MIXER MENGGUNAKAN TABUNG V DENGAN
TAMPILAN KECEPATAN DAN WAKTU
BERBASIS ATMEGA8535
TUGAS AKHIR
Oleh :
AHMAD MUAMMAL HAMIDI AMRULLOH
20133010001
PROGRAM STUDI
D3 TEKNIK ELEKTROMEDIK
POLITEKNIK MUHAMMADIYAH YOGYAKARTA
MIXER MENGGUNAKAN TABUNG V DENGAN
TAMPILAN KECEPATAN DAN WAKTU
BERBASIS ATMEGA8535
TUGAS AKHIR
Ditujukan kepada Politeknik Muhammadiyah Yogyakarta untuk Memenuhi
Sebagai Persyaratan guna Memperoleh Gelar Ahli Madya D3
Program Studi Teknik Elektromedik
Oleh :
AHMAD MUAMMAL HAMIDI AMRULLOH
20133010001
PROGRAM STUDI
D3 TEKNIK ELEKTROMEDIK
POLITEKNIK MUHAMMADIYAH YOGYAKARTA
PERNYATAAN
Penulis menyatakan bahwa dalam Tugas Akhir ini tidak terdapat karya
yang pernah diajukan untuk memperoleh derajat Profesi Ahli Madya atau gelar
kesarjanaan pada suatu perguruan tinggi dan sepanjang pengetahuan penulis juga
tidak terdapat pendapat yang pernah ditulis atau diterbitkan oleh orang lain,
kecuali yang secara tertulis diacu dalam naskah ini serta disebutkan dalam daftar
pustaka.
Yogyakarta, 25 Agustus 2016
Yang menyatakan,
MOTTO
“Isy Kariman au mut syahidan”
PERSEMBAHAN
Segala puji syukur hanya milik Alloh SWT, yang telah memberikan senikmatan kepada hamba-hamba-Nya yang senantiasa meniti dijalan yang diridoi-Nya. Sehingga penulis dapat menyelesaikan karya ilmiah ini yang berjudul “Mixer menggunakan tabung V dengan tampilan kecepatan dan waktu berbasis ATMega 8535.
Sholawat serta salam kita panjatkan kepada Nabi Muhammad SAW, dengan risalahnya umat islam mampu menjadi umat yang besar hingga angkih zaman nanti.
Selama penulis membuat karya ilmiah ini penulis dapat ilmu dan pengalaman yang semoga bermanfaat. Tak lupa juga penulis mendapatkan dorongan dan dukungan dari orang-orang yang memberi semangat. Dengan ini penulis mengucapkan terimakasih kepada :
1. Bapak Dr. Sukamta,S.T., M.T., selaku Direktur Program Vokasi yang telah memperjuangkan hak-hak kami sebagai mahasiswa transisi dari Politeknik Muhammadiyah Yogyakarta menuju Universitas Muhammadiyah Yogyakarta.
2. Bapak Tatiya Padang Tunggal, S.T., selaku Ketua Program Studi Teknik Elektromedik yang telah membimbing kamihingga akhir kelulusan kami ini.
3. Bapak Djoko Sukwono, S.T, selaku Dosen Pembimbing I yang telah memberi bimbingan dan arahan kepada penulis hingga selesailah karya ilmiyah ini.
4. Ibu Hanifah Rahmi Fajrin, S.T, M.Eng. selaku Dosen Pembimbing II yang selalu menasehati dan membimbing penulis hingga selesailah karya ilmiah ini dengan baik.
5. Seluruh Staff Vokasi Teknik Elektromedik yang telah membantu dalam berjalannya pendidikan kami mahasiswa Teknik Elektromedik angkatan 2013.
6. Keluargaku buyah, ibu, dan adik-adikku yang selalu memberi dukungan dan do’a sehingga selesailah karya tulis ini dengan baik. 7. Teman-teman angkatanku 2013 yang telah menemani selama tiga
tahun menuntut ilmu di bumi rantau ini, susah senang kita jalani bersama, hingga sampailah di penghujung perkuliahan kita ini.
Penulis menyadari bahwa hasil karia ilmiah ini belum tentu semua benar, masih banyak kekurangan dan kehilafan, semoga karia ilmiah ini dapat digukan dengan sebaik-baiknya. Amien ya robbal alamin.
Yogyakarta 25 Agustus 2016
KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah melimpahkan rahmat dan hidayah-Nya, sehingga penulis dapat menyelesaikan Karya Tulis Ilmiah ini dengan baik dan lancar. Karya Tulis Ilmiah yang berjudul “ Mixer menggunakan tabung V dengan tampilan kecepatan dan waktu berbasis ATMega 8535” ini
diajukan sebagai salah satu syarat untuk mendapatkan gelar Ahli Madya Teknik Elektromedik di Politeknik Muhammadiyah Yogyakarta.
Keberhasilan dalam penyusunan karya tulis ilmiah ini adalah berkat
bantuan dari semua pihak. Untuk itu dalam kesempatan ini penulis mengucapkan terima kasih kepada pihak-pihak yang mempunyai andil besar dalam penyusunan kaarya tulis ilmiah ini, terutama kepada :
1. Dr. Sukamta, S.T.,M.T. selaku Direktur Vokasi Politeknik Muhammadiyah Yogyakarta.
2. Tatiya Padang Tunggal,S.T selaku Ketua Program Studi Teknik Elektromedik 3. Djoko Sukwono. S.T. selaku Dosen Pembimbing Modul Tugas Akhir
4. Hanifah Rahmi F, S.T.,M.Eng selaku Dosen Pembimbing Modul Tugas Akhir 5. (Penguji 1) selaku dewan penguji 1
6. (Penguji 2) selaku dewan penguji 2 7. (Penguji 3) selaku dewan penguji 3
Penulis menyadari bahwa penyusunan karya tulis ilmiah ini tentu saja masih jauh dari sempurna dan banyak terdapat kekurangan, oleh karena itu dengan segala kerendahan hati penulis menerima saran dan kritik untuk
kesempurnaan karya tulis ilmiah ini. Harapan penulis semoga karya tulis ilmiah ini dapat memberikan manfaat bagi pembaca khususnya dan menambah ilmu pengetahuan pada umumnya.
Yogyakarta, 25 Agustus 2016
DAFTAR ISI
COVER
LEMBAR PERSETUJUAN... i
LEMBAR PENGESAHAN ... ii
PERNYATAAN ... iii
MOTTO ... iv
PERSEMBAHAN ... v
KATA PENGANTAR ... vii
DAFTAR ISI ... viii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
ABSTRAK ... xiv
ABSTRACT ... xv
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Batasan Masalah ... 2
1.4 Tujuan Penelitian ... 3
1.5 Manfaat Penelitian ... 3
2.1 Proses Pencampuran Dalam Pembuatan Sediaan Farmasi ... 4
3.15 Pengukuran Volume Tabung ... 43
3.16 Pengukuran Alat... 44
3.17 Persiapan Alat ... 44
3.18 Persiapan Bahan ... 45
BAB IV PEMBAHASAN ALAT ... 48
4.2 Cara Kerja Alat ... 49
4.3 Variabel Penelitian ... 49
4.4 Pengujian Alat Dan Hasil Pengujian ... 50
4.5 Grafik Data Hasil Pengukuran dan Pengujian ... 59
4.6 Pembahasan Kinerja Sistem Secara Keseluruhan ... 63
4.7 Kelebihan Dan Kekurangan Modul TA ... 64
BAB V KESIMPULAN DAN SARAN ... 65
5.1.Kesimpulan ... 65
5.2.Saran ... 66
DAFTAR PUSTAKA
DAFTAR TABEL
Tabel 2.1 Pin Dan Fungsi LCD ... 12
Tabel 4.1 Tabel Pengukuran Waktu/Sekon Ke-1 ... 50
Tabel 4.2 Tabel Pengukuran Waktu/Sekon Ke-2 ... 52
Tabel 4.3 Tabel Pengukuran Waktu/Sekon Ke-3 ... 53
Tabel 4.4 Hasil Pengukuran Level RPM Ke-1 ... 55
Tabel 4.5 Hasil Pengukuran Level RPM Ke-2 ... 55
Tabel 4.6 Hasil Pengukuran Level RPM Ke-3 ... 56
Tabel 4.7 Hasil Pengujian Switch/ Tombol ... 58
DAFTAR GAMBAR
Gambar 2.1 Pencampur Ribbon... 6
Gambar 2.2 Pencampur Kubus ... 6
Gambar 2.3 Pencampur Kerucut ganda ... 7
Gambar 2.4 Pencampur V ... 7
Gambar 2.5 V powder mixer... 9
Gambar 2.6 Proses mixing pada wadah V ... 9
Gambar 2.7 V-Shaped powder mixer ... 10
Gambar 2.8 LCD karakter 2 x 16 ... 11
Gambar 2.9 Motor DC... 14
Gambar 2.10 Gaya pada kawat dalam medan magnet menggunakan kaidah tangan kanan ... 15
Gambar 2.11 Arsitektur ATMega 8535 ... 17
Gambar 2.12 IC MicrocontrollerATMega8535... 19
Gambar 2.13 Rumus Duty Cycle ... 23
Gambar 3.1 Desain Model Mixer Tabung V ... 24
Gambar 3.2 Diagram blok sistem ... 25
Gambar 3.3 Diagram Alir ... 27
Gambar 3.4. Power Supply 12volt dan 5volt ... 28
Gambar.3.6 Rangkaian LCD ... 31
Gambar 3.7. Driver Motor DC ... 32
Gambar.3.8 Driverbuzzer ... 33
Gambar.3.9 Power Supply 5VDC ... 33
Gambar.3.10 Rangkaian Keseluruhan ... 34
Gambar.3.11 Layout PCB Power Supply ... 35
Gambar.3.12 Foto Hasil Rakitan ... 36
Gambar.3.13 LayoutPCBATMega8535 Keseluruhan ... 37
Gambar.3.14 Foto Hasil Rakitan Minimumsistem Tampak Depan ... 38
Gambar.3.15 Foto Hasil Rakitan Minimumsistem Tampak Belakang ... 39
Gambar 4.1 Spesifikasi Alat ... 47
Gambar 4.2 Grafik Data Hasil Pengukuran Rata-Rata Waktu ... 59
Gambar 4.3 Grafik Data Hasil Pengukuran Rata-Rata Level RPM ... 60
Gambar 4.4 Gambar Hasil Dari Error, Simpangan, SD, dan UA PadaPengukuran Waktu... 61
ABSTRAK
Proses pencampuran digunakan dalam pembuatan sediaan obat dalam bidang farmasi industri, contohnya pencampuran antara serbuk dengan serbuk. Untuk mempermudah proses pencampuran dapat digunakan mixer menggunakan tabung V.
Mixer menggunakan tabung V merupakan jenis pencampuran mekanik dengan wadah berbentuk V dengan sudut 60° yang di purat 360° menggukan motor DC girbox selama waktu dan kecepatan yang di tentukan. Waktu dan kecepatan proses pencampuran akan ditampilkan pada LCD karakter 2x16. Dan menggunakan ATMega 8535 untuk mengatur jalannya sistem.
Dari pengukuran yang dilakukan sebanyak tiga kali diperoleh hasil error
pengukuran waktu 0.01% dan error kecepatan RPM 0.01% dari presentase error
kurang dari 1% maka mixer ini dapat digunakan.
ABSTRACT
The mixing process is used in the manufacture of pharmaceutical for preparations in the field of pharmaceutical industry, for example, mixing the powder with a powder. To ease the mixing process can be used mixer using V tube.
Mixer uses a V tube is a kind of mechanical mixing with a V-shaped container with a corner of 60 ° in swivel 360 ° using a DC motor girbox for time and speed are specified. Time and speed of the mixing process will be displayed on the LCD 2x16 characters. And using ATMega 8535 to set the course of the system.
From measurements were conducted three times obtained the results of the measurement error of time a 0.01% and a 0.01% error RPM speed of the
percentage of error of less than 1%, the mixer can be used.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Pencampuran adalah salah satu operasi farmasi yang paling umum.
Sulit untuk menemukan produk farmasi dimana pencampuran tidak
dilakukan pada tahap pengolahan. Pencampuran dapat didefinisikan
sebagai proses dimana dua atau lebih komponen dalam kondisi campuran
terpisah atau kasar diperlakukan sedemikian rupa sehingga setiap partikel
dari salah satu bahan terletak sedekat mungkin dengan partikel bahan
atau komponen lain. Tujuan pencampuran adalah memastikan bahwa ada
keseragaman bentuk antara bahan tercampur dan meningkatkan reaksi
fisika atau kimia[6].
Obat farmasi sangat memungkinkan pencampuran dari berbagai obat
dalam satu paket. Bentuk sediaan ini biasa digunakan untuk anak-anak
yang masih sulit menelan tablet atau kapsul. Ini bertujuan untuk
kepraktisan minum. Tujuan operasi pencampuran adalah bergabungnya
bahan menjadi suatu campuran yang se-padat mungkin sehingga memiliki
kesamaan penyebaran yang sempurna. Proses pencampuran termasuk
kedalam proses yang diperlukan dalam pembuatan obat. Pencampuran
diperlukan untuk menghasilkan distribusi dari dua atau lebih bahan,
se-homogen mungkin[1].
Mixer memiliki sifat menghomogenkan sekaligus memperkecil ukuran
pertikel tapi efek menghomogenkan lebih dominan. Terdapat berbagai
macam Mixer yang dapat digunakan dalam pembuatan sediaan semi padat.
Dalam hal ini sangat penting untuk memilih Mixer sesuai dengan jenis
produk yang diproduksi atau sedang dicampur. Mixer dirancang khusus
untuk semi padat yang biasanya memiliki bentuk lebih berat untuk
menangani bahan dengan kepadatan lebih besar[5].
1.2. Rumusan Masalah
Berdasarkan latar belakang di atas maka dapat diambil rumusan masalah
yaitu :
Kebutuhan industri farmasi pada proses pencampuran serbuk obat yang
berlanjut dalam skala besar, maka dibuat suatu alat Mixer menggunakan
tabung V dengan tampilan waktu dan kecepatan sebagai display pada
LCD, yang berbasis ATMega 8535 dengan dilengkapi buzzer sebagai
penanda ketika waktu telah selasai.
1.3. Batasan Masalah
Adapun batasan masalah dalam penyusunan tugas akhir ini adalah :
1. Mixer menggunakan pengaturan waktu mulai 1 menit sampai dengan
30 menit.
2. Mixer pada proses pencampuran menggunakan kecepatan 16 RPM
3. Mixer menggunakan LCD sebagai tampilan data (display).
4. Mixer menggunakan wadah V berkapasitas 0,5 kg.
1.4. Tujuan
1.4.1 Tujuan Umum
Membuat mixer menggunakan tabung V dengan tampilan
kecepatan dan tampilan waktu (alat pencampur serbuk berbentuk
V) sebagai alat pencampur serbuk dalam industri farmasi kecil
dengan tampilan LCD.
1.4.2 Tujuan Khusus
1. Membuat rangkaian driver motor
2. Membuat tampilan pada LCD
3. Membuat desain dan rangkaian microcontrollerATMega 8535
dan programnya
1.5. Manfaat Penelitian 1.5.1 Manfaat Teoritis
Meningkatkan wawasan dan pengetahuan di bidang alat-alat
kesehatan (industri farmasi), terutama dalam Desain dan
pemanfaatan alat.
1.5.2 Manfaat Praktis
1. Memudahkan pembuatan obat terutama pada saat proses
mixing (pencampuran).
BAB II
TINJAUAN PUSTAKA
2.1. Proses Pencampuran Dalam Pembuatan Sediaan Farmasi
Proses pencampuran termasuk juga kedalam proses yang
diperlukan dalam pembuatan sediaan obat. Peristiwa elementer pada
pencampuran adalah penyisipan antar partikel jenis yang satu diantara
partikel jenis yang lain. Distribusi yang dihasilkan benar-benar merupakan
kebetulan, sehingga memungkinkan keberadaan untuk setiap partikel
tunggal pada satu lokasi tertentu dari pencampuran adalah sama[8].
Proses pencampuran memungkinkan bahan pengikat untuk
berpindah diantara permukaan pertikel bahan campuran untuk mencapai
keseragaman. Tingkat keseragaman diperoleh berdasarkan sifat alami
(dasar) dari setiap komponen campuran dan teknik pencampurannya serta
pengaruh kondisi. Beberapa metode dalam proses pencampuran dapat
diuraikan sebagai berikut:
a. Metode pencampuran reaksi
Pencampuran reaksi merupakan satu metode yang begitu
inovatif. Penggunaan metode ini memudahkan dalam
penyamarataan sifat dan karakteristik bila terdapat material baru
yang memiliki ketidak sesuaian yang tinggi. Proses ini seringkali
melibatkan penambahan bahan reaktif ketiga, seperti bahan
multifungsional co-polimer atau katalis transreaktive. Peningkatan
kemampuan campuran reaktif untuk memperlihatkan efek emulsi
rantai plastik atau bahan co-polimer tambahan yang terbentuk
selama proses pencampuran. Campuran yang lebih sempurna
dengan tingkat produktif yang tinggi dapat diperoleh dengan
metode ini, tetapi harus melalui pengendalian proses produksi
yang lebih intensif[1].
b. Metode pencampuran polimerisasi
Metode polimerisasi digunakan untuk mempersiapkan terutama
pada polimerisasi emulsi[1].
c. Metode pencampuran secara mekanik
Biasanya pencampuran mekanik hanya memproduksi
campuran kasar, sifat campuran sangat dipengaruhi oleh kecepatan
dan suhu pencampuran. Keseragaman campuran hanya dapat
dicapai setelah tahap proses pencairan[1].
Ruang lingkup farmasi terutama industri farmasi
mengaplikasikan proses pencampuran pada berbagai bentuk zat
kimia sebagai bahan obat[8]. Pencampuran ini mencakup zat cair,
zat padat, dan cairan kental. Dan berikut merupakan contoh dari
Gambar 2.1 Pencampur Ribbon[8]
Gambar 2.3 Pencampur Kerucut ganda[8]
2.2. V powder Mixer
V power Mixer terdiri dari dua pipa berdiameter besar yang dipotong
dengan sudut 60 derajat dan disambung untuk membentuk V. Tempat
masuk bahan biasanya terletak diatas pada masing-masing kaki dari V.
Pada titik V terdiri perpindahan dari aliran eliptical pada titik putar agar
dapat berguling 360° derajat dan setiap pengoperasian dari titik putar ke
dalam unit. Akses pembersih melalui kedua tempat pemasukan.Dalam
pengoperasiannya, bahan dimasukan biasanya hingga mencapai tingkat
pemasukan 50-60 persen dari kapasitas Mixer. Alat ini berguling seperti
double-cone blender, tapi sifat pencampuran berbeda karena bentuk dari
unitnya. Seperti Mixer bentuk V berguling, bahan secara kontinyu terpisah
dan menjadi satu kembali. Proses pencampuran mencapai 5 hingga 15
menit dengan homogenitas 95 persen atau lebih baik. Mesin pencampur
ini cocok digunakan di industri farmasi skala besar, tetapi Mixer ini
kurang cocok digunakan untuk serbuk yang sangat halus ataupun granul,
Gambar 2.5 V-Shaped powder Mixer[8]
2.3. V Shaped Powder Mixer
V shaped power Mixer terdiri dari dua pipa acrylic berdiameter 4,5 mm
yang dipotong dengan sudut 50° derajat dan disambung untuk membentuk
V. Tempat masuk bahan terletak di atas pada masing-masing kaki dari V
dan keluaran bahan pada ujung kerucut tabung V. Pada titik V terdiri titik
putar agar dapat berguling 360° derajat. Akses pembersih melalui kedua
tempat pemasukan. Dalam pengoperasiannya, bahan dimasukan biasanya
hingga mencapai tingkat pemasukan 50-60 persen dari kapasitas Mixer.
Alat ini berguling seperti v powder Mixer, tapi sifat pencampuran berbeda
karena bentuk dari unitnya lebih kecil. Seperti blander bentuk V
berguling, bahan secara kontinyu terpisah dan menjadi satu kembali.
Proses pencampuran mulai dari 5 menit, 10 menit dan 15 menit dengan
homogenitas 90 persen atau lebih baik[7]. Dengan kecepatan 18 RPM
secara continue. Alat ini di buat oleh triyono samudro mahasiswa Teknik
Elektromedik POLTEKES Surabaya 2010.
2.4. LCD
LCD adalah sebuah display dot matrix yang difungsikan untuk
menampilkan tulisan berupa angka atau huruf sesuai dengan yang
diinginkan (sesuai dengan program yang digunakan untuk
mengontrolnya). Modul LCD Character dapat dengan mudah
dihubungkan dengan microcontroller seperti ATMega 8535. LCD yang
akan digunakan ini mempunyai lebar tampilan 2 baris 16 kolom atau
biasa disebut sebagai LCD karakter 2x16, dengan 16 pin konektor, yang
didefinisikan pada tabel[15].
Kemampuan dari LCD untuk menampilkan tidak hanya
angka-angka, tetapi juga huruf-huruf, kata-kata dan semua sarana symbol, lebih
bagus dan serbaguna dari pada penampil-penampil menggunakan
7-segment Light Emiting Diode (LED) yang sudah umum. Modul LCD
mempunyai basic interface yang cukup baik, yang mana sesuai dengan
minimum system 8031. Sesuai juga dengan keluarga microcontroller
yang lain. Bentuk dan ukuran modul-modul berbasis karakter banyak
ragamnya, salah satu variasi bentuk dan ukuran yang tersedia dan
dipergunakan pada peralatan ini adalah 16x2 karakter (panjang 16, baris
2,karakter 32) dan 16 pin[3].
Jalur EN dinamakan Enable, jalur ini digunakan untuk
memberitahu LCD sedang mengirimkan sebuah data. Dan untuk
mengirimkan sebuah data ke LCD, maka melalui program EN harus
dibuat logika low (0) dan diatur pada dua jalur kontrol yang lain RS dan
RW. Ketika dua jalur yang lain telah siap, mengatur EN dengan logika
(1) dam tunggu untuk sejumlah waktu tertentu (sesuai dengan datasheet
dari LCD tersebut) dan berikutnya mengatur EN ke logika low (0)
lagi[5].
Jalur RS adalah jalur Register Select. Ketika RS berlogika low (0),
data akan dianggap sebagai sebuah perintah atau intruksi khusus (seperti
clear screen, posisi kursor dll). Ketika RS berlogika high (1), data yang
dikirim adalah data teks yang akan ditampilkan pada tampilan LCD.
Sebagai contoh, untuk menampilkan huruf “T”, maka program akan
melakukan pembacaan memori dari LCD. Sedangkan pada aplikasi
umum pin RW selalu diberi logika low“0”[5].
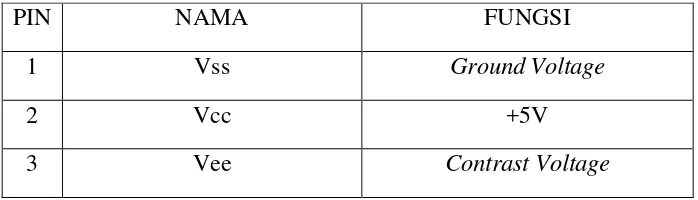
a. Tabel Pin dan Fungsi LCD
Tabel 2.1 pin dan fungsi LCD
PIN NAMA FUNGSI
1 Vss Ground Voltage
2 Vcc +5V
4 RS
Register Select
0 = Instruction Register
I = Data Register
Motor DC atau motor arus searah merupakan salah satu penggerak utama
yang banyak digunakan pada industri masa kini. Pada tahun-tahun lalu
adalah mesin motor AC. Pada kenyataannya motor AC lebih sulit untuk
dikendalikan, khususnya untuk kendali posisi, dan karakteristiknya cukup
nonlinear, yang membuat tugas analisis semakin sulit. Sedangkan motor
DC lebih mahal karena komutator, dan motor DC dengan fluks berubah
hanya sesuai untuk aplikasi kendali jenis tertentu. Sekarang, dengan
perkembangan magnet lapisan bumi di mungkinkan mendapatkan motor
DC magnet permanen torsi kevolume yang sangat tinggi dengan biaya
terjangkau. Kemajuan yang dibuat pada elektronika daya telah menjadikan
motor DC cukup terkenal pada system kendali dengan performansi tinggi.
Teknik manufaktur yang maju juga telah menghasilkan motor DC dengan
rotor tanpa besi yang mempunyai inersia yang sangat kecil, sehingga
mencapai suatu rasio torsi yang sangat tinggi dan sifat konstanta waktu
yang sangat kecil telah membuka aplikasi baru untuk motor DC pada
perlengkapan baru seperti printer, disk driver seperti pada industry
Gambar 2.9 Motor DC[4]
Teori dasar dari motor DC diawali dengan sebuah konduktor yang
dialiri listrik berada di dalam suatu medan magnetik akan mengalami gaya
tarik yang arahnya tegak lurus terhadap arus listrik dan medan magnetik.
Konduktor bisa terbuat dari besi, tembaga atau alumunium[9].
Gambar 2.10 Gaya pada kawat dalam medan magnet menggunakan kaidah tangan
kanan[4]
Besarnya magnitudo dari gaya tersebut dapat dihitung dari persamaan berikut :
F = IBLsin�
Dengan :
F = Gaya pada konduktor (Newton)
I = Arus pada kondoktor (Amper)
B = Kerapatan Fluks magnetik (Gauss)
L = Panjang kawat (meter)
sin� = Sudut antara arus dan medan magnetic
Motor listrik memanfaatkan prinsip ini untuk membuat suatu putaran
yaitu dengan membentuk kawat menjadi suatu lup dan menempatkan di
dalam medan magnetik. Torsi adalah gaya putar pada motor. Torsi
maksimum pada saat kumparan berada pada posisi horisontal dan
menjadi minimum pada saat kumparan berada pada posisi vertikal.
Sebuah motor DC terdiri dari beberapa kumparan yang membentuk torsi
keseluruhan. Setiap kumparan berhubungan dengan comutator yang
terpisah.
Pada Mixer tabung V ini peneliti menggunakan motor DC girbox
yang biasa digunakan pada kompetisi robotic, berikut spesifikasi motor
yang peneliti gunakan :
1. Built-in gearbox
2.6. AVR ATMega 8535
AVR termasuk kedalam jenis microcontroller Reduced Instruction Set
Computing (RISC) 8 bit. Berbeda dengan microcontroller keluarga
MCS-51 yang berteknologi Complex Instruction Set Computing(CISC). Pada
microcontroller dengan teknologi RISC semua instruksi dikemas dalam
1 clock, sedangkan pada teknologi CSIC seperti yang diterapkan pada
microcontroller MCS-51, untuk menjalankan sebuah instruksi dibutuhkan
waktu sebanyak 12 siklus clock[15].
Microcontroller AVR diDesain menggunakan arsitektur Harvard,
di mana ruang dan jalur bus bagi memori program dipisahkan dengan
memori data. Memori program diakses dengan single-level pipelining, di
mana ketika sebuah instruksi dijalankan, instruksi lain berikutnya akan
di-prefetch dari memori program. Arsitektur yang sangat mendasar dari
ATMega 8535 bawaan keluarga AVR adalah aritektur RISC 8 bit.
Arsitektur dari MicrocontrollerATMega 8535 dapat di gambarkan
Gambar 2.11 Arsitektur ATMega 8535[15]
Secara garis besar, arsitektur microcontroller ATMega 8535 terdiri dari :
1. 32 saluran I/O (Port A, Port B, Port C dan Port D)
2. 10 bit 8 Channel Analog to Digital Converter (ADC)
3. 4 ChannelPWM
4. 6 Sleep Modes : Idle, ADC Noise Reduction, Power-save, Power-Down,
Standby and Extended Standby
5. 3 buah timer/counter.
7. Watchdog timer dengan osilator internal
8. 512 byte SRAM
9. 512 byte EEPROM
10. 8 kb flash memory dengan kemampuan Read While Write
11. Unit interupsi (interupsi dan external)
12. Port antar muka SP18535 “memory map”
13. Port USART untuk komunikasi serial dengan kecepatan maksimal 2,5
Mbps
14. 4,5 V sampai 5,5 V operation, 0 sampai 16 Mhz
MicrocontrollerATMega 8535 memiliki 40 pin untuk model PDIP, dan 44
pin untuk model TQFP dan PLCC nama-nama pin pada microcontroller ini
adalah:
1. VCC : merupakan pin yang berfungsi sebagai pin masukan catu daya
2. GND : merupakan pin ground
3. Port A (PA0...PA7) : merupakan pin I/O dan pin masukan ADC
4. Port B (PB0...PB7) : merupakan pin I/O dua arah dan pin fungsi khusus,
yaitu sebagai Timer/Counter, komperator analog dan SPI
5. Port C (PC0 – PC7) : merupakan pin I/O dua arah dan pin fungsi khusus,
yaitu TWI, komponen analog, input ADC dan Timer Osilator
6. Port D (PD0 – PD7) : merupakan pin I/O dua arah dan pin fungsi
khusus, yaitu komperator analog, interupsi eksternal dan komunikasi
serial
8. XTALI dan XTAL2 : merupakan pin masukan clock eksternal
9. XTALI dan XTAL2 : merupakan pin masukan clock eksternal
10. AREF : merupakan pin tegangan referensi ADC
Gambar 2.12 IC MicrocontrollerATMega 8535[15]
Deskripsi pin-pin pada microcontroller ATMega 8535 :
1. PORT A
Merupakan 8-bit directional port I/O, setiap pinnya dapat
menyediakan internal pull-up resistor (dapat diatur per bit). Output
buffer Port A dapat memberi arus 20 mA dan dapat mengendalikan
display LED secara langsung. Data Direction Register port A (DDRA)
harus disetting terlebih dahulu sebelum Port A digunakan. Bit-bit DDRA
input, atau diisi 1 jika sebagai output. Selain itu, kedelapan pin port A
juga digunakan untuk masukan sinyal analog bagi A/D converter[15].
2. PORT B
ingin memfungsikan pin-pin port B yang bersesuaian sebagai input, atau
diisi 1 jika sebagai output[15].
3. PORT C
diisi 0 jika ingin memfungsikan pin-pin port C yang bersesuaian sebagai
input, atau diisi 1 jika sebagai output. Selain itu dua pin port C (PC6 dan
PC7) juga memiliki fungsi alternatif sebagai osilator untuk
timer/counter2[15].
Merupakan 8-bit directional port I/O. Setiap pin nya dapat
menyediakan internal pull-up resistor (dapat diatur per bit). Output
buffer Port D dapat memberi arus 20 mA dan dapat mengendalikan
display LED secara langsung. Data Direction Register port D (DDRD)
harus disetting terlebih dahulu sebelum port D digunakan. Bit-bit DDRD
diisi 0 jika ingin memfungsikan pin-pin port D yang bersesuaian sebagai
input, atau diisi 1 jika sebagai Output[15].
5. RESET
RST pada pin 9 merupakan reset dari AVR. Jika pada pin ini
diberi masukan low selama minimal 2 siklus mesin maka sistem akan
resetd[6].
6. XTALI
XTALI adalah masukan ke inverting oscillator amplifier dan
masukan ke internal clock operating circuit[6].
7. XTAL2
XTAL2 adalah output dari inverting oscillator amplifier[15].
8. AVCC
Avcc adalah kaki masukan tegangan bagi A/D Converter. Kaki ini
harus secara eksternal terhubung ke Vcc melalui lowpass filter[15].
9. AREF
AREF adalah kaki masukan referensi bagi A/D Converter. Untuk
operasionalisasi ADC, suatu level tegangan antara AGND dan Avcc
10. AGND
AGND adalah kaki untuk analog ground. Hubungan kaki ini ke
ground, kecuali jika board memiliki analog ground yang terpisah[15].
2.7. Pulse Width Modulation (PWM)
Pulse Width Modulation (PWM) secara umum adalah sebuah cara
memanipulasi lebar sinyal yang dinyatakan dengan pulsa dalam suatu
periode, untuk mendapatkan tegangan rata-rata yang berbeda. Sinyal
PWM pada umumnya memiliki lebar pulsa yang bervariasai. Lebar
pulsa PWM berbanding lurus dengan amplitudo sinyal asli yang belum
termodulasi. Artinya sinyal PWM memiliki frekuensi gelombang yang
tetap namun duty cycle bervariasi (antara 0% hingga 100%).
Dengan metode analog setiap perubahan PWM-nya sangat halus,
sedangkan menggunakan metode digital setiap perubahan PWM
mempengaruhi oleh resolusi dari PWM itu sendiri. Resolusi adalah
jumlah variasi perubahan nilai dalam PWM tersebut. Misal suatu PWM
memiliki resolusi 8 bit berdiri PWM ini memiliki variasi perubahan nilai
sebanyak 28 = 256 variasi mulai dari 0 – 255 perubahan nilai yang
Gambar 2.13 Rumus Duty Cycle[5]
Dengan cara mengatur lebar pulsa “on” dan “off” dalam satu periode
gelombang melalui pemberian besar sinyal referensi output dari suatu
BAB III
METODE PERANCANGAN
3.1 Diagram Mekanis Sistem
Untuk memudahkan dalam pembuatan alat Mixer menggunakan
tabung V maka penulis membuat diagram dan mekanis system sebagai
gambaran ketika melakukan pembuatan box dan penempatan komponen.
Berikut merupakan gambaran alat yang akan dibuat.
Gambar 3.1 Desain model mixer tabung V
b
Ukuran dimensi modul :
Panjang : 54 cm
Lebar : 24 cm
Tinggi : 32 cm
Dimensi Wadah V : 6,3 cm
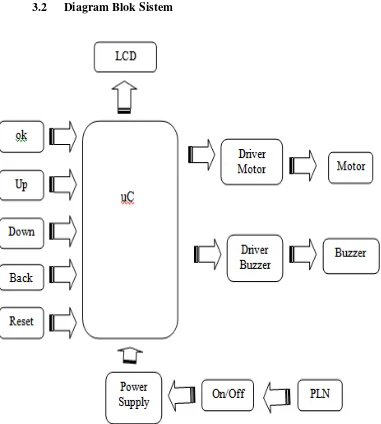
3.2 Diagram Blok Sistem
Cara kerja diagram blok pada modul TA Mixer Tabung V ini, yaitu
ketika PLN masuk dan power ON/OFF dalam posisi ON maka seluruh
rangkaian akan mendapatkan tegangan dari power supply sebesar +5V DC
untuk microcontroller dan +12V DC untuk driver motor. Kemudian,
Inisialisasi LCD dan masuk ke menu, ada tiga menu, menu pertama untuk
memilih waktu dengan up dan down, menu kedua untuk memilih level
RPM dengan up dan down, ketika pemilihan RPM ini motor akan berputar
otomatis untuk sistem pencampuran dengan speed naik turun, menu ketiga
(Run) untuk mengeksekusi perintah pencampuran sesuai dengan waktu
dan kecepatan yang sudah di pilih. Ketika menu ketiga (Run) sudah
selesai maka bazzer akan berbunyi sebanyak tiga kali. Tekan Ok jika
telah selesai pencampuran maka akan kembali pada menu utama dan
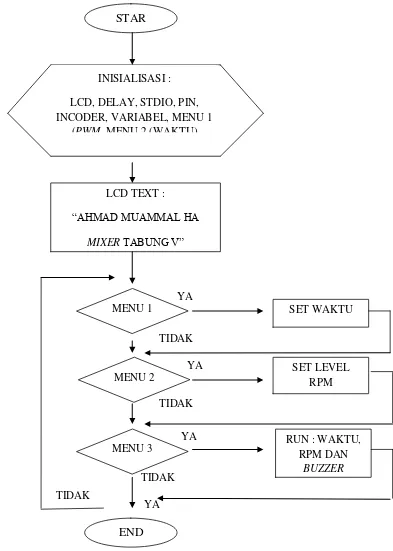
3.3 Diagram Alir Proses
Gambar 3.3 Diagram Alir STAR
INISIALISASI :
LCD, DELAY, STDIO, PIN, INCODER, VARIABEL, MENU 1
Ketika saklar On maka LCD Text akan otomatis muncul sesaat lalu
menu akan muncul, menu 1 untuk mengatur waktu putaran mulai dari 1
menit sampai dengan 30 menit, menu 2 untuk mengatur volume RPM
yang diinginkan mulai dari level 16 RPM sampai dengan level 25 RPM,
menu 3 Run untuk memulai proses pencampuran dengan waktu dan level
RPM yang sudah dipilih dengan hitungan mundur, ketika waktu habis
maka bazzer akan hidup otomatis sebanyak tiga kali.
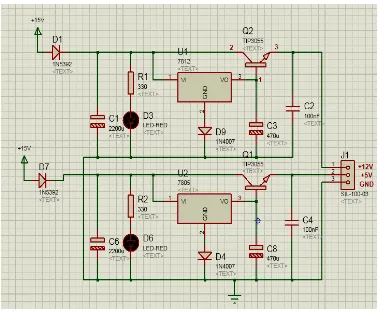
3.4 Rangkaian Power Supply
Gambar 3.4. Power Supply 12volt dan 5volt
Tegangan ini akan diumpankan ke transformator penurun tegangan T1.
VAC. Tegangan ini kemudian disearahkan oleh dioda penyearah D1 dan
D2 menjadi tegangan 12 VDC, dimana tegangan ini akan diratakan oleh
kapasitor perata tegangan ripple. Tegangan 12 VDC ini diumpankan ke IC
regulator 7812 dan regulator 7805, dimana IC regulator ini akan
mengeluarkan tegangan DC sebesar 12 VDC dan 5 VDC yang stabil.
Tegangan DC 12 Volt yang stabil ini digunakan sebagai tegangan driver
Motor, dan 5 VDC segabai catu daya bagi IC-IC digital dan
microcontroller yang ada pada rancangan alat ini.
Pada rangkaian ini peneliti membuat dua output, 12 VDC dan 5 VDC,
walaupun peneliti mempuat rangkaian power supply 5 VDC lagi pada
rangkaian minimum sistem. Karena ini berguna sebagai emergency ketika
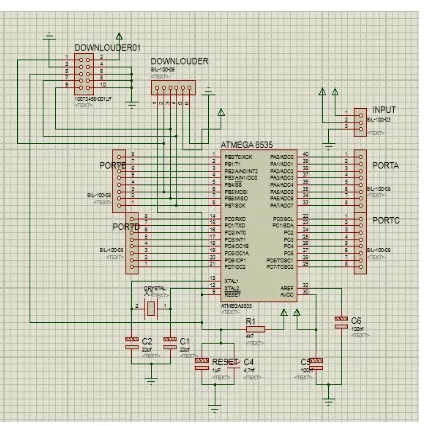
3.5 Rangkaian ATMega 8535
Gambar 3.5. Minimum system ATMega 8535
Rangkaian minimum system adalah sebuah hardware berfungsi
sebagai rangkaian target untuk mendownload atau menghapus sebuah
program dan sebagai eksekutor jalannya alat, dimana terdapat komponen
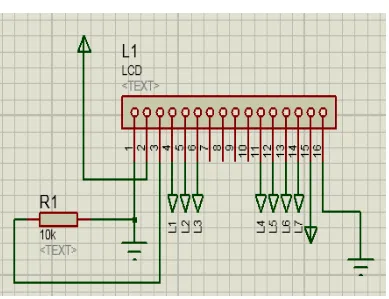
3.6 Rangkaian LCD
Gambar.3.6. Rangkaian LCD
Rangkaian Liquid Cristal Display (LCD) 2x16 terdiri dari
bagian penampil karakter (LCD) yang berfungsi menampilkan karakter
dan bagian sistem prosesor LCD dalam bentuk modul dengan
microcontroller yang diletakan dibagian belakang LCD tersebut yang
berfungsi untuk mengatur tampilan LCD serta mengatur komunikasi
antara LCD dengan microcontroller yang menggunakan modul LCD
tersebut. Dan berikut adalah rangkaiannya dengan input 5 volt, ground
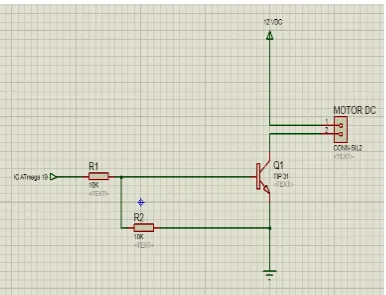
3.7 Rangkaian Driver Motor DC
Gambar 3.7. Driver Motor DC
Driver motor merupakan bagian yang berfungsi untuk menggerakkan
Motor DC dimana perubahan arah motor DC tersebut bergantung dari nilai
tegangan yang di-inputkan pada input dari driver itu sendiri. Atau bisa
di-definisikan sebagai piranti yang bertugas untuk menjalankan motor baik
mengatur arah putaran motor maupun kecepatan putar motor.
Dengan kontrol PWM kita dapat mengatur kecepatan motor dengan
memberikan pulsa dengan frekwensi yang tetap ke motor, sedangkan yang
digunakan untuk mengatur kecepatan adalah duty cycle dari pulsa yang
3.8 Rangkaian Driver Buzzer
Gambar.3.8. Driverbuzzer
Rangkaian Buzzer atau biasa disebut rangkaian alarm pengingat pesan
dan tanda, tentu sudah sering anda temukan di beberapa perangkat
elektronik. Pada rangkaian ini driver buzzer berfungsi sebagai pertanda
waktu timer selesai.
3.9 Rangkaian Power Supply 5VDC
Rangkaian ini berfungsi untuk mensupplay arus 5VDC kepada ic
ATMega 8535. Dengan rangkaian ini akan lebih praktis dan memudahkan
dalam pembuatan PCB dengan arus yang lebih stabil.
3.10 Rangkaian ATMega 8535 Keseluruhan
Gambar.3.10. Rangkaian keseluruhan
Berikut adalah rangkaian keseluruhan dengan masing-masing
pembagian PORT C sebagai LCD, PORT D sebagai driver motor dan
driver buzzer karena memiliki OCR dan tersambung dengan supply 5
VDC untuk menjalankan motor DC, PORT B sebagai downlouder dan
tombol puss On, dan PORT A sebagai rangkaian crystal.
3.11 Pembuatan Layout
1. Layout Power Supply
Peneliti menggunakan Proteus 8 dalam membuat Desain layout PCB,
Gambar.3.11. Layout PCB Power Supply
Daftar komponen:
1. Whaithousing 3pin……….. 1 buah
2. Capasitor 100nf……… 2 buah
3. Capasitor 470uf……… 2 buah
4. TIP 3055…..………. 2 buah
5. Diode 1N4002………... 2 buah
6. Lm7805……… 1 buah
7. Lm7812………. 1 buah
9. Led Red……….… 2 buah
10. Capasitor 2200uf……..……… 2 buah
11. Diode 1n5392…………..………. 2 buah
12. Pin sisir………… 20 pin
Gambar.3.12. Foto hasil rakitan
2. LayoutPCBATMega 8535 Keseluruhan
Berikut Desain layout rangkaian ATMega 8535 keseluruhan yang
peneliti buat menggunakan program Proteus 8. Ini adalah hasil dari
Gambar.3.13. Layout PCBATMega 8535 Keseluruhan
Daftar komponen:
1. ATMega 8535……….. 1 buah
2. Motor DC girbox……….. 1 buah
3. Bazzer……….……… 1 buah
4. LCD 2x16…..………. 1 buah
5. IC Lm 7805…….………... 1 buah
6. IC BD 139….……… 1 buah
7. IC TIP 31……..………. 1 buah
8. Capasitor 10uf……….. 1 buah
9. Diode Led Red.……….… 2 buah
11. Capasitor 22pf…………..………. 2 buah
12. Resistor 10k……… 1 buah
13. Resistor 220……… 1 buah
14. Resistor 470..………. 1 buah
15. Resistor 47k.………. 1 buah
16. Resistor 42k……….. 1 buah
17. Puss On………. 5 buah
18. Puss On/Off……….. 1 buah
19. Pin sisir………. 21 pin
Gambar.3.15. Foto hasil rakitan minimum sistem tampak belakang
3.12 Pembuatan Box Mixer
Pembuatan box bertujuan sebagai tempat power supplay, rangkaian
minimum sistem, beserta Motor DC dan dudukannya. Disini peneliti
membuat box dengan bahan stenlis agar lebih steril, rapih dan layak
digunakan dalam industri kecil. Peneliti juga menambahkan penutup
tabung V dengan bahan acrilik untuk melindunginya dari suhu yang
berlebihan dan tetap dapat memantau perputaran tabung V. Dan berikut
bahan-bahannya :
1. Bahan :
a. Lembaran stenlis secukupnya
c. Lembaran acrilik secukupnya
d. Baut dan mur secukupnya
e. Papan triplek secukupnya
2. Alat :
a. Mesin las stenlis
b. Mesin bubut
c. Mesin bor
d. Mesin grenda
3. Proses Pembuatan :
a. Siapkan alat dan bahan
b. Gambar Desain box dan tabung
c. Potong stenlis menggunakan grenda
d. Bor lubang sesuai Desain
e. Las stenlis sesuai Desain
f. Pasang dudukan motor
g. Buat tabung V sesuai Desain
h. Pasang penutup acrilik
i. Pasang motor dc girbox
j. Pasang power supply pada papan triplek
k. Pasang rangkaian minimum sistem
3.13 Pembuatan Program
Dalam pembuatan program penulis menggunakan pemrograman bahasa
C CV AVR dimana isi programnya pada halaman terlampir.
3.14 Rumus Statistik
Pengukuran untuk kalibrasi dilakukan sebanyak 3 kali atau ganjil
dalam percobaan dengan membandingkan dengan alat yang berstandar
dan dicari nilai standar deviasi (STDV), angka ketidakpastian dan juga
Error dengan rumus sebagai berikut:
1. Rata-rata
Rata – rata adalah nilai atau hasil pembagian dari jumlah data yang
diambil atau diukur dengan banyaknya pengambilan data atau
2. Simpangan
Simpangan adalah selisih dari rata–rata nilai harga yang dikehendaki
dengan nilai yang diukur. Berikut rumus dari simpangan :
Simpangan = Y –
Dimana :
Y = suhu setting
= rerata
3. Error (%)
Error (kesalahan) adalah selisih antara mean terhadap masing-masing
data. Rumus Error adalah:
Error% = � − � � −
� � � � � x 100%
4. Standar Deviasi
Standar deviasi adalah suatu nilai yang menunujukan tingkat (derajat)
variasi kelompok data atau ukuran standar penyimpangan dari mean
suatu data.
Rumus standar deviasi (SD) adalah:
Dimana :
SD = standar deviasi
= nilai yang dikehendaki
n = banyak data
5. Ketidakpastian
Ketidakpastian adalah kesangsian yang muncul pada tiap hasil.
Atau pengukuran biasa disebut sebagai kepresisian data satu dengan
data yang lain.
Rumus dari ketidakpastian adalah sebagai berikut:
Ketidakpastian =
Dimana :
STDV = Standar Deviasi
n = banyaknya data
3.15 Pengukuran Volume Tabung
Volume tabung harus di ukur sehingga dapat diketahui kapasitas
volume dari 50% kemampuan pencampuran dari tabungV.
Rumus volume tabung sebagai berikut : πr².t (3.6)
Jika di tarik garis lurus 60° maka di dapat panjang tabung adalah 32cm
dengan jari-jari 3,15cm dan π = 22/7. X
Maka = 22/7x3,15²x32
= 997,92 cm³ : 50% dari kapasitas maksimal pencampuran
pada tabung, maka di dapat 498,96 cm³.
3.16 Pengukuran Alat
Setelah perangkat keras selesai dibuat dan dirancang, langkah selanjutnya adalah menguji alat apakah alat berjalan sesuai dengan
perancangan yang diinginkan.
Sebelum melakukan pendataan, peneliti melakukan beberapa persiapan
agar dalam pelaksanaannya nanti dapat berjalan dengan semestinya,
kegiatan tersebut meliputi:
1. Mencari dan mempelajari beberapa literatur yang berkaitan dengan
masalah yang akan dibahas untuk digunakan sebagai bahan
referensi.
2. Menganalisa serta memahami cara kerja dari rangkaian yang
penulis rancang.
3.17 Persiapan Alat
Adapun persiapan yang harus dilakukan adalah sebagai berikut :
1. Modul Mixer
2. Avometer Digital
Merk : Cadik
Tegangan AC/DC : 220Volt/80-15KHz
Daftar komponen yang dipersiapkan pada alat Mixer
1. Tombol puss On/Off, back, down, up, ok, reset
a. Puss On/Off (1 buah)
b. Puss On (4 buah)
c. Reset (1 buah)
2. Rangkaian Power Supply
a. Trafometer CT 1 Amper (1 buah)
b. Whaithousing 3pin (1 buah)
c. Capasitor 100nf (2 buah)
d. Capasitor 470uf (2 buah)
f. Diode 1N4002 (2 buah)
g. Lm7805 (1 buah)
h. Lm7812 (1 buah)
i. Resistor 330 (2 buah)
j. Led Red (2 buah)
k. Capasitor 2200uf (2 buah)
l. Diode 1n5392 (2 buah)
m.Pin sisir (20 pin)
3. Rangkaian Minimum sistemMicrocontroller
a. ATMega 8535 (1 buah)
h. Capasitor 10uf (1 buah)
i. Diode Led Red (2 buah)
j. Crystal 12.000 (1 buah)
k. Capasitor 22pf (2 buah)
l. Resistor 10k (1 buah)
n. Resistor 470 (1 buah)
o. Resistor 47k (1 buah)
p. Resistor 42k (1 buah)
q. Puss On (5 buah)
r. Puss On/Off (1 buah)
BAB IV
HASIL DAN PEMBAHASAN
4.1 Spesifikasi Alat
Berikut adalah gambar Mixer menggunakan tabung V tampak dari
depan terdapat pada gambar 4.1
Gambar 4.1 Spesifikasi Alat
Keterangan :
1. Tabung V
2. Tampilan LCD
3. Tombol On/Off
4. Tombol back
5. Tombol down
1
9 8 2 3
4 5
6 7
6. Tombol up
7. Tombol ok
8. Tombol reset
9. Kunci tabung
10.Penutup tabung
4.2 Cara Kerja Alat
Setelah catu daya terhubung maka tekan tombol On/Off untuk
menghubungkan mesin Mixer, lalu masukan beberapa macam serbuk
obat pada tabung v dengan kapasitas yang sudah ditentukan. Selanjutnya
pilih menu 1 (Timer) untuk mengatur waktu lamanya putaran, menu 2
(RPM) untuk memilih level kecepatan rpm yang di inginkan, dan menu
3 (Run) untuk memulai putaran dengan kecepatan dan waktu yang
diinginkan. Setelah waktu habis maka buzzer akan menyala pertanda
proses pencampuran sudah selesai.
4.3 Variabel Penelitian 1. Variabel Bebas
Sebagai variabel bebas yaitu beberapa macam Serbuk obat yang akan
di campur
2. Variabel Terikat
Sebagai variabel terikat adalah motor DC girbox
3. Variabel Terkendali
Sebagai variabel terkendali adalah LCD 2x16
4.4 Pengujian Alat Dan Hasil Pengujian
Untuk melakukan pendataan terlebih dahulu peneliti melakukan
pengecekan pada rangkaian yang akan diuji apakah berjalan dengan baik
dan sesuai dengan yang diinginkan. Setelah rangkaian dapat berfungsi
dengan baik, maka selanjutnya peneliti melakukan pengukuran pada titik
tertentu pada rangkaian. Uji fungsi bertujuan untuk mengetahui apakah
alat sudah berfungsi sesuai yang diinginkan. Dengan adanya uji fungsi
pada Mixer Tabung V akan melakukan pengujian dan mengambil data
hasil pengujian pada masing-masing pengujian, dengan harapan hasil pada
Mixer Tabung V sesuai dengan standar Mixer industri yang diinginkan.
4.4.1 Tabel Hasil Pengukuran Waktu
Pada pengukuran ini peneliti mengukur waktu dengan pembanding
Stopwatch Digital. Berikut peneliti menguraikan dalam bentuk tabel.
a. Tabel Pertama
Tabel 4.1 Tabel Pengukuran Waktu / (sekon) ke.01
Pengukuran/Menit Stopwatch (s) Modul TA (s)
8 480 478
9 540 540
Pengukuran/Menit Stopwatch (s) Modul TA (s)
Tabel 4.1 merupakan hasil dari pengukuran waktu mulai dari 1
menit sampai dengan 30 menit menggunakan stopwatch sebagai
pembanding. Pada stopwatch terhitung menunjukan rata-rata
930sekon dan pada modul Mixer terhitung 929,4 sekon. Dengan
mengacu pada hasil rata-rata stopwatch maka didapakan hasil
rata-rata Error yang dihasilkan modul Mixer sebesar 0,006451613%.
b. Tabel Kedua
Tabel 4.2 Tabel Pengukuran Waktu / (sekon) ke.02
Pengukuran/Menit Stopwatch (s) Modul TA (s)
15 900 898
Tabel 4.2 merupakan hasil dari pengukuran waktu mulai dari 1
menit sampai dengan 30 menit yang kedua menggunakan stopwatch
sebagai pembanding. Pada stopwatch terhitung menunjukan rata-rata
mengacu pada hasil rata-rata stopwatch maka didapakan hasil
rata-rata Error yang dihasilkan modul Mixer sebesar 0,003225806%.
c. Tabel Ketiga
Tabel 4.3 Tabel Pengukuran Waktu / (sekon) ke.03
Pengukuran/Menit Stopwatch (s) Modul TA (s)
19 1140 1134
Tabel 4.3 merupakan hasil dari pengukuran waktu mulai dari 1
menit sampai dengan 30 menit yang ketiga menggunakan stopwatch
sebagai pembanding. Pada stopwatch terhitung menunjukan rata-rata
930 sekon dan pada modul Mixer terhitung 927,9 sekon. Dengan
mengacu pada hasil rata-rata stopwatch maka didapakan hasil
rata-rata Error yang dihasilkan modul Mixer sebesar 0,002258065%.
4.4.2 Tabel Hasil Pengukuran Level RPM
Pada pengukuran ini peneliti mengukur level kecepatan modul
Mixer dengan pembanding Digital Tachometer. Berikut peneliti
a. Tabel Pertama
Tabel 4.4 Hasil Pengukuran Level RPM Ke 01
tuan RPM hometer RPM evel Mixer
Tabel 4.4 merupakan hasil dari pengukuran Level kecepatan
Mixer dengan pembanding digital tachometer, mulai dari level 16
hingga level 25. Pada Tachometer terhitung menunjukan rata-rata
20,67 RPM dan pada modul Mixer terhitung 20,5 RPM. Dengan
mengacu pada hasil rata-rata Tachometer maka didapakan rata-rata
Error yang dihasilkan modul Mixer sebesar 0,00822448%%.
b. Tabel Kedua
Tabel 4.5 Hasil Pengukuran Level RPM Ke 02
atuan RPM achometer RPM el Mixer
16 15.32 16
17 16.77 17
18 17.98 18
atuan RPM achometer RPM el Mixer
Tabel 4.5 merupakan hasil dari pengukuran level kecepatan
Mixer dengan pembanding digital tachometer, mulai dari level 16
hingga level 25. Pada Tachometer terhitung menunjukan rata-rata
20,80 RPM dan pada modul Mixer terhitung 20,5 RPM. Dengan
mengacu pada hasil rata-rata Tachometer maka didapakan rata-rata
Error yang dihasilkan modul Mixer sebesar 0,01442308%.
c. Tabel Ketiga
Tabel 4.6 Hasil Pengukuran Level RPM Ke 03
25 26.73 25
Rata-rata 20.76 20.5
Error 0,01252408%
Tabel 3.6 merupakan hasil dari pengukuran Level kecepatan
Mixer dengan pembanding digital tachometer, mulai dari level 16
hingga level 25. Pada Tachometer terhitung menunjukan rata-rata
20,76 RPM dan pada modul Mixer terhitung 20,5 RPM. Dengan
mengacu pada hasil rata-rata Tachometer maka didapakan rata-rata
Error yang dihasilkan modul Mixer sebesar 0,01252408%.
1. Pengujian Switch Dan Tombol
Pengujian dari masing-masing switch dan tombol yang terdapat
pada Mixer Tabung V, dimana tombol sangat berpengaruh pada saat
akan mengoperasikan Pencampuran obat. Hasil dari pengujian dapat
Tabel .4.7 Hasil Pengujian switch / tombol
No. Switch/Tombol Fungsi Keterangan
1 On/Off Untuk menghidupkan
Alat
Berfungsi
2 Reset Untuk mengulang tampilan awal LCD Berfungsi
3 Ok Untuk mengeksekusi perintah yang diinginkan
Berfungsi
4 Up Untuk menambah naik Berfungsi
5 Down Untuk mengurangi turun Berfungsi
6 Back Untuk kembali pada menu yang telah dipilih
Berfungsi
2. Data Hasil Pengukuran Dan Pengujian
Tabel 4.8 Hasil Pengukuran Dan Pengujian
Satuan
Pertama 930 929.4 0.006451613% -0.6 0.876523 0.23082067
Kedua 930 929.7 0.003225806% -0.3 0.327356 0.10128025
Ketiga 930 928.9 0.002258065% -0.1 0.124229 0.48654567
RPM Pertama 20.67 20.5 0.00822448% -0.67 0.734265 0.29587693
Kedua 20.80 20.5 0.01442308% -0.80 0.363527 0.59756826
Berdasarkan pengukuran dan pengujian alat diperoleh hasil
rata-rata Error waktusebesar 0.001% dan rata-rata Error RPM sebesar
0.01% yang menunjukan tingkat kepercayaan pada penelitian tersebut
lebih dari 99% dan tingkat probabilitas (peluang kesalahan) kurang
dari 1%.
4.5 Grafik Data Hasil Pengukuran dan Pengujian 1. Diagram Data Rata-Rata Dari Pengaturan Waktu
Gambar 4.1 Grafik Data Hasil Pengukuran Rata-Rata Pengaturan Waktu
Dari grafik data rata-rata Pengaturan Waktu 4.7 diperoleh
kesimpulan bahwa nilai rendah waktu terjadi pada tabel ketiga sebesar
928.2
Data Rata-Rata Dari Pengaturan Waktu
928.9 sekon. Hal ini dikarenakan kinerja dari driver motor yang masih
kurang baik.
2. Diagram Data Rata-Rata Dari Level RPM
Gambar 4.2 Grafik Data Hasil Pengukuran Rata-Rata Level RPM
Dari grafik kesimpulan rata-rata Level RPM4.8 diperoleh
kesimpulan bahwa nilai rendah RPM terjadi pada tabel pertama 20.67
RPM. Hal ini dikarenakan kinerja dari driver motor yang masih
Data Rata-Rata Dari Level RPM
3. Diagram Eror, Simpangan, SD, dan Ketidakpastian Pada
Pengukuran Waktu
Gambar 4.4 Grafik Hasil Dari Error, Simpangan, SD, dan Ketidakpastian Pada Pengukuran Waktu
Analisa grafik kesimpulan data Pengukuran Waktu Error,
simpangan, SD, dan ketidakpastian diatas menggambarkan yang
pertama grafik Error diperoleh dari selisih mean terhadap
masing-masing data, kesalahan tertinggi terjadi pada saat pengukuran Waktu
dengan persentase sebesar 0.002258065%. Persentase Error disini tidak
mencapai 1% sehingga baik digunakan. Yang kedua adalah simpangan
diperoleh dari selisih antara rata-rata nilai alat Stopwatch dan modul
TA, kenaikan tertinggi terjadi pada pengukuran Tabel Pertama dengan
simpangan -0.6. Yang ketiga grafik SD diperoleh dari nilai yang
menunjukan tingkat (derajat) variasi kelompok data standar
penyimpangan meannya, nilai tertinggi terjadi pada pengukuran tabel
pertama dengan SD 0.876523. Yang keempat grafik ketidakpastian
diperoleh dari kesangsian yang muncul pada tiap hasil, nilai tertinggi
terjadi pada pengukuran tabel ketiga dengan 0.48654567.
4. Diagram Error, Simpangan, SD, dan Ketidakpastian Pada
Pengukuran Level RPM
Gambar 4.5 Grafik Hasil Dari Error, Simpangan, SD, dan Ketidakpastian Pada Pengukuran Level RPM
Analisa grafik kesimpulan data Pengukuran RPM Error, simpangan,
SD, dan UA diatas menggambarkan yang pertama grafik Error diperoleh
dari selisih mean terhadap masing-masing data, kesalahan tertinggi
Pertama Kedua Ketiga
Diagram Error, Simpangan, SD, dan
Ketidakpastian Pada Pengukuran Level
terjadi pada saat pengukuran Level kedua dengan persentase sebesar
0.01442308%. Persentase Error disini tidak mencapai 1% sehingga baik
digunakan. Yang kedua adalah simpangan diperoleh dari selisih antara
rata-rata nilai alat Tachometer dan modul TA, kenaikan tertinggi terjadi
pada pengukuran Tabel kedua dengan simpangan -0.80. Yang ketiga
grafik SD diperoleh dari nilai yang menunjukan tingkat (derajat) variasi
kelompok data standar penyimpangan meannya, nilai tertinggi terjadi
pada pengukuran tabel pertama dengan SD 0.734265. Yang keempat
grafik ketidakpastian diperoleh dari kesangsian yang muncul pada tiap
hasil, nilai tertinggi terjadi pada pengukuran tabel ketiga dengan
0.65286489.
4.6 Pembahasan Kinerja Sistem Secara Keseluruhan
Cara kerja modul TA Mixer Tabung V ini, yaitu ketika power
ON/OFF dalam posisi ON maka seluruh rangkaian akan mendapatkan
tegangan dari power supply sebesar +5V DC untuk microcontroller dan
+12V DC untuk driver motor. Kemudian, Inisialisasi LCD dan masuk ke
menu, ada tiga menu, menu pertama untuk memilih waktu dengan up dan
down, menu kedua untuk memilih level RPM dengan up dan down, ketika
pemilihan RPM ini motor akan berputar otomatis untuk sistem
pengadukan dengan speed naik turun, menu ketiga (Run) untuk
mengeksekusi perintah pencampuran sesuai dengan waktu dan kecepatan
akan berbunyi sebanyak tiga kali. Tekan Ok jika telah selesai
pencampuran maka akan kembali pada menu utama dan Mixer siap di
gunakan dengan pencampuran yang lainnya.
4.7 Kelebihan Dan Kekurangan Modul TA 1. Kelebihan modul tugas akhir mixer tabung V
a. Mixer ini menggunakan LCD 2X16 sebagai display tampilan
waktu dan level kecepatan.
b. Pada menu kedua pemilihan RPM motor dapat berputar
otomatis dengan kecepatan naik dan turun.
c. Mixer menggunakan box stenlis yang kuat dan bersih, sehingga
layak untuk industri farmasi kecil.
d. Dilengkapi buzzer sebagai indikator waktu operasional
pencampuran telah selesai.
2. Kekurangan Modul Tugas Akhir Mixer Tabung V
a. Motor pada Mixer belum diatur putaran bolak balik untuk
menambah fitur pencampuran.
b. Tabung V belum tampak transparan guna menampilkan proses
pencampuran secara langsung.
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari hasil pengujian dan pengukuran pada modul TA Mixer Tabung V
memiliki persentase rata-rata pengukuran ketelitian sebesar 99% dengan
tingkat kesalahan kurang dari 0.002258065% pada pengaturan waktu dan
0.01442308% pada level RPM.Dari hasil pengujian yang penulis lakukan
makadapat disimpulkan bahwa :
1. Modul TA Mixer Tabung V dapat melakukan pencampuran dengan
waktu 1 menit sampai dengan 30 menit dan kecepatan 16 RPM sampai
dengan 25 RPM.
2. Modul TA Mixer Tabung V dapat menampilkan level RPM dan waktu
yang sudah ditentukan yang ditampilkan pada LCD.
3. Modul TA Mixer Tabung V dapat mengatur Waktu dengan menaikkan
atau mengurangi setting waktu, caranya adalah dengan menekan tombol
pada push button up dan down.
4. Modul TA Mixer Tabung V dengan sistem memisah dan menyatukan
serbuk obat yang berputar 360° baik untuk digunakan pada industri
farmasi kecil.
5.2 Saran
Pengembangan penelitian ini dapat dilakukan pada:
1. Tabung V bisa menggunakan warna transparan untuk melihat secara
langsung proses pencampuran.
2. Penambahan rangkaian motor bolak balik untuk fitur pencampuran..
3. Perancangan box rangkaian bisa diperkecil agar lebih simpel dan
DAFTAR PUSTAKA
[1] Ayu Novia, Diliwiyani Soraya, Maulidya Mitha, 2019.
PENCAMPURAN BAHAN OBAT YANG TEPAT UNTUK
OBAT BERKUALITAS. Farmasi UNSOED. Hal 2 – 8. Jurusan
Farmasi FKIK Universitas Jenderal Soedirman, Purwokerto.
[2] Cook, David. 2010. Intermediate Robot Building. Technology In Action, Jakarta.
[3] Iswanto, dan Raharja, Nia Maharani. 2015. Mikrokontroller Teori dan Praktek Dengan Bahasa C Atmega 16, Deepublish, Yogyakarta, Februari 2015.
[4] Kuo, Benjamin C. 2001. Teknik Kontrol Automatik. PT Prenhallindo, Jakarta.
[5] Lestari Intan. 2010. V-Shaped Powder Mixer, Tugas kampus. Hal 2 – 8. Politeknik Kementrian Kesehatan Surabaya.
[6] Purnamasari Shinta Angresti, Fitryanita Ayu. 2010. Teknik
Pencampuran Dalam Sediyaan Semi Padat. Farmasi UNSOED. Hal 6 – 9. Universitas Jenderal Soedirman, Purwokerto.
[7] Samudro, Triyono. 2010, V-Shaped Powder Mixer. Politeknik
Kesehatan Surabaya Jurusan Teknik Elektromedik Surabaya, 2010.
[8] Voigt, Rudolf. 1995. Buku Pelajaran Teknologi Farmasi, Bulaksumur, Yogyakarta, Indonesia.
[9] Wilkinson, Karl. 2006. Menggulung Ulang Motor Kecil. PT Elex Media Komputindo, Jakarta.
[10]https://tsffarmasiunsoed2012.wordpress.com/2012/05/22/pencampura n-bahan-obat-yang-tepat-untuk-obat-berkualitas/comment-page-1/ Ayu Novia, Diliwiyani Soraya, Maulidya Mitha (diakses pada tanggal 10 juli 2016, jam 10 WIB)
[12]http://www.academia.edu/5588009/V_SHAPED_POWDER_MIXER _B_INDO Lestari Intan (diakses pada tanggal 15 juli, jam 20 WIB)
[13]https://www.scribd.com/doc/316199301/PENCAMPURAN-OBAT-SUNTIK-pdf (diakses pada tanggal 2 agustus 2016, jam 16 WIB)
[14]http://repository.usu.ac.id/bitstream/123456789/26082/3/Chapter%20I I.pdf (diakses pada tanggal 2 agustus 2016, jam 14 WIB)
[15]http://e-belajarelektronika.com/arsitektur-mikrokontroler-avr-atmega-8535/ (diakses pada tanggal 8 agustus 2016, jam 20 WIB)
Lampiran
A. Rangkaiandan box mixer
1. RangkaianPower Supply yang telah dilarutkan dan dirakit
2. Rangkaian Minimum sistem yang telah dilarutkan dan dirakit
3. Rangkaian dalam box
4. Motor DC girbox
6. Tabung V
B. Pengukuran dan pengujian
1. Pengukuran pada Level 25 RPM
3. Serbuk S sebelum pencampuran
5. Serbuk S&C setelah pencampuran
7. Pengukuran waktu pada15 menit
C. Program
/***************************************************** This program was produced by the
CodeWizardAVR V2.05.3 Standard Automatic Program Generator
© Copyright 1998-2011 PavelHaiduc, HP InfoTech s.r.l. http://www.hpinfotech.com
Project : Version :
Date : 7/25/2016 Author : AMHA.OUTDOOR Company : DPM
Comments:
Chip type : ATmega8535 Program type : Application AVR Core Clock frequency: 11.059200 MHz Memory model : Small
Data Stack size : 128
*****************************************************/
#include <mega8535.h>
// Alphanumeric LCD functions #include <alcd.h>
// Timer2 overflow interrupt service routine interrupt [TIM2_OVF] void timer2_ovf_isr(void) {
PORTA.0=1;
// Declare your global variables here
void main(void) {
// Declare your local variables here
// Input/Output Ports initialization // Port A initialization
// Func7=In Func6=In Func5=In Func4=In Func3=In Func2=In Func1=In Func0=In
// State7=T State6=T State5=T State4=T State3=T State2=T State1=T State0=T
PORTA=0x00; DDRA=0x01;
// Port B initialization
// State7=T State6=T State5=T State4=T State3=P State2=P State1=P State0=P
PORTB=0x0F; DDRB=0x00;
// Port C initialization
// Func7=In Func6=In Func5=In Func4=In Func3=In Func2=In Func1=In Func0=In
// State7=T State6=T State5=T State4=T State3=T State2=T State1=T State0=T
PORTC=0x00; DDRC=0x00;
// Port D initialization
// Func7=Out Func6=In Func5=Out Func4=Out Func3=In Func2=In Func1=In Func0=In
// State7=0 State6=T State5=0 State4=0 State3=T State2=T State1=T State0=T
PORTD=0x00; DDRD=0xB0;
// Timer/Counter 0 initialization // Clock source: System Clock // Clock value: Timer 0 Stopped // Mode: Normal top=0xFF
// OC0 output: Disconnected TCCR0=0x00;
TCNT0=0x00; OCR0=0x00;
// Timer/Counter 1 initialization // Clock source: System Clock // Clock value: 10.800 kHz
// Mode: Ph. correct PWM top=0x00FF // OC1A output: Non-Inv.
// OC1B output: Non-Inv. // Noise Canceler: Off
![Gambar 2.11 Arsitektur ATMega 8535[15]](https://thumb-ap.123doks.com/thumbv2/123dok/656850.561705/36.595.117.509.118.460/gambar-arsitektur-atmega.webp)
![Gambar 2.12 IC Microcontroller ATMega 8535[15]](https://thumb-ap.123doks.com/thumbv2/123dok/656850.561705/38.595.144.448.221.427/gambar-ic-microcontroller-atmega.webp)
![Gambar 2.13 Rumus Duty Cycle[5]](https://thumb-ap.123doks.com/thumbv2/123dok/656850.561705/42.595.119.515.137.354/gambar-rumus-duty-cycle.webp)