OPTIMASI PROSES PENCAMPURANLOTION VIRGIN COCONUT OIL DENGAN KAJIAN PENELITIAN
KECEPATAN PUTARMIXERDAN SUHU PENCAMPURAN MENGGUNAKAN METODE DESAIN FAKTORIAL
SKRIPSI
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Farmasi (S. Farm)
Program Studi ilmu Farmasi
Diajukan oleh :
Ade Entyna
NIM : 058114051
FAKULTAS FARMASI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
ii
OPTIMASI PROSES PENCAMPURANLOTION VIRGIN COCONUT OIL DENGAN KAJIAN PENELITIAN
KECEPATAN PUTARMIXERDAN SUHU PENCAMPURAN MENGGUNAKAN METODE DESAIN FAKTORIAL
SKRIPSI
Diajukan untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Farmasi (S. Farm)
Program Studi ilmu Farmasi
Diajukan oleh :
Ade Entyna
NIM : 058114051
FAKULTAS FARMASI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
v
Halaman Persembahan
GRATEFULNESS is the key to a happy life,
because if we are not,
then no matter how much we have,
we will not be happy
- because we will always
want to have
something ELSE
or something MORE…
vii
PRAKATA
Puji syukur kepada Tuhan Yang Maha Esa atas anugerah dan
bimbingan-Nya yang penuh kasih, sehingga penulis dapat menyelesaikan
penelitian dan penyusunan skripsi berjudul ”OPTIMASI PROSES
PENCAMPURAN LOTION VIRGIN COCONUT OIL DENGAN KAJIAN
PENELITIAN KECEPATAN PUTAR MIXER DAN SUHU PENCAMPURAN
MENGGUNAKAN METODE DESAIN FAKTORIAL”
Hingga penulis dapat menyelesaikan skripsi ini, penulis menyadari
bahwa penulis tidak dapat menyelesaikan skripsi ini sendiri. Hanya karena adanya
bantuan, dukungan, bimbingan, arahan, kritik, dan saran dari berbagai pihak,
penulis akhirnya dapat menyelesaikan skripsi ini. Maka pada kesempatan ini
penulis hendak menyampaikan ungkapan terimakasih yang sebesar-besarnya
kepada:
1. Kedua orangtua penulis atas segala dukungan terbaiknya yang telah
diberikan kepada penulis.
2. Ibu Sri Hartati Yuliani, M.Si., Apt., selaku dosen pembimbing skripsi
yang telah memberikan bimbingan, saran dan evaluasi kepada penulis
sejak penyusunan proposal hingga selesainya penulisan skripsi ini.
3. Ibu Agatha Budi Susiana Lestari, M.Si., Apt., selaku dosen penguji, atas
bimbingan, arahan, dan penjelasannya.
4. Ibu Dewi Setyanigsih, M.Sc., Apt., selaku dosen penguji, atas arahan,
viii
5. Ibu Rita Suhadi, M.Si., Apt., selaku Dekan Fakultas Farmasi Universitas
Sanata Dharma, sekaligus dosen pembimbing akademik penulis yang
senantiasa memberikan dorongan kepada penulis.
6. Ibu Rini Dwiastuti, S.Farm., Apt. Sebagai inovator sehingga penulis
dapat melakukan penelitian ini.
7. Bhayu Sasana yang telah menjadi motivator bagi penulis dan selalu
membuat penulis untuk bertindak bertanggung jawab dalam segala yang
penulis jalani.
8. Keluarga Om Yanto yang telah menjadi orangtua kedua dan menjadi
tempat mengadu bagi penulis sejak penulis kecil.
9. R. Pradipta Satriyajati yang selalu hadir untuk menemani dan membantu
terutama saat penulis menemukan kebuntuan.
10. Made dan Berto, kawan yang dikirim secara khusus oleh Tuhan untuk
menemani dan membantu penulis dalam melakukan penelitian dan
penyusunan skripsi ini.
11. Citra Bethasa dan Yovita Erdha Treviana, adik-adik yang selalu
mendengarkan dan memberikan motivasi yang besar bagi penulis.
12. Lintang Ayuningtyas, sahabat yang sangat memahami penulis atas
bantuan, semangat, dan sandarannya.
13. Christina, Vira, Dewi, Dona, dan Vivi, atas persahabatan yang indah dan
dukungannya yang sangat berarti bagi penulis.
14. Lia, Aya, Paulina, dan Deta atas bantuan dan kebersamaan sehingga
ix
15. Jovan dan Ko Willy, atas bantuan dan penjelasannya saat penulis
melakukan penelitian maupun penyusunan skripsi ini.
16. Teman-teman di lab., Ome, Ong, Panpan, Suci atas bantuan dan
kebersamaannya.
17. Pak Mus, Mas Agung, Mas Sigit dan seluruh staf laboran yang telah
bersedia membantu penulis mengerjakan penelitian.
18. Teman-teman kelompok praktikum B sebelum peminatan dan kelompok
praktikum E setelah peminatan dan seluruh teman-teman angkatan 2005,
atas suka duka, kenangan dan kebersamaan yang membuat saat-saat kuliah
adalah saat-saat yang indah.
19. Semua pihak yang tidak dapat disebutkan satu persatu, atas segala
bantuannya hingga penulis menyelesaikan skripsi ini.
Penulis menyadari bahwa penulis tidak luput dari kekurangan dalam
penulisan naskah skripsi ini mengingat segala keterbatasan wawasan dan
kemampuan penulis. Oleh karena itu, penulis sangat membuka diri untuk adanya
kritik dan saran yang membangun sehingga skripsi ini menjadi lebih baik. Akhir
kata, dengan segala kerendahan hati penulis berharap semoga tulisan ini berguna
bagi semua pihak, terutama untuk kemajuan pengetahuan dalam bidang ilmu
Farmasi.
x
INTISARI
xi INTISARI
Penelitian optimasi proses pencampuran lotion VCO bertujuan untuk mengetahui dominasi kecepatan putar mixer dan suhu pencampuran atau interaksinya terhadap sifat fisik dan stabilitas serta untuk memperoleh area proses pencampuran optimum dari sediaan lotion VCO yang dihasilkan. Formula yang dioptimasi adalah formula optimum yang telah diperoleh pada penelitian Hartanto (2007).
Penelitian ini merupakan rancangan penelitian eksperimental murni menggunakan metode desain faktorial. Subyek penelitian ini adalah lotion VCO dengan variabel bebas kecepatan putar mixer dan suhu pencampuran. Berturut-turut level rendah dan tinggi yang digunakan adalah, untuk kecepatan putarmixer,
500 rpm dan 700 rpm, untuk suhu pencampuran 50oC dan 70oC. Variabel tergantungnya adalah daya sebar, viskositas, pergeseran viskositas, stabilitas setelah disimpan satu bulan, dan ukuran droplet. Metode analisis yang digunakan adalahYate’s treatmentmenggunakan taraf kepercayaan 95%.
Berdasarkan hasil penelitian, suhu pencampuran berpengaruh signifikan pada respon daya sebar, viskositas, dan ukuran droplet. Selain itu dari penelitian ini, juga diperoleh area proses pencampuran optimum untuk pembuatan lotion
VCO yang ditunjukkan padacontour plot super imposed.
xii ABSTRACT
The research of VCO lotion’s mixing process optimization were conducted to find out the domination of mixing rate and mixing temperature or the interaction on the physical properties and stability of VCO lotion’s and also to determine the optimum area of VCO lotion’s mixing process. The VCO lotion’s formula which will be optimized is an optimum formula from Hartanto (2007).
This experiment used pure experimental research with factorial design method. The subject in this research is VCO lotion with the mixing rate and mixing temperature as independent variable. Low level of mixing rate is 500 rpm, and the high is 700 rpm. Low level of mixing temperature is 50°C and the high is 70°C. The dependent variable is spreadability, viscosity, droplet size, and the stability after one month storage. This research used yate’s treatment with α = 0,05% as the analysis method.
The result of this research showed that, mixing temperature was significant factor in determining the spreadability, viscosity, and droplet size responses. And the contour plot super imposed showed that the optimum formula was found in this research.
xiii
DAFTAR ISI
HALAMAN JUDUL ... ii
HALAMAN PERSETUJUAN PEMBIMBING ………...iii
HALAMAN PERSEMBAHAN ... v
PERNYATAAN PESETUJUAN PUBLIKASI ………. vi
PRAKATA... vii
KEASLIAN PENELITIAN ……… x
INTISARI... xi
ABSTRAK ...xii
DAFTAR ISI... xiii
DAFTAR TABEL... xvi
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN... xix
BAB I PENGANTAR ... 1
A. Latar Belakang ... 1
1. Permasalahan ... 3
2. Keaslian Penulisan... 4
3. Manfaat Penelitian ... 4
B. Tujuan ... 4
BAB II PENELAAHAN PUSTAKA... 6
A. Virgin Coconut Oil... 6
B. Emulsi ... 7
C. Lotion... 7
D. Moisturizer... 8
E. Daya Sebar ... 8
F. Viskositas... 9
G. Mikromeritik ... 9
H. Stabilitas Emulsi ... 10
I. Pencampuran... 11
J. Mixer... 14
K. Metode Desain Faktorial... 15
L. Landasan Teori... 17
xiv
BAB III METODOLOGI PENELITIAN... 20
A. Jenis dan Rancangan Penelitian ... 20
B. Variabel dalam Penelitian ... 20
1. Variabel penelitian... 20
2. Definisi operasional ... 20
C. Bahan dan Alat Penelitian... 22
1. Bahan Penelitian ... 22
2. Alat Penelitian... 22
D. Tata Cara Penelitian... 22
1. Formula... 22
2. Pembuatanlotion... 23
3. Penentuan tipe emulsilotionVCO ... 24
4. Pengujian daya sebar ... 24
5. Pengujian viskositas... 24
6. Mikromeritik... 25
7. Pengujian stabilitas ... 25
E. Analisis Hasil ... 25
BAB IV HASIL DAN PEMBAHASAN ... 27
A. PembuatanLotion... 27
B. Penentuan Tipe Emulsi ... 29
1. Penambahan Salah Satu Fase secara Berlebih... 30
2. Penambahan Zat Warna Larut Air ... 30
3. Pencucian dengan Air ... 31
C. Sifat Fisik dan Stabilitas ... 31
1. Ukuran Droplet ... 33
2. Daya Sebar... 38
3. Viskositas... 41
4. Pergeseran Viskositas ... 43
5. Pengujian Stabilitas... 46
6. Pergeseran Ukuran Droplet... 46
D. Optimasi Proses Pencampuran... 51
1. Daya Sebar... 51
2. Viskositas... 52
xv
4. Contour plot Super Imposed ... 54
BAB V KESIMPULAN DAN SARAN... 55
A. Kesimpulan ... 55
B. Saran ... 55
DAFTAR PUSTAKA ... 56
xvi
DAFTAR TABEL
Tabel I. Rancangan Percobaan Desain Faktorial Dengan Dua Faktor
dan Dua Level ... 16
Tabel II. Rancangan percobaan Desain Faktorial ... 23
Tabel III. Respon Hasil Percobaan ... 32
Tabel IV. Perhitungan Efek dari Tiap Faktor dan Interaksi ... 33
Tabel V. AnalisisYate’s TreatmentPada Respon Ukuran Droplet ... 38
Tabel VI. AnalisisYate’s TreatmentPada Respon Daya Sebar ... 40
Tabel VII. AnalisisYate’s TreatmentPada Respon Viskositas ... 43
xvii
DAFTAR GAMBAR
Gambar 1. Proses pemanjangan ukuran droplet ... 13
Gambar 2. Deformasi droplet ………. 13
Gambar 3. Hubungan kecepatan putar dan lama pencampuran
terhadap variasi ukuran droplet ……… 14
Gambar 4. Penentuan tipe emulsi dengan cara menambahkan zat
warna larut air ... 30
Gambar 5. Grafik perbandingan frekuensi nilai tengah interval ukuran
droplet masing-masing percobaan ... 36
Gambar 6. Grafik hubungan antara suhu pencampuran dan kecepatan
putar terhadap ukuran droplet ………... 37
Gambar 7. Grafik hubungan antara suhu pencampuran dan kecepatan
putar terhadap daya sebar ………. 39
Gambar 8. Grafik hubungan antara suhu pencampuran dan kecepatan
putar terhadap viskositas ……….. 42
Gambar 9. Grafik hubungan antara suhu pencampuran dan kecepatan
putar terhadap pergeseran viskositas ……… 44
Gambar 10. Grafik pergeseran frekuensi nilai tengah interval ukuran
droplet percobaan 1 ... 47
Gambar 11. Grafik pergeseran frekuensi nilai tengah interval ukuran
droplet percobaan a ... 47
xviii
droplet percobaan b ... 48
Gambar 13. Grafik pergeseran frekuensi nilai tengah interval ukuran droplet percobaan ab ... 48
Gambar 14. Contour plotdaya sebarlotionVCO ... 51
Gambar 15. Contour plotviskositaslotionVCO ... 52
Gambar 16. Contour plotpergeseran viskositaslotionVCO ... 53
xix
DAFTAR LAMPIRAN
Lampiran 1. Data penimbangan ……….. 58
Lampiran 2. Data Uji Sifat Fisik dan StabilitasLotionVCO …………. 59
Lampiran 3. Perhitungan persamaan area optimum daya sebar ………. 63
Lampiran 4. Perhitungan persamaan area optimum viskositas ……... 66
Lampiran 5. Perhitungan persamaan area optimum pergeseran viskositas ……… 69
Lampiran 6. Perhitungan efek faktor ukuran droplet ……….. 72
Lampiran 7. Perhitunganyate’s treatmentdaya sebar ……… 73
Lampiran 8. Perhitunganyate’s treatmentviskositas ………. 76
Lampiran 9. Perhitunganyate’s treatmentpergeseran viskositas …….. 79
Lampiran 10. Perhitunganyate’s treatmentukuran droplet ………. 81
1
BAB I PENGANTAR
A. Latar Belakang
Pada penelitian sebelumnya telah ditemukan area optimum untuk
formula lotion VCO oleh Hartanto (2007). Pada penelitian tersebut proses
pencampuran dilakukan secara manual, walaupun dalam proses pencampuran
manual juga dilakukan seoptimal mungkin untuk memperoleh sediaan yang baik,
namun tidak menjamin reprodusibilitas dalam setiap produk yang dihasilkan.
Sementara proses pencampuran tersebut merupakan hal yang perlu diperhatikan
dalam pembuatan suatu sediaan terkait dengan homogenitasnya yang nantinya
berpengaruh terhadap sifat fisik dan stabilitasnya. Dengan alasan tersebut, maka
perlu dilakukan penelitian untuk memperoleh proses pencampuran yang optimum.
Lotion merupakan suatu campuran dua fase dengan salah satu fase
terdistribusi dalam fase yang lainnya. Karena keduanya merupakan cairan yang
tidak dapat saling bercampur, maka proses pencampuran dalam tujuan
pendispersiannya pun harus sangat diperhatikan. Mengingat homogenitas adalah
salah satu faktor yang sangat menentukan sifat fisik dan stabilitas sediaan, maka
hal tersebut harus sangat dikontrol selama proses pencampurannya.
Pentingnya dilakukan optimasi proses pencampuran karena pengaruhnya
terhadap sifat fisik dan stabilitas suatu sediaan. Banyak kondisi dalam
pencampuran yang dapat menjadi faktor berpengaruh terhadap sifat fisik dan
pengaruhnya namun dapat dikendalikan adalah kecepatan putar mixer dan suhu
pencampuran.
Maka dalam penelitian ini dipilih faktor kecepatan putar mixer dan suhu
pencampuran sebagai variabel bebasnya. Kedua faktor tersebut merupakan titik
kritis dalam pencampuran emulsi. Kecepatan putar memegang peranan penting
dalam memberikan energi sehingga dapat terjadi dispersi salah satu fasenya dalam
fase lainnya yang berperan sebagai medium.
Suhu pencampuran perlu dikendalikan karena sediaan yang dibuat dalam
penelitian ini adalah emulsi yang berasal dari dua jenis bahan yang tidak saling
campur. Agar kedua bahan tersebut dapat bercampur dengan terjadinya dispersi
salah satu fase pada fase yang lain, maka diperlukan emulgator. Formula pada
penelitian ini selain digunakanpolysorbate 80 sebagai emulgator, juga digunakan
emulgator tak langsung yaitu trietanolamin stearat.
Trietanolamin stearat dihasilkan dari trietanolamin dan asam stearat
melalui proses saponifikasi. Salah satu faktor yang menentukan keberhasilan
saponifikasi adalah suhu, maka dalam penelitian ini dilakukan optimasi suhu.
Saponifikasi ini terjadi optimal pada suhu 70°C (Kuncoro, 2009). Perlunya
diketahui suhu yang optimal untuk terjadinya saponifikasi karena jika
pencampuran dilakukan pada suhu yang optimal untuk terjadinya saponifikasi,
maka emulgator yang terbentuk akan optimal. Dengan terbentuknya emulgator
yang optimal tersebut akan menghasilkan emulsi dengan sifat fisik yang baik dan
Selain itu, suhu pencampuran juga berperan dalam menurunkan tegangan
permukaan bahan-bahan yang digunakan. Penurunan tegangan permukaan dengan
adanya kenaikan temperatur kira-kira adalah linear (Aulton, 1990). Mengingat
bahan yang dicampur dalam sediaan emulsi adalah minyak dan air yang
merupakan bahan yang tidak dapat saling bercampur, maka penurunan tegangan
permukaan masing-masing fase sangat berpengaruh terhadap terjadinya dipersi
fase dalam terhadap fase luarnya.
Untuk dapat memperoleh hal tersebut, setelah ditemukannya formula
optimum, juga perlu diketahui proses pencampuran yang optimum. Metode
desain faktorial merupakan metode rasional yang menyimpulkan dan
mengevaluasi secara obyektif efek besaran yang berpengaruh terhadap kualitas
sediaan. Maka dalam penelitian ini penulis melakukan optimasi proses
pencampuran lotion VCO menggunakan metode desain faktorial agar diperoleh
sediaan lotion VCO yang aman, berkhasiat, dan nyaman digunakan baik dari sisi
sifat fisik maupun stabilitas.
1. Permasalahan
1. Antara kecepatan putarmixer, suhu, atau interaksi keduanya, manakah
yang berpengaruh signifikan terhadap sifat fisik dan stabilitaslotionVCO?
2. Apakah diperoleh area proses pencampuranlotionyang optimum menurut
sifat fisik dan stabilitaslotionVCO dengan menggunakan metode desain
2. Keaslian Penulisan
Sejauh pengetahuan penulis, penelitian mengenai Optimasi Proses
Pencampuran Lotion VCO dengan Kajian Penelitian Kecepatan Putar Mixer Dan
Suhu Pencampuran secara Desain Faktorial belum pernah dilakukan. Penelitian
serupa yang pernah dilakukan sebelumnya diantaranya adalah Optimasi Proses
pencampuran Krim AntiHair lossEkstrak Saw Palmetto (Serenoa repens) dengan
Perbandingan Lama Pencampuran dan Suhu Pencampuran : Aplikasi Desain
Faktorial, serta Optimasi Proses Pencampuran Oleum Citronellae dan Sistem Gel
dalam Formula Gel Repelan dengan Carbopol 934® dan Gliserol Sebagai Gelling
Agent secara Desain Faktorial.
3. Manfaat Penelitian
a. Manfaat teoritis: menambah khasanah ilmu pengetahuan mengenai sediaan
lotionyang menggunakan bahan-bahan dari alam.
b. Manfaat metodologis: menambah informasi dalam bidang kefarmasian
mengenai penggunaan metode desain faktorial.
c. Manfaat praktis: mengetahui kondisi optimal antara kecepatan putarmixer
dan suhu pencampuran yang menentukan sifat fisik dan stabilitas lotion
VCO.
B. Tujuan
1. Mengetahui faktor yang berpengaruh signifikan terhadap sifat fisik dan
2. Memperoleh area proses pencampuran lotion yang optimum menurut sifat
6
BAB II
PENELAAHAN PUSTAKA
A.Virgin Coconut Oil
Virgin Coconut Oil (VCO) merupakan salah satu hasil olahan dari daging
buah kelapa (Cocos nucifera L.) yang masih segar (Shilhavy, 2005). VCO
merupakan minyak yang diperoleh dari buah kelapa tanpa mengalami pemanasan.
VCO mempunyai kenampakan bening serta mengandung banyak asam laurat.
VCO mengandung asam lemak rantai menengah (Medium Chain Fatty
Acid/MCFA) (Timoti, 2005).
Minyak kelapa juga menyediakan bahan berupa vitamin A dan E yang
penting bagi kesehatan kulit dan rambut. Sekitar 80 persen asam lemak di dalam
VCO adalah asam lemak rantai pendek dan rantai sedang, yang molekulnya
berukuran kecil. Karena itu, molekulnya dapat masuk ke dalam sel-sel tubuh
dengan mudah, tanpa memerlukan beragam enzim untuk memotongnya (Anonim,
2009a).
Kandungan senyawa yang terdapat pada VCO adalah protein,
karbohidrat, asam kaprilat, asam kaprat, asam laurat, asam mirislat, asam palmitat,
asam stearat, asam oleat, dan asam linoleat 1,44%. Kandungan vitamin meliputi
vitamin A (karoten) dan vitamin E (tokoferol) (Anonim, 2009a). Bagi kulit, VCO
berfungsi sebagai moisturizer dengan mekanisme membentuk lapisan tipis di
permukaan kulit (occlusives) yang mencegah hilangnya air dari dalam kulit
B. Emulsi
Emulsi merupakan suatu sistem heterogen yang minimal terdiri dari dua
macam cairan yang tidak saling campur yang dapat terdispersi ke dalam cairan
lain dalam bentuk droplet. Emulsi dibuat dalam bentuk dua sediaan jika ada dua
cairan yang tidak saling campur yang harus terdispersi menjadi satu kesatuan.
Biasanya berupa campuran antara komponen polar (air) dan nonpolar (minyak)
(Allen, 2002). Emulsi dengan ukuran 0,5 – 10 µm disebut suspensi atau emulsi
halus, sedangkan yang berukuran 10 – 50 µm termasuk dalam emulsi kasar
(Martin 1993).
Emulsi banyak digunakan dalam produk farmasi dan kosmetik untuk
pemakaian luar. Terutama untuk lotion dermatologik dan lotion kosmetik serta
krem, karena dikehendaki suatu produk yang menyebar dengan mudah dan
sempurna pada bagian aplikasi (Martin, 1993).
C.Lotion
Lotion merupakan suatu sediaan topikal semifluid yang ditujukan untuk
kulit sehat. Produk perawatan kulit, salah satunya lotion dengan moisturizer,
memiliki kemampuan untuk menjaga tingkat hidrasi kulit tetap pada level normal,
membentuk kolagen, dan mencegah kerusakan sel (Anonim, 2009b).
Lotion memungkinkan pemakaian yang merata dan cepat pada
permukaan kulit yang luas. Setelah diaplikasikan dapat menimbulkan kesan halus,
lembut, dan tidak berminyak. Lotion biasanya berupa emulsi dengan tipe minyak
kulit dan meninggalkan lapisan tipis dari komponen obat pada permukaan kulit
(WilkinsonandMoore, 1982).
D.Moisturizer
Moisturizer merupakan produk emollient yang diformulasikan khusus
sebagai krim yang berminyak dan lotion yang dapat melembabkan kulit kering.
Produk emollient seperti moisturizer mempunyai bahan yang larut minyak atau
larut air dalam jumlah banyak yang dapat mengurangi hilangnya air dari kulit.
Efek ini didapat karena terbentuknya lapisan tipis di permukan kulit (occlusive)
yang dapat menjaga kelembaban lapisan kulit terluar (AshandMichael, 1997).
Moisturizer juga dapat diartikan sebagai suatu agen yang didesain untuk
membuat stratum corneum menjadi lebih lembut dan lebih elastis dengan cara
meningkatkan proses hidrasi (Schwartz, 2008)
E. Daya Sebar
Daya sebar berhubungan dengan sudut kontak antara sediaan dengan
tempat aplikasinya yang mencerminkan kelicinan (lubricity) sediaan tersebut,
yang berhubungan langsung dengan koefisian gesekan. Daya sebar merupakan
karakteristik yang penting dari formulasi sediaan topikal dan bertanggung jawab
untuk ketepatan transfer dosis atau melepaskan bahan obatnya, dan kemudahan
penggunaannya. Faktor yang mempengaruhi daya sebar adalah kekakuan formula,
kecepatan dan lama tekanan yang menghasilkan kelengketan, temperatur pada
kecepatan evaporasi pelarut dan kecepatan peningkatan viskositas karena
evaporasi (Garg, Anggarwal, Singla, 2002).
F. Viskositas
Viskositas adalah pernyataan tahanan dari suatu cairan untuk mengalir;
makin tinggi viskositas, maka semakin besar tahanannya (Martin, 1993).
Viskositas, elastisitas, dan rheologi merupakan karakteristik formulasi yang
penting dalam produk akhir sediaan semisolid. Peningkatan viskositas akan
menaikkan waktu retensi pada tempat aksi tetapi akan menurunkan daya sebar
(Garg et al., 2002). Pengurangan ukuran droplet rata-rata akan menaikkan
viskositas. Makin luas distribusi ukuran droplet, makin rendah viskositasnya jika
dibandingkan dengan sistem yang memiliki ukuran droplet yang lebih sempit.
Pengurangan viskositas dengan penaikan shear, sebagian bisa disebabkan karena
penurunan viskositas dari fase kontinyu karena jarak pemisahan droplet-droplet
yang meningkat (Martin 1993).
G. Mikromeritik
Mikromeritik merupakan cara yang digunakan untuk mengetahui ukuran
droplet. Variasi kumpulan droplet biasanya disebut polidispers, ketidakseragaman
ukuran droplet dinyatakan dengan nilai standar deviasi (SD). SD digunakan untuk
mengukur variasi dari rata-rata. Kumpulan droplet dunyatakan bervariasi dengan
nilai SD ≥ 10%. Dalam suatu kumpulan droplet sampel polidispers, dua sifat
kisaran ukuran dan banyaknya. Setiap kumpulan droplet biasanya disebut
polidispers. Karena itu, tidak hanya ukuran dari suatu droplet tertentu saja yang
perlu diketahui, tetapi juga beberapa banyak droplet-droplet dengan ukuran yang
sama yang ada dalam sampel (Martin, 1993).
Pengetahuan dan pengendalian, serta kisaran ukuran droplet sangat
penting dalam farmasi. Ukuran yang juga berhubungan dengan luas permukaan,
dapat dihubungkan secara berarti dengan sifat fisika, kimia, dan farmakologi dari
suatu obat. Formulasi yang berhasil dari suspensi, emulsi, dan tablet, dari segi
kestabilan fisik dan respon farmakologis, juga bergantung pada ukuran droplet
yang dicapai dalam produk tersebut (Martin, 1993).
Gambaran mengenai distribusi droplet penting karena adanya
kemungkinan dari suatu sampel dengan nilai rata-rata sama, namun memiliki
distribusi yang berbeda. Melalui kurva distribusi juga akan nampak ukuran
droplet berapa yang sering muncul dalam sampel, hal ini disebut modus (Martin,
1993).
H. Stabilitas Emulsi
Emulsi yang stabil adalah emulsi yang tidak mengalami perubahan sifat
fisik selama penyimpanan. Beberapa hal yang menunjukkan bahwa emulsi tidak
stabil adalah sebagai berikut:
1. Inversi
Merupakan proses di mana emulsi berubah dari suatu tipe menjadi
30-60%. Jika jumlah fase dispers mendekati atau lebih dari batas maksimum
yaitu 74%, maka peristiwa inversi akan terjadi. Inversi merupakan proses
yangirreversible(Winfield, 2004).
2. Creaming
Istilahcreamingdigunakan untuk menggambarkan adanya agregasi
dari droplet-droplet fase dispers kemudian berkumpul di bagian atas atau
bawah emulsi. Peristiwa ini bersifat reversible dan dengan gojogan yang
lembut dapat kembali mendistribusikan droplet pada medium dispersnya.
Creaming tidak diinginkan karena menunjukkan penampakan fisik yang
tidak baik dan tidak dapat menyediakan dosis secara akurat jika tidak
dilakukan penggojogan dengan baik.Creamingmeningkatkan kemungkinan
terjadinya koalesen dan hingga menuju terjadinya cracking (Winfield,
2004).
3. Cracking
Cracking merupakan koalesen dari fase terdispersi dan pemisahan
dari fase dispers membentuk suatu lapisan. Peristiwa ini irreversible dan
tidak dapat dilakukan redispersi dengan penggojogan (Winfield, 2004).
I. Pencampuran
Pencampuran adalah suatu proses yang bertujuan untuk menangani dua
partikel atau lebih bahan yang belum tercampur, sehingga setiap unit (partikel,
molekul, dan lain-lain) dari bahan tersebut dapat berinteraksi dengan bahan lain.
dibandingkan dengan serbuk dan larutan. Hal itu terjadi karena sediaan semisolid
tidak dapat mengalir dengan mudah (Aulton, 2002).
Produk yang diemulsikan mungkin mengalami berbagai shear stress
selama pembuatan atau penggunannya. Pada kebanyakan proses ini, sifat aliran
produk akan menjadi sangat penting untuk penampilan emulsi yang tepat pada
kondisi penggunaan dan pembuatannya. Jadi penyebaran produk dermatologik
dan produk kosmetik harus dikontrol agar didapat suatu preparat yang memuaskan
(Martin 1993).
Faktor-faktor yang berhubungan dengan fase dispers meliputi
perbandingan volume fase, distribusi ukuran droplet, dan viskositas dari fase
dalam itu sendiri. Jadi, jika konsentrasi volume dari fase terdispers rendah,
(kurang dari 0,05), sistem tersebut adalah Newton. Dengan naiknya volume,
sistem tersebut menjadi lebih tahan terhadap aliran dan menunjukkan karakteristik
aliran pseudoplastis. Pada konsentrasi yang cukup tinggi, terjadi aliran plastis.
Jika konsentrasi mendekati 0,74, mungkin terjadi inversi dengan berubahnya
viskositas secara nyata (Martin 1993).
Pada umumnya droplet terbentuk karena adanya tekanan yang diberikan
pada suatu suatu tetesan besar fase, kemudian memanjang kedua arah, diikuti
dengan peningkatan tegangan permukaan, menuju titik instabilitas, kemudian
pecah menjadi droplet dan semakin mengecil menjadi droplet satelit. Proses
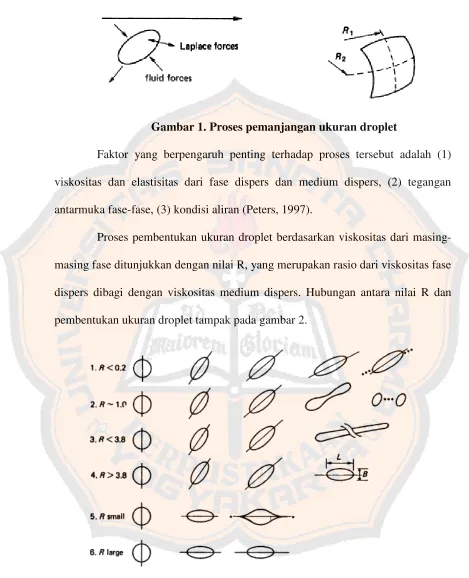
Gambar 1. Proses pemanjangan ukuran droplet
Faktor yang berpengaruh penting terhadap proses tersebut adalah (1)
viskositas dan elastisitas dari fase dispers dan medium dispers, (2) tegangan
antarmuka fase-fase, (3) kondisi aliran (Peters, 1997).
Proses pembentukan ukuran droplet berdasarkan viskositas dari
masing-masing fase ditunjukkan dengan nilai R, yang merupakan rasio dari viskositas fase
dispers dibagi dengan viskositas medium dispers. Hubungan antara nilai R dan
pembentukan ukuran droplet tampak pada gambar 2.
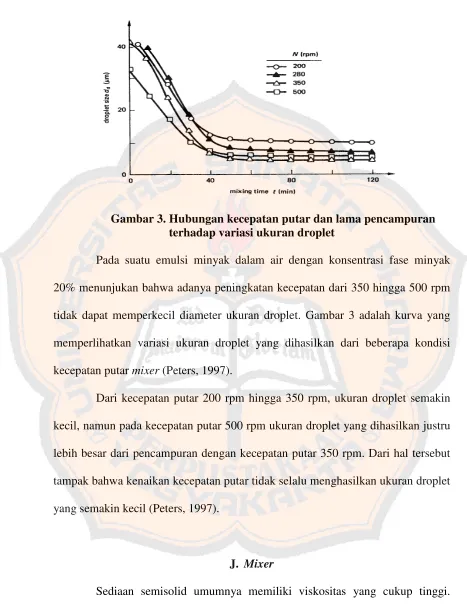
Gambar 3. Hubungan kecepatan putar dan lama pencampuran terhadap variasi ukuran droplet
Pada suatu emulsi minyak dalam air dengan konsentrasi fase minyak
20% menunjukan bahwa adanya peningkatan kecepatan dari 350 hingga 500 rpm
tidak dapat memperkecil diameter ukuran droplet. Gambar 3 adalah kurva yang
memperlihatkan variasi ukuran droplet yang dihasilkan dari beberapa kondisi
kecepatan putarmixer(Peters, 1997).
Dari kecepatan putar 200 rpm hingga 350 rpm, ukuran droplet semakin
kecil, namun pada kecepatan putar 500 rpm ukuran droplet yang dihasilkan justru
lebih besar dari pencampuran dengan kecepatan putar 350 rpm. Dari hal tersebut
tampak bahwa kenaikan kecepatan putar tidak selalu menghasilkan ukuran droplet
yang semakin kecil (Peters, 1997).
J. Mixer
Sediaan semisolid umumnya memiliki viskositas yang cukup tinggi.
Mixer yang sesuai adalah mixer yang elemen putarnya dapat menghasilkan gaya
semisolid yang homogen adalah planetary mixer dan sigma blade. Disebut
planetary mixer karena pencampurannya dilakukan oleh roda gigiplanetaryyang
dipasangkan pada mixer blade dengan gesekan di sekitar ring gear mengitari
mixer blade. Kelemahan terbesar dari alat ini adalah terbatasnya jumlah batch
yang dapat diproduksi (Lantz dan Schwartz, 1990). Sigma blade mixer cocok
digunakan untuk pencampuran salep maupun pasta yang kental. Pengaduk pada
mixer ini menggunakan dua pengaduk yang bentuknya menyerupai abjad Yunani
yaitu∑ (sigma) (Aulton, 1990).
Salah satu faktor yang berpengaruh dalam pemilihan mixer untuk
pencampuran sediaan semisolid adalah viskositas sediaan tersebut (Lachman,
Lieberman, dan Kanig, 1994). Pada banyak formulasi emulsi minyak dalam air,
fase minyak menunjukkan fraksi kecil dari volume total dan tidak bisa efektif jika
dicampur secara manual (Lieberman, Rieger, dan Banker, 1996)
Pada pembuatan emulsi, penggunaan homogenizer untuk lebih lanjut
memperkecil ukuran droplet. Pada awal pencampuran mungkin dapat digunakan
suatumixer yang dipasang agitator dengan tipe impeller yang ukuran dan tipenya
dapat disesuaikan dengan emulsi yang ingin dihasilkan. Kecepatan putar yang
lebih intensif dapat dicapai dengan menggunakan turbine mixer, misalnya
Silversonmixer-homogenizer(Aulton, 1990).
K. Metode Desain Faktorial
Penelitian desain faktorial dimulai dengan menentukan faktor dan level
dengan dua faktor dan dua level (Armstrong dan James, 1996). Jumlah percobaan
untuk penelitian desain faktorial dihitung dari jumlah level yang digunakan dalam
penelitian, dipangkatkan dengan jumlah faktor yang digunakan. Jumlah percobaan
untuk penelitian dengan 2 level dan 2 faktor adalah 22 = 4. Penamaan formula
untuk jumlah percobaan = 4 adalah formula (1) untuk percobaan I, formula a
untuk percobaan II , formula b untuk percobaan III, dan formula ab untuk
percobaan IV (Bolton,1997).
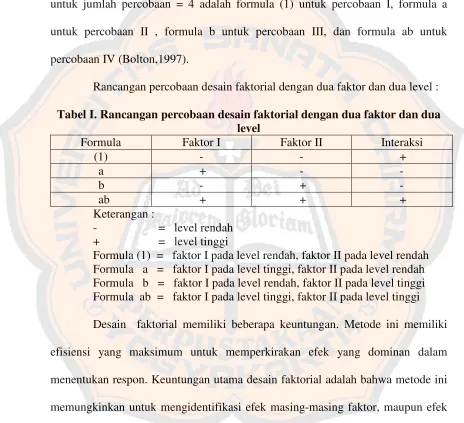
Rancangan percobaan desain faktorial dengan dua faktor dan dua level :
Tabel I. Rancangan percobaan desain faktorial dengan dua faktor dan dua level
Formula Faktor I Faktor II Interaksi
(1) - - +
a + -
-b - +
-ab + + +
Keterangan :
- = level rendah + = level tinggi
Formula (1) = faktor I pada level rendah, faktor II pada level rendah Formula a = faktor I pada level tinggi, faktor II pada level rendah Formula b = faktor I pada level rendah, faktor II pada level tinggi Formula ab = faktor I pada level tinggi, faktor II pada level tinggi
Desain faktorial memiliki beberapa keuntungan. Metode ini memiliki
efisiensi yang maksimum untuk memperkirakan efek yang dominan dalam
menentukan respon. Keuntungan utama desain faktorial adalah bahwa metode ini
memungkinkan untuk mengidentifikasi efek masing-masing faktor, maupun efek
interaksi antar faktor. Metode ini ekonomis dapat mengurangi jumlah penelitian
jika dibandingkan dengan meneliti metode secara terpisah (Muth,1999).
Rumusan yang berlaku untuk desain faktorial :
Keterangan :
Y = respon
X1 = level faktor pertama X2 = level faktor kedua
X1 X2 = level faktor pertama dikalikan level faktor kedua Bo = rata-rata respon seluruh formula
Ba, Bb, Bab = koefisien yang dihitung dari hasil percobaan Ba, Bb, Bab = ∑ XY / 2n
Berdasarkan persamaan di atas, dengan substitusi secara matematis,
dapat dihitung besarnya efek masing-masing faktor, maupun efek interaksi.
Besarnya efek dapat dicari dengan menghitung selisih antara rata-rata respon pada
level tinggi dan rata - rata respon pada level rendah. Konsep perhitungan efek
menurut Bolton (1997) sebagai berikut :
efek faktor I =
2
1 ab b
a
efek faktor II =
2
1 ab a
b
efek interaksi =
2 1 b a ab
Adanya interaksi dapat juga dilihat dari grafik hubungan respon dan level
faktor. Jika kurva menunjukkan garis sejajar, maka dapat dikatakan bahwa tidak
ada interaksi antar eksipien dalam menentukkan respon. Jika kurva menunjukkan
garis yang tidak sejajar, maka dapat dikatakan bahwa ada interaksi antar eksipien
dalam menentukkan respon (Bolton,1997).
L. Landasan Teori
Dalam penelitian ini akan dibuat sediaan lotion Virgin Coconut Oil.
halus, mulus dan memberikan banyak kilauan cahaya kepada rambut. Susunan
molekular kecil dari asam lemak rantai pendek dan rantai sedang, yang
molekulnya berukuran kecil pada VCO memudahkan untuk penyerapan,
memberikan tekstur lembut halus pada kulit dan rambut. Hal tersebut yang
membuat VCO berfungsi sebagai bahan untuk pemulihan kulit kering, kasar dan
keriput.
Kebanyakan lotion komersial terbuat dari minyak yang merupakan
minyak sayur yang telah diproses panas dan hidrogenasi sehingga tidak ada
antioksidan sebagai pelindung alami yang berakibat banyak pada kulit (Setiaji,
2005).
Untuk dapat menghasilkan sediaan lotion yang baik, harus dilakukan
dengan proses yang tepat. Proses pencampuran melibatkan proses pencampuran
yang merupakan faktor yang sangat berpengaruh terhadap sifat fisik sediaan yang
dihasilkan, yang nantinya juga dapat mempengaruhi stabilitasnya. Sediaan yang
dibuat merupakan suatu emulsi yang diketahui kritis dalam hal pencampuran
fase-fasenya agar dapat terdispersi dengan baik. Proses pencampuran dapat
mengecilkan ukuran droplet, hal ini sesuai dengan fungsi mixer yang memiliki
gigi-gigi yang dapat mendispersikan bahan-bahan pada saat pencampuran
sehingga dapat menghasilkan lotion dengan ukuran droplet yang lebih kecil
(Lantz dan Schwartz, 1990).
Suhu pencampuran perlu dikendalikan karena sediaan yang dibuat dalam
penelitian ini adalah emulsi yang berasal dari dua jenis bahan yang tidak saling
salah satu fase pada fase yang lain, maka memerlukan emulgator. Formula pada
penelitian ini selain digunakanpolysorbate 80 sebagai emulgator, juga digunakan
emulgator tak langsung yaitu trietanolamin stearat yang terbentuk melalui proses
saponifikasi. Suhu berpengaruh terhadap berlangsungnya proses saponifikasi, jika
suhu terlalu rendah, saponifikasi yang terjadi tidak optimal, namun jika suhu
terlalu tinggi, sabun yang telah terbentuk kembali berubah menjadi asam lemak
dan basa penyusunnya.
Maka dalam penelitian ini dilakukan optimasi pada kecepatan putar
mixer dan suhu pencampuran. Kedua faktor tersebut diperkirakan merupakan
faktor yang berpengaruh besar dalam terbentuknya emulsi yang stabil. Dari
penelitian ini nantinya dapat diketahui efek dari kedua faktor tersebut atau justru
interaksi keduanya yang berpengaruh dominan terhadap sifat fisik dan stabilitas
lotion VCO yang dihasilkan. Hasil uji sifat Fisik dan stabilitas lotion, kemudian
dihitung menggunakan desain faktorial, sehingga dapat ditemukan area optimum
proses pencampuranlotionVCO dalam batas yang diteliti.
M. Hipotesis
a. Ditemukan faktor yang berpengaruh signifikan antara kecepatan putar, suhu
pencampuran, dan interaksinya terhadap respon sifat fisik dan stabilitas lotion
VCO.
b. Diperoleh area proses pencampuran lotion yang optimum menurut sifat fisik
20
BAB III
METODOLOGI PENELITIAN
A. Jenis dan Rancangan Penelitian
Penelitian ini merupakan rancangan eksperimental murni menggunakan
metode Desain Faktorial, yaitu dengan menentukan proses pencampuran yang
optimum dalam menghasilkan lotion VCO sesuai yang diharapkan baik dari sifat
fisik maupun stabilitas.
B. Variabel dalam Penelitian 1. Variabel penelitian
a. Variabel bebas : kecepatan putarmixerdan suhu pencampuran.
b. variabel tergantung : daya sebar, viskositas, pergeseran viskositas setelah
penyimpanan, ukuran droplet, dan stabilitas.
c. Variabel pengacau terkendali : alat percobaan, kualitas bahan yang
digunakan, waktu pencampuran (10 menit), dan formula.
d. Variabel pengacau tak terkendali : kelembaban saat pembuatan, suhu dan
kelembaban ruangan selama penyimpanan.
2. Definisi operasional
a. Virgin Coconut Oil (VCO) merupakan salah satu hasil olahan dari daging
Putih dan kandungan asam laurat 5,06%, asam oleat 2,27%, asam palmitat
7,54%, asam kaprilat 5,11%, asam kaprat 6,56% dan asam stearat 7,23%.
b. Lotion adalah sediaan lotion VCO semifluid dan dapat diaplikasikan pada
kulit dan mempunyai daya sebar yang khas dengan membentuk lapisan tipis
pada kulit.
c. Subyek uji yang digunakan adalah formula lotion VCO dari penelitian
Hartanto (2007) yang merupakan formula optimum.
d. Level penelitian ini berturut-turut, level rendah dan tinggi kecepatan putar
mixer adalah 500 dan 700 rpm sedangkan level rendah dan tinggi suhu
pencampuran adalah 50 dan 70oC.
e. Respon dalam penelitian ini adalah sifat fisik lotion yang berupa daya
sebar, viskositas, pergeseran viskositas, stabilitas lotion, dan ukuran
droplet.
f. Daya sebar adalah hal yang menggambarkan kemampuan lotion untuk
dapat diaplikasikan dengan mudah pada kulit. Daya sebar yang optimum
adalah daya sebarlotiondengan range diameter 5 – 7 cm.
g. Viskositas lotion yang optimum adalah dengan nilai 14 – 16 d Pa.s, pada
viskositas tersebut lotion dapat dengan mudah dimasukkan pada kemasan
saat pengisian dan juga dapat dengan mudah diambil kembali saat akan
digunakan.
h. Pergeseran viskositas adalah persen rasio selisih viskositas lotion setelah
penyimpanan dan viskositas lotionsetelah. Nilai pergeseran viskositas yang
i. Stabilitas diuji dengan menghitung persen pemisahan yang rasio volume
pemisahanlotiondengan volume awalnya.
j. Ukuran droplet merupakan diameter fase dispers (droplet) yang diamati
dengan menggunakan mikroskop. Ukuran droplet yang diinginkan dalam
lotion ini adalan 20-50 µm, karena dengan ukuran tersebut tidak akan
memberikan sifat fisik dan stabilitas yang buruk (Daniels, 2005).
C. Bahan dan Alat Penelitian 1. Bahan Penelitian
Virgin Coconut Oil (VCO), gliserin (kualitas farmasetis), minyak lemon
(kualitas farmasetis), cetyl alcohol (kualitas farmasetis), polysorbate 80 (kualitas
farmasetis), nipagin (kualitas farmasetis), asam stearat (kualitas farmasetis),
trietanolamin (kualitas farmasetis), danaquadest.
2. Alat Penelitian
Glasswares (PYREX-GERMANY), timbangan analitik, waterbath,
termometer, mixer, stopwatch, horizontal double plate, Viscotester seri VT 04
(RION-JAPAN), mikroskop (merk Boeco germany Model number BM-180).
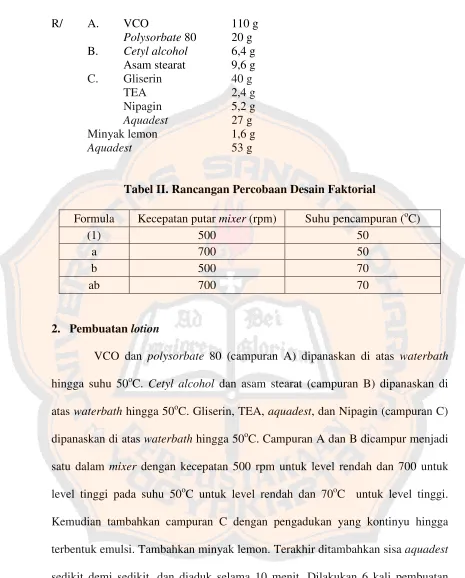
D. Tata Cara Penelitian 1. Formula
Berdasarkan optimasi formula yang telah dilakukan oleh Hartanto,
R/ A. VCO 110 g
Polysorbate80 20 g B. Cetyl alcohol 6,4 g
Asam stearat 9,6 g C. Gliserin 40 g
TEA 2,4 g
Nipagin 5,2 g
Aquadest 27 g
Minyak lemon 1,6 g
Aquadest 53 g
Tabel II. Rancangan Percobaan Desain Faktorial
Formula Kecepatan putarmixer(rpm) Suhu pencampuran (oC)
(1) 500 50
a 700 50
b 500 70
ab 700 70
2. Pembuatanlotion
VCO dan polysorbate 80 (campuran A) dipanaskan di atas waterbath
hingga suhu 50oC. Cetyl alcohol dan asam stearat (campuran B) dipanaskan di
ataswaterbath hingga 50oC. Gliserin, TEA, aquadest, dan Nipagin (campuran C)
dipanaskan di atas waterbathhingga 50oC. Campuran A dan B dicampur menjadi
satu dalam mixer dengan kecepatan 500 rpm untuk level rendah dan 700 untuk
level tinggi pada suhu 50oC untuk level rendah dan 70oC untuk level tinggi.
Kemudian tambahkan campuran C dengan pengadukan yang kontinyu hingga
terbentuk emulsi. Tambahkan minyak lemon. Terakhir ditambahkan sisaaquadest
sedikit demi sedikit, dan diaduk selama 10 menit. Dilakukan 6 kali pembuatan
3. Penentuan tipe emulsilotionVCO
a. Sejumlah kecil emulsi diteteskan di atas permukaan air dan diamati yang
terjadi. Jika emulsi menyebar dan bercampur dengan air, menunjukkan
bahwa air merupakan fase eksternal dari emulsi tersebut.
b. Sejumlah kecil zat warna yang larut air diteteskan di dalam emulsi dan
amati yang terjadi. Jika zat warna menyebar di dalam emulsi menunjukkan
bahwa air merupakan fase eksternal.
c. Hanya emulsi tipe M/A yang mudah dicuci dengan air dari tangan atau
suatu barang (Voigt, 1994).
4. Pengujian daya sebar
Uji daya sebar lotion dilakukan segera setelah pembuatan dengan cara
menimbang lotion seberat 1 gram, diletakkan di tengah horizontal double plate.
Di atas lotion diletakkan horizontal double plate lain dan pemberat 125 gram,
diamkan selama 1 menit, kemudian dicatat diameter penyebarannya. Pengukuran
dilakukan 10 kali untuk masing-masing produk.
5. Pengujian viskositas
Pengukuran viskositas menggunakan alat viskosimeter seri VT 04
(RION-JAPAN) dengan cara :lotiondimasukkan dalam wadah dan dipasang pada
portable viskotester digunakan rotor nomor 2. Viskositas lotion diketahui dengan
segera setelah lotion selesai dibuat dan (2) setelah disimpan selama 1 bulan.
Pengukuran dilakukan 10 kali untuk masing-masing produk.
6. Mikromeritik
Cuplikan lotion di letakkan gelas benda, kemudian ditetesi air untuk
mempermudah pengamatan. Dilakukan pengamatan ukuran droplet sebanyak 500
buah (Martin, 1993) menggunakan mikroskop yang dihubungkan dengan
perangkat foto MOTIC Image Plus. Diameter ukuran droplet diukur dengan
pengaturan skala perbesaran yang sesuai.
7. Pengujian stabilitas
Lotion dimasukkan ke dalam tabung berskala. Amati pemisahan fase
pada 24 jam sebagai hari ke-0, kemudian hari ke-1, 3, 5, 7, 14, 21, 28, dan 30.
E. Analisis Hasil
Data yang diperoleh adalah data uji daya sebar, viskositas dan pergeseran
viskositas, stabilitas, serta modus ukuran droplet. Menggunakan metode desain
faktorial, maka dapat dihitung nilai efek faktor dari kecepatan putar mixer, suhu
pencampuran atau interaksi keduanya, sehingga dapat diketahui faktor yang
dominan dalam menentukan sifat fisik dan stabilitas lotionVCO dalam penelitian
ini. Masing-masing uji sifat fisik dan stabilitas lotion dibuat persamaan desain
faktorial dengan menggunakan metode eliminasi dan substitusi. Selanjutnya
Kemudian masing-masing contour plot digabungkan menjadi satu contour plot
superimposed yang telah dipilih berdasarkan parameter kualitas yang ditentukan.
Area yang ditemukan, selanjutnya digunakan sebagai area proses pencampuran
yang optimum terbatas pada level yang diteliti.
AnalisisYate’s treatment dilakukan untuk mengetahui signifikansi setiap
faktor dan interaksi dalam mempengaruhi respon. Berdasarkan analisis Yate’s
treatment, maka dapat ditentukan ada atau tidaknya hubungan dari setiap faktor
terhadap respon. Sebelumnya ditentukan terlebih dahulu hipotesis alternatif (H1)
yang menyatakan adanya hubungan antara faktor dengan respon, sedangkan H0
merupakan negasi dari H1. H0 menyatakan tidak adanya hubungan antara faktor
dengan respon. H1 diterima jika H0 ditolak, dan hal ini terjadi jika harga F hitung
lebih besar dari F tabel. Dengan demikian berarti faktor berpengaruh signifikan
terhadap respon yang diperoleh. F tabel diperoleh dari Fα (numerator,
denominator) dengan taraf kepercayaan 95%. Sebagai numerator merupakan
derajat bebas interaksi dalam penelitian ini, yaitu 1. Sedangkan denominatornya
adalah derajat bebas experimental error yaitu 20, maka diperoleh F tabel untuk
27
BAB IV
HASIL DAN PEMBAHASAN
A. PembuatanLotion
Dipilih kecepatan putar 500 rpm dan 700 rpm karena berdasarkan hasil
orientasi yang dilakukan sebelum penelitian dilaksanakan, menunjukkan bahwa
500 rpm merupakan kecepatan putar mixer terendah yang mampu menghasilkan
lotionVCO dengan sifat fisik sesuai parameter untuklotion(yaitu viskositas, daya
sebar, dan persen pemisahan) dan pada kecepatan 700 rpm masih dihasilkanlotion
yang dapat diterima secara visual. Jika kecepatan semakin dinaikkan, maka
terbentuk buih. Buih ini tidak diharapkan dalam pembuatan lotion VCO karena
dengan adanya buih yang terbentuk akan mengganggu ikatan antara emulgator
dengan fase non polar, sehingga tidak terbentuk sistem emulsi yang optimal.
Selain itu dengan adanya reactive oxydation species (ROS), pada udara yang
terperangkap dalam sediaan dapat merusak stabilitas (mengoksidasi) asam lemak
dari zat aktif sehingga tidak dapat berfungsi sebagaimoisturizer.
Untuk suhu, dipilih 50oC berdasarkan hasil orientasi yang mengacu pada
penelitian sebelumnya yang melakukan pencampuran lotion VCO ini pada suhu
50oC, dan suhu 70oC juga berdasarkan hasil orientasi yang mengacu pada titik
leleh asam stearat. Karena asam stearat merupakan bahan padatan yang memiliki
titik leleh tertinggi dalam formula ini. Suhu pencampuran yang dimaksud adalah
Untuk memperoleh homogenitas yang baik, bahan-bahan dalam
pembuatan lotion VCO dibagi menjadi 3 fase. Fase A terdiri dari VCO dan
polysorbate80. VCO adalah fase minyak yang merupakan zat aktif dan berfungsi
sebagai moisturizer. VCO mengandung 92% asam lemak jenuh, terdiri dari
48%-53% asam laurat (C12), 1,5-2,5% asam oleat dan asam lemak lainnya seperti 8%
asam kaprilat, (C8) dan 7% asam kaprat (C10). Kandungan asam lemak (terutama
asam laurat dan oleat) dalam VCO dapat berfungsi untuk melembutkan kulit,
sehingga aman dan efektif sebagaimoisturizerpada kulit (Lucida, 2008).
Polysorbate 80 dicampur dengan VCO fungsinya adalah untuk
menurunkan tegangan permukaan minyak terhadap fase air. Fase B terdiri dari
cetyl alcohol sebagai thickening agent dan asam stearat yang akan bereaksi
dengan trietanolamin membentuk trietanolamin stearat yang berfungsi sebagai
emulgator. Cetyl alcohol dan asam sterat merupakan padatan yang harus
dilelehkan terlebih dahulu sehingga dapat dicampur dengan bahan lain yang
berupa cairan. Fase C terdiri dari Gliserin, TEA, nipagin, 1/3 bagian aquadest
yang berfungsi sebagai fase air. Fase D adalah sisa aquadest, kemudian yang
terakhir adalah parfum.
Gliserin berfungsi sebagaimoisturizer sekaligus emulgator. Asam stearat
akan menimbulkan reaksi penyabunan dengan adanya TEA membentuk
trietanolamin sterarat. Trietanolamin stearat ini akan menyelubungi droplet VCO
sehingga dapat terdispersi dalam air sebagai medium dispers. Nipagin merupakan
Pada pembuatannya, semua bahan dipanaskan pada suhu 50oC, hal ini
untuk mempermudah homogenitas bahan-bahan tersebut. Cetyl alcohol dan asam
stearat merupakan padatan, sehingga sebelum dicampurkan dilelehkan dahulu
yaitu dengan cara dipanaskan pada suhu 50oC. Kemudian fase A dituang dalam
wadah pencampuran yang suhunya telah diatur 50oC untuk level rendah dan 70oC
untuk level tinggi, kemudian dituangkan fase B, dan diaduk dengan kecepatan 500
rpm untuk level rendah dan 700 rpm untuk level tinggi, dan dicampur hingga
homogen. Selanjutnya dituang fase C dan ditunggu beberapa saat untuk
memberikan kesempatan bahan-bahan tersebut tercampur homogen. Ditambahkan
sisa aquadest dituangkan sedikit demi sedikit dan parfum sambil terus diaduk
selama 10 menit hingga terbentuk emulsi.
B. Penentuan Tipe Emulsi
Tipe emulsi yang diharapkan dari formula ini adalah O/W, di mana fase
minyak terdispersi dalam fase air, sehingga nyaman diaplikasikan di kulit karena
tidak lengket dan mudah dicuci dengan air. Pada dasarnya tipe amulsi dapat
diprediksi sesuai tipe mulgator yang digunakan. Dinyatakan dalam aturan
Banchroft bahwa fase yang dapat melarutkan emulgator akan menjadi medium
dispers atau fase luarnya (Voigt, 1994). Pada formula dalam penelitian ini
digunakan emulgator polysorbate 80 yang memiliki HLB 15 yang menunjukkan
bahwa polysorbate 80 hidrofil, dan triethanolamin stearat yang larut air, maka
1. Penambahan Salah Satu Fase secara Berlebih
Sejumlah lotion diletakkan pada sebuah kaca arloji, kemudian
ditambahkan air secara berlebih. Lotion VCO dari tiap percobaan dapat
bercampur dengan air, hal ini menunjukkan bahwa fase eksternallotionadalah
air, maka hasil ini membuktikan bahwa lotion yang dihasilkan adalah emulsi
tipe minyak dalam air.
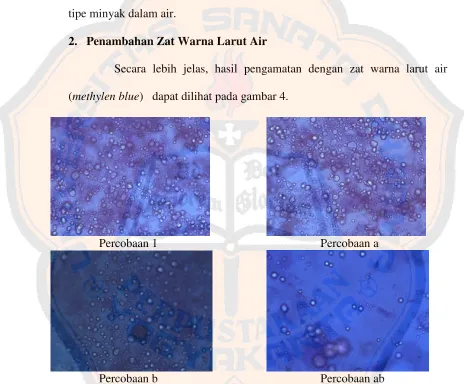
2. Penambahan Zat Warna Larut Air
Secara lebih jelas, hasil pengamatan dengan zat warna larut air
(methylen blue) dapat dilihat pada gambar 4.
Percobaan 1 Percobaan a
Percobaan b Percobaan ab
Gambar 4. Penentuan tipe emulsi dengan cara menambahkan zat warna larut air. Diamati degan mikroskop menggunakan perbesaran (4x10)
Zat warna larut air yang digunakan adalah methylen blue. Lotion
dioleskan tipis pada sebuah gelas benda, kemudian diteteskan methylen blue
mengelilingi droplet yang tetap berwarna putih. Karenamethylen blue sifatnya
larut air, dengan demikian disimpulkan bahwa lotion yang dihasilkan
merupakan emulsi dengan tipe minyak dalam air.
3. Pencucian dengan Air
Lotion dioleskan pada tangan dan kemudian dibilas dengan air.
Berdasarkan pengujian, lotion mudah dibilas dengan air, maka disimpulkan
bahwalotiontersebut bertipe minyak dalam air.
Mengacu pada ketiga uji yang telah dilakukan, maka disimpulkan
bahwa lotion yang dihasilkan merupakan emulsi yang bertipe minyak dalam
air.
C. Sifat Fisik dan Stabilitas
Lotionyang baik memenuhi syarat fisik dan stabilitas sediaanlotionyang
baik. Parameter sifat fisik lotion yang diteliti adalah daya sebar dan viskositas.
Parameter stabilitas yang diteliti adalah pergeseran viskositas setelah disimpan
selama satu bulan, ukuran droplet, perubahan ukuran droplet setelah penyimpanan
selama satu bulan, serta persen pemisahan lotion yang terjadi setelah disimpan
satu bulan.
Daya sebar merupakan parameter yang menggambarkan mudahnyalotion
diaplikasikan pada kulit. Daya sebar sangat erat kaitannya dengan viskositas, dan
memiliki nilai yang berbanding terbalik dengan viskositas. Semakin rendah
yang diperoleh dari hasil penyebaranlotionmenunjukkan kemampuan penyebaran
lotionsaat diaplikasikan pada kulit (Garget al., 2002).
Secara keseluruhan, respon sifat fisik dan stabilitas fisik yang diperoleh
dalam penelitian ini adalah sebagai berikut :
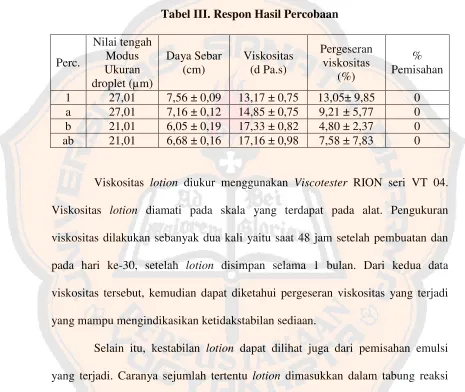
Tabel III. Respon Hasil Percobaan
Perc. Nilai tengah Modus Ukuran droplet (µm) Daya Sebar (cm) Viskositas (d Pa.s) Pergeseran viskositas (%) % Pemisahan
1 27,01 7,56 ± 0,09 13,17 ± 0,75 13,05± 9,85 0 a 27,01 7,16 ± 0,12 14,85 ± 0,75 9,21 ± 5,77 0 b 21,01 6,05 ± 0,19 17,33 ± 0,82 4,80 ± 2,37 0 ab 21,01 6,68 ± 0,16 17,16 ± 0,98 7,58 ± 7,83 0
Viskositas lotion diukur menggunakan Viscotester RION seri VT 04.
Viskositas lotion diamati pada skala yang terdapat pada alat. Pengukuran
viskositas dilakukan sebanyak dua kali yaitu saat 48 jam setelah pembuatan dan
pada hari ke-30, setelah lotion disimpan selama 1 bulan. Dari kedua data
viskositas tersebut, kemudian dapat diketahui pergeseran viskositas yang terjadi
yang mampu mengindikasikan ketidakstabilan sediaan.
Selain itu, kestabilan lotion dapat dilihat juga dari pemisahan emulsi
yang terjadi. Caranya sejumlah tertentu lotion dimasukkan dalam tabung reaksi
berskala, kemudian setelah disimpan selama 1 bulan dilihat pemisahan emulsi
yang terjadi. Modus ukuran droplet dilihat dengan menggunakan mikroskop yang
terhubung dengan perangkat foto, kemudian diukur diameternya sesuai skala
perbesaran yang digunakan saat mengambil foto dan dihitung frekuensi terbanyak
Pada penelitian ini, cara menentukan signifikansi faktor yang
berpengaruh dominan antara suhu dan kecepatan putar, atau interaksinya dalam
mempengaruhi sifat fisik dan stabilitaslotiondihitung menggunakan :
1. Desain faktorial, yaitu menghitung efek dari setiap faktor maupun interaksinya
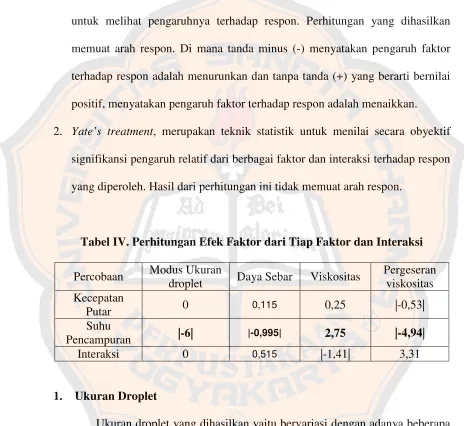
untuk melihat pengaruhnya terhadap respon. Perhitungan yang dihasilkan
memuat arah respon. Di mana tanda minus (-) menyatakan pengaruh faktor
terhadap respon adalah menurunkan dan tanpa tanda (+) yang berarti bernilai
positif, menyatakan pengaruh faktor terhadap respon adalah menaikkan.
2. Yate’s treatment, merupakan teknik statistik untuk menilai secara obyektif
signifikansi pengaruh relatif dari berbagai faktor dan interaksi terhadap respon
yang diperoleh. Hasil dari perhitungan ini tidak memuat arah respon.
Tabel IV. Perhitungan Efek Faktor dari Tiap Faktor dan Interaksi
Percobaan Modus Ukuran
droplet Daya Sebar Viskositas
Pergeseran viskositas Kecepatan
Putar 0 0,115 0,25 |-0,53| Suhu
Pencampuran |-6| |-0,995| 2,75 |-4,94| Interaksi 0 0,515 |-1,41| 3,31
1. Ukuran Droplet
Ukuran droplet yang dihasilkan yaitu bervariasi dengan adanya beberapa
ukuran droplet yang relatif lebih besar dan juga dikelilingi droplet satelit,
berdasarkan variasi ukuran droplet tersebut, maka ukuran droplet pada penelitian
ini adalah polidispers. Untuk ukuran droplet polidispers, selain ukuran dropletnya,
menghitung modus ukuran droplet. Untuk tujuan tersebut, pada penelitian ini
dilakukan pengukuran modus droplet yang dihasilkan untuk memperkirakan
kisaran ukuran droplet yang ada beserta jumlahnya dari masing-masing kisaran
tersebut, dengan demikian maka dapat diperoleh kurva distribusi ukuran droplet.
Distribusi ukuran droplet penting untuk diketahui karena dapat terjadi suatu
kemungkinan bahwa ada dua sampel dengan nilai rata-rata sama namun
distribusinya berbeda.
Ukuran droplet ini diperoleh dengan mengukur diameter droplet
menggunakan mikroskop dan kemudian menghitung modus dari masing-masing
nilai tengah interval droplet. Droplet yang dihasilkan dalam penelitian ini
dimasukkan dalam interval besar dari 0 hingga 60 µm dan kemudian dibagi dalam
10 interval kecil dan dari masing-masing interval tersebut diambil nilai tengahnya.
Dari nilai tengah tersebut kemudian dihitung modusnya. Berdasarkan perhitungan
tersebut, maka dapat digambarkan dalam sebuah grafik yang ditunjukkan pada
gambar 5.
Dari grafik 5 tampak bahwa modus ukuran droplet yang kecil yang
tertinggi adalah pada percobaan ab, pada percobaan tersebut digunakan level
tinggi dari masing-masing faktor. Berdasarkan data tersebut, maka tampak bahwa
ukuran droplet akan menurun dengan adanya kenaikan suhu pencampuran dan
kecepatan putar mixer. Karena besarnya energi yang diberikan tersebut akan
membuat minyak lebih terdispersi dalam air dalam droplet-droplet yang lebih
Pada percobaan 1 (Gambar 5), modus ukuran droplet lebih besar dari
pada percobaan ab. Pada percobaan 1, digunakan level rendah-rendah dari
masing-masing faktor, dengan demikian, maka energi yang diberikan dari proses
pembuatan kurang untuk menghasilkan ukuran droplet yang lebih kecil.
Jika dibandingkan antara percobaan a dan b, modus ukuran droplet yang
lebih kecil adalah pada percobaan b. Pada percobaan b digunakan level rendah
kecepatan putar dan level tinggi suhu, sedangkan pada percobaan a, digunakan
level tinggi kecepatan dan level rendah suhu. Dari data tersebut, maka tampak
bahwa dengan adanya kenaikan suhu, akan berpengaruh dalam memperkecil
ukuran droplet.
Berdasarkan kurva frekuensi ukuran droplet yang dihasilkan (Gambar 5),
maka terbukti bahwa ukuran droplet yang pada penelitian ini adalah polidispers,
hal ini tampak dari bentuk kurva distribusi ukuran droplet yang tidak simetris.
Sementara ukuran droplet yang monodispers memiliki kurva distribusi ukuran
droplet yang simetris berbentuk lonceng.
Emulsi yang dihasilkan dalam penelitian ini adalah keruh, hal ini
menunjukkan bahwa emulsi tersebut termasuk makroemulsi, karena mikroemulsi
akan bening atau dapat ditembus cahaya. Makroemulsi memiliki kisaran ukuran
droplet 10-50 µm (Martin, 1993). Dalam penelitian ini, range ukuran droplet yang
diinginkan mengacu pada Daniels (2005), yaitu menyatakan bahwa ukuran droplet
yang diharapkan yang tidak menghasilkan efek negatif terhadap stabilitas fisik
tersebut, maka ukuran droplet yang dihasilkan padalotionini dapat dikategorikan
relatif sudah memenuhi stabilitas fisiklotionyang diharapkan.
Gambar 5. Grafik perbandingan frekuensi nilai tengah interval ukuran droplet masing-masing percobaan
Berdasarkan perhitungan menggunakan metode desain faktorial yang
dapat dilihat pada tabel IV, maka diketahui bahwa faktor yang dominan
berpengaruh terhadap ukuran droplet adalah suhu pencampuran. Dari perhitungan
yang diperoleh, semakin tinggi suhu pencampuran, maka ukuran droplet yang
dihasilkan semakin kecil. Hal ini terjadi karena pada suhu yang tinggi proses
saponifikasi untuk pembentukan trietanolamin stearat semakin baik, sehingga
optimal, maka dispersi minyak dalam air pada lotion ini semakin optimal dan
homogen. Salah satu hal yang teramati dari hal tersebut adalah semakin kecilnya
droplet minyak dalam air.
Gambar 6a Gambar 6b
Gambar 6. Grafik hubungan antara suhu pencampuran dan kecepatan putar terhadap ukuran droplet
Dari kurva pada gambar 6, maka dapat dilihat bahwa baik pada level rendah
maupun level tinggi kecepatan putar, adanya kenaikan suhu menyebabkan
penurunan modus ukuran droplet (6a). Namun pada level rendah maupun tinggi
suhu, adanya peningkatan kecepatan putar tidak menyebabkan perubahan modus
ukuran droplet (6b).
Hipotesis alternatif (H1) yang digunakan adalah adanya hubungan antara
faktor dalam hal ini suhu pencampuran dan kecepatan putar mixer terhadap
pergeseran viskositas, sedangkan H0 merupakan negasinya yang menyatakan
diterima dan H0 ditolak jika F hitung lebih besar dari F tabel. Dalam penelitian
ini, F tabel adalah 4,35.
Berikut ini adalah tabel hasil perhitungan menggunakanYate’s treatment:
Tabel V. Analisisyate’s treatmentpada respon Ukuran Droplet
Source
Degrees of freedom
Sum of Squares
Mean
Squares E
Between:
Faktor a 1 1,5000 1,5000 0,1515 Faktof b 1 73,5000 73,5000 7,4242
Interaksi 1 1,5000 1,5000 0,1515
Within:
Error 20 198,0000 9,9000
Total 23 274,5000
Keterangan: a: kecepatan putar, b: suhu pencampuran
Dari perhitungan yate’s treatment (tabel V) untuk ukuran droplet ini,
dapat dilihat bahwa besarnya F untuk suhu pencampuran merupakan satu-satunya
yang lebih besar dari F tabel, maka hal ini menunjukkan adanya pengaruh yang
signifikan dari suhu pencampuran terhadap respon ukuran droplet yang
dihasilkan. Dengan demikian, maka pemilihan suhu pencampuran harus
diperhatikan karena akan berpengaruh dalam menentukan besarnya ukuran droplet
yang dihasilkan.
2. Daya Sebar
Pada perhitungan menggunakan desain faktorial pada tabel IV, suhu
pencampuran dominan mempengaruhi respon daya sebar. Nilai negatif
menunjukkan bahwa meningkatnya suhu pencampuran akan menurunkan respon
Daya sebar erat kaitannya dengan viskositas, yaitu berbanding terbalik.
Maka jika viskositas semakin kecil berarti daya sebar meningkat. Kenaikan suhu
pada level penelitian ini menyebabkan tingginya kuantitas emulgator yang
terbentuk, hal tersebut akan mengoptimalkan dispersi fase minyak pada fase air.
Dengan demikian ukuran droplet minyak semakin kecil hingga batas optimum dan
terdistribusi merata pada medium dispersnya, maka fase kontinyu akan menjadi
semakin rigid, sehingga yang terukur adalah viskositas yang semakin naik dan
daya sebar turun.
Gambar 7a Gambar 7b
Gambar 7. Grafik hubungan antara suhu pencampuran dan kecepatan putar terhadap daya sebar
Berdasarkan grafik pada gambar 7, maka dapat dilihat bahwa pada level
rendah kecepatan, adanya kenaikan suhu mengakibatkan menurunnya daya sebar,
sedangkan pada level tinggi kecepatan adanya kenaikan suhu mengakibatkan
naiknya daya sebar (7a). Pada pengaruh kecepatan putar terhadap daya sebar, pada
mengakibatkan penurunan daya sebar (7b). Adanya perpotongan dan kedua garis
yang tidak sejajar, menunjukkan bahwa ada interaksi antara suhu pencampuran
dan kecepatan putar dalam menentukan respon daya sebar.
Berikut ini adalah hasil perhitunganyate’s treatment menggunakan taraf
kepercayaan 95% untuk respon daya sebar :
Tabel VI. Analisisyate’s treatmentpada respon daya sebar
Source
Degrees of freedom
Sum of Squares
Mean
Squares F
Between:
Faktor a 1 0,0817 0,08167 3,77649326 Faktor b 1 5,9004 5,90042 272,851638
interaksi 1 1,6017 1,60167 74,0655106 Within:
Error 20 0,4325 0,02163
Total 23 8,0163
Keterangan: a: kecepatan putar, b: suhu pencampuran
Hipotesis alternatif (H1) yang digunakan adalah adanya hubungan antara
faktor dalam hal ini suhu pencampuran dan kecepatan putar mixerterhadap daya
sebar, sedangkan H0 merupakan negasinya yang menyatakan bahwa tidak ada
hubungan antara faktor dengan respon. H1 diterima dan H0 ditolak jika F hitung
lebih besar dari F tabel. Dalam penelitian ini, F tabel adalah 4,35.
Berdasarkah hasil perhitungan yate’s treatment (tabel VI), suhu
pencampuran secara signifikan mempengaruhi daya sebar, hal ini terbukti dengan
nilai F hitungnya yang lebih besar dari F tabel. Dengan demikian maka dalam
proses pencampuran lotion, besarnya suhu yang digunakan harus sangat
diperhatikan karena adanya sedikit perubahan suhu yang digunakan akan
Namun dalam perhitungan ini tampak juga bahwa nilai F dari interaksi
antara suhu dengan kecepatan putar juga lebih tinggi dari F tabel, yang artinya
juga signifikan berpengaruh terhadap respon daya sebar. Dengan demikian maka
respon daya sebar tidak hanya ditentukan oleh faktor suhu pencampuran, namun
dipengaruhi juga oleh interaksinya dengan kecepatan putar walaupun pengaruh
kecepatan putarmixertidak signifikan.
3. Viskositas
Dari perhitungan efek faktor tabel IV, faktor yang signifikan berpengaruh
terhadap viskositas adalah suhu. Peningkatan suhu akan menyebabkan proses
saponifikasi berjalan optimal dan mengasilkan emulgator dengan kuantitas yang
banyak, maka pencampuran bahan-bahannya semakin homogen. Makin tinggi
konsentrasi zat pengemulsi, akan makin tinggi pula viskositas produk tersebut
(Martin, 1993).
Pada suhu yang semakin tinggi kuantitas trietanolamin stearat semakin
banyak terbentuk dan pada suhu penelitian ini polysorbate 80 tidak mengalami
kerusakan karena polysorbate memiliki titik didih yang lebih tinggi dari level
percobaan, yaitu 100°C. Semakin optimal proporsi emulgator akan
mengoptimalkan dispersi fase minyak pada fase air, sehingga ukuran droplet
minyak semakin kecil dan terdistribusi merata pada medium dispersnya, maka
fase kontinyu akan menjadi semakin rigid, sehingga viskositas sediaan akan
Gambar 8a Gambar 8b
Gambar 8. Gafik hubungan antara suhu pencampuran dan kecepatan putar terhadap viskositas
Berdasarkan gambar 8, dapat dilihat baik pada level rendah maupun level
tinggi kecepatan putar, adanya kenaikan suhu menyebabkan nilai respon
viskositas meningkat (8a). Demikian juga pada level rendah suhu, adanya
peningkatan kecepatan putar akan meningkatkan nilai respon viskositas. Pada
level tinggi suhu, adanya peningkatan kecepatan putar menyebabkan penurunan
viskositas (8b). Dan dari kedua grafik tersebut menyatakan adanya interaksi antar
kedua faktor yang berpengaruh terhadap viskositas.
Hipotesis alternatif (H1) yang digunakan adalah adanya hubungan antara
faktor dalam hal ini suhu pencampuran dan kecepatan putar mixer terhadap
viskositas, sedangkan H0merupakan negasinya yang menyatakan bahwa tidak ada
hubungan antara faktor dengan viskositas. H1 diterima dan H0 ditolak jika F
Hasil dari perhitunganyate’s treatmentadalah sebagai berikut :
Tabel VII. Analisisyate’s treatmentpada respon viskositas
Source
Degrees of freedom
Sum of Squares
Mean
Squares F
Between:
Faktor a 1 0,3750 0,37500 0,542169 Faktor b 1 45,3750 45,37500 65,60241
interaksi 1 12,0417 12,04167 17,40964 Within:
Error 20 13,8333 0,69167
Total 23 71,6250
Keterangan: a: kecepatan putar, b: suhu pencampuran
Berdasarkan hasil perhitungan yate’s treatment (tabel VI), suhu
pencampuran secara signifikan mempengaruhi viskositas, hal ini terbukti dengan
nilai F hitungnya yang lebih besar dari F tabel. Namun dalam perhitungan ini
tampak juga bahwa nilai F dari interaksi antara suhu dengan kecepatan putar juga
lebih tinggi dari F tabel, yang artinya juga signifikan berpengaruh terhadap respon
viskositas. Dengan demikian maka respon viskositas tidak hanya ditentukan oleh
faktor suhu pencampuran, namun juga dipengaruhi oleh interaksinya dengan
kecepatan putar walaupun pengaruh kecepatan putarmixertidak signifikan.
4. Pergeseran Viskositas
Viskositas tertentu menunjukkan dispersi bahan-bahan dalam formula
tersebut. Perubahan viskositas mempengaruhi homogenitas dari dispersi
bahan-bahan tersebut, dalam sediaan lotion ini berarti mempengaruhi dispersi fase
minyak dalam bentuk droplet pada mediumnya yaitu air.
Dari perhitungan menggunakan desain faktorial, pada tabel IV, terlihat
adalah suhu pencampuran. Semakin tinggi suhu, maka akan berpengaruh terhadap
penurunan pergeseran viskositas. Jika pergeseran viskositas mengalami
penurunan, menunjukkan bahwa sediaan relatif stabil karena pergeseran viskositas
yang terjadi kecil. Semakin tinggi suhu pencampuran yang digunakan hingga pada
suatu kondisi optimum tertentu, maka semakin homogen pencampuran form