i
OPTIMALISASI PERSEDIAAN BAHAN BAKU PEMBUATAN
ODNER DI PT. BATARA INDAH INDONESIA
DICKY WISNU WARDHANA
H24087056
PROGRAM SARJANA ALIH JENIS MANAJEMEN
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
iv
RINGKASAN
DICKY WISNU WARDHANA. H24087056. Optimalisasi Persediaan Bahan Baku Produk Odner Di PT Batara Indah Indonesia.
Di bawah bimbingan HETI MULYATI
PT Batara Indah merupakan perusahaan perdagangan dalam bidang peralatan kantor yang memiliki lisensi untuk memproduksi peralatan kantor yang bermutu tinggi dengan merek Bantex. Perusahaan ini bergerak dalam bidang manufaktur khususnya dalam produksi Odner atau biasa disebut dengan map. Bahan baku yang digunakan dalam pembuatan odner tergolong multi item. Produk odner merupakan produk terbanyak yang dihasilkan oleh PT Batara Indah Indonesia dengan persentase 30 persen dari total produksi. Oleh karena itu perlu diadakan pengendalian bahan baku untuk menjaga kelancaran proses produksi.
Penelitian ini bertujuan untuk (1) Menganalisis pemesanan bahan baku pada PT Batara Indah Indonesia. (2) Menganalisis klasifikasi bahan baku yang digunakan dalam proses produksi odner berdasarkan analisis ABC dan (3) Menganalisis besarnya tingkat pemesanan persediaan dan biaya yang optimum jika terjadi kendala terbatasnya volume gudang.
Data yang digunakan adalah data primer dan data sekunder. Data primer meliputi data yang dikumpulkan dengan cara pencatatan data, pengamatan langsung dan wawancara. Pengamatan langsung dilakukan dengan cara melihat langsung kondisi tempat proses produksi dan gudang bahan baku. Sedangkan data sekunder meliputi data purchase order bulan Juni 2010, biaya simpan dan biaya pesan yang diperoleh dari bagian pembelian dan bagian PPIC.
Pada penelitian ini dilakukan tiga jenis perhitungan yaitu klasifikasi bahan baku dengan menggunakan klasifikasi ABC dan optimalisasi persediaan bahan baku dengan kendala volume gudang menggunakan metode lagrange multiplier. Perhitungannya dibantu software POM for Windows dan Microsoft Excell. Perhitungan analisis ABC menghasilkan kebijakan-kebijakan yang diterapkan pada bahan baku menurut klasifikasinya
Bahan baku yang digunakan dalam produksi odner adalah grey board, PVC, fox inpack dan mekanik. Grey board, PVC dan mekanik diperoleh dari luar negeri, sedangkan fox inpack diperoleh dari dalam negeri. Persentase bahan baku yang didatangkan dari luar negeri sekitar 90 persen dan dari dalam negeri sekitar 10 persen. Masing-masing bahan baku mempunyai biaya simpan dan biaya pesan yang berbeda-beda.
ii
OPTIMALISASI PERSEDIAAN BAHAN BAKU PRODUK
ODNER
PT BATARA INDAH INDONESIA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA EKONOMI
pada Program Sarjana Alih Jenis Manajemen
Departemen Manajemen
Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh :
DICKY WISNU WARDHANA
H 24087056
PROGRAM SARJANA ALIH JENIS MANAJEMEN
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
iii
Judul Skripsi : Optimalisasi Persediaan Bahan Baku Produk Odner PT Batara
Indah Indonesia
Nama : Dicky Wisnu Wardhana
NIM : H 24087056
Menyetujui
Pembimbing,
(Heti Mulyati, STP, MT) NIP : 19770812 200501 2 001
Mengetahui : Ketua Departemen,
(Dr. Ir. Jono M. Munandar, M.Sc) NIP. 1961012 3198601 1 002
v
RIWAYAT HIDUP
Penulis bernama Dicky Wisnu Wardhana, dilahirkan di Pati pada tanggal
14 Agustus 1987. Penulis merupakan anak kedua dari tiga bersaudara dari
pasangan Sutrisno dan Kuswardani. Penulis memulai jenjang pendidikan di TK
Bhayangkari pada tahun 1992, kemudian melanjutkan ke Sekolah Dasar Negeri
Pati Kidul 04 pada tahun 1993. Pada tahun 1999, penulis melanjutkan pendidikan
di Sekolah Lanjutan Tingkat Pertama Negeri 3 Pati dan melanjutkan pendidikan di
Sekolah Menengah Umum Negeri 2 Pati. Pada tahun 2005 penulis melalui jalur
USMI (Ujian Seleksi Masuk IPB) diterima di Institut Pertanian Bogor pada
Program Keahlian Perencanaan dan Pengendalian Produksi Manufaktur/Jasa.
Penulis lulus pada tahun 2008, kemudian melanjutkan pendidikan kembali pada
Program Sarjana Alih Jenis Manajemen, Departemen Manajemen, Fakultas
Ekonomi dan Manajemen, Institut Pertanian Bogor.
Selama mengikuti perkuliahan, penulis sebagai salah satu penerima
beasiswa Indocement dan Beasiswa Khusus Mahasiswa periode 2007-2008.
vi
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan ke hadirat Allah SWT yang telah
melimpahkan rahmat, hidayah, serta pertolongan-Nya dalam penyusunan skripsi
yang berjudul Optimalisasi Persediaan Bahan Baku Pembuatan Odner Di PT Batara Indah Indonesia. Skripsi ini disusun sebagai syarat memperoleh gelar Sarjana Ekonomi pada Departemen Manajemen, Fakultas Ekonomi dan
Manajemen, Institut Pertanian Bogor. Pelaksanaan penelitian dilakukan mulai
minggu pertama bulan Juli sampai September 2010. Penelitian ini dilakukan di
PT. Batara Indah Indonesia yang beralamat di Jalan Raya Olympic Raya Blok A8
Sentul Bogor, Jawa Barat. Penelitian ini bertujuan untuk melihat kapasitas optimal
persediaan bahan baku dengan kendala volume gudang sehingga persediaan bahan
baku dapat dikendalikan terhadap besarnya volume gudang yang dimiliki PT.
Batara Indah Indonesia. Pengendalian persediaan bahan baku mempunyai fungsi
antara lain menjamin terpenuhinya kebutuhan operasi, membatasi nilai seluruh
investasi, membatasi jenis dan jumlah bahan baku dan memanfaatkan seoptimal
mungkin bahan baku yang ada.
Penulis menyadari bahwa penyusunan skripsi ini masih jauh dari
sempurna. Hal ini disebabkan karena keterbatasan waktu dan kemampuan serta
pengetahuan yang dimiliki penulis. Oleh karena itu, kritik dan saran yang
konstruktif sangat diperlukan untuk hal yang lebih baik. Akhirnya penulis
berharap semoga skripsi ini dapat bermanfaat khususnya bagi penulis secara
pribadi, maupun bagi pembaca pada umumnya.
Bogor, Mei 2011
vii
UCAPAN TERIMA KASIH
Penulis menyadari bahwa penyusunan skripsi ini dapat selesai karena
bimbingan, bantuan, serta dukungan dari berbagai pihak baik moril maupun
materil. Oleh karena itu, penulis mengucapkan terima kasih yang
sebesar-besarnya kepada:
1. Ibu Heti Mulyati, S.TP, MT sebagai dosen pembimbing yang dengan sabar
meluangkan waktunya untuk memberikan bimbingan, saran, motivasi, dan
arahan kepada penulis.
2. Ibu Farida Ratna Dewi, SE, MM dan Ibu Hardiana Widyastuti, S.Hut, MM
sebagai dosen penguji yang telah bersedia meluangkan waktu untuk menguji
dan memberikan masukan yang berharga.
3. Dr. Ir. Jono M. Munandar, M.Sc sebagai Ketua Departemen Manajemen,
Fakultas Ekonomi Manajemen, IPB.
4. Bapak Encep Saebatul selaku Manager Produksi PT Batara Indah Indonesia
yang telah memberikan kesempatan untuk dapat melaksanakan penelitian.
5. Kedua Orang tua, Mbak Dica Triesna Ningrum, Dhea Triesna Putri, serta
seluruh keluarga besar yang selalu memberikan doa restu, semangat, dan kasih
sayang kepada penulis.
6. Teman-teman Program Sarjana Alih Jenis Manajemen Angkatan 5 (Dita, Gita,
Eta, Penti, Tia, Gilang, Recky), yang selalu memotivasi, mendengarkan, dan
memberi nasehat kepada penulis.
7. Teman-teman di Kost Perwira 88 (Pawan, Mas Nope, Zeni, Mas Ardian, Mas
Deny, Kristiawan, Mona) yang telah memberikan semangat kepada penulis.
8. Teman-teman Perencanaan Pengendalian Produksi Manufaktur Jasa 42 (Harry,
Fedra, Wisnu, Juliandi, Putri), terima kasih buat kebersamaan selama ini.
9. Ikatan Keluarga Mahasiswa Pati (IKMP) sebagai keluarga kedua selama di
Bogor.
10.Mahasiswa Pati angkatan 42 (Ika, Endah, Ismi, Binda, Dinarana, Momon,
Wida, Desti, Becky) terima kasih buat keceriaan yang kalian berikan.
11.Sahabat-sahabat di Pati (Farid, Ayenk, Cita, Risky, Tita, Dani dan Sigit)
viii
12.Seluruh karyawan PT Asuransi Astra Buana cabang Balikpapan yang
memberikan semangat dan motivasi.
13.Pihak-pihak lain yang tidak dapat disebutkan satu per satu yang telah
ix
DAFTAR LAMPIRAN ... xiii
I. PENDAHULUAN ... 1
2.2 Jenis Persediaan ... 6
2.2.1 Klasifikasi Barang Persediaan ... 6
2.2.2 Biaya Persediaan ... 7
2.3 Analisis ABC ... 8
2.4 EOQ ... 9
2.5 Program Linier dan Program Non Linier ... 12
2.6 Penelitian Terdahulu ... 12
III. METODE PENELITIAN ... 14
3.1 Kerangka Pemikiran Penelitian ... 14
3.2 Tahapan Penelitian ... 15
3.3 Waktu dan Tempat Penelitian ... 16
3.4 Jenis dan Metode Pengumpulan Data ... 16
3.5 Pengolahan Data ... 16
IV. HASIL DAN PEMBAHASAN ... 21
4.1 Gambaran Umum Perusahaan ... 21
4.2 Sistem Pemesanan Bahan Baku ... 23
4.2.1 Karakteristik Bahan Baku ... 23
4.2.2 Prosedur Pemesanan dan Penerimaan Bahan Baku ... 25
4.3 Analisis Persediaan Bahan Baku dengan Metode Analisis ABC ... 29
4.4 Persediaan Bahan Baku Optimal dengan Kendala Vol Gudang ... 31
4.4.1 Kapasitas Gudang dan Media Penanganan Bahan ... 31
4.4.2 Biaya Penyimpanan ... 33
x
KESIMPULAN DAN SARAN ... 39
1. Kesimpulan ... 39
2. Saran ... 40
DAFTAR PUSTAKA ... 41
xi
DAFTAR GAMBAR
No Halaman
1. Grafik Analisis ABC ... 9
2. Biaya Total Sebagai Fungsi Jumlah Pesanan ... 10
3. Penggunaan Persediaan Sepanjang Waktu ... 11
4. Kerangka Pemikiran Penelitian ... 15
5. Tahapan Penelitian ... 16
6. Gambar Produk Odner ... 23
7. Skema Pembelian Bahan Baku dari Luar Negeri ... 27
xii
DAFTAR TABEL
No Halaman
1. Jenis Bahan Baku dan Asal Pemasok ... 24
2. Jenis Bahan Baku dan Nilai Investasi ... 31
3. Volume dan Kapasitas Media Penanganan Bahan ... 32
4. Biaya Pemesanan Bahan Baku PT Bino per pesan ... 32
5. Biaya Penyimpanan Bahan Baku PT Bino ... 33
6. Data Permintaan Item dan Biaya-Biaya yang Terkait dengan Persediaan ... 34
7. Jumlah Bahan Baku yang Optimal ... 35
8. Kebutuhan Volume Gudang Masing-Masing Bahan Baku ... 35
xiii
DAFTAR LAMPIRAN
No Halaman
1. Struktur Organisasi PT Batara Indah Indonesia ... 43
2. Laporan Produksi PT Batara Indah Indonesia ... 44
3. Perhitungan dengan Software Solver Microsoft 2007... 45
1
I. PENDAHULUAN
1.1 Latar Belakang
Proses produksi barang atau jasa harus mengoptimalkan sumber daya yang
dimiliki perusahaan seperti tenaga kerja, mesin dan bahan baku. Salah satu yang
berpengaruh dalam kelancaran proses produksi adalah ketersediaan bahan baku
yang akan digunakan. Perusahaan harus mengelola persediaan bahan baku
sehingga dapat menjaga kesinambungan proses produksi. Pengendalian
persediaan bahan baku mempunyai fungsi antara lain menjamin terpenuhinya
kebutuhan operasi, membatasi nilai seluruh investasi, membatasi jenis dan jumlah
bahan baku dan memanfaatkan seoptimal mungkin bahan baku yang ada. Dampak
yang diakibatkan jika barang yang dihasilkan tidak mampu memenuhi permintaan
adalah konsumen beralih ke produk lain yang sejenis. Akibatnya perusahaan
mengalami penurunan penjualan sehingga keuntungan menurun.
Persediaan bahan baku merupakan salah satu unsur dari proses produksi
yang harus dikelola dengan baik. Selain itu pada prinsipnya semua perusahaan
yang melaksanakan proses produksi akan melakukan persediaan bahan baku untuk
kelangsungan proses produksi dalam perusahaan tersebut. Bahan baku akan
digunakan untuk pelaksanaan proses produksi perusahaan tersebut yang tidak
dapat dibeli atau didatangkan secara satu persatu dalam jumlah unit yang
diperlukan perusahaan. Apabila perusahaan tidak mempunyai persediaan bahan
baku, maka proses produksi di perusahaan tersebut akan terganggu. Hal tersebut
dapat diantisipasi dengan mengelola persediaan untuk menghindari kekurangan
bahan baku tersebut. Pengelolaan atau menajemen persediaan yang tepat dapat
menghemat biaya yang dikeluarkan perusahaan. Persediaan bahan baku dalam
jumlah besar akan mengakibatkan terjadinya biaya persediaan bahan yang
semakin besar pula. Oleh karena itu biaya persediaan harus dihitung untuk
menghasilkan nilai yang optimal.
Sistem persediaan meliputi lebih dari satu item jenis barang. Setiap jenis bahan baku yang ada harus dikelompokkan agar mudah dalam perhitungan
kebutuhan dalam satu periode. Sistem persediaan yang dikelola akan
mempermudah proses produksi sehingga produk dapat didistribusikan ke
2
Salah satu kendala dalam sistem persediaan bahan baku adalah kapasitas
gudang. Gudang mempunyai kapasitas yang terbatas untuk menyimpan bahan
baku yang digunakan dalam proses produksi. Kapasitas gudang mempengaruhi
jumlah bahan baku yang akan dipesan dan kapasitas produksi yang dijalankan
oleh perusahaan. Jika kapasitas gudang memiliki kendala terhadap jumlah bahan
baku yang akan disimpan maka bisa mengakibatkan terganggunya proses
produksi. Artinya jumlah bahan baku yang akan diproduksi tergantung pada
jumlah bahan baku yang disimpan di gudang. Jika diperhitungkan dengan baik
antara pemesanan bahan baku dengan volume gudang maka dapat meningkatkan
produktivitas hasil produksi.
PT Batara Indah merupakan perusahaan manufaktur dan perdagangan
dalam bidang peralatan kantor yang memiliki lisensi untuk memproduksi
peralatan kantor yang bermutu tinggi dengan bermerek Bantex. Perusahaan ini bergerak dalam bidang manufaktur khususnya dalam produksi Odner atau biasa
disebut dengan map. Odner merupakan suatu media yang digunakan untuk
menyimpan arsip. Bahan baku yang digunakan dalam pembuatan odner tergolong
multi item karena lebih dari satu bahan baku yang digunakan. Bahan baku yang digunakan pada produksi odner antara lain grey board, Poly Vinyl Cloride (PVC), Lem dan Mekanik. Semua bahan baku tersebut saling berpengaruh sehingga jika
salah satu bahan baku tidak tersedia maka proses produksi tidak dapat berjalan.
Permintaan akan kebutuhan odner oleh konsumen yang cukup tinggi membuat
kapasitas produksi odner pada PT Batara Indah menjadi besar. Hal tersebut dapat
dilihat dari kapasitas produksi odner 30 persen dari total produksi PT Batara Indah
Indonesia. Oleh sebab itu, pengendalian bahan baku yang baik, diperlukan untuk
menjaga produktivitas odner. Jika persediaan tidak terkelola dengan baik maka
akan mengganggu kelancaran proses produksi dan terganggunya pemenuhan
barang jadi pada konsumen.
Gudang penyimpanan bahan baku produk odner di PT Batara Indah
Indonesia mempunyai kapasitas 200m3. Setiap bahan baku mempunyai proporsi jumlah penyimpanan sehingga tiap bahan baku memiliki jumlah yang
berbeda-beda. Pada gudang bahan baku masih mempunyai ruang kosong yang bisa
3
Berdasarkan latar belakang tersebut mengenai sistem pengendalian bahan
baku dengan judul “Optimalisasi Persediaan Bahan Baku Produk Odner di PT
Batara Indah Indonesia”. Hasil dari penelitian ini diharapkan dapat membantu
perusahaan dalam mengoptimalkan persediaan bahan baku dengan
memperhatikan volume gudang yang dimiliki oleh perusahaan. 1.2 Rumusan Masalah
Berdasarkan latar belakang tersebut, maka rumusan masalah dari penelitian ini
adalah:
1. Bagaimana pemesanan bahan baku odner yang dilakukan selama ini di PT
Batara Indah?
2. Bagaimana klasifikasi bahan baku yang digunakan dalam proses produksi
odner PT Batara Indah?
3. Bagaimana tingkat pemesanan dan biaya yang optimal bahan baku jika
terjadi kendala volume gudang?
1.3 Tujuan
Tujuan dari penelitian yang diharapkan dari penelitian adalah sebagai berikut :
1. Mengetahui pemesanan bahan baku pada PT Batara Indah
2. Menganalisis klasifikasi bahan baku yang digunakan dalam proses
produksi odner berdasarkan analisis ABC.
3. Menganalisis besarnya tingkat pemesanan persediaan dan biaya yang
optimum jika terjadi kendala terbatasnya volume gudang.
1.4Manfaat
Penelitian ini diharapkan dapat memberikan manfaat bagi:
1. Bagi perusahaan, dapat membandingkan dengan pemesanan bahan baku
yang dilakukan per tiga bulan dengan pemesanan bahan baku yang
dilakukan dengan kendala volume gudang.
2. Bagi masyarakat umum, dapat memberikan informasi dan wawasan
mengenai sistem persediaan dan bisa menjadikan referensi untuk
dilakukan penelitian selanjutnya yang berkaitan dengan pengendalian
4
3. Bagi ilmu pengetahuan dapat menambah khasanah keilmuan manajemen
produksi dan operasi, khususnya yang terkait dengan manajemen
persediaan.
1.5Ruang Lingkup
Penelitian ini dibatasi dengan jenis bahan baku odner yaitu grey board, PVC,
lem dan mekanik. Kuantitas bahan baku disesuaikan dengan volume gudang yang
dimiliki oleh PT Batara Indah Indonesia. Data yang digunakan pada penelitian ini
5
II. TINJAUAN PUSTAKA
2.1 Persediaan
Menurut Handoko (2000), persediaan adalah suatu istilah umum yang
menunjukkan segala sesuatu atau sumber daya-sumber daya organisasi yang
disimpan dalam mengantisipasi permintaan. Persediaan ini meliputi persediaan
bahan mentah, barang dalam proses, barang jadi atau produk akhir, bahan-bahan
pembantu atau pelengkap, dan komponen-komponen lain yang menjadi bagian
keluaran produk perusahaan.
Persediaan didefinisikan sebagai barang yang disimpan untuk digunakan
atau dijual pada periode mendatang. Persediaan dapat berbentuk bahan baku yang
disimpan untuk diproses, komponen yang diproses, barang dalam proses pada
proses manufaktur, dan barang jadi yang disimpan untuk dijual (Kusuma, 1999).
Persediaan merupakan bahan baku yang ditempatkan di sepanjang jaringan proses
dan jalur distribusi (Heizer dan Render, 2005). Perencanaan dan pengendalian
persediaan berguna untuk menjadikan proses produksi dan pemasaran stabil.
Persediaan bahan baku bertujuan untuk mengurangi ketidakpastian produksi
akibat fluktuasi pasokan bahan baku. Sementara itu persediaan produk jadi
berguna untuk memenuhi fluktuasi permintaan yang tidak dapat dengan segera
dipenuhi oleh produksi mengingat untuk produksi dibutuhkan bahan baku
(Kusuma, 1999). Pada prinsipnya, semua perusahaan melaksanakan proses
produksi akan menyelenggarakan persediaan bahan baku untuk kelangsungan
proses produksi dalam perusahaan tersebut. Menurut Indrajit dan Djokopranoto
(2003), tujuan mengadakan persediaan antara lain :
a. Memenuhi kebutuhan normal
b. Memenuhi kebutuhan mendadak
c. Memungkinkan pembelian atas dasar jumlah ekonomis
Menurut Sumayang (2003), pengendalian terhadap persediaan adalah
aktivitas mempertahankan jumlah persediaan pada tingkat yang dikehendaki. Pada
produk barang, pengendalian persediaan ditekankan pada pengendalian bahan
baku. Jika investasi sangat besar akan mengakibatkan biaya modal yang sangat
6
untuk persediaan harus bersaing dengan investasi lain yang juga membutuhkan
dana.
2.2 Jenis-jenis Persediaan
Menurut Tampubolon (2004), dilihat dari fungsinya, persediaan dapat
dibedakan atas :
a. Fungsi Decoupling
Merupakan fungsi perusahaan untuk mengadakan persediaan decouple, dengan
mengadakan pengelompokkan operasional secara terpisah-pisah
b. Fungsi Economic Size
Penyimpanan persediaan dalam jumlah besar dengan pertimbangan adanya
diskon atas pembelian bahan, diskon atas kualitas untuk dipergunakan dalam
proses konversi, serta didukung kapasitas gudang yang memadai.
c. Fungsi Antisipasi
Merupakan penyimpanan persediaan bahan yang fungsinya untuk
penyelamatan jika sampai terjadi keterlambatan datangnya pesanan bahan dari
pemasok atau leveransir. Tujuan utama adalah untuk menjaga konversi agar
tetap berjalan dengan lancar.
2.2.1 Klasifikasi Barang Persediaan
MenurutIndrajit dan Djokopranoto (2003), barang persediaan dapat dibagi
atas beberapa jenis atau klasifikasi, yang dibagi menjadi enam kategori yaitu :
a. Bahan baku (raw materials)
Persediaan bahan baku merupakan persediaan bahan mentah yang belum
diolah, yang akan diolah menjadi barang jadi, sebagai hasil utama dari
perusahaan yang bersangkutan.
b. Barang setengah jadi (semi finished product)
Persediaan barang setengah jadi merupakan persediaan hasil olahan bahan
mentah sebelum menjadi barang jadi, yang sebagian akan diolah lanjut menjadi
barang jadi, dan terkadang dijual seperti apa adanya untuk menjadi bahan baku
7 c. Barang jadi (finished products)
Persediaan barang jadi merupakan persediaan barang yang sudah selesai
diproduksi atau diolah, yang merupakan hasil utama perusahaan yang
bersangkutan dan siap untuk dipasarkan/dijual
d. Barang umum dan suku cadang (general materials and spare part)
Persediaan barang umum atau suku cadang merupakan persediaan segala jenis
barang atau suku cadang yang digunakan untuk operasi menjalankan
perusahaan/pabrik dan untuk memelihara peralatan yang digunakan. Sering
kali barang persediaan jenis ini disebut juga barang pemeliharaan, perbaikan,
dan operasi, atau Maintenance, Repair, and Operation (MRO). e. Barang untuk proyek (work in progress)
Persediaan barang untuk proyek merupakan persediaan barang-barang yang
ditumpuk menunggu pemasangan dalam suatu proyek baru
f. Barang dagangan (commodities)
Persediaan barang dagangan merupakan persediaan barang yang dibeli, sudah
merupakan barang jadi dan disimpan di gudang menunggu penjualan kembali
dengan keuntungan tertentu.
2.2.2 Biaya Persediaan
Menurut Kusuma (1999), data biaya yang terdiri dari :
a. Harga (P)
Nilai suatu item adalah harga beli jika didapatkan dari pemasok di luar
perusahaan, atau biaya produksi per unit item jika item itu didapat dari dalam
perusahaan.
b. Biaya Modal (iP)
Merupakan jumlah yang diinvestasikan dalam bahan dan tidak dapat
diinvestasikan dalam bentuk lainnya sebelum bahan tersebut jadi dan terjual
c. Ongkos Simpan (H=holding Cost)
Merupakan ongkos yang timbul akibat menyimpan suatu item persediaan
d. Ongkos Pesan (O=Order Cost)
Pengadaan bahan, baik dari luar perusahaan maupun dari dalam perusahaan,
tetap membutuhkan ongkos. Dalam hal item persediaan yang dipesan dari luar
8
pemasok serta ongkos variable untuk menyiapkan dan melaksanakan pemesanan tersebut.
e. Ongkos Kesempatan
Merupakan ongkos ketiadaan persediaan
2.3 Analisis ABC
Analisis ABC membagi persediaan yang dimiliki ke dalam tiga golongan
berdasarkan pada volume dollar tahunan (Handoko, 2000). Metode analisa ABC
ini digunakan untuk memberikan penekanan perhatian pada golongan atau
jenis-jenis bahan yang terdapat dalam persediaan yang mempunyai nilai penggunaan
yang relatif tinggi/mahal (Assauri, 1980).
Menurut Life Cycle Engineering (2010), "A" item yang paling kritis. Item
ini memerlukan kontrol persediaan ketat. Ramalan permintaan dan tingkat
penggunaan, data bagian yang sangat akurat, dan siklus sering menghitung untuk
memverifikasi akurasi keseimbangan persediaan perpetual. Biasanya ini terdiri
dari 5 persen - 10 persen dari total item dan mewakili atas 70 persen- 85 persen
dari nilai pemakaian tahunan.
Kategori "B" berarti item kekritisan lebih rendah. Item ini memerlukan
kontrol inventaris nominal; terkadang dari ramalan permintaan dan tingkat
penggunaan, data bagian yang cukup akurat, dan sering terjadi. Biasanya terdiri
dari 15 persen - 25 persen dari jumlah total item dan mewakili 10 persen – 20
persen dari nilai dolar tahunan sebesar pemakaian.
Kategori "C" berarti item memiliki dampak setidaknya dalam hal aktivitas
gudang dan keuangan,dan karena itu memerlukan minimal persediaan kontrol.
Pada kenyataannya, tergantung pada sifat dari item. Analisis perkiraan permintaan
dan tingkat penggunaan pada item "C" adalah kadang-kadang diabaikan dalam
mendukung menempatkan pesanan jarang - seringkali dalam jumlah besar - untuk
mempertahankan banyak saham di tangan. "C" item biasanya terdiri dari 65-80
persen dari jumlah total item dan mewakili 5 terakhir - 10 persen dari nilai dolar
tahunan sebesar pemakaian. Karena penggunaan yang rendah setiap mati atau
persediaan yang tidak aktif biasanya akan jatuh ke dalam kategori "C”. Grafik
9
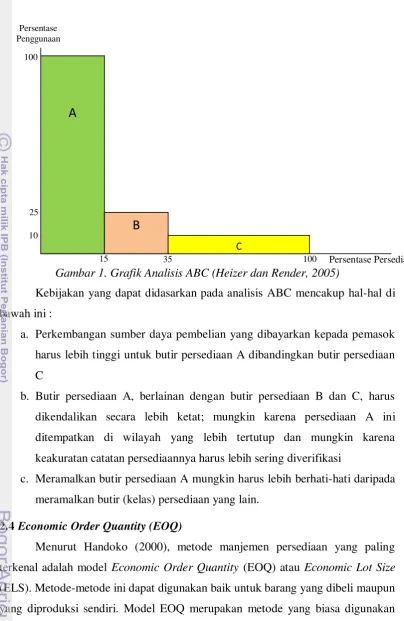
Gambar 1. Grafik Analisis ABC (Heizer dan Render, 2005)
Kebijakan yang dapat didasarkan pada analisis ABC mencakup hal-hal di
bawah ini :
a. Perkembangan sumber daya pembelian yang dibayarkan kepada pemasok
harus lebih tinggi untuk butir persediaan A dibandingkan butir persediaan
C
b. Butir persediaan A, berlainan dengan butir persediaan B dan C, harus
dikendalikan secara lebih ketat; mungkin karena persediaan A ini
ditempatkan di wilayah yang lebih tertutup dan mungkin karena
keakuratan catatan persediaannya harus lebih sering diverifikasi
c. Meramalkan butir persediaan A mungkin harus lebih berhati-hati daripada
meramalkan butir (kelas) persediaan yang lain.
2.4 Economic Order Quantity (EOQ)
Menurut Handoko (2000), metode manjemen persediaan yang paling
terkenal adalah model Economic Order Quantity (EOQ) atau Economic Lot Size (ELS). Metode-metode ini dapat digunakan baik untuk barang yang dibeli maupun
yang diproduksi sendiri. Model EOQ merupakan metode yang biasa digunakan
10
Jumlah pemesanan optimal Kuantitas Pemesanan
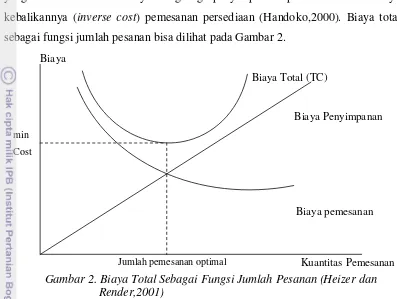
Konsep EOQ (kadang disebut sebagai model fixed order quantity) adalah sederhana. Model ini digunakan untuk menentukan kuantitas pesanan persediaan
yang meminimumkan biaya langsung penyimpanan persediaan dan biaya
kebalikannya (inverse cost) pemesanan persediaan (Handoko,2000). Biaya total sebagai fungsi jumlah pesanan bisa dilihat pada Gambar 2.
Biaya
Biaya Total (TC)
Biaya Penyimpanan
min
Cost
Biaya pemesanan
Gambar 2. Biaya Total Sebagai Fungsi Jumlah Pesanan (Heizer dan Render,2001)
Menurut Waters (1992), model EOQ merupakan model yang digunakan
sebagai alat analisis pengendalian persediaan karena dengan menggunakan
analisis model EOQ ini dapat meminimasi total biaya jumlah permintaan.
Menurut Handoko (2000), model EOQ ini digunakan untuk menentukan kuantitas
pesanan persediaan yang meminimumkan biaya langsung penyimpanan
persediaan dan biaya pemesanan persediaan. EOQ sebenarnya merupakan volume
atau jumlah pembelian ekonomis untuk dilaksanakan pada setiap kali pembelian
(Reksohadiprodjo, 1990).
Kemungkinan kekurangan persediaan itu akan timbul apabila :
a. Penggunaan bahan dasar di dalam proses produksi lebih besar daripada
yang diperkirakan sebelumnya. Hal ini berakibat persediaan akan habis
diproduksi sebelum pembelian/pesanan yang berikutnya datang, sehingga
11
b. Pesanan/pembelian bahan dasar itu tidak dapat datang tepat pada waktunya
(mundur) (Reksohadiprodjo, 1990).
Model EOQ dapat diterapkan apabila asumsi-asumsi berikut dapat
dipenuhi :
a. Permintaan akan produk adalah konstan, seragam dan diketahui
(deterministik).
b. Harga per unit produk adalah konstan.
c. Biaya penyimpanan per unit per tahun konstan.
d. Biaya pemesanan per pesanan konstan.
e. Waktu antara pesanan dilakukan dan barang-barang diterima (lead time)
konstan.
f. Tidak terjadi kekurangan barang atau back orders. Rumus EOQ yang bisa digunakan yaitu :
……….(1)
Keterangan : D = Permintaan tahunan barang persediaan (unit)
S = Biaya pemesanan per pesanan (Rupiah)
H = Biaya penyimpanan per unit per tahun (Rupiah)
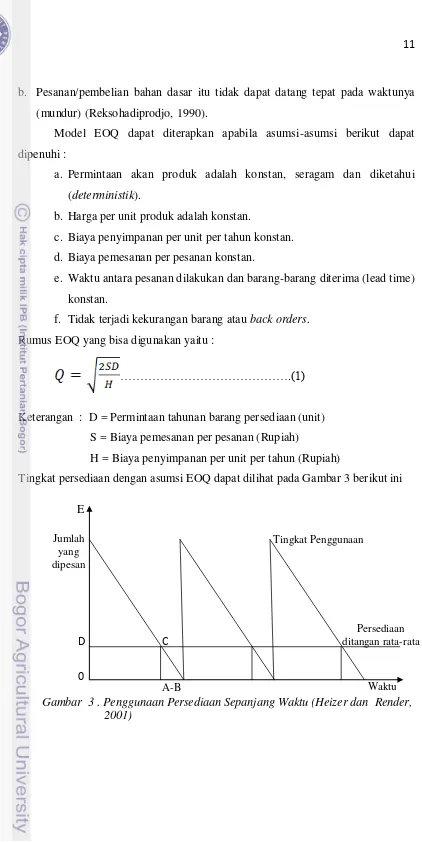
Tingkat persediaan dengan asumsi EOQ dapat dilihat pada Gambar 3 berikut ini
E
Gambar 3 . Penggunaan Persediaan Sepanjang Waktu (Heizer dan Render, 2001)
D 0
C
12 Keterangan : 0 = Persediaan habis
A-B = Waktu Tunggu
C = Pesanan dilakukan
D = Tingkat persediaan saat melakukan pesanan
E = Tingkat persediaan saat pesanan diterima
2.5 Program Linier dan Program Non Linier
Persamaan Linear adalah sebuah persamaan aljabar, yang tiap sukunya
mengandung konstanta, atau perkalian konstanta dengan variabel tunggal.
Persamaan ini dikatakan linear sebab hubungan matematis ini dapat digambarkan
sebagai garis lurus. Sedangkan persamaan non linier mungkin tidak ada
pertemuan garis atau titik sudut. Sebaliknya bidang solusi mungkin berupa garis
atau bidang bergelombang, yang mencakup jumlah titik yang tidak terbatas
(Bernard,2008).
2.6 Penelitian Terdahulu
Beberapa penelitian yang telah dilakukan antara lain :
1) Resisca (2009) melakukan penelitian tentang sistem pengendalian persediaan
bahan baku mi instan di PT Jakarana Tama. Pada penelitian ini menggunakan
metode EOQ. Hasil dari penghitungan EOQ menunjukkan bahwa perusahaan
akan menghasilkan biaya yang lebih murah dibandingkan dengan metode
yang selama ini digunakan oleh perusahaan. Penghematan yang dihasilkan
jika metode EOQ diterapkan pada perusahaan tahun 2008 adalah sebesar
Rp 11.282.508.
2) Saragi (2010) mengenai Perencanaan dan Pengendalian Persediaan Bahan
Baku pada UKM Waroeng Cokelat, Bogor. Pada penelitian dalam tahap
perencanaan bahan baku menggunakan beberapa metode peramalan antara
lain naive approachment, analisis regresi dan moving average. Sedangkan pada pengendalian bahan baku menggunakan metode EOQ. Pada
penghitungan EOQ menunjukkan total biaya yang dikeluarkan perusahaan
dengan jumlah pemesanan bahan baku terbesar yaitu Rp 2.521.909 dan
dengan metode yang dipakai perusahaan sebesar Rp 2.587.800 sehingga
13
3) Kusrini (2005) mengenai sistem persediaan multi item dengan kendala
investasi dan luas gudang dengan menggunakan metode lagrange multiplier.
Hasil perhitungan menggunakan metode larange multiplier dapat lebih
optimal dalam persediaan bahan baku karena persediaan bahan baku dibatasi
14
III. METODE PENELITIAN
3.1 Kerangka Pemikiran Penelitian
Persediaan bahan baku merupakan salah satu unsur dari proses produksi
yang harus dikelola dengan baik selain itu pada prinsipnya semua perusahaan
yang melaksanakan proses produksi akan menyelenggarakan persediaan bahan
baku untuk kelangsungan proses produksi dalam perusahaan tersebut. Apabila
perusahaan tidak mempunyai persediaan bahan baku, sedangkan bahan baku yang
dipesan belum datang maka pelaksanaan proses produksi dalam perusahaan
tersebut akan terganggu. Hal tersebut dapat diantisipasi dengan mengelola
peresediaan untuk menghindari kekurangan bahan baku tersebut. Pengelolaan atau
menajemen persediaan yang tepat dapat menghemat biaya yang dikeluarkan
perusahaan.
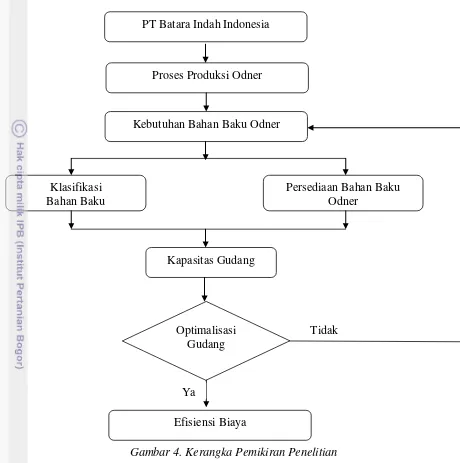
Pengendalian bahan baku penting dilakukan untuk menjaga kualitas
barang atau kontinuitas yang akan diproduksi PT Batara Indah Indonesia. Jenis
bahan baku diklasifikasikan menurut kategori A, B dan C. Klasifikasi A
merupakan persediaan yang volume rupiah atau dollar tinggi tetapi volume item
barang hanya sedikit. Klasifikasi B, persediaan yang nilai rupiah atau dollar lebih
sedikit dari A tetapi jumlah barang lebih banyak dari A. Klasifikasi C merupakan
barang dengan nilai rupiah atau dollar paling sedikit dibandingkan A dan B, tetapi
jumlah item barang lebih banyak dari persediaan A dan B. Berdasarkan
pengklasifikasian persediaan maka dapat dibuat kebijakan terhadap
masing-masing klasifikasi tersebut.
Persediaan bahan baku yang digunakan harus dikendalikan agar jumlahnya
tidak berlebihan dan disesuaikan dengan kapasitas gudang. Jumlah bahan baku
yang berlebih bisa mengakibatkan pengeluaran biaya tambahan dari segi biaya
simpan. Jumlah persediaan bahan baku diharapkan dapat mengoptimalkan
kapasitas gudang. Pengendalian persediaan bahan baku diharapkan dapat
memberikan efisiensi biaya PT Batara Indah Indonesia (Bino). Kerangka
15
Gambar 4. Kerangka Pemikiran Penelitian
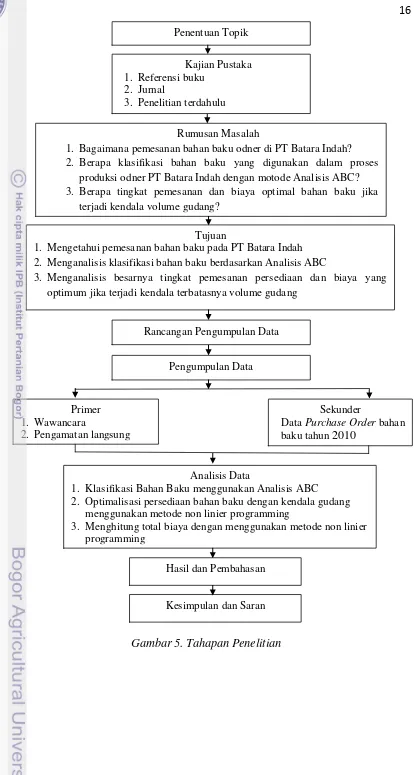
3.2 Tahapan Penelitian
Persediaan bahan baku dapat dikendalikan berdasarkan kapasitas gudang
yang ada. Hal-hal yang berkaitan dengan pelaksanaan penelitian dapat dilihat pada
Gambar 5.
Proses Produksi Odner
Kebutuhan Bahan Baku Odner
Kapasitas Gudang
Persediaan Bahan Baku Odner
Efisiensi Biaya Optimalisasi
Gudang
Ya Klasifikasi
Bahan Baku
16
Data Purchase Order bahan baku tahun 2010
Analisis Data
1. Klasifikasi Bahan Baku menggunakan Analisis ABC 2. Optimalisasi persediaan bahan baku dengan kendala gudang
menggunakan metode non linier programming
3. Menghitung total biaya dengan menggunakan metode non linier programming
Hasil dan Pembahasan Rumusan Masalah
1. Bagaimana pemesanan bahan baku odner di PT Batara Indah? 2. Berapa klasifikasi bahan baku yang digunakan dalam proses
produksi odner PT Batara Indah dengan motode Analisis ABC? 3. Berapa tingkat pemesanan dan biaya optimal bahan baku jika
terjadi kendala volume gudang?
Kesimpulan dan Saran Tujuan
1. Mengetahui pemesanan bahan baku pada PT Batara Indah 2. Menganalisis klasifikasi bahan baku berdasarkan Analisis ABC
3. Menganalisis besarnya tingkat pemesanan persediaan dan biaya yang optimum jika terjadi kendala terbatasnya volume gudang
17
3.3 Waktu dan Tempat penelitian
Penelitian dilakukan pada bulan Juli 2010 – September 2010. Lokasi
penelitian berada di PT Batara Indah Indonesia Kawasan Industri Sentul. Jalan
Raya Olympic Raya Blok A 8 Sentul Bogor.
3.4 Jenis dan Metode Pengumpulan Data
Data-data yang diperlukan dalam penyelesaian masalah meliputi data
primer dan data sekunder.
Data primer merupakan data yang dikumpulkan dengan cara pencatatan
data, pengamatan langsung dan wawancara. Pengamatan langsung dilakukan
dengan cara melihat langsung kondisi tempat proses produksi pembuatan odner
dan gudang didampingi oleh manajer poduksi. Sedangkan wawancara tentang
jenis bahan baku dan kapasitas gudang bahan baku dilakukan terhadap manajer
produksi. Data yang didapat melalui hasil wawancara ini mengenai sistem
persediaan, alur pemesanan bahan baku dan jenis barang yang diproduksi.
Data sekunder yang digunakan dalam penelitian merupakan data yang
diperoleh dari bagian pembelian dan bagian Production Planning Inventory Control (PPIC). Data yang dibutuhkan meliputi data harga pembelian bahan baku dan data kebutuhan bahan baku per periode Juli 2010.
3.5Pengolahan Data
1. Langkah-langkah pengolahan data adalah sebagai berikut : a. Klasifikasi Bahan Baku
Pengelompokan persediaan bahan baku dengan Analisis ABC.
Langkah-langkah yang harus dilakukan adalah
1. Menentukan volume tahunan dalam nilai rupiah yaitu: volume tahunan
(unit) x harga per unit.
2. Menentukan persentase kebutuhan tahunan dalam nilai rupiah. Selanjutnya
susun urutan item persediaan berdasarkan kebutuhan tahunan dalam nilai rupiah dari yang terbesar nilainya ke yang terkecil.
3. Klasifikasikan kedalam kelas A,B,C secara berturut-turut. Dalam
pengolahan data untuk mendapatkan hasil yang akurat akan menggunakan
18
Penggunaan software POM for Windows menggunakan modul inventory dan kemudian masuk ke dalam fitur ABC Analysis. Parameter yang digunakan
dalam menggunakan software tersebut adalah 20 persen untuk kategori A, 30
persen untuk kategori B dan 50 persen untuk kategori C. Penetapan parameter
tersebut berdasarkan nilai yang biasa dipakai di berbagai perusahaan manufaktur.
b. Persediaan Bahan Baku dengan EOQ
Pengendalian persediaan bahan baku dalam penelitian ini menggunakan
metode EOQ (Eonomic Order Quantity). Data yang dipergunakan dalam metode
ini adalah biaya pesan, biaya simpan dan pemakaian per periode. Rumus yang
digunakan adalah sebagai berikut :
... (1) Dimana : D = Penggunaan atau permintaan yang diperkirakan per periode waktu
S = Biaya pemesanan per pesanan (Rupiah)
H = Biaya penyimpanan per unit per tahun (Rupiah)
Hasil perhitungan metode EOQ akan menunjukkan jumlah ekonomis yang
bisa dipesan oleh PT Bino. Jumlah ekonomis yang bisa dipesan diharapkan bisa
menekan biaya produksi dan berdampak terhadap peningkatan keuntungan yang
akan diterima oleh perusahaan. Perhitungan EOQ dibantu menggunakan software POM for Windows.
c. Klasifikasi Biaya Persediaan Bahan Baku Dengan Kendala Volume Gudang.
Gudang merupakan tempat untuk menyimpan bahan baku ataupun barang
jadi. Terbatasnya luas gudang seringkali mengakibatkan pihak manajemen untuk
membatasi kuantitas pemesanan. Pada penelitian ini didukung oleh data dari biaya
pemesanan dan penyimpanan. Biaya pemesanan adalah biaya yang timbul selama
proses pemesanan sampai barang tersebut dapat dikirim pemasok. Biaya
pemesanan yang digunakan dalam penelitian ini antara lain biaya sewa gudang,
biaya inklaring, biaya bank, biaya telepon dan bea masuk. Biaya inklaring adalah
biaya yang timbul dalam menyelesaikan dokumen-dokumen pengiriman barang.
19
biaya inklaring jika pemesanan diperoleh dari luar negeri. Biaya bank adalah
biaya yang muncul pada saat transaksi pembayaran bahan baku kepada pemasok.
Pembayaran dilakukan melalui bank sehingga dikenakan biaya tambahan untuk
transfer uang ke negara pemasok yang dituju. Biaya telepon adalah biaya yang
dikeluarkan perusahaan dalam melakukan pemesanan barang melalui telepon.
Biaya bea masuk adalah biaya yang timbul pada saat barang sampai ke pelabuhan.
Sedangkan biaya penyimpanan adalah biaya-biaya yang berkaitan dengan
penyimpanan persediaan sepanjang waktu tertentu. Biaya penyimpanan meliputi
biaya utilitas, biaya sewa gudang dan biaya equipment. Biaya utilitas adalah biaya fasilitas penyimpanan seperti biaya listrik, air, pemanas, pendingin. Namun biaya
penyimpanan pada gudang bahan baku PT Bino hanya biaya listrik. Selain itu
biaya simpan termasuk biaya sewa gudang. Biaya sewa gudang adalah biaya yang
ditimbulkan karena penyimpanan bahan baku di gudang pelabuhan. Sebelum
barang dibawa ke gudang pembeli maka terlebih dahulu menyelesaikan legal form sehingga barang yang dibawa tidak dinilai ilegal. Semakin lama legal form diselesaikan akan semakin tinggi pula biaya yang ditimbulkan.
Pada penelitian ini akan dilakukan penelitian terhadap persediaan bahan
baku dengan kendala luas gudang. Metode yang akan digunakan adalah metode
non linier programming. Data yang digunakan untuk metode ini antara lain luas
gudang yang dipakai untuk menyimpan bahan baku, kemasan bahan baku dan
cara menyimpan bahan baku. Perhitungan metode lagrange multiplier dibantu
dengan software solver dari microsoft excell 2007. Penggunaan software ini dikarenakan formulasi yang digunakan bersifat non linier.
Rumus yang digunakan adalah sebagai berikut :
TC = = ) ...(2)
Dengan pembatas
20 Dengan w : Kebutuhan luas gudang (m3)
W : Total luas gudang yang tersedia (m3) Qj : Jumlah pemesanan untuk item n (unit)
Cj : Harga beli per unit item j (rupiah)
Dj : Tingkat permintaan per tahun (unit)
Aj : Biaya pesan (rupiah)
Ij : Persentase biaya simpan (%)
Perhitungan kebutuhan volume gudang masing-masing bahan baku dapat
dihitung menggunakan persamaan sebagai berikut :
……….(4)
Dengan Qn : Jumlah bahan baku yang dibutuhkan (unit)
21
IV.HASIL DAN PEMBAHASAN
4.1Gambaran Umum Perusahaan
PT Batara Indah didirikan pada tahun 1986 sebagai perusahaan
manufaktur dan distribusi peralatan kantor. PT Batara Indah memiliki lisensi
untuk memproduksi peralatan kantor yang bermutu tinggi yaitu Bantex. PT Batara
Indah melakukan penyempurnaan yang berkesinambungan dalam mutu produk
dan sistem disribusi yang memungkinkan perusahaan untuk memberikan
pelayanan yang lebih baik kepada para pelanggan. PT Batara Indah telah memakai
memakai nama bino yang merupakan akronim dari Batara Indah Office Product. Akronim tersebut diharapkan dapat meningkatkan citra perusahaan sebagai
perusahaan yang memiliki spesialisasi dalam memproduksi dan mendistribusi
peralatan kantor yang bermutu tinggi. Kebijakan manajemen PT Bino tetap tidak
berubah sesuai dengan motto perusahaan yaitu mutu dan pelayanan.
Selain memproduksi peralatan kantor PT Batara Indah juga
mendistribusikan peralatan kantor dengan merek internasional dan bermerek
Bantex, Elba, Linex, APLI, Lyra dan Xyron telah mengadakan ekspansi dan
investasi dalam usaha memberikan tingkat yang terbaik kepada para pelanggan.
Kantor pusat berada pada lahan seluas 12.000 meter persegi terletak di kawasan
industri Sentul, Bogor , Jawa Barat. Komitmen perusahaan terhadap standar mutu
yang tinggi telah mendapat pengakuan melalui Sertifikat ISO 9002 yang diberikan
kepada Bantex Internasional pada tahun 1995.
PT Batara Indah dipimpin oleh seorang Komisaris yang bertanggung
jawab atas seluruh kantor cabang perusahaan di berbagai negara dan sebagai
pemegang saham. Setiap kantor cabang perusahaan yang ada di suatu negara
dipimpin oleh seorang manajer direktur. Manajer direktur bertanggung jawab atas
kinerja perusahaan lokal dan membuat laporan kepada komisaris. Manajer
direktur juga membawahi seorang direktur yang bertanggung jawab atas kinerja
perusahaan. Struktur Organisasi dapat dilihat pada Lampiran 1.
Direktur dalam perusahaan dibantu oleh beberapa divisi dengan tugas dan
22
a. Divisi Human Resources Development and General Affairs (HRD dan GA)
Divisi HRD dan GA bertanggung jawab atas pengembangan sumber daya
manusia yang dibutuhkan agar proses produksi bisa berjalan dengan
lancar. Selain itu juga bertanggung jawab atas rekrutmen karyawan.
b. Divisi CashManagement
Divisi Cash Management bertanggung jawab dan berwenang terhadap keuangan perusahaan, arus uang yang berhubungan dengan keluar masuk
dana. Divisi ini menerima berbagai transaksi keuangan maupun data lain
yang menyebabkan pengurangan ataupun penambahan aktiva. Divisi ini
juga bertugas menentukan harga pokok produk.
c. Divisi Information Technology (IT)
Divisi IT bertanggung jawab atas sistem perusahaan yang sifatnya virtual.
Misalkan pengolahan database perusahaan. d. Divisi Export
Divisi Export bertanggung jawab atas segala kelengkapan yang
berhubungan dengan ekspor barang jadi. Divisi ini membuat dokumen
yang akan digunakan sebagai kelengakapan dalam melakukan kegiatan
ekspor sehingga ekspor bisa bersifat legal.
e. Divisi Research and Development (R & D)
Divisi Research and Development bertanggung jawab atas pengembangan produk yang akan diproduksi. Divisi ini melakukan penelitian terhadap
kebutuhan konsumen mengenai jenis Alat Tulis Kantor (ATK) sehingga
perusahaan dapat memproduksi dan memenuhi permintaan pasar.
f. Divisi Factory GM
Divisi Factory GM bertanggung jawab atas proses produksi yang berlangsung dari segi kualitas ataupun kuantitas. Dalam menjalankan
23 g. Divisi Distribution GM
Divisi Distribution GM bertanggung jawab atas pemasaran produk dan
proses distribusi dari perusahaan ke konsumen. Divisi ini dibantu oleh
beberapa bagian antara lain Marketing, Sales, Logistic, Accounting, Finance. Pada bagian Logistic dibantu beberapa bagian antara lain Inventory, Warehouse, Delivery.
4.2 Sistem Pemesanan Bahan Baku 4.2.1 Karakteristik Bahan Baku
PT Batara Indah merupakan perusahaan manufaktur yang memproduksi
alat tulis kantor antara lan Odner, Document Files, Clip Board, Tape Dispenser, Binder dan lain-lain. Proses produksi odner membutuhkan berbagai macam bahan baku. Jenis odner yang diproduksi oleh PT Bino terdiri dari odner berukuran besar
dan kecil. Produk odner bisa dilihat pada Gambar 6.
Gambar 6. Gambar Produk Odner Bahan baku yang digunakan antara lain :
1. Grey Board
Grey board digunakan untuk membuat badan dari odner itu sendiri. Alasan pemilihan bahan grey board adalah agar odner yag dihasilkan akan lebih kuat dan tidak cepat rusak. Ukuran grey board yang digunakan dalam proses produksi odner adalah 2.35 x 639 x 344mm.
2. PVC (Poly Vinyl Cloride)
PVC digunakan untuk melapisi badan odner sehingga lebih menarik.
Alasan pemilihan bahan PVC karena bahan tersebut mempunyai sifat yang
tahan terhadap air sehingga odner jika terkena air tidak cepat rusak. Bahan
24
konsumen. Ukuran PVC yang digunakan dalam proses produksi odner
antara lain 0.13mm x 1.17 x 250m untuk odner berukuran kecil.
Sedangkan PVC dengan ukuran 0.13mm x 1.34 x 250m untuk odner yang
berukuran besar. Warna yang digunakan untuk melapisi badan odner
antara lain merah, hitam, biru, silver, cobalt blue dan kuning. 3. Lem Putih (Fox Inpack)
Lem putih digunakan untuk merekatkan PVC pada grey board. Alasan penggunaan lem putih karena dapat menghasilkan daya rekat yang bagus
antara PVC dengan grey board dan dari segi biaya lebih terjangkau. 4. Mekanik/LAF (Lever Arch File)
Mekanik digunakan untuk menaruh kertas yang diletakkan pada sisi dalam
odner. Bahan baku mekanik terbuat dari aluminium. Cara kerja mekanik
yang bisa terbuka dan tertutup memudahkan konsumen untuk meletakkan
kertas di dalamnya. Ukuran mekanik yang digunakan dalam produksi
odner antara lain LAF 50mm untuk odner yang berukuran kecil sedangkan
LAF 75mm untuk odner yang berukuran besar.
Pemasok bahan baku dikelompokkan menjadi dua yaitu pemasok dari dalam
negeri dan luar negeri. Artinya bahan baku sebagian diperoleh dari luar negeri dan
dalam negeri. Jenis bahan baku dan pemasoknya dapat dilihat pada Tabel 1.
Tabel 1. Jenis Bahan Baku dan Asal Pemasok
Jenis Bahan Baku Pemasok Asal Negara
Grey Board PVC 0.13mm x 1.17 x 250mm (Cobalt Blue) PVC 0.13mm x 1.34 x 250mm (Blue) PVC 0.13mm x 1.34 x 250mm (Red) PVC 0.13mm x 1.34 x 250mm (Black) PVC 0.13mm x 1.34 x 250mm (Orange) PVC 0.13mm x 1.34 x 250mm (Silver)
Ocean Plastic Co. LTD Taiwan
Fox Inpack 1. PT Ronadamar
25
4.2.2 Prosedur Pemesanan dan Penerimaan Bahan Baku
Pembelian bahan baku oleh PT Bino terdiri dari pembelian lokal dan
pembelian impor. Hal ini dikarenakan bahan baku yang digunakan berasal dari
dalam dan luar negeri. Namun sebagian besar bahan baku di dapat dari luar
negeri. Proporsi bahan baku yang didatangkan dari luar negeri sekitar 90 persen
dan yang didatangkan dari dalam negeri hanya sekitar 10 persen. Pemesanan
bahan baku dilakukan oleh bagian Production Planning Inventory Control (PPIC). Prosedur pembelian bahan baku diawali dengan laporan bahan baku yang
diperoleh dari bagian gudang bahan baku. Kemudian bagian PPIC membuat
Purchase Order (PO) untuk dikirimkan ke pemasok. Pembelian bahan baku yang bernilai lebih dari 200 juta rupiah harus mendapat persetujuan dari direktur.
Namun pembelian bahan baku jika kurang dari dua ratus juta rupiah tidak harus
mendapat persetujuan dari direktur dengan diterbitkan memo intern sebagai
persetujuan pembelian bahan baku. Pemasok kemudian memproduksi bahan baku
yang dipesan dalam kurun waktu dua minggu. Setelah selesai diproduksi barang
yang dipesan oleh perusahaan dikirim menuju Pelabuhan Tanjung Priuk selama
kurang lebih satu minggu. Barang yang telah sampai di Pelabuhan Tanjung Priuk
tidak langsung dikirim ke PT Batara Indah Indonesia namun harus melalui proses
ijin masuk ke Indonesia dikarenakan barang impor. Proses penyelesaian dokumen
untuk mendapat ijin agar barang tersebut dapat masuk ke Indonesia diperlukan
waktu kurang lebih satu minggu. Barang yang sudah dapat mendapat ijin masuk
dapat langsung dikirim menuju gudang PT Batara Indah Indonesia
Bahan baku yang datang dari luar negeri langsung masuk ke dalam gudang
bahan baku di PT Batara Indah Indonesia. Pemasok bahan baku sebelumnya
mengirimkan Purchase List kepada PT Bino. Purchase List berisi jumlah bahan baku yang dikirimkan dan jenis bahan baku. Bahan baku yang datang akan
dicocokkan dengan purchase list yang dikirimkan oleh pemasok. Jika isi kontainer dengan purchase list berbeda maka akan dikonfirmasi ulang kepada pihak pemasok. Bagian gudang material akan membuat Bukti Penerimaan Barang
(BPB) jika barang yang datang telah cocok. Perbedaan pembelian bahan baku
yang diperoleh dari dalam negeri dan luar negeri terletak pada waktu tunggu
26
singkat dikarenakan barang dikirim tidak menggunakan transportasi laut tapi
menggunakan transportasi darat dan tidak melewati tahap validasi dokumen di
pelabuhan. Skema pembelian dan penerimaan bahan baku impor dapat dilihat
27
Gambar 7. Skema Pembelian bahan baku yang berasal dari luar negeri
Ya
Tidak
Melaporkan Persediaan Bahan baku
Membuat PO untuk pemasok
Pembelian bahan Baku
Persetujuan Direktur perusahaan Pembelian
≤ 200 juta
Pengiriman Bahan Baku via Kapal
Mengurus surat legal di Pelabuhan
Bahan Baku dikirim ke PT Batara Indah Indonesia Rencana Pembelian Bahan
Baku Odner
28
Waktu tunggu bahan baku datang ke gudang material PT Batara Indah
Indonesia memerlukan waktu kurang lebih dua minggu. Skema pembelian bahan
baku dari dalam negeri dapat dilihat pada Gambar 8.
Gambar 8. Skema Pembelian Bahan Baku yang berasal dari Dalam Negeri Membuat PO untuk pemasok
Pembelian bahan Baku
Persetujuan Direktur perusahaan
Ya
Tidak
Pembelian
≤ 200 juta
Laporan Persediaan Bahan baku
Bahan baku dikirim ke PT Batara Indah Indonesia Rencana Pembelian Bahan
Baku Mulai
29
4.3 Analisis Persediaan Bahan Baku dengan Metode Analisis ABC
Metode Analisis ABC digunakan untuk membagi persediaan di tangan ke
dalam tiga klasifikasi berdasarkan volume tahunan dalam jumlah uang. Untuk menentukan nilai uang tahunan dari volume dalam analisis ABC yaitu mengukur permintaan tahunan dari setiap butir persediaan dikalikan dengan biaya per unit.
Hasil dari investasi tahunan dijadikan dasar dalam mengelompokkan bahan baku
menjadi tiga kategori yaitu kategori A,B dan C. Jenis bahan baku dan jumlah
investasi tahunan dapat dilihat pada tabel 3.
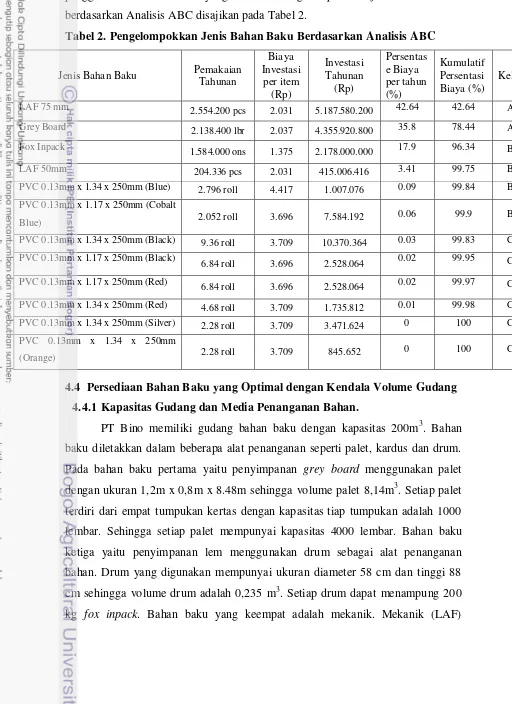
Berdasarkan Tabel 3. dapat dilihat bahwa bahan baku yang masuk kategori
A antara lain LAF 75 mm dan grey board. Jenis bahan baku yang masuk kategori B antara lain Lem, LAF 50mm, PVC 0.13mm x 1.34 x 250mm (Blue), PVC
0.13mm x 1.17 x 250mm (Cobalt Blue). Sedangkan jenis bahan baku yang masuk
kategori C antara lain PVC 0.13mm x 1.34 x 250mm (Black), PVC 0.13mm x
1.17 x 250mm (Black), PVC 0.13mm x 1.17 x 250mm (Red), PVC 0.13mmx 1.34
x 250mm (Red), PVC 0.13mm x 1.34 x 250mm (Silver), PVC 0.13mm x 1.34 x
250mm (Orange).
Dapat dilihat juga bahwa bahan baku yang mempunyai tingkat
penggunaan yang besar akan berpengaruh terhadap besarnya tingkat investasi
yang dikeluarkan. Faktor tingkat penggunaan dan investasi juga akan menentukan
kategori dari bahan baku itu sendiri. Misalkan LAF 75 mm mempunyai tingkat
penggunaan paling besar dan nilai investasi yang besar. Oleh karena itu item
tersebut masuk dalam kategori A.
Kebijakan yang bisa diambil dari hasil analisis ABC antara lain :
a. Kategori A
Bahan baku LAF 75 mm terbuat dari bahan stainless dan bahan baku grey board terbuat dari kertas. Kedua bahan baku tersebut mempunyai tingkat penggunaan dan investasi yang tinggi. Sehingga pada penyimpanannya harus
benar-benar diperhatikan. Jika terjadi kerusakan dalam penyimpanan akan
menimbulkan kerugian yang cukup besar karena perusahaan harus memesan
kembali bahan baku.
Kebijakan yang bisa diambil perusahaan dalam mengatasi bahan baku
30
kemasan yang digunakan dalam menyimpan LAF 75mm adalah kardus. Sifat
kemasan kardus yang mudah rusak jika terkena air dikhawatirkan akan merusak
LAF 75mm di dalamnya. Kedua, jumlah tumpukan kardus harus dibatasi karena
setiap kardus mempunyai kemampuan beban yang terbatas. Jika tumpukan kardus
terlalu banyak maka akan merusak kardus dibawahnya dan bisa merusak LAF
75mm. Kebijakan yang bisa diambil dalam penyimpanan grey board tidak jauh beda dengan penyimpanan LAF 75mm karena grey board terbuat dari kertas yang rentan terhadap air. Sehingga jika grey board terkena air akan merusak bahan
0,13mm x 1,34 x 250m (blue), PVC 0,13mm x 1,17 x 250m (cobalt blue) masuk
kategori B dikarenakan tingkat penggunaan yang besar namun tingkat
investasinya tidak besar. LAF 50mm masuk dalam kategori B juga dikarenakan
alasan yang sama. Tingkat penggunaan yang tidak besar disebabkan kapasitas
produksi odner kecil hanya 10% dari total produksi odner keseluruhan.
Kebijakan yang bisa diambil untuk mengatasi bahan baku LAF 50mm
hampir sama dengan perlakuan LAF 75mm karena sifat barang dan kemasan yang
sama. Lem bersifat liquid sehingga jika terkena panas akan merusak kualitas dari bahan itu sendiri. Penyimpanan Lem menggunakan drum berbahan rangka besi
dan dijauhkan dari sinar matahari.
31
Bahan baku dengan kategori C diletakkan di bagian belakang karena presentase
penggunaaan bahan baku yang sedikit. Pengelompokkan jenis bahan baku
berdasarkan Analisis ABC disajikan pada Tabel 2.
Tabel 2. Pengelompokkan Jenis Bahan Baku Berdasarkan Analisis ABC
Jenis Bahan Baku Pemakaian Tahunan
PVC 0.13mm x 1.17 x 250mm (Cobalt
Blue) 2.052 roll 3.696 7.584.192 0.06 99.9 B
4.4 Persediaan Bahan Baku yang Optimal dengan Kendala Volume Gudang 4.4.1 Kapasitas Gudang dan Media Penanganan Bahan.
PT Bino memiliki gudang bahan baku dengan kapasitas 200m3. Bahan baku diletakkan dalam beberapa alat penanganan seperti palet, kardus dan drum.
Pada bahan baku pertama yaitu penyimpanan grey board menggunakan palet dengan ukuran 1,2m x 0,8m x 8.48m sehingga volume palet 8,14m3. Setiap palet terdiri dari empat tumpukan kertas dengan kapasitas tiap tumpukan adalah 1000
lembar. Sehingga setiap palet mempunyai kapasitas 4000 lembar. Bahan baku
ketiga yaitu penyimpanan lem menggunakan drum sebagai alat penanganan
bahan. Drum yang digunakan mempunyai ukuran diameter 58 cm dan tinggi 88
32
disimpan dalam kardus dengan dimensi 0,47m x 0,34m x 0,28m sehingga volume
kardus adalah 0,045m3. Pada penyimpanan mekanik, kardus diatur di atas palet dengan ukuran 1,2m x 0,8m x 0,12m sehingga palet mempunyai volume 0,288m3. Setiap palet terdiri atas 30 kardus dengan kapasitas setiap kardus adalah 200 pcs
artinya di atas palet terdapat mekanik sebanyak 6000 pcs. Volume dan kapasitas
media penanganan bahan dapat dilihat pada Tabel 3.
Tabel 3. Volume dan Kapasitas Media Penanganan Bahan
No Jenis Bahan
PT Bino mengeluarkan beberapa biaya untuk mendatangkan bahan baku
dari pemasok hingga ke gudang material. Biaya persediaan terdiri dari biaya
pemesanan dan biaya penyimpanan.
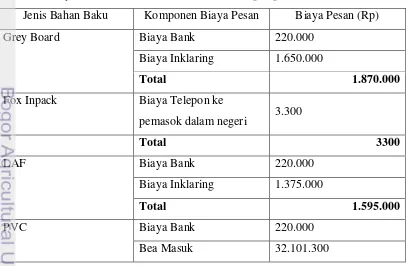
Biaya pemesanan yang dikeluarkan oleh PT Bino jika barang yang
dipesan harus didatangkan dari luar negeri. Secara rinci biaya pemesanan bisa
dilihat pada Tabel 4.
Tabel 4. Biaya Pemesanan Bahan Baku PT Bino per pesan
Jenis Bahan Baku Komponen Biaya Pesan Biaya Pesan (Rp)
Grey Board Biaya Bank 220.000
Biaya Inklaring 1.650.000
Total 1.870.000
Fox Inpack Biaya Telepon ke
pemasok dalam negeri 3.300
33 Lanjutan Tabel 4.
Jenis Bahan Baku Komponen Biaya Pesan Biaya Pesan (Rp)
PVC Biaya Inklaring 1.375.000
Total 33.696.300
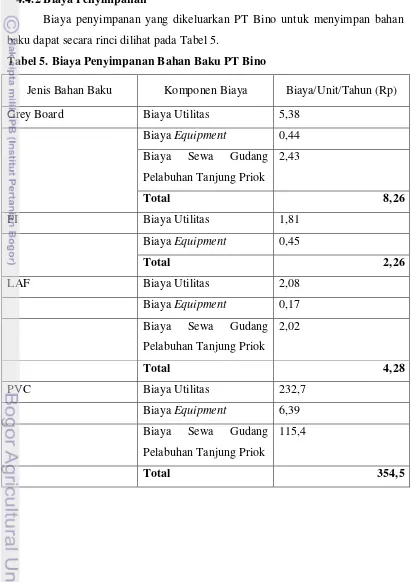
4.4.2 Biaya Penyimpanan
Biaya penyimpanan yang dikeluarkan PT Bino untuk menyimpan bahan
baku dapat secara rinci dilihat pada Tabel 5.
Tabel 5. Biaya Penyimpanan Bahan Baku PT Bino
Jenis Bahan Baku Komponen Biaya Biaya/Unit/Tahun (Rp)
Grey Board Biaya Utilitas 5,38
34
Tabel 6. Data Permintaan Item dan Biaya-Biaya yang Terkait dengan Inventory
Jenis Bahan
Baku Permintaan
Harga Beli (Rp)
Biaya pesan (Rp)
Biaya simpan per tahun per
unit (Rp) Grey Board 2.138.400 sheet 2.037 1.870.000 8,26
PVC 4.332 roll 3.792 33.696.300 354,5
Fox Inpack 1.584.000 kg 1.375 3.300 2,26
Mekanik 2.758.536 pcs 2.031 1.595.000 4,28
Berdasarkan data di atas maka bisa dibuat formulasi dengan tujuan
minimalkan total biaya sebagai berikut ini :
Sedangkan formulasi fungsi kendala sebagai berikut :
Keterangan :
Q1 = Jumlah Grey Board
Q2 = Jumlah PVC
Q3 = Jumlah Fox Inpack
Q4 = jumlah Mekanik
Dari fungsi tujuan dan kendala yang telah ditentukan diatas maka
35
Tabel 7. Jumlah bahan baku yang optimal
Jenis Bahan Baku Jumlah
Grey board 63.645,8 sheet
PVC 6.119 roll
Fox Inpack 3.032,9 kg
Mekanik 416.751.3 pcs
Total kebutuhan volume bahan baku 199.9 m3
Berdasarkan Tabel 7 dapat dilihat bahwa masing-masing bahan baku
mempunyai kapasitas maksimal yang mampu ditampung dalam gudang bahan
baku PT Batara Indah Indonesia. Jika jumlah bahan baku yang ada ditampung
melebihi jumlah maksimal yang telah ditentukan maka gudang akan penuh. Hal
tersebut berpengaruh terhadap penyimpanan bahan baku. Alternatif yang bisa
diambil adalah menyimpan bahan baku diluar gudang bahan baku atau perusahaan
menyewa gudang bahan baku lain untuk menyimpan sisa bahan baku yang tidak
bisa ditampung pada gudang utama. Jumlah masing-masing bahan baku tersebut
merupakan jumlah optimal dalam persediaan bahan baku. Kebutuhan volume
gudang untuk setiap masing-masing bahan baku dapat dilihat pada tabel 8.
Tabel 8. Kebutuhan Volume Gudang Masing-Masing Bahan Baku
Jenis Bahan Baku Jumlah Bahan Baku Kebutuhan volume gudang (m3)
Berdasarkan pada Tabel 8 bahwa grey board memiliki kebutuhan volume gudang yang paling besar. Besarnya kebutuhan volume gudang dipengaruhi
beberapa faktor antara lain jumlah bahan baku, media penanganan bahan dan
dimensi dari bahan baku itu sendiri. Jumlah kebutuhan volume gudang untuk
36
gudang untuk bahan baku tidak lebih besar dari total volume gudang yang dimiliki
oleh perusahaan.
Jumlah masing-masing bahan baku tersebut dikatakan optimal karena
tidak melebihi parameter total volume gudang yang ada. Sehingga perhitungan
tersebut bisa dikatakan layak. Jika terjadi pemesanan melebihi jumlah perhitungan
tanpa memperhatikan jumlah bahan baku lainnya maka jumlah kebutuhan volume
gudang akan melebihi 199,9 m3. Maka yang akan terjadi adalah gudang akan penuh karena tidak mampu menampung bahan baku yang ada.
Berdasarkan perhitungan optimalisasi bahan baku dengan menggunakan
metode lagrange multiplier terlihat perbedaan yang cukup signifikan dengan
pengendalian persediaan yang dilakukan oleh perusahaan. Perbedaaan tersebut
dapat dilihat pada Tabel 9.
Tabel 9. Kuantitas Pemesanan Bahan Baku dan Kebutuhan Luas Gudang
Jenis Bahan Baku
Metode Perusahaan Metode Lagrange Multiplier
Kebutuhan Grey Board 78.000 sheet 158,73 63.645,8 sheet 129,52
PVC 280 roll 2,15 6.119 roll 46,91
Fox inpack 2500 kg 2,94 3.032,9 Kg 3,56
Mekanik 110.000 pcs 5,28 416.751 pcs 20
Total Luas gudang 169,09 199,9
Total Biaya Rp 445.159.560 Rp 100.885.103,49
Berdasarkan Tabel 9 di atas maka dapat dilihat bahwa pemesanan yang
dilakukan oleh perusahaan belum maksimal. Masih terdapat ± 30,91 m3 sisa tempat yang masih bisa digunakan untuk menyimpan bahan baku. Pemanfaatan
sisa ruang dapat dilakukan dengan penambahan jumlah bahan baku yang akan
disimpan dalam gudang tersebut. Dengan memaksimalkan volume gudang maka
persediaan bahan baku akan lebih optimal. Jumlah bahan baku juga berpengaruh
terhadap total biaya yang dikeluarkan perusahaan. Total biaya yang dikeluarkan
37
menggunakan metode non linier biaya pembelian bahan baku lebih rendah yaitu
sebesar Rp 100.885.103,49. Perusahaan dapat menghemat biaya sebesar
Rp 344.274.457 atau sekitar 300%.
4.5 Implikasi Manajerial
Berdasarkan hasil penelitian yang telah dilakukan dapat diambil implikasi
manajerial yang bisa menjadi dasar pertimbangan PT Batara Indah Indonesia
dalam pengendalian bahan baku odner. Beberapa implikasi manajerial yang bisa
diterapkan dari hasil penelitian antara lain :
1. Klasifikasi Bahan Baku
Bahan baku yang akan digunakan dalam proses produksi dapat
diklasifikasikan sesuai dengan masing-masing tingkat investasi dan
kuantitas bahan baku. Sehingga dapat dibuat kebijakan-kebijakan terhadap
masing-masing klasifikasi bahan baku. Penerapan kebijakan yang sesuai
dengan klasifikasi bahan baku dapat mengendalikan bahan baku dari segi
penyimpanan dan media penanganan bahan yang digunakan. Misalkan
pada bahan baku jenis grey board yang termasuk klasifikasi A media penyimpanan menggunakan palet sehingga ada jarak antara grey board dengan lantai. Penyimpanan tersebut dilakukan agar grey board mudah dipindahkan ke tempat lain dikarenakan adanya palet sebagai alas.
Penggunaan palet juga berfungsi sebagai pencegahan grey board untuk terkena air karena jika terkena air maka grey board akan rusak dan tidak bisa dipakai dalam proses produksi.
2. Optimalisasi Bahan Baku
Bahan baku merupakan faktor yang penting dalam proses produksi.
Pemesanan bahan baku pada pemasok disesuaikan dengan kapasitas
produksi dan kapasitas gudang bahan baku yang digunakan dalam
menyimpan bahan baku sebelum dipakai dalam proses produksi. Dari hasil
perhitungan yang telah dilakukan perusahaan dapat memesan dalam
jumlah maksimal bahan baku dengan grey board sebanyak 63.645 sheet, PVC sebanyak 6.119 roll, lem sebanyak 3.032 kg dan LAF (mekanik)
38
merupakan jumlah yang optimal dengan dibatasi oleh volume gudang
perusahaan sebesar 200 m3.
Pemesanan bahan baku dengan memperhatikan volume gudang yang
dimiliki perusahaan dapat berguna bagi perusahaan untuk merencanakan
jumlah bahan baku yang bisa dibeli sehingga semua bahan baku bisa
disimpan dalam gudang bahan baku. Selain itu, perusahaan dapat
menyesuaikan anggaran yang akan dikeluarkan untuk pembelian bahan
baku. Sehingga selain dapat mengendalikan bahan baku dalam gudang
juga bisa mengendalikan keuangan perusahaan yang digunakan untuk