatan yang harus dilakukan pada komponen kritis yang bersifat Condition Directed dan jadwal pergantian optimum komponen kritis yang bersifat Time Directed. Dari simulasi sistem perawatan usulan dengan metode RCM ini didapatkan potensi penurunan tingkat downtime
sebesar 34,91% .
Abstrak
Kelancaran produksi suatu industri manufaktur perlu didukung oleh mesin produksi yang handal. Salah satu aspek permasalahan ini yaitu kegiatan perawatan teratur pada fasilitas produksi. PT. Sinar Sanata Electronic Industry sebagai salah satu produsen bola lampu di Indonesia tentunya sangat bergantung pada kehandalan permesinan dalam kegiatan produksi. Berdasarkan hal tersebut, permasalahan yang diangkat pada penelitian ini adalah pengembangan manajemen perawatan PT. Sinar Sanata Electronic Industry pada lini produksi dimana frekuensi kerusakan mesin masih tinggi. Fokus penelitian ini pada mesin-mesin dengan frekuensi breakdown terbesar yaitu mesin vakum dan mesin sealing.
Metode penelitian yang digunakan adalah Reliability Centered
Maintenance untuk mendapatkan interval perawatan optimum. Metode ini
merngkum 7 tahapan pengolahan data mulai dari seleksi sistem dan pengumpulan informasi, penentuan batasan sistem, deskripsi sistem dan blok diagram fungsi, penentuan kegagalan system, kemudian dilanjutkan ke analisis FMEA (Failure
Mode Effect Analysis) dan LTA (Logic Tree Analysis) lalu setelah mendapatkan
hasil analisis maka ditetapkan suatu tindakan perawatan yang tepat pada komponen-komponen kritis dari masing-masing kategori Condition Directed dan
Time Directed. Analisa kualitatif pada metode RCM meliputi pengidentifikasi
jenis perawatan, penyebab kerusakan dan efek kegagalan yang terjadi. Dari hasil penelitian, didapatkan beberapa tindakan perawatan yang harus dilakukan pada komponen kritis yang bersifat Condition Directed dan jadwal pergantian optimum komponen kritis yang bersifat Time Directed. Dari simulasi sistem perawatan usulan dengan metode RCM ini didapatkan potensi penurunan tingkat downtime
sebesar 34,91% .
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pada dunia industri yang semakin kompetitif saat ini, persaingan di dalam efektifitas dan efisiensi yang semakin meningkat menuntut adanya peningkatan tingkat ketersediaan peralatan untuk mendukung proses produksi. Demikian pula untuk mendukung tingkat ketersediaan mesin dan peralatan produksi, perancangan kegiatan perawatan mutlak dibutuhkan karena mesin dan peralatan produksi sangat rawan dengan timbulnya kerusakan. Terjadinya kerusakan dapat mengakibatkan gangguan proses produksi dan keselamatan tenaga kerja juga terancam dimana keseluruhannya akan mempengaruhi produktivitas perusahaan.
PT. Sinar Sanata Electronic Industry merupakan perusahaan yang bergerak dalam bidang produksi bola lampu. Seperti yang diketahui, bola lampu merupakan salah satu kebutuhan primer manusia untuk penerangan pada rumah tangga, kendaraan, fasilitas umum dan sebagainya. Oleh sebab itu, produk bola lampu merupakan produk yang memiliki tingkat permintaan yang cukup tinggi. Tingkat permintaan yang cukup tinggi ini harus didukung dengan kehandalan mesin.
Electronic Industry pada 2011 mencapai 4,094 %. Hal ini menunjukkan adanya masalah pada pada fasilitas produksi yang digunakan selama ini dimana idealnya
benchmarking downtime dari industri manufaktur adalah kurang dari 3%
(Frampton, Corby. 2001. Benchmarking World Class Maintenance). Salah satu penyebab dari permasalahan ini yaitu pada sistem perawatan yang diterapkan oleh perusahaan yang tidak efisien terhadap permasalahan fasilitas produksi dan permesinan. Sistem pemeliharaan mesin yang diterapkan pada PT. Sinar Sanata Electronic Industry saat ini masih bersifat corrective maintenance yaitu sistem perawatan yang memperbaiki atau mengganti komponen hanya jika terjadi kerusakan. Keadaan proses produksi yang tidak mungkin dapat digantikan dengan tenaga manusia menandakan keberlangsungan proses produksi bergantung sepenuhnya pada kehandlan fasilitas produksi. Keadaan ini menambah ketidakefisienan sistem perawatan yang diterapkan sekarang karena jika mesin tidak berfungsi akan berdampak pada pemberhentian proses produksi.
Permasalahan seperti hal di atas pada dasarnya dapat diminimalisir dengan penerapan preventive maintenance sehingga kehandalan fasilitas produksi tetap terjaga dengan suatu perawatan berkala yang bersifat preventive. Ada beberapa metode dalam penerapan preventive maintenance di antaranya adalah metode
Failure Mode Effect and Critically Analysis yang digunakan untuk menganalisa
desain produk serta item kegagalan dan efeknya terhadap proses produksi serta menentukan titik kritis dalam sebuah komponen (Ramdani, 2010), metode
merupakan sebuah proses sistematis yang harus dilakukan untuk menjamin seluruh fasilitas fisik dapat beroperasi dengan baik sesuai dengan desain dan fungsinya.
Berdasarkan penelitian yang dilakukan dimana fokus permasalahan lebih diarahkan pencegahan terjadinya kegagalan produksi akibat kerusakan fasilitas, maka penerapan preventive maintenance dengan metode Reliability Centered
Maintenance lebih tepat diajukan untuk menanggulangi permasalahan tersebut.
Sistem perawatan dengan metode ini akan berfokus pada kehandalan/reliability
dari fasilitas produksi terutama permesinan. Hal ini diterapkan dengan melaksanakan perawatan sebelum terjadinya kegagalan atau kerusakan pada sebuah sistem atau komponen, dimana sebelumnya sudah dilakukan perencanaan dengan pengawasan yang sistematik, deteksi, dan koreksi, agar sistem atau komponen tersebut dapat mempertahankan kapabilitas fungsionalnya. Tujuan dari
preventive maintenance adalah mendeteksi lebih awal terjadinya
kegagalan/kerusakan, meminimalisasi terjadinya kegagalan dan meminimalkan kegagalan produk yang disebabkan oleh kerusakan sistem.
1.2. Perumusan Masalah
demikian perlu diusulkan suatu rancangan preventive maintenance agar tidak terjadi kerusakan secara tiba-tiba yang dapat mengakibatkan downtime produksi dengan metode Reliability Centered Maintenance.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini secara umum adalah untuk merancang dan menerapkan suatu kegiatan perawatan berkala yang bersifat preventive dengan metode Reliability Centered Maintenance sehingga tingkat ketersediaan dan kehandalan fasilitas produksi dapat meningkat. Hal ini ditujukan untuk meningkatkan tingkat produktivitas perusahaan dan tetap menjaga tingkat pemenuhan permintaan konsumen serta tingkat keuntungan perusahaan.
Adapun tujuan khusus yang ingin dicapai dari penelitian ini yaitu:
1. Mengetahui jenis-jenis kegagalan fungsi dari komponen mesin dan efek yang ditimbulkan dari kegagalan fungsi tersebut.
2. Mengetahui komponen mesin yang paling kritis.
3. Mengetahui nilai Total Minimum Downtime dari komponen mesin yang paling kritis.
1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat kepada berbagai pihak yakni:
1. Manfaat bagi mahasiswa
Memberikan pengalaman dalam menerapkan dan mengembangkan ilmu pengetahuan yang diperoleh di perkuliahan dan membandingkan antara teori yang diperoleh dengan permasalahan pada perusahaan khususnya mengenai
preventive maintenance dan Reliability Centered Maintenance serta
aplikasinya di lapangan. 2. Manfaat bagi perusahaan
Hasil penelitian ini dapat dijadikan pertimbangan bagi perusahaan untuk perbaikan sistem perawatan yang diterapkan perusahaan saat ini.
3. Bagi Departemen Teknik Industri USU
Dapat mempererat kerja sama antara perusahaan dengan Departemen Teknik Industri USU.
1.5. Batasan Masalah dan Asumsi
Adapun batasan dalam penelitian ini adalah sebagai berikut: 1. Metode yang digunakan adalah Reliability Centered Maintenance.
2. Penelitian hanya dilakukan pada satu lini proses produksi bola lampu dengan tingkat downtime terbesar.
Asumsi-asumsi yang digunakan dalam penelitian ini yaitu: 1. Tidak ada penambahan mesin produksi selama penelitian. 2. Proses produksi berjalan normal.
3. Keadaan perusahaan tidak berubah selama penelitian.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika penyusunan bab yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, perumusan masalah, tujuan dan sasaran penelitian, ruang lingkup dan asumsi penelitian dan sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Bab ini berisi analisis hasil pengolahan data dan pemecahan masalah. BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Berdasarkan kutipan dari dokumen perusahan diketahui bahwa PT. Sinar Sanata Electronic Industry adalah sebuah perusahaan yang bergerak di bidang produksi bola lampu untuk kebutuhan rumah tangga (merk Dai-ichi) dan kendaraan bermotor (merk Stainleestar). PT. Sinar Sanata Electronic Industry didirikan pada tanggal 29 April 1976. Pada awal berdirinya, perusahaan hanya mempergunakan dua set mesin peralatan produksi yang khusus memproduksi bola lampu untuk pemakaian pada kendaraan bermotor.
Produk yang dihasilkan perusahaan ini dapat bersaing dengan produk impor, baik dari segi kualitas maupun harga sehingga perusahaan ini berkembang cukup pesat dalam kurun waktu yang singkat. Melihat potensi pasar produk bola lampu sangat besar di pasar dalam negeri, maka pada periode tahun 1979
perusahaan menambah tiga set mesin dan peralatan produksi. Seiring dengan perkembangannya, perusahaan memperluas daerah pemasaran produk hingga ke pulau Jawa dan sekitarnya. Pada tahun 1981, perusahaan menambah dua set lagi mesin dan peralatan produksi, dan daerah pemasaran diusahakan ke seluruh pelosok tanah air.
sehat dalam merebut pasar dalam negeri. Hal ini mengakibatkan PT. Sinar Sanata Electronis Industry mengalami masa yang surut dan kelabu. Untuk menghadapi keadaan yang kurang menguntungkan ini perusahaan berusaha untuk melakukan terobosan-terobosan pemasaran produk keluar negeri khususnya ke negera Asia Tenggara dan Asia Selatan. Sekitar tahun 1983, untuk pertama kali di bidang pemasaran tercatat sejarah baru yaitu berhasil mengekspor ke pulau Penang, Malaysia. Setahun kemudian (1984) perusahaan berhasil mendapatkan kontrak dari Malaysia dan Singapura. Walaupun jumlah produk yang diekspor keluar negeri tidak sebanyak jumlah yang terjual di dalam negeri, secara psikologistelah menumbuhkan kepercayaan diri bagi perusahaan dan mendorong semangat untuk lebih berkompetitif di pasar International. Pada saat ini, sedang dijajaki untuk memasarkan produk ke benua Australia dan Negara Timur Tengah.
2.2. Ruang Lingkup Bidang Usaha
Ruang lingkup bidang usaha PT. Sinar Sanata Electronic Industry adalah memproduksi bola lampu untuk kepentingan rumah tangga dan kendaraan bermotor/transportasi seperti sepeda motor, mobil dan pesawat terbang (jika ada permintaan).
2.3. Lokasi Perusahaan
Lokasi PT. Sinar Sanata Electronic Industry terletak di Jl.Pertahanan Lorong 3 No. 7A, Medan Amplas. Pertimbangan – pertimbangan yang dilakukan atas pemilihan lokasi perusahaan adalah sebagai berikut:
1. Dekat dengan daerah pemasaran yaitu Medan sekitarnya.
2. Dekat dengan pelabuhan Belawan, karena sebagian bahan baku berasal luar negeri seperti Thailand dan Vietnam.
3. Tersedianya tenaga kerja, karena dekat dengan daerah pemukiman masyarakat.
4. Tersedianya lahan yang cukup dan strategis untuk persyaratan pendirian pabrik.
2.4. Daerah Pemasaran
Daerah pemasaran PT. Sinar Sanata Electronic Industry meliputi Sumatera Selatan, Jakarta dan Surabaya. Tetapi perusahaan hanya berfokus pada provinsi Sumatera Utara saja, karena sementara itu perusahaan ini juga memiliki cabang di Sumatera Selatan, Jakarta dan Surabaya yang hanya merupakan distributor. Daerah pemasaran tidak hanya terpaku pada wilayah Indonesia saja, perusahaan juga melakukan ekspor sejumlah produk ke luar negeri seperti Malaysia dan Singapura, serta benua Australia dan Negara Timur Tengah dijadikan sebagai target pemasaran berikutnya.
2.5. Dampak Sosial Ekonomi
BAB III
LANDASAN TEORI
3.1. Referensi Penelitian Sistem Perawatan dengan Metode Reliability Centered Maintenance
Penelitian terhadap sistem perawatan pernah dilakukan dilakukan di PT. Philips Indonesia dan dituangkan dalam jurnal berjudul ” Evaluasi Manajemen Perawatan dengan Metode Reliability Centered Maintenance (RCM) pada Mesin Danner 1.3 di PT. X.” (Putra, 2011). PT.“Philips Indonesia bergerak dibidang industri manufaktur dengan hasil produksinya berupa lampu yang berbentuk tube
dan bulb. Permasalahan yang dihadapi adalah kerusakan yang terjadi sewaktu-waktu sebelum interval perawatan menyebabkan adanya kegiatan overhaul dan
replacement atau corrective maintenance yang menimbulkan adanya downtime
dan kemacetan atau berhentinya proses produksi serta biaya perawatan yang semakin besar sehingga menimbulkan kerugian yang cukup berarti bagi perusahaan.
Obyek penelitian ini adalah pada Mesin Danner 1.3 yaitu mesin yang digunakan untuk memproduksi glass tube. Metode penelitian yang digunakan adalah Reliability Centered Maintenance dengan memadukan analisis kualitatif yang meliputi FMEA dan RCM Decision Worksheet. Metode Reliability Centered
mesin Danner 1.3 dan FMEA digunakan untuk mengidentifikasi penyebab kegagalan serta efek yang ditimbulkan dari kegagalan tersebut.
Hasil penelitian diperoleh bahwa dari 24 komponen pada Mesin Danner 1.3 didapatkan 10 komponen kritis dan komponen kritis yang memiliki kegagalan potensial diantaranya belt gardan, gardan drive, recutting burner, slanting chain
dan tromol cutting. Sedangkan jenis kegiatan perawatan diperoleh Scheduled On
Condition Task sebanyak 3 komponen, Scheduled Restoration Task sebanyak 4
komponen dan Scheduled Discard Task sebanyak 3 komponen. Dengan interval perawatan berada antara 34,08 - 1264,28 jam dan biaya perawatan berada pada kisaran Rp.3.831,84 – Rp. 208.673,43 dengan effisiensi antara 12,22% - 63,02%.
Penelitian lainnya juga pernah dilakukan di PT. Nissin Biskuit Indonesia yang dituangkan dalam jurnal berjudul ”Pemetaan Perawatan untuk Meminimisasi
Breakdown dengan Pendekatan Reliability Centered Maintenance” (Hartini,
2012). Dalam penelitian ini, dilakukan analisis fungsi sistem yang tepat terhadap mesin Imaforni pada lini baking melalui pendekatan RCM untuk mengetahui moda kegagalan yang dapat menyebabkan sistem kehilangan fungsinya secara keseluruhan. Setelah melewati tahapan pengolahan dan analisis terhadap objek penelitian maka didapatkan bahwa sistem pembakaran langsung mempunyai persentase penyebab kegagalan terbesar yaitu sekitar 48,57 %. Dari analisis terhadap 42 komponen mesin maka didapatkan pemetaan tindakan perawatan, yaitu tindakan Time Directed terhadap 7 komponen kritis, Condition Directed
3.2. Perawatan
Perawatan adalah sebuah operasi atau aktivitas yang harus dilakukan secara berkala dengan tujuan untuk melakukan pergantian kerusakan peralatan dengan resources yang ada. Perawatan juga ditujukan untuk mengembalikan suatu sistem pada kondisinya agar dapat berfungsi sebagaimana mestinya, memperpanjang usia kegunaan mesin, dan menekan failure sekecil mungkin. Manajemen perawatan dapat digunakan untuk membuat sebuah kebijakan mengenai aktivitas perawatan, dengan melibatkan aspek teknis dan pengendalian manajemen ke dalam sebuah program perawatan. Pada umumnya, semakin tingginya aktivitas perbaikan dalam sebuah sistem, kebutuhan akan manajemen dan pengendalian di perawatan menjadi semakin penting. Berikut adalah sembilan pendekatan untuk membuat sebuah program perawatan yang efektif :
1. Mengidentifikasi kekurangan eksisting. 2. Membuat tujuan akhir dari program. 3. Menetapkan skala prioritas.
4. Menetapkan parameter untuk pengukuran performansi. 5. Menetapkan rencana jangka pendek dan juga jangka panjang. 6. Sosialisasi perencanaan terhadap bagian-bagian yang terkait. 7. Implementasi perencanaan.
8. Laporan berkala.
9. Pemeriksaan kemajuan secara rutin.
3.2.1. Tujuan Perawatan
Adapun tujuan dari dilakukannya perawatan (maintenance) yaitu :
1. Untuk memperpanjang usia kegunaan aset (yaitu setiap bagian dari suatu tempat kerja, bangunan, dan isinya). Hal ini paling penting di negara berkembang karena kurangnya sumber daya modal untuk pergantian. Tujuan utama dari perawatan (maintenance) antara lain:
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi (atau jasa) dan mendapatkan laba investasi (return on investment) maksimum yang mungkin.
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu, misalnya unit cadangan, unit pemadam kebakaran dan penyelamat, dan sebagainya.
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
3.2.2. Pengklasifikasian Perawatan
Adapun klasifikasi dari perawatan mesin adalah:
1. Preventive Maintenance
Preventive Maintenance adalah salah satu komponen penting dalam aktivitas
Beberapa tujuan dari preventive maintenance adalah mendeteksi lebih awal terjadinya kegagalan/kerusakan, meminimalisasi terjadinya kegagalan dan meminimalkan kegagalan produk yang disebabkan oleh kerusakan sistem. Ada empat faktor dasar dalam memutuskan penerapan preventive maintenance :
a. Mencegah terjadinya kegagalan. b. Mendeteksi kegagalan.
c. Mengungkap kegagalan tersembunyi (hidden failure).
d. Tidak melakukan apapun karena lebih efektif daripada dilakukan pergantian.
Terdapat empat kategori dalam mengspesifikasikan preventive maintenance. Keempat ketegori tersebut adalah sebagai berikut :
1. Time-Directed (TD) adalah perawatan yang diarahkan secara langsung
pada pencegahan kegagalan atau kerusakan.
2. Condition-Directed (CD) adalah perawatan yang diarahkan pada deteksi
kegagalan atau gejala-gejala kerusakan.
3. Failure-Finding (FF) adalah perawatan yang diarahkan pada penemuan
kegagalan tersembunyi.
4. Run-to-Failure (RTF) adalah perawatan yang didasarkan pada
2. Predictive Maintenance
Predictive maintenance didefinisikan sebagai pengukuran yang dapat
mendeteksi degradasi sistem, sehingga penyebabnya dapat dieliminasi atau dikendalikan tergantung pada kondisi fisik komponen. Hasilnya menjadi indikasi kapabilitas fungsi sekarang dan masa depan. Pada dasarnya,
predictive maintenance berbeda dengan preventive maintenance dengan
berdasarkan kebutuhan perawatan pada kondisi aktual mesin dari pada jadwal yang telah ditentukan. Dapat dikatakan bahwa preventive maintenance
bersifat time-based, seperti pergantian oli setiap 3000 jam kerja. Hal ini tidak memperhatikan performa dan kondisi aktual mesin. Jika dilakukan pemeriksaan, mungkin penggantian oli dapat diperpanjang hingga 5000 jam kerja. Hal ini yang membedakan antara preventive maintenance dengan
predictive maintenance dimana predictive maintenance menekankan kegiatan
perawatan pada kondisi aktual.
3. Time Directed Maintenance
Time directed maintenance dapat dilakukan apabila variabel waktu dari
komponen atau sistem diketahui. Kebijakan perawatan yang sesuai untuk diterapkan pada time directed maintenance adalah periodic maintenance dan
on-condition maintenance. Periodic maintenance (hard time maintenance)
4. Condition Based Maintenance
Condition Base Maintenance merupakan aktivitas perawatan pencegahan
yang dilakukan berdasarkan kondisi tertentu dari suatu komponen atau sistem, yang bertujuan untuk mengantisipasi sebuah komponen atau sistem agar tidak mengalami kerusakan. Karena variabel waktunya tidak pasti diketahui, kebijakan yang sesuai dengan kondisi tersebut adalah predictive
maintenance. Predictive Maintenance merupakan suatu kegiatan perawatan
yang dilakukan dengan menggunakan sistem monitoring, misalnya analisis dan komposisi gas.
5. Failure Finding
Failure Finding merupakan kegiatan perawatan pencegahan yang bertujuan
untuk mendeteksi kegagalan yang tersembunyi, dilakukan dengan cara memeriksa fungsi tersembunyi (hidden function) secara periodik untuk memastikan kapan suatu komponen mengalami kegagalan.
6. Run to Failure
Run to Failure tergolong sebagai perawatan pencegahan karena faktor
7. Corrective Maintenance
Corrective Maintenance merupakan kegiatan perawatan yang dilakukan
untuk mengatasi kegagalan atau kerusakan yang ditemukan selama masa waktu preventive maintenance. Pada umumnya, corrective maintenance bukanlah aktivitas perawatan yang terjadwal, karena dilakukan setelah sebuah komponen mengalami kerusakan dan bertujuan untuk mengembalikan kehandalan sebuah komponen atau sistem ke kondisi semula. (Corder, 1992.
Teknik Manajemen Pemeliharaan. Jakarta: Erlangga)
3.3. Reliability Centered Maintenance
Reliability Centered Maintenance didefinisikan sebagai sebuah proses
yang digunakan untuk menentukan kebutuhan perawatan terhadap aset yang bersifat fisik dalam konteks operasinya. Secara mendasar, metodologi ini menyadari bahwa semua peralatan pada sebuah fasilitas tidak memiliki tingkat prioritas yang sama. RCM menyadari bahwa disain dan operasi dari peralatan berbeda-beda sehingga memiliki peluang kegagalan yang berbeda-beda juga. (Moubray,1997)
maintenance pada peralatan yang tidak berbiaya mahal dan tidak penting terhadap
reliability peralatan lebih baik dilakukan pendekatan reactive maintenance. Tujuan dari RCM adalah:
1. Untuk membangun suatu prioritas disain untuk memfasilitasi kegiatan perawatan yang efektif.
2. Untuk merencanakan preventive maintenance yang aman dan handal pada level-level tertentu dari sistem.
3. Untuk mengumpulkan data-data yang berkaitan dengan perbaikan item dengan berdasarkan bukti kehandalan yang tidak memuaskan.
4. Untuk mencapai ketiga tujuan di atas dengan biaya yang minimum.
Karena RCM sangat menitikberatkan pada penggunaan predictive
maintenance, maka keuntungan dan kerugiannya juga hampir sama. Adapun
keuntungan RCM adalah sebagai berikut:
1. Dapat menjadi program perawatan yang paling efisien.
2. Biaya yang lebih rendah dengan mengeliminasi kegiatan perawatan yang tidak diperluka n.
3. Minimisasi frekuensi overhaul.
4. Minimisasi peluang kegagalan peralatan secara mendadak.
5. Dapat memfokuskan kegiatan perawatan pada komponen-komponen kritis. 6. Meningkatkan reliability komponen.
7. Menggabungkan root cause analysis.
Metodologi RCM dijelaskan dalam empat fitur unik: 1. Pemeliharaan fungsi-fungsi komponen.
2. Identifikasi apa yang dapat menyebabkan terjadinya kegagalan. 3. Prioritaskan kebutuhan fungsi.
4. Memilih kegiatan perawatan yang efektif dan aplikatif terhadap prioritas kegagalan yang tinggi.
Adapun langkah-langkah dalam menganalisa sistem berdasarkan RCM (Alghofari.2006):
1. Seleksi sistem dan pengumpulan informasi.
Pada saat keputusan untuk melaksanakan program RCM pada mesin atau fasilitas, maka muncul dua pertanyaan:
a. Pada level perakitan (komponen, sistem) proses analisis harus dilakukan? b. Apakah keseluruhan fasilitas/mesin mendapat proses, jika tidak, pemilihan
yang bagaimana yang harus dibuat?
Cara yang langsung dan terpercaya yang dapat menyelesaikan pertanyaan ini adalah aturan 80-20. Untuk menerapkan aturan 80-20 sebagai dasar dalam pemilihan sistem, kita harus mengumpulkan data yang berhubungan dengan
downtime dan menggambarkannya dalam diagram pareto. Dalam
a. Sistem skematik atau block diagram.
b. Buku manual untuk sistem yang mungkin memiliki informasi penting dari disain dan operasi sistem.
c. Data historis peralatan.
d. Sistem operasi manual, yang memiliki detail bagaimana sistem tersebut berfungsi.
e. Spesifikasi sistem disain. 2. Definisikan batasan sistem.
Ada dua alasan mengapa definisi batasan sistem diperlukan dalam analisa proses RCM:
a. Pasti terdapat pengetahuan dari apa yang telah dan belum dimasukkan dalam sistem sehingga daftar komponen yang akurat dapat dianalisa.
b. Batasan-batasan yang akan menentukan faktor dalam menentukan apa yang masuk dan keluar dari sistem. Hal ini diperlukan pemahaman mengenai apa yang termasuk dalam sistem dan yang tidak.
3. Deksripsi sistem dan blok diagram fungsi.
Setelah seleksi sistem selesai dan batasan sistem juga selesai, maka dilanjutkan pada langkah ketiga untuk identifikasi dan mendokumentasikan detail-detail penting dari sistem. Lima item yang dikembangkan pada langkah ini adalah:
a. Deskripsi Sistem
d. Struktur Sistem Breakdown e. Historis Peralatan
4. Fungsi sistem dan kegagalan fungsi.
Pada bagian ini, proses analisis difokuskan pada kegagalan fungsi, bukan kegagalan peralatan. Biasanya kegagalan fungsi memiliki dua atau lebih kondisi yang menyebabkan kegagalan parsial, minor maupun mayor pada sistem.
5. FMEA (Failure Mode and Effect Analysis)
FMEA merupakan suatu metode yang bertujuan untuk mengevaluasi desain sistem dengan mempertimbangkan bermacam-macam mode kegagalan dari sistem yang terdiri dari komponen komponen dan menganalisis pengaruh-pengaruhnya terhadap keandalan sistem tersebut. Dengan penelusuran pengaruh-pengaruh kegagalan komponen sesuai dengan level sistem, item-item khusus yang kritis dapat dinilai dan tindakan-tindakan perbaikan diperlukan untuk memperbaiki desain dan mengeliminasi atau mereduksi probabilitas dari mode-mode kegagalan yang kritis.
Dalam FMEA, dapat dilakukan perhitungan RPN untuk menentukan tingkat kegagalan tertinggi. Risk Priority Number (RPN) merupakan hubungan antara tiga buah variabel yaitu Severity (Keparahan), Occurrence (Frekuensi Kejadian), Detection (Deteksi Kegagalan) yang menunjukkan tingkat resiko yang mengarah pada tindakan perbaikan.
sejauh mana pengaruhnya terhadap fungsi sistem secara keseluruhan, sehingga kita akan dapat memberikan perilaku lebih terhadap komponen tersebut dengan tindakan pemeliharaan yang tepat. Hal utama dalam FMEA
adalah Risk Priority Number (RPN). RPN merupakan produk matematis dari keseriusan effect (severity), kemungkinan terjadinya cause akan menimbulkan kegagalan yang berhubungan dengan effect (occurrence), dan kemampuan untuk mendeteksi kegagalan sebelum terjadi (detection). RPN dapat ditunjukkan dengan persamaan sebagai berikut :
RPN = Severity * Occurrence * Detection
Hasil dari RPN menunjukkan tingkatan prioritas peralatan yang dianggap beresiko tinggi, sebagai penunjuk ke arah tindakan perbaikan. Ada tiga komponen yang membentuk nilai RPN tersebut. Ketiga komponen tersebut adalah:
a. Severity
Tabel 3.1. Tingkatan Severity
Rating Criteria of Severity Effect
10 Tidak berfungsi sama sekali
9 Kehilangan fungsi utama dan menimbulkan peringatan
8 Kehilangan fungsi utama
7 Pengurangan fungsi utama
6 Kehilangan kenyamanan fungsi penggunaan 5 Mengurangi kenyamanan fungsi penggunaan 4 Perubahan fungsi dan banyak pekerja menyadari adanya
masalah
3 Tidak terdapat efek dan pekerja menyadari adanya masalah 2 Tidak terdapat efek dan pekerja tidak menyadari adanya
masalah
1 Tidak ada efek
(Sumber: Harpco Systems)
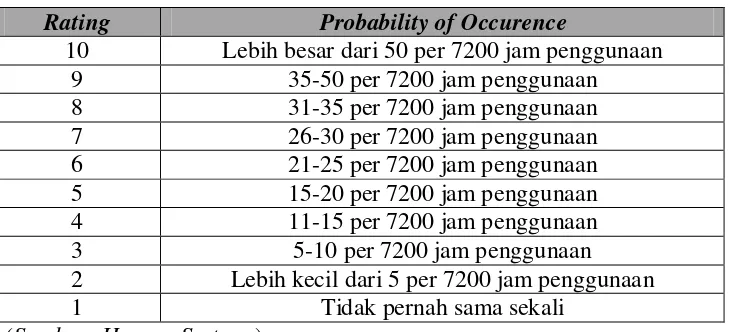
b. Occurrence
Occurence adalah tingkat keseringan terjadinya kerusakan atau kegagalan.
Occurence berhubungan dengan estimasi jumlah kegagalan kumulatif yang muncul akibat suatu penyebab tertentu pada mesin. Nilai rating Occurence
antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki nilai kumulatif yang tinggi atau sangat sering terjadi. Tingkatan frekuensi terjadinya kegagalan (occurrence) dapat dilihat pada Tabel 3.2.
Tabel 3.2. Tingkatan Occurrence
Rating Probability of Occurence
10 Lebih besar dari 50 per 7200 jam penggunaan 9 35-50 per 7200 jam penggunaan 8 31-35 per 7200 jam penggunaan 7 26-30 per 7200 jam penggunaan 6 21-25 per 7200 jam penggunaan 5 15-20 per 7200 jam penggunaan 4 11-15 per 7200 jam penggunaan 3 5-10 per 7200 jam penggunaan 2 Lebih kecil dari 5 per 7200 jam penggunaan
1 Tidak pernah sama sekali
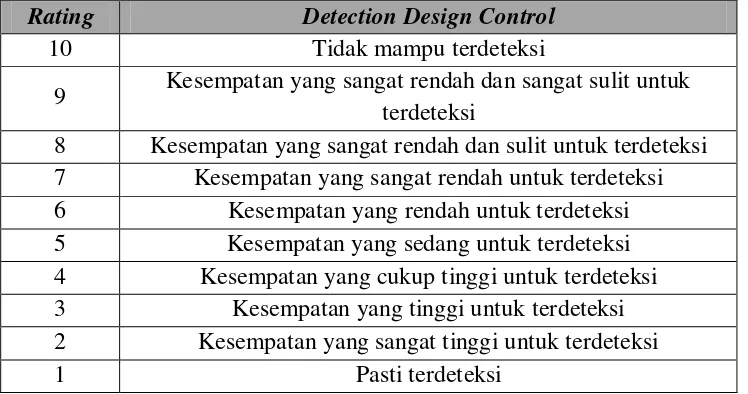
[image:40.595.132.497.557.723.2]c. Detection
Detection adalah pengukuran terhadap kemampuan mengendalikan atau
[image:41.595.127.501.251.448.2]mengontrol kegagalan yang dapat terjadi. Nilai detection dapat dilihat pada Tabel 3.3.
Tabel 3.3. Tingkatan Detection
Rating Detection Design Control
10 Tidak mampu terdeteksi
9 Kesempatan yang sangat rendah dan sangat sulit untuk terdeteksi
8 Kesempatan yang sangat rendah dan sulit untuk terdeteksi 7 Kesempatan yang sangat rendah untuk terdeteksi 6 Kesempatan yang rendah untuk terdeteksi 5 Kesempatan yang sedang untuk terdeteksi 4 Kesempatan yang cukup tinggi untuk terdeteksi 3 Kesempatan yang tinggi untuk terdeteksi 2 Kesempatan yang sangat tinggi untuk terdeteksi
1 Pasti terdeteksi
(Sumber: Harpco Systems)
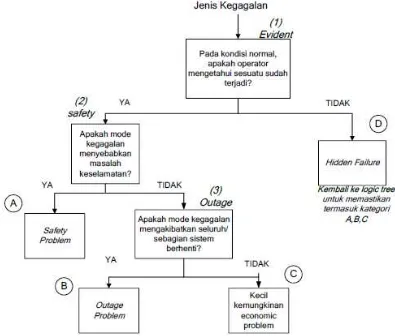
6. Analisa Pohon Logika (LTA)
dalam satu dari empat kategori. Empat hal yang penting dalam analisis kekritisan yaitu sebagai berikut:
a. Evident, yaitu apakah operator mengetahui dalam kondisi normal, telah
terjadi ganguan dalam sistem.
b. Safety, yaitu apakah mode kerusakan ini menyebabkan masalah
keselamatan.
c. Outage, yaitu apakah mode kerusakan ini mengakibatkan seluruh atau
sebagian mesin terhenti.
d. Category, yaitu pengkategorian yang diperoleh setelah menjawab
pertanyaan-pertanyaan yang diajukan. Pada bagian ini komponen terbagi dalam 4 kategori, yakni:
o Kategori A (Safety problem) o Kategori B (Outage problem) o Kategori C (Economic problem) o Kategori D (Hidden failure)
Pada Gambar 3.1. dapat dilihat struktur pertanyaan dari Logic Tree Analysis
Gambar 3.1. Struktur Logic Tree Analysis
(Sumber : RCM-Gateaway to World Class Maintenance Hal. 110)
7. Pemilihan Kegiatan
Tugas yang dipilih dalam kegiatan preventive maintenance harus memenuhi syarat berikut :
a. Aplikatif, tugas tersebut akan dapat mencegah kegagalan, mendeteksi kegagalan atau menemukan kegagalan tersembunyi.
3.4. Pola Distribusi Data dalam Keandalan/Reliability
Pola distribusi data dalam Keandalan/Reliability antara lain:
1. Pola Distribusi Weibull
Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan dan keandalan pada komponen. Adapun fungsi distribusi kumulatif dari pola distibusi weibull yaitu :
F(t) = − − β α t exp 1
Parameter β disebut dengan parameter bentuk atau kemiringan weibull
(weibull slope), sedangkan parameter α disebut dengan parameter skala atau
karakteristik hidup. Bentuk fungsi distribusi weibull bergantung pada parameter bentuknya (β), yaitu:
β < 1 : Distribusi weibull akan menyerupai distribusi hyper-exponential
dengan laju kerusakan cenderung menurun.
β = 1 : Distribusi weibull akan menyerupai distribusi eksponensial dengan
laju kerusakan cenderung konstan.
β > 1 : Distribusi weibull akan menyerupai distribusi normal dengan laju
kerusakan cenderung meningkat. 2. Pola Distribusi Normal
F(t) =
[
t]
dt t − −∫
2 2 0 2 exp 2 1 σ µ π σKosep reliability distribusi normal tergantung pada nilai μ (rata-rata) dan σ (standar deviasi).
3. Pola Distribusi Lognormal
Distribusi lognormal merupakan distribusi yang berguna untuk menggambarkan distribusi kerusakan untuk situasi yang bervariasi. Distribusi lognormal banyak digunakan di bidang teknik, khusunya sebagai model untuk berbagai jenis sifat material dan kelelahan material. Adapun fungsi distribusi kumulatif dari pola distibusi lognormal yaitu :
F(t) =
[
t]
dtt t − −
∫
∞ − 2 2 2 ) ln( exp 2 1 σ µ π σKosep reliability distribusi normal tergantung pada nilai μ (rata-rata) dan σ (standar deviasi).
4. Pola Distribusi Eksponensial
Distribusi eksponensial sering digunakan dalam berbagai bidang, terutama dalam teori keandalan. Hal ini disebabkan karena pada umumnya data kerusakan mempunyai perilaku yang dapat dicerminkan oleh distribusi eksponensial. Distribusi eksponensial akan tergantung pada nilai λ, yaitu laju
kegagalan (konstan). . Adapun fungsi distribusi kumulatif dari pola distibusi eksponensial yaitu :
F(t) = 1 - t
5. Pola Distribusi Gamma
Distribusi Gamma memiliki karakter yang hampir mirip dengan distribusi Weibull dengan shape parameter β dan scale parameter α. Dengan
memvariasikan nilai kedua parameter tersebut maka ada banyak jenis sebaran data yang dapat diwakili oleh distribusi Gamma. Adapun fungsi distribusi kumulatif dari pola distibusi gamma yaitu :
F(t) = t dt
T t t −
∫
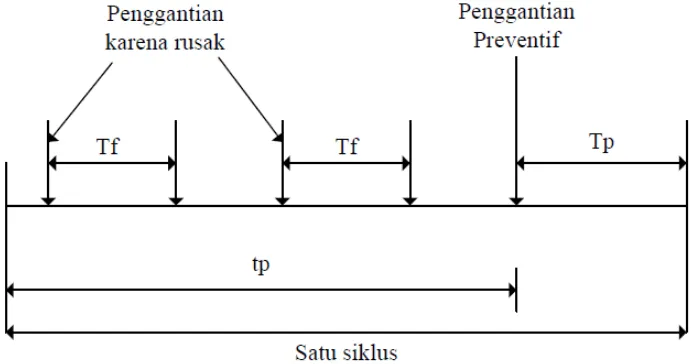
αβ −β α β exp ) ( 0 13.5. Interval Penggantian Komponen dengan Total Minimum Downtime
menentukan penggantian komponen yang optimum berdasarkan interval waktu, tp, diantara penggantian preventif dengan menggunakan kriteria meminimumkan total downtime per unit waktu, dapat dijelaskan melalui Gambar 3.2.
Gambar 3.2. Penggantian Komponen Berdasarkan Interval Waktu Dari Gambar 3.5, dapat dilihat bahwa total downtime per unit waktu untuk tindakan penggantian preventif pada waktu tp, dinotasikan sebagai D(tp) adalah:
D(tp) =
p P
T T H
+ +
p f p
t T ) t (
H(tp) : Banyaknya kerusakan (kagagalan) dalam interval waktu (0,tp), merupakan
nilai harapan (expected value)
Tf : Waktu yang diperlukan untuk penggantian komponen karena kerusakan.
Tp : Waktu yang diperlukan untuk penggantian komponen karena tindakan
komponen yang memiliki distribusi kegagalan mengikuti distribusi peluang tertentu dengan fungsi peluang f(t), maka nilai harapan (expected value) banyaknya kegagalan yang terjadi dalam interval waktu (0,tp) dapat dihitung sebagai berikut:
H(tp) =
∑
[
]
∫
− = + − − + 1 0 1 ) ( ) 1 ( 1 tp i i i t F i tp H
H(0) ditetapkan sama dengan nol, sehingga untuk tp = 0, maka H(tp) = H(0) = 0.
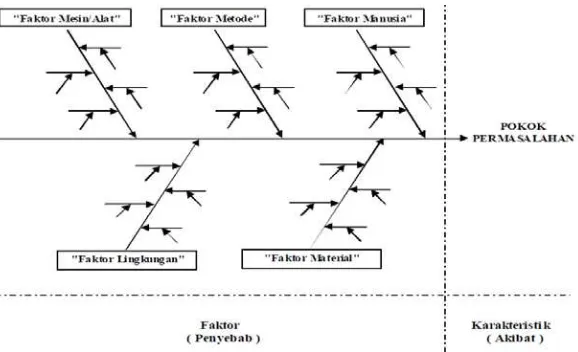
3.6.Diagram Tulang Ikan ( Fishbone Diagram)
Fishbone diagram atau diagram tulang ikan merupakan diagram yang
menggambarkan hubungan antara karakteristik kualitas atau akibat dengan faktor-faktor penyebabnya sehingga didapatkan suatu hubungan sebab akibat untuk mencari akar dari suatu pokok permasalahan ditinjau dari berbagai faktor yang ada.
o Man / Manusia
o Material / Material
o Method / Cara
o Machine / Mesin
o Environment / Lingkungan
Fishbone dibuat dengan cara sumbang saran (mengumpulkan pendapat
sebanyak-banyaknya dari anggota yang hadir). Prinsip sumbang saran : 1. Jangan mengkritik pendapat orang lain
2. Jangan menghambat orang lain mengeluarkan pendapat 3. Makin banyak pendapat makin baik.
4. Karakteristik mutu (akibat) yang ada di kepala ikan sebaiknya sudah spesifik karena bila karakteristik mutu (akibat) masih bersifat umum (masih luas), maka faktor-faktor penyebab yang ada pada diagram juga akan bersifat umum, sehingga diagram sebab-akibat menjadi terlalu rumit. Banyak faktor-faktor yang tidak relevan masuk dalam diagram. Walaupun secara teknis tidak salah, tetapi kurang efektif untuk digunakan dalam pemecahan masalah.
3.6.1. Langkah-langkah Pembuatan Fishbone
Adapun langkah-langkah pembuatan fishbone diagram yaitu : 1. Menentukan karakteristik mutu (masalah yang akan diperbaiki)
3. Menggambarkan panah kedua (tulang besar) dengan arah panah menuju panah pertama. Menuliskan di bagian ekor panah tersebut faktor-faktor yang dapat menyebabkan timbulnya masalah tersebut (misalnya Man, Material,
Method, Machine dan Environment disingkat 4M+1E). Memberi kotak atau
elips atau bentuk lainnya pada faktor-faktor tersebut.
4. Menggambarkan panah ketiga (tulang sedang), tanyakan ”WHY” (mengapa) terjadi masalah pada faktor ”Orang ”.
5. Mengulangi langkah keempat untuk tulang yang lebih kecil untuk mendapatkan penyebab yang lebih spesifik. Tanyakan ”WHY” berulang-ulang sampai mendapatkan penyebab yang tidak bisa diurai lagi.
6. Mengulangi langkah ketiga sampai langkah kelima untuk faktor penyebab yang lain.
[image:50.595.159.448.497.673.2]7. Menguji logika hubungan antara penyebab yang paling spesifik dengan akibat yang ada di kepala ikan .
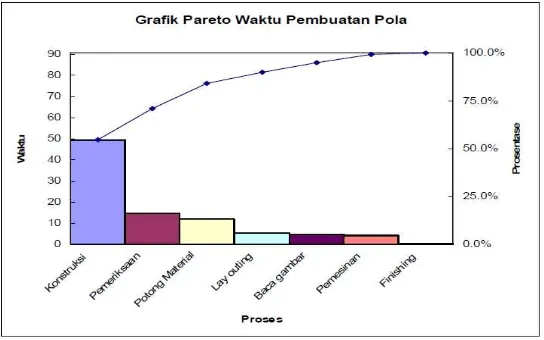
3.7. Diagram Pareto
Diagram Pareto (Pareto Chart) adalah diagram yang dikembangkan oleh seorang ahli ekonomi Italia yang bernama Vilfredo Pareto pada abad XIX
(Nasution,2004: 114). Diagram Pareto digunakan untuk memperbandingkan
berbagai kategori kejadian yang disusun menurut ukurannya, dari yang paling besar di sebelah kiri ke yang paling kecil di sebelah kanan. Susunan tersebut membantu menentukan pentingnya atau prioritas kategori kejadian-kejadian atau sebab-sebab kejadian yang dikaji atau untuk memngetahui masalah utama proses. Kegunaan Diagram Pareto sebagai berikut :
1. Menunjukkan prioritas sebab-sebab kejadian atau persoalan yang perlu ditangani
2. Membantu memusatkan perhatian pada persoalan utama yang harus ditangani dalam upaya perbaikan.
3. Menunjukkan hasil upaya perbaikan. Setelah dilakukan tindakan koreksi berdasar proritas, kita dapat mengadakan pengukuran ulang dan memuat diagram Pareto baru. Apabila terdapat perubahan dalam diagram Pareto baru, maka tindakan korektif ada efeknya.
4. Menyusun data menjadi informasi yang berguna, data yang besar dapat menjadi informasi yang signifikan.
digunakan pada semua tahap PDCA cycle. Pada tahap evaluasi hasil, diagram Pareto ditampilkan untuk melihat perbedaan pada waktu sebelum dan sesudah proses penanggulangan untuk mengetahui efek upaya perbaikan. Berikut adalah contoh grafik pareto :
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu PenelitianPenelitian ini dilakukan pada PT. Sinar Sanata Electronic Industry yang berlokasi di Jalan Pertahanan Lorong 3 Nomor 7A, Medan Amplas. Penelitian ini dilakukan selama 1 bulan.
4.2. Objek Penelitian
Objek penelitian yang diamati adalah mesin-mesin produksi yang berfokus pada prosedur perawatan, tingkat kerusakan mesin, downtime produksi, dan komponen kritis mesin.
4.3. Jenis Penelitian
Penelitian mengenai sistem perawatan ini bersifat applied research dan
quantitative research. Penelitian ini digolongkan sebagai applied research
berdasarkan tujuan penelitian ini sendiri yang diterapkan untuk memecahkan masalah nyata yang terjadi secara empiris di perusahaan. Sedangkan penggolongan penelitian ini ke dalam quantitative research berdasarkan metode pengambilan data nya yang bersifat kuantitatif langsung berupa nilai pasti dari objek penelitian. (Sukaria Sinulingga. 2011)
4.4. Variabel Penelitian
1. Variabel Independen
Variabel independen adalah variabel yang mempengaruhi atau yang menjadi sebab perubahannya atau timbulnya variabel dependen (terikat) baik secara positif maupun secara negatif. Variabel independen yang berpengaruh terhadap perancangan penelitian adalah:
a. Data historis kerusakan mesin. b. Data komponen kritis
c. Data lama perbaikan komponen. 2. Variabel Dependen
Variabel dependen adalah variabel-variabel yang dipengaruhi atau yang menjadi akibat karena adanya variabel bebas. Disebut variabel terikat karena variabel ini dipengaruhi oleh variabel bebas. Variabel dependen yang dipengaruhi oleh perancangan penelitian adalah tingkat produktivitas.
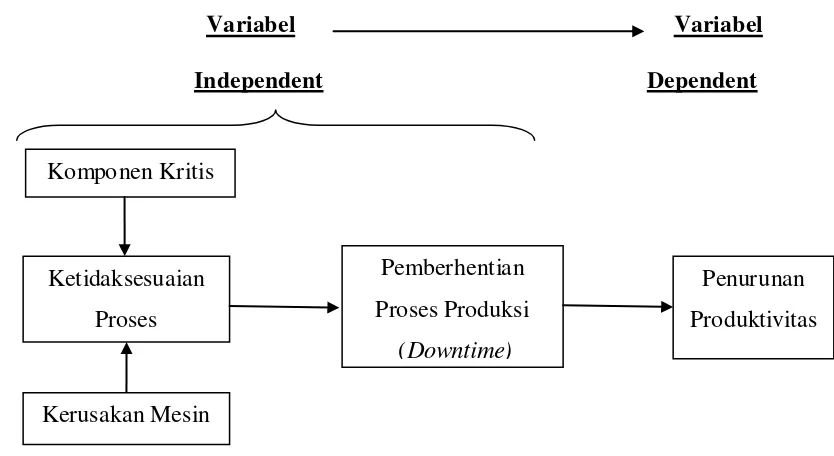
4.5. Kerangka Konseptual Penelitian
Variabel
[image:55.595.103.520.108.336.2]Variabel Independent Dependent
Gambar 4.1. Kerangka Konseptual Penelitian 4.6. Rancangan Penelitian
Penelitian dilaksanakan dengan mengikuti langkah-langkah sebagai berikut:
1. Pada awal penelitian dilakukan studi pendahuluan untuk mengetahui kondisi perusahaan, proses produksi, dan informasi pendukung yang diperlukan serta studi literatur tentang metode pemecahan masalah yang digunakan dan teori pendukung lainnya.
2. Tahapan selanjutnya adalah melakukan pengumpulan data. 3. Data yang dikumpulkan dipilah menjadi dua jenis yaitu:
a. Data primer berupa existing sistem perawatan saat ini, penyebab kerusakan, efek dan sistem deteksi terhadap kerusakan.
b. Data sekunder berupa data historis perbaikan. Komponen Kritis
Ketidaksesuaian Proses
Pemberhentian Proses Produksi
(Downtime)
Penurunan Produktivitas
6. Dilakukan analisis terhadap hasil pengolahan data. 7. Ditarik kesimpulan dan diberikan saran untuk penelitian 4.7. Metode Pengumpulan Data
Metode yang digunakan dalam memperoleh data primer tersebut adalah dengan melakukan wawancara dan kegiatan tanya jawab dengan operator, supervisor dan mekanik secara langsung di lapangan. Metode pengumpulan data sekunder tersebut dilakukan dengan melihat dan mencatat dokumen yang ada di perusahaan. Adapun dokumen yang digunakan adalah dokumen breakdown mesin, dokumen pergantian spare parts, dan buku jurnal mekanik.
4.8. Metode Pengolahan Data
Metode yang digunakan dalam pengolahan data adalah metode Reliability
Centered Maintenance. Langkah-langkah RCM adalah:
1. Seleksi sistem dan pengumpulan informasi. 2. Definisi batasan sistem.
3. Deskripsi sistem dan blok diagram fungsi. 4. Fungsi sistem dan kegagalan fungsi.
5. FMEA (Failure Mode and Effect Analysis)
6. Logic Tree Analysis (LTA)
7. Pemilihan kegiatan.
8. Penentuan Total Minimum Downtime (TMD) dan penentuan interval perawatan yang optimum.
4.9. Analisis Pemecahan Masalah
Analisis yang terhadap hasil pengolahan data adalah sebagai berikut : 1. Analisis FMEA untuk menentukan perawatan terhadap mesin kritis.
2. Analisis Total Minimum Downtime (TMD) untuk menentukan jadwal perawatan.
3. Analisis usulan kegiatan perawatan.
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Data adalah sekumpulan informasi awal yang akan diolah dan dijadikan informasi akhir sebagai acuan pengambilan keputusan akhir. Data yang diambil dan diperlukan untuk proses pengolahan data selanjutnya adalah data waktu
downtime produksi, data historis kerusakan mesin dan waktu perbaikan korektif komponen kritis periode Januari 2011- Desember 2011.
5.1.1. Data Waktu Downtime Produksi
[image:58.595.111.515.478.716.2]Data waktu downtime produksi PT Sinar Sanata Electronic Industry dapat dilihat pada Tabel 5.1.
Tabel 5.1. Data Downtime Mesin Produksi Periode 2011
Bulan Jam Produksi (Jam) Downtime (Jam) % Downtime
Januari 161 3.888 2.415
Februari 168 10.155 6.045
Maret 180 8.042 4.468
April 168 5.625 3.348
Mei 172 5.86 3.407
Juni 170 6.352 3.736
Juli 168 6.405 3.813
Tabel 5.1. Data Downtime Mesin Produksi Periode 2011 (Lanjutan)
Bulan Jam Produksi (Jam) Downtime (Jam) % Downtime
September 170 5.54 3.259
Oktober 168 10.572 6.293
November 172 7.143 4.153
Desember 166 6.003 3.616
Total 2043 83,815
Rata-rata 170,25 6,985 4,094
Sumber : PT. Sinar Sanata Electronic Industry
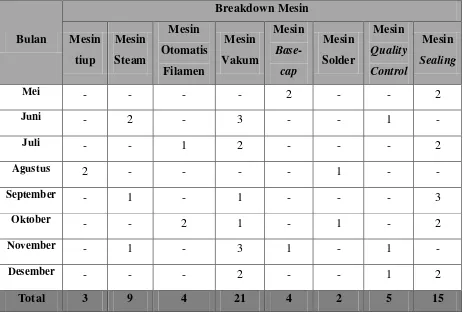
5.1.2. Data Historis Kerusakan Mesin Produksi
Dalam proses produksi pembuatan bola lampu di PT. Sinar Sanata Electronic Industry ini menggunakan beberapa mesin diantaranya yaitu mesin tiup, mesin steam, mesin otomatis filamen, mesin vakum, mesin base-cap, mesin solder, mesin quality control dan mesin sealing. Tabel 5.2. menunjukkan tingkat frekuensi breakdown tiap mesin pada periode Januari 2011- Desember 2011.
Tabel 5.2. Frekuensi Breakdown Mesin Produksi Periode Januari-Desember 2011 Bulan Breakdown Mesin Mesin tiup Mesin Steam Mesin Otomatis Filamen Mesin Vakum Mesin Base-cap Mesin Solder Mesin Quality Control Mesin Sealing
Januari - - - 1 1 - - 1
Februari - 2 1 4 - - - 2
[image:59.595.85.546.567.755.2]Tabel 5.2. Frekuensi Breakdown Mesin Produksi Periode Januari-Desember 2011 (Lanjutan)
Bulan Breakdown Mesin Mesin tiup Mesin Steam Mesin Otomatis Filamen Mesin Vakum Mesin Base-cap Mesin Solder Mesin Quality Control Mesin Sealing
Mei - - - - 2 - - 2
Juni - 2 - 3 - - 1 -
Juli - - 1 2 - - - 2
Agustus 2 - - - - 1 - -
September - 1 - 1 - - - 3
Oktober - - 2 1 - 1 - 2
November - 1 - 3 1 - 1 -
Desember - - - 2 - - 1 2
Total 3 9 4 21 4 2 5 15
Sumber : PT. Sinar Sanata Electronic Industry
Berdasarkan hasil rekapitulasi jumlah breakdown mesin, dapat dilihat bahwa frekuensi breakdown mesin vakum dan mesin sealing jauh lebih tinggi daripada frekuensi breakdown mesin yang lain.
Adapun jenis-jenis kerusakan yang terjadi pada mesin vakum dan mesin
sealing yaitu :
1. Mesin Vakum : a. Rubber S-205 aus
2. Mesin Sealing : a. Roll karet seal aus b. Coupling mesin rusak c. Bearing 2404-1SG rusak
[image:61.595.93.530.360.652.2]Kerusakan yang terjadi pada permesinan ini terjadi dalam jangka waktu yang tidak tentu. Adapun interval kerusakan komponen kritis ditampilkan dalam Tabel 5.3.
Tabel 5.3. Interval Waktu Kerusakan Komponen Kritis (Hari)
No
Mesin Vakum Mesin Sealing
Rubber S-205
Selang Gas Argon
Bearing
5201-3VG
Selang Penghisap
Udara
Roll
Karet
Seal
Coupling Bearing
2404-1SG
1 31 21 162 66 28 129 151
2 29 55 123 40 27 106 74
3 51 69 187 51 54
4 42 154 68
5 69 79
6 30 68
7 33
8 28
5.1.3. Waktu Perbaikan Korektif Komponen Kritis
[image:62.595.118.507.232.430.2]Adapun waktu yang diperkukan untuk memperbaiki komponen-komponen kritis yang disebutkan pada Tabel 5.3. di atas dapat dilihat pada Tabel 5.4.
Tabel 5.4. Waktu Perbaikan Korektif Komponen Kritis Mesin Komponen Kritis Waktu Perbaikan Korektif
(menit) *
Vakum
Rubber S-205 45
Selang penghisap udara 30 Selang pipa gas argon 80
Bearing 5201-3VG 75
Sealing
Roll karet seal 30
Coupling 125
Bearing 2404-1SG 65
Sumber : PT. Sinar Sanata Electronic Industry
*waktu perbaikan korektif diambil dari rata-rata waktu perbaikan atau penggantian komponen selama periode tahun 2011
5.2. Pengolahan Data
5.2.1. Kebijakan Sistem Perawatan Sekarang
Sistem perawatan yang diterapkan oleh PT. Sinar Sanata Electronic Industry saat ini yaitu bersifat corrective maintenance. Pada corrective
maintenance, komponen hanya diganti saat terjadi kerusakan. Adapun tahap
Tahapan perawatan ini dilakukan sebelum kegiatan produksi berlangsung. Aktivitas perawatan yang dilakukan pada tahap ini meliputi pemberian pelumas pada mesin, penyetelan transmisi gigi, dan pegaturan komponen lain yang diperlukan.
2. Tahap pasca-operasional
Tahapan perawatan ini dilakukan setelah kegiatan produksi selesai. Aktivitas perawatan yang dilakukan pada tahap ini meliputi penyetelan kembali transmisi gigi, pembersihan mesin dari sisa scrap dan pembersihan badan mesin.
3. Perbaikan komponen permesinan yang mengalami kerusakan
Tahapan perawatan ini dilakukan ketika mesin mengalami kerusakan. Adapun aktivitas perawatan yang dilakukan pada tahapan ini akan dijelaskan dalam bentuk flowchart pada Gambar 5.1. Dari flowchart berikut dapat terlihat bahwa sistem perawatan sekarang memiliki beberapa kelemahan yaitu tidak adanya jadwal pergantian komponen yang mengakibatkan kurangnya persiapan sumber daya dalam menghadapi kerusakan, dan prosedur perawatan belum tersedia dengan jelas untuk tindakan pergantian komponen.
Pada Tabel 5.5. akan dilakukan identifikasi penyebab tingginya downtime
mesin-mesin produksi PT. Sinar Sanata Electronic Industry yang terjadi pada sistem perawatan sekarang dengan menggunakan Cause and Effect Diagram
(Fishbone Diagram). Identifikasi ini bertujuan untuk mencari tahu penyebab
Kerusakan Komponen
Operator melaporkan kerusakan ke bagian maintenance
Apakah Mekanik Tersedia?
Mekanik menganalisis kerusakan dan kebutuhan spare part
Mekanik melaporkan hasil analisis ke supervisor
Acc Supervisor?
Mekanik mengisi form pengambilan spare part
Sumber Daya Tersedia?
Mekanik melakukan perbaikan
Mesin berfungsi kembali?
Mekanik mencatat penyebab kerusakan, waktu perbaikan, dan tindakan perbaikan yang dilakukan
Selesai
Menunggu
Menunggu Ya
Tidak
Ya
Tidak
Ya
Tidak
[image:65.595.176.478.93.749.2]Tabel 5.5. Identifikasi Penyebab Tingginya Downtime Sistem Perawatan Mesin Sekarang
Faktor Umum
Mengapa terjadi?
Level 1 Level 2 Level 3
Manpower/ personnel Ketelitian dan kepedulian operator produksi dalam menjaga fungsi mesin masih rendah
Pemahaman operator terhadap operasi dan
fungsi serta kegagalan mesin rendah Komunikasi prosedur perawatan mesin produksi dengan operator per shift
belum baik Methods (prosedur) Metode perawatan masih bersifat Corrective maintenance Tindakan pemeliharaan komponen kurang Jadwal pergantian komponen tidak ada
Machines Kerusakan
mesin/peralatan
Umur mesin dan peralatan sudah tua
Belum efektif
scheduled maintenance dan
operating procedure
Environment Suhu tinggi Saluran udara kurang
memadai
Pertukaran udara tidak seimbang
Berdasarkan hasil identifikasi penyebab tingginya downtime pada Tabel 5.5, maka diGambarkan diagram sebab akibat (cause and effect diagram) yang dapat dilihat pada Gambar 5.2. Pada diagram sebab akibat (cause and effect
diagram) tersebut dapat dilihat bahwa sumber masalah dari tingginya downtime
tidak dipersiapkan ketika terjadi kerusakan. Hal ini mengakibatkan aktivitas perawatan menghabiskan waktu yang lebih lama untuk pengadaan spare part
yang seharusnya dapat dieliminasi.
Downtime
Operator Metode
Mesin Lingkungan
Belum efektif scheduled maintenance dan operating
procedure
Suhu ruangan panas Metode perawatan
masih bersifat
Corrective maintenance
Tidak teliti Komunikasi prosedur
perawatan mesin produksi dengan operator per shift belum
baik
Kerusakan Mesin
Umur mesin cukup tua Pertukaran udara tidak
seimbang Saluran udara tidak memadai
Pemahaman operator terhadap operasi dan fungsi serta kegagalan mesin rendah
Prosedur perawatan kurang memadai Jadwal pergantian komponen tidak ada
Gambar 5.2. Cause and Effect Diagram Penyebab Tingginya Tingkat
[image:67.595.149.539.218.478.2]5.2.2. Reliability Centered Maintenance (RCM)
Dalam proses analisis dengan menggunakan RCM, terdapat langkah-langkah yang telah ditetapkan. Langkah-langkah-langkah tersebut adalah:
1. Pemilihan Sistem dan Pengumpulan Informasi 2. Definisikan Batasan Sistem
3. Penjelasan Sistem dan Functional Block Diagram
4. Fungsi Sistem dan Kegagalan Fungsi 5. FMEA (Failure Mode and Effect Analysis) 6. LTA (Logic Tree Analysis)
7. Pemilihan Tugas/Kegiatan Perawatan
5.2.2.1. Pemilihan Sistem dan Pengumpulan Informasi
Sistem yang dipilih pada penelitian ini adalah sistem produksi bola lampu. Sistem ini terdiri dari 9 sub-sistem yaitu:
1. Proses Pembentukan Mangkuk Bola
Proses ini menggunakan Mesin Tiup. Proses ini dimulai dengan memasukkan tabung kaca (glass tube) ke dalam cetakan (mal) pada mesin. Ukuran cetakan (mal) tergantung pada besar daya bola lampu yang akan dibuat.
2. Proses Steam
Proses Steam merupakan proses pembentukan tiang steam dengan Mesin
Steam. Proses ini dilakukan dengan memasukkan lidi kaca ke dalam Steam.
Mesin kemudian melakukan proses pemanasan dengan bantuan api dan secara otomatis membuat bentuk pada ujung bagian atas lidi kaca. Hasil keluaran
3. Proses Pemasangan Filamen
Proses pemasangan filamen ini dilakukan oleh Mesin Otomatis Filamen. Sebelum filamen diletakkan pada wadah yang terdapat di mesin, filamen direndam terlebih dahulu dengan zat fosfor dan metanol untuk menguatkan filamen. Khusus untuk produk Dai-Ichi, filamen direndam lagi dengan Tepung
Philips untuk menambah daya tahan dari bola lampu. Setelah filamen yang
direndam diletakkan pada wadah, tiang steam yang telah terbentuk juga diletakkan pada wadah tiang pada mesin, selanjutnya mesin secara otomatis memasangkan filamen pada tiang steam. Hasil keluaran (output) dari proses ini adalah tiang steam berfilamen.
4. Proses Sealing
Proses Sealing merupakan penyatuan tiang dengan mangkuk bola lampu dengan menggunakan Mesin Sealing. Tiang steam berfilamen pada proses sebelumnya dipasang secara manual dengan mangkuk bola lampu oleh operator. Setelah pemasangan dilakukan, hasil pemasangan tersebut kemudian