ANALISA PERENCANAAN KEBUTUHAN MATERIAL
PADA INDUSTRI PAKAIAN JADI
PT LESTARI DINI TUNGGUL
Oleh
PUTRI FEBIAN
H24087017
PROGRAM SARJANA ALIH JENIS MANAJEMEN
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
RINGKASAN
PUTRI FEBIAN, H24087017. Analisa Perencanaan Kebutuhan Material Pada
Industri Pakaian Jadi PT. Lestari Dini Tunggul. Di bawah bimbingan
PRAMONO D FEWIDARTO .
Perencanaan produksi yang baik dalam sebuah perusahaan akan menghasilkan efektivitas dan efisiensi produksi, termasuk didalamnya adalah perencanaan kebutuhan material atau bahan baku yang digunakan perusahaan. Pentingnya perencanaan terhadap pemenuhan kebutuhan material pada perusahaan diharapkan dapat menghasilkan sistem yang tepat untuk diterapkan, sehingga dapat menjamin kelancaran proses produksi.
Adapun tujuan penelitian adalah (1) Mengidentifikasi sistem pengendalian persediaan bahan dan sistem perencanaan bahan baku di PT. Lestari Dini
Tunggul, (2) Menyusun MPS (Master Production Schedulle) untuk produk utama
di PT. Lestari Dini Tunggul, (3) Membuat rencana kebutuhan material dengan
menggunakan metode MRP (Material Requirement Planning) dan jadwal
pengadaan barang secara optimal.
Metode peramalan permintaan yang digunakan menggunakan data historis perusahaan 2 (dua) tahun terakhir dan ramalan permintaan dibuat dengan
menggunakan metode WMA (Weight Moving Average), metode ini terpilih karena
memilki tingkat akurasi yang paling baik diantara metode MA (Moving Average)
dan ES (Exponential Smoothing). Dikarenakan keterbatasan data historis
perusahaan yang tersedia hanya 2 (dua) tahun terakhir yakni tahun 2009 dan 2010, maka peramalan hanya dapat dibuat untuk enam bulan saja. Diperoleh perkiraan
permintaan untuk 6 (enam) bulan sebanyak 3.277 OPG WR dan 3.518 Cries Cross
Scrub Shirt & Pants.
Pembuatan MPS menghasilkan perkiraan jumlah bahan baku untuk setiap bulannya selama enam bulan. bulan pertama di butuhkan 3.192 m kain dan 809.177 m benang, bulan kedua 3.245 m kain dan 823.078 m benang, bulan ketiga 3.288 m kain dan 835.392 m benang, bulan keempat 3.314 m kain dan 840.190 m benang, bulan kelima 3.323 m kain dan 843.185 m benang serta bulan keenam membutuhkan 3.321 m kain dan 843.784 m benang. Hasil dari metode MRP ini diperkirakan perusahaan akan merencanakan pemesanan pembelian bahan baku kembali sebanyak empat kali, sedangkan dengan metode perusahaan sebanyak tiga kali. Namun karena sudah di hitung jumlah pemesanan optimum (Q*), maka pembelian sebanyak empat kali akan lebih efektif serta efisien bagi kondisi perusahaan.
ANALISA PERENCANAAN KEBUTUHAN MATERIAL
PADA INDUSTRI PAKAIAN JADI
PT LESTARI DINI TUNGGUL
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA EKONOMI
Pada Program Sarjana Alih Jenis Manajemen
Departemen Manajemen
Fakultas Ekonomi Dan Manajemen
Institut Pertanian Bogor
Oleh :
PUTRI FEBIAN
H24087017
PROGRAM SARJANA ALIH JENIS MANAJEMEN
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
Judul skripsi : Analisa Perencanaan Kebutuhan Material Pada Industri Pakaian Jadi di PT. Lestari Dini Tunggul.
Nama : Putri Febian.
NIM : H24087017
Menyetujui, Pembimbing
Ir. Pramono D Fewidarto, M.Sc. NIP 195802021984031003
Mengetahui : Ketua Departemen,
Dr. Ir Jono M. Munandar, M.Sc. NIP 19610123986011002
RIWAYAT HIDUP
Penulis dilahirkan di kota Depok pada tanggal 26 Februari
1988. Penulis merupakan anak dari pasangan Bapak Eddy Darmawan, SE dan Ibu
Dina Sri Muryati. Penulis anak ke dua dari lima bersaudara.
Penulis menyelesaikan pendidikan di Sekolah Dasar Negeri VII Depok II
Tengah pada tahun 1999. Pendidikan tingkat menengah pertama diselesaikan
penulis pada tahun 2002 di SLTP Negeri 1 Bojonggede. Pendidikan tingkat atas
diselesaikan penulis pada tahun 2005 di SMA Negeri 1 Bojonggede. Pada tahun
2005, penulis diterima di Akademi Pimpinan Perusahaan, Jagakarsa-Jakarta
Selatan pada Program Diploma III, dan lulus pada tahun 2008. Pada tahun yang
sama pula penulis melanjutkan kuliah di Program Sarjana Alih Jenis Manajemen,
Departemen Manajemen, Fakultas Ekonomi dan Manajemen, Institut Pertanian
Bogor, Bogor.
Alhamdulillahhirabbil‘alamin puji syukur penulis panjatkan ke hadirat Allah SWT yang telah melimpahkan rahmat, hidayah, serta pertolongan-Nya,
sehingga penulis dapat menyelesaikan penyusunan skripsi berjudul Analisa
Perencanaan Kebutuhan Material Pada Industri Pakaian Jadi PT. Lestari Dini Tunggul sebagai salah satu syarat untuk memperoleh gelar Sarjana Ekonomi pada Program Sarjana manajemen Alih Jenis, Departemen Manajemen, Fakultas
Ekonomi dan Manajemen, Intitut Pertanian Bogor.
Sebagai manusia biasa, penulis sadar benar bahwa dalam Skripsi ini masih
jauh dari kesempurnaan karena keterbatasan pengetahuan dan data yang penulis
miliki. Untuk itu dengan segala kerendahan hati penulis mengharapkan saran guna
lebih terciptanya kesempurnaan dari Skripsi ini.
Akhirnya sebagai penutup penulis mengharapkan semoga Skripsi ini dapat
memberikan manfaat bagi semua pihak dan semoga kebaikan yang telah diberikan
kepada penulis mendapatkan balasan yang setimpal dari Allah SWT. Amin.
Bogor, Agustus 2011
Penulis
Penyusunan Skripsi ini telah banyak dibantu oleh berbagai pihak secara
moril maupun materil oleh karena itu pada kesempatan ini pula penulis ingin
menyampaikan ucapan terima kasih yang sebesar-besarnya dan penghargaan yang
setinggi-tingginya kepada:
1. Ir. Pramono D. Fewidarto, M.Sc. sebagai dosen pembimbing yang telah
memberikan bimbingan, ilmu, motivasi, saran dan pengarahan kepada penulis
dalam penyempurnaan skripsi ini.
2. Dr. Ir. Abdul Kohar, M.Sc dan Dr. Ir. Muhammad Syamsun, M.Sc. sebagai
dosen penguji yang telah bersedia meluangkan waktu dan memberikan
masukan kepada penulis.
3. Segenap dosen dan staf kependidikan Ekstensi Manajemen
4. Orang tua penulis yang senantiasa mencurahkan segenap pengorbanan dan
doanya, Eddy Darmawan, SE (papa) dan Dina Sri Muryati (mama) serta
kelurarga keluargaku tercinta Firmansyah Darmawan (kakak), Fachriansyah
Darmawan (adik), Priska Anastasia Darmawan (adik), Muhammad Fakhreza
Rizkiansyah Darmawan (adik), Taufiq Hidayat (om), Toni Prasetyo dan
keluarga besar Akas Bardan Tohir (alm) terima kasih banyak atas segala
dukungan doa dan perhatian yang tulusnya.
5. Segenap pimpinan dan karyawan PT. Lestari Dini Tunggul yang telah
memberikan kesempatan kepada penulis untuk melakukan penelitian dan atas
kerjasamanya.
6. Teman-teman di Ekstensi Manajemen angakatan 5.
7. Semua pihak yang telah membantu dalam penyelesaian Skripsi ini, yang tidak
bisa penulis sebutkan satu persatu.
DAFTAR ISI
RINGKASAN
RIWAYAT HIDUP ... i
KATA PENGANTAR ... ii
UCAPAN TERIMAKASIH... iii
DAFTAR ISI ... iv
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
DAFTAR LAMPIRAN ... viii
I. PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Rumusan Masalah ... 4
1.3. Tujuan Penelitian ... 5
1.4. Manfaat Penelitian ... 5
1.5. Ruang Lingkup Penelitian ... 5
II. TINJAUAN PUSTAKA ... 7
2.1. Industri Pakaian Jadi ... 7
2.2. Deskripsi Persediaan ... 7
2.2.1. Fungsi persediaan ... 8
2.2.2. Jenis-jenis persediaan ... 9
2.2.3. Biaya dalam persediaan ... 10
2.2.4. Pengawasan persediaan yang baik dan efektif ... 11
2.3. Model-Model Pengendalian Persediaan Bahan Baku ... 12
2.3.1.Model EOQ (Economic Order Quantity) ... 12
2.3.2.Model POQ (Production Order Quantity) ... 13
2.3.3.Model Quantity Discount ... 14
2.3.4.Model Probabilitas dengan Lead Time konstan ... 15
2.3.5.MRP (Material Requirement Planning)... 16
2.4. Metode Peramalan ... 19
2.5. Penelitian Terdahulu ... 20
III. METODE PENELITIAN... 21
3.1. Kerangka Pemikiran ... 21
3.2. Tahapan Penelitian ... 23
3.3. Metode Penelitian... 25
3.3.2. Metode analisis data ... 25
3.4. Tata Laksana Penelitian ... 26
3.4.1. Lokasi dan waktu penelitian... 26
3.4.2. Pengumpulan data dan analisis ... 26
IV. HASIL DAN PEMBAHASAN ... 27
4.1. Profil PT. Lestari Dini Tunggul ... 27
4.2. Struktur Organisasi ... 27
4.3. Gambaran Produk... 28
4.4. Proses Produksi ... 29
4.5. Pola Persediaan Bahan Baku PT. Lestari Dini Tunggul ... 31
4.6. Data Produksi ... 33
4.7. Metode Peramalan dan Persediaan Perusahaan ... 36
4.8. Perkiraan Permintaan ... 40
4.8.1. Peramalan permintaan ... 40
4.8.2. Biaya pemesanan dan penyimpanan ... 41
4.8.3. Analisis persediaan bahan baku ... 43
4.8.4. IMF (Inventory Master File) ... 44
4.8.5. BOM (Bill Of Material) ... 45
4.8.6. MPS (Master Production Schedule) ... 46
4.8.7. MRP (Material Requirement Planning) ... 47
4.8.8. Evaluasi terhadap metode pengelolaan persediaan ... 48
4.8.9. Resume hasil penelitian... 50
4.8.10.Implikasi manajerial... .... 51
KESIMPULAN DAN SARAN 1. Kesimpulan ... 52
2. Saran ... 53
DAFTAR TABEL
No Halaman
1. Perkembangan Jumlah Rumah Sakit di Indonesia 2003-2008... 2
2. Lokasi dan Waktu Penelitian ... 26
3. Produksi OPG WR Tahun 2009 ... 33
4. Produksi OPG WR Tahun 2010 ... 34
5. Produksi Cries Cross Scrub Shirt & Pants Tahun 2009 ... 35
6. Produksi Cries Cross Scrub Shirt & Pants Tahun 2010 ... 35
7. Ramalan Permintaan OPG WRTahun 2011………. ... 36
8. Ramalan Permintaan Cries Cross Scrub Shirt & PantsTahun 2011… ... 37
9. Akurasi Metode Peramalan Produk OPG WR tahun 2011... 39
10.Akurasi Metode Peramalan Produk CCSS&P Tahun 2011 ... 39
11.Ramalan Permintaan OPG WR tahun 2011 ... 40
12.Ramalan Permintaan Cries Cross Scrub Shirt & Pants Tahun 2011 ... 40
13.Biaya Pemesanan dan Penyimpanan Untuk Setiap Komponen ... 42
14.Perhitungan EOQ (Q*) OPG WR ... 43
15.Perhitungan EOQ (Q*) Cries Cross Scrub Shirt & Pants ... 44
16.IMF OPG WR ... 44
17.IMF Cries Cross Scrub Shirt & Pants ... 45
18.BOM Produk A (OPG WR)... 45
19.BOM Produk B (Cries Cross Scrub Shirt & Pants) ... 46
20.Perbandingan Biaya Persediaan Bahan Baku ... 48
DAFTAR GAMBAR
No Halaman
1. Model Persediaan EOQ Sederhana ... 13
2. Model Persediaan POQ ... 14
3. Arus Informasi Sistem MRP ... 18
4. Kerangka Pemikiran ... 22
5. Tahapan Penelitian ... 25
6. Diagram Alur Proses Produksi ... 31
7. Prosedur Pembelian Bahan Baku PT Lestari Dini Tunggul (2010) ... 32
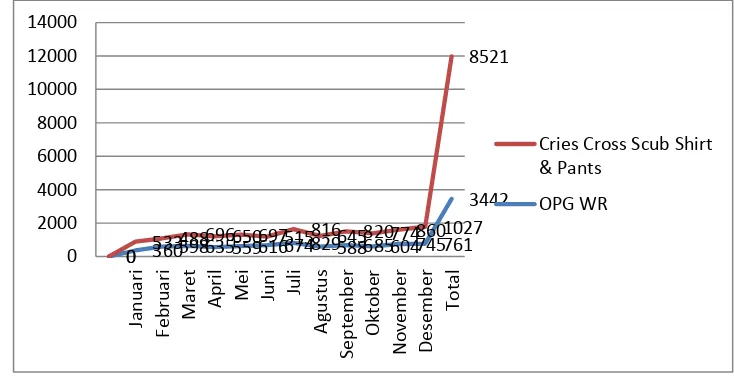
8. Grafik Ramalan Permintaan Perusahaan OPG WR & Cries Cross Scrub Shirt & Pants 2011……… 38
9. Grafik Ramalan Permintaan Kedua Produk………. 41
10.BOM OPG WR ... 45
DAFTAR LAMPIRAN
No Halaman
1. Pengumpulan Data Analisis ... 55
2. Struktur Organisasi ... 56
3. MPS Bahan Baku (m) OPG WR ... 57
4. MPS Bahan Baku (m) Cries Cross Scrub Shirt & Pants ... 58
5. MRP Bahan Baku Kain (m) ... 59
6. MRP Bahan Baku Benang (m) ... 60
7. Ramalan POM OPG WR……….. ... 61
8. Ramalan POM Cries Cross Scrub Shirt & Pants………. ... 64
I. PENDAHULUAN
1.1. Latar Belakang
Saat ini industri merupakan salah satu penggerak roda
perekonomian suatu negara, baik negara itu merupakan negara
berkembang atau negara maju sekalipun. Dalam hal ini industri
memberikan cukup banyak kontribusi terhadap perkembangan suatu
negara, dimana negara dapat dikatakan berkembang jika kegiatan industri
didalamnya mengalami kemajuan yang baik. Dewasa ini, dengan adanya
persaingan pasar bebas menuntut sektor industri untuk dapat
meningkatkan efisiensi dalam menghasilkan produk.
Kebutuhan akan layanan rumah sakit yang bermutu semakin
meningkat seiring dengan semakin membaiknya perekonomian dan
kesadaran masyarakat akan kesehatan. Dalam beberapa tahun belakangan
ini, industri rumah sakit Indonesia telah mengalami perkembangan yang
cukup berarti dengan diterbitkannya berbagai peraturan dan
perundang-undangan yang bertujuan untuk mendorong investasi dan menciptakan
kondisi bisnis dan jasa rumah sakit yang lebih baik.
Terbukti, tidak hanya pemerintah yang memang berkewajiban
menyediakan jasa layanan kesehatan kepada masyarakat, para pelaku
bisnis pun kini semakin aktif berinvestasi di industri rumah sakit
Indonesia. Hal ini lah yang menjadi pendorong bermunculannya berbagai
rumah sakit swasta baru dalam kurun waktu beberapa tahun terakhir ini
dan pada kondisi ini berdampak pada semakin ketatnya persaingan.
Tahun 2008, jumlah rumah sakit di Indonesia mencapai 1.320
rumah sakit (Depkes, 2009), atau bertambah sebanyak 86 rumah sakit dari
posisi tahun 2003. Dari total 1.320 rumah sakit ini, 657 diantaranya adalah
milik swasta dengan rata-rata pertumbuhan jumlah rumah sakit per tahun
pemerintah (Depkes, Pemprov/Pemkab/Pemkot, TNI/Polri, dan
BUMN) 1)..
Tabel 1. Perkembangan Jumlah Rumah Sakit di Indonesia 2003-2008
No Pengelola/Kepemilikan 2003 2004 2005 2006 2007 2008
1 Dep. Kesehatan 31 31 31 31 31 31
2 Pemerintah Propinsi/Kab/Kota 396 404 421 433 446 446
3 TNI/Polri 112 112 112 112 112 112
4 BUMN/ Dep. Lain 78 78 78 78 78 78
5 Swasta 617 621 626 638 652 653
Total 1234 1246 1268 1292 1319 1320
Pihak Rumah Sakit berlomba-lomba memberikan pelayanan yang
terbaik bagi konsumen. Selain dengan cara memberikan pelayanan yang
terbaik, pihak Rumah Sakit juga berusaha memberikan pencitraan yang
baik yang salah satunya adalah dengan cara memperhatikan pakaian medis
yang digunakan. Dengan adanya tingkat kebutuhan akan pakaian medis
tersebut, hal ini akan berpengaruh pada perusahaan-perusahaan yang
memproduksi pakaian medis tersebut.
Pada umumnya setiap industri atau perusahaan, baik industri yang
bergerak di bidang jasa maupun produksi mempunyai tujuan yang sama
yaitu mencapai keuntungan yang optimal. Ada berbagai pos biaya yang
dapat dihemat dan diorganisir dengan baik untuk mencapai tujuan ini.
Salah satu cara dalam penghematan biaya produksi adalah dengan
perencanaan material atau bahan baku yang baik. Bahan baku adalah
input yang mutlak diperlukan oleh setiap perusahaan terlebih perusahaan
manufaktur.
Terkadang suatu perusahaan tidak cermat dalam hal perencanaan
kebutuhan material yang dapat mengganggu jalannya proses produksi dan
berakibat perusahaan tidak dapat memproduksi produk dengan tepat
waktu. Sebaliknya, jika pemenuhan material yang berlebihan akan
mengakibatkan pembengkakan biaya inventory terhadap bahan baku.
1)
PT. Lestari Dini Tunggul bergerak di bidang pakaian jadi khusus
pakaian rumah sakit. Pakaian rumah sakit (Medical Clothing) yang diproduksinya adalah pakaian kamar bedah dengan merk LMA (Lestari Medical Apparel) dan pakaian suster dengan merk Nurse Color. LMA terdiri atas dua produk yaitu OPG WR dan Cries Cross Scrub Shirt & Pants. OPG WR (Operating Gown Water Repellent) merupakan pakaian bedah untuk dokter (pria dan wanita) yang khusus dipakai pada saat
melakukan operasi dengan ukuran all size, sedangkan Cries Cross Scrub Shirt & Pants adalah pakaian bedah untuk perawat dan memilki ukuran yang berbeda-beda. Jenis produk lain yang dihasilkan oleh PT. Lestari
Dini Tunggul adalah produk Nurse Color yang hanya terdiri satu jenis produk. Penelitian ini lebih difokuskan pada pakaian kamar bedah merk
LMA, karena pada proses produksinya terdapat beberapa permasalahan baik dalam hal order atau permintaan juga persediaan bahan baku. Hal ini
berbeda dengan produk Nurse Color yang relatif tidak banyak mengalami
permasalahan.
PT. Lestari Dini Tunggul selalu berusaha memberikan yang terbaik
bagi para pelanggan, dengan meningkatkan pelayanan dan efisiensi, yang
salah satunya adalah ketepatan waktu dalam pengiriman barang sampai ke
tangan pelangaan. Dengan banyaknya pesanan yang masuk ke perusahaan
ini, membuat pihak perusahaan berusaha melakukan perbaikan terhadap
sistem yang sudah diterapkan dengan harapan sistem yang baru dapat
meminimalisasi kendala atau permasalahan yang dimiliki oleh perusahaan.
PT. Lestari Dini Tunggul memiliki siklus produksi atau siklus
usaha yang kurang lebih 4 (empat) bulan, dimulai dari order sampai
dengan pembayaran pihak customer kepada perusahaan. Dengan tingkat produksi yang terbilang cukup tinggi, maka perencanaan kebutuhan
material sangat perlu dilakukan guna menjamin lancarnya proses produksi.
Perencanaan produksi yang baik dalam sebuah perusahaan akan
menghasilkan efektivitas dan efisiensi produksi, termasuk didalamnya
perusahaan. Dengan kelebihan-kelebihan yang dimiliki PT. Lestari Dini
Tunggul, baik dalam hal kualitas produk yang dihasilkan maupun harga
yang ditawarkan, dapat digunakan sebagai modal untuk bersaing dengan
perusahaan lainnya. Adanya pesaing-pesaing yang kuat dari sejumlah
perusahaan pakaian medis lainnya akan memicu perusahaan untuk terus
melakukan inovasi dan meningkatkan kinerja serta memperbaiki kualitas
pelayanan guna memenuhi kepuasan pelanggan, dan tetap mampu bersaing
dengan perusahaan-perusahaan pakaian jadi medis lainnya
Berdasarkan uraian sebelumnya terlihat bahwa perencanaan
terhadap pemenuhan kebutuhan akan bahan baku merupakan hal yang
sangat penting dalam perusahaan. Oleh karena itu, penulis tertarik untuk
mengangkat masalah tersebut dengan mengambil judul ”Analisa
Perencanaan Kebutuhan Material Pada Industri Pakaian Jadi PT. Lestari Dini Tunggul” yang diharapkan dapat menghasilkan solusi berupa sistem apa yang tepat untuk diterapkan pada perusahaan, ini
sehingga dapat menjamin kelancaran proses produksi.
1.2. Rumusan Masalah
Permasalahan yang ada pada perusahaan adalah selama ini
perusahaan terlalu memfokuskan diri pada pencapaian target produksinya
agar target-target penyerahan pesanan dapat tercapai. Namun PT. Lestari
Dini Tunggul dalam menjalankan kegiatan produksinya belum atau kurang
memperhatikan faktor-faktor efisiensi biaya produksi terutama terkait
dengan pengelolaan baha baku.
Besarnya order yang tidak pasti dan pola produksi berdasarkan
order atau permintaan langsung. Maka dari itu diperlukan penerapan
sistem yang tepat, bagaimana menyediakan bahan baku secara cukup
untuk mendukung kelancaran proses produksi dengan lead time yang ada.
1.3. Tujuan Penelitian
Adapun tujuan dari dilakukannya penelitian ini adalah:
1. Mengidentifikasi sistem pengendalian dan sistem perencanaan bahan
baku di PT. Lestari Dini Tunggul.
2. Menyusun MPS (Jadwal Produksi Induk) untuk produk utama di PT.
Lestari Dini Tunggul.
3. Membuat rencana kebutuhan material dengan menggunakan metode
Material Requirement Planning dan jadwal pengadaan barang secara optimal.
1.4. Manfaat Penelitian
Manfaat dari dilakukannya penelitian ini, antara lain:
1. Bagi mahasiswa
- Mengaplikasikan ilmu yang telah didapat selama perkuliahan
- Melakukan analisa permasalahan studi kasus secara langsung
- Memperluas wawasan penulis mengenai produsi secara lebih
spesifik
2. Bagi pengetahuan
- Memperluas khazanah ilmu pengetahuan
- Sebagai bahan referensi yang dapat dimanfaatkan untuk penulis
berikutnya
3. Bagi perusahaan
- Dapat dijadikan sebagai masukan yang baik dalam hal perencanaan
persediaan bahan baku.
1.5. Ruang Lingkup Penelitian
Agar permasalahan yang ada dapat terselesaikan dengan baik dan
pembahasan menjadi lebih terarah, maka akan dilakukan pembatasan
1. Tidak memasukkan faktor dampak perubahan harga (inflasi)
2. Perhitungan dilakukan hanya untuk bahan utama, yaitu kain dan
benang
3. Perhitungan dilakukan hanya untuk produk utama, yakni OPG WR dan
II. TINJAUAN PUSTAKA
2.1. Industri Pakaian Jadi
Industri pakaian jadi adalah industri tekstil dan produk tekstil,
bisnis yang global, dinamis dan berkembang. Karena didalam bisnis ini
berhubungan dengan cara mengekspresikan diri, emosi dan identitas
seseorang, dan akan sangat dipengaruhi oleh budaya dan kehidupan
sosialnya dalam masyarakat 2). Pakaian medis berbeda dengan pakaian jadi
lainnya, menggunakan jenis bahan yang berbeda dan perawatan pakaian
medis. Bahan yang digunakan pakaian medis disesuaikan dengan
kebutuhan, seperti pada pakaian medis jenis jas operasi, bahan yang biasa
digunakan adalah bahan yang tidak mudah menyerap air dan dalam hal
perawatannya pihak Rumah Sakit akan melakukan sterilisasi agar terbebas
dari sisa kotoran setelah melakukan operasi. Namun proses pembuatan
pakaian medis sama dengan pakaian jadi lainnya.
Kegiatan dalam industri ini akan sangat banyak melibatkan
berbagai macam talenta dan kemampuan agar produk yang dihasilkan
sesuai dengan keinginan konsumen. Industri garmen kini sudah sangat
jauh berkembang, sehingga menyebabkan timbulnya persaingan bebas.
2.2. Deskripsi Persediaan
Persediaan didefinisikan sebagai barang yang disimpan untuk di
gunakan atau dijual pada periode mendatang. Persediaan dapat berbentuk
bahan baku yang disimpan untuk diproses, barang dalam proses pada
proses manufaktur, dan barang jadi yang disimpan untuk dijual.
Persediaan memegang peran penting agar perusahaan dapat berjalan
dengan baik (Kusuma, 2009).
2)
Persediaan bahan baku adalah item yang dibeli dari para pemasok
untuk digunakan sebagai input dalam proses produksi. Bahan baku ini
akan ditransformasikan atau dikonversi menjadi barang akhir
(Yamit, 2008).
Menurut Yamit (2008), tujuan manajemen persediaan adalah untuk
menyediakan jumlah material yang tepat, lead time yang tepat dan biaya yang rendah. Manajemen persediaan sangat berkaitan dengan sistem
persediaan di dalam suatu perusahaan, yang bertujuan untuk menciptakan
efisiensi dalam proses konversi (Tampubolon, 2004)
2.2.1. Fungsi persediaan
Timbulnya persediaan adalah untuk menjaga keseimbangan
dengan penyediaan bahan baku dan waktu proses diperlukan
persediaan. Oleh karena itu terdapat empat faktor yang dijadikan
sebagai fungsi perlunya persediaan, yaitu faktor waktu, faktor
ketidakpastian waktu datang, faktor ketidakpastian penggunaan
dalam pabrik dan faktor ekonomis, seperti yang dikutip (Yamit,
2008).
1. Faktor waktu, menyangkut lamanya proses produksi dan
distribusi barang jadi sampai kepada konsumen. Waktu
diperlukan untuk membuat skedul produksi, memotong bahan
baku, pengiriman bahan baku, pengawasan bahan baku,
produksi, dan pengiriman barang jadi ke pedagang besar atau
konsumen. Persediaan dilakukan untuk memenuhi kebutuhan
selama waktu tunggu (lead time).
2. Faktor ketidakpastian waktu datang dari supplier menyebabkan
perusahaan memerlukan persediaan, agar tidak menghambat
proses produksi maupun keterlambatan pengiriman kepada
konsumen. Persediaan bahan baku terkait pada supplier,
persediaan barang dalam proses terkait pada departemen
Ketidakpastian waktu datang mengharuskan perusahaan
membuat skedul operasi lebih teliti pada setiap level.
3. Faktor ketidakpastian penggunaan dari dalam perusahaan
disebabkan oleh kesalahan dalam peramalan permintaan,
kerusakan mesin, keterlambatan operasi, bahan cacat, dan
berbagai kondisi lainnya. Persediaan dilakukan untuk
mengantisipasi ketidaktepatan peramalan maupun akibat lainnya
tersebut.
4. Faktor ekonomis adalah adanya keinginan perusahaan untuk
mendapatkan alternatif biaya rendah dalam memproduksi atau
membeli item dengan menentukan jumlah yang paling
ekonomis. Pembelian dalam jumlah besar memungkinkan
perusahaan mendapatkan potongan harga yang dapat
menurunkan biaya. Selain itu, pemesanan dalam jumlah besar
dapat pula menurunkan biaya karena biaya transportasi per unit
menjadi lebih rendah. Persediaan diperlukan untuk menjaga
stabilitas produksi dan fluktuasi bisnis.
2.2.2. Jenis-jenis persediaan
Dilihat dari jenisnya, ada 4 macam persediaan secara umum
yaitu (Arman dan Yudha, 2008):
1. Bahan baku (raw material) adalah barang-barang yang dibeli dari pemasok (supplier) dan akan digunakan atau diolah menjadi produk jadi yang akan dihasilkan oleh perusahaan.
2. Barang setengah jadi (work in process) adalah bahan baku yang sudah di olah atau dirakit menjadi komponen namun
masih membutuhkan langkah-langkah lanjutan agar menjadi
produk jadi.
3. Barang jadi (finished goods) adalah baran jadi yang telah selesai diproses, siap untuk disimpan di gudang barang jadi,
4. Bahan-bahan pembantu (supplies) adalah barang-barang yang dibutuhkan untuk menunjang produksi, namun tidak akan
menjadi bagian pada produk akhir yang dihasilkan perusahaan.
2.2.3. Biaya dalam persediaan
Menurut Yamit (2008) biaya-biaya yang termasuk dalam
persediaan persediaan terdiri atas:
1. Biaya pembelian (purchase cost) adalah harga per unit apabila item dari pihak luar, atau biaya produksi per unit apabila
diproduksi dalam perusahaan. Biaya per unit akan selalu
menjadi bagian dari biaya item dalam persediaan. Untuk
pembelian item dari luar, biaya per unit adalah harga beli
ditambah biaya pengangkutan. Sedangkan untuk item yang
diproduksi di dalam perusahaan, biaya per unit adalah termasuk
biaya tenaga kerja, bahan baku dan biaya overhead pabrik.
2. Biaya pemesanan (order cost/setup cost) adalah biaya yang berasal dari pembelian pesanan dari pemasok atau biaya
persiapan (setup cost) apabila item diproduksi di dalam perusahaan. Biaya ini diasumsikan tidak akan berubah secara
langsung dengan jumlah pemesanan. Biaya pemesanan dapat
berupa: biaya membuat daftar permintaan, menganalisis
pemasok, membuat pesanan pembelian, penerimaan
bahan,inspeksi bahan,dan pelaksanaan proses transaksi.
Sedangkan biaya persiapan dapat berupa biaya yang dikeluarkan
akibat perubahan proses produksi, pembuatan skedul kerja,
persiapan sebelum produksi dan pengecekan kualitas.
3. Biaya simpan adalah biaya yang dikeluarkan atas investasi dalam persediaan dan pemeliharaan maupun investasi secara
fisik untuk menyimpan persediaan. Biaya simpan dapat berupa:
biaya modal, pajak, asuransi, pemindahan persediaan,
keusangan dan semua biaya yang dikeluarkan untuk memelihara
4. Biaya kekurangan persediaan adalah konsekuensi ekonomis atas kekurangan dari luar maupun dari dalam perusahaan.
Kekurangan dari luar terjadi apabila pesanan konsumen tidak
dapat dipenuhi. Sedangkan kekurangan dari dalam terjadi
apabila departemen tidak dapat memenuhi kebutuhan
departemen yang lain.
2.2.4. Pengawasan persediaan yang baik dan efektif
Adanya suatu sistem pengawasan persediaan yang dibina
dan dilaksanakan secara sehat dan tepat, serta didukung oleh tenaga
kerja yang cakap dan dengan menggunakan formulir dan teknik
yang telah dikemukakan dalam bagian terdahulu, akan mencapai
beberapa keuntungan.
Keuntungan-keuntungan yang diperoleh tersebut antara lain
adalah:
1. Dapat terselenggaranya pengadaan dan penyimpanan
persediaan bahan-bahan yang cukup untuk memenuhi
kebutuhan perusahaan pabrik baik dalam jumlah (kuantitas)
maupun mutu (kualitas)
2. Dapat dikuranginya penanaman modal/investasi bahan-bahan
sampai batas minimum
3. Terjaminnya barang-barang yang diterima sesuai dengan
spesifikasi yang dibuat pada purchase order
4. Dilindungi semua bahan-bahan (dengan cara penyimpanan
yang semestinya) terhadap pencurian, kerusakan dan
kemerosotan mutu
5. Dapat dilayaninya bagian produksi dengan bahan-bahan yang
dibutuhkan pada waktu dan tempat yang telah ditentukan, serta
mencegah penyalahgunaan dan penyelewengan
6. Terselenggaranya pencatatan persediaan yang menunjukkan
penerimaan, pengeluaran, penggunaan serta jumlah dan jenis
2.3. Model-Model Pengendalian Persediaan Bahan Baku
Manajemen persediaan merupakan fungsi dari manajer operasional,
dan harus membentuk suatu sistem yang permanen melalui
pengujian-pengujian, antara lain bagaimana persediaan diklasifikasi dan bagaimana
mencatat persediaan dan dipelihara secara akurat (Tampubolon, 2004)
Menurut Yamit (2008), pertanyaan mendasar yang harus dijawab
dalam sistem persediaan adalah berapa banyak dan kapan melakukan pemesanan. Untuk menjawab kedua pertanyaan tersebut sangat tergantung
pada parameter seperti permintaan, biaya persediaan dan tenggang waktu.
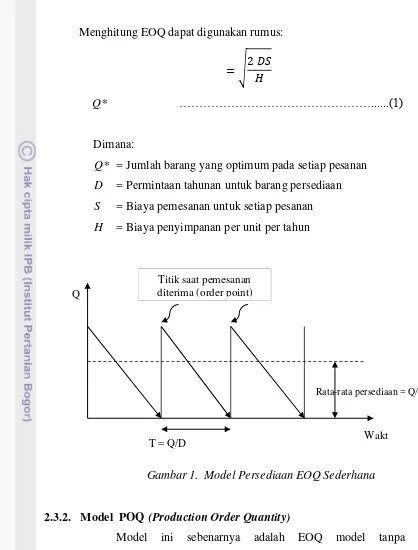
2.3.1. Model EOQ (Economic Order Quantity)
Penentuan jumlah pemesanan paling ekonomis (EOQ)
dilakukan apabila untuk bahan baku tergantung dari beberapa
pemasok, sehingga perlu dipertimbangkan jumlah pembelian
persediaan bahan sesuai kebutuhan proses konversi. Model ini
merupakan bagian dari jumlah yang dipesan kembali (Reorder
Quantity).
Model ini dapat digunakan dengan beberapa asumsi, yaitu:
1. Permintaan diketahui, tetap dan bebas
2. Lead Time antara pemesanan dan penerimaan pesanan diketahui dan konstan
3. Penerimaan persediaan bersifat seketika dan lengkap
4. Discount (potongan harga) karena kuantitas tidak dimungkinkan 5. Biaya variabel yang ada hanyalah biaya pengaturan atau
pemesanan (biaya set up) dan biaya menahan atau menyimpan persediaan dari waktu ke waktu (biaya penyimpanan atau
penggudangan)
6. Kosongnya persediaan (kekurangan) dapat dihindari sepenuhnya
jika pemesanan dilakukan pada waktu yang tepat.
Rata-rata persediaan = Q/2 Menghitung EOQ dapat digunakan rumus:
√
Q* ………...(1)
Dimana:
Q* = Jumlah barang yang optimum pada setiap pesanan
D = Permintaan tahunan untuk barang persediaan
S = Biaya pemesanan untuk setiap pesanan
H = Biaya penyimpanan per unit per tahun
Gambar 1. Model Persediaan EOQ Sederhana
2.3.2. Model POQ (Production Order Quantity)
Model ini sebenarnya adalah EOQ model tanpa
instantaneous receipts. Hal ini terjadi pada perusahaan yang menerima pengiriman persediaan bahan melebihi satu periode
waktu. Model ini sesuai dengan kondisi perusahaan dengan aliran
persediaan yang kontinyu atau bertahap melebihi satu periode
waktu setelah pesananan dilakukan, atau pada kondisi dimana T = Q/D
Titik saat pemesanan diterima (order point)
proses kemudian secara simultan. Model ini dapat diterapkan
dalam dua situasi yaitu:
1. Ketika persediaan secara terus menerus mengalir atau
menumpuk dalam jangka waktu tertentu setelah sebuah
pemesanan dilakukan
2. Digunakan ketika unit diproduksi dan dijual secara bersamaan
Menghitung POQ dapat digunakan rumus:
√ [ { }]
………...(2)
Dimana:
Q* = Jumlah barang setiap pesanan
H = Biaya penyimpanan atau pergudangan per unit per tahun
p = Tingkat produksi harian
d = Tingkat permintaan atau tingkat pemakaian harian
Gambar 2. Model persediaan POQ
2.3.3. Model Quantity Discount
Waktu Q Max
Bagian dari siklus persediaan selama produksi&pemakaian berlangsung
Banyak perusahaan yang menawarkan potongan harga
kepada pelanggan guna untuk meningkatkan jumlah pelanggan,
semakin banyak jumlah barang yang dibeli maka akan semakin
besar pula menerima potongan harga. Perusahaan akan
menawarkan bahan baku kepada pembeli dengan paket-paket
tertentu dan dengan harga yang tertentu pula begitu juga dengan
potongan harga yang akan diberikan, maka perusahaan harus
mempertimbangkan persediaan barang manakah yang harus
dioptimalkan persediaannya. Dengan kondisi yang demikian, maka
quantity discount perlu dipelajari.
Cara menentukan mana yang akan dipilih yang paling tepat
dengan mempertimbangkan biaya persediaan total yang paling
kecil diantara alternatif yang ada (Tampubolon, 2004).
Biaya total = biaya setup + biaya penyimpanan + biaya
produk
...(3)
Dimana:
TC = total cost
D = Permintaan tahunan dalam unit untuk barang persediaan
Q = Jumlah barang setiap pesanan
S = Biaya pemesanan untuk setiap pesanan
H = Biaya penyimpanan/pergudangan per unit per tahun
P = Harga per unit
2.3.4. Model Probabilitas dengan Lead Time Konstan
Permintaan yang tidak pasti memperbesar kemungkinan
terjadinya kehabisan stok. Salah satu metode untuk mengurangi
kemungkinan terjadinya kehabisan stok adalah dengan menahan
unit tambahan di persediaan, hal ini meliputi penambahan jumlah
Titik pemesanan ulang: ROP = d x L………...(4)
2.3.5. MRP (Material Requirement Planning)
MRP adalah prosedur logis, aturan keputusan dan teknik
pencatatan terkomputerisasi yang dirancang untuk menterjemahkan
Jadwal Induk Produksi atau MPS (Master Production Schedulling)
menjadi kebutuhan bersih atau NR (Net Requirement) untuk semua
item. MRP juga merupakan sistem yang dirancang secara khusus
untuk situasi permintaan bergelombang, yang secara tipikal karena
permintaan tersebut dependen. Oleh karena itu tujuan dari sistem
MRP adalah:
1. Menjamin tersedianya material, item atau komponen pada saat
dibutuhkan untuk memenuhi jadwal produksi dan menjamin
tersedianya produk bagi konsumen
2. Menjaga tingkat persediaan pada kondisi minimum
3. Merencanakan aktivitas pengiriman, penjadwalan dan aktivitas
pembelian. (Arman & Yudha, 2008).
Arus informasi dalam sistem MRP
Arus informasi yang diperlukan untuk mengerjakan
perencanaan kebutuhan bahan merupakan suatu rantai yang tidak
bisa dipisahkan, artinya apabila salah satu informasi yang
diperlukan tidak terpenuhi maka akan membuat perencanaan yang
dikerjakan menjadi tidak sempurna. Informasi yang diperlukan
dalam perencanaan bahan tersebut di atas merupakan
masukan-masukan dalam mengerjakan perencanaan kebutuhan bahan yang
dapat dilihat pada Gambar 3. Adapun masukan-masukan tersebut
adalah sebagai berikut (Yamit, 2008):
Merupakan ringkasan jadwal produksi produk jadi untuk
periode mendatang yang dirancang berdasarkan pesanan
pelanggan atau ramalan permintaan. Sistem MRP
mengasumsikan bahwa pesanan yang dicatat dalam MPS
adalah pasti, kendatipun hanya merupakan ramalan.
2. BOM (Bill Of Material)
Merupakan rangkaian struktur semua komponen yang
digunakan untuk memproduksi barang jadi sesuai dengan MPS.
Secara spesifik Struktur BOM tidak saja berisi komposisi
komponen, tetapi juga memuat langkah penyelesaian produk
jadi. Tanpa adanya struktur BOM sangat mustahil untuk dapat
melaksanakan sistem MRP.
3. IMF (Inventory Master File)
Terdiri dari semua catatan tentang persediaan produk jadi,
komponen dari sub-komponen lainnya, baik yang sedang
dipesan maupun persediaan pengaman (status persediaan).
4. Lead Time
Jangka waktu yang dibutuhkan sejak MRP menyarankan suatu
pesanan sampai item dipesan itu siap untuk digunakan.
Langkah-langkah proses perhitungan MRP
Adapun langkah-langkah dalam proses perhitungan MRP
adalah sebagai berikut (Kusuma, 2009):
1. Proses netting, adalah proses perhitungan untuk menetapkan jumlah kebutuhan bersih yang besarnya merupakan selisih
antara kebutuhan kotor dengan keadaan persediaan (yang ada
dalam persediaan dan yang sedang dipesan).
2. Proses lotting, adalah proses untuk menentukan besarnya
pesanan yang optimal untuk masing-masing item produk
3. Proses offsetting, proses ini ditujukan untuk menentukan saat yang tepat guna melakukan rencana pemesanan dalam upaya
memenuhi tingkat kebutuhan bersih.
4. Proses explosion, adalah proses perhitungan kebutuhan kotor item yang berada di tingkat lebih bawah, didasarkan atas
rencana pemesanan yang telah disusun pada proses offsetting.
Peramalan produk
Material Requirement Planning (MRP)
Master Production Schedule (MPS) Rencana
produksi
Permintaan pelanggan
Catatan struktur produk (BOM)
Perencanaan kapasitas produksi
1. Manpower 2. Equipment
Released Work Order
Rencana Pemesanan Catatan status
inventory
(IMF)
Order
pekerjaan
Capacity Requirement Planning (CRP) What Capacity Is Needed
Gambar 3. Arus Informasi Sistem MRP
2.4. Metode Peramalan
Metode peramalan yang digunakan dalam penelitian ini dibuat
dengan bantuan software POM dalam kelompok Time Series. Analisa atau
kelompok Time Series ini sangat tepat dipakai untuk meramalkan
permintaan yang pola permintaan di masa lalunya cukup konsisten dalam
periode waktu yang lama, sehingga diharapkan pola tersebut masih akan
tetap berlanjut (Arman & Yudha, 2008). Adapun kelompok dari Time Series adalah sebagai berikut:
1. MA(Moving Average)
2. WMA (Weighted Moving Average) 3. ES (Exponential Smoothing)
Penerapan dari ketiga model tersebut akan didapat nilai error sebagai ukuran akurasi hasil peramalan. Metode yang memiliki akurasi
lebih baik dibanding dengan metode yang lainnya adalah metode yang
memiliki kesalahan (error) terkecil. Adapun ukuran dari akurasi
peramalan adalah:
1. MAD (Mean Absolute Deviation)
Merupakan rata-rata kesalahan mutlak selama periode tertentu. Secara
matematis dirumuskan sebagai berikut:
...(5)
2. MSE (Mean Square Error)
(At –Ft)2 n
∑
Dihitung dengan menjumlahkan kuadrat semua kesalahan peramalan
pada setiap periode dan membaginya dengan jumlah periode
peramalan. Secara matematis, MSE dirumuskan sebagai berikut:
……….(6)
3. SE (Standart Error)
………..(7)
2.5. Penelitian Terdahulu
Taryana (2008), melakukan penelitian mengenai analisis
pengendalian persediaan bahan baku pada produk sepatu dengan
pendekatan teknik lot sizing dalam mendukung sistem MRP dengan tujuan
tercapainya efisiensi dan efektifitas produksi. Setelah dilakukan
perhitungan mencari ukuran lot optimal, maka didapat pengendalian
pesediaan bahan baku dengan pendekatan teknik lot sizing yang
memberikan penghematan total biaya persediaan bahan baku dibandingkan
dengan kebijakan yang diterapkan perusahaan.
Syahrul (2007), melakukan penelitian mengenai analisa persediaan
bahan baku dengan metode MRP pada industri proses di PT. Semen
Padang dengan tujuan membuat perencanaan kebutuhan bahan baku yang
dapat meminimalkan total biaya persediaan yang terjadi menurut
perhitungan perusahaan diabndingkan dengan perhitungan hasil penelitian.
Berdasarkan hasil penelitian dengan menerapkan teknik lot sizing di dapat bahwa total biaya yang dikeluarkan oleh perusahaan sebelum dilakukan
penelitian adalah sebesar Rp. 2.968.029.607,5,- dan hasil penelitian
menunjukkan biaya yang terjadi adalah Rp. 2.967.759.867,-. Penghematan
yang terjadi sebesar Rp. 199.085.009,-. maka efisiensi yang terjadi adalah
sebesar 6,40 persen.
Resisca (2009), melakukan penelitian dengan mempelajari sistem
pengendalian persediaan bahan baku mi instan di PT. Jakarana Tama, At –Ft
n
∑
MSE =
S
dengan tujuan mendapatkan metode yang tepat untuk diterapkan pada
perusahaan. Berdasarkan hasil penelitian didapat bahwa EOQ adalah
metode yang tepat untuk diterapkan karena karakteristik, kondisi serta
kebutuhan perusahaan memenuhi asumsi dan penerapan metode EOQ
pada perusahaan PT. Jakarana Tama ini menghasilkan biaya yang lebih
murah jika dibandingkan dengan metode yang selama ini diterapkan oleh
perusahaan. Penghematan yang dihasilkan jika metode EOQ diterapkan
III. METODE PENELITIAN
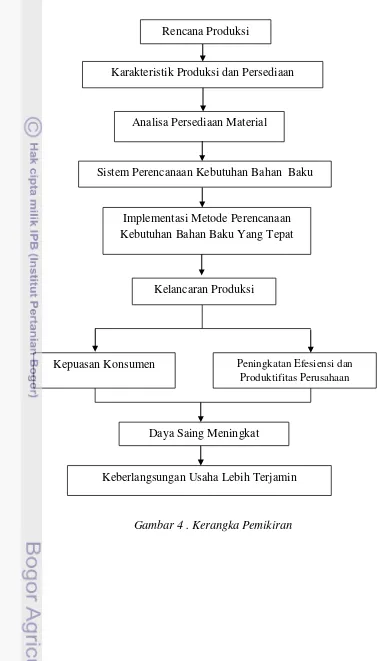
3.1. Kerangka Pemikiran
PT. Lestari Dini Tunggul merupakan perusahaan yang bergerak
dibidang manufaktur dalam hal ini adalah produksi pakaian jadi dan dalam
hal perencanaan produksinya, sistem yang akan diterapkan adalah dengan
cara memahami atau mendalami karakteristik produksi dan persediaan
yang ada di perusahaan.
Karakteristik produksi dan persediaan pada perusahaan dapat
dianalisa persediaan material atau persediaan bahan baku, dari jenis bahan
baku, jumlah, harga bahan baku yang digunakan perusahaan dalam proses
produksinya. Setelah menganalisa persediaan material atau bahan baku di
perusahaan lalu dibuat sistem perencanaan kebutuhan bahan baku,
kemudian dilakukan implementasi metode perencanaan kebutuhan bahan
baku yang paling tepat.
Implementasi metode perencanaan kebutuhan bahan baku yang
tepat pada perusahaan akan memberikan dampak yang baik, yakni adanya
kelancaran produksi. Pada intinya, metode yang tepat akan menghasilkan
perencanaan persediaan material yang akurat yang akan memberi dampak
kelancaran pada proses produksi.
Kegiatan produksi yang lancar akan menciptakan adanya kepuasan
konsumen serta adanya peningkatan efisiensi dan produktifitas
perusahaan. Maka hal tersebut akan menjadikan peningkatan daya saing
perusahaan guna sebagai modal untuk bersaing dan bertahan, sehingga
Gambar 4 . Kerangka Pemikiran Rencana Produksi
Karakteristik Produksi dan Persediaan
Implementasi Metode Perencanaan Kebutuhan Bahan Baku Yang Tepat
Kepuasan Konsumen
Analisa Persediaan Material
Keberlangsungan Usaha Lebih Terjamin Kelancaran Produksi
Peningkatan Efesiensi dan Produktifitas Perusahaan Sistem Perencanaan Kebutuhan Bahan Baku
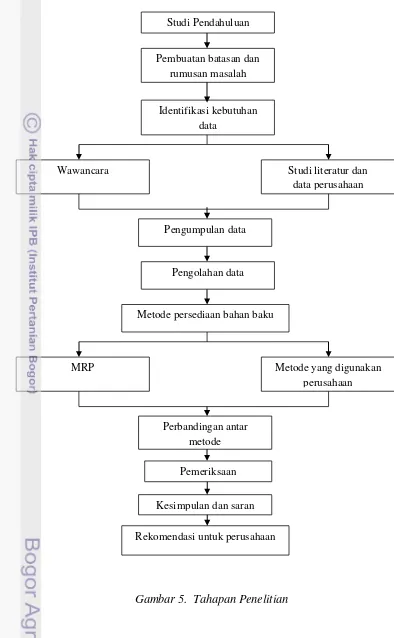
3.2. Tahapan Penelitian
Adapun proses pembuatan skripsi ini melalui beberapa
tahapan-tahapan yang saling berkaitan dan menunjang satu sama lainnya. Dimulai
dengan studi pendahuluan dengan mempelajari studi terdahulu yang
dijadikan sebagai referensi dalam menetapkan judul yang diangkat lalu
setelah judul ditetapkan tahap selanjutnya adalah pembuatan
batasan-batasan dan merumuskan masalah yang akan dibahas.
Setelah pembuatan batasan-batasan dan merumuskan masalah
adalah mengidentifikasi kebutuhan akan data yang akan digunakan dan
dibutuhkan, yang sesuai dengan tema serta judul dan dapat memenuhi
jawaban atas permasalahan yang ada. Dalam pengumpulan data dapat
dilakukan dengan cara wawancara dan studi literatur, wawancara
dilakukan kepada nara sumber yakni pihak PT. Lestari Dini Tunggul.
Studi literatur adalah pencarian data melalui berbagai buku-buku
referensi, pencarian literatur-literatur yang berkaitan serta pencarian
melalui media internet yang menunjang.
Data yang dikumpulkan dari kegiatan wawancara, studi literatur
kemudian berlanjut ke dalam tahap pengolahan data. Pada tahap
pengolahan data ini peneliti mengaplikasikan metode yang diolah
menggunakan metode yang tepat yakni MRP.
Kemudian selanjutnya masuk ke tahap membandingkan dengan
metode yang sudah digunakan perusahaan lalu masuk ke tahap
pemeriksaan yang kemudian adalah tahap menarik kesimpulan serta
kemudian memberikan saran. Hasil yang diperoleh nantinya
Gambar 5. Tahapan Penelitian Studi Pendahuluan
Pembuatan batasan dan rumusan masalah
Identifikasi kebutuhan data
Wawancara Studi literatur dan
data perusahaan
Pengumpulan data
Pengolahan data
Metode persediaan bahan baku
Perbandingan antar metode
Metode yang digunakan perusahaan MRP
Kesimpulan dan saran
3.3. Metode Penelitian
3.3.1. Pengumpulan data
Penelitian ini menggunakan data primer dan data sekunder,
dimana data primer merupakan data yang didapat secara langsung
dari sumber asalnya, dalam hal ini adalah pada Divisi Produksi
perusahaan. Data primer didapat melalui wawancara dengan
berbagai pihak yang berkepentingan yang terkait dalam
pengumpulan data. Data primer meliputi jawaban-jawaban dari
setiap pertanyaan yang diajukan mengenai kegiatan produksi pada
perusahaan dan hasil dari observasi yang dilakukan dengan cara
mempelajari atau memahami fenomena-fenomena yang terjadi di
perusahaan.
Data sekunder adalah data yang telah tersusun dalam
bentuk dokumen-dokumen tertulis. Data sekunder didapat dari
dokumen-dokumen atau laporan-laporandi perusahaan, terutama
pada Bagian Produksi serta Bagian Administrasi. Data sekunder
juga didapat dari berbagai literatur-literatur yang mendukung serta
melalui media internet. Data sekunder meliputi data perusahaan
berupa dokumen tertulis baik berupa data produksi serta data
mengenai bahan bakunya, serta berbagai literatur yang mendukung
lainnya.
3.3.2. Metode analisis data
Metode analisis data terkait dengan pengendalian
persediaan yang digunakan adalah metode yang tepat dan ditunjang
dengan data yang dibutuhkan termasuk didalam asumsi-asumsi
metode tersebut. Pengolahan data menggunakan software
Microsoft Excel, untuk metode yang sesuai diantara metode-metode yang ada, yaitu:
1. EOQ (Economic Order Quantity)
2. POQ (Production Order quantity)
4. Probabilistic
5. MRP (Material Requirement Product)
6. LOL (Lot For Lot)
3.4. Tata Laksana Penelitian
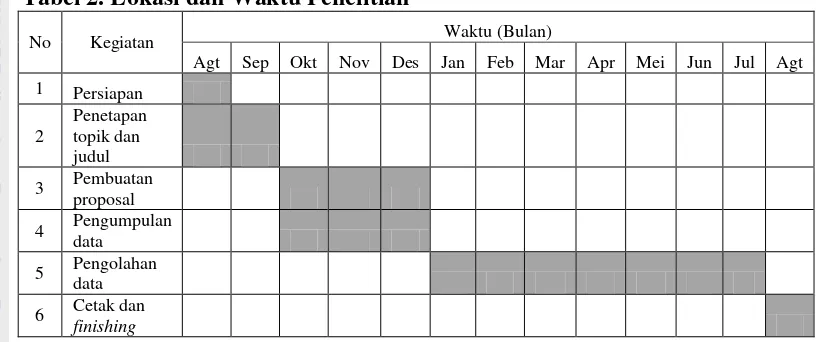
3.4.1. Lokasi dan waktu peneltian
Penelitian dilakukan di PT. Lestari Dini Tunggul yang
berlokasi di Jl. Anggrek No. 46, Jagakarsa-Depok, Jakarta Selatan.
Penelitian dilaksanakan mulai bulan November 2010 sampai
[image:39.595.137.545.322.493.2]dengan bulan Mei 2011.
Tabel 2. Lokasi dan Waktu Penelitian
No Kegiatan Waktu (Bulan)
Agt Sep Okt Nov Des Jan Feb Mar Apr Mei Jun Jul Agt 1 Persiapan
2
Penetapan topik dan
judul
3 Pembuatan
proposal
4 Pengumpulan
data
5 Pengolahan
data
6 Cetak dan
finishing
3.4.2. Pengumpulan data dan analisis
Jenis, sumber dan cara pengumpulan data disajikan dalam
bentuk tabel yang akan mempermudah dalam melakukan penelitian
pada proses melakukan pengumpulan dan pengolahan data. Lebih
jelasnya tabel pengumpulan data dan analisis tersebut dapat dilihat
IV. HASIL DAN PEMBAHASAN
4.1. Profil PT. Lestari Dini Tunggul
PT. Lestari Dini Tunggul didirikan pada 15 September 1982,
dengan lokasi kantor pusat dan pabrik berada di Jl. Ir. H. Juanda No. 75,
Ciputat Centre, Kelurahan Cireundeu, Kecamatan Ciputat, Kabupaten
Tanggerang, Propinsi Banten. Dalam rangka perluasan pabrik, PT. Lestari
Dini Tunggul memutuskan untuk memindahkan lokasi usahanya. Sejak
tanggal 17 April 2007 fasilitas produksi dan kantor PT. Lestari Dini
Tunggul berada di Jl. Anggrek No. 46, Jagakarsa-Depok, Jakarta Selatan,
sampai sekarang.
Berawal dari garasi sebuah rumah serta didukung oleh kemampuan
wirausaha dan semangat juang tinggi didirikanlah PT. Lestari Dini
Tunggul. Perusahaan milik keluarga berbentuk perseroan ini memproduksi
pakaian rumah sakit. Kesuksesan perusahaan merupakan pendalaman dari
visi perusahaan, yakni inovasi dan kreatifitas. Dengan idealisme tersebut
mendorong Lestari untuk melakukan inovasi penciptaan produk yang
bercitra baik serta bermutu tinggi. Oleh karena itu dikarenakan produk
Lestari dibuat dengan menggunaan tekstil yang berkualitas serta teknologi
produk yang memadai.
Perusahaan memiliki karyawan, yakni sejumlah 100 operator tetap
dan 50 orang karyawan tetap. Karyawan tetap dibagi atas karyawan
pemasaran, produksi, keuangan dan personalia.
4.2. Struktur Organisasi
Organisasi pada PT. Lestari Dini Tunggul terdiri atas 4 (empat)
divisi yaitu:
1. Divisi Personalia
2. Divisi Keuangan
4. Divisi Pemasaran
Setiap divisi memiliki tugas dan tanggung jawabnya
masing-masing, dan ada keterkaitan antara divisi satu dengan divisi yang lainnya.
Pada pelaksanaannya, PT. Lestari Dini Tunggul juga menggunakan tenaga
ahli atau konsultan guna memperlancar kegiatan perusahaan. Manajemen
perusahaan dikepalai oleh Direktur yang membawahi langsung Manager
(Manager Pemasaran, Manager Produksi, Manager Keuangan dan Manager Personalia). Setiap Manager memimpin langsung divisi dan para
karyawannya yang meliputi Supervisor, Staf dan Operator. Struktur
organisasi PT. Lestari Dini Tunggul secara lengkap dapat dilihat pada
Lampiran 2.
4.3. Gambaran Produk
PT. Lestari Dini Tunggul bergerak di bidang manufaktur khusus
produksi pakaian rumah sakit (Medical Clothing). Produk yang dihasilkan
adalah LMA (Lestari Medical Apparel) dan Nurse Colour. LMA
merupakan sebuah rangkaian pakaian kamar bedah yang terdiri dari dua
produk (1) OPG WR, merupakan pakaian bedah untuk dokter khusus dipakai pada saat operasi dan digunakan oleh dokter wanita maupun pria
dengan ukuran all size (2) Cries Cross Scrub Shirt & Pants adalah pakaian bedah untuk perawat.
Bahan baku yang digunakan untuk ke dua produk ini adalah kain
dan benang dan tidak menggunakan asesoris lainnya seperti kancing,
retsleting sesuai standar yang sudah ditentukan, dan pakaian bedah ini
bukan merupakan produk fashion. Kain dibuat dari bahan katun 100%
dengan treatment khusus berwarna Hunter Green, sehingga bersih
kembali setelah pencucian. Terdapat inovasi pada kain berupa Water Repellent yang berfungsi aman dari percikan darah dan karbon untuk menghindari terjadinya listrik statis pada saat operasi besar sedang
dilakukan. Sedangkan untuk bahan baku benang menggunakan kualitas
umumnya pakaian bedah, OPG WR serta Cries Cross Scrub Shirt & Pants terdiri atas pakaian (jas/hacinco dan celana) juga disertai dengan topi.
Dibutuhkan bahan baku untuk membuat OPG WR (termasuk topi)
sepanjang 3 m kain dan 880 m benang, sedangkan untuk membuat Cries Cross Scrub Shirt & Pants dibutuhkan 2,8 m kain dan 600 m benang yang terdiri dari 1,2 m kain untuk hacinco dan 1,6 m kain untuk celana serta
masing-masing membutuhkan 300 m benang. Harga bahan baku kain
adalah Rp. 33.000/m dan benang Rp. 1,94/m. Benang dibeli perusahaan
dalam jumlah rol dan harga tersebut sudah dikonversikan dari harga per 1
rol menjadi harga untuk per meternya.
4.4. Proses Produksi
Terdapat 7 tahapan yang harus dilakukan untuk memproduksi jas
operasi yaitu tahap pola (membuat pola pada kain), pemotongan atau
menggunting (cutting), jahit (sewing), quality control, setrika dan pengemasan (packing). Tahapan tersebut Sebagaimana diuraikan berikut ini dan secara skematis dapat dilihat pada Gambar 6:
1. Pola
Tahap pola adalah tahap membuat pola pada bahan baku kain dengan
menggunakan pola dasar yang dimiliki oleh perusahaan. Pola dasar
yang dimiliki oleh perusahaan dijadikan sebagai pola acuan.
2. Pemotongan atau menggunting
Pemotongan atau pengguntingan adalah tahap yang dilakukan setelah
kain dibuat pola kemudian kain tersebut digunting dan disesuaikan
dengan pola yang ada. Pengguntingan harus dilakukan dengan hati-hati
karena kalau tidak sesuai dengan pola hal ini dapat mempersulit pada
tahap selanjutnya dan hasilnya nanti jadi kurang baik.
3. Jahit
Setelah selesai digunting kain yang sudah menjadi pola tersebut
dijahit. Kelebihan produk milik PT. Lestari Dini Tunggul
jahitnya, yakni tidak ada benang yang terputus selama proses jahit itu
berlangsung dan ini menjadikan produk memiliki kualitas yang baik.
4. Quality Control pertama
Quality Control pertama dilakukan dalam bentuk pengecekan setelah melewati ketiga tahap sebelumnya yakni pola, gunting dan jahit. Hal
ini dilakukan untuk mengetahui apakah ada produk yang cacat atau
tidak sesuai standar. Apabila ditemukan kesalahan atau cacat maka
kembali ke proses jahit untuk dilakukan perbaikan.
5. Setrika
Tahap setrika dilakukan setelah melewati Quality Control yang
pertama, setelah menjadi pakaian jadi kemudian dilakukan setrika agar
pakaian tersebut rapih dan mempermudah dalam melakukan
pengemasan.
6. Quality Control kedua
Quality Control kedua dilakukan setelah proses setrika, hal ini dilakukan untuk memastikan kembali dan memeriksa apakah ada
pakaian yang rusak. Apabila ditemukan pakaian yang rusak dan tidak
bisa diperbaiki maka pakaian tersebut akan dijadikan sebagai barang
no good yang membuat barang tersebut disimpan dalam gudang. 7. Pengemasan
Tahap terakhir dari proses produksi adalah pengemasan. Tujuan dari
pengemasan itu sendiri adalah untuk melindungi produk dan
memperpanjang umur simpan produk yang dikemas. Pada tahap ini
setiap satu jas operasi dan topi dikemas ke dalam satu plastik. Proses
pengemasan ini dilakukan secara manual dan umumnya dalam satu
kemasan karton berisi 30 potong/pcs.
Gambar 6. Diagram Alur Proses Produksi
4.5. Pola Persediaan Bahan Baku PT. Lestari Dini Tunggul
Pola perencanaan dimulai membuat peramalan permintaan. Pola
peramalan pada perusahaan adalah dengan menyesuaikan jumlah produksi
tahun 2009 dan 2010 untuk mengetahui berapa persen terjadi kenaikan
atau penurunan. Perkiraan permintaan seperti ini telah diterapkan sejak
pertama kali perusahaan didirikan. Dari pola perencanaan tersebut dan
dengan menggunakan daftar kebutuhan bahan baku per unit produksi (Bill
Of Material) akan didapat jumlah bahan baku yang dibutuhkan oleh perusahaan untuk memenuhi kebutuhan pada proses produksi.
Pola produksi pada perusahaan adalah make to order dengan fokus
bagaimana permintaan dapat dipenuhi tepat pada waktunya. Sedangkan
pola permintaan bersifat tidak konstan. Perusahaan selalu berusaha
menyelesaikan pesanan yang diperoleh secara tepat waktu.
Pengelolaan bahan baku dilakukan langsung oleh Divisi
Perencanaan dan Produksi. Bahan baku kain dan benang yang digunakan
berasal dari pasar domestik, pemesanan akan dilakukan apabila:
1. Divisi Pemasaran memberikan informasi berupa masukan order produk
kepada Divisi Perencanaan dan Produksi (proses – 1).
2. Divisi Perencanaan dan Produksi meninjau kapasitas produksi dan
menghitung persediaan bahan baku yang ada di gudang. Metode Pola
Pengemasan Setrika
Gunting
Jahit
QC 1 QC
Reject
T Y Y
perhitungan persediaan bahan baku cukup sederhana, yaitu dengan
menyesuaikan jumlah kebutuhan bahan baku dengan jumlah persediaan
yang ada di gudang untuk memenuhi order. Apabila jumlah persediaan
di gudang kurang maka jumlah bahan baku yang akan dibeli adalah sisa
dari kekurangan persediaan yang ada di gudang untuk memenuhi
kebutuhan order tersebut, kemudian membuat Perencanaan Produksi
dan Perencanaan kebutuhan bahan baku. Divisi Perencanan dan
Produksi melakukan pembelian sejumlah bahan baku yang dibutuhkan.
Pembelian disesuaikan dengan Purchase Order (PO) yang sudah
ditetapkan untuk proses pembelian kepada pemasok, pada PO sudah
dicantumkan nama pemasok, nomor pesanan, jumlah yang dipesan,
harga dan tanggal penerimaan barang tersebut (proses – 2).
3. Pemasok mengirimkan pesanan ke perusahaan pada Divisi Perencanaan
dan Produksi (proses – 3).
Waktu yang dibutuhkan dari pemesanan sampai bahan baku tiba di
gudang (lead time) adalah 60 hari (2 bulan), baik untuk kain maupun benang. Divisi Perencanaan dan Produksi akan melakukan pembelian
bahan baku kembali apabila stok persediaan di gudang sebesar tinggal
50% dari jumlah persediaan dan perusahaan biasa melakukan pembelian
enam kali dalam setahun (dua bulan sekali). Secara skematis, prosedur
pembelian bahan baku ditujukkan pada Gambar 7.
Gambar 7. Prosedur Pembelian Bahan Baku PT. Lestari Dini Tunggul (2010) Perencanaan dan Produksi
Pemasaran
Pemasok
Proses - 1
Bahan baku yang disimpan di dalam gudang menjadi tanggung
jawab Divisi Perencanaan dan Produksi. Fasilitas gudang berupa rak dan
penerangan. Penyimpanan bahan baku kain dan benang menggunakan rak
tersebut agar bahan baku tersebut terjaga kualitasnya dan tersusun dengan
rapih. Kain dan benang dibungkus dengan plastik agar terhindar dari debu
dan kotoran. Tidak ada perawatan khusus terhadap bahan baku di gudang,
gudang dibersihkan setiap harinya oleh seorang petugas kebersihan.
Penerangan berupa tiga buah lampu yang menerangi gudang seluas kurang
lebih 6x6 m2 yang mulai dinyalakan dari sore sampai pagi hari. Divisi
Perencanaan dan Produksi juga melakukan kontrol persediaan bahan baku
yang ada di gudang setiap hari. Keluar masuknya bahan baku
menggunakan sistem FIFO (First In First Out), yaitu bahan baku yang pertama kali masuk ke gudang dikeluarkan terlebih dahulu dari gudang
untuk proses produksi.
4.6. Data Produksi
Tersaji pada Tabel 3. adalah data produksi perusahaan tahun 2009
dan 2010 dilengkapi dengan jumlah bahan baku dan jumlah biaya yang
dikeluarkan oleh perusahaan.
Tabel 3. Produksi OPG WR Tahun 2009
No Bulan 2009 (Pcs) Bahan Baku (m) Biaya (Rp) Kain Benang Kain Benang
1 Jan 250 7.50 220.000 24.750.000 426.800
2 Feb 374 1.122 329.120 37.026.000 638.493
3 Mar 567 1.701 498.960 56.133.000 967.982
4 Apr 493 1.479 433.840 48.807.000 841.650
5 Mei 500 1.500 440.000 49.500.000 853.600
6 Jun 482 1.446 424.160 47.718.000 822.870
7 Jul 715 2.145 629.200 70.785.000 1.220.648
8 Agst 425 1.275 374.000 42.075.000 725.560
9 Sep 617 1.851 542.960 61.083.000 1.053.342
10 Okt 596 1.788 524.480 59.004.000 1.017.491
11 Nov 696 2.088 612.480 68.904.000 1.188.211
12 Des 720 2.160 633.600 71.280.000 1.229.184
Tahun 2009 PT. Lestari Dini Tunggul memproduksi OPG WR sebanyak 6.435 dengan total bahan baku yang digunakan selama satu
tahun untuk kain sebanyak 19.305 m kain dan 5.662.800 m benang. Biaya
yang dikeluarkan sebesar Rp. 648.050.832,-, baik untuk biaya pembelian
[image:47.595.103.517.140.795.2]bahan baku kain maupun benang.
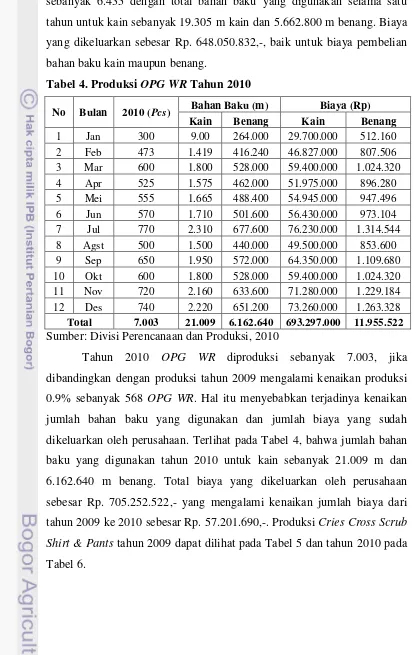
Tabel 4. Produksi OPG WR Tahun 2010
No Bulan 2010 (Pcs) Bahan Baku (m) Biaya (Rp) Kain Benang Kain Benang
1 Jan 300 9.00 264.000 29.700.000 512.160
2 Feb 473 1.419 416.240 46.827.000 807.506
3 Mar 600 1.800 528.000 59.400.000 1.024.320
4 Apr 525 1.575 462.000 51.975.000 896.280
5 Mei 555 1.665 488.400 54.945.000 947.496
6 Jun 570 1.710 501.600 56.430.000 973.104
7 Jul 770 2.310 677.600 76.230.000 1.314.544
8 Agst 500 1.500 440.000 49.500.000 853.600
9 Sep 650 1.950 572.000 64.350.000 1.109.680
10 Okt 600 1.800 528.000 59.400.000 1.024.320
11 Nov 720 2.160 633.600 71.280.000 1.229.184
12 Des 740 2.220 651.200 73.260.000 1.263.328
Total 7.003 21.009 6.162.640 693.297.000 11.955.522 Sumber: Divisi Perencanaan dan Produksi, 2010
Tahun 2010 OPG WR diproduksi sebanyak 7.003, jika
dibandingkan dengan produksi tahun 2009 mengalami kenaikan produksi
0.9% sebanyak 568 OPG WR. Hal itu menyebabkan terjadinya kenaikan jumlah bahan baku yang digunakan dan jumlah biaya yang sudah
dikeluarkan oleh perusahaan. Terlihat pada Tabel 4, bahwa jumlah bahan
baku yang digunakan tahun 2010 untuk kain sebanyak 21.009 m dan
6.162.640 m benang. Total biaya yang dikeluarkan oleh perusahaan
sebesar Rp. 705.252.522,- yang mengalami kenaikan jumlah biaya dari
tahun 2009 ke 2010 sebesar Rp. 57.201.690,-. Produksi Cries Cross Scrub
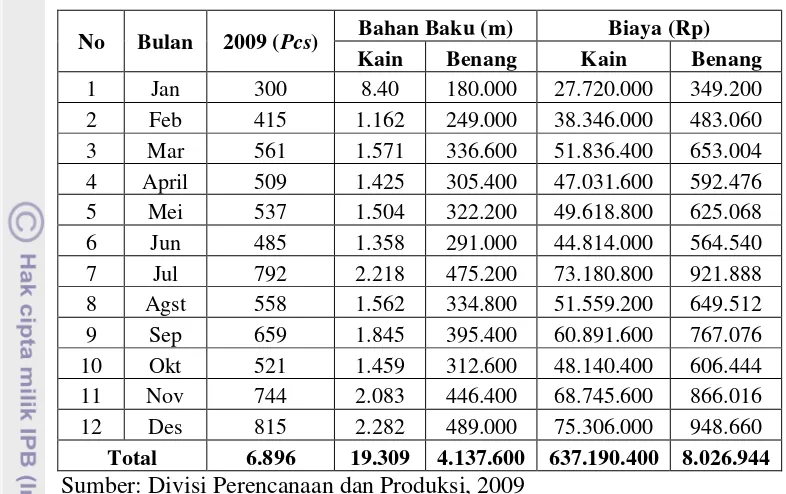
Tabel 5. Produksi Cries Cross Scrub Shirt & Pants Tahun 2009 No Bulan 2009 (Pcs) Bahan Baku (m) Biaya (Rp)
Kain Benang Kain Benang
1 Jan 300 8.40 180.000 27.720.000 349.200
2 Feb 415 1.162 249.000 38.346.000 483.060
3 Mar 561 1.571 336.600 51.836.400 653.004
4 April 509 1.425 305.400 47.031.600 592.476
5 Mei 537 1.504 322.200 49.618.800 625.068
6 Jun 485 1.358 291.000 44.814.000 564.540
7 Jul 792 2.218 475.200 73.180.800 921.888
8 Agst 558 1.562 334.800 51.559.200 649.512
9 Sep 659 1.845 395.400 60.891.600 767.076
10 Okt 521 1.459 312.600 48.140.400 606.444
11 Nov 744 2.083 446.400 68.745.600 866.016
12 Des 815 2.282 489.000 75.306.000 948.660
Total 6.896 19.309 4.137.600 637.190.400 8.026.944 Sumber: Divisi Perencanaan dan Produksi, 2009
Tahun 2009 perusahaan memproduksi Cries Cross Scrub Shirt & Pants sebanyak 6.896. Jumlah bahan baku yang digunakan 19.309 m kain
dan 4.137.600 m benang dan biaya yang dikeluarkan adalah sebesar
Rp. 645.217.344,-. Jenis Cries Cross Scrub Shirt & Pants lebih banyak
diproduksi jika dibandingkan dengan jenis OPG WR, meskipun kedua
jenis produk ini sama-sama mengalami kenaikan jumlah produksi dari
tahun 2009 ke tahun 2010.
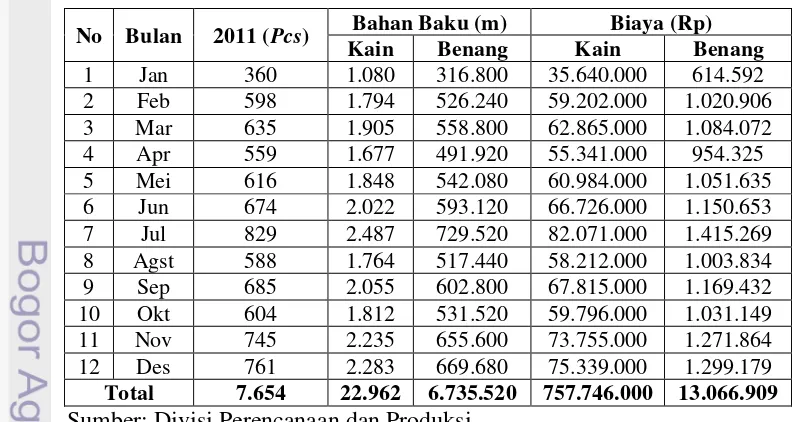
Tabel 6. Produksi Cries Cross Scrub Shirt & Pants Tahun 2010 No Bulan 2010 (Pcs) Bahan Baku (m) Biaya (Rp)
Kain Benang Kain Benang
1 Jan 400 1.120 240.000 36.960.000 465.600
2 Feb 450 1.260 270.000 41.580.000 523.800
3 Mar 625 1.750 375.000 57.750.000 727.500
4 Apr 575 1.610 345.000 53.130.000 669.300
5 Mei 612 1.714 367.200 56.548.800 712.368
6 Jun 500 1.400 300.000 46.200.000 582.000
7 Jul 804 2.251 482.400 74.289.600 935.856
8 Agut 600 1.680 360.000 55.440.000 698.400
9 Sep 735 2.058 441.000 67.914.000 855.540
10 Okt 635 1.778 381.000 58.674.000 739.140
11 Nov 800 2.240 480.000 73.920.000 931.200
12 Des 915 2.562 549.000 84.546.000 1.065.060
Tahun 2010 produksi Cries Cross Scrub Shirt & Pants mengalami peningkatan sebanyak 755 buah Cries Cross Scrub Shirt & Pants dari tahun 2009. Begitupun dengan jumlah bahan baku yang digunakan dan
jumlah biaya yang telah dikeluarkan oleh perusahaan untuk membeli
bahan bakunya. Produk Cries Cross Scrub Shirt & Pants mengalami hal yang sama dengan produk OPG WR. Besarnya jumlah bahan baku yang digunakan untuk memenuhi proses produksi Cries Cross Scrub Shirt & Pants adalah sebanyak 21.423 m kain dan 4.590.600 m benang. Jumlah biaya yang sudah dikeluarkan untuk membeli bahan baku tersebut (2010)
adalah sebesar Rp. 715.858.164,-, mengalami kenaikan sebesar
Rp. 70.640.820,- dari tahun 2009.
4.7. Metode Peramalan dan Persediaan Perusahaan
Perusahaan membuat peramalan untuk setiap bulannya dan metode
peramalan di perusahaan ini adalah dengan menyesuaikan jumlah produksi
tahun