OPTIMASI PEMBUATAN VIRGIN COCONUT OIL (V C O)
BERDASARKAN FAKTOR TEMPERATUR DAN LAMA
PEMANASAN DENGAN METODE PERMUKAAN RESPON
PADA LABORATORIUM PROSES MANUFAKTUR
DEPARTEMEN TEKNIK INDUSTRI - USU
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
ILHAM MUDA HARAHAP NIM. 080423039
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
OPTIMASI PEMBUATAN VIRGIN COCONUT OIL (V C O)
BERDASARKAN FAKTOR TEMPERATUR DAN LAMA
PEMANASAN DENGAN METODE PERMUKAAN RESPON
PADA LABORATORIUM PROSES MANUFAKTUR
DEPARTEMEN TEKNIK INDUSTRI - USU
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
ILHAM MUDA HARAHAP NIM. 080423039
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
( Ir. A. Jabbar M. Rambe, M.Eng ) ( Ir. Nurhayati Sembiring, MT )
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah memberikan
rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas
sarjana ini yang dilaksanakan di Laboratorium Proses Manufaktur Departemen Teknik
Industri – USU. Adapun judul untuk Tugas Sarjana ini adalah “OPTIMASI
PEMBUATAN VIRGIN COCONUT OIL (VCO) BERDASARKAN FAKTOR TEMPERATUR DAN LAMA PEMANASAN DENGAN METODE PERMUKAAN RESPON PADA LABORATORIUM PROSES MANUFAKTUR DEPARTEMEN TEKNIK INDUSTRI - USU”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih
banyak kekurangan dalam penulisan laporan ini. Oleh karena itu, penulis sangat
mengharapkan saran dan masukan yang sifatnya membangun demi kesempurnaan
laporan ini. Semoga Laporan ini dapat bermanfaat bagi penulis sendiri, Laboratorium
Proses Manufaktur Departemen Teknik Industri- USU, dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA Penulis
Medan, Mei 2011
UCAPAN TERIMAKASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapatkan bimbingan dan
bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun
administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih
kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri Universitas
Sumatera Utara yang telah memberikan arahan dan bimbingan selama penulis
mengikuti perkuliahan.
2. Bapak Aulia Ishak, S.T., M.T, selaku Koordinator Tugas Sarjana Departemen Teknik
Industri USU.
3. Bapak Prof. Dr. A. Rahim Matondang, M.SIE, selaku Ketua bidang Tugas Sarjana
Departemen Teknik Industri USU.
4. Bapak Ir. A. Jabbar M. Rambe, M.Eng, selaku Dosen Pembimbing I yang telah
banyak memberikan bimbingan dan arahan kepada penulis untuk menyelesaikan
laporan Tugas Sarjana.
5. Ibu Ir. Nurhayati Sembiring, MT, selaku Dosen Pembimbing II yang telah banyak
memberikan bimbingan dan arahan kepada penulis untuk menyelesaikan laporan
Tugas Sarjana.
6. Kedua orang tua dan saudara - saudara penulis yang selalu memberikan do’a dan
dukungan yang luar biasa selama pengerjaan laporan Tugas Sarjana.
7. Kepada Adinda Inayah Dalimunthe yang selalu memberikan do’a dan dukungan yang
8. Rekan – rekan yang berpartisipasi dalam proses penyelesaian laporan ini.
Demikian penulis sampaikan untuk memulai pembahasan laporan Tugas Sarjana
ini. Penulis menyadari bahwa Tugas Sarjana yang disajikan masih banyak kekurangan.
Oleh karena itu, penulis mengharapkan dan semoga laporan Tugas Sarjana ini dapat
D A F T A R I S I
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
ABSTRAK ... xv
I PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1
1.2. Perumusan Masalah. ... I-3
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Pembatasan Penelitian. ... I-4
1.6. Asumsi-asumsi yang Digunakan ... I-4
1.7. Sistimatika Penulisan Tugas Sarjana ... I-5
II GAMBARAN UMUM LABORATORIUM ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Laboratorium ... II-2
2.3. Organisasi dan Manajemen ... II-7
2.3.1. Organisasi dan Manajemen ... II-7
2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-9
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-11
2.3.3.1. Jumlah Tenaga Kerja ... II-11
2.3.3.2. Jam Kerja ... II-12
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-12
2.3.4.1. Sistem Pengupahan ... II-12
2.3.4.2. Fasilitas Lainnya ... II-13
2.4. Proses pembuatan Virgin Coconut Oil (VCO) ... II-14
2.4.1. Standar Mutu Bahan/Produk ... II-15
2.4.2. Bahan yang Digunakan ... II-15
2.4.2.1. Bahan Baku ... II-15
2.4.2.2. Bahan Tambahan ... II-16
2.4.2.3. Bahan Penolong ... II-16
2.4.3. Mesin dan Peralatan ... II-16
2.4.3.1. Mesin Produksi ... II-16
2.4.3.2. Peralatan Produksi ... II-18
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI ... III-1
3.1. Pendahuluan . ... III-1
3.2. Desain Eksperimen ... III-4
3.3. Response Surface Methodology (RSM) ... III-9
3.4. Model Orde Pertama ... III-12
3.5. Metode Steepest Ascent ... III-16
3.6. Model Orde Kedua ... III-19
3.7. Central Composite Design ... III-21
3.8. Minyak Kelapa Murni ... III-26
3.9. Kegunaan Minyak Kelapa Murni ... III-27
3.10. Pengolahan Virgin Coconut Oil (VCO) ... III-28
IV METODOLOGI PENELITIAN ... IV-1
4.1. Waktu dan Tempat Penelitian ... IV-2
4.2. Objek Penelitian ... IV-2
4.3. Metode Penelitian ... IV-2
4.4. Teknik Pengumpulan Data ... IV-2
4.5. Variabel Penelitian ... IV-3
4.6. Pengumpulan Data ... IV-4
4.7. Pengolahan Data ... IV-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data Model Orde Pertama ... V-1
5.1.1. Penentuan Faktor Penelitian ... V-1
5.1.2. Penetapan Titik Setting Faktor ... V-2
5.1.3. Penentuan Range Faktor ... V-2
5.1.4. Jumlah Pembuatan Virgin Coconut Oil (VCO) ... V-2
5.2. Pengolahan Data ... V-4
5.2.1. Penentuan Koefisien b0, b1, dan b2 ... V-4
5.2.2. Uji Ketidaksesuaian Model Orde Pertama ... V-8
5.2.3. Steepest Ascent ... V-11
5.2.4. Penentuan Model Orde Kedua ... V-13
5.2.5. Uji Ketidaksesuaian Model Orde Kedua ... V-20
5.2.6. Penentuan Titik Optimal Faktor ... V-25
VI ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Analisis Faktor, Level dan Variabel Respon ... VI-1
6.2. Analisis Model Orde Pertama ... VI-1
6.3. Analisis Steepest Ascent ... VI-2
6.4. Analisis Model Orde Kedua ... VI-4
6.5. Analisis Penentuan Titik Optimal Faktor ... VI-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.7. Analisis Beda Hasil Penelitian RSM dengan Hasil Penelitian lain .. VI-6
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
DAFTAR TABEL
TABEL HALAMAN
2.1. Pembagian Tenaga Kerja... II-11
2.2. Standar Mutu Virgin Coconut Oil (VCO) ... II-20
3.1. Perbedaan Metode RSM dan Metode EVOP ... III-4
3.2. Perhitungan Uji Ketidaksesuaian untuk Model Orde Pertama ... III-15
3.3. Faktor dan Level dalam Desain Eksperimen ... III-18
3.4. Perhitungan Pergerakan Level pada Metode Steepest Ascent ... III-19
3.5. Perhitungan Uji Ketidaksesuaian untuk Model Orde Kedua ... III-23
3.6. Kandungan Minyak Kelapa Murni ... III-27
3.7. Komposisi Asam Lemak Minyak Kelapa Murni ... III-27
5.1. Simbol Faktor ... V-1
5.2. Range Faktor... V-2
5.3. Jumlah Pembuatan Virgin Coconut Oil (VCO) ... V-3
5.4. Perhitungan Uji Ketidaksesuaian untuk Model Orde Pertama ... V-11
5.5. Cara Perhitungan Pergerakan Level pada Metode Steepest Ascent .. V-11
5.6. Perhitungan Pergerakan Level pada Metode Steepest Ascent ... V-12
5.7. Nilai Faktor setelah Steepest Ascent ... V-13
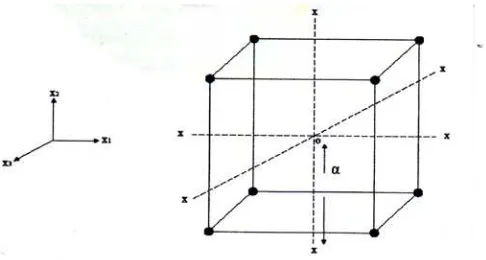
5.8. Nilai α untuk Masing-masing Faktor ... V-15
5.9. Hasil Pembuatan VCO ... V-16
5.10. Perhitungan Uji Ketidaksesuaian untuk Model Orde Kedua ... V-25
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Loboratorium Proses Manufaktur Departemen Teknik Industri
Universitas Sumatera Utara ... II-8
3.1. Contour Plot ... III-11
3.2. Surface Plot ... III-11
3.3. Central Composite Design ... III-22
4.1. Diagram Alir Penelitian ... IV-1
4.2. Diagram Alir Pengolahan Data ... IV-6
5.1. Desain 2k ... V-3
5.2. Central Composite Design ... V-13
ABSTRAK
Virgin Coconut Oil (VCO) merupakan salah satu hasil olahan dari buah kelapa segar. Diproses dengan pemanasan terkendali atau tanpa pemanasan sama sekali dan tanpa bahan kimia. Virgin Coconut Oil (VCO) merupakan modifikasi proses pembuatan minyak kelapa sehingga dihasilkan produk dengan kadar air dan kadar asam lemak bebas yang rendah, berwarna bening, berbau harum, serta mempunyai daya simpan yang cukup lama yaitu lebih dari satu tahun. Laboratorium Proses Manufaktur Departemen Teknik Industri - USU merupakan tempat praktikum mahasiswa Teknik Industri USU. Di dalam laboratorium ini praktikan melakukan beberapa percobaan.
Salah satu modul perco
b
aan yang dilakukan di laboratorium ini yaitu percobaan proses pembuatan VCO (Virgin Coconut Oil). VCO (Virgin Coconut Oil) yang diproses dengan menggunakan mesin evaporator. Pada saat praktikan melakukan percobaan pembuatan VCO (Virgin Coconut Oil) diketahui bahwa rata – rata output proses pembuatan VCO hanya mencapai 18,3% dari kapasitas terpasang yang seharusnya mencapai 30% - 35%. Faktor-faktor yang berpengaruh dari perolehan output itu adalah faktor temperatur dan lama pemanasan. Oleh karena itu, diperlukan suatu metode untuk mendapatkan setting faktor yang optimal. Agar volume pembuatan VCO dapat bertambah. Salah satu metode yang dapat digunakan adalah metode Response Surface Methodology (RSM).Metode RSM memiliki beberapa tahap sebagai berikut: pembuatan model orde pertama, pengujian model orde pertama, melakukan prosedur steepest ascent, pembuatan model orde kedua, pengujian model orde kedua dan penentuan titik optimal faktor.
Penelitian dimulai dengan pengumpulan data berupa data perolehan volume pembuatan VCO dari tiap perlakuan pada desain model orde pertama. Kondisi operasi yang dilakukan oleh pihak laboratorium sebelum penggunaan metode RSM, yakni temperatur 800C dan lama pemanasan 7 jam. Selanjutnya dilakukan perhitungan untuk menentukan model orde pertama dan dihasilkan model yaitu: Y = 2,05 + 0,075X1 +
0,275X2. Selanjutnya dilakukan pengujian dan memberikan kesesuaian. Prosedur steepest
ascent memberikan hasil yaitu: temperature (X1) 820Cdan lama pemanasan (X2) 8,7142
jam. Setelah itu dilakukan pembuatan model orde kedua dan menghasilkan model yaitu: Y = 2,542021 + 0,02456X1 + 0,060401X2 - 0,22891X12 - 0,05258X22 + 0,05X1X2.
Penentuan titik optimal memberikan hasil yaitu: temperature 820C (X1) =
-0,10163 dan lama pemanasan 8 jam (X2)= -1,42177. Hasil ini di masukkan ke persamaan
ABSTRAK
Virgin Coconut Oil (VCO) merupakan salah satu hasil olahan dari buah kelapa segar. Diproses dengan pemanasan terkendali atau tanpa pemanasan sama sekali dan tanpa bahan kimia. Virgin Coconut Oil (VCO) merupakan modifikasi proses pembuatan minyak kelapa sehingga dihasilkan produk dengan kadar air dan kadar asam lemak bebas yang rendah, berwarna bening, berbau harum, serta mempunyai daya simpan yang cukup lama yaitu lebih dari satu tahun. Laboratorium Proses Manufaktur Departemen Teknik Industri - USU merupakan tempat praktikum mahasiswa Teknik Industri USU. Di dalam laboratorium ini praktikan melakukan beberapa percobaan.
Salah satu modul perco
b
aan yang dilakukan di laboratorium ini yaitu percobaan proses pembuatan VCO (Virgin Coconut Oil). VCO (Virgin Coconut Oil) yang diproses dengan menggunakan mesin evaporator. Pada saat praktikan melakukan percobaan pembuatan VCO (Virgin Coconut Oil) diketahui bahwa rata – rata output proses pembuatan VCO hanya mencapai 18,3% dari kapasitas terpasang yang seharusnya mencapai 30% - 35%. Faktor-faktor yang berpengaruh dari perolehan output itu adalah faktor temperatur dan lama pemanasan. Oleh karena itu, diperlukan suatu metode untuk mendapatkan setting faktor yang optimal. Agar volume pembuatan VCO dapat bertambah. Salah satu metode yang dapat digunakan adalah metode Response Surface Methodology (RSM).Metode RSM memiliki beberapa tahap sebagai berikut: pembuatan model orde pertama, pengujian model orde pertama, melakukan prosedur steepest ascent, pembuatan model orde kedua, pengujian model orde kedua dan penentuan titik optimal faktor.
Penelitian dimulai dengan pengumpulan data berupa data perolehan volume pembuatan VCO dari tiap perlakuan pada desain model orde pertama. Kondisi operasi yang dilakukan oleh pihak laboratorium sebelum penggunaan metode RSM, yakni temperatur 800C dan lama pemanasan 7 jam. Selanjutnya dilakukan perhitungan untuk menentukan model orde pertama dan dihasilkan model yaitu: Y = 2,05 + 0,075X1 +
0,275X2. Selanjutnya dilakukan pengujian dan memberikan kesesuaian. Prosedur steepest
ascent memberikan hasil yaitu: temperature (X1) 820Cdan lama pemanasan (X2) 8,7142
jam. Setelah itu dilakukan pembuatan model orde kedua dan menghasilkan model yaitu: Y = 2,542021 + 0,02456X1 + 0,060401X2 - 0,22891X12 - 0,05258X22 + 0,05X1X2.
Penentuan titik optimal memberikan hasil yaitu: temperature 820C (X1) =
-0,10163 dan lama pemanasan 8 jam (X2)= -1,42177. Hasil ini di masukkan ke persamaan
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Virgin Coconut Oil (VCO) merupakan minyak kelapa yang diproses dengan
pemanasan terkendali atau tanpa pemanasan sama sekali dan tanpa bahan kimia. Virgin
Coconut Oil (VCO) dibuat dari bahan baku kelapa segar yang sudah tua atau matang
dengan umur buah kelapa 11-12 bulan. Buah kelapa yang demikian akan menghasilkan
rendemen minyak yang banyak. Kegunaan minyak Virgin Coconut Oil (VCO) yang
sangat banyak, antara lain mampu mengatasi penyakit degeneratif seperti diabetes
mellitus, penyakit jantung, kegemukan, osteoporosis dan kolesterol. Pada Laboratorium
Proses Manufaktur Departemen Teknik Industri – USU dilakukan praktikum proses
pembuatan Virgin Coconut Oil (VCO). Pada saat praktikan melakukan percobaan
pembuatan Virgin Coconut Oil (VCO) perolehan output belum optimal. Faktor-faktor
yang berpengaruh dari perolehan output yang belum optimal adalah faktor temperatur
dan lama pemanasan.
Untuk memperoleh hasil Virgin Coconut Oil (VCO) yang optimal selama ini
dilakukan hanya dengan cara coba-coba, yakni dengan mengganti nilai temperatur dan
lama pemanasan. Percobaan dilakukan tanpa ada suatu model yang digunakan untuk
mendapatkan hasil yang optimal dalam pembuatan Virgin Coconut Oil (VCO) tersebut.
Pada saat praktikan melakukan percobaan pembuatan VCO (Virgin Coconut Oil)
diketahui bahwa rata – rata output proses pembuatan VCO hanya mencapai 18,3% dari
berpengaruh dari perolehan output itu adalah faktor temperatur dan lama pemanasan.
Oleh karena itu, diperlukan suatu metode untuk mendapatkan setting faktor yang optimal.
Pada percobaan proses pembuatan Virgin Coconut Oil (VCO) di laboratorium
Proses Manufaktur Departemen Teknik Industri – USU diperoleh output Virgin Coconut
Oil (VCO) sebesar 19,6% pada temperatur 700C dan lama pemanasan 6 jam, output
sebesar 19,75% pada temperatur 750C dan lama pemanasan 7 jam dan output sebesar
20,47% pada temperatur 800C dan lama pemanasan 8 jam dengan menggunakan volume
bahan baku yang sama yaitu 20 liter. Hasil percobaan ini menunjukkan bahwa perolehan
volume Virgin Coconut Oil (VCO) dipengaruhi oleh temperatur dan lama pemanasan.
Semakin naik nilai temperatur dan semakin lama waktu pemanasan yang dilakukan, maka
perolehan volume Virgin Coconut Oil (VCO) semakin bertambah.
Cara yang digunakan yaitu dengan Response Surface Methodology (RSM). RSM
dapat digunakan untuk menentukan titik optimal pada setting kondisi proses agar hasil
yang diperoleh lebih baik. Dengan menggunakan RSM, maka data hasil eksperimen akan
dianalisa untuk menentukan bagaimana variabel – variabel hasil disesuaikan agar
mendapatkan perbaikan kinerja. Yakni agar kuantitas VCO yang dihasilkan dapat
meningkat dan mencapai titik optimal.
1.2. Perumusan Masalah
Permasalahan yang ditemukan pada proses pembuatan Virgin Coconut Oil (VCO)
1. Pada hasil percobaan proses pembuatan Virgin Coconut Oil (VCO) praktikan, rata
– rata perolehan volume hanya mencapai 18,3% yang semestinya mencapai 30% -
35%
2. Belum adanya suatu metode yang diterapkan di laboratorium Proses Manufaktur
Departemen Teknik Industri – USU untuk memperoleh hasil pembuatan Virgin
Coconut Oil (VCO) yang optimal, hanya sistem coba-coba dengan mengganti
nilai faktor.
3. Belum adanya setting yang optimal untuk faktor temperatur dan lama pemanasan
dalam perolehan volume pada pembuatan Virgin Coconut Oil (VCO) di
laboratorium.
1.3. Tujuan Penelitian
Tujuan yang ingin dicapai dari penelitian ini adalah : untuk meningkatkan
perolehan volume dalam pembuatan Virgin Coconut Oil (VCO) dengan menentukan
setting kondisi optimal dari faktor yang mempengaruhi produksi yaitu temperatur dan
lama pemanasan.
1.4. Manfaat Penelitian
Manfaat penelitian ini antara lain adalah :
1. Memberikan setting yang optimal pada variabel temperatur dan lama pemanasan pada
pembuatan Virgin Coconut Oil (VCO).
2. Mendapatkan pertambahan volume pada proses pembuatan Virgin Coconut Oil
3. Menyempurnakan sistem pembuatan Virgin Coconut Oil (VCO) yang optimal dari
sistem pembuatan yang telah ada sebelumya.
1.5. Pembatasan Penelitian
Batasan – batasan yang diberikan dalam penelitian ini antara lain :
1. Analisa masalah dilakukan pada produk Virgin Coconut Oil (VCO).
2. Variabel input yang diteliti adalah temperatur dan lama pemanasan.
3. Metode eksperimen yang digunakan yaitu metode Response Surface Methodology
(RSM)
4. Variabel respon atau karakteristik yang digunakan adalah volume Virgin Coconut Oil
(VCO).
1.6. Asumsi-asumsi yang Digunakan
Asumsi yang digunakan dalam penelitian ini adalah :
1. Tidak ada perubahan dalam setting proses produksi.
2. Metode kerja yang digunakan sudah standar.
3. Keadaan perlengkapan serta mesin dianggap cukup baik.
4. Bahan baku yang digunakan sudah sesuai dengan standar.
1.7. Sistematika Penulisan Tugas Sarjana
Untuk memudahkan penulisan, pembahasan dan penilaian Tugas Sarjana ini,
maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika sebagai
LEMBAR JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR
UCAPAN TERIMAKASIH
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
RINGKASAN
BAB I : PENDAHULUAN
Diuraikan mengenai latar belakang permasalahan, rumusan permasalahan,
tujuan penelitian, manfaat penelitian, pembatasan, asumsi yang digunakan
dan sistematika penulisan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Diuraikan secara singkat dan padat tentang sejarah dan gambaran umum
laboratorium proses manufaktur departemen TI - USU , baik organisasi,
manajemen laboratorium, jenis mesin dan peralatan beserta spesifikasinya.
BAB III : LANDASAN TEORI
Diuraikan mengenai tinjauan-tinjauan kepustakaan yang berisi teori-teori
tentang Virgin Coconut Oil (VCO), metode permukaan respon dan desain
eksperimen serta pemikiran-pemikiran yang digunakan sebagai landasan
dalam pembahasan serta pemecahan masalah.
Diuraikan tentang langkah-langkah atau tahap-tahap yang dijadikan acuan
untuk menyelesaikan permasalahan dalam melakukan penelitian sesuai
dengan teori-teori yang digunakan dalam landasan teori, serta prosedur
yang akan dilakukan dalam melakukan penelitian, pengumpulan data,
pengolahan data, analisis dan evaluasi, serta kesimpulan dan saran.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Diuraikan mengenai prosedur pengumpulan data dari perusahan yang
dibutuhkan dan cara pengolahan data yang digunakan sebagai dasar pada
pemecahan masalah.
BAB VI : ANALISA PEMECAHAN MASALAH
Diuraikan pembahasan hasil dari pengolahan data dan pemecahan
masalah.
BAB VII : KESIMPULAN DAN SARAN
Diuraikan kesimpulan yang dapat diambil oleh penulis dari hasil
penelitian ini serta rekomendasi saran-saran yang perlu bagi Laboratorium
Departemen Teknik Industri - USU.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM LABORATORIUM
2.1. Sejarah Laboratorium
Laboratorium Proses Manufaktur Departemen Teknik Industri Universitas
Sumatera Utara adalah tempat untuk melaksanakan kegiatan paktikum oleh mahasiswa
Teknik Industri. Sebelumnya nama laboratorium ini adalah Laboratorium Teknologi
Produksi sebagai kepala laboratorium adalah Bapak Ir. Suhaimi Simatupang yang dibantu
staff laboratorium, kemudian pada tahun 2000 berubah nama menjadi Laboratorium
Proses Produksi hingga tahun 2006. Setelah tahun 2006 namanya menjadi Laboratorium
Proses Manufaktur sampai sekarang yang disesuaikan dengan pergantian kurikulum,
dimana sebagai kepala Laboratorium Proses Manufaktur adalah Ir. Nazaruddin, MT
hingga tahun 2008.
Pada tahun 2009, kepala laboratorium tersebut adalah Ir. Nurhayati Sembiring,
MT. Pada awal tahun 2011 kepala laboratorium digantikan oleh Tuti Sarma Sinaga,
ST,MT, sampai sekarang.
Sebelum memproduksi Virgin Coconut Oil (VCO), laboratorium proses
manufaktur memproduksi kramik. Setelah mesin – mesin produksi kramik tidak dipakai,
maka diganti dengan mesin-mesin pembuatan Virgin Coconut Oil (VCO) seperti ; mesin
parut, mesin pengering (penggoreng hampa), mesin press (srew press/extruder), mesin
pemanas (evaporator), mesin sentrifuge, mesin penyaring (filter press).
Laboratorium Proses Manufaktur Departemen Teknik Industri Universitas
Sumatera Utara melakukan percobaan/praktikum. Pada saat penelitian ini berlangsung
modul praktikum di laboratorium proses manufaktur adalah :
1. Proses produksi Virgin Coconut Oil (VCO).
Minyak kelapa murni atau lebih dikenal dengan Virgin Coconut Oil (VCO)
merupakan modifikasi proses pembuatan minyak kelapa sehingga dihasilkan minyak
kelapa dengan kadar air dan kadar asam lemak bebas yang rendah, berwarna bening,
berbau harum, serta mempunyai daya tahan simpan yang cukup lama yaitu lebih dari
satu bulan.
Pembuatan minyak kelapa murni ini memiliki banyak keunggulan yaitu tidak
membutuhkan biaya yang mahal karena bahan baku mudah didapat, pengolahan
yang sederhana dan tidak terlalu rumit, serta penggunaan energi yang minimal.
Minyak kelapa murni ini memiliki berbagai manfaat yang baik dan dari segi
ekonomi minyak kelapa murni mempunyai harga jual yang lebih tinggi dibanding
dengan minyak kelapa kopra sehingga studi pembuatan VCO perlu dikembangkan.
Adapun tujuan dari praktikum ini adalah sebagai berikut:
- Memahami proses pembuatan VCO dengan teknik evaporasi.
- Mengetahui kesetimbangan bahan dengan analisis terhadap material input, output,
dan waste/ limbah setiap proses produksi VCO.
- Menguji kualitas dari VCO yang dihasilkan.
Adapun manfaat dari praktikum ini adalah sebagai berikut :
- Praktikan mampu menguji kualitas VCO.
- Praktikan mengetahui karakteristik VCO yang berkualitas baik.
2. Penggorengan hampa
Dalam praktikum ini yang menjadi objek perhatian adalah keripik buah di
mana keripik buah ini banyak diminati oleh berbagai kalangan. Terkadang keripik
buah menjadi kurang diminati karena warnanya yang kecoklatan maupun terlihat
seperti gosong, teksturnya yang kurang renyah, dan bau gosong pada keripiknya.
Untuk itu, perlu dipertimbangkan alternatif yang bisa dijadikan solusi agar keripik
buah digoreng tersebut tidak gosong, renyah, warnanya yang masih segar, dan tidak
berbau gosong lagi dengan cara menentukan metode penggorengan keripik buah
yang modern, yaitu dengan vacuum fraying atau nama lain adalah penggorengan
hampa.
Adapun tujuan dilaksanakannya praktikum ini adalah :
- Memahami proses pembuatan produk yakni keripik buah dengan mesin
penggoreng hampa.
- Mengaplikasikan perancangan eksperimen untuk mendapatkan faktor-faktor yang
memberikan pengaruh dengan penentuan perlakuan.
- Menganalisis biaya-biaya yang terjadi dalam proses pembuatan keripik buah
dengan mesin penggorengan hampa.
- Meningkatkan, mengembangkan dan melatih jiwa kewirausahaan dengan mampu
membuat, menjual dan memasarkan produk (keripik buah) hasil produksi.
- Praktikan dapat mengetahui langkah-langkah pembuatan keripik buah dengan
menggunakan mesin penggorengan hampa.
- Praktikan dapat mengetahui waktu penggorengan yang ideal dan penggunaan
minyak yang baik.
- Praktikan dapat mengetahui cara menganalisis biaya sehingga dapat mengetahui
keuntungan dari hasil perhitungan analisis keripik buah.
- Praktikan dapat mengaplikasikan jiwa kewirausahaan di dunia industri kecil atau
bahkan di industri besar.
3. Proses permesinan
Dalam pembahasan kali ini praktikan mengambil salah satu sistem integral
mesin dan pada akhirnya semua sistem integral tersebut akan menjadi satu kesatuan.
Seorang engineer sebaiknya tidak hanya mengetahui teori dari mesin-mesin yang
digunakan pada saat manufaktur, namun sebagai seorang engineer juga bisa atau
setidaknya memahami cara penggunaan mesin-mesin dilantai manufaktur.
Dalam praktikum proses pemesinan ini praktikan membuat suatu part/produk
yang dinamakan anak spi. Anak spi ini berguna sebagai pasak penahan roda gigi
pada gear box yang digunakan salah satu mesin yang ada pada pabrik kelapa sawit.
Mesin-mesin yang dioperasikan praktikan adalah mesin gergaji, mesin sekrap dan
juga mesin gerinda.
Mesin yang digunakan praktikan hanya memiliki satu cara pengoperasian yaitu
secara menual. Mesin pengerjaan benda logam sekarang ini sudah semakin pesat,
logam yang bekerja secara otomatis. Hal ini dikarenakan semakin meningkatnya
permintaan para pengusaha atas benda-benda pengerjaan mesin.
Adapun tujuan praktikum proses pemesinan adalah sebagai berikut :
- Mampu membuat dan merancang suatu benda kerja dengan gambar teknik, baik
secara manual maupun dengan komputerisasi.
- Mampu membuat suatu perencanaan proses produksi.
- Mampu membuat benda kerja sesuai dengan gambar rancangan awal.
- Mampu pengoperasikan mesin perkakas konvensional dan menghasilkan produksi
dari proses pemesinan yang dilakukan.
Adapun manfaat praktikum proses pemesinan ini adalah sebagai berikut:
- Mampu mendesain benda kerja dalam bentuk gambar teknik menggunakan
software maupun secara manual.
- Mengetahui dan memahami proses pengerjaan benda-benda logam menggunakan
mesin bubut, mesin gerinda, mesin frais, dan mesin bor.
- Mampu menghasilkan benda kerja sesuai desain dan spesifikasi yang telah
ditetapkan melalui proses pembubutan, penggerindaan, pemfraisan, dan
pengeboran.
4. Computer Numerical Control (CNC).
Adapun keunggulan penggunaan mesin CNC ini adalah proses pengerjaan
benda logam relatif singkat, tenaga operator yang digunakan tidak terlalu banyak,
efesiensi pembentukan logam, pengoperasian mesin dilakukan secara otomatis.
Mesin CNC yang digunakan untuk praktikum laboratorium Proses Manufaktur
Medan. Adapun cara pengoperasian mesin CNC yaitu Operator mesin CNC yang
akan memasukkan program pada mesin sebelumnya harus sudah memahami gambar
kerja dari komponen yang akan dibuat pada mesin tersebut. Gambar kerja biasanya
dibuat dengan cara manual atau dengan computer menggunakan program CAD
(Computer Aided Design). Dengan menggunakan software CAM, seorang operator
cukup membuat gambar kerja dari benda yang akan dibuat dengan mesin CNC pada
PC. Hasil gambar kerja dapat dieksekusi secara simulasi untuk melihat pelaksanaan
pengerjaan benda kerja di mesin CNC melalui layar monitor.
Dalam pengoptimalkan kinerja mesin CNC maka akan dilakukan
pemrograman, penggambaran, dan pengerjaan suatu produk/part dengan
menggunakan software CNC, yaitu software MasterCAM.
Dalam pengoperasian mesin CNC, seorang programmer mesin harus mampu
menggambarkan produk dengan menggunakan bantuan perangkat lunak komputer
dan membuat program pengoperasian mesin CNC. Kemudian, menghubungkan
program tersebut dengan mesin CNC agar mesin dapat berjalan dengan baik sesuai
dan mampu menghasilkan produk sesuai dengan keinginan operator.
Adapun tujuan praktikum ini adalah sebagai berikut :
- Memahami proses pengerjaan part/produk dengan mesin CNC.
- Memahami pemograman CNC secara manual.
- Memahami pemograman CNC dengan software MasterCAM.
- Memahami pemilihan tool yang ideal dalam mengerjakan part dengan mesin
2.3. Organisasi dan Manajemen
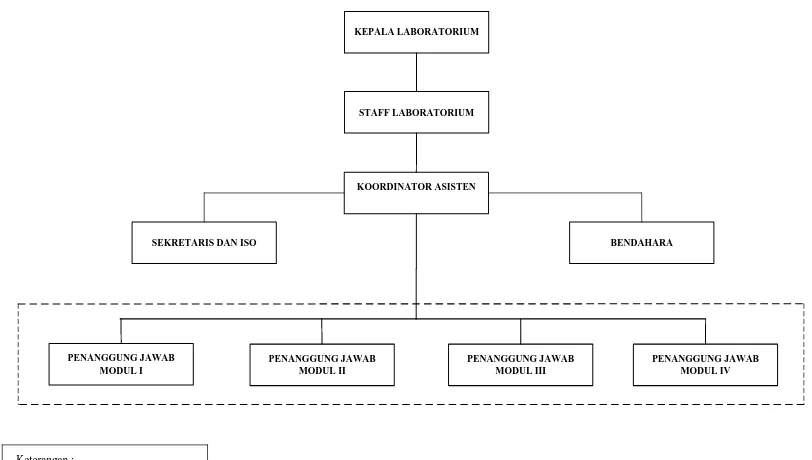
2.3.1. Struktur Organisasi Laboratorium
Sistem organisasi yang digunakan oleh Laboratorium Proses Manufaktur
Departemen Teknik Industri Universitas Sumatera Utara merupakan sistem organisasi
lini fungsional. Laboratorium Proses Manufaktur Departemen Teknik Industri
Universitas Sumatera Utara dan disesuaikan dengan job description.
Struktur organisasi Laboratorium Proses Manufaktur Departemen Teknik Industri
Universitas Sumatera Utara dapat dilihat pada Gambar 2.1.
KOORDINATOR ASISTEN STAFF LABORATORIUM KEPALA LABORATORIUM
SEKRETARIS DAN ISO BENDAHARA
PENANGGUNG JAWAB MODUL I
PENANGGUNG JAWAB MODUL II
PENANGGUNG JAWAB MODUL III
PENANGGUNG JAWAB MODUL IV
Keterangan : Hubungan lini
Hubungan fungsional
Hubungan lini dapat dijumpai antara kepala laboratorium dengan staff
laboratorium di bawahnya, staff laboratorium, asisten laboratorium, sekretaris,
bendahara, dan penanggung jawab modul I, II, III, IV. Hubungan fungsional dapat
dijumpai pada hubungan antara penanggung jawab modul I, penanggung jawab modul II,
penanggung jawab modul III, penanggung jawab modul IV. Keempat posisi tersebut
masing-masing menangani salah satu bagian atau fungsi pokok dalam menjalan modul
praktikum.
2.3.2. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan yang ada di
Laboratorium Proses Manufaktur Departemen Teknik Industri Universitas Sumatera
Utara dapat dilihat pada uraian berikut:
1. Kepala Laboratorium
a. Memimpin dan mengurus semua aspek kegiatan laboratorium sesuai dengan
tujuan dan senantiasa berusaha untuk meningkatkan efisiensi laboratorium.
b. Bertanggung jawab pada Ketua Departemen Teknik Industri Universitas Sumatera
Utara.
c. Mengawasi pencatatan transaksi dan administrasi laboratorium sesuai dengan
peraturan yang berlaku bagi laboratorium.
d. Mengarahkan kegiatan laboratorium melalui komunikasi dan pelimpahan
wewenang dan tanggung jawab dalam batas-batas kewajaran.
a. Memimpin dan mengurus semua aspek kegiatan laboratorium sesuai dengan
tujuan dan senantiasa berusaha untuk meningkatkan efisiensi laboratorium.
b. Bertanggung jawab pada Kepala Laboratorium.
c. Membina hubungan yang baik dengan perangkat laboratorium dan seluruh pihak
yang diperlukan untuk kepentingan laboratorium.
d. Mengusahakan terlaksananya usaha dan kegiatan laboratorium sesuai dengan
tujuan dan peraturan yang berlaku pada laboratorium.
3. Koordinator Asisten
a. Bertanggung jawab atas berjalannya praktikum.
b. Mengawasi langsung jalannya praktikum.
c. Bertanggung jawab langsung terhadap Kepala Laboratorium melalui laporan
kinerja praktikum.
d. Memberikan laporan atas keadaan bahan dan inventaris lainnya kepada Kepala
Laboratorium.
4. Sekretaris dan ISO
a. Pembuatan inventaris seperti; arsip, alat laboratorium dan laporan laboratorium
lainnya.
b. Memberikan laporan kepada Koordinator Asisten jika ada alat/inventaris yang
perlu dibeli dan dipesan kembali.
c. Bertanggung jawab atas sejumlah arsip untuk kemudian disimpan sesuai dengan
kebutuhan mengenai laporan kegiatan praktikum, inventaris dan data
laboratorium lainnya.
a. Memberikan laporan kepada Koordinator Asisten mengenai keuangan baik yang
masuk dalam kas maupun yang keluar dari kas.
b. Bertanggung jawab atas sejumlah arsip untuk kemudian disimpan sesuai dengan
kebutuhan mengenai laporan keuangan laboratorium.
6. Penanggung jawab Modul
a. Melaksanakan proses praktikum
b. Melaporkan jika ada mesin dan peralatan laboratorium yang rusak pada saat
pelaksanaan praktikum pada Koordinator Asisten.
c. Bertanggung jawab terhadap Modul/Percobaan yang dibawakan dan membimbing
praktikan dalam mengerjakan laporan praktikum sampai selesai.
d. Berusaha untuk selalu bekerja dengan baik pada laboratorium dan menjaga nama
baik laboratorium.
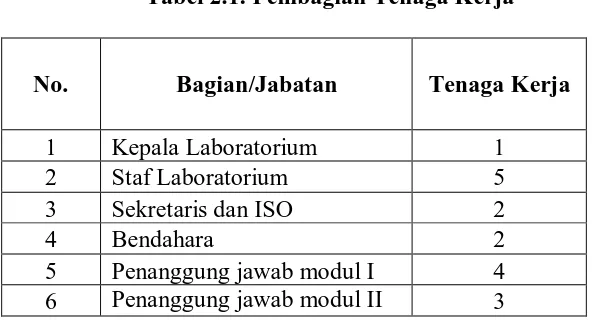
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja 2.3.3.1. Jumlah Tenaga Kerja
Tenaga kerja yang ada di Laboratorium Proses Manufaktur Departemen Teknik
[image:31.612.159.457.550.711.2]Industri Universitas Sumatera Utara adalah sebagai berikut :
Tabel 2.1. Pembagian Tenaga Kerja
No. Bagian/Jabatan Tenaga Kerja
1 Kepala Laboratorium 1
2 Staf Laboratorium 5
3 Sekretaris dan ISO 2
4 Bendahara 2
7 Penanggung jawab modul III 4 8 Penanggung jawab modul IV 4
Jumlah 25
Sumber : Laboratorium Proses Manufaktur Departemen Teknik Industri Universitas Sumatera Utara
Dari tabel diatas dapat dilihat tenaga kerja yang ada di Laboratorium Proses
Manufaktur Departemen Teknik Industri Universitas Sumatera Utara berjumlah 25 orang.
2.3.3.2. Jam Kerja
Untuk menjamin kelancaran kegiatan praktikum di Laboratorium Proses
Manufaktur Departemen Teknik Industri Universitas Sumatera Utara melakukan kegiatan
praktikum selama 8 jam pada saat praktikum berlangsung, Kegiatan praktikum dibagi
menjadi 2 gelombang. Berikut ini pengaturan jam kerja di Laboratorium Proses
Manufaktur Departemen Teknik Industri Universitas Sumatera Utara :
1. Gelombang I dilaksanakan mulai dari jam 09.00WIB s/d 12.00WIB. Kemudian dari
jam 12.00WIB s/d 14.00WIB istirahat.
2. Gelombang II dilaksanakan mulai dari jam 14.00WIB s/d 17.00WIB.
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan dan fasilitas lainnya yang ada pada laboratorium proses
manufaktur departemen teknik industri Universitas Sumatera Utara dapat diuraikan
sebagai berikut:
Sistem pengupahan tenaga kerja dibedakan antara dosen dengan mahasiswa di
Laboratorium Proses Manufaktur Departemen Teknik Industri Universitas Sumatera
Utara. Adapun pembagian sistem pengupahan Laboratorium Proses Manufaktur
Departemen Teknik Industri Universitas Sumatera Utara adalah sebagai berikut :
1. Untuk bagian pimpinan/kepala laboratorium dan staf laboratorium merupakan
tanggung jawab departemen TI - USU dalam pengupahannya.
2. Untuk bagian koordinator asisten, sekretaris, bendehara dan penanggung jawab modul
yaitu: Berdasarkan laporan yang dipegang untuk masing-masing asisten sebesar Rp.
50.000,- per modul
2.3.4.2. Fasilitas Lainnya
Fasilitas lain yang diberikan untuk mahasiswa sebagai koordinator asisten,
sekretaris, bendahara dan penanggung jawab di Laboratorium Proses Manufaktur
Departemen Teknik Industri Universitas Sumatera Utara. Fasilitas yang diberikan adalah
sebagai berikut :
1. Insentif
Insentif yang diberikan kepada mahasiswa sebagai koordinator asisten dan asisten
penanggung jawab modul berdasarkan keuangan laboratorium.
2. Uang makan
Uang makan diberikan pada waktu melaksanakan kegiatan praktikum. Adapun
uang makan yang diberikan sebesar Rp. 10.000,- per hari.
2.4. Proses Pembuatan Virgin Coconut Oil (VCO)
1. Proses pembuatan Virgin Coconut Oil dengan teknik evaporasi
Proses pembuatan Virgin Coconut Oil dengan teknik evaporasi yaitu hal pertama
yang dilakukan adalah mencungkil kelapa sehingga diperoleh daging kelapa cungkil.
Kemudian, buah kelapa tersebut diparut dengan menggunakan mesin pemarut dan
menghasilkan kelapa parut. Kelapa parut diperas untuk memperoleh santan dan
ampasnya dibuang. Santan tersebut dituang ke dalam wadah di mesin evaporator.
Kemudian dilakukan pemanasan pada suhu 70 - 800C selama 7 jam dengan menggunakan
mesin evaporator untuk menguapkan sisa air yang terdapat dalam santan sehingga
dihasilkan minyak dan blondo. Setelah itu, campuran minyak dan blondo didinginkan.
Selanjutnya dilakukan pemurnian dengan menggunakan batu zeolit di atas saringan
sebelum Virgin Coconut Oil dituang.
2. Proses pembuatan Virgin Coconut Oil dengan teknik sentrifugasi
Cara basah lava process agak mirip dengan cara basa fermentasi. Pada cara ini,
santan diberi perlakuan sentrifugasi agar terjadi pemisahan skim dari krim. Pada proses
sentrifugasi, santan diberi perlakuan sentrifugasi pada kecepatan 3000-3500 rpm.
Sehingga terjadi pemisahan fraksi kaya minyak (krim) dari fraksi miskin minyak (skim).
Selanjutnya krim diasamkam.
Selanjutnya krim diasamkan dengan menambahkan asam asetat, sitrat, atau HCl
dsampai pH4. setelah itu santan dipanaskan dan diperlakukan seperti cara basah
untuk memisahkan minyak dari bagian bukan minyak. Skim santan diolah menjadi
konsentrat protein berupa butiran atau tepung.
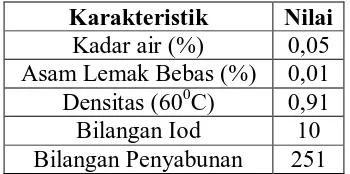
2.4.1. Standar Mutu Bahan/Produk
Suatu teknik pembuatan Virgin Coconut Oil (VCO) hanya akan berguna apabila
produk yang dihasilkan sesuai dengan spesifikasi (syarat mutu) yang telah ditetapkan dan
[image:35.612.219.394.292.379.2]berlaku.
Tabel 2.2. Standar Mutu Virgin Coconut Oil (VCO) Karakteristik Nilai
Kadar air (%) 0,05 Asam Lemak Bebas (%) 0,01 Densitas (600C) 0,91 Bilangan Iod 10 Bilangan Penyabunan 251
Sumber : Laboratorium Proses Manufaktur Departemen TI – USU
2.4.2. Bahan yang Digunakan
Dalam proses produksi harus menggunakan bahan-bahan pilihan yang memiliki
kualitas yang baik. Untuk itu laboratorium Proses manufaktur Departemen Teknik
Industri Universitas Sumatera Utara telah mempersiapkan bahan-bahan yang digunakan
sebelum melakukan proses pembuatan produk. Adapun bahan-bahan yang digunakan
pada percobaan praktikum adalah :
2.4.2.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan Virgin
Coconut Oil (VCO) tidak dapat dilakukan. Adapun bahan baku pembuatan Virgin
Coconut Oil (VCO) adalah daging buah kelapa umur 10 - 12 bulan.
2.4.2.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ada pada produk akhir Virgin Coconut Oil
(VCO), tetapi tidak ikut serta dalam proses produksi dan dapat menambah nilai jual suatu
produk. Bahan tambahan yang digunakan adalah botol.
2.4.2.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang diperlukan dalam proses produksi
Virgin Coconut Oil (VCO), tetapi tidak merupakan bahan yang ada pada produk akhir
Virgin Coconut Oil (VCO). Bahan penolong dalam proses produksi Virgin Coconut Oil
(VCO) adalah batu zeolit yang berguna untuk memurnikan hasil Virgin Coconut Oil
(VCO).
2.4.3. Mesin dan Peralatan 2.4.3.1. Mesin Produksi
Mesin produksi yang digunakan untuk pembuatan minyak kelapa murni (VCO)
adalah sebagai berikut:
a. Mesin parut kelapa
Fungsi : Memarut daging kelapa hingga menjadi kelapa parut yang
Cara kerja : Pemarut yang memiliki pisau tajam berputar dan memarut daging
kelapa.
Kapasitas : minimal 100kg/jam
Daya motor : minimum 1 HP
Putaran motor : 1400 rpm
b. Mesin Evaporator Vaccum
Kapasitas : ± 7 kg/proses
Volume minyak goreng : 52 liter
Kebutuhan gas LPG : 0,3 – 0,75 kg/jam
Kebutuhan Daya pompa Vaccum : 1500 watt
Kebutuhan Daya spinner (pengering) : 300 watt
Ukuran mesin : (120 x 120 x 60) Cm2
Keterangan:
1. Pompa vakum water jet, berfungsi untuk menghisap udara di dalam ruang
penggorengan sehingga tekanan menjadi rendah, serta untuk menghisap uap air bahan.
2. Tabung penggorengan, berfungsi untuk mengkondisikan bahan sesuai tekanan yang
diinginkan. Di dalam tabung dilengkapi keranjang buah setengah lingkaran.
3. Kondensor, berfungsi untuk mengembunkan uap air yang dikeluarkan selama
penggorengan. Kondensor ini menggunakan air sebagai pendinginan.
4. Unit pemanasan, menggunakan kompor gas LPG.
5. Unit Pengendali Operasi (Box Control). Berfungsi untuk mengaktifkan alat vakum dan
6. Bagian pengaduk penggorengan, berfungsi untuk mengaduk buah yang berada dalam
tabung penggorengan. Bagian ini per sil yang kuat untuk menjaga kevakuman tabung.
2.4.3.2. Peralatan Produksi
Peralatan-peralatan yang digunakan dalam proses produksi VCO antara lain
adalah sebagai berikut:
a. Parang
Fungsi parang adalah untuk membelah kelapa.
b.Ember dan Baskom
Fungsi ember dan baskom antara lain adalah sebagai wadah yang menampung hasil
dari masing-masing proses baik berupa hasilnya ataupun waste berupa ampas
c. Sendok
Fungsi sendok dalam proses produksi adalah membantu untuk mengambil ampas
yang tersangkut pada saat proses pada mesin vacuum friying.
d.Corong
Corong berfungsi untuk membantu dalam memasukkan minyak VCO ke dalam botol.
e. Kain Putih
Kain putih berfungsi untuk memeras santan.
f. Timbangan
Timbangan berfungsi untuk menimbang atau mengukur berat bahan dan hasil produk
VCO.
g.Erlenmeyer
2.4.4. Safety and Fire Protection
Kenyamanan dan Keselamatan Kerja (K3) merupakan hal yang harus diperhatikan
oleh pihak laboratorium dalam proses produksi baik untuk tenaga kerja maupun
laboratorium itu sendiri. Dengan usaha pencegahan terjadinya gangguan Kenyamanan
dan Keselamatan Kerja (K3) maka efisiensi kerja dapat ditingkatkan.
Laboratorium Proses Manufaktur Departemen Teknik Industri Universitas
Sumatera Utara membuat kebijakan-kebijakan keselamatan dan kesehatan kerja sebagai
berikut :
1. Menyadari dengan sepenuhnya bahwa keselamatan dan kesehatan kerja adalah salah
satu tujuan untuk mencapai efesien dalam laboratorium.
2. Mematuhi segala bentuk perundangan dan peralatan mengenai keselamatan dan serta
lingkungan kerja yang berlaku.
3. Mengutamakan keselamatan dan kesehatan dalam setiap aspek pekerjaan.
4. Mencegah dan mengurangi kecelakaan dan penyakit dengan merawat/mengawasi alat
kerja yang disediakan serta membudayakan hidup disiplin, bersih dan menjaga
stabilitas keamanan lingkungan.
5. Melakukan pekerjaan sesuai prosedur, mendukung dan mempromosikan keselamatan
BAB III
LANDASAN TEORI
3.1. Pendahuluan
Response Surface Methodology (RSM) telah banyak digunakan dalam
mengoptimalkan sejumlah unit industri, proses dan sistem. Di dalam telah mancakup
teknik statistik untuk membangun suatu model empiris, melalui desain eksperimen,
metodologi ini dapat mencari suatu reaksi yang berhubungan dengan variabel output
sebagai respon dan variabel input sebagai predikator. Para peneliti-peneliti sehingga
menggunakan RSM sebagai upaya mencari fungsi yang tepat untuk mempredikasi dan
mengoptimalkan respon.
Variabel yang diteliti dalam desain eksperimen RSM tergantung terhadap yang
diteliti. Sebagai contoh, respon atau variabel output didalam penelitian dibidang kimia
bisa saja berupa daya pandang terhadap plastik dengan satuan tertentu dan variabel input
yang mempengaruhi hasil tersebut dapat berupa konsentrasi zat semprot dan posisi
penyemprotan pada plastik sewaktu reaksi terjadi.
Desain eksperimen RSM membutuhkan faktor penting yang berpengaruh secara
signifikan terhadap proses. Identifikasi dapat dilakukan dengan percobaan penyaringan,
dimana dipilih faktor yang dianggap paling berpangaruh terhadap proses. Pada umumnya
dipilih 2 atau 3 faktor untuk diteliti selanjutnya. Penerapan RSM yang paling efektif dan
paling banyak digunakan adalah untuk penentuan titik optimal pada setting mesin yang
Metode Evolutionary Operation (EVOP) digunakan dalam proses yang sedang
berjalan atau ketika perusahaan sedang beroprasi. Metode ini berhasil baik untuk kondisi
pabrik yang tidak mengalami perubahan besar atau mendadak yang mungkin
mengganggu atau mengacaukan produksi.
Di dalam EVOP, metode ini mengarahkan kondisi proses saat sekarang ke
kondisi proses yang optimal melalui serangkaian eksperimen 2k dimana dilakukan
pengamatan untuk tiap titik desain eksperimen. Apabila seluruh data dari tiap titik telah
diperoleh maka dikatakan bahwa 1 siklus telah terjadi. Percobaan dengan titik desain
tersebut dilakukan hingga n siklus sampai terdapat efek faktor yang lebih besar dari batas
galat. Ketika batas galat lebih besar dari efek faktor maka dilakukan perubahan kondisi
operasi dengan menggunakan titik pusat dari titik desain yang memberikan respon paling
optimal dan ini menandakan dimulainya fase ke dua dalam EVOP. Hal ini dilakuka
secara terus menerus sampai diperoleh kondisi operasi yang memberikan efek faktor
yang lebih kecil dari batas galat.
Ada beberapa kelebihan dan kekurangan RSM, kelebihan RSM antara lain :
1. Eksperimen dilakukan oleh para perekayasa dengan perhitungan statistik yang
teliti.
2. Eksperimen dapat menggunakan banyak faktor yang mempengaruhi respon
penelitian sehingga efek variabel dapat ditentukan secara cepat.
3. Dapat mempresentasikan informasi proses secara keselurahan karena keterlibatan
banyak variabel.
4. Titik optimal yang diperoleh tidak dipengaruhi oleh range percobaan.
1. Eksperimen biasanya dilakukan di proyek percobaan untuk pengembangan
produk ataupun riset.
2. Membutuhkan biaya untuk melaksanakan metode ini.
Ada beberapa kelebihan dan kekurangan EVOP, kelebihan EVOP antara lain :
1. Eksperimen dapat dijalankan oleh operator mesin dengan didampingi oleh
seorang pengawas.
2. Eksperimen dijalankan pada lantai produksi selama proses produksi yang
sebenarnya berlangsung.
3. Eksperimen menggunakan desain faktorial yang sederhana dan variabel yang
digunakan adalah variabel yang hanya menyebabkan efek kecil.
4. Hasil eksperimen biasanya membentuk hasil produk yang sebenarnya.
5. Tidak ada biaya tambahan untuk menjalankan metode ini.
Sedangkan kekurangan EVOP antara lain :
1. Tidak mempresentasikan informasi proses secara keseluruhan karena keterlibatan
variabel yang terbatas hanya untuk menghindari gangguan proses produksi.
2. Tidak optimum dibatasi oleh range dari percobaan.
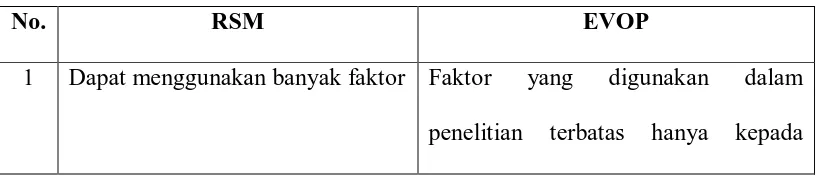
Dari kelebihan dan kekurangan metode RSM dan metode EVOP yang telah
disebutkan, maka dijabarkan perbedaan antara metode RSM dan metode EVOP yang
[image:42.612.85.495.621.711.2]dapat dilihat pada Tabel 3.1. Perbedaan Metode RSM dan metode EVOP.
Tabel 3.1. Perbedaan Metode RSM dan Metode EVOP
No. RSM EVOP
1 Dapat menggunakan banyak faktor Faktor yang digunakan dalam
beberapa faktor.
2 Biasanya dilaksanakan di proyek
percobaan ataupun riset
Dijalankan di lantai produksi selama
proses produksi yang sebenarnya
berlangsung
3 Membutuhkan biaya Tidak ada biaya tambahan
4 Merepresentasikan informasi
proses secara keseluruhan
Tidak Merepresentasikan informasi
proses secara keseluruhan
5 Titik optimum yang diperoleh
tidak dipengaruhi oleh range
percobaan
Titik optimum yang diperoleh dibatasi
oleh range faktor percobaan
3.2. Desain Eksperimen
Desain eksperimen adalah suatu rancangan percobaan (dengan tiap langkah
tindakan yang betul-betul terdefenisikan) sedemikian sehingga informasi yang
berhubungan dengan atau diperlukan untuk persoalan yang sedang diteliti dapat
dikumpulkan. Dengan kata lain, desain eksperimen merupakan langkah-langkah lengkap
yang perlu diambil jauh sebelum eksperimen dilakukan agar data yang semestinya
diperlukan dapat diperoleh sehingga akan membawa kepada analisis objektif dan
kesimpulan yang berlaku untuk persoalan yang sedang dibahas. Tujuan dari desain
eksperimen adalah untuk memperoleh atau mengumpulkan informasi
sebanyak-banyaknya yang diperlukan dan berguna dalam melakukan penelitian suatu persoalan.
Istilah-istilah yang sering digunakan adalah dalam desain eksperimen adalah
a. Perlakuan
Perlakuan didefenisikan sebagai sekumpulan kondisi eksperimen yang akan
digunakan terhadap unit eksperimen dalam ruang lingkup desain yang dipilih. Perlakuan
dapat berbentuk tunggal atau terjadi dalam bentuk kombinasi, misalnya dalam rangka
meneliti efek sejenis makanan terhadap berat sapi, maka perlakuan dapat berbentuk jenis
sapi, sejenis kelamin sapi, umur sapi atau ukuran makanan yang diberikan (perlakuan
tunggal). Efek perlakuan-perlakuan terhadap variabel respon (berat badan sapi) tadi
mungkin dapat terjadi dalam bentuk gabungan atau bentuk kombinasi beberapa perlakuan
tunggal yang terjadi secara bersamaan (kombinasi perlakuan).
b. Unit eksperimen
Unit eksperimen merupakan unit yang dikenai perlakuan tunggal maupun
kombinasi perlakuan dalam sebuah replikasi eksperimen dasar. Dalam percobaan
meneliti efek makanan terhadap sapi pada contoh sebelumnya, maka sapi merupakan unit
eksperimen.
c. Kekeliruan eksperimen
Kekeliruan eksperimen menyatakan kegagalan dari dua unit eksperimen identik
yang dikenai perlakuan untuk memberikan hasil yang sama. Ini dapat terjadi karena
misalnya kekeliruan waktu menjalankan eksperimen, kekeliruan pengamatan, variasi
bahan eksperimen dan variasi antar unit eksperimen. Kekeliruan eksperimen sering
diusahakan sekecil-kecilnya, yakni antara lain dengan jalan menggunakan bahan
eksperimen yang homogen, melakukan eksperimen seteliti mungkin dan menggunakan
Untuk memahami desain eksperimen maka perlu dimengerti prinsip-prinsip dasar
yang lazim digunakan antara lain :
a. Replikasi
Replikasi diartikan sebagai pengulangan eksperimen dasar. Dalam kenyataan
reflikasi diperlukan oleh karena beberapa hal sebagai berikut :
Memberikan tafsir kekeliruan eksperimen yang dapat dipakai untuk menentukan panjang
interval konfidens (selang kepercayaan) atau dapat digunakan sebagai satuan dasar
pengukuran untuk penetapan taraf signifikan daripada perbedaan-perbedaan yang
diamati.
1. Menghasilkan tafsiran yang lebih akurat untuk kekeliruan eksperimen.
2. Memungkinkan kita untuk memperoleh taksiran yang lebih baik mengenai efek
rata-rata sesuatu faktor.
Jumlah reflikasi dianggap telah cukup baik bila memenuhi persamaan barikut :
(t-1)(r-1) ≥ 15
Dimana t = jumlah perlakuan
r = jumlah reflikasi
b. Pengacakan
Asumsi-asumsi tertentu perlu diambil dan dipenuhi agar pengujian yang
dilakukan menjadi berlaku, salah satunya ialah bahwa pengamatan-pengamatan
berdistribusi secara independen. Pengacakan menyebabkan pengujian menjadi berlaku
yang menyebabkan memungkinkannya data dianalisis dengan anggapan seolah-olah
asumsi tentang independen dipenuhi.
Kontrol lokal merupakan sebagian dari keseluruhan prinsip desain yang harus
dilaksanakan. Biasanya merupakan langkah-langkah yang berbentuk penyeimbangan,
pemblokan dan pengelompokan unit-unit eksperimen yang digunakan dalam desain.
Dalam pengelompokan diartikan sebagai penempatan sekumpulan unit eksperimen
homogen kedalam kelompok-kelompok agar kelompok yang berbeda memungkinkan
untuk mendapatkan perlakuan yang berbeda pula.
Dalam proses pembentukan model orde pertama, desain eksperimen yang
dilakukan adalah dengan menggunakan desain faktorial 2k. Hal ini didasarkan jika level
yang dipilih terlalu berdekatan, faktor memiliki kemungkinan untuk menunjukkan hasil
yang tidak dianggap. Interval yang terlalu kecil diantara level dapat membuat peneliti
untuk menyimpulkan bahwa faktor yang dipilih tidak penting dan mengabaikannya dalam
pertimbangan.
Desain faktorial 2k adalah suatu desain eksperimen faktorial yang menyangkut k
buah faktor dengan tiap taraf faktor hanya terdiri atas dua taraf faktor. Faktor adalah
adalah kondisi berbeda dalam eksperimen yang biasa diubah-ubah. Taraf faktor atau level
adalah nilai-nilai atau klasifikasi dari suatu faktor.
Desain faktorial 2k adalah merupakan desain dalam analisa varian. Analisa varian
adalah teknik statistik yang merinci variasi proses secara keseluruhan kedalam
bagian-bagian dan digunakan untuk menafsirkan data eksperimen untuk membuat keputusan
penting.
Beberapa asumsi dalam analisa varian antara lain:
Asumsi tentang normalitas dibutuhkan bahwa distribusi pada variabel respon
adalah berdistribusi normal. Akan tetapi, karena analisa varian dianggap sebagai
percobaan robust, maka normalitas pada variabel respon bukan merupakan syarat yang
wajib.
2. Asumsi Penambahan
Hal ini berarti bahwa tiap variabel respon terdiri dari jumlah rata-rata secara
keseluruhan ditambah dengan seluruh efek interaksi dari faktor dan efek karena
kekeliruan eksperimen.
3. Homogenitas
Hal ini dibutuhkan untuk menunjukkan bahwa variasi yang timbul dalam
observasi reflikasi adalah sama. Ini merupaka syarat yang wajib dan analisa varian tidak
dapat dilakukan apabila asumsi ini tidak terpenuhi.
4. Pengamatan yang Independen
Hal ini memiliki arti bahwa tiap nilai respon tidak saling terikat dengan nilai
respon yang sebelumnya. Hal ini dijamin melalui pengacakan kombinasi dalam
melakukan percobaan.
3.3. Response Surface Methodology (RSM)
Response Surface Methodology adalah suatu metodologi yang terdiri dari suatu
Suatu eksperimen yang melibatkan k buah faktor antara lain : X1, X2,....Xk,
dimana k buah faktor disebut sebagai variabel bebas, predikator ataupun variabel kontrol,
dan menghasilkan Y, dimana Y adalah suatu variabel terikat, variabel tak bebas ataupun
variabel respon. Semua variabel ini dapat diukur dan diketatui bahwa Y adalah
merupakan respon dari :X1, X2,....Xk, maka dikatakan bahwa Y adalah fungsi dari X1,
X2,....Xk, dan secara umum ditulis dalam bentuk Y = f (X1, X2,....Xk). Fungsi tersebut
dikatakan sebagai response surface.
Respon surface methodology (RSM) memiliki beberapa kegunaan antara lain :
1. Menunjukkan bagaimana variabel respon Y dipengaruhi oleh variabel bebas X di
wilayah yang secara tertentu diperhatikan.
2. Menentukan pengaturan variabel bebas yang paling tepat dimana akan memberikan
hasil yang memenuhi spesifikasi dan respon yang berupa hasil, kekotoran, warna,
tekstur dan lain sebagainya.
3. Mengeksplorasi ruang dari variabel bebas X untuk mendapatkan hasil maksimum dan
menentukan sifat dasar dari nilai maksimum.
Untuk melaksanakan Respon surface methodology (RSM), ada tahap-tahap
perencanaan yang dilakukan, dimana defenisi perencanaan adalah proes, cara atau
kegiatan merencanakan, menyusun dan mengurangi langkah-langkah pelaksanaan suatu
kegiatan.
Adapun tahap-tahap perencanaan untuk memulai pelaksanaan Respon surface
1. Menentukan model persamaan orde pertama, dimana suatu desain eksperimen
dilakukan untuk pengumpulan data dan arah penelitian selanjutnya ditentukan dengan
metode steepest ascent.
2. Setelah arah penelitian selanjutnya telah diperoleh, kemudian ditentukan level faktor
untuk mengumpulan data selanjutnya.
3. Menentukan model persamaan orde kedua. Penentuan model dilakukan dengan
melakukan desain eksperimen dengan level yang telah ditetapkan setelah metode
steepest ascent dilakukan.
4. Menentukan titik optimal dari faktor-faktor yang diteliti.
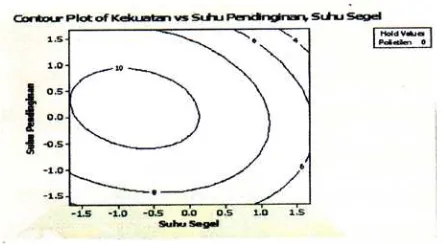
RSM yang bertujuan menentukan titik optimal dapat diinterpretasikan pada
[image:49.612.196.418.412.534.2]countour plot dan surface plot seperti contoh Gambar 3.1. dan 3.2.
Gambar 3.1. Contour Plot
Gambar 3.1. menyatakan countour plot antara faktor ’suhu pendinginan’ dan
faktor ’suhu segel’ dimana respon semakin baik apabila suhu segel berada diantara level
Gambar 3.2. Surface Plot
Gambar 3.2. menyatakan surface plot dan dalam 3 dimensi, tetapi besarnya
variabel bebas (X1, X2,....X3) yang mengoptimalkan respon masih belum dapat diketahui.
Salah pertimbangan penting yang muncul dalam RSM adalah bagaimana
menentukan faktor dan level yang dapat cocok dengan model yang di kembangkan. Jika
faktor atau level yang dipilih dalam suatu eksperimen tidak tepat maka kemungkinan
terjadinya ketidakcocokan model akan sangat besar dan jika itu terjadi maka penelitian
yang dilakukan bersifat bias.
Response Surface Methodology (RSM) erat kaitannya dengan desain eksperimen
karena dalam pelaksanaannya data yang dikumpulkan adalah melalui desain eksperimen.
Beberapa alasan mengapa desain eksperimen sangat diperlukan, antar lain:
1. Variabel input yang penting yang dipengaruhi respon sering merupakan salah satu
variabel yang tidak akan diubah.
2. Hubungan antara variabel respon dan berbagai variabel input mungkin dipengaruhi
oleh variabel yang tidak tercatat dimana variabel tersebut mempengaruhi respon dan
variabel input. Hal ini tersebut dapat membangun suatu korelasi yang salah.
3. Data operasi masa lalu sering mengundang celah dan mengundang informasi
3.4. Model Orde Pertama
Model orde pertama adalah persamaan polinomial yang memiliki pangkat satu
atau berbentuk linier. Tahap awal dari RSM adalah menentukan model orde pertama,
persamaan atau modelnya adalah :
Y = b0x0 + b1x1 + ...+ bixi
Dimana : Y = respon
xi = predikator
bi = koefisien predikator
Tujuan dari pembuatan model pertama adalah sebagai pendekatan untuk mencari
daerah optimal yang akan digunakan dalam ekperimen. Untuk membangun model
pertama, terlihat dahulu dilakukan pengumpulan data dengan desain eksperimen.
Adapun langkah-langkah yang diperlukan untuk menentukan model orde pertama
antara lain:
1. Menentukan terlebih dahulu desain eksperimen yang akan digunakan untuk kemudian
dilakukan percobaan.
2. Model desain eksperimen dan hasil percobaan kemudian dihitung dengan melakukan
pendekatan matriks agar diperoleh koefisien model pertama.
Desain yang digunakan sebagai desain model orde pertama adalah desain 2k, hal
ini didasarkan jika level yang dipilih terlalu berdekatan, faktor memiliki kemungkinan
untuk menunjukkan hasil yang tidak dianggap atau efek yang besar pada eksperimen
Interval yang terlalu kecil diantara level dapat membuat peneliti untuk menyimpulkan
bahwa faktor yang dipilih tidak penting dan mengabaikannya dalam pertimbangan.
Desain dikatakan sebagai desain orde pertama karena memberikan kecocokan
yang efisien dan pengecekan terhadap model orde pertama. Model ini dipilih karena
peneliti percaya, tapi tidak secara pasti, bahwa ada jarak tertentu dari titik optimal. Pada
keadaan tersebut, ada kemungkinan bahwa karakteristik lokal yang utama dari
permukaan adalah kemiringan dan permukaan lokal kira-kira diperlihatkan oleh model
orde pertama dimana memiliki kemiringan b1 pada arah x1, kemiringan b2 pada arah x2,
dan seterusnya. Jika gagasan ini benar, maka adalah mungkin untuk mengikuti arah dari
penurunan ataupun kenaikan dari respon pada lereng bukit.
Eksperimen pertama yang dilakukan mempunyai 2 tujuan, yaitu :
1. Menentukan persamaan linier Y = b0x0 + b1x1+ ....+ bixi sebagai penafsiran terhadap
fungsi disekitar titik awal.
2. Untuk menguji apakah pendekatan linier telah cocok dengan batas dari kesalahan
eksperimen.
Setalah desain eksperimen dilakukan, data yang dikumpulkan akan digunakan
untuk menaksir koefisien b0, b1,... bn.
Langkah-langkah dalam penentuan koefisien predikator antara lain10:
1. Daftarkan nilai dari predikator xiu dan nilai respon yu seperti tabel dibawah ini :
X Y
x01 x11 .... xk1 y1
x02 x12 .... xk2 y2
x0n x1n .... xkn yn
Susunan dari nilai xiu disebut sebagai matriks X dan nilai pada kolom yu disebut vektor Y.
2. Membuat persamaan normal dengan bentuk (ij) X’X dan (iy) X’Y. Susunan kuadrat
(ij) disebut matriks X’X dan kolom (iy) disebut vektor X’Y.
(ij) = X’X (iy) = X’Y
(00) (01) .... (0k) (0y)
(10) (11) .... (1k) (1y)
. . .... . .
(k0) (k1) .... (kk) (ky)
3. Membuat inverse dari matriks X’X menjadi bentuk cij = (X’X)-1
Cij = (X’X)-1
C00 C01 ... C0k
C10 C11 ... C1k
Ck0 Ck1 ... Ckk
4. Menentukan koefisien regresi bn dengan rumus :
) (
0
iy c b
k
j ji
n
∑
=
=
Untuk menentukan apakah model yang dibangun telah cocok dengan data yang
telah dikumpulkan maka dilakukan uji ketidaksesuaian terhadap model orde pertama.
Ketidaksesuaian menyatakan devenisi respon terhadap model yang dibagun. Dalam uji
ini juga mengukur besar kekeliruan eksperimen yang telah dilakukan.
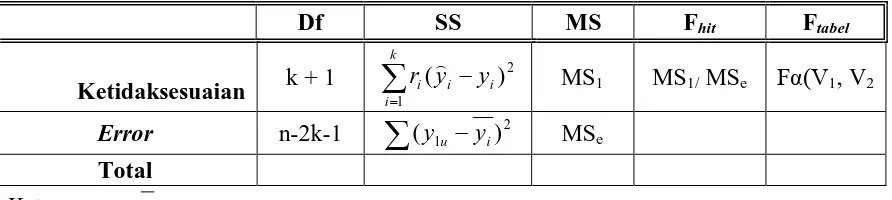
Tabel 3.2. Perhitungan Uji Ketidaksesuaian untuk Model Orde Pertama
Df SS MS Fhit Ftabel
Model Linier K ( )
1 iy b k i i
∑
= MSm MSm/ MSe Fα(V1, V2Tabel 3.2. Perhitungan Uji Ketidaksesuaian untuk Model Orde Pertama (Lanjutan)
Df SS MS Fhit Ftabel
Ketidaksesuaian k + 1
2
1
) ( i i
k
i
i y y
r −
∑
= MS1 MS1/ MSe Fα(V1, V2
Error n-2k-1
∑
(y1u −yi)2 MSeTotal
Keterangan : y
df = degree of freedom (derajat kebebasan), diasosiasikan dengan bagian yang
dibutuhkan dalam membangun model.
SS = Sum of Square (jumlah kuadrat), menyatakan jumlah kuadrat pengaruh suatu
perlakuan berhubungan hasil pengamatan.
MS = Mean Square (rata kuadrat), menyatakan perbandingan SS dengan df.
k = jumlah variabel independen ; yi = respon perlakuan i
n= jumlah perlakuan ; yiu = respon perlakuan titik pusat i
bi= koefisien b ke i ; yi = rata-rata respon di titik pusat
iy= hasil perkalian i ; v1 = df pembilang
ri= reflikasi perlakuan i ; v2 = df error
i
y = nilai fungsi perlakuan i
Metode Steepest Ascent pertama sekali diusulkan oleh Box dan Wilson pada tahun
1951 dan telah dikembangkan lebih lanjut olah Box dan lainnya. Metode Steepest Ascent
adalah suatu prosedur pergerakan fungsi pada titik yang diberikan yaitu x dengan arah
kemiringan positif yang akan memberikan nilai minimum lokal dari fungsi yang
dimaksimalisasi. Setiap faktor yang dilibatkan pada penelitian awal, ketika penelitian
berakhir, penafsiran polinomial terhadap fungsi respon permukaan disesuaikan terhadap
hasil dan digunakan untuk menentukan arah eksperimen berikutnya. Apabila pendekatan
ini digunakan untuk memaksimalkan suatu fungsi maka dinamakan metode Steepest
ascent sedangkan apabila digunakan untuk meminimalkan suatu fungsi maka disebut
Steepest descent.
Sebagaimana dalam pendekatan satu faktor, nilai maksimum ditemukan melalui
berbagai seri eksperimen dan hasil yang diperoleh adalah melalui percobaan yang
terdahulu, ketika suatu percobaan telah selasai, wilayah dari percobaan berikutnya diubah
ke level yang lain . Level selanjutnya yang dipilih adalah level yang memberikan level
yang memberikan respon yang memberikan hasil maksimum.
Jika suatu titik pusat pada percobaan pertama ditetapkan pada titik awal
(0,0,....,0). Masalah terletak pada pergerakan selanjutnya dari titik asal dengan koordinat
x menuju posisi P dengan koordinat (x’1,x’2
,....
xk), sehingga respon φ (x’1,x’2,....
xk)akan menjadi maksimum.
Dalam kalkulus maksimalisasi nilai x’1 melalui persamaan berikut:
i i
x
Dalam hal ini ∂φ/∂xi adalah turunan parsial dari fungsi terhadap xi dengan persamaan
linier sebagai berikut : y = b0 + b1x1 +....+ bnxn dimana b0 adalah nilai fungsi ketika
fungsi berada pada titik asal dan x0 dengan ketetapan bernilai 1.
Dari fungsi linier diatas diperoleh bahwa :
i i
b x = ∂∂φ
Demikian perubahan xi pada pergerakan steepest ascent adalah proporsional terhadap bi.
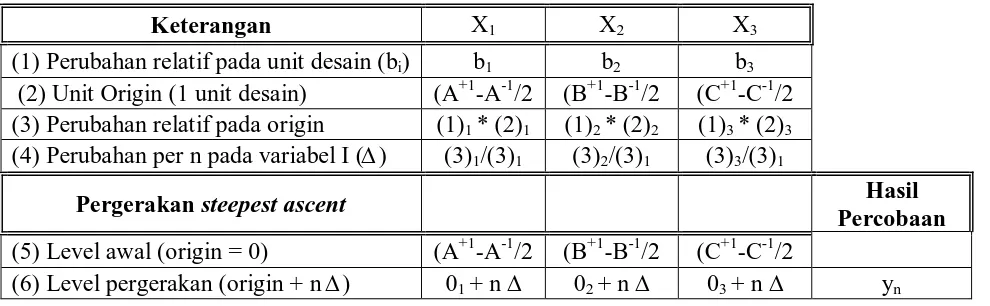
Perhitungan pergerakan titik level suatu percobaan pada metode steepest ascent adalah
sebagai berikut :
y = b0 + b1x1 + b2x2 + b3x3
Dari persamaan linier di atas diperoleh nilai bi melalui turunan parsial sebagai
berikut : b1 = b1 ; b2 = b2 ; b3 = b3, dimana persamaan linier diperoleh dari desain
eksperimen dengan faktor dan level dapat dilihat pada Tabel 3.2. Faktor dan Level dalam
[image:56.612.117.495.494.547.2]Desain Eksperimen.
Tabel 3.3. Faktor dan Level dalam Desain Eksperimen
Faktor X1 Faktor 1 (A) X1 Faktor 2 (B) X1 Faktor 3 (C)
Level -1 A
-1
-1 B-1 -1 C-1