ANALISIS PERILAKU BERISIKO PADA PEKERJA PENGELASAN DI JALAN MAHKAMAH MEDAN TAHUN 2011
SKRIPSI
Oleh :
NIM : 071000034
GRACE BAHAGIARNI SIRAIT
FAKULTAS KESEHATAN MASYARAKAT UNIVERSITAS SUMATERA UTARA
ANALISIS PERILAKU BERISIKO PADA PEKERJA PENGELASAN DI JALAN MAHKAMAH MEDAN TAHUN 2011
SKRIPSI
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Sarjana Kesehatan Masyarakat
Oleh :
071000034
GRACE BAHAGIARNI SIRAIT
FAKULTAS KESEHATAN MASYARAKAT UNIVERSITAS SUMATERA UTARA
HALAMAN PENGESAHAN Skripsi Dengan Judul
ANALISIS PERILAKU BERISIKO PADA PEKERJA PENGELASAN DI JALAN MAHKAMAH MEDAN TAHUN 2011
Yang dipersiapkan dan dipertahankan oleh :
NIM. 071000034
GRACE BAHAGIARNI SIRAIT
Telah Diuji dan Dipertahankan Dihadapan Tim Penguji Skripsi Pada Tanggal 28 Desember 2011 dan
Dinyatakan Telah Memenuhi Syarat Untuk Diterima
Tim Penguji
Ketua Penguji Penguji I
(dr. Halinda Sari Lubis, MKKK)
NIP. 19650615 199601 2 003 NIP. 19620206 199203 1 002 (Dr. Ir. Gerry Silaban, M.Kes.)
Penguji II Penguji III
(Eka Lestari Mahyuni, SKM. M.Kes.) (Umi Salmah, SKM. M.Kes.) NIP. 19791107 200501 2 003 NIP. 19730523 200812 2 002
Medan, Januari 2012 Fakultas Kesehatan Masyarakat
Universitas Sumatera Utara Dekan,
ABSTRAK
Usaha pengelasan merupakan salah satu sektor informal yang mempunyai tingkat bahaya dan risiko yang cukup tinggi. Penelitian ini merupakan penelitian deskriptif yang bertujuan untuk menganalisis perilaku berisiko pada pekerja pengelasan di Jalan Mahkamah Medan Tahun 2011.
Variabel penelitian ini meliputi perilaku berisiko pada pekerja, gambaran tabulasi silang antara anteseden dan perilaku berisiko, dan gambaran tabulasi silang antara konsekuensi dan perilaku berisiko. Penelitian ini dilakukan terhadap pekerja pengelasan di Jalan Mahkamah Medan dengan sampel sebanyak 45 orang dari 154 orang populasi pekerja (35 bengkel las). Pengumpulan data dilakukan dengan menggunakan kuesioner dan observasi terhadap pekerja. Hasil penelitian menunjukkan bahwa perilaku berisiko tinggi pada pekerja pengelasan terdapat pada kategori tidak menggunakan alat pelindung diri.
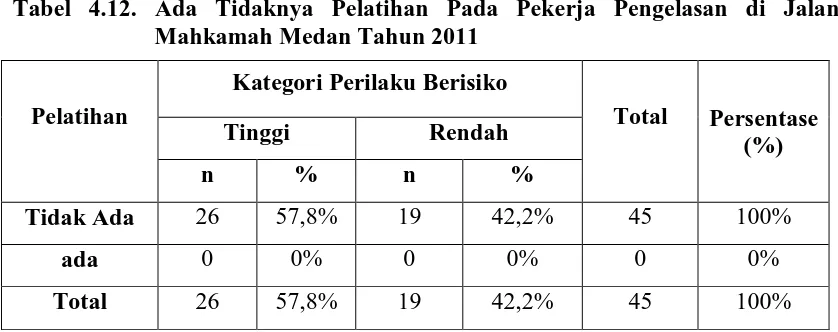
Pada variabel anteseden meliputi pengetahuan, pelatihan, pengawasan, peraturan dan ketersediaan fasilitas. Kategori tertinggi terdapat pada tidak adanya pelatihan dan perilaku risiko rendah. Sedangkan Variabel konsekuensi sanksi dan penghargaan. Variabel tidak adanya penghargaan dan perilaku berisiko tinggi merupakan variabel tertinggi. Keseluruhan perilaku berisiko tersebut dapat menyebabkan terjadinya penyakit akibat kerja (PAK) dan kecelakaan kerja
Disarankan agar pemerintah hendaknya memberikan pelatihan kepada pihak pemilik bengkel las agar dapat menerapkan keselamatan kerja di bengkel las masing-masing. Selain itu pihak pemilik bengkel las juga harus menyediakan alat pelindung diri yang lengkap bagi masing-masing pekerja.
ABSTRACT
Welding business is one of the informal venture that have a high level of danger and risk. Thisresearch is a descriptive study that head to analyze the behavior of risk in workers welding on the Mahkamah Medan Street at 2011.
Variables of the study include to workers behavioral risk, the cross tabulation between antecedents and risk behavior, and the cross tabulation between consequences and risk behaviors. This study conducted over to the workers in the welding garage with a sample of court road as much as 45 workers population of 154 worker (35 welding shops). data accumulation is done by using the questionaire and observations over to the workers. The results showed that the highest-risk behaviors in welding workers are in the category of do not use personal protective equipmen (PPE).
antecedent variables include of knowledge, regulations, training, supervision and availability of facilities present in highest category of lack of training and low-risk behaviors. whereas in the consequences variable that include of sanctions and rewards, the highest category of variables contained in the absence of reward and high risk behaviors. Entirety of risk behaviors can lead to the occurrence of occupational diseases and work accident.
suggested that government have to provide health and safety training to the welding shop owners so that they can implement health and safety to the welding workers in welding shops respectively. Furthermore welding workshop owner have also provide complete personal protective equipment (PPE) complete for each employee.
DAFTAR RIWAYAT HIDUP
Nama : Grace Bahagiarni Sirait
Jenis Kelamin : Perempuan
Tempat/ Tanggal Lahir : Pematangsiantar / 27 Oktober 1988
Agama : Kristen Protestan
Status : Belum Kawin
Alamat Rumah : Jln. Labu No.39 Tomuan Pematangsiantar Nama Orang Tua
a. Ayah : Drs. Jonny Sirait
b. Ibu : Corry Linda Situmeang, S.pd Jumlah saudara : 5 (lima) Orang
Anak Ke : 4 (empat)
KATA PENGANTAR
Puji syukur penulis panjatkan atas kehadirat Tuhan Yesus Kristus yang telah
memberikan kemudahan dan petunjuk kepada penulis sehingga dapat menyelesaikan
skripsi ini dengan judul : “Analisis Perilaku Berisiko Pada Pekerja Pengelasan di
Jalan Mahkamah Medan Tahun 2011”.
Selama proses penyusunan skripsi ini, penulis banyak mendapatkan
bimbingan dan bantuan dari berbagai pihak baik secara moril maupun materil. Untuk
itu pada kesempatan ini penulis menyampaikan ucapan terima kasih yang
sebesar-besarnya kepada :
1. Bapak Dr. Drs. Surya Utama, MS, selaku Dekan Fakultas Kesehatan
Masyarakat Universitas Sumatera Utara.
2. Bapak Dr. Ir. Gerry Silaban, M.kes selaku Ketua Departemen Keselamatan
dan Kesehatan Kerja FKM USU dan selaku Dosen Pembimbing II yang telah
memberikan saran dan masukan untuk kesempurnaan penulisan skripsi ini.
3. Ibu dr. Halinda Sari Lubis, MKKK, selaku Dosen Pembimbing I yang telah
banyak memberikan waktu dan pikiran dalam memberikan bimbingan kepada
penulis sehingga skripsi ini dapat diselesaikan.
4. Ibu Eka Lestari Mahyuni, SKM, M.kes selaku Dosen Penguji I yang telah
banyak memberikan bimbingan, pengarahan dan masukan sehingga skripsi ini
dapat diselesaikan.
5. Ibu Umi Salma SKM. M.Kes, selaku Dosen Penguji II yang telah banyak
memberikan saran dan masukan untuk kesempurnaan penulisan skripsi ini.
7. Para Dosen dan Pegawai Fakultas Kesehatan Masyarakat Universitas
Sumatera Utara.
8. Bapak Kepala Lurah Kelurahan Mesjid yang telah memberikan izin penelitian
kepada penulis.
9. Masing-masing pemilik unit usaha pengelasan dan para pekerja bengkel las di
Jalan Mahkamah Medan tahun 2011
10.Kepada orang tua saya terkasih bapak Drs. Jonny Sirait dan ibunda Corry
Linda, Spd yang telah memberikan doa tanpa kenal waktu, semangat, nasihat, dukungan, dan kasih sayang yang tak terhitung banyaknya. Kalian adalah
inspirasi terbesar dalam pencapaian tujuan hidupku.
11.Kakak saya Irene Sirait, Amd beserta Abang Ipar saya Rudi Hutagaol, SE,
Abang saya Nico Sirait beserta Kakak Ipar saya Ernawati Siimanjuntak dan
Kakak saya Nur Intan Sirait, AMKeb, dan Adik saya Dorgis Sirait.
12.Kepada keponakan-keponakan saya terkasih, Nathan Hutagaol, Faust
Hutagaol, Tisha Hutagaol dan Rafael Sirait yang selalu memberikan semangat
dalam penyelesaian skripsi saya.
13.Sahabat-sahabat seperjuangan, Astri, Ega, Kak Ellizabeth, Sheila, Pipit, Popo,
Sri, Kak Lelly, Bang Bedah, Kak Nelly dan Kak Juni.
14.Abang-abang senior dan adik-adik junior di GMKI FKM USU
15.Rekan-rekan peminatan Keselamatan dan Kesehatan Kerja dan seluruh
teman-teman di FKM USU.
Penulis menyadari skripsi ini masih banyak kekurangan dan kelemahan serta
kemampuan, pengetahuan dan pengalaman yang penulis miliki. Semoga skripsi ini
bermanfaat bagi ilmu pengetahuan dan penelitian selanjutnya.
Medan, Desember 2011
Penulis
DAFTAR ISI
Halaman Persetujuan ... i
Abstrak ... ii
Abstract ... iii
Riwayat Hidup ... iv
Kata Pengantar ... v
Daftar Isi ... viii
Daftar Tabel ... xi
Daftar Gambar ... xii
BAB 1 PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Perumusan Masalah ... 5
1.3. Tujuan Penelitian ... 6
1.3.1. Tujuan Umum ... 6
1.3.2. Tujuan Khusus ... 6
1.4. Manfaat Penelitian ... 6
BAB 2 TINJAUAN PUSTAKA 2.1. Pengelasan 2.1.1. Deskripsi Umum Las ... 7
2.1.2. Jenis-Jenis Pengelasan ... 7
2.1.3. Manajemen Dalam Pengelasan... ….. 9
2.1.4. Bahaya Dalam Pengelasan ... 11
2.1.5. Perlengkapan Keselamatan Kerja Las ... 14
2.2. Keselamatan dan Kesehatan Kerja (K3) ... 17
2.2.1. Pengertian Keselamatan dan Kesehatan Kerja ... 17
2.2.2 Persyaratan Keselamatan Kerja ... 18
2.3. Kecelakaan Kerja ... 20
2.4. Konsep Perilaku ... 22
2.4.1. Pengertian Perilaku ... 22
2.4.2. Determinan Perilaku ... 24
2.5. Tindakan Tidak Aman ... 25
2.5.1. Pengertian Tindakan Tidak Aman ... 25
2.5.2. Klasifikasi Tindakan Tidak Aman ... 26
2.6. Teori dan Model Perilaku Kesehatan ... 27
2.6.1. Teori Lawrence Green ... 27
2.6.2. Behavior Based Safety ... 27
2.6.3. Model ABC dan Perilaku ... 28
2.6.3.1. Anteseden ... 30
2.7.1. Pelatihan ... 35
2.7.2. Peraturan ... 36
2.7.3. Pengawasan ... 38
2.7.4. Ketersediaan Fasilitas ... 39
2.7.5. Hukuman dan Penghargaan) ... 40
2.8. Kerangka Konsep ... 42
BAB 3 METODE PENELITIAN 3.1. Jenis Penelitian ... 43
3.2. Lokasi dan Waktu Penelitian ... 43
3.3.1. Populasi ... 43
3.3.2. Sampel ... 44
3.4. Teknik Pengumpulan Data ... 44
3.4.1. Data Primer... 44
3.4.2. Data Sekunder ... 45
3.5. Definisi Operasional ... 45
3.7. Teknik Analisis Data ... 47
BAB IV HASIL PENELITIAN 4.1 Gambaran Umum Bengkel las ... 48
4.2. Karakteristik Responden ... 49
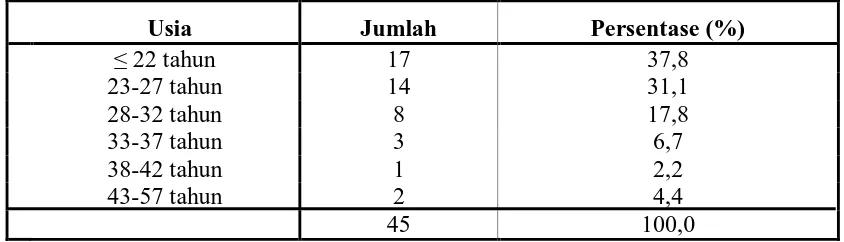
4.2.1. Usia ... 50
4.2.2. Tingkat Pendidikan... 50
4.2.4. Masa Kerja ... 51
4.3. Gambaran Perilaku Berisiko ... 51
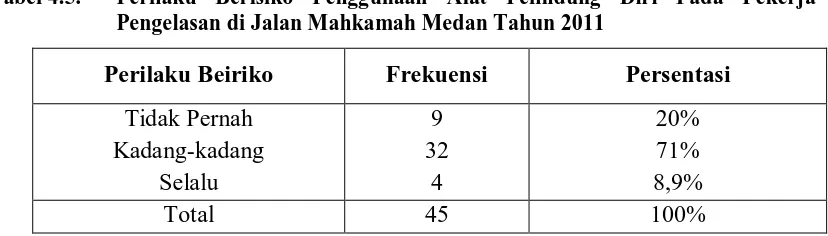
4.3.1. Penggunaan Alat Pelindung Diri Pada Pekerja ... 51
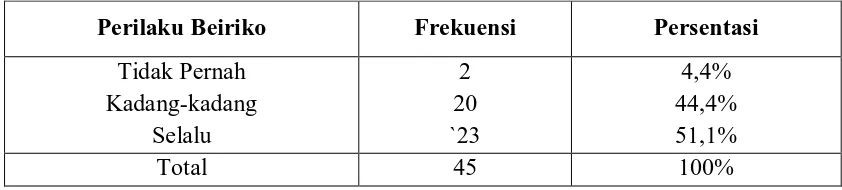
4.3.2. Melemparkan Peralatan Kerja Antar Sesama Pekerja ... 52
4.3.3. Merokok Pada Saat Bekerja ... 53
4.3.4. Bercanda atau Berkelakar Saat Bekerja ... 54
4.35. Bekerja Dengan Terburu-buru. ... 54
4.4. Anteseden ... 55
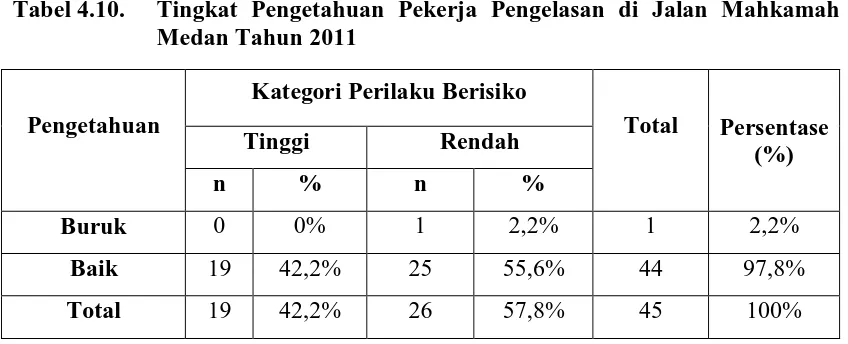
4.4.1. Pengetahuan. ... 55
4.4.2. Peraturan ... 56
4.4.3. Pelatihan ... 57
4.4.4. Pengawasan ... 58
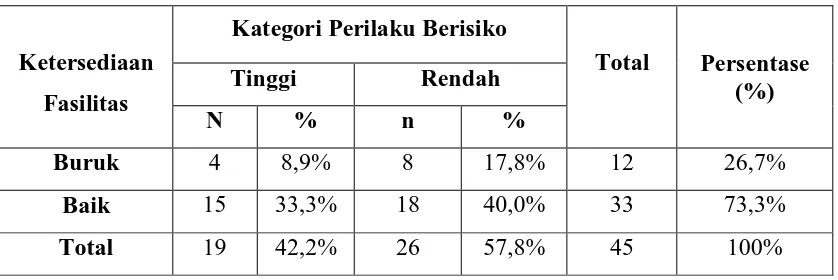
4.4.5. Ketersediaan Fasilitas... 59
4.5 Konsekuensi ... 60
4.5.1. Sanksi ... 60
4.5.2. Penghargaan... 61
BAB V PEMBAHASAN 5.1. Gambaran Perilaku Berisiko ... 62
5.3.1. Penggunaan Alat Pelindung Diri Pada Pekerja ... 63
5.3.2. Melemparkan Peralatan Kerja Antar Sesama Pekerja ... 64
5.3.3. Merokok Pada Saat Bekerja ... 65
5.35. Bekerja Dengan Terburu-buru. ... 65
5.2. Anteseden ... 66
5.2.1. Pengetahuan ... 66
5.2.2. Peraturan ... 68
5.2.3. Pelatihan ... 69
5.2.4. Pengawasan ... 70
5.2.5. Ketersediaan Fasilitas... 71
5.3 Konsekuensi ... 73
4.5.1. Sanksi ... 73
4.5.2. Penghargaan... 74
BAB VI KESIMPULAN DAN SARAN 6.1 Kesimpulan ... 76
6.2 Saran ... 76
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
Tabel 4.1 Jumlah Pekerja Berdasarkan Kelompok Umur Pada Pekerja
Pengelasan di Jalan Mahkamah Meda Tahun 201 ... 9
Tabel 4.2 Jumlah Pekerja Berdasarkan Tingkat Pendidikan
Pada Pekerja Pengelasan di Jalan Mahkamah Medan Tahun
2011 ... 50
Tabel 4.3 Jumlah Pekerja Berdasarkan Massa Kerja Pada Pekerja
Pengelasan di Jalan Mahkamah Medan Tahun 2011 ... 50
Tabel 4.4 Perilaku Berisiko Pada Pekerja Pengelasan di Jalan Mahkamah
Medan Tahun 2011 ... 51
Tabel 4.5 Perilaku Berisiko Menggunakan Alat Pelindung Diri Pada Pekerja Pengelasan di Jalan Mahkamah Medan
Tahun 2011 ... 52
Tabel 4.6 Perilaku Berisiko Melemparkan Peralatan Kerja Antar Sesama Pekerja Pada Pekerja Pengelasan di Jalan Mahkamah Medan
Tahun 2011 ... 53
Tabel 4.7 Perilaku Berisiko Merokok Pada Pekerja Pengelasan di Jalan
Mahkamah Medan Tahun 2011 ... 53
Tabel 4.8 Perilaku Berisiko Bercanda atau Berkelakar Saat Bekerja Pekerja Pada Pekerja Pengelasan di Jalan Mahkamah Medan
Tahun 2011 ... 54
Tabel 4.9 Perilaku Berisiko Melakukan Pekerjaan Dengan Terburu-Buru Pada Pekerja Pengelasan di Jalan Mahkamah Medan Tahun
2011 ... 55
Tabel 4.10 Tingkat Pengetahuan Pada Pekerja Pengelasan
di Jalan Mahkamah Medan Tahun 2011 ... 55
Tabel 4.11 Ada Tidaknya Peraturan Atau Tata Tertib di Tiap Unit Usaha
Pengelasan Jalan Mahkamah Medan Tahun 2011 ... 56
Tabel 4.12 Ada Tidaknya Pelatihan Pada Pekerja Pengelasan
di Jalan Mahkamah Medan Tahun 2011 ... 57
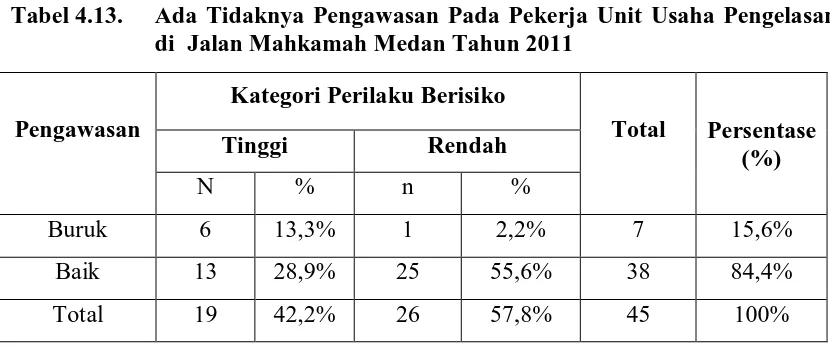
Tabel 4.13 Ada Tidaknya Pengawasan Pada Pekerja Unit
Usaha Pengelasan di Jalan Mahkamah Medan Tahun 2011 ... 58 Tabel 4.14 Ketersediaan Fasilitas di Tiap Unit Usaha Pengelasan
Tabel 4.15 Ada Tidaknya Sanksi Pada Pekerja Pengelasan
di Jalan Mahkamah Medan Tahun 2011 ... 60
Tabel 4.16 Ada Tidaknya Penghargaan Pada Pekerja Pengelasan
DAFTAR GAMBAR
Gambar 2.1. Teori Domino Heinrich ... 20
ABSTRAK
Usaha pengelasan merupakan salah satu sektor informal yang mempunyai tingkat bahaya dan risiko yang cukup tinggi. Penelitian ini merupakan penelitian deskriptif yang bertujuan untuk menganalisis perilaku berisiko pada pekerja pengelasan di Jalan Mahkamah Medan Tahun 2011.
Variabel penelitian ini meliputi perilaku berisiko pada pekerja, gambaran tabulasi silang antara anteseden dan perilaku berisiko, dan gambaran tabulasi silang antara konsekuensi dan perilaku berisiko. Penelitian ini dilakukan terhadap pekerja pengelasan di Jalan Mahkamah Medan dengan sampel sebanyak 45 orang dari 154 orang populasi pekerja (35 bengkel las). Pengumpulan data dilakukan dengan menggunakan kuesioner dan observasi terhadap pekerja. Hasil penelitian menunjukkan bahwa perilaku berisiko tinggi pada pekerja pengelasan terdapat pada kategori tidak menggunakan alat pelindung diri.
Pada variabel anteseden meliputi pengetahuan, pelatihan, pengawasan, peraturan dan ketersediaan fasilitas. Kategori tertinggi terdapat pada tidak adanya pelatihan dan perilaku risiko rendah. Sedangkan Variabel konsekuensi sanksi dan penghargaan. Variabel tidak adanya penghargaan dan perilaku berisiko tinggi merupakan variabel tertinggi. Keseluruhan perilaku berisiko tersebut dapat menyebabkan terjadinya penyakit akibat kerja (PAK) dan kecelakaan kerja
Disarankan agar pemerintah hendaknya memberikan pelatihan kepada pihak pemilik bengkel las agar dapat menerapkan keselamatan kerja di bengkel las masing-masing. Selain itu pihak pemilik bengkel las juga harus menyediakan alat pelindung diri yang lengkap bagi masing-masing pekerja.
ABSTRACT
Welding business is one of the informal venture that have a high level of danger and risk. Thisresearch is a descriptive study that head to analyze the behavior of risk in workers welding on the Mahkamah Medan Street at 2011.
Variables of the study include to workers behavioral risk, the cross tabulation between antecedents and risk behavior, and the cross tabulation between consequences and risk behaviors. This study conducted over to the workers in the welding garage with a sample of court road as much as 45 workers population of 154 worker (35 welding shops). data accumulation is done by using the questionaire and observations over to the workers. The results showed that the highest-risk behaviors in welding workers are in the category of do not use personal protective equipmen (PPE).
antecedent variables include of knowledge, regulations, training, supervision and availability of facilities present in highest category of lack of training and low-risk behaviors. whereas in the consequences variable that include of sanctions and rewards, the highest category of variables contained in the absence of reward and high risk behaviors. Entirety of risk behaviors can lead to the occurrence of occupational diseases and work accident.
suggested that government have to provide health and safety training to the welding shop owners so that they can implement health and safety to the welding workers in welding shops respectively. Furthermore welding workshop owner have also provide complete personal protective equipment (PPE) complete for each employee.
BAB I PENDAHULUAN 1.1. Latar Belakang
Upaya pembangunan nasional yang dilakukan oleh suatu bangsa pada
umumnya ditujukan untuk meningkatkan kesejahteraan dan taraf hidup rakyatnya.
Pembangunan sektor industri saat ini merupakan salah satu andalan dalam
pembangunan nasional Indonesia yang berdampak positif terhadap penyerapan tenaga
kerja, peningkatan pendapatan dan pemerataan pembangunan. Di sisi lain kegiatan
industri dalam proses produksinya selalu disertai faktor-faktor yang mengandung
risiko bahaya dengan terjadinya kecelakaan kerja maupun penyakit akibat kerja.
Setiap ancaman terhadap kesehatan dan keselamatan kerja harus dicegah,
ancaman seperti itu akan membawa kerugian material, moril maupun waktu terutama
terhadap kesejahteraan tenaga kerja. Perlu disadari bahwa pencegahan terhadap
bahaya tersebut jauh lebih baik daripada menunggu sampai kecelakaan terjadi yang
biasanya memerlukan biaya yang lebih besar untuk penanganan dan pemberian
kompensasinya. Upaya perlindungan tenaga kerja dimaksudkan sebagai upaya yang
dilakukan untuk menjaga keselamatan dan kesehatan kerja supaya terhindar dari
risiko atau bahaya yang timbul (Simanjuntak, 1991).
Perkembangan industri di Indonesia saat ini berlangsung amat pesat, baik
industri formal maupun informal seperti industri rumah tangga, pertanian,
perdagangan dan perkebunan. Badan Pusat Statistik (BPS) mencatat jumlah pekerja
yang bekerja di sektor informal mencapai 72,72 juta orang. Ini berarti naik
dibandingkan dengan 71,35 juta orang pada bulan yang sama pada tahun 2008. Data
sektor informal dengan gaji rendah dan pekerjaan berisiko serta tidak ada kontrak
kerja yang aman, termasuk perlindungan sosial atau perwakilan pekerja (Abidin,
2010).
Industri informal adalah kegiatan ekonomi tradisional, usaha-usaha di luar
sektor modern/formal yang mempunyai ciri-ciri sebagai berikut yaitu : sederhana,
skala usaha relatif kecil, umumnya belum terorganisir dengan baik (Effendi, 2002).
Situasi dan kondisi kerja yang berbahaya dari tempat kerja yang tidak aman
dapat mengakibatkan terjadinya kasus-kasus kecelakaan kerja dan penyakit akibat
kerja, terlebih lagi pada sektor informal yang tidak memiliki jaminan sosial. Kerugian
yang ditimbulkan tidak hanya dirasakan langsung oleh si pekerja sebagai korban,
tetapi juga diderita oleh perusahaan.
Pada awal tahun 1980 muncul pandangan baru tentang keselamatan dan
kesehatan kerja yaitu behavioral safety. Behavioral safety adalah aplikasi sistematis
dari riset psikologi tentang perilaku manusia pada masalah keselamatan (safety)
ditempat kerja. Behavioral safety lebih menekankan aspek perilaku manusia terhadap
terjadinya kecelakaan di tempat kerja (Anonim, 2009).
Menurut Suizer (1999) salah seorang praktisi behavioral safety seperti yang
dikutip dalam wacana majalah katiga tahun 2009 mengemukakan bahwa para praktisi
safety telah melupakan aspek utama dalam mencegah terjadinya kecelakaan kerja yaitu aspek behavioral (perilaku) para pekerja. Pernyataan ini diperkuat oleh
pendapat Dominic Cooper (1999) yang berpendapat walaupun sulit untuk dikontrol
secara tepat, 80-95% dari seluruh kecelakaan kerja yang terjadi disebabkan oleh
NCS menunjukkan bahwa penyebab terjadinya kecelakaan kerja 88% adalah karena
unsafe action, 10% karena unsafe condition, dan 2% tidak diketahui dengan pasti penyebabnya.
Menurut penelitian yang dilakukan oleh Prasetiyo (2011), tindakan tidak
aman merupakan salah satu faktor penyumbang terbesar kecelakaan kerja, yang
merupakan cerminan dari perilaku pekerja terhadap keselamatan kerja. Tindakan
tidak aman ini dapat dianggap sebagai hasil dari kesalahan yang dilakukan baik oleh
pekerja yang terlibat secara langsung maupun kesalahan yang dilakukan oleh
organisasi yaitu pihak manajemen. Suatu tindakan tidak aman yang merupakan
pelanggaran dari peraturan atau standar yang dilakukan oleh pekerja bisa secara sadar
maupun tidak sadar, memungkinkan sebagai penyebab terjadinya suatu kecelakaan.
Usaha pengelasan merupakan salah satu sektor informal yang mempunyai
tingkat bahaya dan berisiko terhadap terjadinya kecelakaan kerja dan timbulnya
penyakit akibat kerja. Pekerjaan ini berhubungan dengan penggunaan alat-alat
pengelasan yang menghasilkan suhu tinggi, pencahayaan dengan intensitas tinggi,
kebisingan (noise). Disamping itu, akan terjadi pula percikan-percikan api dan
kerak-kerak logam pada pemotongan berbagai logam. Semua keadaan ini dapat
menimbulkan bahaya kecelakaan atau penyakit akibat kerja (PAK) seperti terbakar,
penyumbatan saluran pernafasan/paru-paru, sakit mata atau bahkan bisa
menimbulkan kebutaan dan cacat permanen. Selain pekerja pengelasan itu sendiri,
bahaya pengelasan juga bisa mengenai orang yang berada disekitar lingkungan
bengkel las, sebagai contoh sederhana penglihatan seseorang bisa terganggu apabila
Konstruksi las banyak sekali digunakan, pelaksanaan pekerjaan las makin
besar sehingga kecelakaan-kecelakaan yang berhubungan dengan pengelasan menjadi
makin banyak. Kecelakaan umumnya disebabkan kurang kehati-hatian pada
pengerjaan las, pemakaian alat pelindung yang kurang benar, pengaturan lingkungan
yang tidak tepat. Untuk menghindari kecelakaan tersebut, perlu penguasaan tertentu
dan mengetahui tindakan-tindakan yang menyebabkan faktor-faktor tersebut
(Anggoro dan Dewi, 1999).
Berdasarkan hasil studi kasus industri pengelasan di Bali oleh Adioka (1997),
dalam Syaaf (2008) diketahui bahwa kecelakaan kerja terjadi disebabkan oleh
langkah kerja yang tidak aman, peralatan kerja yang tidak memadai, dan kondisi
lingkungan fisik yang buruk. Studi memperlihatkan bahwa 70% dari pekerja
mengalami pegal pada punggung setelah bekerja, 30% mengalami hearing loss
(berkurangnya kemampuan pendengaran), dan pengetahuan mereka juga kurang serta
tingkat pendidikan maksimal setingkat SMA.
Salah satu pusat bengkel las terbesar di kota Medan terletak di Jalan
Mahkamah Medan dengan jumlah 35 bengkel las dan jumlah pekerja sebanyak 154
pekerja. Bengkel las merupakan industri kecil yang menghasilkan berbagai produk
seperti pagar pekarangan, pintu gerbang, jerjak pintu atau jendela rumah, aneka jenis
permainan anak-anak yang terbuat dari besi dan lain-lain. Dalam proses kerjanya
sebuah unit las busur listrik terdiri dari mesin las, kabel-kabel las, penjepit atau klem,
dan perlengkapan-perlengkapan pendukung lainnya, selain itu proses pembuatan
produk-produk, pengelasan menggunakan mesin-mesin yang berhubungan dengan
panas yang berasal dari mesin las, radiasi akibat proses pengelasan, listrik sebagai
sesuai dengan kebutuhan, setelah bahan diperoleh dilakukan pemotongan sesuai
dengan kebutuhan, setelah ukuran bahan dipotong sesuai dengan kebutuhan maka
material yang telah dipotong tersebut dibentukan sesuai dengan model yang
diinginkan konsumen, setelah pembentukan selesai dilakukan pengelasan untuk
menyambungkan material-material yang telah dibentuk tersebut, setelah pengelasan,
material dipoles untuk menghasilkan bentuk yang menarik dan indah.
1.2. Rumusan masalah
Seringnya terjadi kecelakaan kerja seperti tersengat listrik, terkena radiasi
panas, terkena gerinda pada saat pemotongan besi, terkena percikan bunga api pada
saat proses pengelasan memunculkan pertanyaan apa yang menjadi penyebab
terjadinya kecelakaan kerja tersebut.
Perilaku tidak aman dari pekerja merupakan salah satu faktor penyebab
terjadinya kecelakaan kerja di bengkel las. Untuk itu, peneliti bertujuan untuk
menganalisis perilaku berisiko pada pekerja yang menyebabkan terjadinya
kecelakaan kerja di bengkel las di Jalan Mahkamah Medan tahun 2011.
1.3. Tujuan Penelitian 1.3.1. Tujuan Umum
Berdasarkan latar belakang di atas maka yang menjadi tujuan dalam penelitian
ini adalah menganalisis perilaku berisiko pada pekerja pengelasan di Jalan
1.3.2. Tujuan Khusus
1. Untuk mengetahui gambaran faktor anteseden yang mempengaruhi perilaku
pekerja bengkel las di Jalan Mahkamah Medan tahun 2011.
2. Untuk mengetahui gambaran faktor konsekuensi yang mempengaruhi perilaku
berisiko pada pekerja pengelasan di Jalan Mahkamah Medan tahun 2011.
3. Untuk mengetahui gambaran perilaku berisiko pada pekerja pengelasan di Jalan
Mahkamah Medan tahun 2011.
1.4. Manfaat Penelitian
1. Diharapkan dapat menjadi masukan dalam rangka mempromosikan keselamatan
kesehatan kerja (K3) kepada pekerja bengkel las di Jalan Mahkamah Medan
melalui wawancara.
2. Bagi penulis untuk menambah wawasan dan pengetahuan dan keilmuan
BAB II
TINJAUAN PUSTAKA 2.1. Pengelasan
2.1.1. Deskripsi Umum Las
Menurut penemuan-penemuan benda bersejarah, dapat diketahui bahwa
teknik penyambungan logam telah diketahui sejak dari zaman prasejarah, misalnya
pembrasingan logam paduan emas tembaga dan pematrian timbal-timah, menurut
keterangan telah diketahui dan dipraktekkan dalam rentang waktu antara tahun 4000
sampai 3000 SM dan diduga sumber panas berasal dari pembakaran kayu dan arang.
Pada abad ke 19 teknologi pengelasan berkembang dengan pesat karena telah
dipergunakannya sumber energi listrik (Suharno, 2008).
Menurut Deutsce Industrie Normen (DIN) las adalah ikatan metalurgi pada
sambungan logam paduan yang dilaksankan dalam keadaan, dijelaskan lebih lanjut
bahwa las adalah sesuatu proses dimana bahan dan jenis yang sama digabungkan
menjadi satu sehingga terbentuk suatu sambungan melalui ikatan kimia yang
dihasilkan dari pemakaian panas dan tekanan (Suharno, 2008).
2.1.2. Jenis-Jenis Pengelasan
Berdasarkan proses pengelasan, maka pengelasan terbagi menjadi dua antara
lain (Bintoro, 1999) :
1. Las Oksi Asetilen
Las oksi asetilen merupakan proses pengelasan secara manual dengan
pemanasan permukaan logam yang akan dilas atau disambung sampai mencair oleh
nyala gas asetilen melalui pembakaran C2H2 dengan gas O2 dengan atau tanpa logam
sangat sangat tinggi sehingga dapat mencairkan logam. Gas asetilen merupakan salah
satu jenis gas yang sangat mudah terbakar dibawah pengaruh suhu dan tekanan. Gas
asetilen disimpan di dalam suatu tabung yang mampu menahan tekanan kerja.
Bahaya-bahaya yang dapat ditimbulkan oleh gas asetilen antara lain:
a. Polimerisasi, peristiwa ini akan menyebabkan suhu gas meningkat jauh lebih
tinggi dalam waktu yang sangat singkat. Polimerisasi ini akan terjadi pada suhu
300°C, jika berada pada tekanan 1 atm. Oleh sebab itu, gas asetilen tidak boleh
disimpan atau digunakan pada suhu diatas 300°C.
b. Disosiasi, yaitu adanya panas yang ditimbulkan oleh proses pembentukan zat-zat.
Disosiasi terjadi pada suhu 600°C jika berada pada tekanan 1 atm atau 530°C
jika tekanan 3 atm. Jika terjadi disosiasi maka tekanan gas meningkat dan hal ini
sangat membahayaka karena bisa menimbulkan ledakan.
2. Las listrik
Las tahanan listrik adalah proses pengelasan yang dilakukan dengan jalan
mengalirkan arus listrik melalui bidang atau permukaan-permukaan benda yang akan
disambung. Elektroda-elektroda yang dialiri listrik digunakan untuk menekan benda
kerja dengan tekanan yang cukup. Penyambungan dua buah logam atau lebih menjadi
satu dengan jalan pelelehan atau pencairan dengan busur nyala listrik. Tahanan yang
ditimbulkan oleh arus listrik pada bidang-bidang sentuhan akan menimbulkan panas
dan berguna untuk mencairkan permukaan yang akan disambung.
Bahaya pada las listrik yaitu, loncatan bunga api yang terjadi pada nyala busur
listrik karena adanya potensial tegangan atau beda tegangan antara ujung-ujung
elektroda dan benda kerja. Tegangan yang digunakan sangat menentukan terjadinya
api listrik. Hal yang perlu diperhatikan, bahwa tegangan yang tinggi akan
membahayakan operator las, karena tubuh manusia hanya mampu menderita
tegangan listrik sekitar 42 volt. Selain penggunaan arus dan tegangan yang bisa
membahayakan operator, nyala busur listrik juga memancarkan sinar ultra violet dan
sinar infra merah yang berinteraksi sangat tinggi. Pancaran atau radiasi dari sinar
tersebut sangat membahayakan mata maupun kulit manusia (Bintoro, 1999).
2.1.3. Manajemen dalam Pengelasan
Juru las yang terampil dan peralatan las yang baik belum tentu dapat
menjamin hasil las yang bermutu tinggi, apabila sarana lainnya tidak terpenuhi.
Manajemen pengelasan dalam hal ini harus mengatur beberapa sarana penting yang
dapat mempengaruhi hasil pengelasan seperti pelaksanaan yang aman, pengawasan
mutu, dan pemeriksaan proses. Manajemen tersebut terdiri atas beberapa pengawasan
(Wiryosumarto dan Okumura, 2004) antara lain :
1. Pengamanan pelaksanaan
Agar pengelasan dapat dilakukan dengan aman, alat-alat pengamanan harus
lengkap dan juru las harus mengerti dan dapat serta mau menggunakan alat pengaman
tersebut, dalam hal ini yang penting adalah :
a. Pemakaian baju kerja yang sesuai dan aman.
b. Pemakaian pelindung dengan baik.
c. Pada pengelasan di tempat yang tinggi harus menggunakan alat pengaman agar
tidak terjatuh.
d. Pengamanan terhadap bahaya kebakaran dan ledakan.
Untuk mendapatkan mutu pengelasan yang baik perlu adanya pengawasan
pada peralatan yang digunakan, bahan las yang dipilih, pelaksanaan dan
keterampilan. Pengawasan yang dimaksud diatas diterangkan sebagai berikut
a. Pengawasan peralatan
Dengan menggunakan peralatan yang sempurna, akan diperoleh mutu hasil lasan
yang baik dan efisiensi kerja yang tinggi, karena itu diperlukan sistem
manajemen yang dapat menentukan cara-cara pemilihan alat, pembelian alat,
peminjaman alat kepada pekerja dan cara memperbaiki alat yang rusak.
b. Pengawasan bahan las
Pengaturan pembelian bahan las baik dalam jenis maupun dalam jumlah harus
menjamin agar selalu terdapat jumlah persediaan seperti yang telah ditentukan
dan yang sesuai dengan jadwal pelaksanaan.
c. Pengawasan pelaksanaan
Apabila proses pengelasan telah ditentukan, maka perlu untuk mengadakan
pengawasan agar prosedur pengelasan diikuti sepenuhnya. Untuk mempermudah
pengawasan dan menghindari kesalahan perlu dibuat petunjuk kerja yang
terperinci yang meliputi kondisi pengelasan, penggunaan alat, pemakaian bahan,
prosedur pengerjaan dan cara-cara mengadakan perbaikan bila terjadi cacat.
d. Pengawasan keterampilan
Untuk mendapatkan juru las yang terampil perlu diadakan pelatihan dan
pendidikan. Tiap-tiap juru las harus mempunyai kualifikasi berdasarkan
peraturan yang ditentukan oleh badan yang berwenang dalam bidang konstruksi
yang sesuai dan menguasai tentang pengelasan.
Pengawasan terhadap proses ditujukan untuk mempertinggi produktivitas, yang
berarti hasil yang baik dengan cepat dan murah. Pengawasan proses meliputi
pengawasan dan pengaturan tempat, pengaturan pekerja, pengaturan bahan, alat
dan lain sebagainya.
2.1.4. Bahaya Dalam Pengelasan
Pada pekerjaan pengelasan banyak risiko yang akan terjadi apabila tidak
hati-hati terhadap penggunaan peralatan, mesin dan posisi kerja yang salah. Beberapa
risiko bahaya yang paling utama pada pengelasan (Wiryosumarto dan Okumura,
2004) antara lain :
1. Cahaya dan sinar yang berbahaya
Selama proses pengelasan akan timbul cahaya dan sinar yang dapat
membahayakan juru las dan pekerja lain yang ada di sekitar pengelasan. Cahaya
tersebut meliputi cahaya yang dapat dilihat atau cahaya tampak, sinar ultraviolet dan
sinar inframerah.
a. Sinar ultraviolet
Sinar ultraviolet sebenarnya adalah pancaran yang mudah diserap, tetapi sinar ini
mempunyai pengaruh yang besar terhadap reaksi kimia yang terjadi di dalam
tubuh. Bila sinar ultraviolet yang terserap oleh lensa dan kornea mata melebihi
jumlah tertentu maka pada mata akan terasa seakan-akan ada benda asing di
dalamnya. Dalam waktu antara 6 sampai 12 jam kemudian mata akan menjadi
sakit selama 6 sampai 24 jam. Pada umunya rasa sakit ini akan hilang setelah 48
jam.
Semua cahaya tampak yang masuk ke mata akan diteruskan oleh lensa dan
kornea ke retina mata. Bila cahaya ini terlalu kuat maka akan segera menjadi
lelah dan kalau terlalu lama mungkin akan menjadi sakit. Rasa lelah dan sakit ini
sifatnya juga hanya sementara.
c. Sinar inframerah
Adanya sinar inframerah tidak segera terasa oleh mata, karena itu sinar ini lebih
berbahaya sebab tidak diketahui, tidak terlihat dan tidak terasa. Pengaruh sinar
inframerah terhadap mata sama dengan pengaruh panas, yaitu menyebabkan
pembengkakan pada kelopak mata, terjadinya penyakit kornea, presbiopia yang
terlalu dini dan terjadinya kerabunan.
2. Arus listrik yang berbahaya
Besarnya kejutan yang timbul karena listrik tergantung pada besarnya arus
dan keadaan badan manusia. Tingkat dari kejutan dan hubungannya dengan besar
arus adalah sebagai berikut:
a. Arus 1 mA hanya akan menimbulkan kejutan yang kecil saja dan tidak
membahayakan.
b. Arus 5 mA akan memberikan stimulasi yang cukup tinggi pada otot dan
menimbulkan rasa sakit.
c. Arus 10 mA akan menyebabkan rasa sakit yang hebat.
d. Arus20 mA akan menyebabkan terjadi pengerutan pada otot sehingga orang yang
terkena tidak dapat melepaskan dirinya tanpa bantuan orang lain.
e. Arus 50 mA sangat berbahaya bagi tubuh.
f. Arus 100 mA dapat mengakibatkan kematian.
Debu dalam asap las besarnya berkisar antara 0,2 µ m sampai dengan 3 µ m.
Komposisi kimia dari debu asap las tergantung dari jenis pengelasan dan elektroda
yang digunakan. Bila elektroda jenis hydrogen rendah, di dalam debu asap akan
terdapat fluor (F) dan oksida kalium (K2O). Dalam pengelasan busur listrik tanpa gas,
asapnya akan banyak mengandung oksida magnesium (MgO).
Gas-gas yang terjadi pada waktu pengelasan adalah gas karbon monoksida
(CO), karbon dioksida (CO2), ozon (CO3) dan gas nitrogen dioksida (NO2).
4. Bahaya kebakaran.
Kebakaran terjadi karena adanya kontak langsung antara api pengelasan
dengan bahan-bahan yang mudah terbakar seperti solar, bensin, gas, cat kertas dan
bahan lainnya yang mudah terbakar. Bahaya kebakaran juga dapat terjadi karena
kabel yang menjadi panas yang disebabkan karena hubungan yang kurang baik, kabel
yang tidak sesuai atau adanya kebocoran listrik karena isolasi yang rusak.
5. Bahaya Jatuh.
Didalam pengelasan dimana ada pengelasan di tempat yang tinggi akan selalu
ada bahaya terjatuh dan kejatuhan. Bahaya ini dapat menimbulkan luka ringan
ataupun berat bahkan kematian karena itu usaha pencegahannya harus diperhatikan.
2.1.5. Perlengkapan Keselamatan Kerja Las
Demi keamanan dan kesehatan tubuh, operator las harus memakai alat-alat
yang mampu melindungi tubuh dari bahaya-bahaya yang ditimbulkan akibat
pengelasan. Perlengkapan tersebut antara lain (Bintoro, 1999):
Bentuk dan pelindung muka ada beberapa macam tetapi secara prinsip
pelindung muka mempunyai fungsi yang sama, yaitu melindungi mata dan muka dari
pancaran sinar las dan percikan bunga api. Pelindung muka mempunyai kacamata
yang terbuat dari bahan tembus pandang yang berwarna sangat gelap dan hanya
mampu ditembus oleh sinar las. Kacamata ini berfungsi melihat benda kerja yang
dilas dengan mengurangi intensitas cahaya yang masuk ke mata.
2. Kacamata bening
Untuk membersihkan torak atau untuk proses finishing misalnya
penggerindaan, mata perlu perlindungan, tetapi tidak dengan pelindung muka las.
Mata tidak mampu melihat benda kerja karena kacamata yang berada pada pelindung
muka sangat gelap. Oleh karena itu, diperlukan kacamata bening yang mampu
digunakan untuk melihat benda kerja dan sangat ringan sehingga tidak mengganggu
proses pekerjaan.
3. Masker wajah
Masker berfungsi untuk menyediakan udara segar yang akan dihirup oleh
sistem pernapasan manusia. Masker digunakan untuk pengelasan ruangan yang
sistem sirkulasi udaranya tidak baik. Karena proses pengelasan akan menghasilkan
gas-gas yang membahayakan sistem pernapasan jika dihirup dalam jumlah besar. Jika
gas hasil pengelasan tidak segera dialirkan ke luar ruangan maka akan dihirup oleh
operator.
4. Pakaian las
Pakaian ini berfungsi untuk melindungi tubuh dari percikan bunga api dan
pancaran sinar las. Pakaian las terbuat dari bahan yang lemas sehingga tidak
ringan, tidak mudah terbakar, dan mampu menahan panas atau bersifat isolator.
Model lengan dan celana dibuat panjang agar mampu melindungi seluruh tubuh
dengan baik.
5. Pelindung badan (apron)
Untuk melindungi kulit dan organ-organ tubuh pada bagian badan dari
percikan bunga api dan pancaran sinar las yang mempunyai intensitas tinggi maka
pada bagian badan perlu dilindungi sperti halnya pada bagian muka, karena baju las
yang digunakan belum mampu sepenuhnya melindungi kulit dan organ tubuh pada
bagian dada.
6. Sarung tangan
Kontak dengan panas dan listrik sering terjadi yaitu melewati kedua tangan,
contoh: penggantian elektroda atau memegang sebagian dari benda kerja yang
memperoleh panas secara konduksi dari proses pengelasan. Untuk melindungi tangan
dari panas dan listrik maka operator las harus menggunakan sarung tangan, karena
mempunyai sifat mampu menjadi isolator panas dan listrik (mampu menahan panas
dan tidak menghantarkan listrik).
7. Sepatu las
Sepatu las dapat melindungi telapak dan jari-jari kaki kemungkinan tergencet
benda keras, benda panas atau sengatan listrik. Dengan memakai sepatu las bebarti
tidak ada aliran arus listrik dari mesin las ke ground (tanah) melewati tubuh kita,
2.2. Keselamatan dan Kesehatan Kerja (K3)
2.2.1. Pengertian Keselamatan dan Kesehatan Kerja
Keselamatan (safety) mempunyai arti keadaan terbebas dari celaka (accident)
ataupun hampir celaka (near miss acccident). Upaya kesehatan kerja adalah upaya
penyerasian antara kapasitas kerja, beban kerja dan lingkungan kerja agar setiap
pekerja dapat bekerja secara sehat tanpa membahayakan dirinya sendiri maupun
pekerja lain di sekelilingnya, sehingga diperoleh produktivitas kerja yang optimal.
Kesehatan kerja merupakan hubungan dua arah antara pekerjaan dan
kesehatan. Kesehatan kerja tidak hanya menyangkut hubungan antara efek
lingkungan kerja misalnya panas, bising debu, zat-zat kimia dan lain-lain, tetapi
hubungan antara status kesehatan pekerja dengan kemampuannya untuk melakukan
tugas yang harus dikerjakannya. Tujuan utama kesehatan kerja adalah mencegah
timbulnya gangguan kesehatan daripada mengobatinya (Suma’mur, 2009).
Menurut Depnaker RI (2005), Keselamatan dan Kesehatan Kerja (K3) adalah
segala daya dan upaya dan pemikiran yang dilakukan dalam rangka mencegah,
mengurangi, dan menanggulangi terjadinya kecelakaan dan dampaknya melalui
langkah-langkah identifikasi, analisa, dan pengendalian bahaya dengan menerapkan
sistem pengendalian bahaya secara tepat dan melaksanakan perundang-undangan
tentang keselamatan dan kesehatan kerja.
2.2.2. Persyaratan Keselamatan Kerja
Persyaratan keselamatan dan kesehatan kerja menurut Undang-undang No. 1
tahun 1970 (Suma’mur, 2009) adalah sebagai berikut :
1. Mencegah dan mengurangi kecelakaan, hal ini berkaitan dengan upaya
2. Mencegah, mengurangi dan memadamkan kebakaran, berkaitan dengan sistem
proteksi dan pencegahan kebakaran (fire protection system) dalam rancangan
bangun, operasi, dan penggunaan sarana, pabrik, banguna dan fasilitas lainnya.
3. Mencegah dan mengurangi bahaya kebakaran, meliputi upaya pencegahan
bahaya kebakaran (fire prevention) dalam kegiatan yang dapat mengandung
bahaya kebakaran, menggunakan api atau kegiatan lainnya.
4. Memberi kesempatan atau jalan menyelamatkan diri dalam kejadian kebakaran
atau kejadian lainnya. Berkaitan dengan sistem tanggap darurat (emergency
response) serta fasilitas penyelamat di dalam bangunan atau tempat kerja (means of escape).
5. Memberikan pertolongan dalam kecelakaan. Menyangkut aspek P3K atau
pertolongan jika terjadi kecelakaan termasuk resque dan pertolongan korban.
6. Memberikan alat pelindung diri bagi pekerja. Berkaitan dengan penyediaan alat
keselamatan yang sesuai untuk setiap pekerjaan yang berbahaya.
7. Mencegah dan mengendalikan timbul atau menyebar luasnya suhu, kelembaban,
debu, kotoran, asap, uap, gas, hembusan angin, cuaca, sinar atau radiasi, suara
atau getaran. Berkaitan dengan keselamatan lingkungan kerja, pencemaran atau
buangan industri serta kesehatan kerja.
8. Mencegah dan mengendalikan timbulnya penyakit akibat kerja baik fisik, psikis,
peracunan, infeksi, dan penularan.
9. Memperoleh penerangan yang cukup dan sesuai.
10. Menyelenggarakan suhu dan lembab udara yang baik.
13. Memperoleh keserasian antara tenaga kerja, alat kerja, lingkungan dan proses
kerja. Berkaitan dengan aspek ergonomi di tempat kerja.
14. Mengamankan dan memelihara segala jenis bangunan. Berkaitan dengan
keselamatan konstruksi dan bangunan mulai dari pembangunan sampai
penempatannya.
15. Mengamankan dan memperlancar pekerjaan bongkar muat, perlakuan, dan
penyimpanan barang. Syarat ini berkaitan dengan kegiatan pelabuhan dan
pergudangan.
16. Mencegah terkena aliran listrik yang berbahaya, berkaitan dengan keselamatan
ketenagalistrikan.
17. Menyesuaikan dan menyempurnakan pengamanan pada pekerjaan yang
bahayanya menjadi bertambah tinggi .
2.3. Kecelakaan Kerja
Kecelakaan kerja tidak terjadi kebetulan, melainkan ada sebabnya, sebab
kecelakaan harus diteliti dan ditemukan, agar selanjutnya dengan tindakan korektif
yang ditujukan kepada penyebab itu serta dengan upaya preventif lebih lanjut
kecelakaan dapat dicegah dan kecelakaan serupa tidak terulang kembali. Ada dua
golongan penyebab kecelakaan kerja. Golongan pertama adalah faktor mekanisme
dan lingkungan, yang meliputi segala sesuatu selain faktor manusia. Golongan kedua
adalah faktor manusia itu sendiri yang merupakan penyebab kecelakaan (Suma’mur
Gambar 2.1 Teori Domino Heinrich
Teori ini menyatakan bahwa kecelakaan merupakan akibat dari peristiwa
berurutan, kiasan seperti garis domino jatuh. Jika salah satu domino jatuh, itu akan
memicu jatuhnya berikutnya, dan domino berikutnya, dan domino berikutnya, hingga
domino terakhir. Menghapus faktor kunci membantu mencegah terjadinya reaksi
berantai. Heinrich menyoroti domino ketiga sebagai Kunci domino.
Faktor-faktor yang berkaitan dengan terjadinya kecelakaan kerja antara lain :
1. Situasi kerja
Situasi kerja berkaitan dengan kondisi lingkungan kerja yang mempengaruhi
produktivitas pekerja. Situasi kerja yang dimaksud meliputi :
a. Pengendalian manajemen yang kurang
b. Standar kerja yang minim
c. Lingkungan kerja yang tidak memenuhi standar
d. Peralatan kerja yang gagal atau tempat kerja yang tidak mencukupi
2. Kesalahan orang
Kesalahan orang meliputi :
a. Keterampilan dan pengetahuan pekerja yang minim
b. Masalah fisik dan mental
c. Motivasi yang minim atau salah penempatan
3. Tindakan tidak aman
Kesepakatan domino ketiga Heinrich dengan penyebab langsung terjadinya
kecelakaan. Heinrich merasa bahwa tindakan tidak aman dan kondisi tidak aman
merupakan faktor utama penyebab terjadinya kecelakaan kerja. Kondisi lingkungan
kerja yang dimaksud sperti :
a. Tidak mengikut i metode kerja yang telah disetujui
b. Mengambil jalan pintas
c. Menyingkirkan atau tidak menggunakan perlengkapan keselamatan kerja.
4. Kecelakaan
Heinrich mendefinisikan kecelakaan sebagai kejadian yang sudah umum
terjadi dilingkungan kerja.
a. Kejadian yang tidak terduga
b. Akibat kontak dengan mesin atau listrik yang berbahaya
c. Terjatuh
d. Terhantam mesin atau material yang jatuh, dan sebagainya
5. Cedera/ kerusakan
Cedera atau kerusakan terhadap pekerja dibedakan menjadi.
a. Terhadap pekerja yang meliputi sakit dan penderitaan, kehilangan pendapatan,
kehilangan kualitas hidup.
b. Terhadap majikan meliputi kerusakan pabrik, pembayaran kompensasi, kerugian
2.4. Konsep Perilaku 2.4.1. Pengertian Perilaku
Perilaku manusia merupakan hasil daripada segala macam pengalaman serta
interaksi manusia dengan lingkungannya yang terwujud dalam bentuk pengetahuan,
sikap dan tindakan. Dengan kata lain, perilaku merupakan respon/reaksi seorang
individu terhadap stimulus yang berasal dari luar maupun dari dalam dirinya
(Sarwono, 2007).
Perilaku diartikan sebagai semua kegiatan atau aktivitas, baik yang dapat
diamati langsung maupun yang tidak dapat diamati oleh pihak luar. Menurut Skiner
bahwa perilaku merupakan respon atau reaksi seseorang terhadap stimulus
(rangsangan dari luar). Oleh karena itu perilaku terjadi melalui proses adanya
stimulus terhadap organism, dan kemudian organisme tersebut merespon, maka teori
Skinner ini disebut teori “S-O-R” atau Stimulus-Organisme-Respons (Notoatmodjo,
2003).
Perilaku dapat dibedakan menjadi dua berdasarkan bentuk respon terhadap
stimulus yang diterima (Notoatmodjo, 2003) yakni :
1. Perilaku tertutup (covert behavior)
Respon seseorang terhadap stimulus dalam bentuk terselubung atau tertutup.
Respons atau reaksi terhadap stimulus ini masih terbatas pada perhatian, persepsi,
pengetahuan/kesadaran, dan sikap yang terjadi pada orang yang menerima stimulus
tersebut, dan belum dapat diamati secara jelas oleh orang lain.
2. Perilaku terbuka (overt behavior)
Respons seseorang terhadap stimulus dalam bentuk tindakan nyata atau
tindakan atau praktek (practice), yang dengan mudah dapat diamati atau dilihat oleh
orang lain.
2.4.2. Determinan Perilaku
Meskipun perilaku adalah bentuk respon atau reaksi terhadap stimulus atau
rangsangan dari luar organisme (orang), namun dalam memberikan respon sangat
tergantung pada karakteristik atau faktor-faktor lain dari orang yang bersangkutan.
Hal ini berarti bahwa meskipun stimulusnya sama bagi beberapa orang, namun
respon tiap-tiap orang berbeda. Faktor-faktor yang membedakan respon terhadap
stimulus yang berbeda disebut determinan perilaku. Faktor penentu atau determinan
perilaku manusia sulit untuk dibatasi karena perilaku merupakan penggabungan dari
berbagai faktor. Faktor-faktor yang dimaksud yakni faktor internal dan faktor
eksternal (lingkungan) (Notoatmodjo, 2003) antara lain:
1. Faktor internal
Faktor internal yaitu karakteristik orang yang bersangkutan yang bersifat
bawaan, misalnya tingkat kecerdasan, tingkat emosional, jenis kelamin, dan
sebagainya. Aliran ini disebut aliran negatisme yang di tokohi oleh Schopenhower
(Jerman) yang mengatakan bahwa perilaku manusia itu sudah dibawa sejak lahir.
2. Faktor eksternal
Faktor eksternal yaitu lingkungan baik lingkungan fisik, sosial, budaya,
ekonomi, politik dan sebagainya. Faktor lingkungan ini sering merupaka faktor yang
dominan mewarnai perilaku seseorang. Hal ini sesuai dengan aliran positivisme yang
dikemukakan oleh Jhon Locke yang mengatakan bahwa perilaku manusia ditentukan
2.5. Tindakan Tidak Aman
2.5.1. Pengertian Tindakan Tidak Aman
Menurut Illyas (2000) dalam Pratiwi (2009) perilaku tidak aman adalah
perilaku yang dilakukan oleh pekerja yang menyimpang dari prinsip-prinsip
keselamatan atau tidak sesuai dengan prosedur kerja yang berisiko untuk timbulnya
masalah.
Menurut Kletz (2001) dalam Pratiwi (2009) menyatakan bahwa pada dasarnya
tindakan/perilaku tidak aman merupakan kesalahan manusia dalam mengambil
sikap/tindakan. Klasifikasi kesalahan manusia antara lain :
1. Kesalahan karena lupa
Kesalahan terjadi biasanya pada seseorang yang sebetulnya tahu, mampu dan
berniat, mengerjakan secara benar dan aman dan telah biasa dilakukan, namun
melakukan kesalahan karena lupa. Contoh : menekan tombol yang salah, lupa
membuka atau menutup keran.
2. Kesalahan karena tidak tahu
Kesalahan terjadi karena orang tersebut tidak mengetahui cara
mengerjakan/mengoperasikan peralatan secara benar dan aman atau terjadi
kesalahan perhitungan. Hal tersebut terjadi disebabkan karena kurang pelatihan,
kurang/ salah instruksi, perubahan informasi.
3. Kesalahan karena tidak mampu
Kesalahan terjadi karena tidak mampu melakukan tugasnya. Contoh : pekerjaan
terlalu sulit, beban fisik maupun mental pekerjaan terlalu berat, tugas/ informasi
4. Kesalahan karena kurang motivasi
Kesalahan karena kurang motivasi ini bisa terjadi karena hal-hal :
a. Dorongan pribadi (desire) : ingin cepat selesai, melalui jalan pintas, ingin
nyaman, malas memakai APD, menarik perhatian dengan mengambil resiko
berlebihan.
2.5.2. Klasifkasi tindakan tidak aman
Menurut Bird (1990) dalam Pratiwi (2009) tindakan tidak aman meliputi
sebagai berikut :
1. Pengoperasian peralatan pada kecepatan yang tidak pantas.
2. Mengoperasika peralatan pada otoritas yang tidak pantas.
3. Penggunaan peralatan yang tidak sesuai.
4. Penggunaan peralatan yang cacat.
5. Tindakan yang menyebabkan alat keselamatan tidak dapat dioperasikan.
6. Kegagalan memberi isyarat atau untuk menjalani/mengamankan peralatan.
7. Kegagalan menggunakan APD.
8. Penempatan peralatan/persediaan yang tidak sesuai.
9. Pengambilan posisi kerja yang tidak sesuai.
10. Memperbaiki/ merawat peralatan yang sedang bergerak.
11. Bercanda dalam bekerja.
12. Bekerja di bawah pengaruh alkohol.
13. Penggunaan obat-obat terlarang.
2.6. Teori dan Model Perilaku Kesehatan 2.6.1. Teori Lawrence Green
Menurut Lawrence Green dalam Notoatmodjo (2005), faktor perilaku
ditentukan oleh tiga faktor utama, yaitu:
a. Faktor predisposisi (disposing), yaitu faktor yang mempermudah terjadinya
perilaku seseorang, antara lain pengetahuan, sikap, keyakinan, kepercayaan,
nilai-nilai dan tradisi.
b. Faktor pemungkin (enabling), adalah faktor yang memungkinkan atau
memfasilitasi perilaku, antara lain sarana dan prasarana atau fasilitas untuk
terjadinya kesehatan.
c. Faktor penguat (reinforcing), faktor yang mendorong atau memperkuat
terjadinya perilaku, seperti pada tokoh panutan bagi seseorang dalam berperilaku.
2.6.2. Behavior Based Safety (BBS)
Pengertian Behavior Based Safety (BBS) atau perilaku berbasis keselamatan menurut Krause (1999) dalam Syaaf (2008) merupakan proses yang membantu
pekerja mengidentifikasi dan memilih perilaku aman dan selamat atau tidak dengan
proses sebagai berikut:
1. Mengidentifikasi perilaku yang berkaitan dengan keselamatan dan kesehatan
kerja.
2. Mengumpulkan data kelompok pekerja.
3. Memberikan feedback dua arah mengenai perilaku keselamatan dan kesehatan
kerja.
Eckenfelder (2003) dalam Syaaf (2008) mengemukakan beberapa kelebihan
dari pendekatan BBS yaitu:
a. Mengutamakan pekerja.
b. Mendefinisikan safe/unsafe behavior
c. Melatih perilaku yang diharapkan dan mengurangi perilaku yang salah.
d. Melibatkan partisipasi pekerja dalam prosesnya.
e. Melibatkan Top supervisor untuk pelaksanaan program.
Tujuan dari perilaku berbasis keselamatan adalah untuk mengubah perilaku
pekerja dari perilaku “berisiko” menjadi perilaku “aman”. Para peneliti menggunakan
apa yang disebut dengan model ABC untuk mengubah perilaku pekerja.
2.6.3. Model ABC dan Perilaku
Menurut Geller (2001) dalam Syaaf (2008) perilaku merupakan fungsi dari
lingkungan sekitar. Kejadian yang terjadi di lingkungan sekitar dapat dibagi menjadi
dua kategori, yaitu kejadian yang mendahului suatu perilaku dan kejadian yang
mengikuti suatu perilaku. Kejadian yang muncul sebelum suatu perilaku disebut
anteseden sedangkan kejadian yang mengikuti suatu perilaku disebut konsekuensi.
Perilaku memiliki prinsip dasar dapat dipelajari dan diubah dengan mengidentifikasi
dan memanipulasi keadaan lingkungan atau stimulus yang mendahului dan mengikuti
suatu perilaku
Fleming dan Lardner (2002) dalam Syaaf (2008) menjelaskan bahwa elemen
inti dari modifikasi perilaku adalah model ABC dari perilaku. Menurut model ABC ,
perilaku dipicu oleh beberapa rangkaian peristiwa anteseden (sesuatu yang
mendahului sebuah perilaku dan secara kausal terhubung dengan perilaku itu sendiri)
meningkatkan atau menurunkan kemungkinan perilaku tersebut akan terulang
kembali. Analisis ABC membantu dalam mengidentifikasi cara-cara untuk mengubah
perilaku dengan memastikan keberadaan anteseden yang tepat dan konsekuensi yang
mengandung perilaku yang diharapakan Anteseden yang juga disebut sebagai
aktivator dapat memunculkan suatu perilaku untuk mendapatkan konsekuensi yang
diharapkan (reward) atau menghindari konsekuensi yang tidak diharapkan ( penalty).
Dengan demikian, anteseden mengarahkan suatu perilaku dan konsekuensi
menentukan apakah perilaku tersebut akan muncul kembali. Hubungan antara
anteseden, perilaku, dan konsekuensi dapat dilihat pada gambar. Panah dua arah
diantara perilaku dan konsekuensi menegaskan bahwa konsekuensi mempengaruhi
kemungkinan perilaku tersebut akan muncul kembali. Konsekuensi dapat menguatkan
atau melemahkan perilaku sehingga dapat meningkatkan atau mengurangi frekuensi
kemunculan perilaku tersebut. Dengan kata lain, konsekuensi dapat meningkatkan
atau menurunkan kemungkinan perilaku akan muncul kembali dalam kondisi yang
serupa (McSween, 2003). Anteseden adalah penting namun tidak cukup berpengaruh
untuk menghasilkan perilaku. Konsekuensi menjelaskan mengapa orang mengadopsi
perilaku tertentu (Fleming dan. Lardner, 2002).
[image:44.612.118.527.541.620.2]
Gambar 2.2 Hubungan anteseden, perilaku, dan konsekuensi
Anteseden Conse
Model ABC dapat digunakan untuk mempromosikan perilaku sehat dan
selamat. Sebagai contoh, analisis ABC dapat digunakan untuk menyelidiki mengapa
pekerja tidak menggunakan alat pelindung telinga pada lingkungan yang bising dan
mngidentifikasi bagaimana cara untuk mempromosikan penggunaan Alat Pelindung
Telinga (APT) sehingga dapat mengurangi kehilangan pendengaran (Fleming dan
Lardner, 2002).
2.6.3.1. Anteseden (Antecedent)
Anteseden adalah peristiwa lingkungan yang membentuk tahap atau pemicu
perilaku. Anteseden yang secara reliable mengisyaratkan waktu untuk menjalankan
sebuah perilaku dapat meningkatkan kecenderungan terjadinya suatu perilaku pada
saat dan tempat yang tepat. Anteseden dapat bersifat alamiah (dipicu oleh
peristiwa-peritiwa lingkungan) dan terencana (dipicu oleh pesan/peringatan yang dibuat oleh
komunikator) (Graeff, dkk. 1996).
Contoh anteseden yaitu peraturan dan prosedur, peralatan dan perlengkapan
yang sesuai, informasi, rambu-rambu, keterampilan dan pengetahuan, serta pelatihan
Menurut Anne R. French seperti yang dikutip Roughton (2002), anteseden dapat
berupa safety meetings, penetapan tujuan, peraturan, perjanjian kontrak, kebijakan
dan prosedur, penambahan dan pengurangan insentif, intruksi, penempatan rambu
label keselamatan, pelatihan, permodelan ( Fleming dan Lardner, 2002).
Meskipun anteseden diperlukan untuk memicu perilaku, namun kehadirannya
tidak menjamin kemunculan suatu perilaku. Sebagai contoh, adanya peraturan dan
prosedur keselamatan belum tentu memunculkan perilaku aman. Bagaimanapun
anteseden yang memiliki efek jangka panjang seperti pengetahuan sangat penting
perilaku, tetapi pengaruhnya tidak cukup untuk membuat perilaku tersebut bertahan
selamanya. Untuk memelihara perilaku dalam jangka panjang dibutuhkan
konsekuensi yang signifikan bagi individu (Fleming dan Lardner, 2002).
2.6.3.2. Konsekuensi (Consequences)
Konsekuensi adalah peristiwa lingkungan yang mengikuti sebuah perilaku,
yang juga menguatkan, melemahkan atau menghentikan suatu perilaku. Secara
umum, orang cenderung mengulangi perilaku-perilaku yang membawa hasil-hasil
positif dan menghindari perilaku-perilaku yang memberikan hasil-hasil negatif.
(Graeff, dkk, 1996).
Konsekuensi didefenisikan sebagai hasil nyata dari perilaku individu yang
mempengaruhi kemungkinan perilaku tersebut akan muncul kembali. Dengan
demikian, frekuensi suatu perilaku dapat meningkat atau menurun dengan
menetapkan konsekuensi yang mengikuti perilaku tersebut. (Fleming dan Lardner,
2002).
Konsekuensi dapa berupa pembuktian diri, penerimaan atau penolakan dari
rekan kerja, sanksi, umpan balik, cedera atau cacat, penghargaan, kenyamanan atau
ketidaknyamanan, rasa terimakasih, penghematan waktu (Roughton, 2002).
Ada tiga macam konsekuensi yang mempengaruhi perilaku, yaitu penguatan
positif, peguatan negatif, dan hukuman. Penguatan positif dan penguatan negatif
memperbesar kemungkinan suatu perilaku untuk muncul kembali sedangkan
hukuman memperkecil kemungkinan suatu perilaku untuk muncul kembali (Fleming
dan Lardner, 2002).
dan penghargaan. Penguatan negative dapat berupa terhindar dari sesuatu yang tidak
diingiinkan seperti terhindar dari pengucilan oleh rekan kerja, terhindar dari rasa
sakit, terhindar dari kehilangan insentif, dan terhindar dari denda. Hukuman dapat
berupa mendapatkan sesuatu yang tidak diinginkan atau kehilangan sesuatu yang
dimiliki atau diinginkan seperti kehilangan keuntungan, aksipendisiplinan, rasa
sakit/cedera, perasaaan bersalah (Fleming dan Lardner, 2002).
Konsekuensi diatas dapat digunakan satu saja atau gabungan ketiganya untuk
mengubah perilaku. Sebagai contoh, frekuensi seorang manajer mengadakan inspeksi
dapat ditingkat dengan :
1. Penguatan positif berupa pujian dari atasan setelah melakukan inspeksi.
2. Penguatan negative untuk menghindari pengucilan oleh rekan kerja jika tidak
melaksanakan inspeksi.
3. Hukuman berupa bonus bagi manajer dikurangi jika tidak melakukan
isnpeksi.
Meskipun penguatan positif dan penguatan negatif sama-sama meningkatkan
frekuensi kemunculan suatu perilaku, keduanya menimbulkan hasil yang berbeda.
Penguatan negatif hanya menghasilkan perilaku untuk menghindari sesuatu yang
tidak diinginkan. Dengan kata lain mempengaruhi penilaian individu. Seseorang
memunculkan perilaku karena memang keinginannya bukan karena keharusan
(Fleming dan Lardner, 2002).
Penguatan dan hukuman ditentukan berdasarkan efeknya. Jadi sebuah
konsekuensi yang tidak dapat mengurangi frekuensi dari perilaku bukan merupakan
hukuman dan konsekuensi yang tidak dapat meningkatkan frekuensi bukan
penguatan bagi seseorang dalam situasi dan hukuman dalam situasi lain (Fleming dan
Lardner, 2002).
Seringkali konsekuensi menimbulkan efek yang bertentangan dengan efek
yang diharapkan. Hal ini disebabkan karena konsekuensi pada perilaku tidak
ditentukan oleh tindakan khusus atau tujuan yang diharapkan, tetapi orang yang
melakukan perilaku tersebut. Sebagai contoh, seorang manajer ingin memberikan
penghargaan atas keterlibatan pekerja dalam program peningkatan keselamatan, Ia
mengundang pekerjanya untuk menghadiri makan malam dan upacara penghargaan
serta menghadiahkan tiket permainan golf di akhir minggu untuk dua orang.
Meskipun maksud manajer tersebut adalah memberikan penguatan positif, namun
hadiah tersebut tidak memiliki efek yang diharapkan jika penerimanya merupakan
orang tua tunggal. Karyawan tersebut kemungkinan besar tidak akan menggunakan
kesempatannya untuk berlibur karena tidak memiliki seseorang untuk diajak, tidak
dapat meninggalkan anaknya sehingga tidak bisa bermain golf (Fleming dan Lardner,
2002).
Berdasarkan ilustrasi diatas, aspek permasalahan ketika menggunakan
modifikasi perilau untuk mengubah perilaku adalah dalam memiki konsekuensi yang
menurut orang lain memberikan penguatan baginya. Apa yang kita pikir dapat
memberikan penguatan belum tentu efeknya bagi orang lain. Ada beberapa strategi
yang dapat digunakan untuk mengidentifikasi penguatan yang efektif yaitu:
a. Melibatkan target individu atau kelompok dalam menentukan konsekuensi.
b. Memperhatikan apa yang dipilih oleh target individu atau kelompok untuk
mereka secara aktif dapat digunakan untuk menguatkan aktivitas lain yang
kurang diinginkan.
c. Dalam menggunakan analisis ABC pada perilaku yang kompleks dibutuhkan
beberapa kriteria untuk menilai efek konsekuensi.
2.7. Faktor-Faktor yang Berhubungan dengan Perilaku Kerja 2.7.1. Pelatihan
Salah satu cara yang baik untuk mempromosikan keselamatan di tempat kerja
adalah dengan memberikan pelatihan bagi pekerja. Pelatihan keselamatan awal harus
menjadi bagian proses orientasi pekerja baru. Pelatihan selanjutnya diarahkan pada
pembentukan pengetahuan yang baru, spesifik dan lebih dalam serta memperbaharui
pengetahuan yang sudah ada (Goestsch, 1996).
Pelatihan memberikan manfaat ganda dalam promosi keselamatan. Pertama,
pelatihan memastikan pekerja tahu bagaimana cara bekerja dengan aman dan
mengapa hal itu penting. Kedua, pelatihan menunjukkan bahwa manajamen memiliki
komitmen terhadap keselamatan. Pelatihan merupakan komponen utama dalam setiap
program keselamatan. Pelatihan dimaksudkan untuk meningkatkan pemahaman kerja
terhadap hazard dan risiko. Dengan adanya peningkatan kesadaran terhadap risiko,
pekerja dapat menghindari kondisi tertentu dengan mengenali pajanan dan
memodifikasinya dengan mengubah prosedur kerja menjadi lebih aman
Latihan keselamatan adalah penting mengingat kebanyakan kecelakaan terjadi
pada pekerja baru yang belum terbiasa bekerja dengan selamat. Sebabnya adalah
ketidaktahuan cara mencegahnya, sekalipun tahu tentang adanya suatu risiko bahaya
adanya bahaya, tetapi ia tidak mau disebut takut dan akhirnya menderita kecelakaan.
Pentingnya segi keselamatan harus ditekankan kepada tenaga kerja oleh pelatih,
pimpinan kelompok atau isntruktur (Suma’mur 2009).
2.7.2. Peraturan
Dalam penelitiannya Pratiwi (2009) mengemukakan pendapat beberapa ahli
seperti Peraturan merupakan dokumen tertulis yang mengkomunikasikan standar,
norma dan kebijakan untuk perilaku yang diharapkan (Geller, 2001). Peraturan
memiliki peran besar dalam menentukan perilaku mana yang dapat diterima dan tidak
dapat diterima (Roughton, 2002).
Notoatmodjo (1993) dalam Syaaf (2008) menyebutkan salah satu strategi
perubahan perilaku adalah dengan menggunakan kekuatan atau kekuasaan misalnya
peraturan-peraturan dan perundang-undangan yang harus dipatuhi oleh anggota
masyarakat. Cara ini menghasilkan perilaku yang cepat, akan tetapi perubahan
tersebut belum tentu akan berlangsung lama karena perubahan perilaku yang terjadi
tidak atau belum didasari oleh kesadaran sendiri.
Secara umum, kewajiban manajemen dalam peraturan keselamatan dapat
dirangkum sebagai berikut (Goestch, 1996):
1. Manajemen harus memiliki peraturan yang memastikan keselamatan dan
kesehatan di tempat kerja.
2. Manajemen harus memastikan bahwa setiap pekerjanya memahami peraturan
tersebut.
3. Manajamen harus memastikan bahwa peraturan tersebut dilaksanakan secara
Manajemen yang tidak memenuhi kriteria di atas dianggap teledor. Memiliki
peraturan saja tidak cukup, demikian juga memiliki peraturan dan meningkatkan
kesadaran pekerja terhadap peraturan. Manajemen harus merumuskan peraturan yang
sesuai, mengkonsumsikan peraturan tersebut kepada pekerja, dan menegakkan
peraturan tersebut di tempat kerja. Penegakkan peraturan merupakan hal yang sering
dilupakan (Goestch, 1996).
Objektivitas dan konsistensi merupakan hal yang penting ketika menegakkan
peraturan. Objektivitas maksudnya peraturan tersebut berlaku bagi semua pekerja dari
mulai pekerja baru hingga kepada eksekutif. Konsistensi maksudnya adalah peraturan
tersebut ditegakkan dalam setiap kondisi tanpa ada pengaruh dari luar. Hal ini berarti
hukuman diberikan kepada setiap pelanggaran. Gagal untuk menjadi objektif dan
konsisten dapat menurunkan kredibilitas dan efektivitas upaya perusahaan untuk
mempromosikan keselamatan (Goestch, 1996).
Peraturan keselamatan akan lebih efektif jika dibuat dalam bentuk tertulis
dikomunikasikan dan didiskusikan dengan seluruh pekerja yang terlibat. Hubungan
antar peraturan keselamatan dan konsekuensi yang diterima akibat pelanggaran dapat
didiskusikan bersama dengan pekerja. Pekerja kemudian diminta untuk
menandatangani pernyataan bahwa mereka telah membaca dan memahami peraturan
tersebut dan juga telah mendapatkan penjelasan tentang konsekuensi yang akan
mereka terima bila melanggarnya. Ketika pekerja ikut dilibatkan dalam perumusan
peraturan, mereka akan lebih memahami dan mau mengikuti peraturan tersebut
Petunjuk untuk membangun peraturan keselamatan (Goestch, 1996) antara lain:
1. Kurangi jumlah peraturan. Terlalu banyak peraturan dapat menimbulkan
overload.
2. Tulis peraturan dalam bahasa yang jelas dan mudah dipahami. Langsung pada
poin pentingnya saja dan hindari penggunaan kata-kata yang memiliki makna
ambigu atau sulit dipahami.
3. Tulis hanya peraturan penting untuk memastikan keselamatan dan kesehatan di
tempat kerja.
4. Libatkan pekerja dalam perumusan peraturan yang berlaku bagi area operasi
tertentu.
5. Rumuskan hanya peraturan yang dapat dan akan ditegakkan.
6. Gunakan akal sehat dalam merumuskan peraturan.
2.7.3. Pengawasan
Kelemahan dari peraturan keselamatan adalah hanya berupa tulisan yang
menyebutkan bagaimana seseorang bisa selamat, tetapi tidak mengawasi tindakan
aktivitasnya. Pekerja akan cenderung melupakan kewajibannya dalam beberapa hari
atau minggu (Roughton, 2002). Oleh karena itu, dibutuhkan pengawasan untuk
menegakkan peraturan di tempat kerja.
Menurut Roughton (2002), beberapa tipe individu yang harus terlibat dalam
mengawasi tempat kerja yaitu :
1. Pengawas (Supervisor)
Setiap pengawas yang ditunjuk harus mendapatkan pelatihan terlebih dahulu
2. Pekerja
Ini merupakan salah satu cara untuk melibatkan pekerja dalam proses
keselamatan. Setiap pekerja harus mengerti mengenai potensi bahaya dan cara
melindungi diri dan rekan kerjanya dari bahaya tersebut. Mereka yang terlibat dalam
pengawasan membutuhkan pelatihan dalam mengenali dan mengendalikan potensi
hazard.
3. Safety Professional
Safety Professional harus menyediakan bimbingan dan petunjuk tentang metode inspeksi. Safety Professional dapat diandalkan untuk bertanggung jawab
terhadap kesuksesan atau permasalahan dalam program pencegahan dan pengendalian
bahaya.
2.7.4. Ketersediaan Fasilitas
Penggunaan APD merupakan penyambung dari berbagai upaya pen