ANALISIS PENGARUH KUALITAS KEHIDUPAN KERJA
(QUALITY OF WORK LIFE) TERHADAP MOTIVASI KERJA
DAN KINERJA PEKERJA DI PT. INTAN SUAR KARTIKA
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Maria
NIM. 060403074
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa yang senantiasa memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan
Laporan Tugas Sarjana di PT. Intan Suar Kartika
Penyusunan Laporan Tugas Sarjana ini merupakan salah satu syarat bagi penulis untuk memperoleh gelar Sarjana Teknik pada Program Studi Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara. Dalam penyusunan Tugas Sarjana ini, peneliti menganagkat suatu permasalahan, yaitu “Analisis Pengaruh
Kualitas Kehidupan Kerja (Quality of Work Life) Terhadap Motivasi Kerja dan
Kinerja Pekerja di PT. Intan Suar Kartika”.
Penulis menyadari bahwa tidak ada yang sempurna, kemungkinan terdapat
kekurangan-kekurangan akibat kesalahan penulis dalam laporan ini, untuk itulah penulis mengharapkan berbagai saran dan kritik yang membangun guna
memperbaiki laporan ini. Akhir kata, penulis mengucapkan terima kasih, semoga laporan ini bermanfaat bagi kita semua.
UNIVERSITAS SUMATERA UTARA
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini penulis banyak mengalami hambatan dan tantangan, namun berkat bimbingan, dorongan dan pengertian dari berbagai
pihak akhirnya hambatan dan tantangan tersebut dapat teratasi. Untuk itu, pada kesempatan ini penulis ingin menyampaikan banyak terima kasih kepada pihak yang telah memberikan bantuan penulis, antara lain:
1. Ibu Ir. Rosnani Ginting, MT selaku Ketua Departemen Teknik Industri Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Prof Dr. Ir. Rahim Matondang MSIE selaku Dosen Pembimbing I telah memberikan waktu dan kesediaannya menuntun saya dalam penyelesaian laporan ini.
3. Bapak Aulia Ishak, ST, MT selaku Dosen Pembimbing II telah memberikan waktu dan kesediaannya menuntun saya dalam penyelesaian laporan ini.
4. Bapak Ir. Sugiharto Pujangkoro, MM selaku Koordinator Tugas Sarjana yang telah memberikan waktu dan kesediannya dalam penyelesaian laporan ini. 5. Bapak Pimpinan perusahaan PT. Intan Suar Kartika yang telah memberikan
izin untuk melaksanakan Penyusunan Laporan Tugas sarjana di perusahaan.
6. Bapak Rahmat Tjengal, Bapak Abdillah dan Bapak Ridwan selaku pembimbing lapangan yang telah membimbing dan memberikan arahan serta
7. Kedua orang tua dan keluarga yang telah banyak memberikan dukungan moral dan material bagi penulis.
8. Sahabat-sahabatku Hela, Elis, Santan, Damayanti Nasution, Varia Defi, Joy, Edi Setiawan, Jono, Yoko, Joni, Erwin Chandra, Indah Siahaan, dan Fanesha Tobing.
9. Teman-teman seperjuangan stambuk 2006 lainnya, yang banyak memberikan saran dan bantuan dalam penyusunan laporan ini.
10.Kakak dan abang stambuk 2005 yang telah memberi bantuan dan support. 11.Adik-adik stambuk 2007 yang telah memberikan saran dan bantuan dalam
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ……… i
UCAPAN TERIMA KASIH ………..………… ii
DAFTAR ISI …..………. iv
DAFTAR TABEL ……… x
DAFTAR GAMBAR…..……….… xii
DAFTAR LAMPIRAN……… xiii
ABSTRAK …..……….… xiv
I PENDAHULUAN………....………… I-1
1.1. Latar Belakang Masalah... I-1
1.2. Rumusan Masalah... I-4 1.3. Tujuan Penelitian ... I-4
1.4. Manfaat Penelitian ... I-5 1.5. Batasan dan Asumsi Penelitian ... I-5 1.6. Sistematika Penulisan Tugas Akhir ... I-6
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.5. Proses Produksi... II-3 2.5.1.Standar Mutu Bahan/Produk ... II-3
2.5.2. Bahan Yang Digunakan ... II-4 2.5.3. Uraian Proses Produksi..………... II-7
2.5.3.1.Proses Pembuatan Paku ... II-9 2.5.3.2. Proses Pembuatan Kawat Licin... II-13 2.5.3.3. Proses Pembuatan Kawat Duri... II-14
2.6. Mesin dan Peralatan ... II-15 2.6.1. Mesin Produksi ... II-15
2.6.2. Peralatan ... II-20 2.6.3. Utilitas ... II-22 2.6.4. Perawatan Mesin dan Peralatan... II-23
2.6.5. Safety and Fire Protection... II-24 2.6.6. Waste Treatment ... II-25
2.7. Tata Letak Perusahaan ... II-25 2.8. Struktur Organisasi Perusahaan... II-27 2.8.1. Pembagian Tugas dan Tanggung Jawab... II-30
2.8.2. Jumlah Tenaga Kerja dan Jam Kerja... II-37 2.8.2.1. Tenaga Kerja... II-37
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.8.2.3.Sistem Pengupahan dan Fasilitas Lainnya...II-40
III LANDASAN TEORI …………...……..………….……… III-1
3.1. Pengertian Kualitas Kehidupan Kerja (Quality of Work Life)... III-1 3.2. Aspek/Faktor Kualitas Kehidupan Kerja
(Quality of Work Life)... III-3 3.3.Penelitian Terdahulu... III-5 3.5. Motivasi Kerja... III-6
3.6. Kinerja... III-10
3.7. Hubungan QWL dengan Motivasi Kerja... III-12
3.8. Hubungan Motivasi Kerja dengan Kinerja...
III-12
3.9. Kuesioner...
III-13
3.10. Uji Validitas... III-14
3.12.Structural Equation Modeling (SEM)... III-16
3.12.1. Sejarah SEM... III-16
3.12.2. Defenisi ...
III-17
3.12.3. Konsep dan Model analisis dalam SEM...
III-17
3.12.4. Konsep dan Istilah………... III-20 3.12.5. Langkah-langkah SEM...
DAFTAR ISI (LANJUTAN)
BAB
HALAMAN
IV METODOLOGI PENELITIAN ...
IV-1
4.1. Tempat dan Waktu Penelitian... IV-1
4.2. Metode Penelitian ... IV-2 4.2.1. Jenis Penelitian... IV-2 4.2.2. Defenisi Variabel Operasional... IV-2
4.3. Instrumen Penelitian ... IV-6 4.4. Metodologi Penelitian……... IV-6
4.4.1. Pengumpulan Data... IV-6 4.4.2. Pengolahan Data... IV-8 4.4.2.1.Pengolahan Data Kuesioner Terbuka... IV-8
4.4.2.2.Pengolahan Data Kuesioner Tertutup... IV-8 4.5.Metode Analisis Data ……... IV-9
4.6. Kesimpulan dan Saran……... IV-10
V PENGUMPULAN DAN PENGOLAHAN DATA …………. V-1
5.1. Pengumpulan Data ………... V-1 5.1.1. Teknik Pengambilan Sampel... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.3. Rekapitulasi Kuesioner Tertutup...V-8 5.2. Pengolahan Data ... V-12
5.2.1. Uji Validitas... V-12 5.2.1.1. Uji Validitas Pengembangan Karier...V-12
5.2.1.2 Uji Validitas Partisipasi Pekerja……...V-14 5.2.1.3. Uji Validitas Kompensasi yang Layak...V-15 5.2.1.4. Uji Validitas Keselamatan Kerja...V-17
5.2.1.5. Uji Validitas Kesehatan Kerja...V-19 5.2.1.6. Uji Validitas Motivasi Kerja...V-21
5.2.1.7. Uji Validitas Kinerja Pekerja...V-23 5.2.2. Uji Reliabilitas...V-24 5.2.3. Struktural Equation Modeling Untuk Melihat
Hubungan Kausalitas Data Secara Langsung
dan Tidak Langsung...V-28
5.2.3.1. Pengembangan Model Berdasarkan Teori...V-28 5.2.3.2.Mengkonstruksi Diagram Jalur
untuk Menunjukkan Hubungan Kausalitas...V-28
5.2.3.3.Konversi Diagram Jalur ke dalam
Serangkaian Persamaan Struktural ...V-29
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.3.5. Menilai Problem Indentifikasi...V-34 5.2.3.5.1.Evaluasi Univariate Outlier...V-34
5.2.3.5.2 Uji Normalitas Data ...V-37 5.2.3.6. Evaluasi Kriteria Goodness of Fit...V-38
5.2.3.7. Intepretasi dan Modifikasi Model...V-40 VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis ...…….….
VI-1
6.1.1. Analisis Pengaruh dari Variabel...
VI-1
6.2. Evaluasi...…. VI-2
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ………. VII-1
7.2. Saran ……….. . VII-1 DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
1.1. Tabel Jumlah Volume Produksi (Bulan Oktober)... I-2 1.2. Tabel Data Absensi Karyawan Bagian Paku
(Bulan Oktober 2010, dalam satuan orang)... I-3 2.1. Spesifikasi Ukuran Paku... II-4
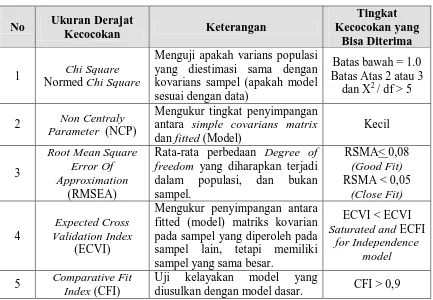
3.1. Tabel Ketentuan Keseuaian Model... III-26 4.1. Variabel Operasional... IV-2 5.1. Rekapitulasi Kuesioner Terbuka... V-3
5.2. Perancangan Kuesioner Tertutup dari Penelitian... V-6 5.3. Rekapitulasi Kuesioner Pendahuluan...……... V-10
5.4. Hasil Perhitungan Validitas Pengembangan Karier …...…... V-13 5.5. Hasil Pengujian Validitas Atribut Pengembangan Karier...…... V-13 5.6. Hasil Perhitungan Validitas Partisipasi Pekerja ….……... V-15 5.7. Hasil Pengujian Validitas Atribut Partisipasi Pekerja... V-15
5.8. Hasil Perhitungan Validitas Kompensasi yang Layak …... V-16 5.9. Hasil Pengujian Validitas Atribut Kompensasi yang Layak...…... V-17
5.10. Hasil Perhitungan Validitas Keselamatan Kerja …...…... V-18 5.11. Hasil Pengujian Validitas Atribut Keselamatan Kerja... V-19
5.12. Hasil Perhitungan Validitas Kesehatan Kerja …...…..…... V-20
5.13. Hasil Pengujian Validitas Atribut Kesehatan Kerja...…... V-21
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.15. Hasil Pengujian Validitas Atribut Motivasi Kerja... V-22
5.16. Hasil Perhitungan Validitas Kinerja Pekerja …...….…... V-24
5.17. Hasil Pengujian Validitas Atribut Kinerja Pekerja...….... V-24
5.18. Perhitungan untuk Uji Reliabilitas ...…... V-26
5.19. Regression Weight untuk Full Struktural Model... V-33
5.20. Evaluasi Univariate Outlier... V-34
5.21. Assessment of Normality………... V-37
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Wirerod... II-5
2.2. Struktur Organisasi PT. Intan Suar Kartika …...………... II-29 3.1. Ukuran Keselamatan dan Kepuasan Kerja Berdasarkan Hubungan
Manusiawi (Quality of Work Life)...………...………... III-5
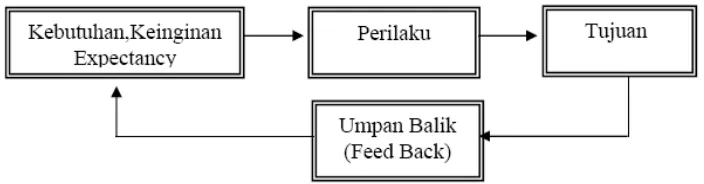
3.2. Proses Motivasional Dasar....………..…………...…...……... III-7 3.3. Hierarki Kebutuhan dari Maslow....………..…………...……... III-8
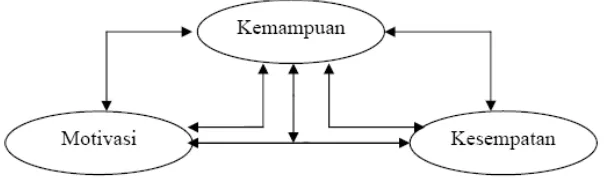
3.4. Hubungan Kinerja dengan Motivasi dan Kesempatan...……... III-11 3.5. Diagram Jalur Yang Menyatakan Hubungan Kausal Dari X1
Sebagai Penyebab Ke X2 Sebagai Akibat...…...III-18
3.6. Diagram Jalur Yang Menyatakan Hubungan Kausal Dari
X1, X2 , X3 Ke X4...…………..…………...………... III-20
4.1. Kerangka Konseptual...…... IV-6 4.2. Blok Diagram Pengolahan Data...…... IV-9 4.3. Blok Diagram Metodologi Penelitian...…... IV-10 5.1. Kerangka Konseptual Diagram Jalur ...…..… V-29
ABSTRAK
PT. Intan Suar Kartika merupakan perusahaan yang bergerak di bidang pembuatan bahan bangunan, yaitu pembuatan paku, kawat licin maupun kawat duri. Yang menjadi latar belakang penelitian di perusahaan adalah perhatian yang kurang dari perusahaan akan kehidupan kerja karyawan, hal ini terlihat dari tidak adanya pengembangan karir bagi pekerja, rendahnya partisipasi antar pekerja dalam perusahaan, tidak adanya pengawasan/kewajiban dalam penggunaan alat pelindung diri dan cukup tingginya tingkat kebisingan yang ada sehingga dapat mengganggu kesehatan sewaktu bekerja. Hal inilah yang dapat menyebabkan rendahnya motivasi kerja karyawan untuk bekerja, sehingga menyebabkan tidak tercapainya target produksi, sering terjadi ketidakhadiran tanpa sebab, keterlambatan sewaktu masuk kerja, dan adanya kecenderungan untuk menunda-nunda pekerjaan untuk mendapatkan upah lembur. Hal-hal tersebut menunjukkan penurunan kinerja pekerja. Sehingga mengakibatkan kegiatan produksi akan terganggu dan perusahaan menderita kerugian.
Penelitian ini menganalisa pengaruh antara kualitas kehidupan kerja (quality of work life), yang terdiri dari pengembangan karier, partisipasi pekerja, kompensasi yang layak, keselamatan kerja dan kesehatan kerja terhadap motivasi kerja dan kinerja pekerja. Metode yang digunakan untuk menganalisa ketujuh variabel ini adalah Struktural Equation Modeling dengan menggunakan software AMOS16.
Hasil penelitian menunjukkan bahwa faktor dominan yang mempengaruhi motivasi kerja yaitu kompensasi yang layak (koefisien estimasi 1,31), dan faktor dominan yang mempengaruhi kinerja pekerja yaitu keselamatan kerja (koefisien estimasi 3,15).
ABSTRAK
PT. Intan Suar Kartika merupakan perusahaan yang bergerak di bidang pembuatan bahan bangunan, yaitu pembuatan paku, kawat licin maupun kawat duri. Yang menjadi latar belakang penelitian di perusahaan adalah perhatian yang kurang dari perusahaan akan kehidupan kerja karyawan, hal ini terlihat dari tidak adanya pengembangan karir bagi pekerja, rendahnya partisipasi antar pekerja dalam perusahaan, tidak adanya pengawasan/kewajiban dalam penggunaan alat pelindung diri dan cukup tingginya tingkat kebisingan yang ada sehingga dapat mengganggu kesehatan sewaktu bekerja. Hal inilah yang dapat menyebabkan rendahnya motivasi kerja karyawan untuk bekerja, sehingga menyebabkan tidak tercapainya target produksi, sering terjadi ketidakhadiran tanpa sebab, keterlambatan sewaktu masuk kerja, dan adanya kecenderungan untuk menunda-nunda pekerjaan untuk mendapatkan upah lembur. Hal-hal tersebut menunjukkan penurunan kinerja pekerja. Sehingga mengakibatkan kegiatan produksi akan terganggu dan perusahaan menderita kerugian.
Penelitian ini menganalisa pengaruh antara kualitas kehidupan kerja (quality of work life), yang terdiri dari pengembangan karier, partisipasi pekerja, kompensasi yang layak, keselamatan kerja dan kesehatan kerja terhadap motivasi kerja dan kinerja pekerja. Metode yang digunakan untuk menganalisa ketujuh variabel ini adalah Struktural Equation Modeling dengan menggunakan software AMOS16.
Hasil penelitian menunjukkan bahwa faktor dominan yang mempengaruhi motivasi kerja yaitu kompensasi yang layak (koefisien estimasi 1,31), dan faktor dominan yang mempengaruhi kinerja pekerja yaitu keselamatan kerja (koefisien estimasi 3,15).
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Setiap organisasi berkepentingan terhadap kinerja terbaik yang mampu
dihasilkan oleh rangkaian sistem yang berlaku dalam organisasi tersebut. Manajemen Sumber Daya Manusia merupakan salah satu faktor kunci untuk
mendapatkan kinerja terbaik, karena selain menangani masalah ketrampilan dan keahlian, manajemen SDM juga berkewajiban membangun perilaku kondusif karyawan untuk mendapatkan kinerja terbaik.
Produksi merupakan pusat pelaksanaan kegiatan bagi suatu perusahaan. Proses produksi tersebut merupakan bagian yang terpenting dalam perusahaan,
karena apabila berhenti ataupun terganggu, maka perusahaan akan mengalami kerugian. Untuk itu, diperlukan manajemen kepegawaian yang baik, agar karyawan termotivasi untuk dapat melaksanakan pekerjaannya dengan baik. Salah
satu hal yang diperlukan yaitu kualitas kehidupan kerja (quality of work life) yang baik, sehingga akan meningkatkan motivasi kerja dan kinerja pekerja. Dan
diharapkan setiap pekerja mau bekerja keras dan antusias untuk mencapai produktivitas kerja yang tinggi.
PT. Intan Suar Kartika merupakan perusahaan yang bergerak di bidang
pembuatan bahan bangunan, yaitu pembuatan paku (sebagai produk utama), kawat licin maupun kawat duri. Setiap produk dikerjakan pada bagian produksi dengan
mengoperasikannya. Yang menjadi latar belakang penelitian di perusahaan adalah perhatian yang kurang dari perusahaan akan kehidupan kerja karyawan, hal ini
terlihat dari tidak adanya pengembangan karir bagi pekerja, rendahnya partisipasi antar pekerja dalam perusahaan, tidak adanya pengawasan/kewajiban dalam penggunaan alat pelindung diri dan cukup tingginya tingkat kebisingan yang ada
sehingga dapat mengganggu kesehatan sewaktu bekerja. Hal inilah yang menyebabkan rendahnya motivasi kerja karyawan untuk bekerja (ditinjau dari
besar upah yang diterima, yaitu sesuai dengan Upah Minimum Kota sebesasr Rp 1.100.000,00, sedangkan besarnya Kehidupan Hidup Layak (KHL) untuk seorang buruh lajang sebesar Rp 1.076.595,00. Akan tetapi, rata-rata buruh telah
berkeluarga, sehingga upah yang diterima kurang mencukupi), hal ini menyebabkan penurunan kinerja pekerja (ditinjau dari volume produksi yang
tidak mencapai target), yaitu:
Tabel 1.1. Tabel jumlah Volume Produksi (Bulan Oktober) No Jenis Produksi Jumlah produksi
(ton)
Target produksi
(ton)
1 Paku Lokal 621 625
2 Paku Seng 97 94
3 Kawat Licin 268 276
4 Kawat Duri 219 215
(Sumber : PT. Intan Suar Kartika)
Kemudian sering terjadi ketidakhadiran tanpa sebab, keterlambatan
Tabel 1.2. Tabel Data Absensi Karyawan Bagian Paku (Bulan Oktober 2010, dalam satuan orang) Tanggal
Ket :
1 2 4 5 6 7 8 9 11 12 13 14 15 16 18 19 20 21 22 23 25 26 27 28 29 30
Terlambat - - 2 - - 1 2 - 1 - 1 3 2 - 3 2 - 1 - 1 - 2 - 1 2 -
Izin - - - 1 - - - 1 - - - 1 - - - -
Absen tanpa
pemberitahuan
- 1 - 2 1 - 1 1 - 2 - 1 - - 1 - 2 - - - 1 - - - 1 -
Hadir tepat waktu
41 40 39 38 40 40 38 40 40 37 40 37 39 40 37 39 39 40 41 39 40 39 41 40 38 41
Hal-hal tersebut menunjukkan penurunan kinerja pekerja. Sehingga mengakibatkan kegiatan produksi akan terganggu dan perusahaan menderita
kerugian.
Dari permasalahan di atas, maka perlu dilakukan analisis pengaruh quality of work life terhadap motivasi kerja dan kinerja pekerja, sehingga perusahaan
dapat mengetahui faktor-faktor quality of work life yang berpengaruh terhadap motivasi kerja dan kinerja pekerja.
1.2. Rumusan Masalah
Berdasarkan latar belakang permasalahan, maka yang menjadi rumusan
permasalahan adalah “Bagaimana tanggapan pekerja terhadap pengembangan karier, partisipasi pekerja, kompensasi yang layak, keselamatan kerja, kesehatan
kerja, motivasi kerja serta kinerja pekerja di perusahaan dan apakah ada pengaruh dari faktor–faktor QWL dan motivasi kerja terhadap kinerja pekerja”
1.3. Tujuan Penelitian
Tujuan umum penelitian ini adalah untuk mengetahui pengaruh
faktor-faktor QWL terhadap motivasi kerja dan kinerja pekerja di PT. Intan Suar Kartika. Sedangkan tujuan khusus penelitian ini antara lain:
1. Untuk mengetahui pengaruh faktor-faktor QWL dan motivasi kerja terhadap
kinerja pekerja di PT. Intan Suar Kartika.
2. Untuk mengetahui faktor yang berpengaruh signifikan terhadap motivasi kerja
3. Untuk mengetahui faktor yang berpengaruh signifikan terhadap kinerja pekerja di PT. Intan Suar Kartika.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah:
1. Sebagai masukan dan sumbangan pemikiran bagi pihak perusahaan untuk perbaikan kualitas kehidupan kerja yang ada selama ini
2. Meningkatkan kemampuan mahasiswa untuk dapat menyelesaikan permasalahan yang berkaitan dengan keilmuan teknik industri, dan mengaplikasikannya secara langsung di lapangan.
3. Menjalin dan memperat hubungan antara pihak perusahaan tempat penelitian dengan Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera
Utara.
1.5. Batasan dan Asumsi Penelitian
Adapun pembatasan masalah adalah sebagai berikut:
1. Perhitungan dilakukan dengan menggunakan metode SEM (Strucutal
Equation Modelling)
2. Faktor-faktor quality of work life yang akan dievaluasi sebagai variabel bebas, terdiri dari pengembangan karier (standar kenaikan pangkat, pelatihan kerja,
kemampuan atasan memeberi arahan), partisipasi pekerja (pemberlakuan kerja, sistem dan prosedur kerja), kompensasi yang layak (upah bagi pekerja,
program asuransi), dan kesehatan kerja (gangguan kesehatan, upaya penurunan tingkat stress).
3. Jumlah faktor yang diteliti sebagai variabel bebas hanya lima faktor, hal ini disebabkan oleh adanya keterbatasan waktu dan dana. Dan diharapkan faktor-faktor lainnya seperti penyelesaian konflik, komunikasi, kesehatan
lingkungan kerja dan kebanggaan, dapat diteliti pada penelitian selanjutnya. 4. Elemen keluaran yang akan dievaluasi sebagai variabel terikat, yaitu motivasi
kerja (penggerak bekerja, harapan yang diinginkan pekerja, imbalan yang diberikan) dan kinerja pekerja (waktu penyelesaian kerja, jumlah produk, kualitas produk yang dihasilkan)
5. Responden dalam penelitian ini adalah karyawan bagian produksi PT. Intan Suar Kartika.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai berikut :
1. Data-data yang diperoleh dari perusahaan ataupun sumber lainnya dianggap
benar.
2. Setelah diberi penjelasan oleh peneliti, responden mengerti / memahami
maksud dari pertanyaan-pertanyaan yang diajukan dalam kuesioner.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
BAB I PENDAHULUAN
Bab ini berisi latar belakang masalah, rumusan masalah, tujuan
penelitian, manfaat penelitian, batasan dan asumsi permasalahan serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi sejarah dan gambaran umum perusahaan, organisasi dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Bab ini berisi teori-teori yang digunakan dalam analisis pemecahan
masalah.
BAB IV METODOLOGI PENELITIAN
Bab ini berisi tahapan-tahapan penelitian mulai dari persiapan hingga
penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah. BAB VI ANALISIS PEMECAHAN MASALAH
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Intan Suar Kartika adalah perusahaan swasta nasional yang
memproduksi bahan bangunan yaitu paku dan kawat. Adapun pabrikasi terletak pada Jl. K. L. Yos Sudarso Km. 9,6 Medan dengan kantor pusat dan
pemasarannya di Jl. Gandhi No. 130 Medan.
PT. Intan Suar Kartika adalah pengembangan dari PT. Intan Nasional Iron Industri yang didirikan pada bulan Mei 1971. Pada bulan Oktober 1971
perusahaan telah dapat melakukan produksi percobaan yaitu proses penggalvanisan plat seng.
Pada tahun 1973 perusahaan kemudian melakukan pengembangan usaha dengan memproduksi kawat paku, paku, kawat licin, dan kawat beton dengan nama perusahaan yang berbeda, yaitu PT. Intan Suar Kartika.
Dikarenakan jumlah permintaan terhadap produk-produk PT. Intan Suar Kartika semakin meningkat, maka areal yang dibutuhkan untuk berproduksi
semakin luas. Maka dari itu, tahun 1984, pengolahan dan pengalvanisan seng PT. Intan Nasional Iron Industri dipindahkan ke lokasi lain. Hingga kini pabrik di Jl. K. L. Yos Sudarso Km. 9,6 Medan merupakan sepenuhnya pabrik PT. Intan Suar
2.2. Ruang Lingkup Bidang Usaha
Adapun produk yang dihasilkan oleh PT. Intan Suar Kartika yaitu berupa
paku, kawat licin dan kawat duri. Bahan baku untuk semua produk ini adalah wirerod yang diimpor dari Malaysia, India, Singapura, Rusia dan Australia.
Wirerod kemudian ditarik dengan mesin tarik kawat untuk menghasilkan
kawat paku yang merupakan bahan setengah jadi untuk produk paku, kawat licin dan kawat duri. Selain untuk memenuhi kebutuhan sendiri, PT. Intan Suar Kartika
juga menjual kawat paku ini ke industri-industri sejenis lainnya.
2.3. Lokasi Perusahaan
Salah satu faktor yang menentukan kelangsungan usaha adalah pemilihan lokasi perusahaan. Hal-hal yang perlu diperhatikan dalam menentukan lokasi
pabrik antara lain:
1. Lokasi pabrik diusahakan berada di daerah khusus, yaitu kawasan industri. 2. Tenaga kerja mudah didapat.
3. Fasilitas-fasilitas pendukung seperti sarana transportasi, telekomunikasi, listrik, dan air tersedia dengan baik.
2.4. Daerah Pemasaran
Pemasaran merupakan kegiatan manusia yang diusahakan untuk
memuaskan kebutuhan dan keinginan manusia melalui proses pertukaran, dimana perusahaan mendapatkan kembali apa yang dibutuhkannya untuk dapat hidup terus yakni penghasilan dan sumber daya.
Produk yang dihasilkan di pabrik ini berupa paku, kawat licn dan akwat duri. Produk tersebut diproduksi dan dipasarkan untuk memenuhi kebutuhan
lokal (dalam negeri), seperti wilayah di sekitar Pulau Sumatera (Medan, Palembang) dan Pulau Jawa, dsb.
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan/Produk
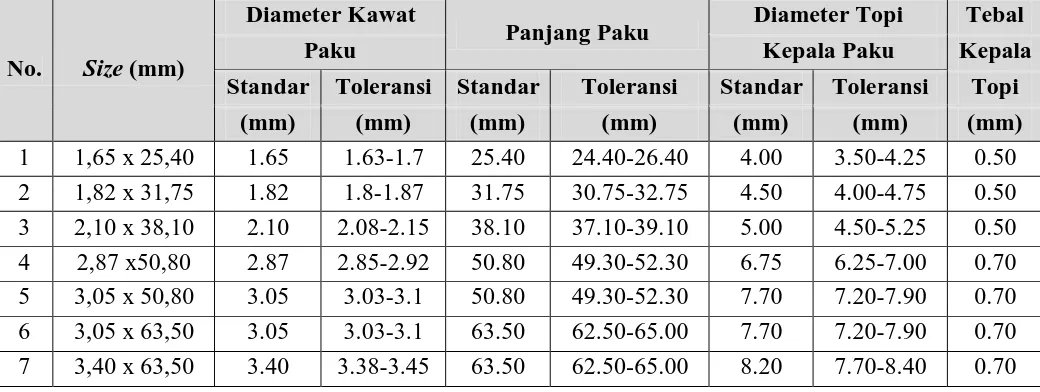
[image:31.595.52.572.556.752.2]PT. Intan Suar Kartika memproduksi berbagai jenis paku dengan ukuran yang beragam yang diproduksi sesuai dengan standar mutu tertentu. Spesifikasi ukuran paku PT. Intan Suar Kartika terlihat pada Tabel 2.1. berikut.
Tabel 2.1. Spesifikasi Ukuran Paku
No. Size (mm)
Diameter Kawat
Panjang Paku Diameter Topi Tebal
Paku Kepala Paku Kepala
Standar Toleransi Standar Toleransi Standar Toleransi Topi
(mm) (mm) (mm) (mm) (mm) (mm) (mm)
Tabel 2.1. Spesifikasi Ukuran Paku (Lanjutan)
No. Size (mm)
Diameter Kawat
Panjang Paku Diameter Topi Tebal
Paku Kepala Paku Kepala
Standar Toleransi Standar Toleransi Standar Toleransi Topi
(mm) (mm) (mm) (mm) (mm) (mm) (mm)
8 3,40 x 76,20 3.40 3.38-3.45 76.20 74.20-78.20 8.20 7.70-8.40 0.70 9 3,76 x 88,90 3.76 3.74-3.81 88.90 86.90-90.90 9.20 8.70-9.40 0.70 10 4,10 x 76,20 4.10 4.08-4.15 76.20 74.20-78.20 10.00 9.00-10.20 1.00 11 4,10 x 101,60 4.10 4.08-4.15 101.60 99.60-103.60 10.00 9.00-10.20 1.00 12 4,50 x 88,90 4.50 4.48-4.55 88.90 86.90-90.90 11.00 10.00-11.50 1.00 13 5,15 x 101,60 5.15 5.13-5.2 101.60 99.60-103.60 12.00 11.00-12.50 1.00 14 5,15 x 127,00 5.15 5.13-5.2 127.00
125.00-129.00 12.00 11.00-12.50 1.00 15 5,15 x 127,00 5.15 5.13-5.2 127.00
125.00-129.00 13.00 12.00-13.50 1.00 16 5,58 x 152,40 5.58 5.56-5.63 152.40
150.40-154.40 13.00 12.00-13.50 1.00 Sumber :
2.5.2. Bahan yang Digunakan
Bahan yang digunakan oleh PT. Intan Suar Kartika untuk membuat paku terbagi atas bahan baku, bahan penolong dan juga bahan tambahan.
a. Bahan Baku
Bahan baku adalah bahan utama yang digunakan untuk menghasilkan sebuah produk dalam proses produksi dan memiliki persentase yang relatif besar
dalam produk dibandingkan dengan bahan-bahan lainnya. Bahan baku yang digunakan oleh PT. Intan Suar Kartika adalah wirerod.
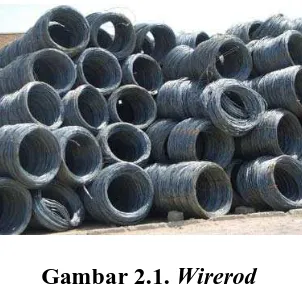
Berikut ini adalah gambar dari bahan baku yang digunakan dalam proses
Gambar 2.1. Wirerod
Wirerod merupakan gulungan kawat baja dengan kadar karbon 0,25 %,
dengan diameter wirerod 5,5 mm. Wirerod digulung dalam bentuk bundelan-bundelan (coils) dengan berat 1500 kg. Wirerod diperoleh dari Malaysia,
Singapura, Amerika, India dan Rusia.
b. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam proses produksi, yang sifatnya hanya membantu atau mendukung kelangsungan proses
produksi untuk mendapatkan produk yang diinginkan dan bahan ini tidak termasuk dalam produk akhir. Bahan penolong yang digunakan oleh PT. Intan Suar Kartika terdiri dari:
1. HCl, digunakan untuk menghilangkan sisa karat. Kebutuhan HCl dalam pabrik berasal dari pemasok.
2. H2SO4, digunakan untuk menghilangkan asam pada wirerod (pH=2,6). Kebutuhan H2SO4 dalam pabrik berasal dari pemasok.
3. Air (H2O), digunakan untuk pencucian wirerod dan bahan pendingin mesin
4. Kapur tohor (CaCO3), digunakan untuk melunakkan dan melicinkan wire rod (pH= 9). Kebutuhan kapur tohor dalam pabrik berasal dari pemasok.
5. Sekam padi, digunakan untuk polish paku. Pasokan sekam padi diantar langsung oleh masyarakat sekitar.
6. Parafin (zat lilin), digunakan untuk melapisi paku agar tidak cepat berkarat.
Kebutuhan parafin dalam pabrik berasal dari pemasok.
7. Tepung (campuran kaolin dan kalsium), digunakan untuk memperlicin
permukaan kawat pada proses tarik kawat agar kawat tidak mudah putus dan menjaga agar die (mata logam penarik kawat), tidak langsung bersentuhan dengan kawat. Kebutuhan tepung dalam pabrik berasal dari pemasok.
8. Ca(OH)2, digunakan untuk menetralisir wirerod agar tidak terjadi proses oksidasi. Kebutuhan Ca(OH)2 dalam pabrik berasal dari pemasok.
c. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah
proses dan meningkatkan kualitas dari produk yang dihasilkan dan bahan ini termasuk dalam produk akhir. Bahan tambahan yang ditambahkan kepada produk
sehingga menghasilkan suatu produk akhir yang siap untuk dipasarkan, dapat berupa kemasan ataupun aksesoris.
Bahan tambahan yang digunakan oleh PT. Intan Suar Kartika antara lain:
1. Kotak paku, digunakan sebagai tempat untuk mengemas paku sebelum dijual ke konsumen.
3. Label, digunakan untuk menandai jenis dan ukuran kawat yang telah diproduksi.
4. Steples, digunakan untuk merekatkan kotak paku.
5. Strapping band, digunakan sebagai segel kotak-kotak paku.
6. Plastik, digunakan untuk tempat pengemasan kawat licin dan kawat duri.
2.5.3. Uraian Proses Produksi
Secara umum proses produksi pada PT. Intan Suar Kartika adalah:
1. Proses Pencucian Wirerod
Proses pencucian wirerod di PT. Intan Suar Kartika menggunakan pickling (acid Boxes), yaitu sederetan bak yang terdiri dari tiga buah bak yang dipakai
untuk membersihkan atau mencuci wirerod dari kotoran berupa lapisan karat, minyak dan debu. Bak-bak ini masing-masing berisi asam sulfat, air dan larutan
kapur tohor (Ca(OH)2).
Wirerod diangkut satu persatu dari bak yang satu ke bak lainnya dengan
mempergunakan alat hoist crane. Wirerod dalam bentuk gulungan besar
dimasukkan ke dalam bak yang berisi asam sulfat agar bersih dari karat dan kotoran lainnya. Perendaman dilakukan lebih kurang 1 menit, kemudian
dimasukkan ke dalam bak berikutnya yang berisi air untuk dicuci dan dibilas agar bersih dari sisa asam yang masih melekat. Perendaman dilakukan lebih kurang 5 menit.
Kemudian dilanjutkan ke bak berikutnya lagi yang berisi larutan kapur tohor dan dipasang pemanas gas untuk memanaskan campuran serta kipas
Panas campuran diatur sekitar 80OC selama 5 menit, untuk menetralisir wirerod agar tidak terjadi proses oksidasi yang dapat menyebabkan pelapukan dan
perkaratan logam.
Karat dihilangkan dengan cara acid pickling, dimana karat pada besi akan larut dalam asam, dan besi juga akan larut sehingga permukaan menjadi kasar.
Larutnya karat dalam asam tidak menimbulkan hidrogen. Hidrogen yang berkontaminasi dengan besi akan menyebabkan besi menjadi rapuh sehingga
untuk mencegah hal tersebut, maka wirerod perlu direndam dalam kapur tohor. Kawat yang telah bebas dari karat dikeringkan dalam bak dryer dengan cara mengalirkan udara panas ke dalam bak dengan menggunakan 2 buah blower.
Panas pengeringan diatur sekitar 150OC selama 20 sampai 40 menit, tergantung pada halus kasarnya kawat yang dikeringkan.
2. Proses Tarik Kawat
Dari dryer, wirerod kemudian diangkut dengan menggunakan lory ke stasiun tarik kawat (drawing machine). Drawing machine merupakan sederetan
mesin khusus yang digunakan untuk penarikan wirerod menjadi kawat dengan ukuran diameter tertentu sesuai dengan yang diharapkan.
Pada mesin ini dilengkapi dengan dies box yang terdiri dari dua buah dies berbentuk cincin dengan ukuran diameter yang berbeda. Diameter tempat masuknya kawat lebih besar dari diameter untuk keluar. Sehingga dengan adanya
Wirerod gulungan dimasukkan ke dalam keranjang besi dimana keranjang
ini berada di atas piringan besi yang dapat berputar. Ujung wirerod dipasang pada
drawing machine dan mulailah proses tarik kawat. Setiap melewati dies box pada
tiap mesin yang telah diberi tepung sirip, diameter kawat akan berkurang secara bertahap. Misalnya untuk menghasilkan kawat diameter 3,76 mm, maka wirerod
diameter 5,5 mm akan berkurang secara bertahap pada dies kedua menjadi 5 mm, kemudian 4,27 mm, sampai akhirnya menjadi 3,76 mm.
Bila dalam proses penarikan terjadi pemutudan kawat, maka dilakukan penyambungan dengan menggunakan welder (sejenis alat las listrik). Kualitas kawat yang mengalami penyambungan sama dengan kualitas kawat yang tidak
disambung. Kawat yang dihasilkan setelah melewati proses drawing machine disebut bahan setengah jadi. Dari proses tersebut, kawat dibawa ke tempat
pembuatan paku.
2.5.3.1.Proses Pembuatan Paku
Proses yang paling utama pada PT. Intan Suar Kartika adalah pembuatan paku lokal. Sebagian besar kawat digunakan untuk menghasilkan produk ini.
Proses yang terjadi berupa:
1. Proses pembentukan kawat menjadi paku
Pada proses ini, paku akan dicetak atau dibentuk dengan mesin khusus
pengubah kawat menjadi paku dengan ukuran tertentu. Mesin pembuat paku ini bekerja secara otomatis, artinya kawat yang dimasukkan ke dalam mesin ini dan
Kawat gulungan yang berasal dari drawing machine dimasukkan dalam keranjang besi yang terletak diatas piringan besi yang dapat berputar. Ujung
kawat dipasang pada working tools mesin yaitu wire feeding rollers atau chucks atau penarik kawat untuk menghasilkan panjang tertentu. Kemudian kawat masuk ke nail box yang membentuk leher paku lalu die grip menjepit kawat, sementara
itu martil memukul kawat sehingga terbentuk kepala paku. Selanjutnya cutter membentuk ujung runcing dari paku dan memotongnya. Paku yang terbentuk
ditampung dalam kotak aluminium untuk dibawa ke stasiun kerja berikut untuk proses selanjutnya.
Pada nails making machine atau mesin pembuat paku, terdapat empat
working tools yang sangat mempengaruhi mutu paku, yaitu feeding rollers
(chucks), die grip, punch dan cutter. Keempat working tools ini disusun
sedemikian rupa sesuai dengan jenis paku yang akan dibuat agar sesuai dengan spesifikasi yang diinginkan.
Ukuran dari setiap working tools bervariasi sesuai dengan tipe mesin
pembuat paku. Paku yang rusak berat dibawa ke tempat penumpukan, sedangkan paku dengan kualitas yang baik dibawa ke mesin polish paku untuk mengkilatkan
paku.
2. Proses Polish
Mesin polish dipakai untuk mengilapkan paku yang telah selesai dikerjakan dimesin paku dan untuk menanggalkan sayap-sayap yang terdapat pada
penggerak dan tutup jaring. Paku dimasukkan ke dalam tong polish lalu dicampur dengan sekam padi. Dengan alat angkut hoist crane, tong polish yang telah
ditutup rapat dipasangkan pada poros motor penggerak dan diputar selama 30 menit. Setelah itu tutup tong polish ditukar dengan tutup jaring, gunanya untuk mengeluarkan sekam padi sehingga yang tertinggal hanya paku yang sudah bersih.
Paku-paku yang telah selesai dipolis kemudian dipindahkan ke bagian tiup untuk membersihkan paku-paku dari abu dan debu sisa polish. Dari mesin tiup
langsung dikirim ke bagian pencurahan untuk dicurahkan sesuai dengan berat dan ukurannya. Kemudian ditimbang dan dilanjutkan ke tempat packing.
3. Proses Pengepakan Paku
Kemudian paku diangkut dengan lori ke bagian pengepakan. Paku-paku
tadi dituang ke dalam sebuah bak khusus yang selanjutnya sedikit demi sedikit jatuh ke atas mesin magnetik conveyor (ban berjalan dengan magnet) yang bergerak ke atas tempat timbangan berada. Pada saat penimbangan paku, dari arah
yang berlawanan conveyor membawa kotak-kotak kosong yang nantinya terisi setelah paku yang telah ditimbang di bagian atas berjatuhan.
Sesudah kotak-kotak tadi terisi paku, kemudian conveyor membawanya ke timbangan kedua. Pada timbangan kedua diperiksa oleh satu operator apakah telah sesuai dengan berat yang diinginkan, jika berlebih akan dikurangi dan jika kurang
bersih dan kuat. Untuk sementara kotak-kotak itu diletakkan diatas rak-rak papan yang selanjutnya diangkut ke gudang dengan forklift.
Selain itu, pada PT. Intan Suar Kartika juga terdapat pembuatan paku seng, yang memerlukan dua jenis bahan yang digunakan yaitu: kepala paku dan batang kawat untuk menyanggah kepala paku. Proses yang terjadi berupa:
1. Pembuatan kepala paku seng
Untuk membuat kepala paku seng diperlukan bahan plat baja dengan ukuran
tertentu sehingga dapat sesuai dengan spesifikasinya. Plat baja tersebut terlebih dahulu dibentuk menjadi kepala paku seng dengan menggunakan mesin press. Dalam mesin ini, plat baja tersebut dipotong dan dibentuk
menjadi berbentuk payung yang nantinya akan dipindahkan ke bagian perakitan untuk kembali diproses.
2. Perakitan kepala paku dan kawat hasil penarikan
Dari proses tarik kawat, kawat dibawa ke mesin perakitan untuk dibentuk
dengan menggunakan lory. Setelah itu kawat dan kepala paku seng yang telah dibentuk sebelumnya kemudian dibawa ke mesin clamping secara manual
untuk dirakit menjadi paku seng. Paku seng yang dihasilkan kemudian dibawa ke bagian krom untuk dilapisi dan dibersihkan kembali.
3. Proses pelapisan krom pada paku seng
Setelah paku seng dirakit, proses berikutnya yang dilakukan adalah melapisi
dimasukkan ke dalam tempat pencucian dan kemudian dipindahkan ke dalam larutan berisi krom selama beberapa menit. Setelah itu paku seng diangkat dan
didinginkan sampai kering.
4. Proses pengepakan paku seng
Dari proses pelapisan, paku seng kemudian dibawa ke tempat pencurahan untuk untuk ditimbang dalam kotak sesuai ukuran. Produk yang telah selesai
kemudian dibawa ke gudang produk.
2.5.3.2.Proses Pembuatan Kawat Licin
Kawat hasil penarikan juga dibawa ke bagian pembuatan kawat licin untuk
diproses. Proses yang terjadi dalam pembuatan kawat licin berupa: 1. Pembuatan kawat licin
Setelah melalui proses tarik kawat, kemudian kawat dibawa dengan hoistcrane ke mesin gulung menjadi gulungan dan ditarik ke mesin annealing untuk dipanaskan di bak pemanasan dengan suhu 400-600OC. Setelah itu
didinginkan dengan dialirkan ke bak air, dan dialirkan ke bak HCl dengan mesin gulung kawat untuk dibersihkan dari karat, kemudian dialirkan ke bak
air untuk dibersihkan dari sisa asam dan langsung ditarik ke bak amonia untuk pelapisan anti karat, selanjutnya ditarik ke dapur listrik untuk dilapisi dengan timah putih, dan ditarik ke bak air untuk didinginkan. Setelah itu, ditarik ke
2. Proses pembungkusan
Kawat licin yang diperoleh langsung dibawa ke tempat pembungkusan untuk
dilabel sesuai ukurannya dengan kawat pengikat yang diambil dari sisa-sisa scrap. Kemudian dibawa ke tempat penyimpanan di gudang produk jadi.
2.5.3.3.Proses Pembuatan Kawat Duri
Untuk kawat berduri, bahan yang digunakan merupakan kawat licin yang
diperoleh dari proses gulung kawat. Proses yang terjadi berupa: 1. Pembuatan kawat duri
Kawat hasil proses gulung dibawa ke tempat penjalinan untuk dijalin dan
digulung menjadi gulungan kawat duri dengan menggunakan mesin penyambungan kawat. Sehingga ada dua jenis kawat yang digabungkan dalam
satu mesin. Satu jenis kawat dijadikan sebagai duri dan kawat lainnya dijadikan tempat pemasangan duri tersebut.
2. Proses pembungkusan
2.6. Mesin dan Peralatan
2.6.1. Mesin Produksi
Mesin merupakan semua peralatan yang memerlukan penggerak (power) sedangkan peralatan adalah semua peralatan yang tidak memerlukan penggerak (power). Mesin produksi yang digunakan oleh PT. Intan Suar Kartika untuk
mendukung kegiatan produksinya antara lain: 1. Mesin Tarik Kawat
Mesin ini digunakan untuk memperkecil diameter kawat yang diinginkan sesuai dengan jenis paku yang akan diproduksi dan untuk memperlicin permukaan kawat.
Merek : Tanisaka Model : TNOD 600 Z
Nomor : N-6075168 Tahun : 1984 Kecepatan : 600 rpm
Kapasitas : 1 ton/jam Buatan : Jepang
Jumlah : 6 unit
2. Mesin Paku
Mesin ini digunakan untuk pembuatan paku melalui die grip, pisau dan alat pemukul. PT. Intan Suar Kartika mempunyai dua jenis mesin paku, yaitu
a. Merek : Tanisaka
Model : MTG
Seri : F
Kecepatan : 135 rpm Kapasitas : 1 ton/jam
Buatan : Jepang Jumlah : 2 unit
Daya : 7,5 KVA Ukuran Paku : 4” dan 6”
b. Merek : Tanisaka
Model : MTG
Seri : D
Kecepatan : 200 rpm
Kapasitas : 950 kg/shift untuk paku 4”
460 kg/shift untuk paku 3” Jumlah : 20 unit
Daya : 3,5 KVA Ukuran Paku : 4” dan 3”
c. Merek : Tanisaka
Model : MTG
Kecepatan : 280 rpm Kapasitas : 360 kg/shift
Jumlah : 10 unit Daya : 2,5 KVA Ukuran Paku : 2,5”
d. Merek : Nail Making Machine
Model : MTG
Seri : C
Kecepatan : 280 rpm
Kapasitas : 356 kg/shift Jumlah : 40 unit
Daya : 2,5 KVA Ukuran Paku : 2,5”
e. Merek : Tanisaka
Model : MTG
Seri : B
Kecepatan : 350 rpm Kapasitas : 265 kg/shift
Jumlah : 2 unit Daya : 2,5 KVA
f. Merek : Tanisaka
Model : MTG
Seri : A
Kecepatan : 430 rpm
Kapasitas : 75 kg/shift untuk paku 1” 132 kg/shift untuk paku 1,5”
Jumlah : 20 unit
Daya : 2 KVA
Ukuran Paku : 1” dan 1,5”
g. Merek : Nail Making Machine
Model : MTG
Seri : A
Kecepatan : 430 rpm
Kapasitas : 75 kg/shift untuk paku 1” 132 kg/shift untuk paku 1,5”
Jumlah : 40 unit
Daya : 2 KVA
Ukuran Paku : 1” dan 1,5”
h. Merek : Automatic Nail Making Machine
Seri : 92064 Tahun : 1984
Kecepatan : 200 rpm Kapasitas : 157 kg/shift Jumlah : 30 unit
Daya : 2 KVA
Ukuran Paku : 1”
3. Mesin Polish
Mesin ini digunakan untuk menghilangkan serbuk-serbuk kawat dan
kotoran yang melekat pada paku serta mengkilatkan paku. Merek : Tanisaka
Model : MTG
Kecepatan : 120 rpm Jumlah : 10 unit
Daya : 9 KW
4. Mesin Packing
Mesin ini digunakan untuk mengalirkan paku ke dalam kotak atau kemasan dengan jumlah tertentu.
Merek : Tanisaka Model : TDP-2,5.K
Tahun : 1983 Kecepatan : 430 rpm
Kapasitas : 6 ton/jam Jumlah : 2 unit
2.6.2. Peralatan
Peralatan yang digunakan pada pabrik paku adalah :
1. Hoist Crane
Hoist crane digunakan untuk mengangkut dan memindahkan gulungan
wirerod dari lantai penumpukan ke bak pencucian dan selama proses pencucian,
memindahkan kawat-kawat pada bagian drawing machine, mengangkut tong-tong polish. Kapasitas angkut hoist crane maksimum 2000 kg sekali angkut. Jumlah
hoist crane 13 unit.
2. Forklift
Forklift digunakan untuk mengangkut bahan-bahan yang mempunyai
volume besar dan berat seperti gulungan-gulungan, wirerod kawat-kawat dari bagian drawning machine, mengangkut paku-paku yang telah dipacking ke
gudang juga mengangkut peti dan pallet ke truk dan container.
Forklift dapat mengangkut beban 3500 kg sekali angkut. Jumlah fork lift
3. Lori atau Kereta Sorong
Lori atau Kereta Sorong digunakan untuk mengangkut kawat-kawat dari
bagian drawning machine ke bagian pembuat paku, mengangkut paku-paku yang telah dipolish ke bagian packing. Jumlah lori ada 10 unit.
4. Trado
Trado digunakan untuk mengangkut wirerod dari gudang bahan baku ke daerah penumpukan sementara dekat stasiun pencucian kawat.
5. Sekop
Sekop digunakan untuk mempermudah memasukkan paku-paku yang telah dicetak di mesin paku ke dalam tong polish dari kereta sorong.
6. Tampungan paku
Tampungan paku digunakan untuk menampung paku yang dihasilkan dari
proses packing.
7. Keranjang kawat
Keranjang kawat digunakan untuk menampung kawat yang telah ditarik
pada mesin tarik kawat (drawing machine). 8. Tong polish
Utilitas
Utilitas merupakan sarana penunjang bagi unit-unit lain dalam suatu
pabrik. Adapun unit pendukung yang terdapat di PT. Intan Suar Kartika adalah : a. Pengolahan Air (Water Treatment)
Air sangat diperlukan dalam berlangsungnya proses produksi paku.
Kegunaan air di pabrik ini antara lain :
1. Sebagai zat pendingin pada proses penarikan wirerod menjadi kawat paku
di lokasi tarik kawat.
2. Sebagai zat pendingin untuk mesin-mesin genset.
3. Sebagai bahan pelarut zat-zat kimia dalam proses pelapisan di lokasi
crume paku.
4. Sebagai bahan pelarut zat-zat kimia pada proses pencucian wire rod di
lokasi cuci kawat.
5. Sebagai bahan pembilasan pada proses cuci kawat dan proses crume paku 6. Untuk memenuhi kebutuhan air untuk keperluan pribadi di kamar mandi
karyawan.
Air yang digunakan di pabrik ini adalah air yang berasal dari air sungai
yang terdapat dekat dengan lokasi pabrik, yang kemudian diolah terlebih dahulu sebelum dapat digunakan. Air hasil pengolahan ini tidak digunakan untu air minum, sebab kualitasnya kurang baik untuk dikonsumsi. Untuk kebutuhan air
b. Tenaga Listrik
Sumber tenaga listrik pada PT. Intan Suar Kartika terdiri dari tenaga listrik
yang diperoleh dari PLN dan dari generator pembangkit listrik tenaga diesel. 1. Tenaga Listrik dari PLN
Sumber tenaga utama yang digunakan berasal dari PLN yaitu aliran listrik 3
phase dengan kapasitas 1500 KVA dan dengan tegangan 380 V.Daya listrik inmi didistribusikan ke lokasi-lokasi kerja yang dikontrol pada panel-panel
kontrol di lokasi gardu PLN dan lokasi genset. 2. Mesin Listrik Tenaga Diesel
Mesin ini dipersiapkan sebagai cadangan apabila ada pemutusan aliran listrik
dari PLN. Mesin Diesel yang terdapat di lokasi genset berjumlah tujuh buah yang terdiri dari :
- Mesin diesel merk Mitsubishi dengan kapasitas 250 KVA sebanyak empat buah.
- Mesin diesel merk MWM dengan kapasitas 250 KVA sebanyak dua buah.
- Mesin diesel merk Mercedes dengan kapasitas 550 KVA sebanyak 1 buah.
2.6.4. Perawatan Mesin dan Peralatan
Adapun metode perawatan yang dipergunakan pada PT. Intan Suar Kartika, yaitu perawatan berbasis kondisi mesin (CBM : Condition Based
Maintenance), merupakan metode perawatan dengan memantau kondisi mesin
berdasarkan pemantauan beragam obyek ukur pada mesin yang sedang beroperasi
Ada beberapa cara yang dilakukan dalam melakukan perawatan terhadap mesin-mesin dan perawatan di pabrik, antara lain :
1. Perawatan mesin sebelum dimulainya proses pengolahan
Perawatan dengan membersihkan mesin, memeriksa oli motor penggerak mesin dan memberikan minyak gemuk pada gigi roga dan rantai-rantai
pemutar jika diperlukan.
2. Pembersihan mesin setelah proses pengolahan
Membersihkan kotoran-kotoran yang terdapat pada mesin, dan kembali memeriksa kondisi mesin.
3. Pembongkaran mesin secara keseluruhan bila diperlukan sekali.
Selama proses pembongkaran berlangsung, proses produksi juga harus diberhentikan secara keseluruhan. Lamanya waktu perbaikan bervariasi
tergantung pada kerusakan yang mungkin ditemukan pada waktu pembongkaran.
2.6.5. Safety and Fire Protection
PT. Intan Suar Kartika menyediakan alat pelindung diri (APD) bagi para
pekerja, untuk menangani masalah keselamatan kerja dan kenyamanan kerja. Alat Pelindung Diri (APD) yang disediakan berupa masker, sarung tangan, sepatu kerja dan kapas penyumbat telinga. Akan tetapi pemakaian alat pelindung diri ini tidak
dijawibkan oleh pihak perusahaan.
Untuk perlindungan terhadap bahaya api, perusahaan menyediakan tangki
pabrik. Hal ini menjadi tindakan pertama apabila terjadi kebakaran, dan bila terjadi kebakaran yang tidak mampu lagi ditangani sendiri oleh pihak perusahaan,
maka pihak perusahaan memanggil mobil pemadam kebakaran untuk memadamkannya.
2.6.6. Waste Treatment
Limbah yang dihasilkan oleh PT. Intan Suar Kartika berupa limbah cair
yang mengandung zat kimia dan limbah padat. Limbah cair yang dihasilkan adalah larutan asam sulfat yang merupakan sisa dari bak pencucian. Sedangkan limbah kering yang dihasilkan adalah berupa sisa-sisa kawat serta kupingan paku.
Limbah cair yang dihasilkan sebelumnya diolah terlebih dahulu ,kemudian baru dibuang ke selokan. Agar tidak membahayakan kesehatan lingkungan sekitar
dan pencemaran air sungai.
Limbah kering berupa sisa kawat serta kepingan paku dikumpulkan di dekat limbah cair dan kemudian dijual ke pihak lain.
Tata Letak Perusahaan
PT. Intan Suar Kartika menggunakan jenis tata letak berdasarkan proses (process layout) yang mana berarti semua mesin dan peralatan yang memiliki fungsi yang sama dikelompokkan dalam suatu daerah atau departemen tertentu,
karena proses produksi pembuatan paku relatif lebih panjang dari ruangan yang dapat digunakan.
Berdasarkan kegiatan yang ada di perusahaan ini, lokasi yang ada diperusahaan dapat dibagi atas :
1. Production
a. Bagian pencucian kawat : ( 8 m x 3 m ) = 24 m2 b. Bagian tarik kawat : ( 20 m x 8,5 m ) = 170 m2
c. Bagian pembuatan paku : ( 19 m x 10 m ) = 190 m2 d. Bagian polish paku : ( 8 m x 4 m ) = 32 m2 e. Bagian packing :( 20 m x 4,5 m ) = 90 m2
f. Kepala produksi : ( 10 m x 3 m ) = 30 m2 2. Production service
a. Gudang bahan baku : ( 12,5 m x 7,5 m ) = 93,75 m2 b. Gudang bahan tambahan : ( 5 m x 4 m ) = 20 m2 c. Gudang bahan jadi : ( 20 m x 2 m ) = 40 m2 3. Personel service
a. Ruang istirahat karyawan : ( 4,5 m x 3,5 m ) = 15,75 m2
b. Kantin : ( 7,5 m x 6 m ) = 45 m2
c. Mushola : ( 4,5 m x 3,5 m ) = 15,75 m2
d. Toilet : ( 2 m x 1,5 m ) = 3 m2
4. General service
a. Kantor pimpinan : ( 7,5 m x 5 m ) = 37,5 m2
c. Pos satpam : ( 2,5 m x 0,7 m ) = 1,75 m2 5. Physical plant service
a. Bengkel : ( 6,5 m x 5 m ) = 32,5 m2
b. Pembuangan limbah cair : ( 2,5 m x 3,5 m ) = 8,75 m2 c. Limbah kering : ( 3 m x 4 m ) = 12 m2
d. Power house : ( 4,5 m x 5,5 m ) = 24,75 m2
e. Solar : ( 7 m x 4 m ) = 28 m2
f. Bak air : ( 5 m x 3,5 m ) = 17,5 m2
g. Blower : ( 4 m x 3 m ) = 12 m2
Total luas bangunan perusahaan adalah 1000,25 m2 dengan total luas areal perusahaan adalah ( 70 m x 58 m ) = 4060 m2. Areal perusahaan seluas 3059,75
m2 digunakan sebagai gang, jalan dan pertamanan.
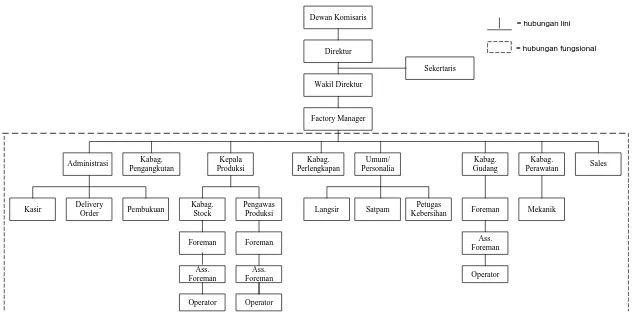
Struktur Organisasi Persuahaan
Struktur organisasi yang digunakan PT. Intan Suar Kartika adalah struktur organisasi lini-fungsional. Hubungan fungsional adalah hubungan kerja dengan
pembagian tugas dilakukan menurut fungsi-fungsi tugas yang diberikan perusahaan. Hubungan fungsional yang dijumpai pada perusahaan ini, yaitu di bawah Wakil Direktur ada 8 bagian tugas yang diberikan berdasarkan fungsinya (Administrasi, Kabag. Pengangkutan, Kepala Produksi, Kabag. Kelengkapan,
Selain itu terdapat juga hubungan lini yang terlihat dari pimpinan tertinggi sampai pada operator, yaitu dari Direktur kepada Dewan Komisaris, Wakil
Direktur dan Sekretaris kepada Direktur, Factory Manager kepada Wakil Direktur. Demikian halnya juga antara Kasir, Delivery Order dan Pembukuan kepada Administrasi. Dengan demikian, dari struktur organisasi perusahaan
Dewan Komisaris Direktur Wakil Direktur Factory Manager Sekertaris Administrasi Kabag. Pengangkutan Kepala Produksi Kabag. Perlengkapan Umum/ Personalia Kabag. Gudang Kabag. Perawatan Sales Kasir Delivery Order Pembukuan Kabag. Stock Foreman Ass. Foreman Operator Pengawas
Produksi Langsir Satpam
Petugas Kebersihan Mekanik Foreman Ass. Foreman Operator Foreman Ass. Foreman Operator
[image:57.842.122.754.83.395.2]= hubungan lini = hubungan fungsional
2.8.1. Pembagian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab dari masing-masing jabatan pada
PT. Intan Suar Kartika adalah sebagai berikut: 1. Dewan Komisaris
Tugas dan tanggung jawabnya adalah sebagai berikut :
- Menentukan visi dan misi perusahaan
- Membantu direktur untuk mengatur investasi perusahaan
- Memberi arahan kepada direktur dalam menetapkan kebijakan perusahaan 2. Direktur
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Menetukan kebijakan perusahaan sesuai dengan pedoman yang telah ditenukan oleh dewan komisaris
b. Mengangkat pegawai untuk tingkat staff dan menentukan tanggung jawab masing-masing bagian
c. Mengadakan pengawasan terhadap keunagn perusahaan
d. Bertanggung jawab terhadap dewan komisaris 3. Wakil Direktur
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mengawasi seluruh kegiatan bawahan
b. Menentukan besarnya gaji atau upah karyawan
4. Sekertaris
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Menyusun laporan kepada atasan dari informasi yang diperolehnya b. Mengarsipkan surat masuk dan surat keluar untuk atasannya
c. Bertanggung jawab kepada direktur atas laporannya d. Membuat jadwal perjanjian direktur
5. Factory Manager ( Manajer Pabrik )
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mengawasi dan mengontrol seluruh kegiatan produksi di pabrik
b. Melaporkan kepada direktur perkembangan dan kondisi produksi di pabrik secara periodik
c. Memberikan petunjuk-petunjuk teknis pada karyawan
d. Melakukan pembayaran gaji karyawan
e. Dalam melaksanakan tugasnya bertanggung jawab terhadap wakil direktur
6. Kepala Bagian Administrasi/ Keuangan
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Mengeluarkan surat-surat keluar perusahaan
b. Mengesahkan dan menandatangani permintaan barang untuk keperluan produksi
c. Bertanggung jawab atas penyimpanan uang dan surat-surat berharga
7. Kepala Bagian Pengangkutan
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Mengatur pengangkutan hasil produksi dan bahan baku
b. Bertanggung jawab atas segala tugas-tugas terhadap wakil direktur 8. Kepala Produksi
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Membuat rencana produksi mingguan
b. Melaksanakan pembuatan produk sesuai dengan rencana produksi dan mengarahkan pada foreman dalam melaksanakannya.
c. Bertanggung jawab atas segala tugas terhadap factory manager. 9. Kepala Bagian Perlengkapan
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Melakukan perbaikan terhadap mesin-mesin yang rusak b. Mengawasi segala peralatan yang ada di dalam pabrik
c. Pengecekan perlengkapan produksi sebelum dilakukan produksi d. Membuat rencana pergantian peralatan
e. Bertanggung jawab kepada wakil direktur
10. Kepala Bagian Umum/Personalia
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Membantu pimpinan dalam penentuan tugas-tugas karyawan
c. Merencanakan dan mengorganisasi kebutuhan tenaga kerja di masing-masing bagian
11.Kepala Bagian Gudang
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Menetapkan sistem pengadaan dan persediaan bahan baku
b. Menjadwalkan kegiatan pemesanan bahan baku
c. Bertanggung jawab atas keamanan barang-barang yang disimpan digudang
d. Mencatat pengeluaran bahan baku dan bahan jadi dari gudang e. Bertanggung jawab kepada manajer pabrik
12.Kepala Bagian Perawatan
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Menyusun jadwal untuk pemeriksaan keadaan mesin
b. Bertanggung jawab atas perbaikan/pemeliharaan setiap mesin
c. Bertanggung jawab atas keandalan setiap mesin d. Bertanggung jawab kepada manajer pabrik 13.Sales
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Merencanakan dan membuat sistem penjualan yang baik
b. Membuat catatan penjualan
14.Kasir
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Melakukan pembayaran rekening perusahaan dengan uang tunai b. Membantu bagian administrasi dalam pengelolaan kas perusahaan c. Melakukan penerimaan dan pengeluaran dalam bentuk uang tunai
d. Menganalisa transaksi keuangan yang terjadi di perusahaan 15.Delivery Order
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Membantu petugas administrasi dalam meneliti dokumen pengiriman barang
b. Mencatat jumlah pengeluaran barang serta tujuannya
c. Mengawasi jalannya pengiriman barang selama dalam kawasan pabrik d. Memeriksa dan meneliti kebenaran barang yang dikirim
e. Bertanggung jawab kepada Kepala Bagian Administrasi 16.Bagian Pembukuan
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mencatat pengeluaran dan penerimaan kas termasuk cek dan menutup kas setiap hari
b. Menganalisis uang masuk dan uang keluar perusahaan c. Menentukan anggaran perusahaan.
17.Kepala Bagian Stock
b. Mengatur penempatan barang-barang supaya memudahkan kegiatan bongkar muat barang di gudang
c. Membuat rencana pengendalian persediaan yang sesuai d. Bertanggung jawab atas keberadaan barang-barang di gudang 18.Pengawas Produksi
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mengawasi langsung kegiatan proses produksi sesuai dengan bidangnya
masing-masing
b. Membuat hasil laporan produksi kepada sub bagian produksi c. Bertanggung jawab atas kualitas produk yang diproduksi.
d. Bertanggung jawab kepada kepala produksi atas tugas-tugasnya 19.Langsir
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Mengangkat dan mengangkut bahan baku antar departemen
b. Bertanggung jawab atas kelancaran aliran bahan di lingkungan pabrik c. Merencanakan sistem aliran bahan yang efisien
d. Bertanggung jawab kepada kepala bagian masing-masing 20.Satpam
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Merencanakan dan melaksanakan program keamanan b. Melayani tamu yang datang ke pabrik
d. Bertanggung jawab melaksanakan dan mengawasi ketertiban umum di lingkungan pabrik
21.Petugas Kebersihan
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Menjaga kebersihan di lingkungan pabrik
b. Menyusun jadwal kebersihan yang sesuai dengan jam kerja tanpa mengganggu proses produksi
22.Mekanik
Tugas dan tanggung jawabnya adalah sebagai berikut : a. Melakukan perbaikan terhadap mesin yang rusak
b. Memelihara keberadaan mesin afar tetap dalam keadaan andal c. Menyusun jadwal perawatan mesin yang efisien
d. Melakukan pemeriksaan terhadap mesin sebelum rusak
23.Foreman ( Mandor )
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Bertanggung jawab kepada kepala produksi dalam pengontrolan proses
produksi dan hasil produksi
b. Mengurus keperluan karyawan di bidangnya masing-masing
c. Dalam melaksanakan tugasnya sehari-hari dibantu oleh asisten foreman 24.Asisten foreman
Tugas dan tanggung jawabnya adalah sebagai berikut :
c. Memberikan petunjuk teknis kepada para karyawan dalam pelaksanaan tugasnya
d. Menciptakan suasana kerja yang tenang e. Memperhatikan mutu produk yang diproduksi 25. Operator
Tugas dan tanggung jawabnya adalah sebagai berikut :
a. Melaksanakan kegiatan sesuai dengan bidangnya masing-masing dalam
proses produksi
b. Bertanggung jawab terhadap foreman yang mengepalai bagiannya
2.8.2. Jumlah Tenaga Kerja dan Jam Kerja
2.8.2.1 Tenaga Kerja
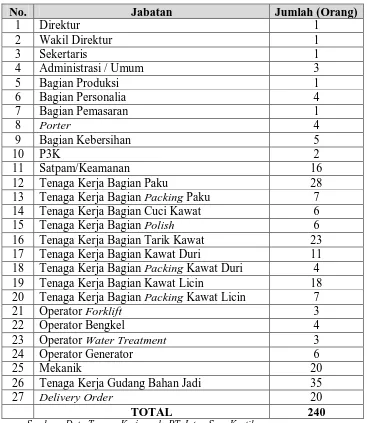
Jumlah tenaga kerja yang dipekerjakan pada PT. Intan Suar Kartika
Tabel 2.2. Sebaran Penggunaan Tenaga Kerja Pada PT. Intan Suar Kartika
No. Jabatan Jumlah (Orang)
1 Direktur 1
2 Wakil Direktur 1
3 Sekertaris 1
4 Administrasi / Umum 3
5 Bagian Produksi 1
6 Bagian Personalia 4
7 Bagian Pemasaran 1
8 Porter 4
9 Bagian Kebersihan 5
10 P3K 2
11 Satpam/Keamanan 16
12 Tenaga Kerja Bagian Paku 28
13 Tenaga Kerja Bagian Packing Paku 7 14 Tenaga Kerja Bagian Cuci Kawat 6
15 Tenaga Kerja Bagian Polish 6
16 Tenaga Kerja Bagian Tarik Kawat 23 17 Tenaga Kerja Bagian Kawat Duri 11 18 Tenaga Kerja Bagian Packing Kawat Duri 4 19 Tenaga Kerja Bagian Kawat Licin 18 20 Tenaga Kerja Bagian Packing Kawat Licin 7
21 Operator Forklift 3
22 Operator Bengkel 4
23 Operator Water Treatment 3
24 Operator Generator 6
25 Mekanik 20
26 Tenaga Kerja Gudang Bahan Jadi 35
27 Delivery Order 20
TOTAL 240
Sumber : Data Tenaga Kerja pada PT. Intan Suar Kartika
2.8.2.2.Jam Kerja
Pata PT. Intan Suar Kartika terdapat dua jenis jam kerja yaitu jam kerja
regular dan shift. a. Jam kerja regular
Istirahat pukul 12.00 s/d 13.00
- Hari Sabtu pukul. 08.00 s/d 14.00 Istirahat pukul 12.00 s/d 13.00
Jam kerja regular bagi karyawan di luar bagian produksi seperti bagian administrasi dan personalia, serta bagi para foreman di masing-masing bagian.
b. Jam kerja shift
- Shift pagi
Jam kerja pukul 06.00 s/d 14.00 Istirahat pukul 12.00 s/d 13.00
- Shift siang
Jam kerja pukul 14.00 s/d 22.00 Istirahat pukul 18.00 s/d 19.00
- Shift malam
Jam kerja pukul 22.00 s/d 06.00 Istirahat pukul 24.00 s/d 01.00
Jam kerja berlaku untuk untuk bagian-bagian produksi seperti bagian tarik
kawat, cuci kawat, produksi paku, polish, serta bagian-bagian yang membantu kelancaran produksi seperti bagian lansir, operator genset, mekanik dan bagian listrik. Pergantian shift dilakukan sekali seminggu, yang dimulai setiap hari Senin.
Sistem rotasi shift kerja yang terdiri dari tiga shift dilakukan pertukaran shift, yaitu dari shift pertama ke shift ketiga, dari shift ketiga ke shift yang kedua, dari
2.8.2.3.Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan yang berlaku di PT. Intan Suar Kartika adalah sistem upah harian yang besarnya berdasarkan atas upah minimum kota (UMK).. Pemberian upah dilaksanakan pada tanggal 28 setiap bulannya.
Selain gaji pokok, karyawan juga memperoleh fasilitas, yaitu: 1. Pakaian Dinas
Untuk karyawan baru, yang telah melewati masa job training mendapat dua stel pakaian lengkap. Kemudian untuk selanjutnya pakaian dan sepatu kerja diberikan tiga kali setahun secara cuma-cuma oleh perusahaan.
2. Perobatan Karyawan
Biaya pengobatan karyawan serta angota keluarga ditanggung oleh
perusahaan.
3. Tunjangan Hari Raya dan Tahun Baru
LANDASAN TEORI
3.1. Pengertian Kualitas Kehidupan Kerja (Quality of Work Life)
Quality of Work Life 1
Pada dasarnya, terdapat dua pandangan maksud quality of work life (QWL)
adalah sebuah filosofi, serangkaian prinsip yang
menyatakan bahwa sumber daya manusia merupakan sumber daya yang penting dalam sebuah organisasi, agar dapat dipercaya, bertanggung jawab dan turut serta dalam pembuatan kontribusi yang berarti, dan diperlakukan dengan bermartabat.
QWL menciptakan lingkungan dan iklim kerja yang memanusiakan manusia, sehingga manusai lebih dilihat pada harkat dan mertabat kemanusiaannya, bukan
hanya sebagai alat.
Kualitas kehidupan kerja berfokus pada pentingnya penghargaan kepada sumber daya manusia di lingkungan kerja. Tujuannya adalah menciptakan budaya
kerja agar karyawan mampu memotivasi diri dan mengembangkan serta memberi kontribusi yang optimal terhadap pencapaian kinerja organisasi. QWL juga dapat
meningkatkan komiunikasi internal dan kelompok, koordinasi, motivasi dan kapablitas pekerja.
2
1
Rose, Raduan Che, American Journal of applied Sciences (Malaysia: Science Publications, 2006) . Pandangan pertama menyatakan bahwa QWL merupakan serangkaian
kondisi objektif perusahaan (perkayaan kerja, kondisi kerja yang nyaman). Pandangan yang lain, dari karyawan, menyatakan bahwa mereka memerlukan rasa
bertemu, dalam arti bahwa seyogyanya perusahaan memperlakukan karyawan sebagai makhluk hidup, dengan memperhatikan berbagai aspek yang
mempengaruhi kemampuannya untuk berkembang dalam perusahaan.
Dengan demikian, dapat disimpulkan bahwa kualitas kehidupan kerja (Quality of Work Life) adalah lingkungan kerja yang kondusif di tempat kerja
dapat mendukung dan meningkatkan kepuasan kerja karyawan, dengan mengupayakan agar para karyawan memperoleh penghargaan, keamanan kerja,
dan memberi kesempatan untuk berkembang.
Kualitas kehidupan kerja merumuskan bahwa setiap proses kebijakan yang diputuskan oleh perusahaan merupakan sebuah respon atas apa yang menjadi
keinginan dan harapan karyawan mereka, hal itu diwujudkan dengan berbagi persoalan dan menyatukan pandangan mereka ( perusahaan dan karyawan ) ke
dalam tujuan yang sama yaitu peningkatan kinerja karyawan dan perusahaan. Kinerja yang baik tentu saja merupakan harapan bagi semua perusahaan dan institusi yang mempekerjakan karyawan, sebab kinerja karyawan ini pada
akhirnya diharapkan dapat meningkatkan kinerja perusahaan secara keseluruhan. Tujuan dilakukannya analisis terhadap kualitas kehidupan kerja adalah
untuk meningkatkan peran serta dan sumbangan para anggota atau karyawan terhadap organisasi. Karena setiap pekerja ingin diperlakukan sebagai individu yang dihargai di tempat kerja. Sehingga pada akhirnya akan menghasilkan kinerja
3.2. Aspek/Faktor Kualitas Kehidupan Kerja (Quality of Work Life)3
Secara umum terdapat sembilan aspek pada SDM di lingkungan
erusahaan yang perlu diciptakan, dibina dan dikembangkan. Kesembilan aspek tersebut adalah komunikasi, penyelesaian konflik, pengembangan karier, partisipasi pekerja, kebanggaan, kompensasi yang layak, keselamatan lingkungan,
keselamatan kerja dan kesehatan kerja.
Berikut ini adalah faktor/aspek yang ditinjau dalam penelitian ini, yaitu
a. Pengembangan Karier
Setiap organisasi/perusahaan harus menerima kenyataan bahwa eksistensinya di masa depan tergantung pada SDM. Tanpa memiliki SDM yang kompetitif,
sebuah perusahaan/organisasi akan mengalami kemunduran dan akhirnya dapat tersisih karena ketidakmampuan menghadapi pesaing. Kondisi seperti
itu mengharuskan or