Sistem Pengendalian Mutu Terhadap Kemasan Botol Produk Oxywater di PT Tirta Alam Semesta.
Teks penuh
Gambar
Dokumen terkait
Keberhasilan program pengendalian mutu terpadu didukung oleh penerapan biaya mutu yang efisien dan menghasilkan produk dengan kualitas yang tinggi dan harga yang terjangkau
Sistem yang dikembangkan dinamakan Sistem Infonnasi Pengendalian Mutu (SIPM) dengan bahasa pemrograman Visual Basic 3.0 for Windows. Fomlat file data yang dikembangkan compatibel
Ini artinya, bahwa orang yang melakukan pengawasan terhadap sistem pengendalian internal, haruslah memiliki independensi dalam struktur manajemen, dan tidak berada dalam
Berdasarkan perhitungan NPS yang diaplikasikan pada saat evaluasi penerapan sistem pengendalian mutu pembibitan jati plus, perhutani berhasil menekan tingkat
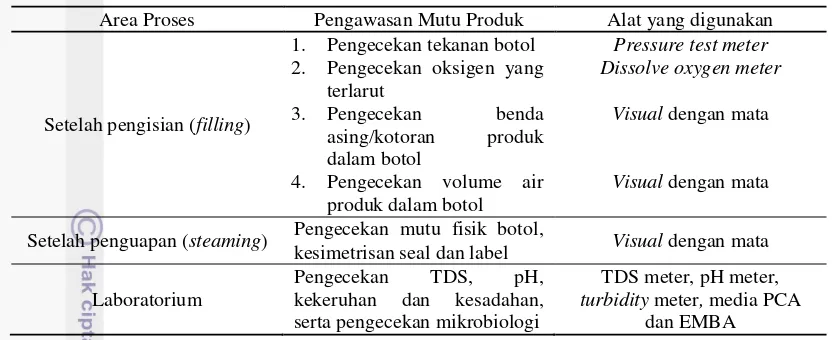
Peranan pengendalian mutu dalam proses produksi minuman karbonasi sangat penting karena jika tidak ada pengendalian mutu maka pengolahan produk-produk minuman karbonasi
INDUSTRI KEMASAN SEMEN GERSIK dalam kegiatan pengendalian persediaan bahan baku perusahaan ini menggunakan menggunakan proses pengendalian yang terdiri dari
Pengendalian mutu bahan baku, proses produksi dan produk jadi diperlukan untuk menghindari produk yang tidak sesuai dan mengetahui kesesuaian produk yang
1) Dari hasil analisis regresi antara biaya mutu dengan tingkat kerusakan produksi rumput laut, yang menunjukkan bahwa biaya kualitas (biaya pencegahan, biaya
