RANCANG BANGUN SISTEM INFORMASI PENJADWALAN
PRODUKSI DENGAN METODE EDD (Earliest Due Date) DAN
SPT (Shortest Processing Time) PADA PT. BUKIT BAJA
ANUGRAH
TUGAS AKHIR
Program Studi
S1 Sistem Informasi Kekhususan Akuntansi
Oleh:
CHAFIDA MUZDALIFAH 11.41011.0010
FAKULTAS TEKNOLOGI DAN INFORMATIKA
vii
DAFTAR ISI
Halaman
ABSTRAK ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR GAMBAR ... xii
DAFTAR TABEL………...xvii
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang Masalah ... 1
1.2 Perumusan Masalah ... 4
1.3 Pembatasan Masalah ... 4
1.4 Tujuan ... 5
1.5 Manfaat ... 5
1.6 Sistematika Penulisan ... 5
BAB II LANDASAN TEORI ... 8
2.1 Sistem ... 8
2.2 Informasi ... 8
2.3 Analisa dan Perancangan Sistem ... 8
2.4 Penjadwalan Produksi ... 9
2.5 Tujuan Penjadwalan ... 10
2.6 Input dan Output Penjadwalan ... 11
2.6.1 Input Penjadwalan ... 11
viii
2.7.2 Penjadwalan Batch ... 12
2.7.3 Penjadwalan Job Shop... 13
2.8 Aturan Prioritas ... 14
2.8.1 Earliest Due Date (EDD) ... 15
2.8.2 Shortest processing Time (SPT) ... 17
2.9 Evaluasi Aturan Penjadwalan ... 19
2.10 Sistem Antrian ... 19
2.11 System Development Life Cycle (SDLC) ... 19
BAB III ANALISIS DAN PERANCANGAN SISTEM ... 23
3.1 Analisis sistem ... 23
3.1.1 Indentifikasi Masalah ... 25
3.1.2 User Requirement ... 30
3.1.3 Function Requirement ... 31
3.1.4 Spesifikasi Kebutuhan Fungsional ... 31
3.1.5 Spesifikasi Fungsional ... 39
3.1.6 Spesifikasi Kebutuhan Sistem ... 39
3.2 Perancangan Sistem ... 40
3.2.1 System flow ... 44
3.2.2 System flow Penerimaan Pesanan ... 45
3.2.3 System flow Penjadwalan Produksi ... 46
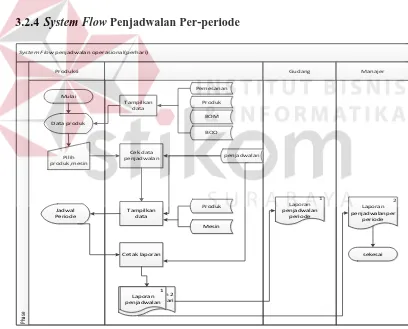
3.2.4 System flow Penjadwalan Per-periode ... 47
ix
3.2.1 System flow Rencana Penjadwalan (Jadwal Induk) ... 49
3.3 Data Flow Diagram ... 50
3.3.1 Context Diagram... 50
3.3.2 DFD Level 0 Sistem Informasi Penjadwalan Produksi ... 52
3.3.3 DFD Level 1 Master Sistem Informasi Penjadwalan Produksi 52 3.3.4 DFD Level 1 Penerimaan Pesanan Sistem Informasi Penjadwalan Produksi... 54
3.3.5 DFD Level 1 Sistem Informasi Penjadwalan Produksi ... 54
3.4 Entity Relationship Diagram ... 56
3.4.1 CDM (Conceptual Data Diagram) ... 56
3.4.2 PDM (Physical Data Model) ... 57
3.5 Struktur Data Database ... 58
3.6 Perancangan Desain Input dan Output ... 64
3.6.1 Desain Input login ... 65
3.6.2 Desain Menu Utama ... 65
3.6.3 Desain Master Pelanggan ... 66
3.6.4 Desain Master Produk ... 66
3.6.5 Desain Master Jenis Produk ... 67
3.6.6 Desain Tampilan Form BOM (Bill Of Material) ... 67
3.6.7 Desain Tampilan Form BOO (Bill Of Operation)... 68
3.6.8 Desain Form Mesin ... 69
3.6.9 Desain Form Kriteria ... 69
3.6.10 Desain Form Pemesanan ... 70
3.6.11 Desain Perhitungan Metode ... 71
x
3.6.15 Desain Laporan Pemesanan Per periode ... 74
3.6.16 Desain Laporan Persentase Produk ... 74
3.6.17 Desain Laporan Penjadwalan Produk ... 75
3.6.18 Desain Laporan Penjadwalam Mesin ... 75
3.7 Desain Uji Coba ... 76
BAB IV IMPLEMENTASI DAN EVALUASI ... 82
4.1 Implementasi ... 82
4.1.1 Kebutuhan Perangkat Lunak (Software)... 82
4.1.2 Kebutuhan Perangkat Keras (Hardware) ... 81
4.2 Pembuatan dan Implementasi Sistem ... 82
4.3 Pengoprasian Sistem ... 83
4.3.1 Form Login ... 83
4.3.2 Form Menu Utama ... 84
4.3.3 Form Bahan Baku ... 85
4.3.4 Form Jenis Produk ... 85
4.3.5 Form Produk ... 86
4.3.6 Form BOM (Bill Of Material) ... 86
4.3.7 Form BOO (Bill Of Operation) ... 87
4.3.8 Form Mesin ... 87
4.3.9 Form Kriteria ... 88
4.3.10 Form Pelanggan ... 88
xi
4.3.12 Form Perhitungan Metode ... 90
4.3.13 Form Penentuan Metode Terbaik ... 90
4.3.14 Form Bobot Kriteria ... 91
4.3.15 Form Penjadwalan Produksi ... 91
4.3.16 Form Laporan Penjadwalan Produk ... 93
4.3.17 Form Laporan Penjadwalan Mesin ... 93
4.3.18 Form Rencana Produksi ... 94
4.3.19 Form Laporan Pelanggan ... 95
4.3.20 Form Laporan Pemesanan ... 95
4.3.21 Form Laporan Persentase Produk... 96
4.3.22 Form Laporan Penjadwalan Produksi Perhari ... 97
4.4 Uji Coba Sistem ... 98
BAB V PENUTUP………...………119
5.1 Kesimpulan………...………119
5.1 Saran………..………...………119
xii
DAFTAR GAMBAR
Halaman
Gambar 2.1 Penjadwalan Parallel ... 14
Gambar 2.2 Penjadwalan Seri ... 14
Gambar 3.1 Document Flow Penjadwalan Produksi ... 31
Gambar 3.2 Arsitektur Sistem Informasi Penjadwalan Produksi ... 40
Gambar 3.3 Block Diagram Sistem Informasi Penjadwalan Produksi…………...41
Gambar 3.4 System Flow Penerimaan Pesanan... 45
Gambar 3.5 System Flow Penjadwalan Produksi ... 46
Gambar 3.6 System Flow Penjadwalan Produksi Per-Periode ... 47
Gambar 3.7 System Flow Penjadwalan Produksi Per-Hari ... 48
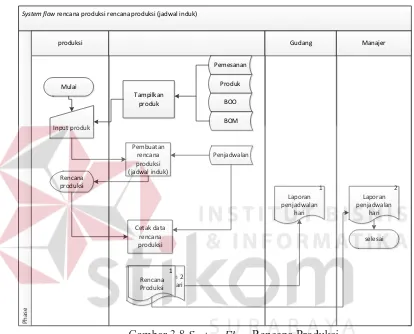
Gambar 3.8 System Flow Rencana Produksi... 49
Gambar 3.9 Context Diagram Penjadwalan Produksi ... 50
Gambar 3.10 Diagram Berjenjang Sistem Informasi Penjadwalan Produksi ... 51
Gambar 3.11 DFD level 0 Penjadwalan Produksi ... 52
Gambar 3.12 DFD level 1 Master Penjadwalan Produksi ... 53
Gambar 3.13 DFD level 1 Pesanan Penjadwalan Produksi ... 54
Gambar 3.14 DFD level 1 Penjadwalan Produksi ... 55
Gambar 3.15 CDM (Conceptual Data Model) Penjadwalan Produksi ... 56
Gambar 3.16 PDM (Physical Data Model) Penjadwalan Produksi ... 57
Gambar 3.17 Desain Input Login ... 64
xiii
Gambar 3.19 Desain Master Pelanggan ... 65
Gambar 3.20 Desain Master Produk ... 65
Gambar 3.21 Desain Master Jenis Produk ... 66
Gambar 3.22 Desain Tampilan Form BOM (Bill Of Material) ... 67
Gambar 3.23 Desain Tampilan Form BOO (Bill Of Operation) ... 67
Gambar 3.24 Desain Tampilan Form Mesin... 68
Gambar 3.25 Desain Tampilan Form Kriteria ... 69
Gambar 3.26 Tampilan Form Pemesanan ... 69
Gambar 3.27 Desain Perhitungan Metode ... 70
Gambar 3.28 Desain Metode terbaik ... 71
Gambar 3.29 Desain Buat Penjadwalan Produksi... 72
Gambar 3.30 Desain Laporan Pelanggan ... 72
Gambar 3.31 Desain Laporan Pemesanan Per-periode ... 73
Gambar 3.32 Desain Laporan Persentase Produk ... 73
Gambar 3.33 Desain Laporan Penjadwalan Produk ... 74
Gambar 3.34 Desain Laporan Penjadwalan Mesin ... 75
Gambar 4.1 Form Login ... 82
Gambar 4.2 Pesan Login Gagal ... 83
Gambar 4.3 Form Utama ... 83
Gambar 4.4 Form Bahan Baku ... 84
Gambar 4.5 Form Jenis Produk ... 84
Gambar 4.6 Form Produk ... 85
Gambar 4.7 Form BOM (Bill Of Material) ... 86
xiv
Gambar 4.11 Form Pelanggan ... 88
Gambar 4.12 Form Transaksi Pesanan ... 88
Gambar 4.13 Form Perhitungan Metode ... 89
Gambar 4.14 Form Penentuan Metode Terbaik ... 90
Gambar 4.15 Form Perhitungan Bobot Kriteria ... 90
Gambar 4.16 Form Grafik Produk dan Mesin ... 91
Gambar 4.17 Form Penjadwalan Produk ... 92
Gambar 4.18 Form Penjadwalan Produk Per- Periode ... 92
Gambar 4.19 Form Laporan Penjadwalan Mesin ... 93
Gambar 4.20 Form Laporan Penjadwalan Mesin per-periode ... 93
Gambar 4.21 Form Laporan Rencana Produksi ... 94
Gambar 4.22 Form Laporan Pelanggan ... 94
Gambar 4.23 Form Laporan Pemesanan ... 95
Gambar 4.24 Grafik Produk Terlaris ... 95
Gambar 4.25 Tabel Grafik Produk Terlaris ... 96
Gambar 4.26 Laporan Penjadwalan Produksi Per hari ... 96
Gambar 4.27 Login Gagal ... 97
Gambar 4.28 Menu Utama Sukses ... 99
Gambar 4.29 Jenis Produk Sukses ... 99
Gambar 4.30 Produk Sukses ... 99
Gambar 4.31 Bahan Baku Sukses ... 99
xv
Gambar 4.33 Pelanggan Sukses ... 100
Gambar 4.34 BOM dan BOO Sukses ... 100
Gambar 4.35 Kriteria Sukses ... 100
Gambar 4.36 Error Salah Mengisi Form... 101
Gambar 4.37 Error Salah Mengisi Form Produk ... 103
Gambar 4.38 Error Salah Mengisi Form Bahan Baku ... 104
Gambar 4.39 Mesin Sukses ... 105
Gambar 4.40 Mesin Gagal ... 106
Gambar 4.41 BOM (Bill Of Material) Sukses ... 107
Gambar 4.42 BOO (Bill Of Operation) Sukses ... 107
Gambar 4.43 Berhasil Simpan ... 108
Gambar 4.44 Hapus ... 108
Gambar 4.45 Pemesanan Berhasil... 108
Gambar 4.46 Perhitungan Berhasil ... 109
Gambar 4.47 Metode Terbaik ... 110
Gambar 4.48 Perkalian Bobot ... 111
Gambar 4.49 Buat Penjadwalan Produksi ... 111
Gambar 4.50 Evaluasi Perhitungan EDD... 112
Gambar 4.51 Evaluasi Perhitungan SPT ... 113
Gambar 4.52 Pengurutan Proses Metode ... 114
Gambar 4.53 Pemberian Bobot ... 114
xvi
DAFTAR TABEL
Halaman
Tabel 2.1 Contoh Kasus Penjadwalan ...15
Tabel 2.2 Contoh Kasus Metode EDD ...15
Tabel 2.3 Contoh Kasus Metode SPT ...18
Tabel 2.4 Evaluasi Hasil Aturan Penjadwalan ...19
Tabel 3.1 Hasil Observasi ...23
Tabel 3.2 Indentifikasi Masalah ...27
Tabel 3.3User Requirement ...30
Tabel 3.4 Functional Requirement ...31
Tabel 3.5 Kebutuhan Fungsional Pesanan ...32
Tabel 3.6 Kebutuhan Fungsional Menampilkan Pesanan ...33
Tabel 3.7 Kebutuhan Fungsional Cetak Laporan Pesanan...34
Tabel 3.8 Kebutuhan Fungsional BOM dan BOO ...34
Tabel 3.9 Kebutuhan Fungsional Data Produk ...35
Tabel 3.10 Kebutuhan Fungsional Jenis Produk ...36
Tabel 3.11 Kebutuhan Fungsional Data Produksi...36
Tabel 3.12 Kebutuhan Fungsional Perhitungan Metode ...36
Tabel 3.13 Kebutuhan Fungsional Penjadwalan Produksi ...37
Tabel 3.14Kebutuhan Fungsional Simpan Penjadwalan Produksi ...37
Tabel 3.15 Kebutuhan Fungsional Tampilan Penjadwalan Produksi ...38
xvii
Tabel 3.17 Pelanggan ...58
Tabel 3.18 Jenis Produk ...59
Tabel 3.19 Produk ...59
Tabel 3.20 Bahan Baku ...60
Tabel 3.21 BOM ...60
Tabel 3.22 BOO ...61
Tabel 3.23 Pesanan...62
Tabel 3.24 Kriteria ...62
Tabel 3.25 Mesin ...63
Tabel 3.26 Penjadwalan ...63
Tabel 3.27 Desain Uji Coba Login ...75
Tabel 3.28 Desain Uji Coba Menu Utama ...76
Tabel 3.29 Desain Uji Coba Pelanggan ...76
Tabel 3.30 Desain Uji Coba Produk ...77
Tabel 3.31 Desain Uji Coba Transaksi Pemesanan ...78
Tabel 3.32 Desain Uji Coba Perhitungan Metode ...79
Tabel 3.21 Desain Uji Coba Pembuatan Penjadwalan ...80
Tabel 4.1 Test Case Form Login...98
Tabel 4.2 Test Case Menu Utama ...100
Tabel 4.3 Test Case Form Pelanggan ...102
Tabel 4.4 Test Case Produk ...103
Tabel 4.5 Test Case Bahan Baku ...105
Tabel 4.6 Test Case Form Mesin ...106
xviii
Tabel 4.10 Test Case Metode Terbaik ...110
Tabel 4.11 Pemberian Nilai...111
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
PT Bukit Baja Anugrah merupakan perusahaan yang bergerak dibidang
manufaktur/industri yaitu memproduksi pipa dan plat sesuai dengan pesanan
pelanggan (job order). Perusahaan ini berada di Jl. Mayjend Sungkono No. 5 Blok
B Gresik. Produk yang dihasilkan oleh perusahaan menggunakan bahan baku
utama yaitu berupa besi atau coil. Perusahaan ini termasuk dalam Business to
Business (B2B) yang merupakan sebuah transaksi melibatkan bisnis yang
menyediakan produk dan layanan.
Pada PT Bukit Baja Anugrah ini terdapat 4 jenis produk pipa yaitu pipa
jenis Gulvonil (GIS) berwarna abu-abu, Galvanees (GAS) berwarna abu-abu
gelap, Hot Roll (HR) berwarna hitam, dan Cold Roll (CR) berwarna putih. Jenis
produk pipa ini memiliki perbedaan pada jenis warna, kelunakan bahan, dan
kualitas pada masing-masing bahan. Diantara 4 produk memiliki kualitas bahan
yang bagus adalah pipa berjenis Cold Roll (CR). Sedangkan setiap produknya
memiliki ukuran, lebar maupun radius berbeda-beda seperti ukuran 47 x 47, 35 x
35, 28 x 58, 15 x 35, 49 x 49 dan lain-lain.
Proses produksi pada PT Bukit Baja Anugrah dimulai dari pencatatan
pesanan pelanggan. Pencatatan pesanan pelanggan salah satunya seperti pesanan
pada tanggal 01/04/2015 dengan nama pelanggan Puri Group, ukuran yang
dipesan yaitu pipa HR 39,0 x 39,0 = 2000 batang; HR 39,5 x 39,5 = 7000 batang;
direkap oleh bagian penjualan (sales order). Rekapan pesanan tersebut digunakan
untuk pembuatan laporan pemesanan perbulan. Dari rekapan pemesanan tersebut
dapat digunakan untuk laporan permintaan bahan baku yang digunakan untuk
memenuhi kebutuhan pada tahap-tahapan proses produksi. Dari laporan
permintaan bahan baku yang dapat terpenuhi, bagian produksi akan merancang
perencanaan produksi yaitu berupa perencanaan produksi periode dan
per-hari. Rencana produksi per-hari digunakan dalam proses (bahan baku, waktu
proses produksi, dan kemasan). Jika semua sudah terpenuhi maka produksi siap
dilakukan.
Dalam melakukan proses produksi PT Bukit Baja Anugrah selama ini
menggalami keterlambatan dalam memenuhi permintaan pesanan pelanggan.
Berdasarkan data keterlambatan produksi pada tahun 2014 terdapat pada lampiran
1 sebanyak 35 kali dari 100 jenis produksi sehingga diperoleh perhitungan yaitu
35:100 = 0,35. Dari hasil perbandingan tersebut dapat diketahui bahwa tingkat
keterlambatan pada PT Bukit Baja Anugrah ini mencapai 0,35 x 100% = 35%.
Pada lampiran 2 keterlambatan produksi pada tahun 2015 sebanyak 48 kali
dari 105 jenis produksi sehingga diperoleh perhitungan 48:105 = 0,457 tingkat
keterlambatan mencapai 45,7%. Berdasarkan data pada tahun 2014-2015
keterlambatan disebabkan pada pencatatan pesanan pelanggan. Proses produksi
dimulai dari pemotongan dan penggulungan coil dijadikan slitter dengan mesin
pemotongan yaitu mesin Chine Chine. Proses pemotongan sampai penggulungan
tersebut membutuhkan waktu 1 jam dan berkapasitas 10 ton. Dan pembentukan
pipa atau roll bending terdiri dua mesin ukuran pipa yaitu dari setting mesin yang
3
waktu 3 jam sampai 18 jam yang berkapasitas 5 ton. Pengukuran pipa dimesin
memakan waktu kurang lebih 1 hari. Tahapan pengukuran pipa diproses sesuai
dengan pesanan pelanggan. Waktu pemesanan ditentukan oleh persetujuan
perusahan dan pelanggan. Pesanan pelanggan memiliki ukuran produk pipa
masing-masing. Dari pesanan pelanggan memiliki due date terdekat maka pihak
produksi memproses pesanan tersebut dengan menggabungkan pesanan dari
pelanggan lainnya memiliki ukuran produk pipa yang sama, meskipun due date
berbeda. Hal ini menyebabkan produk pipa ukuran lain yang memiliki batas
waktu terdekat menjadi tertunda dalam proses produksinya.
Keterlambatan produksi juga dipengaruhi pada rencana produksi yang telah
dibuat dengan tidak melihat kapasitas produksi yang ada sehingga prosesnya
melebihi waktu yang telah diperkiraan sebelumnya. Bagian produksi dalam
jangka waktu periode sebulan sering menunda pesanan karena proses produksi
tidak bisa dijadwalkan. Pada kondisi ini bagian produksi memprioritaskan
produksi terlebih dahulu daripada membuat dokumentasi terkait beberapa laporan
(penjadwalan produk, penjadwalan mesin, dan perencanaan produksi). Ditinjau
dari seluruh permasalahan di atas, muncul dampak penurunan profit atau kerugian
sebesar 45% dan menurunnya kepercayaan oleh pelanggan dalam pemenuhan
pesanan pelanggan.
Menurut Gaspersz (2012) proses pengalokasian sumber daya yang terbatas
untuk memilih jangka waktu tertentu, serta melakukan prioritas yang tercepat
waktu mulai dan waktu berhenti untuk job antrian pusat kerja dilakukan atas
Berdasarkan latar belakang dan permasalahan yang ada untuk mengatasi
permasalahan tersebut maka dibuatlah suatu sistem informasi penjadwalan dengan
menggunakan metode EDD (Earliest Due Date) dan SPT (Shortest Processing
Time) yang merupakan penjadwalan produksi dalam mengendalikan urutan
produksi sesuai dengan jatuh tempo dan waktu proses terpendek. Dari dua metode
tersebut, akan dipilih hasil penjadwalan yang paling tepat sesuai kriteria yang
ditentukan. Kriteria yang dimaksudkan yaitu berupa waktu penyelesaian rata-rata,
utilasasi, jumlah pekerjaan rata-rata, dan keterlambatan pekerjaan rata-rata.
Dengan sistem informasi ini diharapkan dapat meminimalkan keterlambatan yang
terjadi di perusahan sehingga dapat memberikan keputusan waktu penyelesaian
produk.
1.2 Perumusan Masalah
Berdasarkan latar belakang di atas, maka dapat dirumuskan permasalahan
yaitu pada Sistem Informasi Penjadwalan ini berdasarkan:
1. Bagaimana merancang dan membangun sistem informasi penjadwalan
menggunakan metode EDD dan SPT.
2. Bagaimana menentukan kapasitas produksi sesuai dengan pesanan.
1.3 Pembatasan Masalah
Berdasarkan rumusan masalah diatas, ruang lingkup yang akan menjadi
batasan masalah dari pembuatan sistem ini antara lain:
1. Data yang digunakan dalam penelitian adalah data tahun 2014-2015.
5
3. Mesin dapat beroperasi selama penelitian berlangsung.
4. Tidak membahas penjadwalan berkaitan dengan tenaga kerja.
5. Penjadwalan ini dilakukan dengan menggunakan 2 metode penjadwalan yaitu
EDD dan SPT.
6. Tidak membahas produk plat hanya membahas produk pipa.
7. Mesin digunakan untuk penjadwalan hanya mesin pembentukan pipa.
1.4 Tujuan
Tujuan dari pembuatan sistem ini adalah menghasilkan sebuah sistem
informasi dalam penjadwalan produksi mesin dan produk. Sistem akan
memberikan informasi berupa laporan yaitu: laporan persentase produk paling
banyak dipesan, laporan penjadwalan produk, laporan penjadwalan mesin, laporan
rencana produksi, laporan jadwal produksi per-periode dan laporan jadwal
produksi per-hari.
1.5 Manfaat
Manfaat dari pembuatan sistem ini adalah untuk membantu PT Bukit Baja
Anugrah dalam penjadwalan produksi, yaitu: pada penjadwalan mesin dan
penjadwalan produk.
1.6 Sistematika Penulisan
Untuk memberikan gambaran menyeluruh tentang masalah yang sedang
Bangun Sistem Informasi Penjadwalan Produksi pada PT Bukit Baja Anugrah
adalah sebagai berikut:
BAB I PENDAHULUAN
Bab ini menjelaskan mengenai latar belakang, perumusan masalah,
pembatasan masalah, tujuan, manfaat yang diberikan, dan sistematika
dalam penulisan laporan Tugas Akhir ini.
BAB II LANDASAN TEORI
Bab ini berisi tentang definisi dan penjelasan yang lebih detail
mengenai konsep yang digunakan untuk merancang dan membangun
sistem informasi penjadwalan produksi yaitu meliputi penjelasan
mengenai sistem informasi, proses manufaktur, penjadwalan produksi,
aturan prioritas yang terdiri dari EDD dan SPT. Kemudian evaluasi
terhadap hasil aturan prioritas tersebut serta testing software.
BAB III ANALISIS DAN PERANCANGAN SISTEM
Bab ini berisi penjelasan tentang metode penelitian dan
langkah-langkah untuk pemecahan masalah dalam Tugas Akhir ini, termasuk:
menganalisis permasalahan, identifikasi dari gambaran proses bisnis
penelitian, penyelesaiannya, struktur tabel, desain Input/Output, dll.
BAB IV IMPLEMENTASI DAN EVALUASI
Bab ini berisi penjelasan tentang implementasi dan evaluasi sistem
yang dibuat, apakah sistem yang dirancang dan dibangun telah sesuai
7
BAB V PENUTUP
Bab ini menjelaskan uraian dari kesimpulan tentang tujuan sistem
yang dibuat dan saran bagi pengembangan sistem dari sistem
8
Dalam penyelesaian tugas akhir ini digunakan landasan teori yang berkaitan
dengan permasalahan yang digunakan untuk menyelesaikan masalah yang ada pada
perusahaan.
2.1 Sistem
Menurut J.A.Hall (2001) definisi sistem adalah sekelompok dua atau lebih
komponen yang saling berkaitan (interrelated) atau subsistem yang bersatu untuk
mencapai tujuan yang sama (common purpose). Jika komponen tertentu tidak
memberikan kontribusi ke tujuan bersama maka bagian itu bukan bagian dari sistem
tersebut.
2.2 Informasi
Menurut O’Brien (2003) informasi adalah suatu data yang telah diproses
sehingga memiliki arti dan berguna untuk pengguna serta mengandung kepastian
yang akurat.
2.3 Analisa dan Peracangan Sistem
Menurut Cahyono (2013) analisis dan perancangan sistem merupakan kegiatan
menganalisa input data atau aliran data secara sistematis, memproses atau
9
dalam bisnis khusus. Analisis dan perancangan sistem digunakan untuk menganalisa,
merancang, dan mengimplementasikan fungsi bisnis yang bisa dicapai melalui
penggunaan sistem informasi terkomputerisasi.
Analisis dan desain sistem ditujukan untuk menyusun analisa dan perancangan
sistem informasi, usaha banyak yang memungkinkan hal tidak terpikirkan diatasi
dengan berbagai cara. Hal ini dianggap sebagai serangkaian proses yang secara
sistematis untuk meningkatkan bisnis melalui penggunaan sistem informasi
terkomputerisasi.
2.4 Penjadwalan Produksi
Menurut Gaspersz (2012) penjadwalan adalah pengurutan pembuatan atau
pengerjaan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin.
Dengan demikian masalah sequencing senantiasa melibatkan pengerjaan sejumlah
komponen yang sering disebut dengan istilah ’job’. Job sendiri masih merupakan
komposisi dari sejumlah elemen-elemen dasar yang disebut aktivitas atau operasi.
Tiap aktivitas ini membutuhkan alokasi sumber daya tertentu selama periode waktu
tertentu yang sering disebut dengan waktu proses.
Penjadwalan merupakan alat ukur bagi perencanaan agregat. Pesanan-pesanan
actual pada tahap ini ditugaskan pertama kalinya pada sumber daya tertentu (fasilitas,
pekerja, dan peralatan), kemudian dilakukan pengurutan kerja pada tiap-tiap pusat
pemrosesan sehingga dicapai optimalitas utilisasi kapasitas yang ada. Pada
Production Schedule (MPS) ditugaskan pada pusat pemrosesan tertentu untuk periode
harian.
Menurut Tanuwijaya dan Setyawan (2012) penjadwalan produksi (production
scheduling) secara umum didefinisikan sebagai suatu proses dalam perencanaan dan
pengendalian produksi yang merencanakan produksi dan pengalokasian sumber daya
pada suatu waktu tertentu dengan memperhatikan kapasitas sumber daya yang ada.
Sumber daya yang terbatas dengan sejumlah produksi yang harus dikerjakan menjadi
persoalan dalam penjadwalan perencanaan dan pengendalian produksi diperlukan
suatu proses penjadwalan.
2.5 Tujuan Penjadwalan
Tujuan dari aktifitas penjadwalan tersebut adalah sebagai berikut:
1. Meningkatkan penggunaan sumber daya atau mengurangi waktu tunggu sehingga
total waktu proses dapat berkurang dan produktifitas dapat meningkat.
2. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah
pekerjaan menunggu dalam antrian ketika sumber daya yang ada masih
mengerjakan tugas yang lain. Teori Baker (2012) mengatakan, jika aliran kerja
suatu jadwal konstan maka akan mengurangi rata-rata persediaan barang
setengah jadi.
3. Mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas
waktu penyelesaian sehingga akan meminimisasi penalty cost (biaya
11
4. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik dan
jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat
dihindarkan.
2.6 Input dan Output Penjadwalan
Dalam buku Pengendalian dan Perencanaan Produksi menurut Ginting (2007)
menyebutkan input dan output penjadwalan sebagai berikut:
2.6.1 Input Penjadwalan
Pekerjaan yang merupakan alokasi kapasitas untuk order, penugasan prioritas
pekerjaan dan pengendalian jadwal produksi informasi terperinci, informasi tersebut
akan menyatakan input dari sistem penjadwalan. Kebutuhan- kapasitas dari order
yang dijadwalkan dalam jumlah dan macam sumber daya yang digunakan. Untuk
produk tertentu, informasi ini bisa diperoleh dari lembar kerja operasi dan BOM.
Kualitas dari keputusan penjadwalan sangat dipengaruhi oleh ketetapan estimasi input
tersebut.
2.6.2 Output Penjadwalan
1. Pembebanan (Loading)
Pembebanan melibatkan penyesuaian kebutuhan kapasitas untuk order yang
diterima atau diperkirakan dengan kapasitas yang tersedia. Pembebanan
dilakukan dengan menugaskan order pada fasilitas, operator, dan peralatan
2. Pengurutan (Sequencing)
Pengurutan merupakan penugasan tentang order mana yang diprioritaskan untuk
diproses dahulu bila suatu fasilitas memproses banyak job.
2.7 Jenis-jenis Penjadwalan
Ada beberapa jenis penjadwalan menurut Gaspersz (2014) yaitu:
2.7.1 Penjadwalan Flow Shop
Penjadwalan flow shop merupakan suatu pergerakan unit yang terus-menerus
melalui suatu rangkaian stasiun kerja disusun berdasarkan produk. Susunan suatu
proses produksi jenis flow shop dapat diterapkan dengan tepat untuk produk dengan
desain yang stabil dan diproduksi, secara banyak (volume produk) sehingga investasi
dengan tujuan khusus (special purpose) yang dapat secepatnya kembali.
2.7.2 Penjadwalan Batch
Banyak dari pabrik dengan jenis Make To Stock (MTS) memproduksi produk
yang berbeda pada fasilitas yang umum. Sebagai contoh, pabrik minuman ringan
mungkin memproduksi beberapa rasa minuman yang berbeda pada satu fasilitas.
Perusahaan sabun mungkin mengemas produknya dalam beberapa ukuran yang
berbeda pada lintasan pengepakan. Pada kasus seperti ini, produk tersebut umumnya
diproduksi dalam ukuran batch. Keputusan yang dihadapi oleh manajer produksi
13
berikut dengan urut-urutannya, atau perintah mengenai produk-produk mana saja
yang harus dibuat secara batch.
2.7.3 Penjadwalan Job Shop
1. Job Shop Loading
Ketika suatu pesanan (job shop), pada kegiatan pertama dari penjadwalan adalah
menugaskan pesanan tersebut kepada bermacam pusat kerja untuk diproses.
Permasalahan loading menjadi lebih sederhana ketika suatu job tidak dapat
dipisah. Meskipun hal ini sering terjadi, biasanya suatu industri sering dalam
prakteknya melakukan pemisahan job dan menugaskan bagian-bagian terpisah
dari job tersebut kepada pusat kerja yang berbeda, untuk tujuan meningkatkan
utilisasi sumber daya. Permasalahan ini maka dapat diasumsikan tidak ada
pemisah job maka shop loading dapat dibuat dengan mudah dengan
menggunakan gantt chart dan metode penugasan.
2. Job Shop Sequencing
Penjadwalan job shop meliputi aturan prioritas sequencing. Aturan prioritas
sequencing diaplikasikan untuk seluruh job yang sedang menunggu dalam
antrian. Bila pusat kerja untuk satu job baru maka job dengan prioritas terdahulu
diproses. Pemilihan prioritas sequencing tersebut mempertimbangkan efisiensi
penggunaan fasilitas dengan kriteria antara lain: biaya setup, biaya persediaan,
waktu menganggur stasiun kerja, persentase waktu menganggur dan rata-rata
3. Penjadwalan Parallel
Jika “N” buah pekerjaan dapat dioperasikan bersamaan pada “m” buah. Pada
kondisi seperti ini, masing-masing pekerjaan hanya dikerjakan oleh satu mesin.
Gambar 2.1 Penjadwalan Parallel
4. Penjadawalan Seri
Jika “N” buah pekerjaan harus melalui “m” buah “p” secara berurutan. Disini,
setiap tugas atau pekerjaan harus melewati masing-masing mesin. Dalam hal ini
usahakan untuk mendapatkan penjadawalan, serta memilih penjadwalan yang
terbaik untuk melaksanakan sesuai dengan kriteria yang digunakan.
Gambar 2.2 Penjadwalan Seri
2.8 Aturan-aturan Prioritas
Menurut Tanuwijaya dan Setyawan (2012) aturan prioritas memberikan
urut-urutan pekerjaan yang harus dilaksanakan dalam proses produksi dengan satu mesin.
Aturan prioritas digunakan untuk mengurangi waktu penyelesaian, jumlah pekerjaan
Processor 1
Processor 2
Processor m N Task
N Task
15
dalam sistem, utilisasi, dan keterlambatan kerja melalui penggunaan mesin yang
optimal.
1. First Come First Serve (FCFS)
2. Earliest Due Date (EDD)
3. Shortest Processing Time (SPT)
4. Longest Processing Time (LPT)
5. Critical Ratio (CR)
2.8.1 Earliest Due Date (EDD)
Menurut Gaspersz (2012) metode EDD ini merupakan pengurutan pekerjaan
berdasarkan batas waktu (due date) tercepat. Pekerjaan dengan jatuh tempo paling
awal harus dijadwalkan terlebih dahulu daripada pekerjaan jatuh tempo belakangan.
Aturan ini bertujuan untuk meminimasi keterlambatan maksimum (maximum latenes)
atau meminimasi ukuran keterlambatan maksimum (maximum tardiness) suatu
pekerjaan. Buruknya aturan ini menyebabkan jumlah pekerjaan yang terlambat
menjadi banyak, serta akan menambah keterlambatan rata-rata (mean tardiness).
Contoh kasus penjadwalan produksi menurut Tanuwijaya dan Setyawan (2012):
Tabel 2.1 Contoh Kasus Penjadwalan
Pekerjaan
Waktu Pemrosesan (hari)
Batas Waktu Pekerjaan (Hari)
A 6 8
Pekerjaan
Waktu Pemrosesan (hari)
Batas Waktu Pekerjaan (Hari)
C 8 18
D 3 15
E 9 23
Contoh kasus penjadwalan produksi (Tanuwijaya dan Setyawan (2012)). Dari
contoh kasus yang ada pada penyelesaian dengan metode EDD menghasilkan urutan
B-A-D-C-E sehingga bisa diketahui sebagai berikut:
Tabel 2.2 Penyelesaian Kasus Dengan Metode EDD pada Penjadwalan
Pekerjaan
Waktu Pemrosesan
(Hari)
Aliran Waktu
Batas Waktu Pekerjaan
(Hari)
Keterlambatan
B 2 6 0
A 6 8 8 0
D 3 11 15 0
C 8 19 18 1
E 9 28 23 5
Jumlah 28 68 6
Dengan menggunakan aturan EDD, menghasilkan ukuran efektifitas sebagai
berikut:
1. Waktu penyelesaian rata-rata = Jumlah aliran waktu total/Jumlah pekerjaan.
Waktu penyelesaian rata-rata = 68 hari/5.
Jadi, waktu penyelesaian rata-rata = 13,6 hari.
17
Utilisasi = 28/68.
Jadi, utilisasi = 41,20 %.
3. Jumlah pekerjaan rata-rata dalam sistem = Jumlah aliran waktu total/Waktu
proses pekerjaan total.
Jumlah pekerjaan rata-rata dalam sistem = 68 hari/28 hari.
Jadi, jumlah pekerjaan rata-rata dalam sistem = 2,43 pekerjaan.
4. Keterlambatan pekerjaan rata-rata = Jumlah hari terlambat/Jumlah pekerjaan
Keterlambatan pekerjaan rata-rata = 6/5
Jadi, keterlambatan pekerjaan rata-rata = 1,2 hari.
2.8.2 Shortest Processing Time (SPT)
Menurut Tanuwijaya dan Setyawan (2012) Shortest Processing Time (SPT)
merupakan metode yang memprioritaskan penyelesaian proses produksi berdasarkan
waktu proses terpendek. Aturan ini didasarkan atas pemikiran bahwa apabila suatu
pekerjaan dapat diselesaikan dengan cepat, maka mesin lain di bagian berikut akan
menerima pekerjaan lebih cepat sehingga pekerjaan mengalir dengan cepat dan
pemanfaatan yang tinggi. Tujuan metode ini adalah mencapai utilisasi yang
maksimum dari mesin tersebut. Tetapi kelemahan metode ini adalah menunda-nunda
suatu pekerjaan yang mempunyai waktu panjang sehingga jika tanggal jatuh tempo
pekerjaan tersebut sangat dekat maka pekerjaan tersebut akan selesai jauh pada
Contoh kasus penjadwalan produksi (Tanuwijaya dan Setyawan (2012)). Dari
contoh kasus penyelesaian dengan metode SPT menghasilkan urutan B-D-A-C-E
sehingga bisa diketahui sebagai berikut:
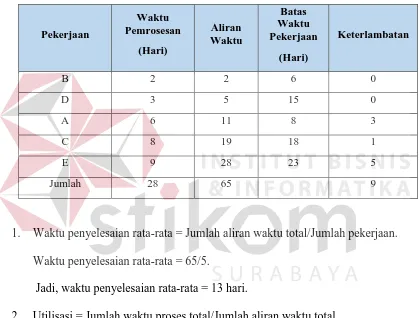
Tabel 2.3 Penyelesaian Kasus Dengan Metode SPT Pada Penjadwalan
Pekerjaan
Waktu Pemrosesan
(Hari)
Aliran Waktu
Batas Waktu Pekerjaan
(Hari)
Keterlambatan
B 2 2 6 0
D 3 5 15 0
A 6 11 8 3
C 8 19 18 1
E 9 28 23 5
Jumlah 28 65 9
1. Waktu penyelesaian rata-rata = Jumlah aliran waktu total/Jumlah pekerjaan.
Waktu penyelesaian rata-rata = 65/5.
Jadi, waktu penyelesaian rata-rata = 13 hari.
2. Utilisasi = Jumlah waktu proses total/Jumlah aliran waktu total.
Utilisasi = 28/65.
Jadi, utilisasi = 43,10%.
3. Jumlah pekerjaan rata-rata dalam sistem = Jumlah aliran waktu total/waktu
proses pekerjaan total.
19
Jadi, jumlah pekerjaan rata-rata dalam sistem = 2,32 pekerjaan.
4. Ketelambatan pekerjaan rata-rata = Jumlah hari terlambat /Jumlah pekerjaan.
Keterlambatan pekerjaan rata-rata = 9/5.
Jadi, keterlambatan pekerjaan rata-rata = 1,8 hari.
2.9 Evaluasi Hasil Aturan Penjadwalan
Dari kedua metode yang digunakan pada aturan prioritas di atas, dapat
diringkas sebagai berikut:
Tabel 2.4 Hasil Perhitungan Kriteria Setiap Metode
Aturan
Waktu Penyelesaian
Rata-rata (Hari)
Utilisasi (%)
Jumlah Pekerjaan
Rata-rata Sistem
Keterlambatan Rata-rata (Hari)
SPT 13,00 43,10 2,23 1,80
EDD 13,60 41,20 2,43 1,20
2.10 Sistem Antrian
Menurut Herjanto (2007) sistem antrian sebagai suatu keadaan dimana terdapat
input (dapat berupa manusia, benda, dan pekerjaan) yang akan dilayani/diproses,
masuk ke dalam daerah tunggu dan mengantri untuk selanjutnya mendapatkan
pelayanan, dan akhirnya keluar dari sistem.
2.11 System Development Life Cycle (SDLC)
Menurut Cahyono (2013) System Development Life Cycle (SDLC) ini didapat
lunak secara lebih nyata sesuai dengan tahapan, yaitu: Requirements (analisis sistem),
Analysis (analisis kebutuhan sistem), Design (perancangan), Coding (implementasi),
Testing (uji coba sistem), dan Maintenance (pemeliharaan).
1. Requirements (Analisis Kebutuhan)
Requirement dihasilkan dari konsultasi yang dilakukan terlebih dahulu dengan
pengguna sistem. Kemudian keseluruhan data yang ada akan dirangkum
sehingga dapat dimengerti oleh seluruh pihak terkait.
2. Design (Perancangan)
Setelah proses analisis selesai maka akan dibuat sebuah design sistem yang
membagi kebutuhan menjadi sistem perangkat keras dan perangkat lunak serta
arsitektur dalam bentuk design database, DFD, ERD, antarmuka pengguna atau
Graphical User Interface (GUI ) dibutuhkan untuk sistem.
3. Coding (Implementasi)
Rancangan yang telah dibuat dalam tahap sebelumnya akan diterjemahkan ke
dalam suatu bentuk atau bahasa yang dapat dibaca dan diterjemahkan oleh
komputer untuk diolah. Tahap ini juga dapat disebut dengan tahap implementasi,
yaitu tahap yang mengkonversi hasil perancangan sebelumnya ke dalam sebuah
bahasa pemrograman yang dimengerti oleh komputer. Kemudian komputer akan
menjalankan fungsi-fungsi yang telah didefinisikan sehingga mampu
memberikan layanan-layanan kepada penggunanya.
4. Testing (Uji coba sistem)
Rancangan aplikasi yang sudah lengkap selanjutnya dilakukan pengujian untuk
21
baru kemudian sistem disampaikan user. Testing software dilakukan untuk
mendapatkan informasi reliable terhadap software dengan cara termudah dan
paling efektif, antara lain:
a. Apakah software telah siap digunakan?
b. Apa saja resikonya?
c. Apa saja kemampuannya?
d. Apa saja keterbatasannya?
e. Apa saja masalahnya?
f. Apakah telah berlaku seperti yang diharapkan?
5. Black box Testing
Black box testing dilakukan tanpa pengetahuan detail struktur internal dari sistem
atau komponen yang ditest disebut sebagai behavioral testing,
specification-based testing, input/output testing atau functional testing. Black box testing
berfokus pada kebutuhan fungsional pada software, berdasarkan pada spesifikasi
kebutuhan dari software. Kategori error yang akan diketahui melalui black box
testing adalah sebagai berikut:
a. Fungsi yang hilang atau tidak benar.
b. Error dari antarmuka.
c. Error dari struktur data atau akses eksternal database.
d. Error dari kinerja atau tingkah laku.
e. Error dari inisialisasi dan terminasi.
Test didesain untuk menjawab pertanyaan sebagai berikut:
b. Bagaimana tingkah laku kinerja dari sistem yang digunakan untuk test case?
c. Kategori masukan apa saja yang bagus digunakan untuk test case?
d. Apakah sebagian sistem sensitif terhadap suatu nilai masukan tertentu?
e. Bagaimana batasan suatu kategori masukan ditetapkan?
f. Sistem mempunyai toleransi jenjang dan volume data apa saja?
g. Apa saja akibat dari kombinasi data tertentu yang akan terjadi pada operasi
23
BAB III
ANALISIS DAN PERANCANGAN SISTEM
Tahapan yang dilakukan dalam pelaksanaan analisis dan perancangan
sistem informasi penjadwalan produksi pada PT Bukit Baja Anugrah.
3.1 Analisis Sistem
Pada tahap ini menjelaskan tentang langkah-langkah yang dilakukan untuk
mengetahui permasalahan penjadwalan produksi pada PT Bukit Baja Anugrah ini
sesuai dengan tujuan awal. Dalam hal ini dilakukan beberapa langkah dalam
menganalisa kebutuhan aplikasi yaitu:
1. Observasi
Langkah ini dilakukan untuk mengamati dan mengidentifikasi tentang
informasi dan kondisi pada PT Bukit Baja Anugrah secara langsung. Dari
data-data yang sudah diperoleh yang akan dijadikan pedoman untuk
memperoleh gambaran umum tentang penjadwalan produksi di PT Bukit Baja
Anugrah. Observasi dilaksanakan pada bulan januari sampai bulan juni.
Berikut ini merupakan hasil observasi untuk mendapatkan data yang
dibutuhkan.
Tabel 3.1 Hasil Observasi
No. Sumber Data Yang Didapat
1 Bagian Gudang 1. Data status persedian
2. Data bahan baku telah siap
2 Bagian Produksi 1. Data proses produksi
2. Data mesin
3. Data produk
3 Manajer 1. Laporan penjualan
2. Wawancara
Wawancara dalam penelitian ini dilakukan dengan sesi tanya jawab langsung
dengan bagian produksi, bagian gudang, maupun pihak manajer PT Bukit
Baja Anugrah. Wawancara yang dilakukan pada penelitian ini dilaksanakan
secara terencana dengan berpedoman pada daftar pertanyaan yang telah
dipersiapkan. Untuk membuat pertanyaan berpedoman dengan topik
penelitian yang akan dibahas. Wawancara dilaksanakan pada bulan januari
sampai bulan juni. Tujuan wawancara dalam penelitian ini yaitu memudahkan
peneliti untuk menjawab permasalahan yang ada.
3. Studi Pustaka
Langkah ini mengumpulkan informasi yang berkaitan dengan penelitian yang
dilakukan. Sumber informasi ini berupa buku pendukung. Adapun buku yang
pernah dibaca adalah buku pendukung yang membahas penjadwalan
produksi. Studi pustaka ini dilaksanakan selama penelitian ini berlangsung.
Studi pustaka tersebut antara lain:
a. Menurut Vincent Gaspersz pada buku Production Planning and
Inventory Control ini merupakan buku berkaitan dengan perencanaan
produksi untuk membantu penulis dalam mempelajari tentang
permasalahan penjadwalan produksi.
b. Menurut Ginting pada buku Pengendalian dan Perencanaan Produksi
merupakan buku berkaitan dengan sistem produksi untuk membantu
penulis dalam mempelajari tentang permasalahan penjadwalan produksi.
c. Menurut Katherine KS, S.T, dan S.Yukie G., S.Kom pada buku Sistem
25
proses MRP dan menjelaskan metode penjadwalan tepat pada saat proses
produksi.
3.1.1 Identifikasi Masalah
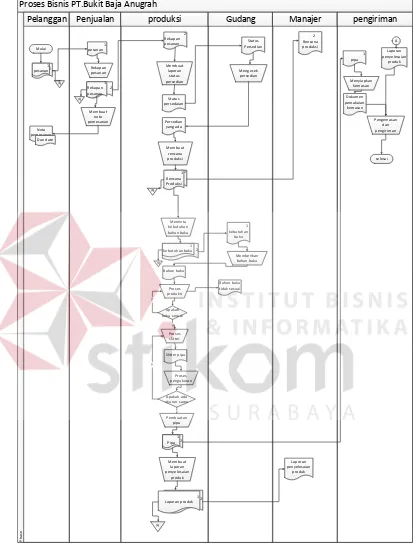
Dalam proses bisnis yang sedang berjalan, perlu dilakukan identifikasi
permasalahan yang sedang terjadi. Permasalahan dapat diketahui dengan melihat
bagaimana proses bisnis yang ada PT Bukit Baja Anugrah dimulai dari pencatatan
pesanan pelanggan. Pencatatan pesanan pelanggan salah satunya seperti pesanan
pada tanggal 01/04/2015 dengan nama pelanggan Puri Group, ukuran yang
dipesan yaitu pipa HR 39,0 x 39,0 = 2000 batang; HR 39,5 x 39,5 = 7000 batang;
HR 49,0 x 49,0 = 5000 kg; HR 16 x 16 = 20.000 kg. Pencatatan pesanan ini akan
direkap oleh bagian penjualan (sales order). Rekapan pesanan tersebut digunakan
untuk pembuatan laporan pemesanan perbulan. Dari rekapan pemesanan tersebut
dapat digunakan untuk laporan permintaan bahan baku, laporan permintaan bahan
baku digunakan untuk memenuhi kebutuhan pada tahap-tahapan proses produksi.
Dari laporan permintaan bahan baku terpenuhi, bagian produksi akan merancang
perencanaan produksi yaitu berupa perencanaan produksi periode dan
per-hari. Rencana produksi per-hari digunakan dalam proses (bahan baku, waktu
proses produksi, dan kemasan). Jika semua sudah terpenuhi maka produksi siap
dilakukan.
Dalam melakukan proses produksi PT Bukit Baja Anugrah selama ini
mengalami keterlambatan dalam memenuhi permintaan pesanan pelanggan.
Berdasarkan data keterlambatan produksi pada tahun 2014 seperti pada lampiran 1
35:100 = 0,35. Dari hasil perbandingan tersebut dapat diketahui bahwa tingkat
keterlambatan pada PT Bukit Baja Anugrah ini mencapai 0,35 x 100% = 35%.
Keterlambatan produksi pada tahun 2015 sebanyak 48 kali dari 105 jenis
produksi sehingga diperhitungkan dari 48:105 = 0,457 tingkat keterlambatan
mencapai 45,7%. Berdasarkan data pada tahun 2014-2015 keterlambatan
disebabkan pencatatan pesanan pelanggan pada proses produksi dimulai dari
pemotongan dan penggulungan coil dijadikan slitter dengan mesin pemotongan
Chine Chine. Proses pemotongan sampai penggulungan tersebut membutuhkan
waktu 1 jam dan berkapasitas 10 ton. Dan pembentukan pipa (roll bending) terdiri
dari dua mesin pembentukan ukuran pipa, setting mesin membutuhkan waktu 2
jam, dalam proses pengukuran pipa membutuhkan waktu 3 jam sampai 18 jam
dan berkapasitas 5 ton. Pengukuran pipa di mesin memakan waktu kurang lebih 1
hari. Tahapan pengukuran pipa diproses sesuai dengan pesanan pelanggan. Waktu
pemesanan ditentukan oleh persetujuan perusahan dan pelanggan. Pesanan
pelanggan memiliki ukuran pipa masing-masing. Dari pesanan pelanggan
memiliki due date terdekat maka pihak produksi memproses dengan
menggabungkan pesanan pelanggan lainnya memiliki ukuran sama, meskipun due
date berbeda dari pesanan pelanggan lainnya. Hal ini menyebabkan ukuran lain
yang memiliki batas waktu terdekat tertunda prosesnya.
Keterlambatan produksi juga dipengaruhi oleh rencana produksi yang telah
dibuat tidak melihat kapasitas produksi sehingga prosesnya melebihi waktu yang
telah direncanakan. Bagian produksi dalam jangka periode sebulan sering
menunda pesanan karena tidak bisa dijadwalkan produksinya. Pada kondisi ini
27
dokumentasi terkait (penjadwalan produk, penjadwalan mesin, dan perencanaan
produksi).
Tabel 3.2 Identifikasi Masalah
No. Analisa Sebab Akibat Optimasi Oleh Sistem Masalah Akibat Target Sistem Batasan Sistem
1. Dalam perencanaan
produksi tidak melihat kapasitas mesin untuk setiap produk yang akan dengan melihat
data mesin
sehingga pada
saat proses
produksi sesuai
dengan waktu
akses kedalam
pihak produksi
dan pihak
manajer hanya
menerima laporan penjadwalan.
2. Pada saat proses
produksi tidak sesuai
waktu proses jatuh tempo
dan waktu proses
solusi metode
dengan utilisasi, jumlah
pekerjaan, dan
keterlambatan
rata- rata
sehingga dapat
No. Analisa Sebab Akibat Optimasi Oleh Sistem Masalah Akibat Target Sistem Batasan Sistem
3. Pemanfaatan mesin
produksi yang kurang optimal.
Terjadinya penumpuka n produksi.
Sistem yang bisa memberikan penjadwalan
sesuai dengan
bobot metode
perusahaan akan dapat
mengoptimalkan pemanfaatan mesin produksi.
Dalam
melakukan proses penjadwalan dan penentuan
penjadwalan
produksi yang
sesuai metode
hanya bisa
dilakukan oleh
29
Proses Bisnis PT.Bukit Baja Anugrah
Pelanggan Penjualan produksi Gudang Manajer pengiriman
P
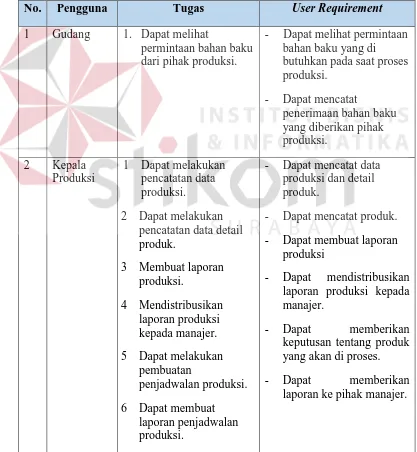
3.1.2.User Requirement
Kebutuhan pengguna (user requirement) pada tabel 3.3 di bawah adalah
kebutuhan yang telah disesuaikan dan menunjang tugas-tugas pengguna terkait
dengan aplikasi penjadwalan produksi pada PT Bukit Baja Anugrah. Tugas-tugas
pengguna yang dicantumkan pada tabel 3.3 berasal dari hasil wawancara dan
observasi dengan pihak PT Bukit Baja Anugrah.
Tabel 3.3 User Requirement
No. Pengguna Tugas User Requirement
1 Gudang 1. Dapat melihat
permintaan bahan baku dari pihak produksi.
- Dapat melihat permintaan
bahan baku yang di butuhkan pada saat proses produksi.
- Dapat mencatat
penerimaan bahan baku yang diberikan pihak produksi.
2 Kepala
Produksi
1 Dapat melakukan
pencatatan data produksi.
2 Dapat melakukan
pencatatan data detail produk.
3 Membuat laporan
produksi.
4 Mendistribusikan
laporan produksi kepada manajer.
5 Dapat melakukan
pembuatan
penjadwalan produksi.
6 Dapat membuat
laporan penjadwalan produksi.
- Dapat mencatat data
produksi dan detail produk.
- Dapat mencatat produk.
- Dapat membuat laporan
produksi
- Dapat mendistribusikan
laporan produksi kepada manajer.
- Dapat memberikan
keputusan tentang produk yang akan di proses.
- Dapat memberikan
31
- Dapat memberikan
laporan produksi.
4 Manajer 1. Membuat keputusan
hasil penjadwalan
2. Menerima laporan
hasil penjadwalan
3. Menerima laporan
produksi
- Dapat melakukan
pengambilan keputusan
penjadwalan produksi.
- Dapat menerima laporan
berkaitan dengan
produksi.
3.1.3 Functional Requirement
Tabel 3.4 Functional Requirement
No. Kebutuhan Fungsional (Functional
Requirement)
Pengguna
1. Fungsi pencatatan data pemesanan Penjualan
2 Fungsi menampilkan data pemesanan Penjualan, Produksi
3. Fungsi cetak laporan data pemesanan Penjualan, Produksi,
Manajer
4. Fungsi pencatatan data produksi Produksi
5. Fungsi pencatatan data detail produk Produksi, Pembelian
6. Fungsi menampilkan data produksi Produksi
7. Fungsi menampilkan data detail produk Produksi, Pembelian,
Gudang
8. Fungsi mencetak data detail produk Produksi, Pembelian,
Gudang
9. Fungsi perhitungan metode Produksi
10. Fungsi perbandingan metode Produksi
11. Fungsi penjadwalan produksi Produksi
12. Fungsi penyimpanan penjadwalan produksi Produksi
13. Fungsi menampilkan penjadwalan produksi Produksi
14. Fungsi mencetak penjadwalan produksi Produksi
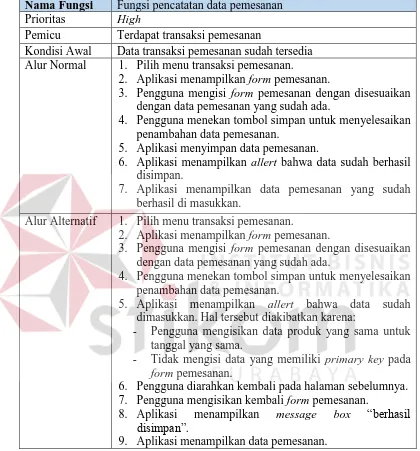
3.1.4 Spesifikasi Kebutuhan Fungsional
Pada spesifikasi kebutuhan fungsional menjelaskan lebih detail mengenai
kebutuhan fungsional (functional requirement) yang telah didapatkan sebelumnya.
Detail tersebut meliputi prioritas, pemicu, kondisi awal, alur normal, alternatif,
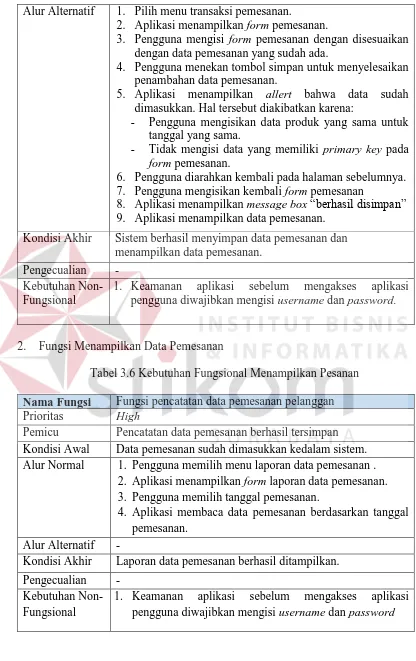
1. Fungsi Pencatatan dan Pemesanan
Tabel 3.5 Kebutuhan Fungsional Pemesanan
Nama Fungsi Fungsi pencatatan data pemesanan
Prioritas High
Pemicu Terdapat transaksi pemesanan
Kondisi Awal Data transaksi pemesanan sudah tersedia
Alur Normal 1. Pilih menu transaksi pemesanan.
2. Aplikasi menampilkan form pemesanan.
3. Pengguna mengisi form pemesanan dengan disesuaikan
dengan data pemesanan yang sudah ada.
4. Pengguna menekan tombol simpan untuk menyelesaikan
penambahan data pemesanan.
5. Aplikasi menyimpan data pemesanan.
6. Aplikasi menampilkan allert bahwa data sudah berhasil
disimpan.
7. Aplikasi menampilkan data pemesanan yang sudah
berhasil di masukkan.
Alur Alternatif 1. Pilih menu transaksi pemesanan.
2. Aplikasi menampilkan form pemesanan.
3. Pengguna mengisi form pemesanan dengan disesuaikan
dengan data pemesanan yang sudah ada.
4. Pengguna menekan tombol simpan untuk menyelesaikan
penambahan data pemesanan.
5. Aplikasi menampilkan allert bahwa data sudah
dimasukkan. Hal tersebut diakibatkan karena:
- Pengguna mengisikan data produk yang sama untuk
tanggal yang sama.
- Tidak mengisi data yang memiliki primary key pada
form pemesanan.
6. Pengguna diarahkan kembali pada halaman sebelumnya.
7. Pengguna mengisikan kembali form pemesanan.
8. Aplikasi menampilkan message box “berhasil
disimpan”.
33
Alur Alternatif 1. Pilih menu transaksi pemesanan.
2. Aplikasi menampilkan form pemesanan.
3. Pengguna mengisi form pemesanan dengan disesuaikan
dengan data pemesanan yang sudah ada.
4. Pengguna menekan tombol simpan untuk menyelesaikan
penambahan data pemesanan.
5. Aplikasi menampilkan allert bahwa data sudah
dimasukkan. Hal tersebut diakibatkan karena:
- Pengguna mengisikan data produk yang sama untuk
tanggal yang sama.
- Tidak mengisi data yang memiliki primary key pada
form pemesanan.
6. Pengguna diarahkan kembali pada halaman sebelumnya.
7. Pengguna mengisikan kembali form pemesanan
8. Aplikasi menampilkan message box “berhasil disimpan”
9. Aplikasi menampilkan data pemesanan.
Kondisi Akhir Sistem berhasil menyimpan data pemesanan dan
menampilkan data pemesanan.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password.
2. Fungsi Menampilkan Data Pemesanan
Tabel 3.6 Kebutuhan Fungsional Menampilkan Pesanan
Nama Fungsi Fungsi pencatatan data pemesanan pelanggan
Prioritas High
Pemicu Pencatatan data pemesanan berhasil tersimpan
Kondisi Awal Data pemesanan sudah dimasukkan kedalam sistem.
Alur Normal 1. Pengguna memilih menu laporan data pemesanan .
2. Aplikasi menampilkan form laporan data pemesanan.
3. Pengguna memilih tanggal pemesanan.
4. Aplikasi membaca data pemesanan berdasarkan tanggal
pemesanan.
Alur Alternatif -
Kondisi Akhir Laporan data pemesanan berhasil ditampilkan.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
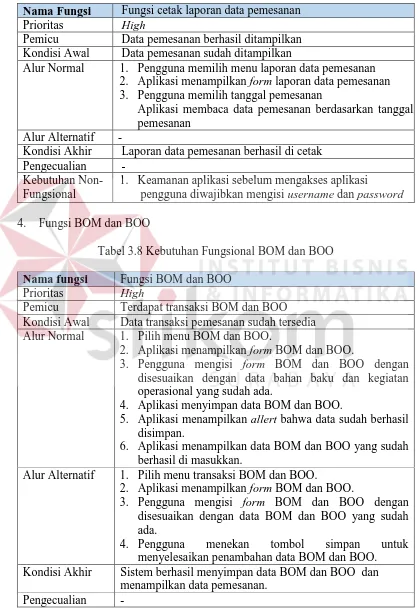
3. Fungsi Cetak Laporan
Tabel 3.7 Kebutuhan Fungsional Cetak Laporan Pemesanan
4. Fungsi BOM dan BOO
Tabel 3.8 Kebutuhan Fungsional BOM dan BOO
Nama fungsi Fungsi BOM dan BOO
Prioritas High
Pemicu Terdapat transaksi BOM dan BOO
Kondisi Awal Data transaksi pemesanan sudah tersedia
Alur Normal 1. Pilih menu BOM dan BOO.
2. Aplikasi menampilkan form BOM dan BOO.
3. Pengguna mengisi form BOM dan BOO dengan
disesuaikan dengan data bahan baku dan kegiatan operasional yang sudah ada.
4. Aplikasi menyimpan data BOM dan BOO.
5. Aplikasi menampilkan allert bahwa data sudah berhasil
disimpan.
6. Aplikasi menampilkan data BOM dan BOO yang sudah
berhasil di masukkan.
Alur Alternatif 1. Pilih menu transaksi BOM dan BOO.
2. Aplikasi menampilkan form BOM dan BOO.
3. Pengguna mengisi form BOM dan BOO dengan
disesuaikan dengan data BOM dan BOO yang sudah ada.
4. Pengguna menekan tombol simpan untuk
menyelesaikan penambahan data BOM dan BOO.
Kondisi Akhir Sistem berhasil menyimpan data BOM dan BOO dan
menampilkan data pemesanan.
Pengecualian -
Nama Fungsi Fungsi cetak laporan data pemesanan
Prioritas High
Pemicu Data pemesanan berhasil ditampilkan
Kondisi Awal Data pemesanan sudah ditampilkan
Alur Normal 1. Pengguna memilih menu laporan data pemesanan
2. Aplikasi menampilkan form laporan data pemesanan
3. Pengguna memilih tanggal pemesanan
Aplikasi membaca data pemesanan berdasarkan tanggall pemesanan
Alur Alternatif -
Kondisi Akhir Laporan data pemesanan berhasil di cetak
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
35
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password.
5. Fungsi Pencatatan Produk
Tabel 3.9 Kebutuhan Fungsional Data Produk
Nama fungsi Fungsi pencatatan data produksi
Prioritas High
Pemicu Terdapat data produk
Kondisi Awal Data produk yang sudah tersedia
Alur Normal 1. Pilih menu master.
2. Aplikasi menampilkan form master.
3. Pengguna mengisi form master.
4. Pengguna menekan tombol simpan untuk
menyelesaikan penambahan data master.
5. Aplikasi menyimpan data master dan menampilkan
allert bahwa data sudah berhasil disimpan.
6. Aplikasi menampilkan data master melalui
datagridview.
Alur Alternatif 1. Pilih menu master.
2. Aplikasi menampilkan form master.
3. Pengguna mengisi form master.
4. Pengguna menekan tombol simpan untuk
menyelesaikan penambahan data master.
5. Aplikasi menampilkan allert bahwa data sudah
dimasukkan. Hal tersebut diakibatkan karena:
i. Pengguna mengisikan data master yang sama.
ii. Pengguna tidak lengkap dalam mengisikan data
6. Pengguna diarahkan kembali pada halaman
sebelumnya.
7. Pengguna mengisikan kembali form master
8. Aplikasi menampilkan message box “berhasil
disimpan” .
9. Data produk berhasil ditampilan pada datagridview.
Kondisi Akhir Data produksi sudah tersimpan dan ditampilkan kedalam
datagridview.
Pengecualian -
Kebutuhan NonFungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
6. Fungsi Pencatatan Jenis Produk
Tabel 3.10 Kebutuhan Fungsional Jenis Produk
Nama fungsi Fungsi menampilkan data jenis produk
Prioritas High
Pemicu Pencatatan data jenis produk berhasil disimpan.
Kondisi Awal Data detail produk berhasil disimpan.
Alur Normal 1. Pengguna memilih menu jenis produk.
2. Aplikasi menampilkan form detil produk pada
datagridview.
Alur Alternatif -
Kondisi Akhir Data detail produk berhasil ditampilkan.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan
password.
7. Fungsi Menampilkan Data Produksi
Tabel 3.11 Kebutuhan Fungsional Data Produksi
Nama fungsi Fungsi menampilkan data produksi
Prioritas High
Pemicu Pencatatan data produksi berhasil disimpan.
Kondisi Awal Data produksi berhasil disimpan kedalam sistem.
Alur Normal 1. Pengguna memilih menu produk .
2. Aplikasi menampilkan form jenis produk pada
datagridview.
Alur Alternatif -
Kondisi Akhir Sistem menampilkan data produksi.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password.
8. Fungsi Perbandingan Metode
Tabel 3.12 Kebutuhan Fungsional Perhitungan Metode
Nama fungsi Fungsi perbandingan metode
Prioritas High
Pemicu Perhitungan metode berhasil disimpan
37
Alur Normal 1. Memilih button perbandingan metode pada form
perhitungan metode.
2. Aplikasi menampilkan form perbandingan metode.
3. Pengguna memasukkan bobot yang ingin di prioritaskan
4. Aplikasi menghitung dan menampilkan hasil dari
analisa, yaitu berupa metode terbaik yang harus digunakan untuk penjadwalan.
5. Aplikasi menyimpan data pada datagridview.
Alur Alternatif -
Kondisi Akhir Sistem berhasil menampilkan metode terbaik dan
menyimpan metode terbaik.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password
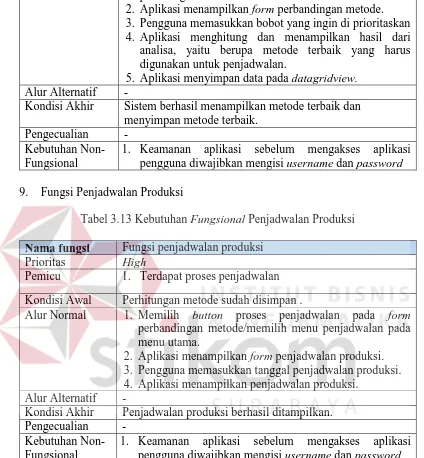
9. Fungsi Penjadwalan Produksi
Tabel 3.13 Kebutuhan Fungsional Penjadwalan Produksi
Nama fungsi Fungsi penjadwalan produksi
Prioritas High
Pemicu 1. Terdapat proses penjadwalan
Kondisi Awal Perhitungan metode sudah disimpan .
Alur Normal 1. Memilih button proses penjadwalan pada form
perbandingan metode/memilih menu penjadwalan pada menu utama.
2. Aplikasi menampilkan form penjadwalan produksi.
3. Pengguna memasukkan tanggal penjadwalan produksi.
4. Aplikasi menampilkan penjadwalan produksi.
Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil ditampilkan.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password.
10. Penyimpanan Penjadwalan Produksi
Tabel 3.14 Kebutuhan Fungsional Simpan Penjadwalan Produksi
Nama fungsi Fungsi menyimpan penjadwalan produksi
Prioritas High
Pemicu 1. Terdapat proses penjadwalan.
Kondisi Awal Perhitungan metode selesai diproses.
Alur Normal 1. Memilih button proses penjadwalan pada form
2. Aplikasi menampilkan form penjadwalan produksi.
3. Pengguna memasukkan tanggal penjadwalan produksi.
4. Aplikasi menampilkan penjadwalan produksi.
5. Pengguna menekan tombol simpan.
6. Aplikasi memberikan allert bahwa berhasil disimpan.
Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil disimpan.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password.
11. Menampilkan Penjadwalan Produksi
Tabel 3.15 Kebutuhan Fungsional Tampilan Penjadwalan Produksi
Nama fungsi Fungsi menampilkan penjadwalan produksi
Prioritas High
Pemicu 1. Penjadwalan produksi berhasil disimpan.
Kondisi Awal Penjadwalan produksi berhasil disimpan.
Alur Normal 1. Memilih menu laporan penjadwalan.
2. Aplikasi menampilkan form laporan penjadwalan
produksi.
3. Pengguna memasukkan tanggal penjadwalan produksi.
4. Aplikasi menampilkan penjadwalan produksi.
Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil ditampilkan di
datagridview.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password.
12. Fungsi Mencetak Penjadwalan
Tabel 3.16 Kebutuhan Fungsional Cetak Penjadwalan Produksi
Nama fungsi Fungsi mencetak penjadwalan produksi
Prioritas High
Pemicu 1. Penjadwalan produksi berhasil ditampilkan.
Kondisi Awal Penjadwalan produksi berhasil disimpan.
Alur Normal 1. Memilih menu laporan penjadwalan.
2. Aplikasi menampilkan form laporan penjadwalan
produksi.
3. Pengguna memasukkan tanggal penjadwalan produksi.
4. Aplikasi menampilkan penjadwalan produksi.
39
Alur Alternatif -
Kondisi Akhir Penjadwalan produksi berhasil di cetak.
Pengecualian -
Kebutuhan Non-Fungsional
1. Keamanan aplikasi sebelum mengakses aplikasi
pengguna diwajibkan mengisi username dan password.
3.1.5.Spesifikasi Fungsional
Berdasarkan proses analisis di atas dibuat sebuah suatu sistem informasi
penjadwalan produksi dengan metode EDD dan SPT berbasis desktop,
perancangan ini memastikan bahwa sistem akan berjalan sesuai dengan harapan,
tahapan-tahapannya adalah: DFD, ERD, struktur tabel, dan perancangan interface.
Adapun kebutuhan informasi penjadwalan sebagai berikut:
1. Informasi mengenai BOM dan BOO.
2. Informasi mengenai penjadwalan produk, dan mesin disetiap produk.
3. Informasi mengenai penjadwalan produksi.
3.1.6.Spesifikasi Kebutuhan Sistem
Spesifikasi kebutuhan sistem adalah tahap mendetailkan atau menjabarkan
kebutuhan dari informasi yang ada kebutuhan sistem. Spesifikasi kebutuhan
sistem sebagai berikut:
1. Informasi mengenai hak akses login.
Informasi ini membutuhkan sebuah input username dan password untuk
melakukan login. Jika username dan password salah maka sistem tidak akan
2. Informasi mengenai hasil penjadwalan produksi.
Informasi ini didapatkan dengan memperhitungkan 4 parameter yaitu: waktu
penyelesaian rata-rata, utilisasi, jumlah pekerjaan, dan keterlambatan rata-
rata.
3.2 Perancangan Sistem
Berdasarkan analisis kebutuhan sistem di atas maka dapat dibuat sebuah
model pengembangan yang berupa arsitektur sistem dan block diagram. Dengan
adanya model pengembangan ini sistem yang akan dibuat diharapkan akan
berjalan sesuai dengan kebutuhan. Berikut ini adalah arsitektur sistem yang dapat
dilihat pada Gambar 3.2 dan block diagram yang dapat dilihat pada Gambar 3.3.
\
Gambar 3.2 Arsitektur Sistem Informasi Penjadwalan Produksi
Client 1 Gudang
Client 2 Produksi
Client 3 Manager
Server Database Dan apliksi
TI
41
Pada Gambar 3.2 menjelaskan tentang arsitektur sistem informasi
penjadwalan produksi yang terdapat tiga komputer client yang masing-masing
diletakkan dibagian gudang untuk menangani permintaan bahan baku dibutuhkan
proses produksi, dibagian penjualan untuk menangani proses pemesanan
pelanggan, dan dibagian produksi untuk menangani produksi, sedangkan server
database dan aplikasi diletakkan dibagian TI beserta komputer admin yang
berfungsi untuk mengatur kendala atau hak akses terhadap client-client-nya.
IPO (Input Proses Output)
Input Proses Output
Penjadwalan Job Shop Perhitungan
1. waktu penyelesaian rata – rata
2. Utilisasi
3. Jumlah pekerjaan dalam sistem
4. keterlambatan rata - rata
Laporan Jadwal Produksi Per Periode Laporan Penjadwalan
Produk
Laporan Penjadwalan Mesin
Laporan Jadwal Produksi Perhari