PENINGKATAN KUALITAS PRODUK KARET DENGAN
MENGGUNAKAN METODE DATA ENVELOPMENT
ANALYSIS (DEA) DAN TAGUCHI DI PABRIK INDUSTRI
KARET PTPN III SEI SILAU, ASAHAN
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh:
AHMAD YUDI ARFAN
NIM: 090423043
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ABSTRACK
Konsep kualitas sering dianggap sebagai ukuran relatif kebaikan suatu produk atau jasa yang terdiri atas kualitas desain dan kualitas kesesuaian. Kualitas desain merupakan fungsi spesifikasi produk, sedangkan kualitas kesesuaian adalah suatu ukuran seberapa jauh suatu produk memenuhi persyaratan atau spesifikasi dilakukan kualitas yang telah ditetapkan. Penelitian ini dilakukan di PT.Perkebunan Nusantara III Kebun Sei Silau yang bergerak dibidang produksi RSS (Rubber Smoke Sheet). RSS yang dihasilkan oleh perusahaan ini sering mengalami kecacatan dan tidak sesuai dengan standart perusahaan. Penelitian terhadap kualitas produk dilakukan dengan menggunakan metode Data
Envelopment Analysis (DEA) dan Taguchi. Pada metode Data Envelopment
Analysis (DEA) dengan menggunakan program LINDO 6.1 diperoleh 3 jumlah latek yang di olah secara efisien yaitu jumlah lateks yang diolah pada hari ke 13 dengan jumlah lateks 8.500 kg dan jumlah reject 162 kg, pada hari ke 17 dengan jumlah lateks 11.066 kg dan jumlah reject 186 kg dan pada hari ke 21 dengan jumlah lateks 10.715 dan jumlah reject 148 kg yang mempunyai nilai produktivitas sama dengan 1. Sedangkan dengan menggunakan metode Taguchi
faktor yang berpengaruh secara signifikan terhadap kualitas produk dari penelitian ini adalah adalah temperatur kamar asap pada level 2 dengan 70 oC dan rentang waktu pada penggumpalan pada level 1 dengan 1,5 jam.
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Allah SWT yang telah
memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat
menyelesaikan Laporan ini untuk diajukan sebagai tugas sarjana.
Tugas Sarjana ini berjudul “Peningkatan Kualitas Produk Karet Dengan Menggunakan Metode Data Envelopment Analysis (DEA) dan Taguchi di Pabrik Industri Karet PTPN III Kebun Sei Silau, Asahan” ini dimaksudkan sebagai syarat untuk menyelesaikan program pendidikan Sarjana S1 Jurusan Teknik Industri Universitas Sumatera Utara. Tugas Sarjana ini merupakan sarana bagi penulis untuk melakukan studi terhadap salah satu permasalahan nyata dalam perusahaan.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum
sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran
yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Akhir
kata, penulis berharap agar tugas sarjana ini bermanfaat bagi semua pihak yang
memerlukannya.
.
( Ahmad Yudi Arfan )
UCAPAN TERIMA KASIH
Dalam penulisan laporan ini, penulis telah banyak mendapat bantuan dan
bimbingan dari berbagai pihak, baik berupa material, spiritual, informasi maupun
sumbangan pemikiran. Oleh sebab itu pada kesempatan ini penulis menyampaikan
rasa terima kasih kepada semua pihak yang telah memberikan bantuan material,
spiritual maupun bimbingan, terutama kepada:
1. Ibu Ir. Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Departemen Teknik
Industri Universitas Sumatera Utara.
3. Ibu Ir. Rosnani Ginting, MT, dan bapak Ir. Mangara M Tambunan, M.SC
selaku Koordinator Tugas Sarjana di Departemen Teknik Industri Fakultas
Teknik Universitas Sumatera Utara.
4. Bapak Dr. Ir. A.Jabbar M.Rambe, M.Eng, selaku Dosen Pembimbing I
Penulis, dalam penyelesaian Tugas Sarjana ini, yang telah menyediakan
waktunya untuk dapat memberikan bimbingan akademis kepada penulis
dalam menyelesaikan Laporan Tugas Sarjana ini.
5. Ibu Rahmi M Sari ST MM (T), selaku Dosen Pembimbing II penulis, yang
telah menyediakan waktunya untuk dapat memberikan bimbingan akademis
6. Bapak Ady P.Sinambela, selaku Asisten Pengolahan PT. Perkebunan
Nusantara III Kebun Sei Silau yang memberi bantuan berupa informasi dan
data selama melakukan penelitian di perusahaan.
7. Bapak Ngadino, selaku karyawan PT. Perkebunan Nusantara III Kebun Sei
Silau yang telah banyak membantu selama melakukan penelitian.
8. Kedua orang tua (Hadi Sumarno & Zahara Br. Sembiring), Abang dan adik
serta keluarga penulis yang telah memberikan dukungan sepenuhnya kepada
penulis baik doa, moral, semangat maupun materi dalam menyelesaikan
Tugas Sarjana ini.
9. Semua pegawai di Departemen Teknik Industri USU dan teman-teman
angkatan 2009 Ekstensi di Departemen Teknik Industri USU dan
sahabat-sahabatku di TI serta teman-teman lain yang telah banyak memberikan
masukan kepada penulis.
Penulis menyadari sepenuhnya bahwa laporan ini masih memiliki
keterbatasan dalam segala hal sehingga mungkin masih banyak kekurangan
ataupun kelemahan dalam penyusunannya. Oleh sebab itu, penulis sangat
mengharapkan saran dan kritik yang membangun demi untuk penyempurnaan
laporan ini agar nantinya berguna dalam penulisan laporan berikutnya.
Akhirnya penulis berharap semoga laporan ini dapat bermanfaat bagi semua
pihak yang membacanya.
Penulis
DAFTAR ISI
BAB HALAMAN
ABSTRAK ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-3
1.4. Batasan Masalah dan Asumsi ... I-4
1.5. Manfaat Penelitian ... I-5
1.6. Sistematika Penulisan Laporan ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4. Organisasi dan Manajemen ... II-2
2.4.1. Struktur organisasi perusahaan ... II-3
2.4.2. Jumlah Tenaga Kerja ... II-5
2.6.2. Peralatan Produksi ... II-16
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3. Definisi Metode Taguchi... III-8
3.4. Desain Ekperimen Taguchi ... III-12
3.4.1. Tahap Perancangan ... III-12
3.4.1.1. Klasifikasi Parameter ... III-12
3.4.1.2. Pemilihan level Faktor ... III-16
3.4.1.3. Penetapan Kolom Untuk Faktor dan Interaksi ke
dalam Matriks ... III-17
3.4.1.4. Pengaruh Faktor-Faktor ... III-19
3.4.2. Matriks Orthogonal ... III-19
3.4.3. Derajat Kebebasan ... III-22
3.4.3.1. Tahap Pelaksanaan Eksperimen ... III-24
3.4.4. Tahap Analisis ... III-25
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.3. Objek Penelitian ... IV-2
4.4. Variabel Penelitian ... IV-2
4.5. Kerangka Konseptual ... IV-3
4.6. Teknik Pengambilan Sampel... IV-3
4.7. Pelaksanaan Penelitian ... IV-3
4.8. Pengumpulan Data ... IV-5
4.8.1. Sumber data ... IV-5
4.9. Instrumen Penelitian ... IV-6
4.9.1. Metode Pengumpulan Data Penelitian ... IV-6
4.10. Pengolahan Data ... IV-7
4.11. Analisis Pemecahan Masalah ... IV-12
4.12. Kesimpulan dan Saran... IV-12
V PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Data Input ... V-1
5.1.2. Data Output ... V-3
5.1.3. Data Rata-rata Jumlah Produksi dan Jenis Reject
ProdukRSS (Rubber Smoke Sheet) (Kg) ... V-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.3.2. Data Reject produk RSS ... V-7
5.2. Pengolahan Data Dengan Metode Data Enavelopment Analysis yaitu
dengan Model BCC (Banker, Charnes dan Cooper) ... V-9
5.3. Metode Taguchi ... V-18
5.3.1. Penentuan Variabel tak Bebas ... V-18
5.3.2. Identifikasi Faktor-faktor ... V-18
5.3.3. Penentuan Jumlah Level dan Nilai Level Faktor ... V-19
5.3.4. Perhitungan Derajat Kebebasan ... V-20
5.3.5. Pemilihan Matriks Orthogonal Array ... V-20
5.3.6. Penempatan Kolom untuk Faktor dan Interaksi ke
dalam Matriks Orthogonal ... V-21
5.3.7.Persiapan dan Pelaksanaan Eksperimen Taguchi ... V-22
5.4. Perhitungan Efek Faktor Utama ... V-24
5.4.1. Perhitungan Pengaruh Nilai Level dan Faktor ... V-24
5.5. Menghitung Rasio S/N ... V-25
5.5.1. Perhitungan Varians ... V-28
5.5.1.1. Perhitungan Jumlah Kuadrat LevelFaktor
(Sum of Square) ... V-28
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.5.1.3. Perhitungan Rata-rata Kuadrat(Mean Square) ... V-30
5.5.1.4. Perhitungan Jumlah Kuadrat Total... V-31
5.5.1.5. Perhitungan Kuadrt Karena Rata-rata (Mean) ... V-31
5.5.1.6. Perhitungan jumlah Kuadrat Error ... V-31
5.5.2.Pooling Up Faktor ... V-32
5.5.3. Perhitungan Persen Kontribusi ... V-36
5.5.4. Perhitungan Interval Kepercayaan ... V-36
5.5.5. Eksperimen Konfirmasi ... V-38
VI ANALISA PEMECAHAN MASALAH ... VI-1
6.1. Analisis Metode Data Envelopment Analysis (DEA)
dengan Menggunakan Model BCC (Banker, Charnes dan Cooper) ... VI-1
6.1.1. Analisis DMU (Decision Making Unit) yang Efisien
dan yang Kurang Efisien ... VI-1
6.2. Analisis Metode Taguchi ... VI-2
6.2.1. Analisis Identifikasi Faktor-Faktor ... VI-2
6.2.2. Analisis Perhitungan Pengaruh Nilai Level dan Faktor ... VI-3
6.2.3. Analisis Perhitungan Signal to Noise Ratio(SNR) ... VI-3
6.2.4. Analisis Perhitungan Jumlah Kuadrat Level Faktor
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.2.5. Analisis Perhitungan Jumlah Kuadrat Error ... VI-4
6.2.6. Analisis Pooling Up Faktor ... VI-4
6.2.7. Analisis Perhitungan Persen Kontribusi... VI-5
6.2.8. Analisis Perhitungan Interval Kepercayaan ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja Kebun Rantauprapat... II-5
2.2. Tebal Lembaran (Sheet) dari Hasil Penggilingan (Sheeter) ... II-11
3.1. Variabel Penelitian ... III-4
3.2. Variabel Kontrol ... III-4
3.3. Matriks Orthogonal Array ... III-21
3.4. Perhitungan Derajat Kebebasan ... III-23
5.1. Data Jumlah Produksi dan Jenis Kecacatan Pada Pengolahan RSS
(Rubber Smoke Sheet) di PT.Perkebunan Nusanntara III
Kebun Sei Silau ... V-2
5.2. Jumlah Produksi dan Jumlah Produk Reject Pada Bulan Desember
2012 – januari 2013 ... V-3
5.3. Rekapitulasi Jumlah Input dan Output Pada Pengolahan RSS
(Rubber Smoke Sheet) di PT. Perkebunan Nusantara III
Kebun Sei Silau ... V-3
5.4. Data Rata-rata Produksi dan Jumlah Produk Reject Bulan
Desember 2012 – Januari 2013 ... V-6
5.5. Hasil Pengukuran Produk RSS pada Sampel ... V-7
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.7. Produktivitas Relatif dengan model Banker, Charnes dan
Cooper (BCC) Orientasi Output dari Jumlah Latek yang Diolah
pada hari ke 1 pada Desember 2012 - Januari 2013 ... V-17
5.8. Penentuan Jumlah Level dan Nilai Level Faktor ... V-19
5.9. Perhitungan Derajat Kebebasan ... V-20
5.10. Matriks Orthogonal Array ... V-21
5.11. Penempatan Faktor pada Matriks Orthogonal... V-22
5.12. Data Percobaan Terhadap Kualitas RSS (Rubber Smoke Sheet) ... V-23
5.13. Hasil Percobaan Terhadap Kualitas RSS (Rubber Smoke Sheet) ... V-23
5.14. Respon Rata-rata dari Pengaruh Faktor RSS (Rubber Snoke Sheet)... V-25
5.15. Nilai S/N Ratio ... V-26
5.16. Hasil Percobaan Terhadap Kualitas RSS (Rubber Snoke Sheet) ... V-26
5.17. Peringkat Faktor Berdasarkan S/N Ratio ... V-28
5.18. Analisa Varians ... V-32
5.19. Analisa Varians Penggabungan I ... V-32
5.20. Hasil F- Rasio Penggabungan I ... V-33
5.21. Analisa Varians Penggabungan II ... V-35
5.22. Hasil F- Rasio Penggabungan II ... V-35
5.24. Hasil Percobaan Konfirmasi ... V-39
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Perkebunan Nusantara III kebun Sei Silau .... II-4
2.2. Mesin Sheeter ... II-14
4.3. Blog Diagram Pengolahan data dengan metode Taguchi ... IV-9
dari Jumlah Lateks yang Di Olah pada Hari Ke 1. ... V-14
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.2. Hasil Pengolahan Data dengan Software LINDO untuk jumlah lateks
Yang Di Olah Pada Hari Ke 1. ... V-15
5.3. Diagram Sebab Akibat dari Identifikasi Faktor-Faktor ... V-19
ABSTRACK
Konsep kualitas sering dianggap sebagai ukuran relatif kebaikan suatu produk atau jasa yang terdiri atas kualitas desain dan kualitas kesesuaian. Kualitas desain merupakan fungsi spesifikasi produk, sedangkan kualitas kesesuaian adalah suatu ukuran seberapa jauh suatu produk memenuhi persyaratan atau spesifikasi dilakukan kualitas yang telah ditetapkan. Penelitian ini dilakukan di PT.Perkebunan Nusantara III Kebun Sei Silau yang bergerak dibidang produksi RSS (Rubber Smoke Sheet). RSS yang dihasilkan oleh perusahaan ini sering mengalami kecacatan dan tidak sesuai dengan standart perusahaan. Penelitian terhadap kualitas produk dilakukan dengan menggunakan metode Data
Envelopment Analysis (DEA) dan Taguchi. Pada metode Data Envelopment
Analysis (DEA) dengan menggunakan program LINDO 6.1 diperoleh 3 jumlah latek yang di olah secara efisien yaitu jumlah lateks yang diolah pada hari ke 13 dengan jumlah lateks 8.500 kg dan jumlah reject 162 kg, pada hari ke 17 dengan jumlah lateks 11.066 kg dan jumlah reject 186 kg dan pada hari ke 21 dengan jumlah lateks 10.715 dan jumlah reject 148 kg yang mempunyai nilai produktivitas sama dengan 1. Sedangkan dengan menggunakan metode Taguchi
faktor yang berpengaruh secara signifikan terhadap kualitas produk dari penelitian ini adalah adalah temperatur kamar asap pada level 2 dengan 70 oC dan rentang waktu pada penggumpalan pada level 1 dengan 1,5 jam.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Metode pengukuran efisiensi produktivitas merupakan salah satu metode
pengukuran produktivitas yang terdiri dari metode parametrik dan non parametrik.
DEA merupakan salah satu metode non parametrik dimana metode ini
menggunakan sedikit asumsi. Penelitian dengan menggunakan metode DEA ini
sebelumnya telah dilakukan dengan peneliti lain, tetapi peneliti yang sebelumnya
meneliti perusahaan yang berbeda dengan peneliti yang sekarang.
Mutu atau kualitas yang dihasilkan dalam suatu industri adalah merupakan
hal yang sangat penting untuk diperhatikan dan dipertahankan oleh suatu
perusahaan, dimana produk yang berkualitas adalah salah satu kunci untuk
memenangkan persaingan. Kualitas atau mutu adalah salah satu jaminan yang
diberikan dan harus dipenuhi oleh perusahaan kepada konsumen, karena kualitas
suatu produk merupakan salah satu kriteria penting yang menjadi pertimbangan
konsumen dalam memilih produk. Jika kualitas tidak memenuhi spesifikasi yang
diinginkan oleh konsumen akan menimbulkan kerugian bagi perusahaan karena
konsumen tidak akan membeli atau memesan produk tersebut.
Persaingan dapat muncul di setiap bidang industri baik itu industri jasa
maupun manufaktur. Salah satu penerapan strategi dan taktik bisnis yang baik
mendapatkan keuntungan bagi perusahaan. Oleh karena itu kualitas merupakan
bagian yang sangat penting dalam proses produksi dan menjadi faktor dasar dalam
pengambilan keputusan oleh konsumen dalam banyak produk atau jasa.
Akibatnya kualitas adalah faktor kunci yang membawa keberhasilan bisnis,
pertumbuhan dan peningkatan posisi bersaing. Untuk itu diperlukan suatu strategi
yang mampu menjaga kestabilan proses produksi, sehingga proses tersebut dapat
dikendalikan dengan tujuan agar dapat meminimisasi produk cacat (reject).
Kemampuan dalam menggunakan strategi yang baik akan mendorong perusahaan
untuk berkembang secara pesat.
PT Perkebunan Nusantara III disingkat PTPN III (Persero) kebun Sei
Silau, Kisaran merupakan perusahaan manufaktur yang menghasilkan ribbed
smoked sheet (RSS) atau yang sering disebut juga dengan lembaran karet asap.
Dengan adanya perusahaan yang sama, PTPN III (Persero) kebun Sei Silau secara
langsung ikut serta dalam persaingan memperebutkan pasar, baik pasar domestik
maupun pasar internasional. Hal ini ditandai dengan semakin cerdasnya para
konsumen memilih dari segi kualitas maupun harga.
PTPN III (Persero) kebun Sei Silau dalam kaitan memenuhi permintaan
pelanggan, masih dihadapi dengan permasalahan-permasalahan internal yaitu
mengenai mutu dari produk. Dimana masih terdapat produk cacat pada produk
RSS (ribbed smoked sheet), seperti adanya gelembung udara, kotoran, dan
tumbuhnya jamur pada produk RSS tersebut yang mencapai 3,9 %. Sedangkan
standar yang telah ditetapkan untuk produk cacat adalah 2 % dan penentuan
menjadi faktor utama yang menyebabkan pelanggan akan beralih ke perusahaan
lain. Namun hal ini dapat diatasi dengan cara memperbaiki proses produksi.
Sebenarnya PTPN III (Persero) kebun Sei Silau sudah memiliki aturan dan
ketentuan dalam menetapkan mesin-mesin, peralatan dan metode kerja yang
digunakan, akan tetapi dikarenakan mesin-mesin dan peralatan yang ada dipabrik
sudah lama, maka ketentuan-ketentuan tersebut tidak berlaku. Dan ini berakibat
menurunnya mutu produk Ribbed Smoke Sheet (RSS).
1.2. Rumusan Masalah
Pokok Permasalahan dalam penulisan Tugas Sarjana ini adalah adanya
produk cacat pada ribbed smoke sheet, dimana produk cacat tersebut dikarenakan
oleh adanya kotoran, gelembung udara, dan jamuran. Apabila permasalahan ini
tidak ditanggulangi dengan cepat, maka produktivitas perusahaan tidak dapat
maksimal.
1.3. Tujuan Penelitian
Tujuan umum yang ingin dicapai dari hasil penelitian adalah untuk
mengetehui efisiensi dari produk reject yang dihasilkan dan untuk mengetahui
seberapa besar penurunan jumlah produk reject.
Tujuan khusus yang ingin dicapai dari hasil penelitian adalah :
1. Mengidentifikasi produk yang mengalami kecacatan dan menemukan faktor
2. Untuk mengetahui dan menganalisis faktor-faktor yang menyebabkan
penyimpangan kualitas produk RSS (Ribbed Smoke Sheet) yang dihasilkan
sehingga menyebabkan turunnya tingkat produktivitas.
3. Menerapkan metode taguchi sebagai evaluasi dan analisis dan metode DEA
sebagai peningkatan produktivitas dari produk RSS (Ribbed smoke sheet).
1.4. Batasan Masalah dan Asumsi
Batasan masalah yang digunakan dalam penelitian ini adalah :
1. Produk cacat yang diteliti adalah produk yang sudah mengalami proses
sortasi digudang.
2. Produk cacat dibagi atas 3 jenis yaitu gelembung udara, kotoran, dan
jamuran.
3. Pengolahan dan analisis menggunakan metode DEA dan Taguchi.
4. Kondisi perusahaan tidak berubah selama penelitian.
5. Penelitian ini tidak membahas mengenai biaya
6. Hasil dari penelitian ini bertujuan untuk rekomendasi pada pihak perusahaan
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Seluruh mesin dan peralatan yang digunakan selama proses produksi
berfungsi dengan baik dan tidak mengalami kerusakan atau pergantian mesin
dan peralatan.
2. Urutan proses produksi tidak mengalami suatu perubahan produksi
3. Karyawan /Pekerja dianggap telah menguasai pekerjaannya dengan baik dan
benar.
4. Kondisi perusahaan tidak mengalami perubahan
1.5. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah :
1. Manfaat bagi Mahasiswa
Merupakan suatu penerapan ilmu yang telah didapat selama belajar di Fakultas
Teknik, Departemen Teknik Industri.
2. Manfaat bagi Perusahaan
Sebagai bahan pertimbangan bagi perusahaan dalam melakukan perbaikan –
perbaikan terhadap kualitas dari ribbed smoked sheet, dan mempermudah bagi
pihak perusahan dalam menemukan faktor apa yang menyebabkan kecacatan
(reject).
1.6. Sistematika Penulisan Laporan Tugas Akhir
Sistematika penulisan laporan penelitian ini adalah sebagai berikut:
BAB I PENDAHULUAN
Menguraikan mengenai latar belakang permasalahan yang ada dalam
perusahaan dan kondisi perusahaan, rumusan masalah, tujuan dan
manfaat penelitian, batasan masalah, asumsi-asumsi yang digunakan
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan sejarah perusahaan, ruang lingkup perusahaan, lokasi dan
daerah pemasaran perusahaan, uraian proses serta dampak ekonomi,
sosial dan budaya perusahaan.
BAB III LANDASAN TEORI
Menguraikan definisi kualitas dan pengendalian kualitas, defenisi dari
metode taguchi, pendekatan-pendekatan dan tahapan yang terdapat
pada metode taguchi, serta defenisi dan tahapan yang terdapat dalam
Data Envelopment Analysis (DEA).
BAB IV METODOLOGI PENELITIAN
Menguraikan lokasi dan waktu penelitian, jenis penelitian yang
digunakan, objek penelitian, variabel penelitian, kerangka konseptual,
pelaksanaan penelitian, pengumpulan data, instrumen penelitian dan
pengolahan data serta analisis pemecahan masalah.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab ini memuat tentang data-data hasil penelitian yang diperoleh
dari hasil pengamatan terhadap kecacatan produk di bagian produksi
yang digunakan sebagai bahan untuk melakukan pengolahan data yang
digunakan sebagai dasar pada pemecahan masalah serta pembahasan
metode Taguchi dalam meningkatkan kualitas produk dan
produktivitas.
BAB VI ANALISA PEMECAHAN MASALAH
Bab ini menganalisa hasil dari pengolahan data dan mengidentifikasi
pemecahan masalah untuk mengetahui langkah-langkah perbaikan
yang dibutuhkan perusahaan.
BAB VII KESIMPULAN DAN SARAN
Bab ini menguraikan tentang kesimpulan berdasarkan hasil penelitian
serta saran-saran yang dapat diberikan berdasarkan analisis dan
pembahasan terhadap data-data yang telah diperoleh.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan1
Kebun Sei Silau berasal dari perkebunan milik Maatskappay Hindia
Belanda di bawah naungan NV RCMA (Naamlootze Vennotschap Rubber Cultur
Mij Amsterdam) yang pada tahun 1958 dinasionalisasi menjadi PPN Baru Cabang
Sumatera Utara dan Kebun Sei Silau termasuk dalam PPN IV.
Dalam perkembangannya, perkebunan ini beberapa kali mengalami
restrukturisasi, yaitu pada tahun 1961 menjadi PPN SUMUT IV, selanjutnya pada
tahun 1976 diubah menjadi unit Kebun PT. Perkebunan V (Persero).
Untuk meningkatkan efisiensi dan efektivitas kegiatan usaha perkebunan
maka pada tahun 1994 pemerintah mencanangkan Program Restrukturisasi
BUMN Sub Sektor Perkebunan melalui pengembangan PT. Perkebunan
berdasarkan wilayah eksploitasi dan perampingan struktur organisasi dengan
menggabungkan PTP. III, PTP. IV, dan PTP. V menjadi satu perusahaan.
Selanjutnya di tahun 1996 sesuai dengan Peraturan Pemerintah No. 8 Tahun 1996
tanggal 14 Februari, ketiga PTP (PTP. III, PTP. IV, dan PTP. V) yang wilayah
kerjanya berada di Sumatera Utara digabungkan menjadi PT. Perkebunan
Nusantara III (Persero) dimana Kebun Sei Silau menjadi salah satu unit kebunnya.
1
2.2. Ruang Lingkup Bidang Usaha
PT. Perkebunan Nusantara III Kebun Sei Silau adalah perusahaan
manufaktur yang bergerak di bidang perkebunan dan industri khususnya pada
perkebunan karet dan kelapa sawit dengan memiliki 7 (tujuh) afdeling yang
mengelola 1 (satu) Pabrik Pengolahan Karet (PPK) berupa :
1. Ribbed smoked sheet (RSS) I
2. Ribbed smoked sheet (RSS) III
3. Cutting
2.3. Lokasi Perusahaan
Kebun Sei Silau berada di Kecamatan Buntu Pane, Kabupaten Asahan
Propinsi Sumatera Utara. Adapun letak geografis Kebun Sei Silau berada pada :
- Sebelah Utara berbatasan dengan : Desa B. Tonga, Desa Dari Panai Ilir
dan Desa Silau Maraja.
- Sebelah Selatan berbatasan dengan : Desa Sambahuta dan Kebun
Ambalutu/ Sei Kopas.
- Sebelah Timur berbatasan dengan : Desa Bulu Cina dan Desa Urung Pane.
2.4. Organisasi dan Manajemen
2.4.1. Struktur Organisasi Perusahaan2
Organisasi adalah suatu kerangka hubungan kerja antara satu individu
dengan individu lainnya dalam rangka mencapai satu tujuan dengan menggunakan
aturan-aturan yang telah disepakati secara bersama. Struktur dalam organisasi
merupakan hal yang sangat penting dalam pencapaian tujuan, hal ini dikarenakan
dalam struktur organisasi tersebut ada pembagian tugas, wewenang, dan tanggung
jawab yang jelas. Struktur organisasi digunakan yaitu Lini yang merupakan
struktur organisasi dimana atasan mempunyai karyawan yang dapat membantu
menjalankan tugas sesuai dengan wewenangnya masing-masing.
Bentuk struktur organisasi yang digunakan pada PT. Perkebunan
Nusantara III Kebun Sei Silau adalah hubungan organisasi Lini yang merupakan
struktur organisasi dimana atasan mempunyai karyawan yang dapat membantu
menjalankan tugas sesuai dengan wewenangnya masing-masing. seperti yang
ditunjukkan pada Gambar 2.1. Dalam hal ini pimpinan puncak dipegang oleh
seorang manajer dan dalam pelaksanaan tugas-tugasnya dibantu oleh beberapa
asisten kepala bidang yang didalamnya terdapat batasan-batasan
pertanggungjawaban dari setiap bidang pekerjaan.
2
MANAGER
Gambar 2.1. Struktur Organisasi PT Perkebunan Nusantara III Kebun Sei Silau
2.4.2. Jumlah Tenaga Kerja
Jumlah karyawan di PT Perkebunan Nusantara III Kebun Sie Silau sampai
dengan tahun 2012 adalah 1085 orang dan dengan rincian dapat dilihat pada
Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Kebun Rantauprapat
2.4.3. Jam Kerja
Jam kerja di PT Perkebunan Nusantara III Kebun Rantauprapat untuk
bagian produksi dengan jam kerja sebagai berikut:
a. Bagian pengolahan : 14.00 - 23.00 WIB (selesai)
b. Laboratorium : 13.00 – 19.00 WIB (selesai)
c. Bagian kamar asap
Shift I : 07.00-15.00 WIB
Shift II : 15.00-23.00 WIB
Shift III : 23.00-07.00 WIB
d. Bagian sortasi/pengepakan : 07.00 – 12.00 WIB (selesai)
Sedangkan untuk bengkel, personalia, dan administrasibekerja 1 shift dari
jam 07.00 - 17.00 WIB.
2.5. Proses Produksi
Proses produksi merupakan kegiatan yang mentrasformasikan/mengubah
masukan bahan baku (input) menjadi keluaran (output) yang berupa produk/hasil.
Manusia, Mesin, dan peralatan serta cara kerja direncanakan dan digunakan dalam
2.5.1. Bahan yang Digunakan
Adapun bahan yang digunakan dalam proses pengolahan karet ini dibagi
dalam tiga jenis yaitu bahan baku, bahan penolong dan bahan tambahan.
2.5.1.1.Bahan Baku
Bahan baku adalah bahan-bahan utama yang digunakan untuk membuat
produk. Adapun bahan baku yang digunakan untuk pembuatan RSS adalah karet
lateks. Penampungan lateks kebun dengan kadar DRC (dry rubber content) < 28%
dipisah dengan lateks kebun DRC ≥ 28% berdasarkan tahun tanam yang
dikeluarkan oleh bagian tanaman. Kadar DRC yang digunakan setelah
pengenceran adalah 13-15%.
2.5.1.2. Bahan Penolong
Adapun bahan-bahan penolong yang digunakan untuk RSS adalah sebagai
berikut:
a. Air
Air merupakan bahan penolong paling utama dalam pengolahan karet misalnya
untuk pengenceran lateks.
b. Larutan formic acid/ asam semut
Larutan formic acid/ asam semut (konsentrasi 5% setelah diencerkan dengan
air) 550 cc – 600 cc/ bak atau 7,50-9,00 kg/ton karet, larutan ini berfungsi
c. Kayu
Kayu sebagai bahan dalam proses pengasapan untuk pengeringan
d. Amoniak (NH3)
Penambahan amoniak dalam pengolahan ini berfungsi untuk menjaga lateks
tetap encer/ tidak menggumpal.
2.5.1.3. Bahan Tambahan
Adapun bahan tambahan yang digunakan untuk RSS adalah pallet sebagai
tempat untuk mem-packing hasil akhir dari karet tersebut.
2.5.2. Uraian Proses Produksi
Pada proses produksi RSS, yang terdiri dari beberapa tahapan proses akan
dijelaskan, yaitu:
1. Penimbangan
Setibanya di pabrik, lateks ditimbang (bruto/tarra) di jembatan timbangan
untuk mengetahui jumlah lateks yang diterima setiap hari atau bisa juga diukur
menggunakan alat ukur yang terbuat dari batang kayu atau bambu yang dilapisi
dengan aluminium. Skala volume di alat ukur tersebut telah dikalibrasi (range
skala sebesar 50 kg) disesuaikan dengan kapasitas/ volume LTT/ lateks tangki
2. Penerimaan Lateks
Lateks dari LTT dituang melalui saringan 20 mesh dan 40 mesh ke bak
penerimaan. Setelah tangki penerimaan diisi sesuai dengan kebutuhan dilakukan
analisis ulang KKK (kadar karet kering) dan NH3 campuran lateks, guna
menentukan penambahan air (untuk pengenceran lateks dan pembubuhan formic
acid (untuk penggumpalan pada proses pengolahan selanjutnya).
3. Bak Penerimaan
Bak penerimaan berfungsi tempat penerimaan lateks dari lapangan
sekaligus proses pengenceran lateks menjadi DRC 13 - 15%. Banyaknya air yang
ditambahkan dihitung dengan menggunakan rumus sebagai berikut:
XA
V = volume yang diperlukan untuk pengenceran
A = volume lateks sebelum pengenceran
S = DRC lateks sebelum pengenceran
R = DRC pengenceran yang dikehendaki
(Sumber : Lab. Pabrik Pengolahan karet Kebun Sei Silau)
Air pengenceran harus benar-benar bersih agar proses pengadukan di bak
pengenceran benar – benar tercampur secara homogen. Pengukuran DRC lateks di
Setelah pengukuran DRC latek selesai proses selanjutnya adalah
pengadukan di bak pengenceran, agar seluruh bahan tercampur secara merata.
4. Bak Koagulasi
Bak koagulasi berfungsi sebagai tempat lateks yang telah diencerkan.
Proses pembekuan dilakukan dengan mencampur formic acid 7,5-9,00 kg/ton
kering dengan kapasitas bak 600 liter/bak.
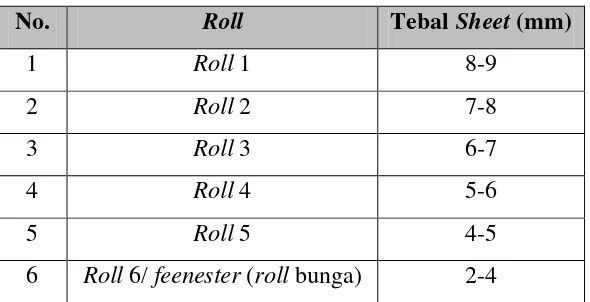
5. Penggilingan Sheet
Lembaran koagulum dimasukkan ke penggilingan pertama dan selanjutnya
secara otomatis lembaran akan bergerak memasuki penggilingan hingga sampai
pada penggilingan terakhir (printer) yang diberi patron (alur-alur). Jarak antara
gilingan dan putaran (rpm) diatur sedemikian agar ketebalan lembaran sheet yang
keluar menjadi 2 s/d 4 mm dan untuk mencegah koyaknya lembaran selama
penggilingan. Tujuan penggilingan yang dilakukan adalah:
a. Mengeluarkan sebagian air sehingga mempercepat proses penggilingan
b. Memperluas permukaan sheet dengan menipiskan dan memberi kembang
(print) sehingga pengeringan lebih cepat pada ruang asap
c. Menyeragamkan mutu (warna dan tebal).
Tebal lembaran (sheet) dari hasil penggilingan (sheeter) dapat dilihat pada
Tabel 2.2. Tebal Lembaran (Sheet) dari Hasil Penggilingan (Sheeter)
Sheet yang telah digiling jatuh ke dalam bak pencucian, kemudian setiap
lembaran digantungkan pada bambu yang telah disiapkan di trolly. Sebelum
digunakan, bambu dan rak penjemuran (trolly) harus benar-benar dalam keadaan
bersih. Pengisian rak dimulai dari bagian atas menuju ke bawah agar
memudahkan petugas untuk memanjat guna menggantungkan sheet di rak bagian
atas. Setelah rak penjemuran penuh, rak dibiarkan di udara terbuka selama 2 – 4
jam agar air menetes, kemudian dimasukkan ke dalam ruang pengasapan. Tidak
dibenarkan sheet terlalu lama berhubungan dengan udara, sebab dapat
menimbulkan oksidasi yang menyebabkan terbentuknya noda karat (rustiness).
7. Kamar Asap
Kebun Sei Silau Mempunya 3 kamar asap, yaitu Kamar Asap Malaka,
kamar Asap Subur lama dan kamar Asap Subur baru, setiap kamar asap memiliki
selama 5 (lima) hari pada temperatur, jumlah asap serta besar ventilasi yang
berbeda untuk setiap hari pengeringan dengan pengaturan sebagai berikut:
a. Hari I (pertama)
Tahap pengasapan dengan temperatur 400C-450C.
b. Hari II (kedua)
Temperatur yang digunakan 450C-500C.
c. Hari III (ketiga)
Temperatur yang digunakan 500C-550C.
d. Hari IV (keempat)
Temperatur 550C-600C
e. Hari V (kelima)
Temperatur 600C dan ventilasi tertutup.
8. Sortasi
Bagian sortasi berfungsi untuk menyortir lembaran sheet memperoleh 3
mutu RSS-I, RSS-II, dan RSS-III dan 1 mutu hasil sampingan berupa cutting.
PPK KSSIL hanya memproduksi RSS-I, RSS-III dan cutting. Kriteria sheet dapat
diuraikan sebagai berikut :
a. RSS-I
Kriteria lembaran sheet bersih, warna cokelat jernih, kokoh, bebas noda
b. RSS-II
Kriteria warna cokelat, bebas kontaminan, boleh mengandung sedikit
gelembung udara sebesar kepala jarum dan letaknya berserakan.
c. RSS-III
Kriteria warna cokelat, kokoh, bersih, diperbolehkan mengandung
gelembung udara yang letaknya berserakan.
d. Cutting
Merupakan guntingan kecil-kecil dari hasil guntingan RSS I dan RSS II,
RSS III dan boleh ada karet mentah.
9. Gudang Produksi
Gudang produksi berfungsi untuk menyimpan produksi yang siap untuk
di-export.
2.6. Mesin dan Peralatan
Untuk melakukan proses produksinya PTP. Nusantara II (Persero) Kebun
Sei Silau, menggunakan mesin-mesin dan juga peralatan-peralatan produksi yang
sangat berperan dalam menghasilkan produk yang berkualitas.
2.6.1. Mesin
Beberapa Mesin dan Peralatan yang digunakan dalam proses produksi
1. Mesin Sheeter
Kapasitas : 50 kg/jam
Power : 75 Hp
Tegangan : 220/380 v
Fasa : 3 fasa
Frekuensi : 50 Hz
Putaran : 300, 320 rpm
Gambar 2.2. Mesin Sheeter
Fungsi : Menggiling koagulum dari bak koagulasi menjadi lembaran sheet
dengan tebal 2 - 4 mm.
2. Mesin Press Ball
Kapasitas : 1000 kg/jam
Power : 75 Hp
Tegangan : 220/380 v
Fasa : 3 fasa
Frekuensi : 50 Hz
Fungsi : Untuk memadatkan lembaran sheet menjadi bentuk ball 113 kg
(lose ball).
Gambar 2.3. Mesin Press Ball
3. Stirer / Mesin Pengaduk
Power : 30 Hp
Tegangan : 220/380 v
Fasa : 3 fasa
Frekuensi : 50 Hz
Putaran : 30 rpm
Fungsi : untuk menghomogenkan air dengan lateks murni (karet alam) di
bak pengenceran.
2.6.2. Peralatan Produksi
Peralatan produksi ribbed smoke sheet (RSS) adalah sebagai berikut:
1. Lori Sheet
Gambar 2.5. Lori Sheet
Fungsi : Tempat penjemuran sheet atau pengeringan sheet sebelum masuk
kamar pengasapan
Kapasitas : 504 - 604 lembar
2. Bak koagulasi
Fungsi : Sebagai tempat lateks yang telah diencerkan untuk
pembekuandengan formic acid 7,5-9,0 kg/ton kering
Kapasitas : 600 liter/bak
Jumlat : 132 buah
Ukuran : 3,00 x 0,720 x 0,400 m
3. Plat Scooten
Ukuran : 0,7 x 43,5 x 0,002 m
Fungsi : Pembatas lateks yang akan menggumpal pada bak koagulasi
untuk membentuk lembaran sheet.
Gambar 2.7. Plat Scooten
4. pH meter, Metrolax, Timbangan Analytic, Thermometer Bimetal
Fungsi : Untuk mengukur suhu pada saat pengasapan dalam ruang kamar
asap.
Gambar 2.8. a) pH meter, b)Metrolax, c)Timbangan Analytic, dand)
Thermometer Bimetal
5. Alat Titrasi
Kapasitas : 50 ml
6. Oven DRC
Merk : Sanyo OMT oven
Nomor seri : OMT 225xxx2C
Fungsi : Alat pengering lembaran sampel sheet olahan dimana
mempunyai fungsi yang sama dengan kamar asap pada tahapan
pengolahan.
Lokasi : Laboratorium
Gambar 2.9. Oven DRC
7. Alat Dorong
Fungsi : Alat bantu angkut bandela lose bale.
BAB III
LANDASAN TEORI
3.1. Decision Making Unit (DMU)1
Data Envelopment Analysis (DEA) adalah sebuah metodologi yang
didasarkan pada sebuah aplikasi menarik pemrograman linier. Data Envelopment
Analysis awalnya dikembangkan untuk ukuran kinerja. Setelah berhasil digunakan
untuk menilai kinerja relatif dari serangkaian perusahaan yang menggunakan
berbagai input yang identik untuk menghasilkan berbagai output yang identik.
Data Envelopment Analysis (DEA) adalah pemrograman linier yang
didasarkan pada teknik untuk mengukur efisiensi kinerja pada unit organisasi
yang disebut unit pengambilan keputusan ( DMUs ). Teknik ini bertujuan untuk
mengukur seberapa efisien sebuah decision making unit menggunakan sumber
daya yang tersedia untuk menghasilkan serangkaian output ( charnes et al.1978 )).
Pengambilan keputusan pada unit manufaktur dapat mengikut sertakan
unit, departement organisasi besar seperti perguruan tinggi, sekolah, bank cabang
rumah sakit, pembangkit listrik, pos polisi, kantor pajak, penjara,bagian
pertahanan, satu set dari perusahaan yang atau bahkan berlatih individu seperti
para praktisi medis. Keberhasilan data envelopment analysis telah diterapkan
untuk mengukur kinerja dari semua ini efisiensi jenis DMUs.
Sebagian besar DMUs ini merupakan yang tidak organisasi nirlaba,
dimana pengukuran efisiensi kinerja sulit. Catatan bahwa efisiensi organisasi
1
commersial dengan mudah dapat dinilai oleh keuntungan tahunannya, atau indeks
pasar saham. Namun, faktor-faktor tersebut terukur tidak berlaku untuk organisasi
yang non profit. Masalah yang paling rumit adalah bahwa fakta pemakaian
masukan berbagai macam DMUs yang identik dan menghasilkan berbagai output
identik. Sebagai contoh, sekolah dapat memiliki berbagai masukan, dimana untuk
setiap sekolah kualitas siswa, guru. Mereka memiliki berbagai out put yang
identik jumlah siswa yang lulus akhir tahun, nilai rata-rata yang didapat oleh
mahasiswa di tahun terakhirnya.
Kinerja DMUs dinilai di DEA dengan menggunakan konsep efisiensi atau
produktivitas, yang merupakan rasio dari total output untuk total banyak input.
Diperkirakan dengan menggunakan DEA relatif efisiensi, relatif terhadap
performa DMU (DMUs) jika ada lebih dari satu performa DMUs terbaik.
Performa DMU terbaik ditetapkan Skor efisiensi kesatuan atau 100 persen, dan
kinerja DMUs lain bervariasi antara 0 dan 100 persen relatif untuk kinerja terbaik
ini.
3.1.1. Data Envelopment Analysis (DEA)2
Pada penelitian ini DEA adalah pecahan matematika teknik pemrograman
untuk mengevaluasi efisiensi relatif homogen DMUs dengan beberapa input dan
output. Teknik DEA paling populer adalah model CCR, dikembangkan oleh
Charnes, Cooper dan Rhodes. Model CCR mengukur efisiensi relatif setiap DMU
2
sekali dengan membandingkan untuk sekelompok DMUs lain yang memiliki set
input dan output yang sama. Diasumsikan dimana DMUs n masing-masing
dengan m input dan s output yang dievaluasi. model CCR yang nonlinier dapat
berubah menjadi model linear dengan menetapkan jumlah input yang berbobot
sama dengan satu. Model yang dihasilkan disebut dengan “orentasi - input”
model CCR, yang dinyatakan sebagai :
Fungsi objektif adalah rasio jumlah keluaran yang berbobot. Kendala
pertama memastikan jumlah input berbobot sama untuk satu. Menggunakan
model di atas, DMUo pasti dikenal sebagai CCR yang efisien, jika efisiensi relatif
Eoo sama dengan satu. Baker dan Talluri menunjukkan bahwa model CCR dapat
juga menghilangkan efisiensi Skor melalui mengidentifikasi DMU dengan skema
berat tidak realistis untuk menjadi efisien. Selain itu, Eoo mungkin sama dengan
satu untuk lebih dari satu DMU. Akibatnya, model CCR gagal untuk melakukan
diskriminasi antara efisien DMUs. Sedangkan untuk penelitian selanjutnya
metode DEA digunakan untuk meneliti tentang taguchi multi-respon3
3
JURNAL SAINS DAN SENI ITS. Optimasi Multirespon pada Metode Taguchi dengan Pendekatan Data Envelopment Analysis (DEA) (Study Kasus Mesin Wire-EDM). 2012
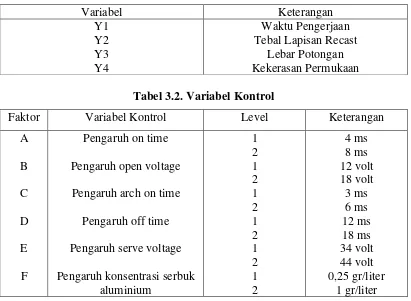
percobaan yang digunakan adalah Box Behnken dan optimasi dilakukan dengan
menggunakan metode permukaan respon. Hasil penelitian menunjukkan bahwa on
time, off time, main power supply urrent, main power supply voltage memiliki
pengaruh yang signifikan terhadap respon yang diamati. Hasil penelitian juga
menunjukkan adanya interaksi yang signifikan antara on time dengan main power
supply vol-tage dan main power supply current dengan main power supply
voltage. Data yang digunakan adalah data sekunder yang diperoleh dari
mahasiswa ITS jurusan Teknik Mesin tahun 2010 dengan judul optimasi
kekasaran permukaan, lebar lapisan recast, lebar pemotongan, dan waktu
pengerjaan dalam cairan dielektrik yang mengandung serbuk alumunium pada
wire-EDM menggunakan metode Taguchi.
Tabel 3.1. Variabel Penelitian
Variabel Keterangan
Y1
Tabel 3.2. Variabel Kontrol
Faktor Variabel Kontrol Level Keterangan
A
Pengaruh arch on time
3.1.2. Model Banker, Charnes and Cooper (BCC)4
Catatan bahwa ada sedikit perbedaan pada formulasi model perkalian dari
model yang didiskusikan pada sebelumnya. Tidak seperti model yang ada, model
perkalian tidak diformulasikan oleh program fraksional dan karena tidak ada
kendala normalisasi yang diperlukan , sama dengan model perkalian. Hal ini
mudah untuk menulis model DEA tambahan juga. Versi tambahan dipublikasikan
pada Charnes et al (1985).
Versi Banker, Charnes and Cooper (BBC) dari pengganda tambahan dan versi
envelopment dapat ditulis sebagai berikut :
u, v, v0
fungsi kendala :
bebas a. Kondisi IRS bilamana nilai U0 > 0
b. Kondisi CRS bilamana nilai U0 = 0
c. Kondisi DRS bilamana nilai U0 < 0
Kondisi IRS didefenisikan sebagai sifat dari fungsi produksi seperti mengubah
semua input dengan perubahan proporsi yang sama dengan output yang memiliki
nilai yang besar dibandingkan perubahan input. DRS adalah kebalikan dari
kondisi IRS dimana mengubah semua input dengan perubahan proprsi yang sama
dengan output yang memiliki nilai yang kecil dibandingkan penambahan input.
Kombinasi dari kondisi IRS dan DRS adalah VRS dimana kondisi CRS
merupakan kondisi normal yang ingin dicapai oleh perusahaan.
4
3.2. Pengertian Kualitas5
Konsep kualitas sering dianggap sebagai ukuran relatif kebaikan suatu
produk atau jasa yang terdiri atas kualitas desain dan kualitas kesesuaian. Kualitas
desain merupakan fungsi spesifikasi produk, sedangkan kualitas kesesuaian
adalah suatu ukuran seberapa jauh suatu produk memenuhi persyaratan atau
spesifikasi kualitas yang telah ditetapkan. Meskipun tidak ada defenisi mengenai
kualitas yan diterima secara universal, dari defenisi-defenisi yang ada terdapat
beberapa kesamaan yaitu dalam elemen-elemen sebagai berikut:
1. Kualitas meliputi usaha memenuhi atau melebihi harapan pelanggan.
2. Kualitas mencakup produk jasa, manusia, proses, dan lingkungan.
3. Kualitas merupakan kondisi yang selalu berubah (misalnya apa yang
dianggap merupakan kualitas saat ini mungkin dianggap kurang
berkualitas pada masa mendatang).
Berdasarkan elemen-elemen tersebut maka dapat dibuat defenisi kualitas
yang lebih luas cakupannya yaitu kualitas merupakan suatu kondisi dinamis yang
berhubungan dengan produk, jasa, manusia, proses, dan lingkungna yang
memenuhi atau melebihi harapan. Arti kualitas menurut Taguchi adalah untuk
menghasilkan produk dan jasa yang dapat memenuhi kebutuhan dan harapan
konsumen berkaitan dengan umur produk atau jasa.
5
3.2.1. Dimensi Kulitas6
Ada delapan dimensi kualitas yang dikembangkan oleh Garvin dan dapat
digunakan sebagai kerangka perencanaan strategi dan analisis, terutama untuk
produk manufaktur. Dimensi-dimensi tersebut adalah:
1. Kinerja (performance) karakteristik operasi pokok dari produk inti.
2. Ciri-ciri atau keistimewaan tambahan (features) yaitu karateristik sekunder
atau pelengkap.
3. Kehandalan (reliability) yaitu kemungkinan kecil akan mengalami
kerusakan atau gagal pakai.
4. Kesesuaian dengan spesifikasi (conformance to spesification).
5. Daya tahan (duarbility) berkatan dengan berapa lama produk tersebut
dapat terus digunakan.
6. Serviceability meliputi kecepatan, kompetensi, kenyamanan, mudah
direparasi, penanganan keluhan yang memuaskan.
7. Estetika yaitu daya tarik produk terhadap panca indera.
8. Kualitas yang dipersepsikan (perceived quality) yaitu citra dan reputasi
produk serta tanggungjawab perusahaan terhadapnya.
Dimensi-dimensi di atas lebih banyak diterapkan pada perusahaan manufaktur,
dan menurut Feigenbaum berdasarkan berbagai penelitian yang telah dilakukan
mengidentifikasi lima kelompok karakteristik yang digunakan oleh para
pelanggan dalam mengevaluasi kualitas jasa. Kelima kelompok karakteristik
tersebut sangat berperan untuk menentukan kualitas.
6
Kelompok tersebut meliputi:
1. Bukti langsung (tangibles) meliputi fasilitas fisik, perlengkapan, pegawai,
dan sarana komunikasi.
2. Kehandalan (reability) yakni kemampuan memberikan pelayanan yang
dijanjikan dengan segera dan memuaskan.
3. Daya tanggap (responsivenes) yaitu keinginan para staf untuk membantu
para pelanggan dan memberikan pelayanan dengan tanggap.
4. Jaminan (assurance) mencakup kemampuan, kesopanan, dan sifat dapat
dipercaya yang dimiliki para staf, bebas dari bahaya resiko , dan
keragu-raguan.
5. Empati meliputi kemudahan dalam melakukan hubungan komunikasi yang
baik, dan memahami kebutuhan para pelanggan.
3.3. Definisi Metode Taguchi7
Mengetahui kualitas suatu produk dapat dilakukan dengan beberapa
metode yaitu metode Anava, Six Sigma, Taguchi, dan lain sebagainya. Metode
yang dipilih dalam penelitian ini adalah metode Taguchi. Metode ini dipilih
karena pengerjaannya lebih sederhana. Metode Taguchi merupakan suatu
metodologi baru dalam bidang teknik yang bertujuan untuk memperbaiki kualitas
produk dan proses dalam waktu yang bersamaan menekan biaya dan sumber daya
seminimal mungkin.
7
Metode Taguchi adalah salah satu metode yang digunakan dalam kegiatan
off line control pada tahap desain proses produksi. Metode ini memberikan sebuah
jalan bagi seorang designer untuk tidak perlu melakukan eksperimen dalam
jumlah yang sangat banyak untuk menemukan sebuah kombinasi antara parameter
mesin (seperti tekanan, suhu, kecepatan) dan berbagai bahan baku yang mungkin
untuk digunakan. Dengan metode ini seorang disigner cukup melakukan beberapa
eksperimen untuk menemukan kondisi parameter seperti apa dan bahan baku
mana yang kemudian akan memberikan hasil yang terbaik. Taguchi
memperkenalkan apa yang disebut dengan magic number, yang merupakan
jumlah eksperimen seperti apa yang harus dilakukan untuk mewakili eksperimen
lain yang tidak perlu dilakukan. Parameter juga memperhatikan noise atau kondisi
lingkungan yang mungkin berpengaruh pada parameter utama. Dengan
menggunakan metode ini yang pasti akan mengurangi biaya yang dikeluarkan
untuk melakukan eksperimen-eksperimen.
Metode Taguchi sering diperdebatkan secara kontroversial dan
dipertentangkan antar beberapa orang ahli ilmu statistik. Namun banyak juga yang
menerima konsep Taguchi sebagai hal yang bermanfaat bagi perkembangan ilmu
pengetahuan khususnya bidang manajemen kualitas. Dalam mengembangkan
suatu produk baru banyak faktor yang perlu diketahui dan dipertimbangkan
sehingga memerlukan banyak eksperimen. Metode Taguchi merupakan suatu
pendekatan terstruktur untuk menentukan kombinasi terbaik dalam menghasilkan
Melalui Metode Taguchi, ilmuwan Jepang yang tersohor ke seluruh
penjuru bumi ini mengembangkan suatu metodologi dengan pendekatan yang
berdasarkan pada DOE (Design Of Experiments) yaitu suatu metode untuk
mengidentifikasi menurut banyaknya masukan (input) yang benar dan parameter
untuk membuat suatu produk atau layanan berkualitas tinggi yang didambakan
oleh pelanggan atau konsumen. Metode Taguchi berupaya mencapai sasaran itu
dengan menjadikan produk atau proses ”tidak sensitif” terhadap berbagai faktor
seperti material, perlengkapan manufaktur, tenaga kerja manusia, kondisi
operasional. Metode Taguchi menjadikan produk atau proses bersifat kokoh
(robust) terhadap faktor-faktor gangguan (noise), karenanya metode ini disebut
juga sebagai perancangan kokoh (robust design).
Filosofi Taguchi terdiri dari tiga konsep, yaitu:
1. Kualitas harus didesain ke dalam produk dan bukan sekedar memeriksanya.
2. Kualitas terbaik dicapai dengan meminimumkan deviasi dari target. Produk
harus didesain sehingga kokoh (robust) tehadap faktor lingkungan yang tidak
dapat dikontrol.
3. Kualitas harus diukur sebagai fungsi deviasi dari standar tertentu dan kerugian
harus diukur pada seluruh sistem.
Metode Taguchi memperkenalkan pendekatan dengan menggunakan
pendekatan desain eksperimen yang berguna untuk:
1. Merancang suatu produk/merancang proses sehingga kualitas kokoh terhadap
2. Merancang/mengembangkan produk sehingga kualitasnya kokoh terhadap
variasi komponen.
3. Meminimalkan variasi di sekitar target.
Metode Taguchi mempunyai beberapa keunggulan seperti:
1. Desain eksperimen Taguchi lebih efisien karena memungkinkan untuk
melaksanakan penelitian yang melibatkan banyak faktor dan jumlah.
2. Desain eksperimen Taguchi memungkinkan diperolehnya suatu proses yang
menghasilkan produk yang konsisten dan kokoh terhadap faktor yang tidak
dapat dikontrol (faktor gangguan).
3. Metode Taguchi menghasilkan kesimpulan mengenai respon faktor-faktor dan
level dari faktor-faktor kontrol yang menghasilkan respon optimum.
Metode Taguchi juga memiliki kekurangan dibandingkan dengan metode
lain diantaranya adalah rancangan metode Taguchi mempunyai strukur yang
sangat komplek, di mana terdapat rancangan yang mengorbankan pengaruh
interaksi dan ada pula rancangan yang mengorbankan pengaruh utama dan
pengaruh interaksi yang cukup signifikan.
Metode Taguchi menggunakan seperangkat matriks khusus yang disebut
matriks orthogonal. Matriks standar ini merupakan langkah untuk menentukan
jumah eksperimen minimal yang dapat mempengaruhi parameter. Bagian
terpenting dari metode matriks orthogonal terletak pada pemilihan kombinasi
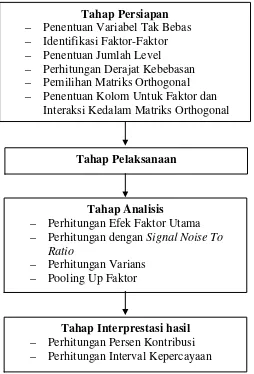
3.4. Desain Ekperimen Taguchi8
Pada umumya desain eksperimen Taguchi dibagi menjadi tiga tahap utama
yang mencakup semua pendekatan eksperimen. Tiga tahap utama tersebut adalah:
1. Tahap Perancangan
2. Tahap Pelaksanaan
3. Tahap Analisa
3.4.1. Tahap Perencanaan
Desain eksperimen yang baik apabila eksperimen yang dilakukan sesuai
dengan masalahnya dan mempunyai efisiensi yang tinggi yaitu apabila
eksperimen dilakukan dengan menggunakan biaya, waktu, dan usaha yang
minimum tetapi dapat memberikan informasi yang optimum. Seorang peneliti
akan belajar berbagai hal dari beberapa eksperimen untuk mendapatkan informasi
yang positif. Perancangan eksperimen merupakan tahap terpenting yang meliputi
perumusan masalah, penetapan tujuan eksperimen, penentuan variabel tak bebas,
identifikasi faktor-faktor gangguan, penentuan jumlah level dan nilai level faktor,
letak kolom interaksi, perhitungan derajat kebebasan, dan pemilihan matriks
ortogonal.
3.4.1.1. Klasifikasi Parameter9
Banyak faktor yang dapat mempengaruhi karakteristik kualitas (respon
variabel) dari suatu produk. Menurut Taguchi faktor dapat diklasifikasikan atas:
8
Irwan Soejanto. Desain Eksperimen dengan Metode Taguchi
9
a. Faktor gangguan
Faktor gangguan adalah suatu parameter yang menyebabkan penyimpangan
karakteristik kualitas dari nilai targetnya. Faktor gangguan memiliki nilai yang
tidak bisa kita atur atau kendalikan, walaupun dapat kita atur akan mahal
biayanya. Faktor gangguan dapat menyebabkan pengaruh pada karakteristik
secara tidak terkendali dan sulit diprediksi. Faktor gangguan biasanya sulit,
mahal, dan tidak menjadi sasaran pengendalian tetapi untuk tujuan eksperimen
mereka perlu dikendalikan dalam skala kecil.
b. Faktor kontrol
Faktor kontrol adalah parameter-parameter yang nilai-nilainya ditentukan
oleh ahli teknik. Faktor-faktor kontrol dapat mempunyai nilai satu atau lebih yang
disebut level. Pada akhir eksperimen, suatu level faktor kontrol yang sesuai akan
dipilih. Salah satu aspek dari perancangan kokoh adalah mencari kondisi level
optimal untuk faktor kontrol sehingga karakteristik kualitas tidak sensitif terhadap
gangguan. Contoh faktor kontrol yaitu jenis bahan baku, gaya dan temperatur.
c. Faktor signal
Faktor signal adalah faktor-faktor yang mengubah nilai-nilai karakteristik
kualitas yang sebenarnya yang akan diukur. Karakteristik kualitas dalam
perancangan eksperimen di mana faktor signal mempunyai nilai konstan (dalam
hal ini tidak dimasukkan sebagai faktor) disebut karakteristik statis. Maka faktor
signal dapat mengambil banyak nilai, karakteristik mempunyai sifat dinamik.
Faktor signal tidak ditentukan oleh ahli teknik tetapi oleh konsumen berdasarkan
d. Faktor skala
Faktor ini digunakan untk mengubah rata-rata level karakteristik kualitas
untuk mencapai hubungan fungsional yang diperlukan antara faktor signal dengan
karakteristik kualitas. Faktor skala disebut juga faktor penyesuaian.
e. Variabel bebas
Variabel bebas adalah variabel yang perubahannya tidak tergantung pada
variabel lain. Pada tahap ini akan dipilih faktor-faktor mana saja yang akan
diselidiki pengaruhnya terhadap variabel tak bebas yang bersangkutan. Dalam
suatu percobaan tidak seluruh faktor yang diperkirakan mempengaruhi variabel
yang diselidiki, sebab hal ini akan membuat pelaksanaan percobaan dan
analisisnya menjadi kompleks. Hanya faktor-faktor yang dianggap penting saja
yang diselidiki. Beberapa metode yang dapat digunakan untuk mengidentifikasi
faktor-faktor yang diteliti adalah:
1. Brainstorming
Brainstorming merupakan pemikiran kreatif yentang pemecahan suatu
masalah, tanpa melihat apakah yang diungkapkan itu masuk akal atau
tidak. Barinstorming akan lebih baik jika dimulai dengan diskusi
kelompok untuk memberikan gambaran yang akan dihadapi ditinjau dari
semua sudut pandang yang berbeda.
2. Flowchart
Pada metode ini yang dilakukan adalah mengidentifikasi faktor-faktor
pada flowchart maka untuk masing-masing tahap diidentifikasi
faktor-faktor yang mungkin berpengaruh.
3. Diagram Sebab Akibat
Disebut juga diagram Ishikawa, merupakan metode yang paling sering
digunakan untuk mengidentifikasi penyebab-penyebab (faktor-faktor)
yang potensial. Dimulai dengan menyatakan pengaruh utama (variabel
bebas) yang akan diamati, kemudian diurutkan penyebab yang mungkin
berpengaruh pada variabel bebas yang diamati. Akibat ada sebelah kanan
dan sebab berapa disebelah kirinya dengan garis miring penghubung. Dari
penyebab-penyebab yang utama dapat dijabarkan lagi beberapa penyebab
yang lebih spesifik sebagai penyebab sekunder, biasanya
penyebab-penyebab utama terdiri dari material, mesin dan peralatan, metode,
manusia/operator atau penyebab utama lainnya. Diagram sebab akibat
dapat dilihat pada Gambar 2.1.
f. Penetuan Variabel Tak Bebas
Variabel tak bebas adalah variabel yang perubahannya tergantung pada
variabel-variabel lain. Dalam merencanakan suatu eksperimen harus dipilih dan
dientukan dengan jelas variabel tak bebas mana yang akan diselidiki.
Dalam eksperimen Taguchi variabel tak bebas adalah karateristik kualitas yang
terdiri dari tiga kategori yaitu:
1. Karakteristik yang dapat diukur
Semua hasil akhir yang diamati dapat diukur dengan skala kontinyu. Contoh :
temperatur, berat, tekanan, dan lain-lain.
2. Karakteristik atribut
Hasil akhir yang diamati tidak dapat diukur dengan skala kontinyu, tetapi
dapat diklasifikasikan secara kelompok. Contoh: retak, jelek, baik, dan
lain-lain.
3. Karakteristik dinamik
Merupakan fungsi repsentasi dari proses yang diamati. Proses yang diamati
digambarkan sebagai signal dan output digambarkan sebagai hasil dari signal.
Sebagai contoh adalah sistem transmisi otomatis dengan input putaran mesin
dan output adalah perubahan getar.
3.4.1.2. Pemilihan Level Faktor
Menentukan banyaknya level dan faktor yang digunakan untuk tiap
faktor yang dipilih dalam eksperimen adalah tahap penting dalam perencanaan.
yang diteliti. Tetapi untuk memilih level yang sesuai untuk faktor kualitatif lebih
sulit. Banyak level yang dipilih dan nilainya tergantung pada pengetahuan
terhadap proses atau produk. Jika proses atau produk baru yang diteliti, maka
perlu digunakan 3 level untuk beberapa faktor untuk mengevaluasi non linieritas
pada range faktor.
Jika diketahui pengaruh faktor tertentu, maka faktor dengan 2 level sudah
cukup untuk mendapatkan informasi yang diinginkan dari hasil eksperimen.
Pemilihan jumlah level penting artinya untuk ketelitian hasil eksperimen dan
ongkos pelaksanaan eksperimen. Makin banyak level yang diteliti maka hasil
eksperimen akan lebih teliti karena data yang diperoleh lebih banyak. Tetapi
banyaknya level akan meningkatkan jumlah pengamatan sehingga menaikkan
ongkos eksperimen. Penentuan jumlah level dilakukan untuk mendapatkan
ketelitian hasil penelitian. Sumber data dalam penentuan level dari faktor ini
didapat dari data pabrik yang merupakan hasil kombinasi dari buku panduan dan
pengalaman operator
3.4.1.3. Penempatan Kolom untuk Faktor dan Interaksi ke dalam Matriks
Untuk memudahkan di kolom mana saja diletakkan interaksi faktor pada
setiap matriks ortogonal, Taguchi menyatakan dalam grafik linier. Grafik linier
adalah representasi grafik dari informasi interaksi dalam suatu matriks eksperimen
yang terdiri dari titik dan garis. Setiap titik pada grafik linier mewakili suatu
faktor utama dan garis yang menghubungkan dua titik meggambarkan interaksi
menggunakan 6 faktor yaitu A, B, C, D, E, F dan memiliki 2 level dimana total
derajat kebebasannya adalah 6. Karena penelitian ini memiliki 6 derajat kebebasan
maka matriks yang digunakan adalah L8(27) yang total derajat kebebasannya
adalah 7. Untuk matriks L8(27) maka pasangan grafik linear yang digunakan
dapat dilihat pada Gambar 2.2
1
3 5
2 4 • 7
Gambar 3.2. Grafik Linier L8(27)
Berdasarkan gambar grafik linier di atas dapat diketahui bahwa:
Faktor A ditempatkan pada kolom 1
Faktor B ditempatkan pada kolom 2
Faktor C ditempatkan pada kolom 3
Faktor D ditempatkan pada kolom 4
Faktor E ditempatkan pada kolom 5
Faktor F ditempatkan pada kolom 6
3.4.1.4. Pengaruh Faktor-Faktor
Menurut Taguchi suatu faktor kontrol mungkin:
1. Hanya mempengaruhi nilai rata-rata saja
Suatu faktor yang hanya mempengaruhi nilai rata-rata saja (tetapi keragaman
tidak) dapat digunakan untuk menyesuaikan nilai rata-rata suatu proses atau
produksi ke nilai target. Suatu faktor yang hanya mempengaruhi nilai rata-rata
saja biasanya disebut faktor penyesuai.
2. Hanya mempengaruhi nilai varians saja
Suatu faktor yang mempengaruhi ragam nilai saja (nilai rata-rata tidak) dapat
digunakan untuk mengurangi keragaman proses produk.
3. Mempengaruhi nilai rata-rata dan varians
Suatu faktor yang dapat mempengaruhi rata-rata dan ragam sekaligus
harus digunakan secara lebih berhati-hati. Faktor yang demikian
mempunyai keluwesan dalam mengembangkan persyaratan target.
4. Tidak mempunyai pengaruh sama sekali
Suatu faktor yang tidak mempengaruhi rata-rata atau ragam adalah faktor yang
tidak bermanfaat. Walaupun dengan level yang lebih baik faktor tersebut
bermanfaat tetapi akan tergantung pada faktor lain misalkan biaya.
3.4.2. Mariks Orthogonal10
Matriks orthogonal yaitu suatu matriks yang elemen-elemennya disusun
menurut baris dan kolom. Kolom merupakan faktor yang dapat diubah dalam
10
eksperimen. Baris merupakan kombinasi level dari faktor dalam eksperimen.
Matriks disebut orthogonal karena level-level dari faktor berimbang dan dapat
dipisahkan dari pengaruh faktor lain dalam eksperimen. Jadi matriks orthogonal
adalah matriks seimbang dari faktor-faktor dan level sedemikian hingga pengaruh
suatu faktor atau level tidak baur dengan pengaruh faktor atau level yang lain.
Faktor-faktor dan level-level merupakan kondisi bermacam-macam proses yang
akan diteliti.
Matriks orthogonal sangat efisien dalam memperoleh jumlah data yang
relatif kecil dan mampu memterjemahkan ke kesimpulan yang berarti dan jelas.
Lebih jauh desain eksperimen yang menggunakan matriks orthogonal pada
dasarnya lebih mudah untuk dimengerti dan petunjuknya sangat mudah untuk
diikuti karena suatu matriks merupakan suatu pemetaan dari level masing-masing
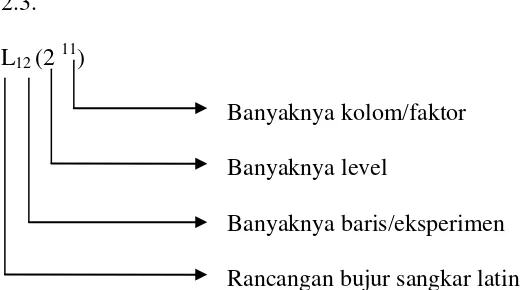
faktor yang akan diteliti. Notasi matriks orthogonal dapat dilihat pada Gambar
2.3.
L12 (2 11)
Banyaknya kolom/faktor
Banyaknya level
Banyaknya baris/eksperimen
Rancangan bujur sangkar latin
Gambar 3.3. Notasi Matriks Orthogonal
Pemilihan matriks orthogonal yang sesuai tergantung dari nilai faktor dan
interaksi yang diharapkan dan nilai level dari tiap-tiap faktor. Penentuan ini akan
jenis matriks orthogonal yang dipilih. Dalam memilih matriks orthogonal yang
sesuai, diperlukan suatu persamaan dari matriks orthogonal tersebut yang
mempresentasikan jumlah faktor, jumlah level dan jumlah pengamatan yang
dilakukan. Bentuk umum dari matriks orthogonal adalah La(bc) dimana
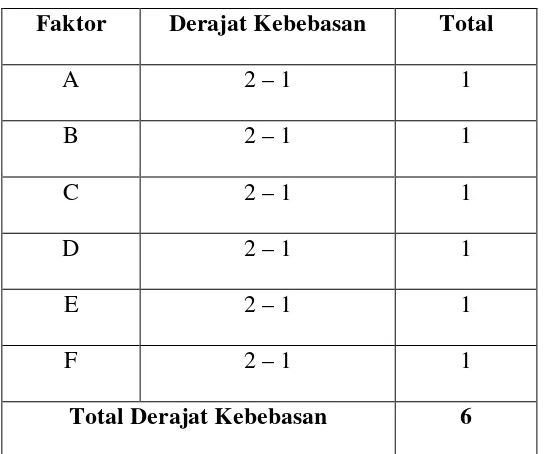
perhitungan derajat kebebasan untuk matriks orthogonal adalah:
Derajat Kebebasan Matriks = (Banyaknya Faktor) x (Banyaknya Level – 1)
Dalam penelitian ini digunakan matriks orthogonal yang mempunyai
derajat kebebasan lebih besar atau sama dengan jumlah total derajat kebebasan
dari penelitian. Pada penelitian ini jumlah derajat kebebasannya adalah 6 sehingga
matriks orthogonal yang sesuai adalah L8(27) = 7 x (2-1) = 7 derajat kebebasan.
Adapun susunan matriks orthogonal L8(27) dapat dilihat pada Tabel 2.1.
Tabel 3.3. Matriks Orthogonal Array
Eksperimen
3.4.3. Derajat Kebebasan11
Derajat kebebasan adalah banyaknya pengukuran bebas yang dapat
dilakukan untuk menaksir sumber informasi. Angka derajat kebebasan
menunjukkan banyak perbandingan bebas yang dapat dilakukan pada sekelompok
data. Dalam lingkup eksperimen defenisi ini diterjemahkan ”jumlah pembanding
antara faktor (efek utama) atau level interaksi yang dibuat untuk menemukan level
mana yang lebih baik dan secara khusus seberapa bagus level tersebut.
Pentingnya memahami berapa banyak derajat kebebasan yang dibutuhkan untuk
mempelajari faktor minat adalah penting dalam menentukan matriks orthogonal
dalam desain eksperimen. Tiap matriks orthogonal mempunyai derajat kebebasan
yang dibutuhkan, kita dapat memilih sebuah matriks orthogonal yang mempunyai
pembanding atau derajat kebebasan. Dengan menerapkan beberapa aturan dan
rumus sederhana, kita dapat menentukan derajat kebebasan untuk faktor (efek
utama) dan interaksi dan diperoleh matriks orthogonalnya masing-masing.
Perhitungan derajat kebebasan dilakukan untuk menghitung jumlah
minimum penelitian yang harus dilakukan untuk menyelidiki faktor yang diamati.
Perhitungan derajat kebebasan dan kombinasi yang diusulkan nantinya akan
mempengaruhi pemilihan dalam tabel mariks orthogonal. Perhitungan derajat
kebebasan memiliki rumus:
V = Banyaknya Level - 1
Dalam penelitian ini terdapat 6 faktor dan 2 level yaitu:
1. Faktor A = 2 level
11