MENGGUNAKAN METODE DESAIN FAKTORIAL
SKRIPSI
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Farmasi (S.Farm.)
Program Studi Farmasi
Diajukan oleh: Yoga Wirantara NIM : 078114021
FAKULTAS FARMASI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
ii
OPTIMASI PROSES PENCAMPURAN HAND KRIM DENGAN KAJIAN KECEPATAN PUTAR MIXER,
WAKTU DAN SUHU PENCAMPURAN MENGGUNAKAN METODE DESAIN FAKTORIAL
SKRIPSI
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Farmasi (S.Farm.)
Program Studi Farmasi
Diajukan oleh: Yoga Wirantara NIM : 078114021
FAKULTAS FARMASI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
iii
DENGAN KAJIAN KECEPATAN PUTAR MIXER, WAKTU DAN SUHU PENCAMPURAN MENGGUNAKAN METODE DESAIN FAKTORIAL
Skripsi yang diajukan oleh: Yoga Wirantara NIM : 078114021
telah disetujui oleh
Pembimbing
iv
Pengesahan Skripsi Berjudul
OPTIMASI PROSES PENCAMPURAN HAND KRIM DENGAN KAJIAN KECEPATAN PUTAR MIXER,
WAKTU DAN SUHU PENCAMPURAN MENGGUNAKAN METODE DESAIN FAKTORIAL
Oleh : Yoga Wirantara NIM : 078114021
Dipertahankan di hadapan Panitia Penguji Skripsi Fakultas Farmasi
Panitia Penguji : Tanda Tangan
1. Agatha Budi Susiana Lestari M. Si., Apt. ………..
2. Rini Dwiastuti, M.Sc., Apt. ………..
v
"Put your future in good hands - your own."
(Mark Victor Hansen)
"If you're not failing every now and again, it's a sign you're not
doing anything very innovative."
(Woody Allen)
Kupersembahkan karya sederhana ini kepada :
vi
PERNYATAAN KEASLIAN KARYA
Saya menyatakan dengan seseungguhnya bahwa skripsi yang saya tulis ini tidak memuat karya atau bagian karya orang lain, kecuali yang telah disebutkan dalam kutipan dan daftar pustaka, sebagaimana layaknya karya ilmiah.
Apabila di kemudian hari ditemukan indikasi plagiarism dalam naskah ini, maka saya bersedia menanggung segala sanksi sesuai peraturan perundang-undangan yang berlaku.
Yogyakarta, 10 Februari 2011 Penulis
vii
Nama : Yoga Wirantara Nomor Mahasiswa : 078114021
Demi pengembangan ilmu pengetahuan, saya memberikan kepada Perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul :
OPTIMASI PROSES PENCAMPURAN HAND KRIM DENGAN KAJIAN KECEPATAN PUTAR MIXER, WAKTU DAN SUHU PENCAMPURAN MENGGUNAKAN METODE DESAIN FAKTORIAL
Dengan demikian saya memberikan kepada Perpustakaan Universitas Sanata Dharma hak untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk pangkalan data, mendistribusikan secara terbatas, dan mempublikasikannya di internet atau media lain untuk kepentingan akademis, tanpa perlu meminta izin dari saya maupun memberikan royalty kepada saya selama tetap mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini yang saya buat dengan sebenarnya.
Dibuat di Yogyakarta
Pada Tanggal : 10 Februari 2011
Yang Menyatakan
viii PRAKATA
Puji syukur kepada Bapa atas berkat, rahmat, kasih dan penyertaanNya, sehingga penulis dapat menyelesaikan skripis berjudul “Optimasi Proses Pencampuran Hand Krim dengan Kajian Kecepatan Putar Mixer, Waktu dan Suhu Pencampuran Menggunakan Metode Desain Faktorial ” sebagai salah satu syarat untuk mencapai gelar Sarjana Farmasi (S. Farm) pada Fakultas Farmasi Universitas Sanata Dharma Yogyakarta.
Keberhasilan penulis dalam penyusunan skripsi ini tentunya tidak terlepas dari dukungan dan bantuan berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih yang sebesar-besarnya kepada:
1. Papa Toyup, dan Mama Oey Sioe Gik yang telah banyak berkorban, bekerja keras, memberikan dukungan, semangat, doa, kasih sayang, dan nasehat yang selalu membangun.
2. Ipang Djunarko, M.Sc., Apt. selaku Dekan Fakultas Farmasi Universitas Sanata Dharma Yogyakarta sekaligus dosen pembimbing akademik. 3. Agatha Budi Susiana L, M.Si., Apt. selaku dosen pembimbing yang
selalu memberikan waktu, semangat, pengarahan, masukan, kritik dan saran baik selama penelitian maupun penyusunan skripsi ini.
4. Rini Dwiastuti, M.Sc., Apt. selaku dosen penguji yang telah berkenan memberikan kritik serta saran yang membangun.
ix
Dharma: khususnya Pak Musrifin, Om Bimo, Mas Agung, Pak Iswandi yang telah banyak membantu selama penelitian di laboratorium.
8. Staf kebersihan Fakultas Farmasi Sanata Dharma, khususnya Pak Yuwana yang telah membantu kelancaran penulis dalam melakukan penelitian. 9. Amelia Enrika atas dukungan, doa, dan kasih sayang yang diberikan
selama ini.
10.Ayu Asmoro Ningrum, dan Manda Ferry Laverius, teman seperjuangan dan tempat berbagi keluh kesah selama penelitian dan penyusunan skripsi. Terima kasih atas segala masukan, semangat, dan kebersamaan yang telah diberikan.
11.Ridho Bertomi Panjaitan, I Gede Andrie Wicaksana, Anggun Aji Mukti atas persahabatan yang terjalin selama ini.
12.Serevino L., atas saran, dukungan, bantuan, dan solusi-solusi yang berarti hingga saat ini.
13.Teman-teman lantai I, atas kebersamaan, berbagi makanan, cerita, pengalaman, keluh kesah, dan bantuan selama mengerjakan penelitian ini. 14.Teman-teman FST kelas A 2007, atas persahabatan yang terjalin selama
perkuliahan. We are the best..
x
16.Teman-teman kos “BJ”, atas kebersamaan selama ini.
17.Semua pihak yang tidak dapat disebutkan satu per satu yang telah membantu penulis dalam mewujudkan skripsi ini. Tidak tertulis di sini bukan berarti tidak tertulis di hati.
Akhir kata, “tiada gading yang tak retak” maka penulis menyadari bahwa penyusunan skripsi ini masih banyak kekurangannya mengingat keterbatasan kemampuan dan pengalaman yang dimiliki. Oleh sebab itu kritik dan saran yang membangun sangat diperlukan oleh penulis demi kesempurnaan skripsi ini. Semoga skripsi ini dapat bermanfaat bagi perkembangan ilmu pengetahuan.
xi
HALAMAN JUDUL ... ii
HALAMAN PERSETUJUAN PEMBIMBING ...iii
HALAMAN PENGESAHAN ... iv
HALAMAN PERSEMBAHAN ... v
PERNYATAAN KEASLIAN KARYA ... vi
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS ... vii
xii
BAB II. PENELAAHAN PUSTAKA ... 6
A. Krim ... 6
B. Emulgator ... 6
C. Pencampuran ... 7
D. Parameter sifat fisis sediaan Krim ... 8
1. Viskositas ... 8
2. Daya Sebar... 8
E. Analisis droplet ... 9
F. Pembentukan droplet ... 10
G. Mixer ... 13
H. Metode Desain Faktorial ... 15
I. Landasan Teori ... 17
J. Hipotesis ... 18
BAB III. METODE PENELITIAN ... 19
A. Jenis dan Rancangan Penelitian ... 19
B. Variabel Penelitian ... 19
C. Definisi Operasional ... 19
xiii
F. Analisis Hasil ... 25
BAB IV. HASIL DAN PEMBAHASAN ... 26
A. Pembuatan Krim ... 26
B. Pengujian Tipe Krim ... 28
C. Karakteristik Ukuran Droplet pada Formula Hand Krim ... 31
D. Sifat Fisis Hand Krim ... 33
1. Contour Plot Viskositas ... 62
2. Contour Plot Daya Sebar ... 63
3. Contour Plot Pergeseran Viskositas ... 64
BAB V. KESIMPULAN DAN SARAN ... 69
A. Kesimpulan ... 69
B. Saran ... 69
DAFTAR PUSTAKA ... 70
xiv
xv
Tabel II. Formula standard dan formula modifikasi ... 22
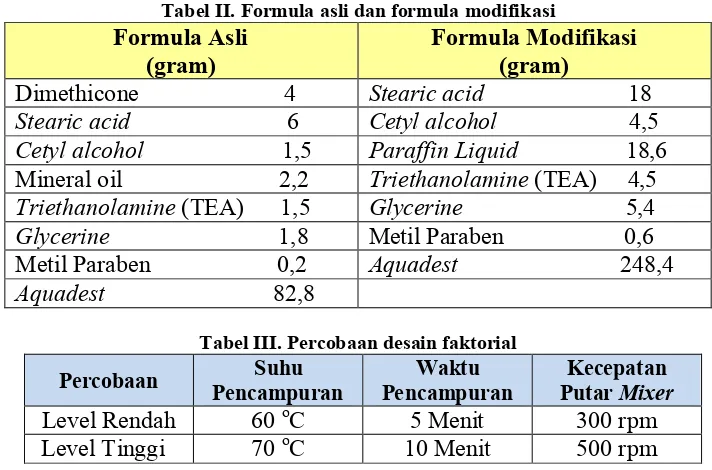
Tabel III. Percobaan desain faktorial ... 22
Tabel IV. Hasil pengukuran distribusi ukuran droplet percentile 90 ... 31
Tabel V. Hasil pengukuran sifat fisik hand krim ... 34
Tabel VI. Hasil pengolahan data nilai efek dari respon viskositas ... 36
Tabel VII. Hasil pengolahan data nilai efek dari respon daya sebar ... 43
Tabel VIII. Hasil uji normalitas distribusi data percentile 90 ... 51
Tabel IX. Hasil perhitungan dan analisis statistik distribusi ukuran droplet setelah pembuatan dan selama penyimpanan satu bulan ... 51
Tabel X. Hasil pengukuran stabilitas hand krim ... 52
xvi
DAFTAR GAMBAR
Gambar 1. Grafik pengaruh lama pencampuran dan kecepatan pencampuran terhadap rata-rata ukuran droplet... 12 Gambar 2. Planetary mixer ... 14 Gambar 3. Sigma blade mixer ... 14 Gambar 4. Hasil pengamatan tipe emulsi tiap formula dengan metode warna,
perbesaran 40 x 10 kali ... 29 Gambar 5. Hasil pengamatan tipe emulsi dengan metode pengenceran ... 30 Gambar 6. Pengaruh interaksi suhu dan waktu pada level rendah kecepatan
putar mixer terhadap respon viskositas ... 37 Gambar 7. Pengaruh interaksi suhu dan waktu pada level tinggi kecepatan
putar mixer terhadap respon viskositas ... 37 Gambar 8. Pengaruh interaksi waktu dan kecepatan putar mixer pada level
rendah suhu pencampuran terhadap respon viskositas ... 38 Gambar 9. Pengaruh interaksi waktu dan kecepatan putar mixer pada level
tinggi suhu pencampuran terhadap respon viskositas ... 38 Gambar 10. Pengaruh interaksi suhu dan kecepatan putar mixer pada level
rendah waktu pencampuran terhadap respon viskositas ... 39 Gambar 11. Pengaruh interaksi suhu dan kecepatan putar mixer pada level
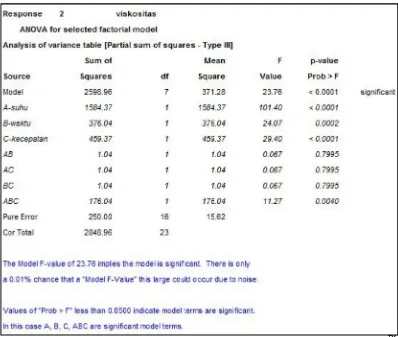
tinggi waktu pencampuran terhadap respon viskositas ... 40 Gambar 12. Hasil uji ANOVA untuk respon viskositas dengan software
xvii
putar mixer terhadap respon daya sebar ... 44 Gambar 15. Pengaruh interaksi waktu pencampuran dan kecepatan putar
mixer pada level rendah suhu pencampuran terhadap respon daya sebar ... 45 Gambar 16. Pengaruh interaksi waktu pencampuran dan kecepatan putar
mixer pada level tinggi suhu pencampuran terhadap respon daya sebar ... 45 Gambar17. Pengaruh interaksi suhu pencampuran dan kecepatan putar mixer
pada level rendah waktu pencampuran terhadap respon daya sebar ... 46 Gambar18. Pengaruh interaksi suhu pencampuran dan kecepatan putar mixer
pada level tinggi waktu pencampuran terhadap respon daya sebar . 47 Gambar 19. Hasil uji ANOVA untuk respon daya sebar dengan software
Design Expert 7.0.0™ ... 48 Gambar 20. Pengaruh interaksi suhu dan waktu pada level rendah kecepatan
putar mixer terhadap respon pergeseran viskositas ... 54 Gambar 21. Pengaruh interaksi suhu dan waktu pada level tinggi dan level
xviii
Gambar 22. Pengaruh interaksi waktu dan kecepatan putar mixer pada level rendah suhu pencampuran terhadap respon pergeseran viskositas .. 55 Gambar 23. Pengaruh interaksi waktu dan kecepatan putar mixer pada level
tinggi suhu pencampuran terhadap respon pergeseran viskositas ... 55 Gambar 24. Pengaruh interaksi suhu dan kecepatan putar mixer pada level
rendah waktu pencampuran terhadap respon pergeseran viskositas ... 56 Gambar 25. Pengaruh interaksi suhu dan kecepatan putar mixer pada level
tinggi waktu pencampuran terhadap respon pergeseran viskositas ... 57 Gambar 26. Hasil uji ANOVA untuk respon pergeseran viskositas dengan
software Design Expert 7.0.0™ ... 59 Gambar 27. Contour plot dua dimensi viskositas pengaruh suhu pencampuran
dan waktu pencampuran terhadap faktor kecepatan putar mixer
level rendah (300 rpm) ... 63 Gambar 28. Contour plot dua dimensi daya sebar pengaruh suhu pencampuran
dan waktu pencampuran terhadap faktor kecepatan putar mixer
level rendah (300 rpm) ... 64 Gambar 29. Contour plot dua dimensi pergeseran viskositas pengaruh suhu
xix
DAFTAR LAMPIRAN
Lampiran 1. Jumlah bahan hand krim untuk 300 gram formula ... 74
Lampiran 2. Percobaan desain faktorial ... 74
Lampiran 3. Uji daya sebar hari ke-2 setelah pembuatan ... 74
Lampiran 4. Uji viskositas dan pergeseran viskositas ... 75
Lampiran 5. Nilai percentile 90 tiap formula ... 77
Lampiran 6. Histogram percentile 90 tiap formula ... 85
Lampiran 7. Karakteristik droplet 2 hari dan 30 hari tiap formula ... 86
Lampiran 8. Data design expert 7.0.0™(Viskositas) ... 88
Lampiran 9. Data design expert 7.0.0™(Daya sebar) ... 89
Lampiran 10. Data design expert 7.0.0™ (Pergeseran Viskositas) ... 90
xx
menghasilkan hand krim dengan sifat dan stabilitas fisis krim yang baik. Dalam penelitian ini digunakan formula hand krimyang sudah dimodifikasi.
Penelitian ini menggunakan rancangan eksperimental murni dengan metode desain faktorial tiga faktor dua level yaitu kecepatan putar (level rendah 300rpm; level tinggi 500rpm), waktu pencampuran (level rendah 5 menit; level tinggi 10 menit) dan suhu pencampuran (level rendah 60oC; level tinggi 70oC). Pengujian dilakukan untuk melihat sifat fisis antara lain viskositas, dan daya sebar, serta stabilitas fisis yang mencakup pergeseran viskositas yang diamati setelah penyimpanan selama satu bulan. Data hasil penelitian dianalisis secara statistik dengan menggunakan software Design Expert 7.0.0™.
Hasil penelitian ini menunjukan bahwa suhu pencampuran, kecepatan putar mixer, waktu pencampuran, serta interaksi ketiga faktor memberikan pengaruh yang signifikan terhadap respon viskositas dan daya sebar. Suhu pada saat pencampuran, kecepatan putar mixer, dan interaksi antara kedua faktor tersebut, serta interaksi antara kecepatan putar mixer dengan waktu pencampuran memberikan pengaruh yang signifikan terhadap respon pergeseran viskositas. Kondisi optimum proses pencampuran yang ditemukan adalah kecepatan putar
mixer 300 rpm, waktu pencampuran 10 menit, dan suhu pencampuran 70oC yang diperkirakan sebagai kondisi proses pencampuran optimum pada sediaan hand
krim.
xxi ABSTRACT
The aims of the research were to determine the factors in the mixing process of the hand cream which significantly affected the physical properties and physical stability of creams and to obtain the optimum condition in the mixing process that produced good hand cream on appropriate physical properties and stability. This research used a modified formula of hand cream.
This research was a pure experimental design based on factorial design using three-factor and two levels. The factors observed were rotational speed (300rpm lower level; high level of 500rpm), mixing time (low level of 5 minutes; high level 10 min) and mixing temperature (60oC low level, high level 70oC). The research was carried out to investigate the responses of the physical properties such as viscosity, spreadability, and physical stability (viscosity shift which was observed after one month storage). The data were statistically analyzed by using Annova on Design Expert 7.0.0™ software.
The results showed that mixing temperature, mixing speed, mixing time and the interaction between them, were significantly affected viscosity and spreadability. Mixing temperature, mixing speed, interaction on them, and interaction of mixing time and mixing speed significantly affected viscosity shift. The optimum condition that found in this research was rotary mixer at a speed of 300 rpm, 10 minutes mixing time, and 70oC mixing temperature.
1
A. Latar Belakang
Krim adalah sediaan setengah padat berupa emulsi kental yang digunakan untuk pemakaian luar tubuh (Aulton, 1991). Krim biasanya terdiri dari dua fase, dimana satu fase terdispersi dalam fase yang lainnya (Anief, 2000). Tipe krim sederhana ada 2 yaitu tipe air dalam minyak (A/M) dan tipe minyak dalam air (M/A) (Allen, 1999). Untuk mendispersikan dua fase yang tidak saling campur sehingga terbentuk suatu emulsi diperlukan suatu proses pencampuran. Dalam proses pencampuran diperlukan energi, baik berupa energi kimia, energi mekanik maupun energi panas. Energi kimia berasal dari emulgator yang digunakan, Energi mekanik berasal dari proses pencampuran, sedangkan energi panas berasal dari suhu pencampuran (Anonim, 2011).
Salah satu bentuk sediaan krim yang ada dipasaran adalah hand krim.
Hand krim merupakan sediaan kosmetika yang digunakan untuk maksud melindungi kulit supaya tetap halus dan lembut, tidak kering bersisik dan mudah pecah. Sediaan hand krim harus mudah disebarkan pada permukaan kulit (Anonim, 2010). Karena itu hand krim harus memiliki sifat fisis dan stabilitas yang baik. Salah satu hal yang perlu diperhatikan dalam pembuatan hand krim yang baik adalah proses pencampuran.
2
dua atau lebih bahan yang tidak saling campur sehingga terbentuk sediaan krim yang baik. Pencampuran yang optimum akan menghasilkan sediaan krim dengan sifat fisis dan stabilitas fisis yang baik. Oleh karena itu, perlu dilakukan optimasi terhadap proses pencampuran sehingga dihasilkan sediaan krim yang memiliki sifat fisis dan stabilitas fisis yang terbaik.
Proses pencampuran suatu sediaan dapat mempengaruhi stabilitas dan sifat fisis sediaan tersebut. Faktor-faktor yang dapat mempengaruhi proses pencampuran antara lain temperatur, kecepatan putar, shear stress, strain, dan waktu (Nielloud dan Mestres, 2000). Selama pencampuran, kecepatan putar dapat menyebabkan adanya gaya geser pada krim yang memungkinkan terjadinya perubahan sifat fisis krim seperti viskositas. Gaya geser yang diaplikasikan selama proses pencampuran dapat menurunkan viskositas krim dan selanjutnya berpengaruh pada kualitas sediaan yang terbentuk (Amiji dan Sandmann, 2003).
Penurunan viskositas krim selain disebabkan oleh gaya geser dapat juga disebabkan oleh pengaruh suhu dalam proses pencampuran yang nantinya akan menyebabkan krim semakin encer. Fenomena ini akan menyebabkan penurunan stabilitas sediaan selama penyimpanan dan tidak nyaman saat digunakan. Karena itu, peningkatan suhu harus dijaga selama proses pencampuran, sehingga dapat mengurangi kemungkinan terjadinya pemadatan atau kristalisasi yang terlalu cepat atau tidak sesuai dari senyawa yang memiliki titik leleh tinggi selama proses pencampuran.
diberikan di dalam sistem sehingga memungkinkan pergerakan droplet-droplet. Pergerakan droplet ini memungkinkan tumbukan antar droplet sehingga pada saat penyimpanan terjadi penggabungan antar droplet menjadi lebih besar. Hal ini menunjukkan adanya ketidakstabilan dalam sistem emulsi.
Berdasarkan uraian di atas, maka perlu dilakukan penelitian untuk melihat pengaruh kecepatan putar mixer, waktu pencampuran, dan suhu pencampuran pada proses pencampuran hand krim terhadap sifat fisis dan stabilitasnya serta memperoleh kondisi yang optimum pada pencampuran bahan-bahan hand krim. Sifat fisis yang dioptimasi meliputi viskositas dan daya sebar, dan stabilitas fisis yang dioptimasi adalah pergeseran viskositas yang diamati setelah penyimpanan selama satu bulan. Baik sifat fisis maupun stabilitas fisis yang diamati kemudian dianalisis menggunakan metode desain faktorial.
4
1. Permasalahan
Berdasarkan latar belakang tersebut, permasalahan dalam penelitian ini dapat dirumuskan sebagai berikut:
a. Di antara kecepatan putar mixer, waktu pencampuran, dan suhu pencampuran dalam pembuatan krim, faktor manakah yang berpengaruh terhadap sifat fisis dan stabilitas hand krim?
b. Adakah kondisi optimum di antara faktor yang diteliti dalam proses pencampuran hand krim ?
2. Keaslian Penelitian
Sejauh penelusuran pustaka yang telah dilakukan penulis, penelitian tentang Optimasi Proses Pencampuran Hand Krim dengan Kajian Kecepatan Putar Mixer, Waktu Pencampuran dan Suhu Pencampuran Menggunakan Metode Desain Faktorial belum pernah dilakukan. Penelitian serupa yang pernah dilakukan antara lain :
a. Optimasi Proses Pembuatan Krim Sunscreen Ekstrak Kering Polifenol Teh Hijau (Camellia sinensis L.) dengan Metode Desain Faktorial yang dilakukan oleh Dwiastuti, (2009).
3. Manfaat Penelitian
Manfaat yang diharapkan dari penelitian ini adalah :
a. Manfaat teoritis. Menambah ilmu mengenai sediaan krim, khususnya mengenai pengaruh kecepatan putar, waktu, dan suhu pencampuran terhadap sifat fisis dan stabilitas fisis.
b. Manfaat metodologis. Menambah informasi bagi ilmu kefarmasian mengenai aplikasi desain faktorial pada proses pencampuran hand krim.
c. Manfaat praktis. Mengetahui kondisi optimum antara kecepatan putar, waktu, dan suhu pencampuran sehingga dapat menghasilkan hand krim yang memiliki sifat fisis dan stabilitas yang baik.
B. Tujuan Penelitian 1. Tujuan Umum
Tujuan umum dari penelitian ini adalah untuk memastikan proses pencampuran yang optimum dengan melihat kecepatan putar mixer, waktu pencampuran, dan suhu pencampuran pada pembuatan sediaan hand krim.
2. Tujuan Khusus
a. Untuk mengetahui faktor manakah yang berpengaruh di antara kecepatan putar mixer, waktu pencampuran dan suhu pencampuran pada sifat fisis dan stabilitas hand krim.
b. Untuk mengetahui apakah ditemukan kondisi optimum dari kecepatan putar
mixer, waktu pencampuran, dan suhu pencampuran pada pembuatan hand
6 BAB II
PENELAAHAN PUSTAKA
A. Krim
Krim didefinisikan sebagai cairan kental atau emulsi setengah padat baik bertipe air dalam minyak atau minyak dalam air. Krim biasanya digunakan sebagai emollient atau pemakaian obat pada kulit (Ansel, 1990). Terdapat dua tipe krim sederhana, yaitu tipe air dalam minyak (A/M) dan tipe minyak dalam air (M/A). Tipe air dalam minyak (A/M) tidak larut dalam air dan tidak dapat dicuci dengan air, sedangkan tipe minyak dalam air (M/A) dapat bercampur dan dapat dicuci dengan air, serta tidak berminyak (Allen, 1999).
Praktek yang umum dalam memformulasi emulsi adalah mendispersi komponen lipofilik pada fase yang sesuai sebelum emulsifikasi dilakukan. Komposisi yang larut minyak atau yang dapat didispersikan dalam minyak dicampurkan pada fase minyak dan komposisi yang larut air atau yang dapat didispersikan dalam air dicampurkan dalam fase air (Liebermann, Rieger, dan Banker G.S., 1996).
B. Emulgator
Emulsi didefinisikan sebagai campuran yang tidak stabil dari dua cairan yang tidak saling campur secara termodinamika dengan suatu emulsifying agent
Emulsifying agent adalah suatu molekul yang memiliki rantai hidrokarbon nonpolar dan polar pada tiap ujung rantai molekulnya. Emulsifying agent dapat menarik fase air dan fase minyak sekaligus dan akan menempatkan diri di antara kedua fase tersebut. Keberadaan emulsifying agent akan menurunkan tegangan permukaan fase air dan fase minyak (Friberg, Quencer, dan Hilton, 1996).
Penggunaan campuran dua macam emulsifying agent dengan menjumlahkan nilai HLBnya secara langsung umumnya lebih stabil dibanding penggunaan secara tunggal. Emulsifying agent dapat dicampurkan dengan perbandingan dan proporsi yang sesuai (Allen, 2002). Emulsifying agent bekerja dengan membentuk lapisan film atau lapisan di sekeliling butir-butir tetesan yang terdispersi dan film ini berfungsi mencegah terjadinya koalesen dan terpisahnya cairan dispers (Anief, 2000).
C. Pencampuran
Proses pencampuran merupakan proses yang diperlukan dalam pembuatan sediaan obat. Pencampuran dibutuhkan untuk menghasilkan distribusi dari dua atau lebih bahan. Pencampuran adalah suatu proses yang bertujuan untuk menangani dua partikel atau lebih bahan yang belum tercampur, sehingga setiap unit (partikel, molekul, dan lain-lain) dari bahan tersebut dapat berinteraksi dengan bahan lain (Aulton, 2002). Tingkat pencampuran umumnya tergantung dari lamanya waktu pencampuran.
8
cepat atau tidak sesuai dari senyawa yang memiliki titik leleh tinggi selama proses pencampuran. Untuk proses emulsifikasi biasanya pemanasan dilakukan 5-10 ⁰C diatas titik didih dari senyawa dengan titik didih tertinggi (Liebermann, Rieger, dan Banker G.S., 1996). Sifat fisis emulsi tidak hanya dipengaruhi oleh temperatur, tapi oleh banyak faktor lain, seperti kecepatan geser (kecepatan putar), tegangan geser, tegangan, dan waktu pencampuran (Nielloud dan Mestres, 2000).
D. Parameter Sifat Fisis Sediaan Krim 1. Viskositas
Viskositas adalah suatu pernyataan tahanan dari suatu cairan untuk mengalir, makin tinggi viskositas akan semakin besar tahanannya (Martin, Swarbick, dan Cammarata, 1993). Peningkatan viskositas akan meningkatkan waktu retensi pada tempat aplikasi, tetapi menurunkan daya sebar (Garg, Aggarwal, Garg, dan Singla, 2002). Penggolongan bahan menurut tipe aliran dan deformasinya dibagi menjadi dua yaitu sistem Newton dan sistem non-Newton. Tipe alir plastik, pseudoplastik, dan dilatan termasuk dalam sistem non-Newton (Martin, Swarbick, dan Cammarata, 1993).
2. Daya sebar
karakteristik yang penting dari formulasi sediaan topikal dan bertanggung jawab untuk ketepatan transfer dosis atau melepaskan zat aktif atau obatnya, dan kemudahan penggunaannya (Garg, Aggarwal, Garg, dan Singla, 2002).
Untuk menilai daya sebar sediaan semisolid topikal, faktor-faktor yang penting dipertimbangkan meliputi karakteristik formulasi, waktu, dan kecepatan
shear selama pengolesan dan suhu tempat aplikasi. Kecepatan penyebaran juga bergantung pada viskositas formulasi, kecepatan penguapan solven dan kecepatan kenaikan viskositas karena evaporasi (Garg et al., 2002).
E. Analisis Droplet
Mikromeritik adalah ilmu dan teknologi tentang partikel kecil. Satuan ukuran partikel yang sering digunakan dalam mikromeritik adalah mikrometer (µm) yang sering disebut mikron. Dalam bidang farmasi ada informasi yang perlu diperoleh dari partikel yaitu (1) bentuk dan luas permukaan partikel dan (2) ukuran partikel dan distribusi ukuran partikel (Martin, Swarbick, dan Cammarata, 1993). Data tentang ukuran partikel diperoleh dalam diameter partikel dan distribusi diameter (ukuran) partikel, sedangkan bentuk partikel memberikan gambaran tentang luas permukaan spesifik partikel dan teksturnya (kasar atau halus permukaan partikel) (Martin, Swarbick, dan Cammarata, 1993).
10
untuk ukuran partikel antara 0,2 μm hingga kira-kira 100 μm (Martin, Swarbick, dan Cammarata, 1993).
Kerugian metode mikroskopik adalah bahwa garis tengah yang diperoleh hanya dua dimensi (panjang dan lebar) dari tiga dimensi partikel yang umumnya terlihat. Selain itu, jumlah partikel yang harus diamati sekitar 300-500 partikel agar memperoleh suatu perkiraan distribusi yang baik, sehingga metode ini memerlukan ketelitian dan waktu yang lama. Pengujian mikromeritik dari suatu sampel harus tetap dilakukan bahkan jika digunakan metode analisis ukuran partikel yang lain, karena adanya gumpalan dari masing-masing partikel lebih dari satu komponen sering kali dideteksi dengan metode mikroskopik (Martin, Swarbick, dan Cammarata, 1993).
Analisis ukuran droplet dapat digambarkan melalui suatu nilai percentile
yaang didapatkan dengan mengurutkan data dari ukuran droplet dari yang terkecil sampai yang paling besar, dan kemudian dapat ditentukan nilai percentile sesuai dari suatu populasi data. Nilai percentile menunjukkan bahwa sejumlah tertentu droplet dari populasi droplet yang terukur memiliki nilai di bawah nilai percentile
tersebut. (De Muth, 1999).
F. Pembentukkan Droplet
pembentukan droplet adalah sifat kental dan elastis dari fase dispers dan medium dispers; tegangan antarmuka; dan kondisi aliran (Peters, 1997).
Terdapat kesulitan dalam menguji peranan faktor-faktor tersebut baik secara eksperimental maupun secara teoritis. Inti dari kesulitan tersebut adalah bahwa secara prakteknya, emulsifikasi tidak terjadi pada kondisi yang tetap, tetapi di bawah kondisi yang dinamis yaitu dalam skala waktu satuan detik sampai 10-6 detik. Bagaimanapun, dapat diasumsikan bahwa arah efek yang timbul bergantung pada skala waktu. Kemudian, dapat digunakan kombinasi efek steady-state
dengan sebuah pemahaman tentang pengaruh skala waktu dalam memodifikasi besar droplet (Peters, 1997).
12
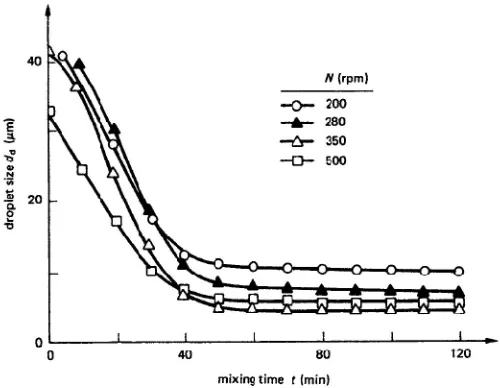
Kecepatan putar mixer berperan dalam memberikan energi mekanik sehingga campuran dapat terdispersi satu sama lainnya. Kecepatan putar mixer
dapat mempengaruhi ukuran droplet, namun demikian kenaikan kecepatan putar tidak selalu menghasilkan ukuran droplet yang kecil (Peters, 1997). Berikut adalah grafik pengaruh lamanya waktu pencampuran pada kecepatan pencampuran yang berbeda terhadap rata-rata ukuran droplet:
Gambar 1. Grafik pengaruh lama pencampuran dan kecepatan pencampuran terhadap rata-rata ukuran droplet (Peters, 1997)
waktu pencampuran yang digunakan dalam pembuatan suatu sediaan emulsi (Peters, 1997).
G. Mixer
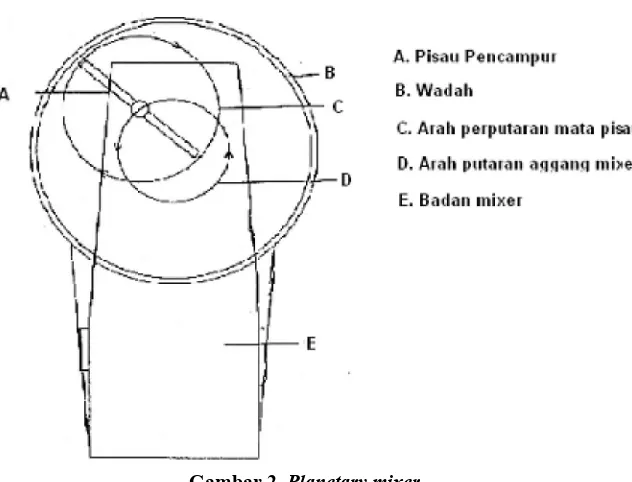
Salah satu faktor yang berpengaruh dalam pemilihan mixer untuk pencampuran sediaan semipadat adalah viskositas sediaan tersebut (Lachman, Liebermann, dan Kanig, 1994). Sediaan semipadat pada umumnya memiliki viskositas yang cukup tinggi. Mixer yang sesuai adalah mixer yang elemen putarnya dapat menghasilkan gaya geser yang cukup tinggi. Permasalahan yang sering muncul pada pencampuran semisolid pada kenyataannya berbeda dengan pencampuran sediaan padat atau cair, sediaan semisolid akan lebih sukar mengalir, dimana akan ditemukan daerah ”dead spots”. Dua tipe mixer yang digunakan untuk memperoleh sediaan semipadat yang homogen adalah planetary mixer dan sigma blade mixer (Aulton, 2002).
14
Gambar 2. Planetary mixer
Sigma blade mixer (Gambar 3), merupakan mixer yang kuat dan cocok digunakan pada sediaan pasta padat (stiff pastes) dan salep (Aulton, 2002).
H. Metode Desain Faktorial
Desain faktorial merupakan aplikasi persamaan regresi yaitu teknik untuk memberikan model hubungan antara variabel respon dengan satu atau lebih variabel bebas. Model yang diperoleh dari analisis tersebut berupa persamaan matematika. Desain faktorial tiga level berarti ada tiga faktor (misal A, B, dan C) yang masing-masing faktor diuji pada dua level yang berbeda yaitu level rendah dan level tinggi. Dengan desain faktorial dapat didesain suatu percobaan untuk mengetahui faktor yang dominan berpengaruh secara signifikan terhadap suatu respon (Bolton, 1997).
Dalam penelitian ini faktor yang diuji ada tiga antara lain : kecepatan putar mixer, waktu pencampuran, dan suhu pencampuran. Masing-masing faktor akan diuji pada dua level. Untuk melihat pengaruh proses pembuatan dengan desain faktorial tiga faktor dua level dilakukan berdasarkan rumus:
y = bo + bA xA + bB xB + bc xC + bAB xA xB+ bAC xA xC+ bBC xB xC+ bABC xA xB xC...(1)
Dengan :
y = respon hasil atau sifat yang diamati
(xA)(xB)(xC) = level pada faktor A, faktor B, dan faktor C b0, bA, bB, bC = koefisien, dapat dihitung dari hasil percobaan
16
Pada desain faktorial tiga faktor dan dua level dibutuhkan delapan formulasi (2n =8, dengan 2 menunjukkan level dan n menunjukkan jumlah faktor). Rancangan desain faktorial tiga faktor dan dua level dapat dilihat pada table berikut :
Tabel I. Rancangan desain faktorial tiga faktor dua level
Eksperimen A Faktor B C AB AC Interaksi BC ABC
I. Landasan Teori
Dalam pembuatan suatu sediaan semipadat proses pencampuran merupakan salah satu kriteria penting untuk diperhatikan agar dapat memperoleh sediaan yang sesuai dengan sifat fisis dan stabilitas dari sediaan yang ditentukan.
Hand krim pada penelitian ini merupakan suatu sediaan semipadat yang terbentuk dari dua fase yang berbeda yang tidak saling campur satu sama lain tanpa adanya bantuan dari emulsifying agent.
Faktor-faktor yang dapat mempengaruhi proses pencampuran dalam pembuatan krim antara lain: suhu pencampuran, kecepatan geser, tegangan geser, dan lama pencampuran. Selama pencampuran, kecepatan putar dapat menyebabkan adanya gaya geser pada krim yang memungkinkan terjadinya perubahan sifat fisis krim seperti viskositas, dan selanjutnya berpengaruh pada kualitas sediaan yang terbentuk.
Kenaikan atau penurunan nilai viskositas dan daya sebar dapat mempengaruhi sifat fisis dan stabilitas dari sediaan krim. Di samping itu suhu pemanasan dalam proses pencampuran juga berpengaruh dalam pembuatan suatu sediaan krim.Pengaturan suhu juga diperlukan selama proses pencampuran sebab hal ini dapat mengurangi pemadatan atau kristalisasi yang terlalu cepat dari bahan-bahan atau senyawa yang digunakan dalam proses pencampuran sediaan
hand krim. Oleh karena itu optimasi terhadap suhu pencampuran juga perlu dilakukan dalam proses pembuatan krim.
18
tercapainya homogenitas ideal yang dikehendaki, sebab proses pencampuran maupun proses pemisahan pada saat yang sama berlangsung secara kompetitif dan tetap. Perlu dilakukan optimasi untuk memperoleh waktu pencampuran yang optimum. Optimasi kecepatan putar mixer dan waktu pencampuran, serta suhu pencampuran menjadi bagian penting dalam penelitian ini untuk mendapatkan kondisi proses pembuatan hand krim yang optimum.
Untuk mendapatkan kondisi yang optimum dari kecepatan putar mixer, waktu dan suhu pencampuran sehingga menghasilkan sifat fisis dan stabilitas yang memenuhi syarat dapat digunakan metode desain faktorial. Melalui desain faktorial dapat juga diketahui besar efek setiap faktor maupun interaksinya terhadap respon (sifat fisis dan stabilitas krim).
J. Hipotesis
Kecepatan putar mixer, waktu pencampuran, dan suhu pencampuran serta interaksinya berpengaruh terhadap sifat fisis dan stabilitas fisis dalam pembuatan
19 BAB III
METODE PENELITIAN
A. Jenis Rancangan Penelitian
Penelitian ini termasuk dalam penelitian eksperimental murni dengan menggunakan rancangan penelitian desain faktorial.
B. Variabel dalam Penelitian
1. Variabel bebas dalam penelitian ini adalah kecepatan putar mixer, waktu pencampuran, dan suhu pencampuran selama proses pembuatan.
2. Variabel tergantung dalam penelitian ini adalah sifat fisis krim yang meliputi daya sebar, viskositas dan stabilitas krim yang meliputi pergeseran viskositas setelah pembuatan dan setelah penyimpanan selama 1 bulan.
3. Variabel pengacau terkendali dalam penelitian ini adalah alat percobaan, wadah penyimpanan, lama penyimpanan, formula, dan kualitas bahan.
4. Variabel pengacau tak terkendali dalam penelitian ini adalah suhu, cahaya dan kelembaban lingkungan.
C. Definisi Operasional
20
2. Faktor adalah besaran yang mempengaruhi respon dalam penelitian ini. Faktor dalam penelitian ini meliputi kecepatan putar mixer dan waktu pencampuran serta suhu pencampuran.
3. Level adalah tingkatan jumlah atau besarnya faktor, dalam penelitian ini terdapat dua level, yaitu level rendah dan level tinggi. Level rendah kecepatan putar mixer adalah 300 rpm dan level tinggi adalah 500 rpm, untuk waktu pencampuran level rendah adalah 5 menit dan level tinggi adalah 10 menit, serta level rendah suhu pencampuran adalah 60oC dan level tinggi adalah 70oC menit.
4. Suhu pencampuran adalah suhu dalam wadah pencampuran, yang digunakan saat mencampur fase minyak dan fase air dalam formulasi krim, dinyatakan dalam derajat Celcius.
5. Sifat fisis krim adalah parameter yang digunakan untuk mengetahui kualitas dari fisis hand krim, dalam penelitian ini meliputi viskositas dan daya sebar krim.
6. Stabilitas fisis krim adalah parameter yang digunakan untuk mengetahui tingkat kestabilan krim dari sisi sifat fisis, yang meliputi pergeseran viskositas, dan pergeseran ukuran partikel (droplet) yang dilakukan dengan uji mikromeritik setelah penyimpanan selama satu bulan.
8. Daya sebar optimal adalah kemampuan krim untuk menyebar, diukur dengan kondisi percobaan massa krim 1 gram, dan ditekan dengan kaca dan ditambah beban hingga 125 gram selama 1 menit. Kriteria daya sebar yang optimal 5-7 cm.
9. Pergeseran viskositas (%) adalah selisih viskositas setelah disimpan 1 bulan dengan viskositas 48 jam setelah pembuatan dibagi viskositas 48 jam dikali 100%. Kriteria pergeseran viskositas yang optimal ≤ 15%.
10.Pergeseran ukuran droplet adalah perubahan ukuran droplet pada pengamatan 48 jam setelah pembuatan dengan penyimpanan 1 bulan secara kualitatif berdasarkan signifikansi percentile 90 antara waktu pengukuran tersebut. 11.Kondisi optimum adalah kondisi dari setiap faktor yang dapat menghasilkan
hand krim dengan daya sebar 5-7 cm, viskositas 120-170 d.Pas dan persen pergeseran viskositas (setelah penyimpanan 1 bulan) ≤ 15%. Kondisi optimum dapat dilihat dari point prediction hasil analisis statistik menggunakan Design Expert 7.0.0™
D. Bahan dan Alat 1. Bahan penelitian
Bahan yang digunakan dalam penelitian ini antara lain : stearic acid
(farmasetis), cetyl alcohol (farmasetis), triethanolamine (farmasetis), paraffin liquid (farmasetis), glycerine (farmasetis), metil paraben (farmasetis), dan
22
2. Alat penelitian
Alat yang digunakan dalam penelitian ini adalah glasswares (PYREX-GERMANY), cawan porselen, pengaduk, mixer (Philip yang telah dimodifikasi), termometer, timbangan analitik, waterbath, mikroskop (Motic, B3 Proffesional Series), viscotester Rion® seri VT-04 (Japan), Software Design Expert 7.0.0™, dimodifikasi dari jurnal internasional, Allen, L. V., 2001, Protective Hand Cream,
International Journal of Pharmaceutical Compounding, 5 (3), 207.
Tabel II. Formula asli dan formula modifikasi
Formula Asli
(gram) Formula Modifikasi (gram) Dimethicone 4 Stearic acid 18
Percobaan Pencampuran Suhu Pencampuran Waktu Putar Kecepatan Mixer
2. Pembuatan krim
Pertama-tama fase minyak dan fase air masing-masing dipanaskan pada suhu yang sama (60oC). Fase minyak (stearic acid, cetyl alcohol, dan paraffin liquid) dimasukkan ke dalam wadah pencampuran. Lalu fase air (TEA, glycerine, dan 2/3 aquadest) yang telah dipanaskan dicampurkan ke dalam fase minyak. Kemudian campuran diaduk hingga merata pada suhu (60oC-70oC), kecepatan putar (300rpm-500rpm), dan waktu (5-10 menit) yang sesuai dengan level pada tiap-tiap formula di atas waterbath, kemudian sisa air ditambahkan secara perlahan-lahan selama proses pencampuran tersebut. Setelah itu campuran dipindahkan dari waterbath lalu diaduk kembali hingga campuran dingin ± 5 menit, dan terbentuk massa krim yang homogen. Metil paraben ditambahkan saat pendinginan 5 menit tersebut.
3. Pengambilan sampel
Dalam penelitian ini dibuat 3 kali replikasi pada tiap setiap formula percobaan (1), a, b, ab, c, ac, bc, dan abc. Masing-masing replikasi tersebut kemudian diuji dan diamati viskositas krim, daya sebar krim, dan mikromeritik. 4. Pengujian tipe krim
24
b. Metode pengenceran. Sedikit air diberikan ke dalam contoh kecil emulsi dan setelah dikocok atau diaduk diperoleh kembali suatu emulsi homogen, maka terdapat tipe M/A. Pada tipe A/M terjadi sebaliknya (Voigt, 1994).
5. Pengujian viskositas
Hand krim dimasukkan kedalam wadah dan dipasang pada viscotester Rion VT-04. Nilai viskositas krim ditunjukkan oleh jarum penunjuk saat viscotester dinyalakan. Hasilnya dicatat. Pengujian dilakukan setelah 48 jam krim selesai dibuat dan setelah disimpan selama satu bulan (Hariyadi, Purwanti, dan Soeratri, 2005).
6. Pengujian daya sebar
Hand krim ditimbang sebanyak 1 g dan diletakkan di tengah kaca bulat berskala. Kaca bulat lain diletakkan diatasnya dan ditambahkan beban hingga 125 gram selama 1 menit, kemudian diukur diameter penyebaran yang terbentuk (Garg et al., 2002). Pengujian dilakukan pada krim setelah 48 jam selesai dibuat. 7. Pengujian mikromeritik
F. Analisis Hasil
Data yang dihasilkan adalah data uji viskositas, daya sebar, dan pergeseran viskositas. Analisis data dalam penelitian ini menggunakan program
Design Expert 7.0.0™. Dengan menggunakan rancangan penelitian desain faktorial ini dapat diketahui nilai efek dan juga interaksi antara 3 faktor yaitu kecepatan putar mixer, waktu pencampuran, dan suhu pencampuran sehingga dapat diketahui efek mana yang lebih dominan dalam menentukan sifat fisis dan stabilitas. Kondisi optimum dari kecepatan putar mixer, waktu, dan suhu pencampuran dapat dilihat contour plot masing-masing respon. Kondisi optimum yang didapatkan terbatas pada level yang diteliti dan dapat dilihat pada point prediction.
26 BAB IV
HASIL DAN PEMBAHASAN
A. Pembuatan Krim
Pembuatan hand krim ini didasarkan pada formula standar hand krim yang diambil dari International Journal of Pharmaceutical Compounding (Allen, 2001) dan telah dimodifikasi oleh penulis. Bahan-bahan yang digunakan adalah
stearic acid, cetyl alcohol, paraffin liquid, triethanolamine, glycerine, metil paraben, aquadest.Stearic acid dalam formula ini berfungsi sebagai fase minyak.
Triethanolamine (TEA) berfungsi sebagai basa kuat yang bersama stearic acid
akan bereaksi saponifikasi membentuk emulgator sabun monovalen (Anief, 2000) sering disebut dengan sabun trietanolamin stearat dengan produk samping gliserol, cetyl alcohol dapat berfungsi sebagai emulsifying agent, peningkat konsistensi dan stabilitas krim. Paraffin liquid berfungsi sebagai fase minyak yang juga bersifat sebagai emollient, sehingga dapat mencegah dehidrasi pada kulit (Anonim, 1983). Glycerine pada formula hand krim ini digunakan sebagai humektan, yang berfungsi untuk menjaga kelembaban kulit. Metil paraben digunakan sebagai pengawet sediaan hand krim.
Dalam formula ini terdapat 2 fase, yaitu fase minyak (fase A) yang terdiri dari stearic acid, cetyl alcohol, dan paraffin liquid. Fase air (fase B) yang terdiri dari glycerin, TEA, metil paraben, dan aquadest. Pada proses pembuatan
bahan awal berbentuk cairan, dimana mencampurkan bahan yang berupa cairan akan lebih mudah dan homogen daripada bahan yang berupa semipadat sehingga proses emulsifikasi dapat terjadi secara optimum.
Faktor yang dioptimasi dalam penelitian ini adalah kecepatan putar
mixer, waktu, dan suhu pada saat pencampuran. Untuk optimasi suhu pencampuran dipilih suhu 60oC sebagai level bawah dan 70oC sebagai level atas, hal ini didasarkan pada pernyataan bahwa sebaiknya emulsifikasi dilakukan pada suhu 5-10oC di atas titik leleh dari senyawanya yang memiliki titik leleh tertinggi (Liebermann, Rieger, dan Banker G.S., 1996). Dalam hal ini bahan yang digunakan sebagai acuan untuk menentukan titik leleh adalah stearic acid
28
pada orientasi yang dilakukan sebelum pelaksanaan penelitian, dimana diperoleh hasil bahwa pada waktu pencampuran 5 menit sudah terbentuk massa krim yang homogen dan memiliki sifat fisis dan stabilitas fisis yang dikehendaki, kemudian proses pencampuran diteruskan hingga 10 menit dan pada waktu pencampuran 10 menit masih terbentuk massa krim yang baik secara visual, homogen dan memiliki sifat fisis dan stabilitas fisis yang dikehendaki
B. Pengujian Tipe Krim
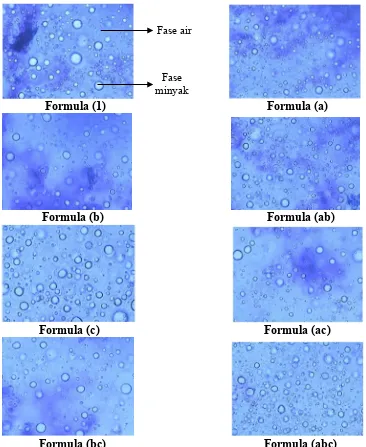
Pengujian tipe krim dari sediaan hand krim dalam penelitian ini untuk memastikan tipe dari emulsi dilakukan menggunakan dua metode, antara lain : 1. Metode Warna
Formula (1) Formula (a)
Formula (b) Formula (ab)
Formula (c) Formula (ac)
Formula (bc) Formula (abc)
Gambar 4. Hasil pengamatan tipe emulsi tiap formula dengan metode warna, perbesaran 40 x 10 kali
Dari gambar 4 diatas tampak bahwa droplet-droplet minyak berwarna lebih muda dan fase air yang mengelilingi droplet-droplet tersebut tampak berwarna biru. Dengan demikian, hand krim yang dibuat memiliki tipe emulsi minyak dalam air (M/A).
Fase minyak
30
2. Metode Pengenceran
Metode ini dilakukan dengan menambahkan salah satu fase emulsi ke dalam sediaan krim dan diaduk. Pada penambahan fase air, jika emulsi yang dimasukkan ke dalam wadah air cepat terdistribusi dalam air tersebut, maka dapat disimpulkan bahwa tipe krim adalah M/A (Voigt, 1994). Hasil yang diperoleh dari pengujian formula hand krim menunjukkan bahwa krim tersebut dapat bercampur secara cepat dengan air, sedangkan pada krim dengan penambahan paraffin liquid
(fase minyak) tidak dapat bercampur. Oleh karena itu, dapat disimpulkan tipe krim dari hand krim yang dibuat adalah tipe M/A. Hasil pengukuran dapat dilihat pada gambar 5 dibawah ini.
Gambar 5. Hasil pengamatan tipe emulsi dengan metode pengenceran
Dengan demikian dari hasil uji yang dilakukan, tipe emulsi dari hand
krim yang dibuat adalah M/A. Krim dengan tipe M/A akan memberikan nilai
acceptability yang lebih di mata konsumen karena tidak memberikan rasa lengket dan berminyak sehingga terasa lebih nyaman untuk diaplikasikan di kulit tubuh.
Penambahan
C. Karakteristik Ukuran Droplet pada Formula Hand Krim
Karakteristik ukuran droplet dilihat menggunakan software Motic Image plus 2.0 dengan perbesaran 4x10 kali. Jumlah droplet yang diukur pada tiap formula adalah 500 droplet, agar diperoleh suatu perkiraan distribusi yang baik (Martin, Swarbick, dan Cammarata, 1993). Sebelum pengukuran dilakukan kalibrasi dengan menggunakan skala objektif mikrometer 0,01 mm untuk kalibrasinya. Hasil kalibrasi yang diperoleh adalah 24 μm untuk tiap satuan skala. Untuk mengetahui distribusi ukuran droplet dari hand krim, dilakukan dengan menghitung nilai percentile 90 menggunakan SPSS. 17®. Percentile 90 merupakan suatu parameter nilai yang menunjukkan sejumlah 90% populasi dari droplet yang diamati mempunyai ukuran kurang dari nilai yang tertera. Hasil pengukuran nilai rata-rata percentile 90 dari tiap formula dapat dilihat dari tabel IV.
Tabel IV. Hasil pengukuran distribusi ukuran droplet percentile 90 setelah 2 hari pembuatan
32
yang lebih besar. Dari tabel IV dapat dilihat bahwa nilai rata-rata percentile 90
pada formula abc dimana faktor pencampuran (kecepatan putar mixer, waktu, dan suhu pencampuran) yang digunakan pada level tinggi memiliki nilai percentile
yang lebih kecil dibandingkan dengan formula (1) yang menggunakan level rendah dari faktor pencampuran (kecepatan putar mixer, waktu, dan suhu pencampuran).
Dengan semakin tinggi suhu pencampuran yang digunakan pada penelitian ini (70oC) maka proses saponifikasi dapat berjalan dengan optimum, maka jumlah emulgator (trietanolamin stearat) yang terbentuk akan semakin optimal. Hal ini disebabkan emulgator yang digunakan pada penelitian ini adalah TEA stearat yang akan terbentuk melalui proses saponifikasi selama pencampuran. Jumlah emulgator yang optimal akan bermanfaat dalam menurunkan tegangan antar muka sehingga pembentukkan droplet-droplet kecil dapat terfasilitasi (Setyaningsih, 2010).
D. Sifat Fisis Hand Krim
Hand krim yang telah dibuat selanjutnya diuji sifat fisis dan stabilitasnya. Sifat fisis dan stabilitas suatu sediaan perlu diperhatikan karena kedua hal tersebut akan mempengaruhi mutu dan penerimaan konsumen terhadap sediaan. Uji sifat fisis yang dilakukan dalam penelitian ini meliputi uji viskositas, dan uji daya sebar. Uji daya sebar berhubungan dengan mudah atau tidaknya suatu sediaan untuk merata saat diaplikasikan di kulit, sedangkan viskositas sediaan berhubungan dengan kemampuan sediaan untuk mempertahankan matriks semisolid. Uji stabilitas sediaan hand krim yang dilakukan antara lain uji pergeseran ukuran droplet, dan pergeseran viskositas setelah satu bulan penyimpanan. pH sediaan hand krim yang dihasilkan dalam penelitian ini sekitar 5-6, pengecekan tersebut dilakukan dengan kertas pH indikator. pH normal kulit yang sehat antara 4,5 sampai 6. pH sediaan tidak boleh terlalu asam karena dapat mengiritasi kulit saat penggunaan, dan juga tidak boleh terlalu basa karena lapisan
34
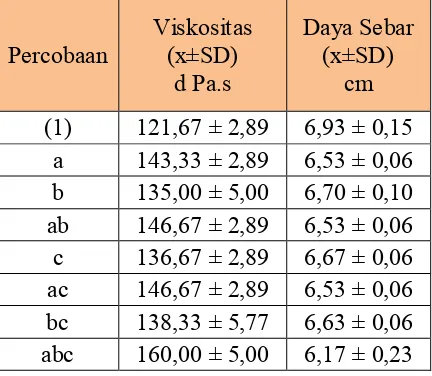
Tabel V. Hasil pengukuran sifat fisik hand krim
Percobaan Viskositas (x±SD) d Pa.s
Faktor yang digunakan dalam optimasi pembuatan krim ini adalah kecepatan putar mixer, waktu pencampuran, dan suhu saat pencampuran. Penentuan level pada percobaan ini didasarkan atas hasil orientasi. Hasil orientasi didapatkan level rendah untuk suhu pencampuran yaitu 60oC dan level tinggi adalah 70oC. Level rendah untuk waktu pencampuran yaitu 5 menit dan level tinggi adalah 10 menit. Kecepatan putar mixer diperoleh level rendah yaitu 300 rpm dan level tinggi adalah 500rpm.
Dari 8 formula krim yang dibuat dengan level faktor yang berbeda-beda untuk tiap formula selanjutnya dilakukan pengukuran respon viskositas, dan daya sebar untuk melihat sifat fisis dari sediaan hand krim.
1. Viskositas
penggunaan. Jika viskositas hand krim terlalu tinggi maka akan sulit mengalir pada saat akan dikeluarkan dari kemasan, dan akan sulit dalam penyebaran pada kulit sebab diperlukan energi yang lebih besar untuk meratakan sediaan pada kulit. Hal ini akan dapat mengurangi penerimaan konsumen terhadap produk. Jika viskositasnya terlalu rendah maka krim akan mudah tumpah dan saat diaplikasikan akan menetes atau tidak melekat pada kulit sehingga menyebabkan ketidaknyamanan konsumen. Oleh karena itu, viskositas dapat mempengaruhi penerimaan konsumen terhadap sediaan hand krim.
Viskositas yang diharapkan dari sediaan hand krim yang dibuat adalah 120 sampai 170 d Pa.s. Hasil pengukuran viskositas sediaan hand krim yang ditampilkan pada tabel IV menunjukkan bahwa percobaan (1), a, b, ab, c, ac, bc, dan abc masuk dalam range viskositas yang diharapkan.
Persamaan yang terkait dengan desain faktorial untuk respon viskositas adalah :
Y = -421,66667 + 8,16667 Xa + 57,16667 Xb + 1,13333 Xc – 0,85 XaXb - 0,016667
XaXc - 0,14167 XbXc + 0,00216667 XaXbXc
36
Tabel VI.Hasil pengolahan data nilai efek dari respon viskositas
Faktor dan Interaksi Efek
Suhu Pencampuran (a) 16.25
Waktu pencampuran (b) 7.92
Kecepatan Putar Mixer (c) 8.75 Suhu dan Waktu Pencampuran (ab) 0.42 Suhu Pencampuran dan Kecepatan Putar Mixer (ac) -0.42 Waktu Pencampuran dan Kecepatan Putar Mixer (bc) -0.42 Suhu, Waktu Pencampuran, dan Kecepatan Putar Mixer (abc) 5.42
Efek yang bertanda positif pada faktor atau interaksi antar faktor menunjukkan bahwa faktor atau interaksi tersebut berpengaruh dalam meningkatkan nilai respon sedangkan efek yang bertanda negatif menunjukkan bahwa faktor atau interaksi berpengaruh dalam menurunkan nilai respon. Dari tabel VI dapat dilihat bahwa faktor suhu pencampuran, waktu pencampuran, dan kecepatan putar mixer, interaksi antara suhu dengan waktu pencampuran serta interaksi ketiga faktor tersebut memiliki nilai efek positif yang berarti berpengaruh dalam meningkatkan respon viskositas.
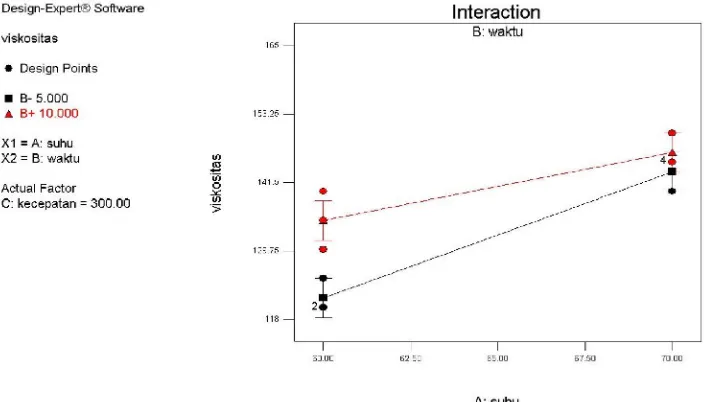
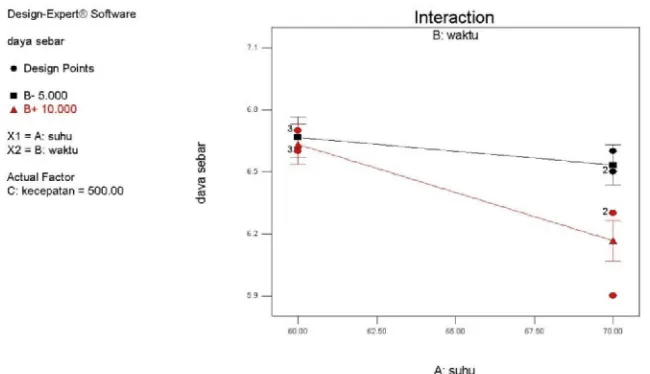
Gambar 6. Pengaruh interaksi suhu dan waktu pada level rendah kecepatan putar mixer terhadap respon viskositas
Gambar 7. Pengaruh interaksi suhu dan waktu pada level tinggi kecepatan putar mixer terhadap respon viskositas
38
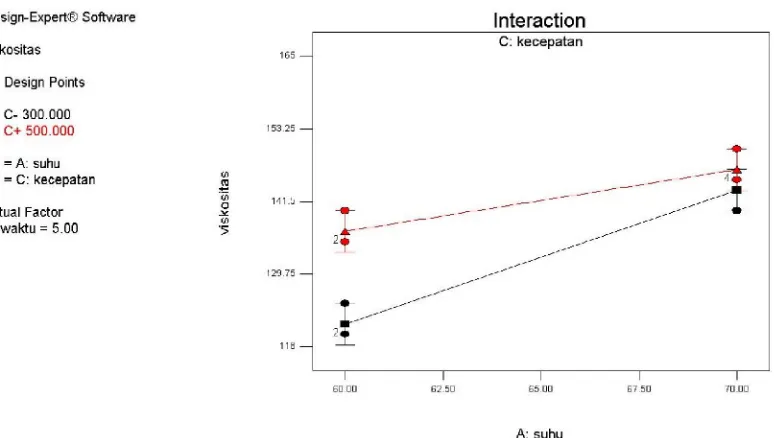
Untuk grafik interaksi pengaruh waktu pencampuran dan kecepatan putar mixer pada level rendah dan level tinggi suhu pada saat pencampuran terhadap respon viskositas dapat dilihat pada gambar8 dan 9.
Gambar 8. Pengaruh interaksi waktu dan kecepatan putar mixer pada level rendah suhu pencampuran terhadap respon viskositas
Pada gambar 8 dan 9 terlihat bahwa semakin lama waktu yang digunakan saat pencampuran pada level rendah kecepatan putar mixer (garis hitam) dan pada level tinggi kecepatan putar mixer (garis merah) akan meningkatkan respon viskositas baik pada level rendah maupun level tinggi suhu pencampuran.
Grafik interaksi pengaruh suhu pencampuran dan kecepatan putar mixer
pada level rendah dan level tinggi waktu pada saat pencampuran terhadap respon viskositas dapat dilihat pada gambar10 dan 11.
40
Gambar 11. Pengaruh interaksi suhu dan kecepatan putar mixer pada level tinggi waktu pencampuran terhadap respon viskositas
Pada grafik yang ditunjukkan oleh gambar 10 dan 11 terlihat bahwa semakin tinggi suhu yang digunakan saat pencampuran pada level rendah kecepatan putar mixer (garis hitam) dan pada level tinggi kecepatan putar mixer
(garis merah) akan meningkatkan respon viskositas baik pada level rendah maupun level tinggi waktu pencampuran.
Untuk melihat faktor maupun interaksi antar faktor yang signifikansi terhadap respon yang diinginkan dalam hal ini viskositas perlu dilakukan analisis statistik dengan menggunakan software Design Expert 7.0.0™. Dari hasil analisis faktorial desain pada gambar 12 tersebut dapat dilihat pengaruh signifikan dari faktor-faktor maupun interaksi antar faktor terhadap respon viskositas. Hipotesis alternatif (H1) menyatakan bahwa faktor yang digunakan dalam pembuatan krim ini maupun interaksinya berpengaruh secara signifikan terhadap respon viskositas
viskositas. H1 diterima dan H0 ditolak bila hasil “Prob > F” kurang dari 0,05 yang menyatakan bahwa faktor berpengaruh signifikan terhadap respon. Perhitungan yang diperoleh dari analisis statistik menggunakan Design Expert 7.0.0™ untuk respon viskositas pada gambar 12 memperlihatkan bahwa kecepatan putar mixer, waktu dan suhu pada pencampuran serta interaksi ketiganya memberikan pengaruh yang signifikan secara statistik, hal ini ditunjukan oleh harga “Prob > F” dari ketiga faktor dan interaksi ketiga faktor lebih kecil dibandingkan 0,05.
Gambar 12. Hasil uji ANOVA untuk respon viskositas dengan software Design Expert 7.0.0™
42
pencampuran maka proses saponifikasi berjalan lebih optimal sehingga jumlah emulgator yang terbentuk juga akan optimal. Pembentukan emulgator yang optimal, mengakibatkan droplet kecil yang dihasilkan akibat kecepatan putar akan tetap terjaga ukurannya karena dikelilingi oleh jumlah emulgator yang optimal sehingga sistem yang terbentuk akan makin rigid, maka dihasilkan hand krim
dengan konsistensi (viskositas) yang tinggi.
Faktor kecepatan putar mixer dan waktu pencampuran juga memiliki pengaruh dalam menentukan respon viskositas. Kecepatan putar mixer memiliki kemampuan untuk memperkecil ukuran partikel (droplet), hal ini disebabkan
mixer memiliki roda-roda gigi yang dapat memperkecil ukuran partikel tersebut (Lantz dan schawartz, 1990). Pengaruh lamanya waktu pencampuran dalam menggunakan mixer juga dapat memungkinkan mixer untuk memperkecil ukuran droplet, sehingga akan menghasilkan sediaan yang memiliki ukuran partikel (droplet) kecil. Pembatasan waktu pencampuran juga perlu diperhatikan, sebab kenaikan kecepatan putar mixer dan waktu pencampuran tidak selalu akan menghasilkan ukuran droplet yang kecil (Peters,1997).
2. Daya Sebar
makin besar (Garg et al., 2002). Hasil pengujian daya sebar dari 8 formula dapat dilihat dari tabel V.
Persamaan yang terkait dengan desain faktorial untuk respon daya sebar adalah : Y = 19,16667 - 0,18833 Xa – 1,40667 Xb - 0,027333 Xc + 0,021667 XaXb +
0,000416667XaXc + 0,0036 XbXc – 0,000056666 XaXbXc
Berdasarkan nilai “prob>F” model < 0,05 dalam uji ANOVA pada gambar 19, persamaan Y diatas dinyatakan signifikan yang artinya persamaan tersebut dapat digunakan untuk memprediksi respon daya sebar dari suatu kondisi proses pencampuran pada batas level penelitian ini. Hasil pengolahan data untuk respon daya sebar dengan menggunakan software Design Expert 7.0.0™ dapat diketahui besar efek masing-masing faktor dan interaksinya.
Tabel VII. Hasil pengolahan data nilai efek dari respon daya sebar
Faktor dan Interaksi Efek
Suhu Pencampuran (a) -0.2900
Waktu pencampuran (b) -0.1600
Kecepatan Putar Mixer (c) -0.1800 Suhu dan Waktu Pencampuran (ab) -0.0250 Suhu Pencampuran dan Kecepatan Putar Mixer (ac) -0.0083 Waktu Pencampuran dan Kecepatan Putar Mixer (bc) -0.0420 Suhu, Waktu Pencampuran, dan Kecepatan Putar Mixer (abc) -0.1400
Dari tabel VII dapat dilihat bahwa faktor suhu pencampuran, waktu pencampuran, dan kecepatan putar mixer serta interaksi antar faktor terkait memiliki nilai efek negatif yang berarti berpengaruh dalam menurunkan respon daya sebar.
44
Gambar 13. Pengaruh interaksi suhu dan waktu pada level rendah kecepatan putar mixer terhadap respon daya sebar
Gambar 14. Pengaruh interaksi suhu dan waktu pada level tinggi kecepatan putar mixer terhadap respon daya sebar
Grafik interaksi pengaruh waktu pencampuran dan kecepatan putar
mixer pada level rendah dan level tinggi suhu pencampuran terhadap respon daya sebar ditunjukan pada gambar 15 dan 16.
Gambar 15. Pengaruh interaksi waktu pencampuran dan kecepatan putar mixer pada level rendah suhu pencampuran terhadap respon daya sebar
Gambar 16. Pengaruh interaksi waktu pencampuran dan kecepatan putar mixer pada level tinggi suhu pencampuran terhadap respon daya sebar
46
pencampuran. Untuk interaksi waktu pencampuran dengan kecepatan putar mixer
dengan faktor suhu pencampuran level tinggi yang ditunjukkan pada gambar 16 diperoleh hasil bahwa semakin lama waktu yang digunakan saat pencampuran pada level rendah kecepatan putar mixer (garis hitam) menunjukkan respon daya sebar yang dihasilkan tetap yaitu 6,533 cm, dan pada level tinggi kecepatan putar
mixer (garis merah) akan mengakibatkan penurunan respon daya sebar pada level tinggi suhu pencampuran.
Grafik interaksi pengaruh suhu pencampuran dan kecepatan putar mixer
pada level rendah dan level tinggi waktu pencampuran terhadap respon daya sebar ditunjukan pada gambar 17 dan 18.
Gambar 18. Pengaruh interaksi suhu pencampuran dan kecepatan putar mixer pada level tinggi dan level rendah waktu pencampuran terhadap respon daya sebar
Dari gambar 17 dan 18 tersebut terlihat bahwa semakin tinggi suhu yang digunakan saat pencampuran pada level rendah kecepatan putar mixer (garis hitam) dan pada level tinggi kecepatan putar mixer (garis merah) akan mengakibatkan penurunan respon daya sebar baik pada level rendah maupun level tinggi waktu pencampuran.
Untuk melihat faktor maupun interaksi antar faktor yang signifikansi terhadap respon yang diinginkan dalam hal ini daya sebar perlu dilakukan analisis statistik dengan menggunakan software Design Expert 7.0.0™. Dari hasil analisis faktorial desain pada gambar 19 tersebut dapat dilihat pengaruh signifikan dari faktor-faktor maupun interaksi antar faktor terhadap respon daya sebar. Hipotesis alternatif (H1) menyatakan bahwa faktor yang digunakan dalam pembuatan krim ini maupun interaksinya berpengaruh secara signifikan terhadap respon daya sebar
48
sebar. H1 diterima dan H0 ditolak bila hasil “Prob > F” kurang dari 0,05 yang menyatakan bahwa faktor berpengaruh signifikan terhadap respon. Perhitungan yang diperoleh dari analisis statistik menggunakan Design Expert 7.0.0™ untuk respon daya sebar pada gambar 19 memperlihatkan bahwa kecepatan putar mixer, waktu dan suhu pada pencampuran serta interaksi ketiganya memberikan pengaruh yang signifikan secara statistik, hal ini ditunjukan oleh harga “Prob > F” dari ketiga faktor dan interaksi ketiga faktor lebih kecil dibandingkan 0,05.
Gambar 19. Hasil uji ANOVA untuk respon daya sebar dengan software Design Expert 7.0.0™
IV dimana nilai rata-rata percentile 90 formula abc (14,06 μm) lebih kecil dibandingkan dengan formula (1) yang memiliki nilai rata-rata percentile 90
sebesar 19,54 μm. Ukuran droplet yang semakin kecil dipengaruhi oleh konsentrasi surfaktan yang terbentuk selama proses pencampuran. Suhu pencampuran yang optimal akan menyebabkan proses saponifikasi berjalan lebih optimal. Proses saponifikasi yang optimal dapat mengakibatkan jumlah emulgator (trietanolamin stearat) yang terbentuk juga akan optimal sehingga droplet yang dihasilkan akan semakin kecil dan sistem yang terbentuk menjadi semakin rigid, maka viskositas yang dihasilkan akan semakin tinggi. Hal ini sesuai dengan hasil pengukuran viskositas pada tabel V dimana rata-rata nilai viskositas yang dihasilkan pada formula abc = 160 d Pa.s lebih tinggi dibandingkan dengan formula (1) = 121,67 d Pa.s. Viskositas berbanding terbalik dengan daya sebar. Hal ini dikarenakan ketika krim dengan viskositas yang berbeda diberikan
50
E. Stabilitas Fisis Hand Krim
Untuk melihat stabilitas dari sediaan hand krim dalam penelitian ini dilakukan analisis terhadap pergeseran ukuran droplet, dan pergeseran viskositas krim setelah pembuatan dan setelah penyimpanan selama satu bulan agar dapat dilihat stabilitas fisis dari sediaan tersebut.
1. Pergeseran Droplet
Pergeseran droplet pada penelitian ini untuk melihat apakah sediaan
hand krim mengalami koalesen atau tidak. Koalesen pada sediaan semipadat menggambarkan ketidakstabilan emulsi yang disebabkan oleh penggabungan droplet-droplet membentuk ukuran yang lebih besar. Pergeseran droplet pada penelitian ini dapat dilihat dari perhitungan statistik distribusi ukuran droplet untuk melihat parameter nilai percentile 90. Percentile 90 merupakan suatu parameter nilai yang menunjukkan sejumlah 90% populasi dari droplet yang diamati memiliki ukuran droplet kurang dari nilai yang tertera. Setelah mendapatkan nilai percentile 90, selanjutnya diuji secara statistik untuk melihat kestabilan sediaan ditinjau dari karakteristik ukuran droplet, dengan melihat apakah terjadi perubahan signifikan droplet kearah yang lebih besar atau tidak. Sebelum diuji signifikansinya perlu dilakukan uji normalitas data menggunakan Uji Shapiro Wilk karena jumlah data ≤ 50. Hasil pengujian distribusi data
Tabel VIII. Hasil uji normalitas distribusi data percentile 90 Formula Distribusi Data Hasil
F1 Normal
Setelah memperoleh data dari uji Shapiro Wilk maka selanjutnya dilakukan uji signifikansi pada setiap data untuk 8 formula. Uji signifikansi untuk data yang normal dilakukan dengan Uji Paired T-Test ANOVA dengan nilai p < 0,05 atau bila distribusi data tidak normal dapat digunakan Uji Wilcoxon dengan nilai p < 0,05 untuk melihat signifikansinya.Semua pengujian dilakukan dengan menggunakan SPSS. 17®.Hasil uji statistik tersebut dapat kita lihat pada tabel IX berikut :
Tabel IX. Hasil perhitungan dan analisis statistik distribusi ukuran droplet setelah pembuatan dan selama penyimpanan satu bulan
Formula Setelah 2 hari Percentile 90 Sig. (2-tailed) Keterangan Pembuatan Setelah 30 hari Penyimpanan
F1 19,54 ± 2,90 22,50 ± 6,14 0,619
52
hari ke-30 setelah penyimpanan tidak berbeda signifikan. Hal ini dapat dilihat dari nilai signifikansi untuk tiap formula > 0,05, sehingga dari hasil tersebut menunjukkan bahwa 90 % populasi dari droplet yang diukur pada tiap formula tidak menunjukkan perbedaan yang signifikan antara 2 hari setelah pembuatan dengan 30 hari setelah penyimpanan.
2. Pergeseran Viskositas
Pergeseran viskositas dalam penelitian ini menggambarkan perubahan viskositas sediaan hand krim pada hari ke-2 setelah pembuatan dan selama masa penyimpanan hari ke-30. Semakin besar nilai % pergeseran viskositas yang terjadi berarti semakin besar perubahan viskositas yang terjadi pada sediaan semisolid setelah masa penyimpanan. Hasil uji respon pergeseran viskositas dari 8 formula dapat dilihat pada tabel X berikut.
Tabel X. Hasil pengukuran stabilitas hand krim
Percobaan Pergeseran Viskositas (x±SD) %
Dari hasil pengujian respon pergeseran viskositas selanjutnya dibuat persamaan desain faktorial sebagai berikut :
Y = 87,48667 – 1,10917 Xa + 6,39600 Xb + 0,00213333 Xc - 0,12410 XaXb –
![Optimasi proses pencampuran krim anti androgenetic alopecia ekstrak saw palmetto [serenoa repens] dengan perbandingan kecepatan putar dan lama pencampuran : aplikasi desain faktorial - USD Repository](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)