KARYA AKHIR
MAINTENANCE RIVER SIDE PUMP
DI PTP NUSANTARA II (PERSERO)
PABRIK GULA KWALA MADU
MARKUS GINTING NIM : 035202027
KARYA AKHIR YANG DIAJUKAN UNTUK MEMENUHI SALAH SATU SYARAT MEMPEROLEH
IJASAH SARJANA SAINS TERAPAN
PROGRAM STUDI TEKNOLOGI MEKANIK INDUSTRI
PROGRAM DIPLOMA –IV FAKULTAS TEKNIK
DAFTAR ISI
Halaman
KATA PENGANTAR . . . . . . . . . . i
DAFTAR ISI . . . iii
DAFTAR GAMBAR . . . . . . vi
DAFTAR TABEL . . . vii
DAFTAR LAMPIRAN . . . . . . . . . . . . viii
BAB I PENDAHULUAN . . . . 1
1.1. Tinjauan Umum. . . 1
1.2. Gambaran Umum Pabrik Gula Kwala Madu . . . 4
1.3. Kebutuhan Pompa Pada Pabrik Gula Kwala Madu . . . . . . . . 5
1.4. Tujuan Penulisan . . . 6
1.5. Batasan Masalah . . . 7
1.6. Metode Pembahasan. . . 7
BAB II TINJAUAN PUSTAKA . . . 8
2.1. Pengertian Pompa . . . . . 8
2.2. Klasifikasi Pompa . . . . . . . . 11
2.2.1.Pompa Tekanan Statis. . . 11
2.2.2.Pompa Tekanan Dinamis . . . . . . . 12
2.3. Unit Penggerak Pompa . . . .. 20
2.4. Dasar–dasar Pemilihan Pompa . . . . . . . 21
2.5. Pengertian dan Peranan Pemeliharaan . . . . . 21
2.6.1 Preventive Maintenance . . . 24
2.6.2 Breakdown Maintenance . . . 26
BAB III PEMBAHASAN MENGENAI MAINTENANCE RIVER SIDE PUMP DI PABRIK GULA KWALA MADU . . . . 28
3.1. River side Pump . . . . . . 28
3.2. Organisasi Bagian Pemeliharaan Pabrik . . . 30
3.3. Prosedur Pemeliharaan Terencana. . . 33
3.4. Kegiatan Pemeliharaan Pabrik . . . . . . . . 35
3.5. Metode Analisis Permasalahan Maintenance . . . 36
3.6. Pekerjaan Pemeliharaan Pabrik. . . . . . . . . . . . 37
3.6.1 Pemeliharaan Rutin. . . .. . . 37
3.6.2 Pemeliharaan Berkala . . . 38
3.6.3 Repair. . . 38
3.6.4 Overhoul . . . 38
3.6.5 Rekontruksi . . . .. . . 39
3.7. Laporan Pemeliharaan . . . . . 40
3.8. Laporan Kerusakan. . . . . . 42
3.9. Man Power. . . . . . 42
3.9.1 Pengertian Man Power . . . 42
3.9.2 Jumlah Man power Dalam Kaitan dengan Keahlian . . . 43
3.10.Man Hour . . . . . . . . 44
3.11.Eqitment, Tool, Material dan consumable . . . 45
3.13.Perawatan Kelistrikan River Side Pump
pada Saat Giling Tebu . . . 48
3.13.1 Perawatan Periodik . . . 48
3.14.Preventive Maintenance Kelistrikan River Side Pump diluar masa giling atau 6 bulan (Overhoul) . . . 49
3.15.Perawatan River Side Pump Pada saat Giling Tebu . . . 50
3.15.1 Perawatan Periodik Rive Side Pump . . . 50
3.16.Preventive Maintenance River Side Pump Diluar Masa Giling atau Pada 6 Bulan (OverHoul) . . . 50
BAB IV ANALISA SISTEM MAINTENANCE RIVER SIDE PUMP PADA PABRIK GULA KWALA MADU . . . . . . . 52
4.1. Hubungan Biaya dengan Man Power . . . 52
4.2. Hubungan Biaya Dengan Man Hour . . . 52
4.3 Hubungan Biaya dengan Tool . . . 53
4.4 Hubungan Biaya dengan Equipment . . . .. . . 54
4.5 Hubungan Biaya dengan Material . . . .. . . . 54
4.6 Hubungan Biaya dengan Consumable . . . 56
4.7 Analisa Preventive Maintenance (PM) pada River Side Pump. . 57
BAB VI KESIMPULAN DAN SARAN .. . . .. 62 DAFTAR PUSTAKA
DAFTAR GAMBAR
Gambar 1.1 PG Kwala Madu . . . . . 2
Gambar 2.1 Pompa Roda Gigi dan Pompa Ulir . . . .. 12
Gambar 2.2 Pompa Diafragma . . . 12
Gambar 2.3 Bagian-bagian Utama Pompa Tekanan dinamis . . . 13
Gambar 2.4 Pompa Sentrifugal . . . . . . . . . 14
Gambar 2.5 Pompa Aliran Campuran . . . . . . . . 15
Gambar 2.6 Pompa Aliran Aksial . . . 15
Gambar 2.7 Pompa Difuser . . . . . . 16
Gambar 2.8 Pompa Vortex . . . . . . . . . 16
Gambar 2.9 Pompa Bertingkat Banyak. . . . . . . . . . 17
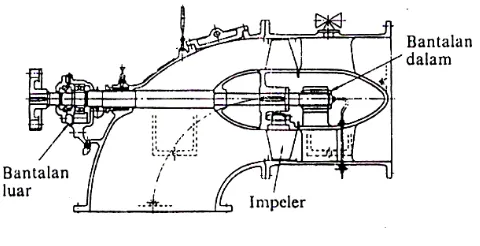
Gambar 2.10 Pompa Aliran Campur Poros Tegak . . . . . . . 18
Gambar 2.11 Pompa Jenis Belahan Mendatar . . . . . . . . 19
Gambar 2.12 Pompa Isapan ganda . . . . . . . . . . . 20
DAFTAR TABEL
Tabel 4.1 Man Power tiap unit perawatan . . . . . . 52
Tabel 4.2 Man Hour tiap unit perawatan . . . . . . . 53
Tabel 4.3 Tool tiap unit perawatan . . . .. . . 53
Tabel 4.4 Equitment tiap unit perawatan selama enam bulan. . . . . . . . . 54
Tabel 4.5 Material tiap unit perawatan . . . . . . . 55
Tabel 4.7 Consumable Tiap unit perawatan. . . . . 57
4.7.1 Probability River Side Pump dalam enam bulan . . . 59
DAFTAR LAMPIRAN
Lampiran
Keterangan
1. Gambar-gambar Survey . . . . . . . 1
2. Struktur Organisasi PGKM . . . . . . 7
3. Jumlah Karyawan Perusahaan . . . 8
4. Fasilitas dan Jam Kerja PGKM . . . . . . 9
5. Unistream – Standardised Pumps . . . 10
BAB I
PENDAHULUAN
1.1Tinjauan Umum
Salah satu usaha pemerintah Indonesia dalam mencukupi kebutuhan gula adalah dengan mendirikan Pabrik Gula Kwala Madu. Pabrik Gula Kwala Madu
merupakan salah satu dari enam pabrik pertama dari delapan belas pabrik gula yang direncanakan pmerintah Republik Indonesia dibangun di luar pulau jawa.
Pabrik gula Kwala Madu merupakan proyek pemerintah dimana PTP.IX merupakan “Implementing Agent” yang ditunjuk pemerintah untuk mengelolanya. Perbandingan Investasinya adalah 60:40, dimana 40% adalah dana dari
pemerintah dengan tender Internasional. Pada waktu itu tender tersebut dimenangkan oleh salah satu perusahaan Jepang yaitu Hitachi Building
Engineering Co.Ltd. Perusahaan ini kemudian berubah nama menjadi Hitachi Zosen.
Pabrik Gula Kwala Madu atau dengan nama lain “Pabrik gula Sei
Semayang II” merupakan penyempurnaan Pabrik Sei Semayang I. Secara singkat dapat diuraikan bahwa pembangunan dan penyelesaian pabrik ini dilaksanakan
sesuai jadwal yang telah ditentukan :
Pembangunan oleh : PT.Indomarine dan PT. Gruno
National
Perakitan oleh : PT Indomarine
Pengawasan pembangunan : Joint Sugar Project Unit (JSPU) Project Manajer : Malikoes Soesilo,Bsc
Resident Enginer : Walsen Napitupulu
Pabrik Gula Kwala Madu (PGKM) merupakan bagian dari PT.
Perkebunan IX yang dipimpin oleh seorang Administraktur. Selanjutnya kerena adanya reorganisasi yang dilakukan oleh pemerintah, maka terhitung sejak tanggal 11 Maret 1996 PGKM bergabung ke dalam PT.Perkebunan Nusantara II.
Gambar 1.1. PG Kuala Madu
Nama tebu hanya dikenal di Indonesia, di lingkungan Internasional
tanaman ini dikenal dengan nama ilmiahnya Saccharum Offcinarum L. Jenis ini termasuk ke dalam famili Graminae (Poaceae) atau lebih dikenal dengan sebagai kelompok rumput-rumputan. Secara morfologi tanaman tebu dapat di bagi
Divisio : Spermatophyta
Class : Angiospermae
Sub Class : Monocotyledoneae
Famili : Poaceae
Genus : Saccharum
Species : Saccharum Offcinarum L.
Tanaman tebu dipanen pada saat memiliki kadar gula atau sukrosa yang tinggi / umur sekitar 10-12 bulan. Sebelum tebu dipanen terlebih dahulu diadakan
penganalisaan pendahuluan dua bulan. Tujuan dari analisa ini adalah untuk mengetahui tingkat kemasakan yang optimal berdasarkan perhitungan rendemen,
factor kemasakan, koefisien peningkatan, dan koefisen daya tahan tebu.
Gula pertama kali dikenal manusia tidak dapat ditentukan dengan pasti, tetapi kemungkinan gula berasal dari New Guinea dan dibawa ke India beberapa
abad sebelum masehi.
Perkembangan ekstraksi dan pemurnian gula dari tebu berjalan sangat
lambat, tetapi terdapat catatan bahwa metode itu dibawa dari timur ke Eropa sekitar tahun 1400. Gula pertama kali Diekstraksi di Amerika Utara pada tahun 1689, menggunakan tebu yang berasal dari Hindia Barat.
Pemasakan gula dengan menggunakan uap dan penggilingan roll mill dikenal abad ke-18, penggunaan vacuum pan diperkenalkan oleh Howard sekitar
tahun 1842. Penjernihan warna dengan menggunakan tulang arang diketahui pertama kali pada tahun 1812. Penguapan dengan multi tahap dipakai pada tahun 1834. Dan pemakaian sentrifusi dikembangkan oleh Wetson pada tahun 1852.
dan warna menjadi lebih dikenal. Penguapan, adsorpsi, sentrifusi dan filtrasi merupakan langkah awal yang penting dalam industri dan menjadi dasar konsep
umum dari satuan operasi.
Pada tahun 1747 ditemukan gula bit. Produksi gula pertama kali dilakukan pada tahun 1872 dengan produksi berupa gula cair. Baru pada tahun 1918
diproduksi gula kristal dektrosa yang mempunyai kemurnian lebih tinggi. Perkembangan terakhir adalah diproduksi gula fruktosa pada tahun 1970.
Penemuan ini telah membuat jagung sebagai salah satu sumber gula penting disamping tebu dan bit.
Kualitas gula yang dihasilkan terutama sangat dipengaruhi oleh kwalitas
batang tebu yang masuk ke pengolahan di pabrik. Hampir seluruh bagian dari tebu dapat dimanfaatkan. Setelah mengalami 5 kali penggilingan, hasil dari gilingan 1
dan 2 diproses menjadi gula, gilingan 3,4,dan 5 sebagai nira embilisi sedangkan ampas dari hasil gilingan dipakai sebagai bahan bakar untuk ketel.
1.2. Gambaran Umum Pabrik Gula Kwala Madu
Pabrik Gula Kwala Madu terletak di desa Kwala begumit, Kecamatan
Stabat, Kabupaten Langkat, Sumatera Utara.Pabrik tersebut terletak di jalan
Binjai-Stabat km.32 dan berjarak 4000 m dari jalan utama atau kira-kira 36 km
dari kota Medan dengan kapasitas giling 4000 ton/hari dengan luas area penanaman tebu seluas 670647 Ha.
Selain itu pabrik juga memperoleh tebu dari hasil tebu rakyat disekitar pabrik melalui Tebu Rakyat Intensifikasi (TRI) sejumlah 500,25 Ha.
1. Area Konversi, yaitu areal yang terus-menerus ditanami tebu, misalnya perkebunan Kwala Bingei.
2. area Rotasi, yaitu areal yang ditanami secara bergantian antara tembakau dengan tebu, misalnya : Perkebunan Tandam Hilir dan Bulu Cina.
Proses pengolahan tebu hingga menjadi gula pada pabrik ini melalui
beberapa tahap. Pertama sekali tebu digiling untuk mengambil niranya. Selanjutnya nira mengalami tahap pemurnian dengan penambahan susu kapur
(Gas sulfit).kemudian nira dipekatkan dengan melakukan penguapan. Pemasakan dalam vacuum pan akan menghasilkan kristal gula. Kristal gula tersebut diputar hingga menghasilkan GKP (Gula Kristal Putih) dan Tetes (Molase).
1.3. Kebutuhan Pompa Pada Pabrik Gula Kwala Madu
Suatu pabrik Gula membutuhkan pompa yang banyak sekali untuk keperluan proses pengolahan. Kebutuhan pompa sangatlah penting dan mutlak mengingat pemindahan jenis fluida dan kondisi kerja yang sangat beragam.
Adapun sebagian pompa yang digunakan sebagai pengolahan Tebu adalah: Pompa air pinggir sungai (River Side Water Pump)
Pompa ini berfungsi untuk mengalirkan air dari sungai ke Stasiun Treatment dan akan di pergunakan sebagai air bersih setelah mengalami proses pada
stasiun treatment.
Pompa Nira (Juice Pump)
Berfungsi untuk memompakan air nira yang di hasilkan dari stasiun penggilingan (Milling Stasiun) masuk ke stasiun boiling.
Pompa ini berfungsi untuk mengalirkan nira mentah dari tangki penampungan nira mentah ke timbangan sebelum masuk ke proses pemasakan.
Pompa air imbibisi (Imbibition Water pump)
Berfungsi untuk memompakan air imbibisi ke rol gilingan Pompa air kondensat (Condensate water Pump)
Pompa ini berfungsi untuk menyalur air yang telah di proses pada stasiun
penguapan (Evaporator Stasiun) ke tangki N 18. Pompa minyak oli (Fuel Oil Pump)
Pompa ini berfungsi untuk mengalirkan minyak oli Pompa Tetes
Pompa ini berfungsi untuk mengalirkan tetes yang dihasilkan dari stasiun putaran ke tangki penampungan tetes.
Selanjutnya dalam penulisan Karya Akhir ini penulis mengambil topik maintenance dari salah satu pompa sentrifugal yang ada di pabrik gula yaitu
maintenance pompa air pinggir sungai (River Side water Pump).
1.4. Tujuan Penulisan
Tujuan penulisan Karya Akhir ini adalah untuk mengetahui bagaimana cara melakukan maintenance River side Pump dan hubungan biaya dengan Man
Power, hubungan biaya dengan Man Hour, hubungan biaya dengan Tool, hubungan biaya dengan Equipment, hubungan biaya dengan Material, hubungan biaya dengan Consumable, dengan sistem Preventive Maintenance pada River
1.5. Batasan Masalah
Adapun batasan masalah yang dibahas penulis adalah mengenai perawatan
dan perbaikan dengan sistem preventive maintenance pada River Side Pump serta jenis-jenis pompa pada umumnya. Pada laporan Karya Akhir ini penulis membahas mengenai maintenance pada River Side Pump di PTP NUSANTARA
II (PERSERO) PABRIK GULA KWALA MADU. Pembatasan ini dimaksudkan untuk membatasi permasalahan yang akan dibahas sehingga lebih sistematis.
1.6. Metode Pembahasan
Metode pembahasan yang dilakukan penulis dalam penulisan Karya Ahir
ini adalah:
1. Metode wawancara
Penulis melakukan tanya jawab langsung dengan koordinator dan pegawai PGKM untuk mendapatkan informasi tentang topik yang dibahas pada Karya Akhir ini.
2. Metode Observasi
Penulis mengadakan peninjauan langsung ke PGKM dan meninjau
langsung pompa River Side Pump yang ada di Pabrik Gula Kwala Madu. 3. Metode Kepustakaan
Penulis mempelajari buku-buku petunjuk mengenai topik yang dibahas
BAB II
TINJAUAN PUSTAKA
2.1. Pengertian Pompa
Pompa adalah salah satu mesin fluida yang termasuk dalam golongan mesin kerja. Pompa berfungsi untuk merubah energi mekanis (kerja putar poros)
menjadi energi fluida dan tekanan.
Suatu pompa sentrifugal pada dasarnya terdiri dari satu impeler atau lebih yang dilengkapi dengan sudu-sudu, yang dipasangkan pada poros yang berputar
dan diselubungi dengan/oleh sebuah rumah (casing). Fluida mamasuki impeler secara aksial di dekat poros dan mempunyai energi potensial, yang diberikan
padanya oleh sudu-sudu. Begitu fluida meninggalkan impeler pada kecepatan yang relatif tinggi , fluida itu dikumpulkan didalam ‘volute’ atau suatu seri lluan diffuser yang mentransformasikan energi kenetik menjadi tekanan. Ini tentu saja
diikuti oleh pengurangan kecepatan. Sesudah konversi diselesaikan, fluida kemudian dikeluarkan dari mesin tersebut.
Aksi itu sama untuk pompa-pompa dengan kekecualian bahwa volume gas adalah berkurang begitu gas-gas tersebut melewati blower, sementara volume fluida secara praktis adalah tetap begitu begitu fluida tersebut melewati pompa.
Pompa-pompa sentrifugal pada dasarnya adalah mesin-mesin berkecepatan tinggi (dibandingkan dengan jenis-jenis torak, rotary, atau pepindahan).
penggunan pompa-pompa sentrifugal, seharusnya dapat bersaing dengan unit-unit torak yang ada.
Garis-garis effesiensi adalah garis yang menyatakan effesiensi yang sama untuk hubungan head dengan kapasitas atau daya dapat di tentukan batasan putaran maksimum dan minimum dengan kata lain untuk mendapatkan daerah
operasi yang terbaik jika dilihat dari segi putaran pompa. Dan keuntungannya adalah sebagai berikut :
- Kontruksi yang lebih sempurna - Lebih mudah dioperasikan - Biaya perawatan yang rendah
- Dapat di kopel langsung dengan elektromotor Kerugiannya :
- effesiensi rendah pada kapasitas tinggi
- Adanya kerugian pada pipa hisap karena bocor pada saat beroperasi * Kavitasi pompa
Sebagai pendekatan umumnya diandaikan bahwa bila tekanan mutlak pada suatu titik zat cair mencapai tekanan uap untuk temperatur bersangkutan, maka
rongga-rongga dan gelembung-gelembung akan terbentuk. Rongga-rongga ini akan mengandung fluida gas bebas. Gejala pembentukan rongga dan pecahnya rongga itu disebut kavitasi. Kavitasi bila cukup besar akan mengurangi unjuk
kerja pompa ( menambah rugi mekanik ), menjadikan timbul kebisingan, meningkatkan getaran dan mengurangi daya tahan logam dan impeller.
uap akan akan tercapai dan kaviatsi dimulai dititik ini, sehubungan dengan kondisi ini akan terjadi tekanan mutlak yang tetap.
- Faktor-faktor penyebab kavitasi
- Tekanan hisap Hs terlalu tinggi
- Penampang pipa hisap (Os) terlalu kecil
- Adanya getaran pada pipa hisap
- Kecepatan putaran impeller lebih besar dari kecepatan aliran fluida
- Temperatur fluida yang etrlalu tinggi - Pengaruh Kapasiats
- Terjadinya erosi dan korosi pada bahagian ini dimana kavitasi terjadi
- Perubahan energi kecepatan menjadi tekanan oleh sudu-sudu yang tidak sempurna
- Terjadinya gesekan pada sudu-sudu. - Pencegahan Kaviatsi
Kavitasi pada dasarnya dapat dicegah dengan membuat NPSH yang
tersedia lebih besar daripada NPSH yang diperlukan, dalam hal ini mengecilkan NPSH yang diperlukan adalah salah satu cara yang dapat diusahakan oleh pihak
pabrik pembuat pompa.
Dalam perencanaan instalasi pompa hal-hal berikut ini harus diperhitungkan untuk menghindari kapitasi :
- Ketinggian letak pompa terhadap permukaan zt cair yang dihisap harus dibuat serendah mungkin.
- Tidak dibenarkan untuk memeperkecil laju aliran dengan menghambat aliran sisi hisap.
- Jika pompa mempunyai head total yang berlebihan, maka pompa akan bekerja dengan kapasitas yang berlebihan pula sehingga kemungkinan terjadinya kavitasi menjadi lebih besar, karena itu head total pompa
harus ditentukan sedemikan rupa hingga sesuai dengan yang diperlukan pada kondisi operasi yang optimal.
2.2.Klasifikasi Pompa
Secara umum pompa dapat diklasifikasikan dalam dua jenis kelompok
besar yaitu :
1. Pompa Tekanan Statis (Positive Displacement Pump)
2. Pompa Tekanan Dinamis (Rotodynamic Pump)
2.2.1. Pompa Tekanan Statis
Pompa jenis ini bekerja dengan prinsip memberikan tekanan secara periodik pada fluida yang terkurung dalam rumah pompa. Pompa ini dibagi
menjadi dua jenis.
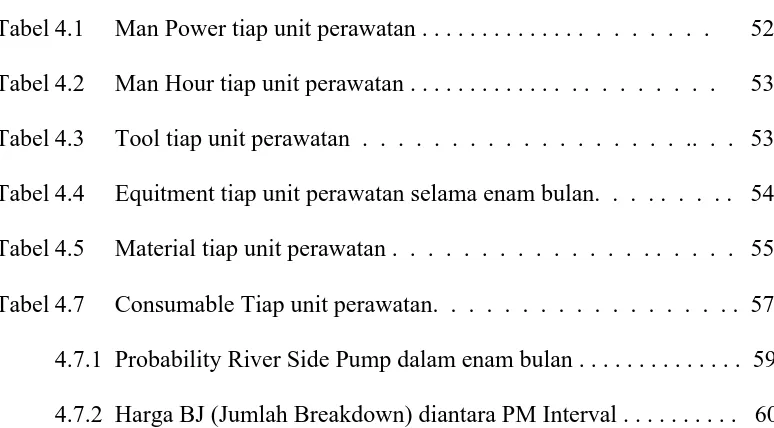
Pompa Putar (Rotary Pump)
Pada pompa putar, fluida masuk melalui sisi isap, kemudian dikurung diantara
ruangan rotor dan rumah pompa, selanjutnya didorong ke ruang tengah dengan gerak putar dari rotor, sehingga tekanan statisnya naik dan fluida akan
Gambar 2.1. Pompa roda gigi dan Pompa ulir
Pompa Torak (Reciprocating Pump)
Pompa torak mempunyai bagian utama berupa torak yang bergerak bolak-balik dalam silinder. Fluida masuk melalui katup isap (suction valve) ke dalam silinder dan kemudian ditekan oleh torak sehingga tekanan statis fluida naik
dan sanggup mengalirkan fluida keluar melalui katup tekan (discharge valve). Contoh tipe pompa ini adalah : pompa diafragma dan pompa plunyer.
Gambar 2.2. Pompa diafragma 2.2.2. Pompa Tekanan Dinamis
Pompa tekanan dinamis disebut juga rotodynamic pump, turbo pump atau
Ciri-ciri utama dari pompa ini adalah:
- Mempunyai bagian utama yang berotasi berupa roda dengan sudu-sudu
sekelilingnya, yang sering disebut dengan impeler.
- Melalui sudu-sudu, fluida mengalir terus-menerus, dimana fluida berada diantara sudu-sudu tersebut.
Prinsip kerja pompa sentrifugal adalah : energi mekanis dari luar diberikan pada poros untuk memutar impeler. Akibatnya fluida yang berada dalam impeler,
oleh dorongan sudu-sudu akan terlempar menuju saluran keluar. Pada proses ini fluida akan mendapat percepatan sehingga fluida tersebut mempunyai energi kinetik. Kecepatan keluar fluida ini selanjutnya akan berkurang dan energi kinetik
akan berubah menjadi energi tekanan di sudu-sudu pengarah atau dalam rumah pompa.
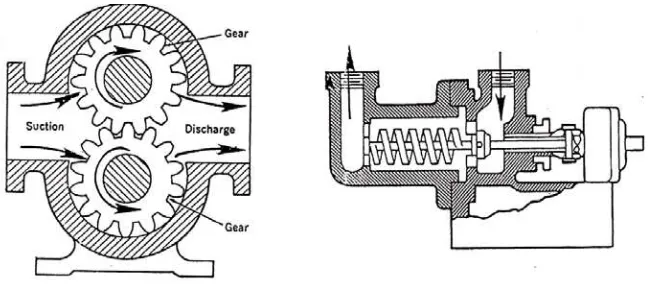
Adapun bagian-bagian utama pompa sentrifugal adalah poros, impeler dan rumah pompa (gambar 2.3)
Gambar 2.3. Bagian-bagian utama pompa tekanan dinamis
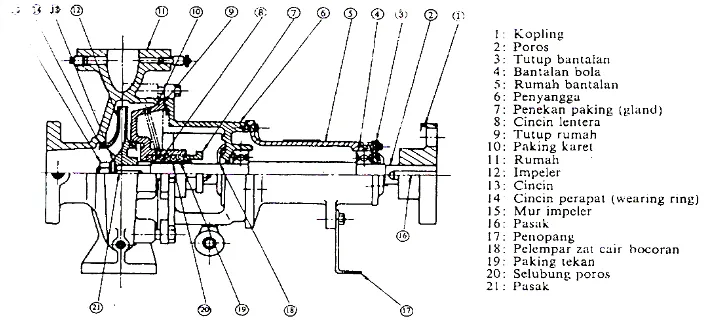
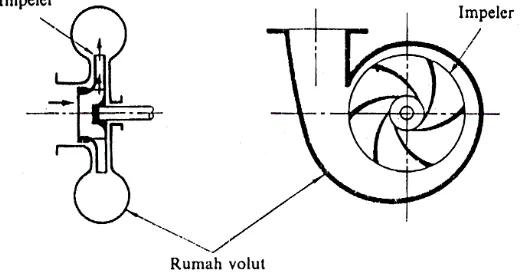
a. Klasifikasi Menurut Jenis Impeler 1. Pompa sentrifugal
Pompa ini menggunakan impeler jenis radial atau francis. Konstruksinya sedemikian rupa (gambar 2.4) sehingga aliran fluida yang keluar dari impeler akan melalui bidang tegak lurus pompa.
Impeler jenis radial digunakan untuk tinggi tekan (head) yang sedang dan tinggi, sedangkan impeler jenis francis digunakan untuk head yang lebih
rendah dengan kapasitas yang besar.
Impeler dipasang pada ujung poros dan pada ujung lainnya dipasang kopling sebagai penggerak poros pompa.
Gambar 2.4. Pompa sentrifugal
2. Pompa aliran campur
Pompa ini menggunakan impeler jenis aliran campur (mix flow), seperti pada
Gambar 2.5. Pompa aliran campur
3. Pompa aliran aksial
Pompa ini (gambar 2.6) menggunakan impeler jenis aksial dan zat cair yangmeninggalkan impeler akan bergerak sepanjang permukaan silinder
rumah pompa ke arah luar. Konstruksinya mirip dengan pompa aliran camput, kecuali bentuk impeler dan difusernya.
Gambar 2.6. pompa aliran aksial
b. Klasifikasi menurut bentuk rumah pompa 1. Pompa volut
Pompa ini khusus untuk pompa sentrifugal. Aliran fluida yang meninggalkan
2. Pompa diffuser
Konstruksi pompa ini dilengkapi dengan sudu pengarah (diffuser) di sekeliling
saluran keluar impeller (gambar 2.7). Pemakaian diffuser ini akan memperbaiki efisiensi pompa. Difuser ini sering digunakan pada pompa bertingkat banyak dengan head yang tinggi.
Gambar 2.7. Pompa diffuser 3. Pompa vortex
Pompa ini mempunyai aliran campur dan sebuah rumah volut seperti tergambar pada gambar 2.8. Pompa ini tidak menggunakan diffuser, namun
memakai saluran yang lebar. Dengan demikian pompa ini tidak mudah tersumbat dan cocok untuk pemakaian pada pengolahan cairan limbah.
Gambar 2.8. Pompa vortex
1. Pompa satu tingkat
Pompa ini hanya mempunyai sebuah impeler (gambar 2.4 s/d 2.8). Pada
umumnya head yang dihasilkan pompa ini relative rendah, namun konstruksinya sederhana.
2. Pompa bertingkat banyak
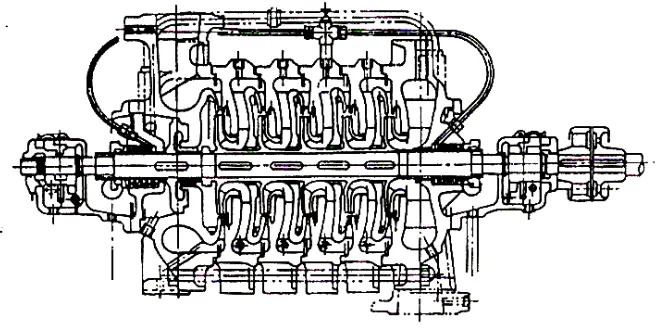
Pompa ini menggunakan lebih dari satu impeler yang dipasang secara berderet pada satu poros (gambar 2.9). Zat cair yang keluar dari impeler
tingkat pertama akan diteruskan ke impeler tingkat kedua dan seterusnya hingga ke tingkat terakhir. Head total pompa merupakan penjumlahan head yang dihasilkan oleh masing-masing impeler. Dengan demikian head
total pompa ini relative lebih tinggi dibanding dengan pompa satu tingkat, namun konstruksinya lebih rumit dan besar.
Gambar 2.9. Pompa bertingkat banyak
d. Klasifikasi menurut letak poros 1. Pompa poros mendatar
Pompa ini mempunyai poros dengan posisi horizontal (gambar 2.4 s/d
2. Pompa jenis poros tegak
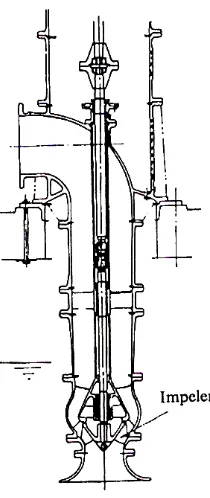
Poros pompa ini berada pada posisi vertikal, seperti terlihat pada gambar
2.10. Poros ini dipegang di beberapa tempat sepanjang pipa kolom utama bantalan. Pompa ini memerlukan tempat yang relative kecil dibandingkan dengan pompa poros mendatar. Penggerak pompa umumnya diletakkan di
atas pompa.
Gambar 2.10. Pompa aliran campur poros tegak
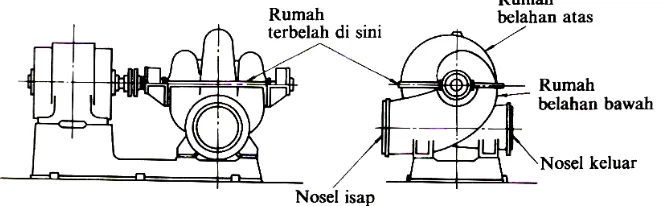
e. Klasifikasi menurut belahan rumah 1. Pompa belahan mendatar
Pompa ini mempunyai belahan rumah yang dapat dibelah dua menjadi
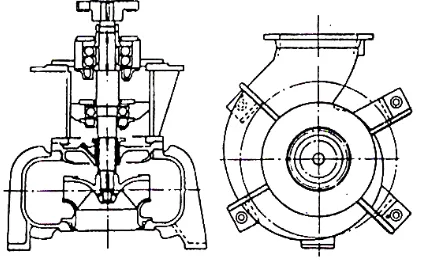
Gambar 2.11. Pompa jenis belahan mendatar 2. Pompa belahan radial
Rumah pompa ini terbelah oleh sebuah bidang tegak lurus poros.
Konstruksi seperti ini sering digunakan pada pompa kecil dengan poros mendatar. Jenis ini juga sesuai untuk pompa-pompa dengan poros tegak
dimana bagian-bagian yang berputar dapat dibongkar ke atas sepanjang poros.
3. Pompa jenis berderet .
Jenis ini terdapat pada pompa bertingkat banyak, dimana rumah pompa terbagi oleh bidang-bidang tegak lurus poros sesuai dengan jumlah tingkat yang ada.
f. Klasifikasi menurut sisi masuk impeller 1. Pompa isapan tunggal
Pada pompa ini fluida masuk dari sisi impeler. Konstruksinya sangat sederhana, sehingga sangat sering dipakai untuk kapasitas yang relative kecil. Adapun bentuk konstruksinya terlihat pada gambar 2.4 s/d 2.10.
2. Pompa isapan ganda
Pompa ini memasukkan fluida melalui dua sisi isap impeler (gambar 2.12).
tunggal yang dipasang bertolak belakang dan dipasang beroperasi secara parallel. Dengan demikian gaya aksial yang terjadi pada kedua impeler
akan saling mengimbangi dan laju aliran total adalah dua kali laju aliran tiap impeler. Oleh sebab itu pompa ini banyak dipakai untuk kebutuhan dengan kapasitas yang besar.
Gambar 2.12. Pompa isapan ganda
2.3.Unit Penggerak Pompa
Umumnya unit penggerak pompa terdiri dari tiga jenis yaitu: - Motor bakar
- Motor listrik, dan - Turbin
Penggerak tipe motor bakar dan turbin sangat tidak ekonomis untuk
perencanaan pompa karena konstruksinya berat, besar dan memerlukan sistem penunjang misalnya sistem pelumasan, pendinginan dan pembuangan gas hasil
pembakaran.
Sistem penggerak motor listrik lebih sesuai dimana konstruksinya kecil dan sederhana, sehingga dapat digabungkan menjadi satu unit kesatuan dalam
karena murah dalam perawatan dan mampu bekerja untuk jangka waktu yang relatif lama dibanding penggerak motor bakar dan turbin.
2.4.Dasar-Dasar Pemilihan Pompa
Dasar pertimbangan pemilihan pompa, didasarkan pada system
ekonomisnya, yakni keuntungan dan kerugian jika pompa tersebut digunakan dan dapat memenuhi kebutuhan pemindahan fluida sesuai dengan kondisi yang
direncanakan.
Yang perlu diperhatikan dalam pemilihan jenis pompa yang digunakan adalah analisa fungsi pompa terhadap instalasi pemipaan, kapasitas, head,
viskositas, temperature kerja dan jenis motor penggerak.
2.5 Pengertian dan Peranan Pemeliharaan
Pemeliharaan merupakan suatu fungsi dalam suatu perusahaan pabrik yang sama pentingnya dengan fungsi-fungsi lain seperti produksi. Hal ini karena
apabila seseorang mempunyai paralatan atau fasilitas, maka biasanya dia akan selalu berusaha untuk tetap mempergunakan peralatan atau fasilitas tersebut.
Demikian pula halnya dengan perusahaan pabrik, dimana pimpinan perusahaan pabrik tersebut akan selalu berusaha agar fasilitas maupun peralatan produksinya dapat dipergunakan sehingga kegiatan produksinya berjalan lancar.
Dalam usaha untuk dapat terus menggunakan fasilitas tersebut agar kualitas produksi dapat terjamin, maka dibutuhkan kegiatan-kegiatan
serta penyesuaian atau penggantian spare part atau komponen yang terdapat pada fasilitas tersebut.
Seluruh kegiatan ini sebenarnya tugas bagian pemeliharaan. Peranan bagian ini tidak hanya untuk menjaga agar pabrik dapat tetap bekerja dan produk dapat diprodusir dan diserahkan kepada pelanggan tepat pada waktunya, akan
tetapi untuk menjaga agar pabrik dapat bekerja secara efisien dengan menekan atau mengurangi kemacetan produksi sekecil mungkin. Jadi, bagian perawatan
mempunyai peranan yang sangat menentukan dalam kegiatan produksi suatu perusahaan pabrik yang menyangkut kelancaran atau kemacetan produksi, kelambatan, dan volume produksi serta efisiensi berproduksi. [1]
Dalam masalah pemeliharaan ini perlu diperhatikan bahwa sering terlihat dalam suatu perusahaan bahwa kurang diperhatikannya bidang pemeliharan atau
maintenance ini, sehingga terjadilah kegiatan pemeliharaan yang tidak teratur.
Peranan yang penting dari kegiatan baru diperhatikan setelah mesin-mesin tersebut rusak dan tidak dapat berjalan sama sekali. Hendaknya kegiatan harus
dapat menjamin bahwa selama proses produksi berlangsung, tidak akan terjadi kemacetan - kemacetan yang disebabkan oleh mesin maupun fasilitas produksi.
Maintenance dapat diartikan sebagai kegiatan untuk memelihara atau
menjaga fasilitas maupun peralatan pabrik dan mengadakan perbaikan atau penyesuaian maupun penggantian yang diperlukan agar diperoleh suatu keadaan
operasi produksi yang memuaskan sesuai apa yang telah direncanakan. Jadi, dengan adanya kegiatan maintenance ini, maka fasilitas maupun peralatan pabrik
produksi atau sebelum jangka waktu tertentu yang direncanakan tercapai sehingga dapatlah diharapkan proses produksi berjalan lancar dan terjamin karena
kemungkinan-kemungkinan kemacetan yang disebabkan tidak berjalannya fasilitas atau perlatan produksi telah dihilangkan atau dikurangi. Tujuan utama fungsi pemeliharaan adalah sebagai berikut:
a. Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana produksi.
b. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
c. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas dan menjaga modal yang diinvestaikan dalam perusahaan selama
waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi tersebut.
d. Untuk mencapai tingkat biaya pemeliharaan serendah mungkin, dengan
melaksanakan kegiatan maintenance secara efektif dan efisien keseluruhannya.
e. Menghindari kegiatan maintenance yang dapat membahayakan keselamatan para pekerja.
f. Mengadakan suatu kerjasama yang erat dengan fungsi-fungsi utama
lainnya dari suatu perusahaan dalam rangka untuk mencapai tujuan utama perusahaan. Yaitu tingkat keuntungan atau return of investment yang
2.6. Jenis-jenis Pemeliharaan (Maintenance)
Kegiatan pemeliharaan yang dilakukan pada suatu pabrik dapat dibedakan
atas dua jenis, yaitu preventive maintenance dan breakdown maintenance. 2.6.1 Preventive Maintenance
Pengertian preventive maintenance adalah kegiatan pemeliharaan dan
perawatan yang dilakukan untuk mencegah timbulnya kerusakan-kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan
fasilitas produksi mengalami kerusakan pada waktu digunakan dalam proses produksi.
Dengan demikian, semua fasilitas produksi yang mendapatkan preventive
maintenance akan terjamin kelancaran kerjanya dan selalu diusahakan dalam
kondisi atau keadaan siap dipergunakan untuk setiap operasi atau proses produksi
pada setiap saat sehingga dapatlah dimungkinkan bahwa pembuatan suatu rencana dan schedule pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih cepat. Preventive maintenance ini sangat penting karena
kegunaannya yang sangat efektif di dalam menghadapi fasilitas-fasilitas produksi yang termasuk pada golongan critical unit, dimana sebuah fasilitas atau peralatan
produksi akan termasuk pada golongan ini apabila:
a. Kerusakan fasilitas atau peralatan tersebut akan membahayakan kesehatan atau keselamatan para pekerja.
b. Kerusakan fasilitas ini akan mepengaruhi kualitas produk yang dihasilkan. c. Kerusakan fasilitas ini akan menyebabkan kemacetan suatu proses produksi.
Bilamana preventive maintenance dilaksanakan pada fasilitas-fasilitas atau peralatan yang termasuk dalam critical unit, maka tugas-tugas maintenance
dapatlah dilakukan dengan suatu perencanaan yang intensif untuk unit yang bersangkutan sehingga rencana produksi dapat dicapai dengan jumlah hasil produksi yang lebih besar dalam waktu yang relatif singkat Dalam praktiknya,
preventive maintenance yang dilakukan oleh suatu perusahan pabrik dapat
dibedakan atas:
Routine Maintenance
Periodic Maintenance
Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari. Sebagai contoh dari kegiatan ini adalah pembersihan fasilitas maupun peralatan, pelumasan, serta pemeriksaan
bahan bakarnya dan mungkin termasuk pemanasan (warming-up) mesin-mesin selama beberapa menit sebelum dipakai beroperasi sepanjang hari.
Periodic maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara periodik atau dalam jangka waktu tertentu, misalnya setiap satu minggu sekali, lalu meningkat setiap bulan sekali, dan akhirnya setiap setahun
sekali. Periodic maintenance dapat pula dilakukan dengan memakai lamanya jam kerja mesin atau fasilitas produksi tersebut sebagai jadual kegiatan, misalnya setiap seratus jam kerja mesin sekali atau seterusnya. Jadi, sifat kegiatan
maintenance ini tetap secara periodik atau berkala. Kegiatan ini jauh lebih berat
daripada routine maintenance. Sebagai contoh untuk kegiatan periodic
dibagian sistem aliran bensin, penyetelan katup-katup pemasukan dan pembuangan silinder mesin, dan pembongkaran mesin ataupun fasilitas tersebut
untuk penggantian bearing, serta service dan overhaul kecil maupun besar. 2.6.2 Breakdown Maintenance
Breakdown atau corrective maintenance adalah kegiatan pemeliharaan dan
perawatan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada fasilitas maupun peralatan sehingga tidak dapat berfungsi dengan baik dan benar.
Kegiatan breakdown maintenance yang dilakukan sering disebut dengan kegiatan perbaikan atau reparasi.
Perbaikan yang dilakukan karena adanya kerusakan yang dapat terjadi
akibat tidak dilakukannnya preventive maintenance ataupun telah dilakukan tetapi sampai pada waktu tertentu fasilitas atau peralatan tersebut tetap rusak. Jadi,
dalam hal ini, kegiatan maintenance sifatnya hanya menunggu sampai kerusakan terjadi dahulu, baru kemudian diperbaiki. Maksud dari tindakan perbaikan ini adalah agar fasilitas atau peralatan tersebut dapat dipergunakan kembali dalam
proses produksi sehingga proses produksinya dapat berjalan lancar kembali.
Dengan demikian, apabila perusahaan hanya mengambil kebijaksanaan
untuk melakukan breakdown maintenance saja, maka terdapatlah faktor ketidakpastian (uncertainity) dalam kelancaran proses produksinya akibat ketidakpastian akan kelancaran bekerjanya fasilitas atau peralatan produksi yang
ada. Oleh karena itu, kebijaksanaan untuk melaksanakan breakdown maintenance saja tanpa preventif maintenance akan menimbulkan akibat-akibat yang dapat
Kelihatannya bahwa breakdown maintenance adalah lebih murah biayanya dibandingkan dengan preventive maintenance. Hal ini benar adanya selama
kerusakan belum terjadi pada fasilitas atau peralatan sewaktu proses produksi berlangsung. Namun, bilamana kerusakan terjadi pada peralatan selama proses produksi berlangsung, maka akibat dari kebijaksanaan dengan menerapkan
breakdown maintenance saja akan jauh lebih parah kerugiannya daripada
preventive maintenance. Oleh karena breakdown maintenance mahal, maka
sedapat mungkin harus dicegah dengan mengintensifkan preventive maintenance. Selain itu, perlu dipertimbangkan bahwa dalam jangka panjang untuk mesin-mesin yang mahal dan termasuk pada critical unit dari proses produksi, bahwa
preventive maintenance akan lebih menguntungkan daripada hanya menerapkan
BAB III
PEMBAHASAN MENGENAI MAINTENANCE RIVER SIDE PUMP
DI PABRIK GULA KWALA MADU
3.1. River Side Pump
Pada Pabrik Gula Kwala Madu Terdapat dua River Side Pump utama dengan jenis yang sama yaitu jenis pompa sentrifugal dengan tenaga penggerak
Induction Motor 3 Phase yang berfungsi untuk memberikan kebutuhan air pada
Pabrik Gula Kwala Madu yang terdapat pada sungai Bingai dengan jarak 4 km
dari lokasi pabrik. Adapun data dari River Side Pump tersebut adalah :
River Side Pump :
Capacity : 4000 m3/jam
Head : 25 m
Speed : 590 rpm
Type : 700 x 500 CGM
MFG No : RC – 4351 – 01 Coupling : Type Flexible Liquid : River Water
Pumping Temp: 30 0c
Lube : Grease
Viscosity : 1,0 CP
Buatan : EBARA Japan
Tenaga Penggerak : Induction Motor 3 phase Type : HEK – 0
No Seri : S - 2501610001
Daya : 370 Kw
Tegangan : 6000 Volt
Arus : 44,7 Ampere
Cos Y : 0,8
Frekwensi : 50 HZ Putaran : 590 rpm Jenis Isolasi : Kelas B
No bearing : 6326
3.2. Organisasi Bagian Pemeliharaan Pabrik
Pemeliharaan merupakan fungsi yang sangat penting dalam suatu perusahaan untuk menjamin kelancaran proses produksinya. Oleh karena itu,
adanya bagian maintenance dalam suatu pabrik merupakan sesuatu yang diharapkan. Perlu adanya bagian pemeliharaan ini disebabkan juga oleh kegiatan
pemeliharaan yang sangat rumit yang menyangkut seluruh peralatan pabrik. Bagian pemeliharaan tidak dapat terlepas sama sekali dari bagian produksi karena kegagalan kegiatan pemeliharaan sangat mengganggu kelancaran proses
produksi. Sebagai contoh, apabila kegiatan maintenance tidak berjalan dengan baik dan efektif, misalnya karena pompa yang rusak tetapi terlambat atau tidak
diperbaiki, maka keadaan ini akan mengakibatkan proses produksi akan terhenti
suatu pekerjaan pemeliharaan yang baik dan efektif, maka akan dapat dicegah timbulnya kerusakan (breakdown) sebelum waktunya kerusakan tersebut
seharusnya terjadi. Oleh karena itu, pada umumnya bagian pemeliharaan di dalam suatu pabrik merupakan bagian yang membantu dan memberi laporan kepada kepala pabrik atau bagian produksi mengenai keadaan peralatan produksi. Peranan
bagian pemeliharaan dalam suatu pabrik akan bertambah penting apabila perusahaan tersebut menggunakan mesin-mesin yang serba otomatis dalam proses
produksinya.
Besar-kecilnya bagian pemeliharaan ini tergantung pada besarnya perusahaan pabrik tersebut dan otomatis tidaknya mesin-mesin yang digunakan.
Perusahaan besar mempunyai jumlah tenaga kerja yang besar di bagian pemeliharaan dan mempunyai struktur organisasi yang lebih kompleks
dibandingkan dengan perusahaan kecil. Jenis-jenis pekerjaan pemeliharaan yang umumnya dilakukan oleh bagian maintenance adalah sebagai berikut:
a. Pemeliharaan bangunan
b. Pemeliharaan peralatan pabrik dan peralatan elektris c. Pemeliharaan tenaga pembangkit (power plant)
d. Pemeliharaan peralatan penerangan dan ventilasi pabrik e. Pemeliharaan peralatan material handling dan transportasi f. Pemeliharaan halaman dan taman pabrik
3.3. Prosedur Pemeliharaan Terencana
Tujuan utama suatu jadwal pemeliharaan, catatan riwayat mesin, dan
prinsip program pemeliharaan pencegahan pada umumnya diketahui dan dimengerti oleh kebanyakan manajer yang berpandangan luas, dan tidak diragukan lagi dipraktekkkan dalam cara yang sederhana. Berikut ini adalah cara
menangani perencaan dan pelaksanaan sistem pabrik serta bagaimana bekerjanya sistem pengendalian pemeliharaan tersebut.
Langkah pertama ialah menentukan apa yang akan dipelihara. Hal ini meliputi pembuatan daftar sarana, penyusunan bahan-bahan dan mengenai pembiayaan, karena ini merupakan asset fisik yang ada yang memerlukan
pemeliharaan dan merupakan satu-satunya alasan yang bisa dipertanggungjawabkan dalam meminta pengeluaran biaya.
Langkah kedua menentukan bagaimana asset atau sarana ini dipelihara. Suatu jadwal pemeliharaan harus dibuat bagi setiap mesin atau peralatan yang telah ditentukan akan mendapat pemeliharaan pencegahan terencana.
Sesudah mempersiapkan jadwal pemeliharaan, selanjutnya harus menyusun spesifikasi pekerjaan yang dihimpun dari jadwal pemeliharaan dan
merupakan suatu cara komunikasi dari insinyur ke pekerja pemeliharaan. Sfesifikasi ini dipersiapkan terpisah untuk masing-masing kegiatan dan frekwensi pemeriksaan.
Jika suatu kerusakan ditemukan pada waktu pemeriksaan dan tidak dapat diperbaiki selama waktu yang ditentukan untuk pemeriksaan sesuai program,
1. Jika digunakannya mesin tersebut dapat menyebabkan kerusakan terhadap mesin atau produk, atau membahayakan keselamatan, maka mesin tersebut
harus segera diperbaiki dan pekerjaan ini dilakukan dengan prioritas seperti pekerjaan untuk kerusakan darurat.
2. Jika mesin tersebut dapat dioperasikan dengan aman tanpa menyebabkan
kerusakan atau kerugian, maka mandor pemeliharaan melaporkannya dan menulis permintaan pemeliharaan untuk memperbaiki mesin tersebut lebih
lanjut diwaktu yang tidak mengganggu produksi.
Tujuan utama dari pemeliharaan terencana adalah untuk meningkatkan standar pemeliharaan dan keefektifan pembiayaan. Hal ini dapat dilakukan dengan
analisis kritis hasil-hasil pemeliharaan, dan perancangan pengurangan pemeliharaan sebagai hasil dari analisis tersebut.
Ketika suatu jadwal pemeliharaan diterapkan, hanya dengan mempelajari catatan riwayat mesin kita dapat meyakini apakah sistem pemeliharaan yang dipakai cukup efektif atau tidak. Jika terjadi kerusakan darurat, ini biasanya
menunjukkan hal berikut :
1. Pemeliharaan tidak cukup.
2. Pemeliharaan tidak benar.
3. Standar pekerjaan pemeliharaan yang tidak memadai.
Hal ini berarti perlu menaikkan frekwensi pemeliharaan, mengubah jadwal
untuk meyakinkan bahwa telah dilakukan pemeriksaan yang memadai terhadap bagian-bagian mesin yang menyebabkan kerusakan darurat. Di lain pihak, jika
maka dianjurkan untuk mengurangi jumlah atau jenis pemeriksaan yang dilakukan.
3.4. Kegiatan Pemeliharaan Pabrik
Kegiatan atau tugas pemeliharaan dapat digolongkan salah satu dari
kelima tugas pokok berikut:
a. Kegiatan Inspeksi (Inspection)
Kegiatan inspeksi meliputi kegiatan pengecekan atau pemeriksaan secara berkala (routine schedule check) bangunan dan peralatan pabrik sesuai dengan rencana serta kegiatan pengecekan atau pemeriksaan terhadap
peralatan yang mengalami kerusakan dan membuat laporan-laporan. b. Kegiatan Teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan terhadap peralatan yang baru dibeli dan kegiatan-kegiatan pengembangan peralatan atau komponen peralatan yang perlu diganti, serta melakukan penelitian-penelitian
terhadap kemungkinan pengembangan tersebut. c. Kegiatan Produksi (Production)
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya, yaitu memperbaiki dan mereparasi mesin-mesin dan peralatan. Secara fisik, melaksanakan pekerjaan yang disarankan atau diusulkan dalam
kegiatan inspeksi dan teknik, melaksanakan kegiatan service dan lubrikasi. Kegiatan produksi ini dimaksudkan agar kegiatan pengolahan pabrik dapat
d. Kegiatan Administrasi (Administration)
Kegiatan administrasi ini merupakan kegiatan yang berhubungan dengan
pencatatan-pencatatan mengenai biaya-biaya yang berhubungan dengan kegiatan pemeliharaan, komponen (spare parts) yang dibutuhkan, progress report tentang apa yang telah dikerjakan, waktu
dilaksanakannnya inspeksi dan perbaikan, lamanya perbaikan tersebut, serta informasi komponen suku cadang yang tersedia dibagian
pemeliharaan. Jadi, dalam kegiatan ini termasuk penyusunan planning dan schedulling, yaitu rencana kapan suatu mesin harus diperiksa, di-service,
dan direparasi.
e. Pemeliharaan Bangunan (Housekeeping)
Kegiatan pemeliharaan bengunan merupakan kegiatan untuk menjaga agar
bangunan gedung tetap terpelihara dan terjamin kebersihannya. Jadi, kegiatan ini merupakan kegiatan pemeliharaan yang tidak termasuk dalam kegiatan teknik dan produksi dari bagian maintenance.
3.5. Metode Analisis Permasalahan Maintenance
Dalam masalah industri proses sering dijumpai persoalan keadaan yang tidak pasti (uncertainity). Pasti persoalan ini harus dipecahkan untuk menentukan keputusan apa yang akan diambil dan dijalankan. Salah satu metode untuk
memecahkan masalah ini adalah metode coba-coba dan jika salah diganti (trial and error). Metode ini tentunya mempunyai banyak resiko, yaitu jika perusahaan
kerugiannya. Misalnya jika perusahaan salah menentukan barang yang akan dihasilkan, dimana barang yang dihasilkan ternyata tidak laku dipasaran,
akibatnya perusahaan akan menderita kerugian.
3.6. Pekerjaan Pemeliharaan Pabrik 3.6.1 Pemeliharaan Rutin
Pemeliharaan rutin adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya setiap hari seperti: pembersihan peralatan, pelumasan, dan pemeriksaan bahan bakar sebelum mesin dioperasikan.
Peranan utama dari perawatan rutin termasuk
1. Perawatan rutin dari peralatan agar mesin tetap berdaya guna 2. Menciptakan mesin selalu siap operasi
3. Penjagaan bagian-bagian mesin yang kiranya perlu diganti atau overhoul
4. Kontrol dari bagian-bagian mesin hasi perawatan dari penjualan ( jasa
perawatan )
5. Kontrol mutu dari hasi kerja kelompok perawatan
Fungsi pengontrolan dalam hal ini tidak berbeda besar dari upaya untuk aktifitas produksi. Dari kontrol ini pula diharapkan adanya suatu masukan pada manajemen yang lebih tinggi tentang “ kapan “ kiranya masing-masing dari
3.6.2 Pemeliharaan Berkala
Pemeliharaan berkala adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara berkala atau jangka waktunya tertentu, misalnya setiap 1 (satu) minggu sekali, lalu meningkat 1 (satu) bulan sekali, dan akhirnya setiap satu tahun sekali.
Pemeliharaan berkala dapat pula dilakukan dengan menggunakan lamanya jam kerja mesin atau fasilitas produksi tersebut sebagai jadwal kegiatan, misalnya
setiap 100 jam kerja mesin. Pada umumnya, sebuah pabrik memisahkan jadwal pemeliharaannya, yaitu:
Pelumasan untuk mesin-mesin pengolahan
Pemeliharaan alat-alat listrik
Mesin-mesin maupun alat-alat pengolahan Mesin-mesin pembangkit tenaga
3.6.3 Repair
Repair korektif adalah untuk memperingan kondisi yang tidak diinginkan
yang diperoleh selama kontrol perawatan pencegahan agar mesin dari alat-alat
berat siap dioperasikan.
Repair yang dimaksud ini adalah lebih dari sekedar pekerjaan yang “ tidak
3.6.4. Overhoul
Overhoul atau turun mesin atau disebut juga perawatan total atau
perawatan besar adalah menyangkut : perencanaan waktu, jadwal pekerjaan dari penggantian atau pembaruan atau juga rekondisi dari tiap-tiap bagian dari mesin. Pekerjaan ini akan selamanya terdiri dari satu atau lebih bagian-bagian atau titik
patah, pengujian, penggantian, pembaruan, pemasangan kembali serta pengetesan hasilnya.
Disamping relatif tetap untuk mesin-mesin, juga bisa dipakai fasilitas serta alat yang tetap lokasinya seperti instalasi pemanas atau ventilasi. Ini benar-benar berbeda dengan perawatan pencegahan, dimana keutamaan dari keterlibatan
kontrol dan test dari berbagai bagian mesin adalah didalam kaitan agar mesin bener-benar semuanya serba baru atau siap untuk operasi dengan kondisi seperti
halnya pada saat awal mesin dioperasikan.
Semua perencanaan turun mesin harus bisa dihitung berapa total habisnya material dan onderdil-onderdil secara lengkap.
3.6.5. Rekontruksi
Pada beberapa pekerjaan maintenance, strategi dasar dari perawatan juga dimungkinkan pula dengan pekerjaan-pekerjaan membangun atau mengkonstruksikan seperti misalnya mengkonstruksikan bagian-bagian dari
engine yang terbuat dari kayu, baja, plastik, concrete, benda tuang, instalasi listrik, instalasi kontroler elektronik dan lain-lain.
Betapapun juga didalam menganalisa perancangan organisasi perawatan perlu memperhatikan banyak sekali kendala secara aktual.Terdapat dua tipe dasar
untuk operasi perawatan menetap dan perawatan sambil berjalan.Perawatan menetap termasuk mengkontruksi, pelurusan, pemasangan instalasi listrik / hidrolik, perawatan dan repair untuk mendapatkan kondisi yang lebih baik
sedangkan yang termasuk perawatan jalan yaitu perawatan dimana pada bagian perawatan dikarenakan dalam keadaan jalan urutan kerjanya, inspeksi, repair dan
bahkan overhoul terkadang justru terjadi dengan proses pengerjaan dari suatu proses keproses lain.
3.7. Laporan Pemeliharaan
Laporan pemeliharaan, khususnya pemeliharaan besar (overhaul), haruslah
memuat hal-hal sebagai berikut: a. Tanggal Pelaksanaan
Hal ini diperlukan untuk:
Membandingkan pelaksanaan pemeliharaan dengan rencananya.
Jika ada penyimpangan terhadap rencana, harus dijelaskan penyebabnya.
Membandingkan pelaksanaan pemeliharaan kali ini dengan pelaksanaan
pemeliharaan sebelumnya. Perlu dicatat selang waktunya (time between overhaul) serta kecenderungan-kecenderungan yang tampak, misalnya
tampak bahwa beberapa poros peralatan yang memerlukan pergantian bantalan yang lebih tebal.
b. Pekerjaan-pekerjaan yang Dilaksanakan
Membongkar/membuka bagian-bagian tertentu dari pembangkit.
Memeriksa secara visual atau menggunakan instrument terhadap
bagian-bagian yang telah dibuka tersebut pada butir a, misalnya untuk memeriksa
keadaan kontak-kontak sakelar dan mengukur tahanan kontaknya serta mengukur kecepatan mekanisme penggeraknya, termasuk relai pengamannya.
Melakukan pembersihan bagian-bagian alat atau instalasi, baik secara man
ual maupun menggunakan alat atau menggunakan bahan kimia, misalnya
membersihkan bagian-bagian utama pompa.
Melakukan pergantian suku cadang (spare parts) tertentu dan melakukan
perbaikan-perbaikan, misalnya pergantian perapat (seal). Melakukan penyetelan alat-alat ukur, alat-alat control.
Menutup kembali bagian-bagian yang dibuka.
Melakukan uji coba dan membandingkan kinerja unit pembangkit sebelum
dan sesudah menjalani pemeliharaan.
c. Penggunaan suku cadang (spare parts) serta material dalam melaksanakan pekerjaan pemeliharaan, volume maupun harganya.
d. Penggunaan tenaga kerja yang melaksanakan pekerjaan pemeliharaan, baik harinya, pekerjanya beserta klasifikasi, dan biayanya.
e. Rekomendasi untuk operasi dan pemeliharaan yang akan datang.
f. Perhitungan biaya pemeliharaan.
Berdasarkan laporan pemeliharaan ini, maka pihak manajemen akan
3.8. Laporan Kerusakan
Kerusakan adalah hal yang tidak dikehendaki untuk terjadi, tetapi
kenyataannya dalam praktik. Oleh karena itu, setiap kerusakan perlu dianalisis penyebabnya agar tidak terulang kembali (dapat dihindari).
Untuk dapat menganlisis penyebab kerusakan, diperlukan laporan
kerusakan yang memadai, laporan kerusakan harus berisi hal-hal sebagai berikut: 1. Tanggal dan jam (pukul) terjadinya kerusakan.
2. Situasi sistem tenaga listrik sewaktu terjadi kerusakan tersebut.
3. Data dan informasi mengenai kerusakan yang sudah pernah terjadi sebelumnya.
4. Parameter-parameter, seperti: arus, tegangan, daya, suhu, tekanan yang berkaitan dengan alat yang rusak, sebelum dan sesudah terjadi kerusakan.
Berdasarkan laporan kerusakan tersebut diatas, kemudian perlu dianalisis penyebab timbulnya kerusakan tersebut. Jika penyebab kerusakan itu sudah ditemukan, maka pihak manajemen harus melakukan langkah-langkah
pencegahan terulangnya kerusakan yang serupa.
3.9. Man Power
3.9.1. Pengertian Man Power
Man power atau tenaga kerja manusia dalam suatu perusahaan perawatan,
ada banyak faktor yang harus diperhatikan. Masing-masing pabrik akan mempunyai persoalannya sendiri-sendiri dan berbeda satu sama lain.
yang sangat penting bagi direksi. Sedikit jumlah tenaga kerja dengan kapasitas dan kualitas hasil kerja yang memuaskan adalah tujuan manajemen.
Dalam manajemen produksi khususnya bagian perawatan pabrik, tenaga kerja (man power) merupakan bidang keputusan yang sangat penting. Hal ini disebabkan bahwa tidak akan terjadi suatu proses produksi dan operasi tanpa
adanya orang atau tenaga kerja yang mengerjakan kegiatan menghasilkan produk. Penggunaan mesin dan tenaga kerja dapat digunakan untuk mengukur
hubungan antara tenaga kerja dan mesin guna melihat kemungkinan-kemungkinan untuk memperbaiki penggunaan tenaga kerja dan mesin dan bertujuan untuk membuat kedua unsur ini dapat dipergunakan seefektif mungkin. Perbaikan dalam
penggunaaan tenaga kerja dan mesin dilakukan dengan mengadakan analisis yang menggunakan persentase penggunaan orang dan mesin dan analisis siklus kerja
serta siklus waktu yang realistis. Jika kegiatan kerja manusia diperlihatkan pada gambar (chart) yang sama kegiatan kerjanya seperti kegiatan kerja mesin-mesin, maka kedua unsur tersebut harus digambarkan suatu skala waktu yang sama.
3.9.2. Jumlah Man Power Dalam Kaitan Dengan Keahlian
Sulit untuk dipresentasikan sebagai dasar penentuan dari masing-masing keahlian yang berbeda di pabrik secara praktis dalam hubungan-hubungan seperti ini, maka pengkajian secara terus-menerus menjadi sangat penting untuk
mendapatkan kondisi yang optimal, apakah perlu adanya penambahan pada bagian yang satu atau pengurangan pada bagian yang lain guna mencapai alokasi
Pencatatan setiap saat dari suatu bagian dan keahlian merupakan alat perencanaan yang efektif. Suatu keadaan yang baik adalah beban kerja diimbangi
dengan tenaga yang cukup. Dalam kondisi seperti ini, dimana beban terlampau besar dan terbatasnya tenaga, maka sebaiknya bisa dipakai pemborong luar.
3.10. Man Hour
Dalam praktik pemeliharaan dan perawatan pabrik, man hour adalah
waktu yang dibutuhkan untuk mengerjakan suatu pekerjaan dan biasanya dihitung dalam satuan jam. Untuk mengestimasi waktu yang diperlukan oleh suatu pekerjaan sangat bergantung pada pengalaman yang ada. Menyadari akan hal
tersebut, dimana pengalaman memerlukan waktu yang lama, maka terdapat dua metode yang dapat dipakai, yaitu:
a. Waktu untuk pekerjaan-pekerjaan yang khusus.
b. Menggunakan data standart yang bersala dari konsultan maupun jurnal-jurnal pendukung yang relevan.
Indikator yang biasa ditemukan adalah persentase jam kerja yang terjadual. Tenaga kerja bagian pemeliharaan biasanya tersedia untuk
pekerjaan-pekerjaan yang sudah terjadwal. Perbedaan antara jam-jam rutin yang tersedia dan jam kerja yang terjadual disebut sebagai persentase jam-jam rutin yang ada. Seorang perencana harus mengetahui jumlah man hour yang hadir dan siapa saja
pekerja yang absen. Perencana harus mengantisipasi pekerja yang tidah hadir, seperti: liburan dan waktu permintaan cuti.
pekerja tersebut. Hal ini merupakan informasi yang penting sebab semua laporan-laporan pengawasan berdasarkan jam-jam kerja yang dilaporkan.
Supervisor harus mencatat setiap jam kerja para pekerja termasuk
overtime. Jam kerja yang hilang adalah perbedaan jam kerja yang dilaporkan
dengan jam kerja yang dibayar. Indikator pengawasannya adalah jam-jam kerja
yang hilang sebagai presentase dari total jam kerja yang dibayar.
3.11. Equipment, Tool, Material dan Consumable
Equipment : Merupakan peralatan-peralatan yang besar seperti crane, mobil derek,dan lain-lain.
Tool : Peralatan kerja seperti obeng, tang, martil, pisau dan lain-lain. Material : Bahan-bahan yang tidak habis pakai seperti packing, bantalan dll.
Consumable : Bahan habis pakai seperti minyak gemuk (grease), oli, sabun. Setiap point diatas biasanya ditempatkan pada tempat-tempat yang strategis agar supaya ketika diperlukan secara cepat dapat dengan langsung
digunakan. Setiap pemakaian dari point diatas harus memiliki laporan baik secara lisan maupun tulisan supaya penggunanya jangan sembarangan, yang dapat
merugikan perusahaan.
3.12. Kebutuhan Air pada Pabrik
Air merupakan kebutuhan yang sangat penting sekali dalam proses pembuatan gula, sebab air merupakan bahan pelarut yang mudah diperoleh
b. Air pendingin c. Air pencuci
d. Air untuk pembangkit vacuum e. Kebutuhan domestic
Air untuk kebutuhan ini berasal dari sungai Binge yang berjarak 4 km dari
lokasi pabrik. Disamping sumber air cukup dekat, kapasitasnya dan pengambilanya juga mudah.
Pemakaian air di Pabrik Gula Kwala Madu digolongkan menjadi 3 yaitu: 1. Air bersih yaitu yang berasal dari sungai yang telah diolah sehingga
bebas kotoran. Penggunaan air bersih adalah untuk air pendingin pada
kondensat dan burner belerang serta perumahan dan kantor.
2. Air sirkulasi yaitu air yang berasal dari kondensat, pan masakan, dan
evaporator yang dipakai untuk keperluan proses. Air sirkulasi digunakan untuk keperluan imbibisi, air siraman, air pencuci filter proses, air untuk mencampur susu kapur dan sebagai pengisi ketel.
3. Air murni yaitu air bersih yang telah dimurnikan dan dilunakkan (kesadahanya) dengan bahan kimia. Air murni digunakan untuk ketel.
Untuk memperoleh syarat air yang sesuai dengan standart air, maka pada pabrik gula kwala madu dilakukan beberapa pengolahan. Adapun pengolahan yang dilakukan adalah sebagai berikut:
a. Pengendapan
Air yang berasal dari sungai dipompa melaluui pipa ke bak pengendap I di
ke saluran air pendingin condenser yang bertujuan untuk air injeksi pada Barometrik Condensor sebagai pendingin dan pembuatan cacuum.
Bak pengendap I ini berguna untuk mengendapkan pasir dan Lumpur serta sampah lainya. Air dari bak pengendapan I ini sebagian dipompakan ke menara air dan sebagian lagi ke bak pengadukan untuk diproses selanjutnya. Di menara
air ini terdapat 3 buah tangki untuk menyimpan 3 jenis air. Air yang berasal dari bak pengendapan I masih merupakan air kotor yang digunakan sebagai air hydran
dan pencuci lantai. Sedangkan 3 tangki lainya untuk menyimpan air minum dan air proses.
Dari bak pengendapan I air masuk ke bak pencampur. Di sini air diberi
tawas, floculan, dan kaporit. Kemudian air mengalir ke Floculant Tank; air diaduk lambat untuk mempercepat pembentukan flok.
Dari floculant tank ini air selanjutnya mengalami pengendapan di bak pengendapan II. Di bak ini air dipisahkan dari flok yang terbentuk secara overflow. Air jernih ini biasanya masih mengandung partikel-partikel halus dan
penghilanganya dilakukan dengan penyaringan.
b. Penyaringan
Proses penyaringan dilakukan melalui saringan yang terdiri dari 2 atau lebih bejana berhubungan yang mempunyai penyaring berupa pasir silica, dimana zat-zat padat tak larut akan melekat pada media penyaring. Air yang bersih akan
terdorong dan terkumpul pada bagian bawah bejana dan nmengalir keluar. Proses penyaringan dibantu dengan pompa sentrifugal dengan tekanan 35 psia dan debit
telah kotor dapat dibersihkan dengan cara membalikkan aliran berupa air atau udara dengan bantuan kompresor.
Untuk memenuhi kebutuhan air, pengolahan air dilakukan dengan 2 cara yaitu:
1. External Treatment
Pada air sungai yang jernih sebenarnya masih mengandung ion-ion Ca2+, HCO3-, Na+, C1-, Mg2+, SiO2. Air ini masih dikatakan mempunyai kesadahan
tetap. Ion-ion ini dapat diendapkan dengan menambahkan larutan tawas atau A12(SO4)3. Air yang bercampur zat kimia akan naik ke permukaan akibat densitas yang lebih rendah. Pada bak sedimentasi terdapat aliran air bersih yang diatur
sedemikian rupa sehingga bersih akan mengalir secara overflow ke bak penampun yang selanjutnya.
2. Internal Treatment ( Pelunakan Air)
Air untuk kepeluan ketel harus diberikan dari ion Ca2+ dan Mg2+ yang terkandung dalam air, karena dapat menyebabkan kesadahan air yang tinggi. Oleh
karena itu digunakan resin, yaitu resin doulit [ 2 Na (RSO3)]. Sifat dari Na (RSO3). Makin lama makin lunak artinya mudah diambil tidak seperti kalsium
magnesium. Selanjutnya untuk air ketel tersebut diberikan bahan kimia, pelunak kerak, penyatu Lumpur, penangkap Oksigen dan pengatur pH.
3.13. Perawatan Kelistrikan River Side Pump pada Saat Giling Tebu 3.13.1. Perawatan Periodik
- Periksa setiap panel-panel MCC River side Pump. - Periksa level tekanan temperatur panas MMC pompa.
- Periksa besarnya daya trafo
- Periksa dan perbaiki rumah panel-panel kelistrikan - Periksa dan perbaiki kebocoran kabel-kabel
3.14. Preventive Maintenanace Kelistrikan River Side Pump diluar masa . . giling atau Pada 6 Bulan (OverHaul)
Man Power : 5 orang
Man Hour : 180 hari atau 1440 Jam
Dengan perincian pelaksanaan kerja yaitu :
- Pembersihan : 20 hari - Servis Elmot, Meger Charge:100 hari
- Servis MCC dan Trafo : 24 hari - Pemasangan kembali : 36 hari
Tool : - kunci ring pas 1 ¼, 1 1/6, 3/4, 9/16
- solder - Tespen
- tang potong
- obeng minus dan obeng plus
- tang jepit - box tampungan - martil
Material : - Baut, mur, ring
- Timah solder - Email Droof 0,30
Consumable : oli kotor, kain lap, deterjen
3.15. Perawatan River Side Pump Pada saat Giling Tebu 3.15.1. Perawatan Periodik River Side Pump
- Membersihkan Rumah River Side Pump, peralatan-peralatan bantu serta lantai dari debu, tumpahan minyak gemuk dan benda cair lainnnya. - Periksa paking Hisap dan keluar Pompa air
- Periksa paking pompa bila perlu ganti
- Pemberian minyak gemuk (grease)
- Periksa dan perbaiki kebocoran pada sambungan pipa
- Periksa tekanan air
3.16. Preventive Maintenance River Side Pump Diluar Masa Giling atau Pada 6 Bulan (OverHaul)
Man Power : 5 orang
Man Hour : 180 Hari atau 1440 Jam Tool : - kunci ring pas 17, 21, 38,40
- kunci pneumatik
- kunci shock 5/8, 9/16
- tang potong - kuas
- box tampungan - martil
Material : - Gland Packing merek Filler 1”
- Gland Packing merek Filler 3/4”
- Gland Packing merek Filler 5/8”
- Impeller 295 x 140 mm, Fe-20
- Bearing 6310 ZZ - Bearing 6313 ZZ
- Bearing 6312 ZZ
- Rubber Coupling 40 x 80 x 20 mm - Oil seal TG 150 x 180 x 14 mm
- Ball Bearing No : 6228 - Shaft slever 455 x 200 x 178
- Oil Seal TC 140 x 170 x 3 mm - Oil Seal TC 150 x 180 x 14 mm
- O – Ring 180 x 4 mm
- Beldom Packing lembaran ukuran 1500 x 1500 x 3 mm
BAB IV
ANALISA SISTEM MAINTENANCE RIVER SIDE PUMP PADA PABRIK GULA KWALA MADU
4.1 Hubungan Biaya dengan Man Power
Total biaya yang dikeluarkan perusahaan untuk man power dapat dihitung
sebagai berikut. Jumlah man power adalah jumlah man power tiap unit pengerjaan selama enam bulan jika dalam satu jam upah tiap man power = Rp 4.000, maka
untuk menghitung biaya yang dikeluarkan perusahaan untuk plant maintenance adalah : jumlah Man Hour dikali dengan jumlah upah pekerja dalam satu jam MH x Rp 4.000. Dimana MH = 180 hari x 8 Jam/ hari = 1440 Jam
Tabel 4.1 Man Power tiap unit perawatan
Nama Unit Man Power Biaya MH x Rp 4.000 River Side Pump 5 orang 1440 x Rp4.000 =Rp 5.760.000
Kelistrikan River side Pump 5 orang 1440 x Rp4.000 =Rp 5.760.000
TOTAL 10 orang Rp11.520.000
4.2 Hubungan Biaya Dengan Man Hour
Total biaya yang dikeluarkan perusahaan untuk man hour dapat dihitung sebagai berikut : jumlah man hour tiap unit pengerjaan selama enam bulan. Jika
Tabel 4.2 Man hour tiap unit perawatan
Nama Unit Man Power Biaya MH x Rp 4.000 River Side Pump 5 orang 1440 x Rp4.000 =Rp 5.760.000
Kelistrikan River side Pump 5 orang 1440 x Rp4.000 =Rp 5.760.000
TOTAL 10 orang Rp11.520.000
4.3 Hubungan Biaya dengan Tool
Total biaya yang dikeluarkan perusahaan untuk tool dapat dihitung sebagai
berikut total biaya tool adalah jumlah biaya tool tiap unit pengerjaan selama enam bulan. Untuk mengetahui jumlah biaya tool selama enam bulan dapat dilihat pada
tabel dibawah ini
Tabel 4.3 Tool tiap unit perawatan
- tang potong
4.4 Hubungan Biaya dengan Equipment
Dalam waktu enam bulan perusahaan tidak memakai equipment untuk perawatan. Berarti perusahaan tidak mengeluarkan biaya untuk equipment selama
enam bulan.
Tabel 4.4 Equipment tiap unit perawatan selama enam bulan
Nama Unit Equipment Jlh Equipment Biaya (Rp)
River Side Pump 0 0 0
Kelistrikan River side Pump
0 0 0
Total Biaya Equipment 0
4.5 Hubungan Biaya dengan Material
Total biaya yang dikeluarkan perusahaan untuk material dapat dihitung
bulan. Untuk mengetahui jumlah biaya material selama enam bulan dapat dilihat pada tabel dibawah ini :
Tabel 4.5 Material tiap unit perawatan
140 x 170 x 3 mm
4.6 Hubungan Biaya dengan Consumable
Total biaya yang dikeluarkan perusahaan untuk consumable dapat dihitung
sebagai berikut jumlah total consumable tiap unit pekerjaan selama sebulan . Untuk mengetahui jumlah biaya consumable selama sebulan dapat dilihat pada
Tabel 4.6 Consumable Tiap Unit Perawatan
Nama Unit Consumable Jlh Consumable Biaya (Rp)
River Side Pump - minyak gemuk
- solar
4.7 Analisa Preventive Maintenance (PM) pada River Side Pump
Dari segi pemeliharaan dan perbaikan, unit River Side Pump jenis Pompa Sentrifugal tidak banyak menimbulkan masalah, hanya saja terkadang pada
bagian pompa terjadi Kebocoran sambungan pipa-pipa, getaran dan bunyi (Bising and vibrasi) yang dapat mengganggu kinerja pompa. Untuk itu, diperlukan manajemen pemeliharaan beserta penyediaan suku cadang yang teratur.
Bagian-bagian pompa yang sering melakukan perawatan ataupun pergantian adalah bantalan, bearing, packing, perapat (seal). Pada Pabrik Gula Kwala Madu (PGKM) terdapat 2 unit River Side Pump Jenis pompa Sentrifugal dengan tenaga
penggerak Induction Motor 3 Phase yang berfungsi sebagai penyuplai air sebagai
kebutuhan pabrik dari sungai bingai yang jaraknya 4 km dari lokasi pabrik.
River Side Pump : Jenis Pompa sentrifugal Capacity : 4000 m3/jam
Head : 25 m
Liquid : River Water
Speed : 590 rpm
Type : 700 x 500 CGM MFG No : RC – 4351 – 01
Buatan : EBARA Japan
Date : 1983
Tenaga Penggerak :
Jenis : Induction Motor 3 phase Type : HEK – 0
No Seri : S - 2501610001
Daya : 370 Kw
Tegangan : 6000 Volt
Arus : 44,7 Ampere
Cos Y : 0,8
Frekwensi : 50 HZ Putaran : 590 rpm
Biaya yang dikeluarkan oleh perusahaan untuk service preventive adalah Rp 4.000, biaya repair setelah Breakdown (CR) = Rp 200.168.000. Dari data tersebut
Tabel 4.7.1 Probability River Side Pump dalam enam bulan
Total jumlah kerusakan (MTBF) = 3,85
85 PM interval, biaya interval PM dapat dihitung dan ditabelkan sebagai berikut :
B4 = M (P1 + P2 + P3 + P4) + (B3 . P1) + (B2 . P2) + (B1 . P3)
= 6 (0,10 + 0,15 + 0,15 + 0,20) + (2,646 .0,10) + (1,56 . 0,10) +(0,6 .
0,15)
= 3,6 + 0,2646 + 0,156 + 0,09 = 4,1106
B5 = M (P1 + P2 + P3 + P4 + P5) + (B4 . P1) + (B3 . P2) + (B2 . P3) + (B1 . P4) = 6 (0,10 + 0,15 + 0,15 + 0,20 + 0,20) + (4,1106 .0,10) + (2,646 . 0,15)
+(1,56 . 0,15) + (0,6 . 0,20)
= 4,8 + 0,41106 + 0,3969 + 0,234 + 0,12 = 5,96196
B6 = M (P1 + P2 + P3 + P4 + P5 + P6) + (B5 . P1)+(B4 . P2) + (B3 . P3)+(B2 . P4) + (B1 . P5)
= 6 (0,10 + 0,15 + 0,15 + 0,20 + 0,20 + 0,20) + (5,96196 .0,10) + (4,21106 . 0,15) +(2,646 . 0,15) + (1,56 . 0,20) + (0,6 . 0,20)
= 6 + 0,596196 + 0,631659 + 0,3969 + 0,312 + 0,12
= 8,056755
Tabel 4.7.2 Harga Bj (Jumlah breakdown) diantara PM interval Waktu jarak perawatan selama 6 bulan Harga Bj
1 0,6
2 1,56
3 2,646
4 4,1106
5 5,96196