PENENTUAN JOINT LOT SIZE MENGGUNAKAN
PENDEKATAN SUPPLY CHAIN DENGAN METODE
VENDOR MANAGED INVENTORY (VMI) PADA
PT. XYZ INDONESIA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
Nadhira Indah Pangestu Harahap
NIM. 100403084
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur dipanjatkan kepada hadirat Tuhan Yang Maha Kuasa
karena atas berkat dan rahmat-Nya, sehingga penulis dapat menyelesaikan tugas
sarjana ini dengan baik.
Tugas sarjana ini merupakan langkah bagi penulis untuk menerapkan ilmu
yang telah dipelajari selama perkuliahan. Selain itu, tugas sarjana ini juga
merupakan salah satu syarat bagi penulis untuk mendapatkan gelar Sarjana
Teknik.
Tugas sarjana ini berisi penelitian yang dilakukan di PT. XYZ dan
menjelaskan tentang tugas sarjana penulis yaitu “Penentuan Joint Lot Size Menggunakan Pendekatan Supply Chain dengan Metode Vendor Managed Inventory (VMI) pada PT. XYZ”.
Penulis menyadari bahwa tugas sarjana ini masih jauh dari kesempurnaan.
Oleh karena itu, penulis menerima kritik dan saran yang membangun dari para
pembaca sekalian.
UNIVERSITAS SUMATERA UTARA PENULIS
UCAPAN TERIMA KASIH
Dalam melaksanakan penelitian tugas sarjana sampai dengan selesainya
laporan ini, banyak pihak yang telah membantu, maka pada kesempatan ini
penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri dan
Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri,
Fakultas Teknik, Universitas Sumatera Utara.
2. Bapak Dr. Ir. Nazaruddin, MT selaku Dosen Pembimbing I dan Bapak Ir.
Ukurta Tarigan, MT selaku Dosen Pembimbing II penulis yang bersedia
meluangkan waktunya untuk membimbing, memberikan arahan, motivasi,
serta kepercayaan kepada penulis untuk mengerjakan laporan tugas sarjana ini.
3. Seluruh Dosen di Departemen Teknik Industri USU atas segala ilmu dan
bimbingan yang diberikan kepada penulis selama perkuliahan, serta seluruh
Staff Administrasi yang ada di Departemen Teknik Industri USU.
4. Teristimewa kedua orang tua Bapak Rahmadi Harahap dan Ibu Sri
Ambarwulan atas doa, nasihat, bimbingan dan dukungan moril dan materil,
yang menjadi sumber inspirasi dan motivasi penulis untuk tetap semangat
DAFTAR ISI
BAB
HALAMAN
LEMBAR SAMPUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xvi
I PENDAHULUAN... I-1
1.1. Latar Belakang ... I-1
1.2. Perumusan Masalah ... I-6
1.3. Tujuan dan Manfaat ... I-6
1.4. Batasan dan Asumsi Penelitian ... I-8
1.5. Sistematika Penulisan Laporan ... I-9
II GAMBARAN UMUM PERUSAHAAN... II-1
2.1. Sejarah Perusahaan ... II-1
DAFTAR ISI (LANJUTAN)
BAB
HALAMAN
2.3. Organisasi dan Manajemen Perusahaan ... II-3
2.3.1. Struktur Organisasi ... II-3
2.3.2. Jam Kerja ... II-5
2.4. Proses Produksi ... II-5
2.4.1. Bahan Baku ... II-6
2.4.2. Bahan Tambahan... II-7
2.4.3. Bahan Penolong ... II-8
2.4.4. Uraian Proses ... II-8
III LANDASAN TEORI ... III-1
3.1. Supply Chain ... III-1
3.1.1. Konsep Supply Chain ... III-1
3.1.2. Strategi Supply Chain... III-4
3.1.3. Supply Chain Management ... III-5
3.1.4. Vendor Managed Inventory (VMI) ... III-6
3.2. Persediaan ... III-9
3.2.1. Fungsi Persediaan ... III-9
3.2.2. Biaya Persediaan ... III-11
3.3. Lot Sizing ... III-14
DAFTAR TABEL
TABEL HALAMAN
1.1. Jumlah Permintaan, Jumlah Produksi dan Persediaan
Produk Pakan Ayam 105 ISA (Mash) PT. Gold Coin
Indonesia Medan ... I-2
5.1. Jumlah Permintaan, Jumlah Produksi dan Persediaan
Produk Pakan Ayam 105 ISA (Mash) PT. Gold Coin
Indonesia Medan ... V-1
5.2. Biaya Pemesanan Pembeli dan Bahan Baku ... V-2
5.3. Total Produk Cacat... V-3
5.4. Selisih antar Jumlah Permintaan dan Persediaan Produk
Pakan Ayam 105 ISA (Mash) PT. Gold Coin .... Indonesia
Medan... V-6
5.5. Total Produk Cacat dan Nilai Peluang Produk Cacat ... V-11
5.6. Rekapitulasi Data yang Dibutuhkan ... V-12
5.7. Rekapitulasi Hasil Iterasi TC ... V-16
5.8. Rekapitulasi QM dari Solusi Kebijakan Feasible Terpilih V-17
5.9. Analisis Sensitivitas Biaya Setup Terhadap TC ... V-19
5.10. Analisis Sensitivitas Biaya Simpan Terhadap TC ... V-20
5.11. Analisis Sensitivitas Biaya Pesan Terhadap TC ... V-21
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Proses Supply Chain pada PT. Gold Coin Indonesia
Medan Mill ... II-3
2.2. Struktur Organisasi PT. Gold Coin Indonesia Medan-Mill II-4
3.1. Simplifikasi Model Supply Chain dan 3 Macam Aliran
yang dikelola ... III-3
3.2. Model Integrasi Jaringan Kerja VMI ... III-7
4.1. Kerangka Konseptual Penelitian ... IV-3
4.2. Flow Chart Penolahan Data ... IV-5
4.3. Langkah-langkah Metode Penelitian ... IV-7
5.1. Sistem Supply Chain Produk Pakan 105 ISA (Mash)
pada PT. Gold Coin Indonesia-Medan Mill berdasarkan
pada Metode Vendor Managed Inventor ... V-5
5.2. Grafik Total Cost pada Keadaan Optimum ... V-19
6.1. Sistem Supply Chain Produk Pakan 105 ISA (Mash)
pada PT. Gold Coin Indonesia-Medan Mill berdasarkan
pada Metode Vendor Managed Inventor ... VI-1
6.2. Model Integrasi Jaringan Kerja VMI pada PT.Gold Coin
ABSTRAK
PT. XYZ merupakan salah satu perusahaan penghasil produk pakan ternak yang berlokasi di Kawasan Medan. Perusahaan ini merupakan cabang dari perusahaan Z Group yang berpusat di Surabaya. Dalam proses berjalannya kegiatan bisnis perusahaan, baik dari proses pemesanan bahan baku kepada supplier sampai dengan penjualan produk kepada pembeli, sering terjadi ketidaksesuaian perencanaan dalam penentuan lot produksi sehingga sering menimbulkan overstock dan stockout. Hal ini didasari oleh kurang terintegrasinya tiap komponen dalam rantai pasok. Masing-masing komponen masih menggunakan cara tradisional yaitu dengan membuat perencanaan masing-masing tanpa saling berkoordinasi. Perusahaan manufaktur ini masih perlu melakukan perbaikan dalam sistem perencanaan produksi. Tidak adanya Departemen PPIC membuat perencaan dalam produksi di perusahaan menjadi tidak terkontrol. Penelitian ini bertujuan untuk memperbaiki sistem rantai pasok dengan metode VMI dan menentukan ukuran lot gabungan yang optimum dengan metode JELS. Hasil perhitungan JELS menunjukkan Q optimal sebesar 8.692 bags, dengan QM sebesar 437.082 bags dengan frekuensi pengiriman produk sebanyak 50 kali dan frekuensi replenishment bahan baku sebanyak 13 kali.
ABSTRAK
PT. XYZ merupakan salah satu perusahaan penghasil produk pakan ternak yang berlokasi di Kawasan Medan. Perusahaan ini merupakan cabang dari perusahaan Z Group yang berpusat di Surabaya. Dalam proses berjalannya kegiatan bisnis perusahaan, baik dari proses pemesanan bahan baku kepada supplier sampai dengan penjualan produk kepada pembeli, sering terjadi ketidaksesuaian perencanaan dalam penentuan lot produksi sehingga sering menimbulkan overstock dan stockout. Hal ini didasari oleh kurang terintegrasinya tiap komponen dalam rantai pasok. Masing-masing komponen masih menggunakan cara tradisional yaitu dengan membuat perencanaan masing-masing tanpa saling berkoordinasi. Perusahaan manufaktur ini masih perlu melakukan perbaikan dalam sistem perencanaan produksi. Tidak adanya Departemen PPIC membuat perencaan dalam produksi di perusahaan menjadi tidak terkontrol. Penelitian ini bertujuan untuk memperbaiki sistem rantai pasok dengan metode VMI dan menentukan ukuran lot gabungan yang optimum dengan metode JELS. Hasil perhitungan JELS menunjukkan Q optimal sebesar 8.692 bags, dengan QM sebesar 437.082 bags dengan frekuensi pengiriman produk sebanyak 50 kali dan frekuensi replenishment bahan baku sebanyak 13 kali.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Perilaku konsumen seiring dengan kemajuan teknologi yang semakin
inovatif menuntut perhatian lebih dari perusahaan. Hal ini dikarenakan konsumen
menginginkan produk yang semakin berkualitas. Perkembangan teknologi
informasi telah mengubah paradigma tentang logistik, peraturan inventory
menjadi suatu proses peningkatan nilai tambah dari barang dan jasa. Adanya
berbagai pihak yang terlibat dan terkait dalam aliran produk dari pabrik kepada
konsumen akan membentuk suatu sistem yang dikenal dengan sistem rantai
pasokan (supply chain system).
PT. XYZ merupakan perusahaan yang bergerak dalam produksi pakan
ternak. Produk utama perusahaan adalah pakan ternak ayam sedangkan sebagai
produk pendukung adalah pakan ternak babi, sapi, kambing, itik, dan ikan. Dalam
proses operasionalnya perusahaan ini memenuhi demand dengan metode Pull
system demand, yaitu sistem pemenuhan demand dengan mempertimbangkan
kondisi eksternal atau dengan kata lain demand ditentukan oleh konsumen sendiri.
Kelebihan sistem ini adalah perusahaan dapat mengetahui perubahan-perubahan
yang terjadi pada lingkungan eksternal dan dapat membuat kebijakan untuk
mengantisipasi perubahan tersebut. Namun pada kenyataannya demand yang
harus dipenuhi selalu tidak pasti dan menyebabkan terjadinya kesulitan dalam
menentukan kebijakan ukuran lot produksi. Kekurangan informasi dapat
Pakan jenis 105 ISA (Mash) merupakan produk yang paling banyak dan
signifikan diproduksi oleh PT. XYZ dibandingkan 35 jenis produk pakan lainnya
dan bersifat make to stock sehingga terkadang dapat menimbulkan penumpukan
produk (over stock) ataupun kekurangan produk (stock out) apabila perencanaan
tidak akurat. Jenis produk pakan lain ada yang bersifat make to order, seperti
produk pakan sapi, bebek, babi, dan sebagainya. Adapun data permintaan
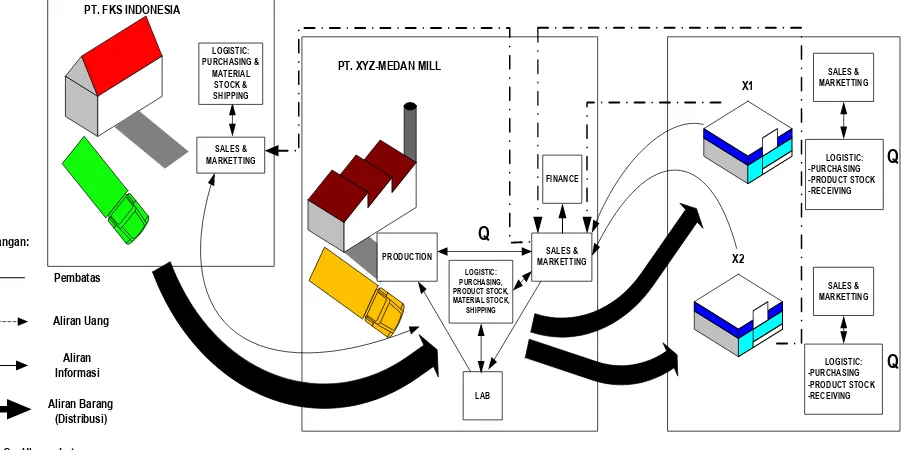
terhadap jenis pakan lain dapat dilihat pada lampiran iv. Sistem supply chain
untuk produk pakan ayam layer jenis 105 ISA (Mash) pada PT. XYZ-Medan Mill
dapat dilihat pada Gambar 1.1.
PT. FKS INDONESIA PRODUCTION MARKETTINGSALES &
LOGISTIC: (Mash) pada PT. XYZ-Medan Mill
Gambar 1.1 menunjukkan sistem supply chain produk pakan ayam layer
105 ISA (Mash). Bahan baku berasal dari perusahaan importir yaitu PT. FKS
Sumatera Utara. Perusahaan memenuhi kebutuhan bahan sesuai dengan
kedatangan bahan impor dari luar negeri dan permintaan dari pabrik yang
membutuhkan bahan baku impor. Penerimaan bahan baku tidak dapat dilakukan
secara langsung pada saat dilakukan pemesanan. Pihak pembeli setidaknya harus
menunggu selama satu bulan karena produk didatangkan dari luar negeri dan
proses pengirimannya butuh waktu yang cukup lama. Oleh karena itu, pihak
produsen pakan harus dapat merencanakan dengan tepat kapan bahan baku
dipesan dan tersedia pada saat dibutuhkan sehingga proses produksi dapat berjalan
dengan lancar dan dapat memenuhi jumlah permintaan terhadap produk pakan
oleh konsumen. Permintaan terhadap produk pakan dilakukan oleh perusahaan Sri
Winarti (SW) dan Bak Tjai (BT) melalui bagian sales di PT. XYZ-Medan Mill
yang kemudian akan diproses produksinya pada bagian produksi. Pada Gambar
1.1. juga dapat dilihat bahwa pihak pabrik dan pembeli produk pakan menetukan
ukuran lot masing-masing untuk. Hal ini yang menyebabkan tidak terintegrasinya
sistem supply chain produk pakan 105 ISA (Mash). Perencanaan yang dilakukan
sering tidak sesuai dengan kenyataan yang terjadi di lapangan sehingga
menyebabkan jumlah produk yang diproduksi tidak optimum.
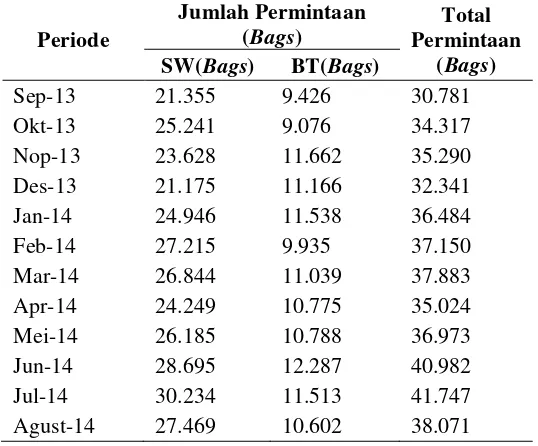
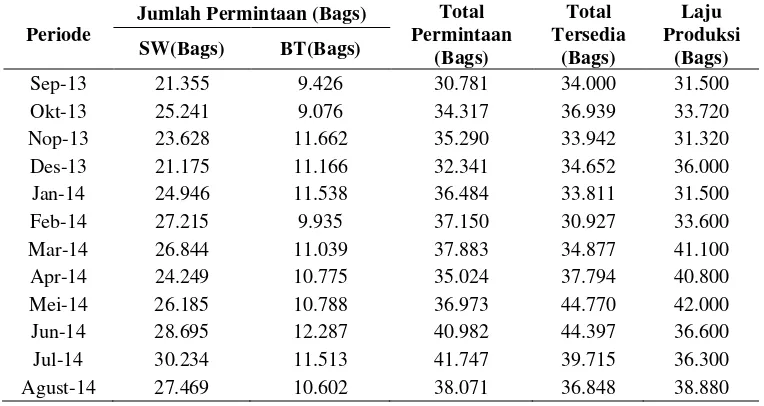
Berdasarkan gambar supply chain perusahaan sebelumnya, juga didapati
data jumlah permintaan, jumlah produksi, dan jumlah persediaan produk pakan
105 ISA (Mash) untuk periode September 2013 – Agustus 2014 yang dapat dilihat
pada Tabel 1.1.
Periode
Jumlah Permintaan (Bags)
Total Permintaan
(Bags) SW(Bags) BT(Bags)
Sep-13 21.355 9.426 30.781 Okt-13 25.241 9.076 34.317 Nop-13 23.628 11.662 35.290 Des-13 21.175 11.166 32.341 Jan-14 24.946 11.538 36.484 Feb-14 27.215 9.935 37.150 Mar-14 26.844 11.039 37.883 Apr-14 24.249 10.775 35.024 Mei-14 26.185 10.788 36.973 Jun-14 28.695 12.287 40.982 Jul-14 30.234 11.513 41.747 Agust-14 27.469 10.602 38.071
Sumber: PT. XYZ
Tabel 1.1 menunjukkan bahwa terdapat selisih yang variatif dan
menimbulkan penumpukan produk (over stock) pada periode September 2013,
Oktober 2013, Desember 2013, April 2014, Mei 2014, dan Juni 2014 serta
kekurangan produk (stock out) pada periode November 2013, Januari 2014,
Februari 2014, Maret 2014, Juli 2014 dan Agustus 2014. Dari hasil pengamatan di
perusahaan, terjadinya overstock dan stock out disebabkan oleh permintaan yang
cenderung berubah dan tidak adanya bagian atau departemen khusus untuk
perencanaan produksi dan persediaan dalam penentuan lot order dengan jelas
antara supplier, perusahaan, dan buyer. Perusahaan dan buyer masing-masing
merencanakan sendiri kebutuhan dan persediaannya, sehingga perbedaan
perencanaan sering terjadi. Penumpukan persediaan produk di gudang produk
akan menimbulkan resiko kadaluarsa, sebab produk pakan merupakan produk
yang tidak tahan lama (perishable). Namun apabila perusahaan tidak dapat
menimbulkan lost sales. Tentu saja hal-hal tersebut akan menyebabkan resiko,
baik biaya maupun integritas antar perusahaan.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan, maka yang menjadi
perumusan masalah adalah tidak terintegrasinya sistem rantai pasok produk pakan
105 ISA (Mash) antara perusahaan dengan buyer dan tidak adanya penentuan
ukuran lot optimal yang mengintegrasikan frekuensi pemesanan bahan baku dari
supplier, lot produksi, dan lot pengiriman produk ke buyer.
1.3. Tujuan dan Manfaat
Tujuan dari penelitian ini adalah untuk mendapatkan ukuran lot optimal
menggunakan pendekatan VMI (vendor managed inventory) dengan metode JELS
(Joint Economic Lot Sizing) yang mengintegrasikan antara frekuensi permintaan
bahan baku dan pengiriman produk jadi.
Tujuan khusus yang ingin dicapai dalam penelitian tugas akhir ini adalah:
1. Mengetahui kemungkinan adanya penyimpangan antara kapasitas produksi
dengan permintaan konsumen.
2. Melakukan analisis sensitivitas untuk melihat pengaruh perubahan
parameter terhadap model yang dihasilkan.
3. Melakukan usulan perbaikan koordinasi dan pengelolaan logistik dari
pihak-pihak yang terlibat dalam supply chain dengan menerapkan metode
VMI.
1. Manfaat bagi mahasiswa
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang
diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan
memecahkan masalah sebelum memasuki dunia kerja khususnya dalam hal
pengoptimalan ukuran lot gabungan melalui pendekatan supply chain.
2. Manfaat bagi perusahaan.
Hasil penelitian ini dapat dijadikan masukan bagi perusahaan dalam membuat
kebijakan untuk mengintegrasikan aliran informasi antara supplier,
manufacturer dan distributor dan mampu memecahkan masalah persediaan
dan ukuran lot optimal dalam pemenuhan order 105 ISAdalam meningkatkan
profitabilitas perusahaan.
3. Bagi Departemen Teknik Industri USU
Mempererat hubungan kerja sama antara perusahaan dengan Departemen
Teknik Industri USU.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Penelitian hanya dilakukan pada produk pakan 105 ISA (Mash), yaitu pakan
ayam petelur (layer).
2. Penelitian dibatasi hanya pada penentuan joint economic lot size untuk single
supplier, single manufacturer, dan dua buyer.
3. Adanya pertimbangan produk cacat dan kebijakan backorder terletak pada
4. Analisis sensitivitas terhadap total cost berdasarkan perubahan biaya setup,
biaya simpan manufaktur dan pembeli, biaya pesan produk dan bahan baku,
dan biaya disposal.
5. Pengolahan data dilakukan dengan menentukan lot gabungan dengan metode
joint economic lot size (JELS) dan pendekatan terhadap metode vendor
managed inventory (VMI).
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Tidak terjadi perubahan struktur supply chain perusahaan selama penelitian
berlangsung.
2. Perusahaan tidak melakukan penambahan atau pengurangan distributor atau
pembeli dan supplier selama penelitian.
3. Produk cacat dapat di-rework dan akan menimbulkan biaya disposal.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. XYZ Medan-Mill adalah bagian dari XYZ yang merupakan anggota
dari Y Group yang ada di S. Perusahaan YGroup merupakan pelopor pabrik
pakan ternak di Asia Tenggara, dengan nama XYZ Group sebagai perusahaan
induk yang berada di Swiss yang berdiri pada tahun 1953. Saat ini PT. XYZ
Group telah tersebar di Singapura, Malaysia, Thailand, Vietnam, Pilipina, Cina,
Srilanka, Laos dan India.
Di Indonesia diberi nama PT. XYZ, dan PT. XYZ-Medan Mill
merupakan salah satu cabang yang bertempat di Medan, Sumatera Utara.
Lahirnya PT. PT. XYZdilatar belakangi oleh adanya peluang pasar yang semakin
terbuka untuk melakukan usaha produksi pakan.
Perusahaan PT. XYZ- Medan Mill dibangun dalam 3 tahap, yaitu:
1. Pembangunan Proyek dimulai pada Januari 1981
2. Produksi Koperasi Percobaan pada Oktober 1981
3. Produksi Koperasi Komersil pada Desember 1981
PT. XYZ Group memiliki teknologi muktahir yang didukung oleh tenaga
ahli yang berpengalaman dalam memproduksi pakan ternak yang berkualitas
tinggi dan stabil. Dalam perkembangannya PT. XYZ Group senantiasa didukung
oleh tenaga-tenaga teknis yang mempunyai pengalaman tinggi di lapangan.
Tenaga teknis tersebut membantu peternak secara profesional dalam teori dan
Produk yang dihasilkan oleh PT. XYZ – Medan Mill dari tahun ke tahun
mengalami peningkatan yang cukup signifikan. Kemudian karena pengaruh krisis
moneter, produksi pakan pada tahun 1998 menurun hal ini disebabkan karena
tingginya harga bahan baku dan rendahnya permintaan. Seiring dengan pulihnya
perekonomian nasional maka volume penjualan juga meningkat.
Program jangka panjang PT. XYZ Indonesia – Medan Mill adalah
meningkatkan volume penjualan dengan melaksanakan diversifikasi produk,
penambahan fasilitas produksi, tenaga kerja yang terlatih dan laboratorium yang
modern serta melakukan aktivitas benchmarking sehingga kualitas pakan ternak
tetap tinggi dan terjaga. Sebagai komitmen terhadapa kualitas produksi maka pada
bulan Januari 2009 perusahaan ini mendapatkan Sertifikat ISO 20000 : 2005.
2.2. Ruang Lingkup Bidang Usaha
PT. XYZ Group bergerak dalam usaha produksi pakan ternak di wilayah
Asia Pasifik. PT. XYZ-Medan menghasilkan 300.000 ton pakan ternak sebagai
produk utama dan pakan khusus setiap tahunnya. Adapun pakan ternak sebagai
produk utama terdiri dari pakan unggas, sapi, dan kambing. Sedangkan untuk
pakan khusus terdiri dari pakan ikan dan udang.
Bahan baku produk pakan berupa jagung berasal dari negara India, Brasil,
Argentina, Cina, dan Indonesia. Sedangkan daerah pemasaran produk pakan PT.
XYZ-Medan adalah pada wilayah Aceh, Medan, Padang, Riau, Kepulauan Riau,
BAB III
LANDASAN TEORI
3.1. Supply Chain
3.1.1. Konsep Supply Chain
Supply chain mungkin sudah kerap didengar. Didalam Bahasa Indonesia
sering dijumpai terjemahan supply chain sebagai "rantai pengadaan atau
penyediaan ataupun pasokan barang dan jasa". Pada hakikatnya supply chain
adalah jaringan organisasi yang menyangkut hubungan ke hulu dan ke hilir
(upstream- downstream), dalam proses dan kegiatan yang berbeda, yang
menghasilkan nilai yang berwujud dalam barang dan jasa ditangan pengguna atau
konsumen akhir. Proses dan kegiatan yang berbeda tersebut melibatkan
hubungan Antara para pelaku, dari penghasil atau pemasok, pembuat atau
pengolah, pendistribusi atau penyalur sampai kepada pengguna atau konsumen
(Indrajit, 2002).
Menurut Nyoman Pujawan pada tahun 2005, Supply chain adalah jaringan
perusahaan yang secara bersama-sama bekerja untuk menciptakan dan
menghantarkan suatu produk ke tangan pemakai akhir. Perusahaan-perusahaan
tersebut biasanya termasuk supplier, pabrik, distributor, toko atau ritel, serta
perusahaan pendukung seperti perusahaan jasa logistik.
Konsep supply chain merupakan konsep baru dalam melihat persoalan
intern logistik. Konsep lama melihat logistik lebih sebagai persoalan intern
masing-masing perusahaan dan pemecahannya dititik beratkan pada pemecahan
logistikdilihat sebagai masalah yang lebih luas yang terbentang sangat panjang
sejak dari bahan dasar sampai barang jadi yang dipakai konsumen akhir, yang
merupakan mata rantai penyediaan barang. Melihat definisi tersebut, dapat
dikatakan bahwa supply chain adalah logistik network. Dalam Supply chain ini
merupakan suatu mata rantai supply, yang dinamakan juga "model empat
langkah" (the four step model), yang terdiri dari unsur-unsur (Indrajit, 2002),
yaitu:
1. Suppliers (sub-suppliers atau suppliers'suppliers)
2. Manufacturers (plant, yang terdiri dari beberapa unit)
3. Distributors (terdiri dari distribution center, wholesaler dan sebagainya).
4. Retailers (yang sangat banyak jumlahnya).
Menurut Richardus (2002), faktor-faktor kunci yang dikelola dalam supply
chain meliputi :
1. Pengelolaan relasi dengan konsumen.
2. Pengelolaan pelayanan kepada konsumen.
3. Sistem pengelolaan permintaan.
4. Sistem pengaturan aliran manufaktur.
5. Sistem pengadaan bahan baku (Alat Tulis Kantor).
6. Pengembangan produk dan proses komersial.
7. Pengembalian produk.
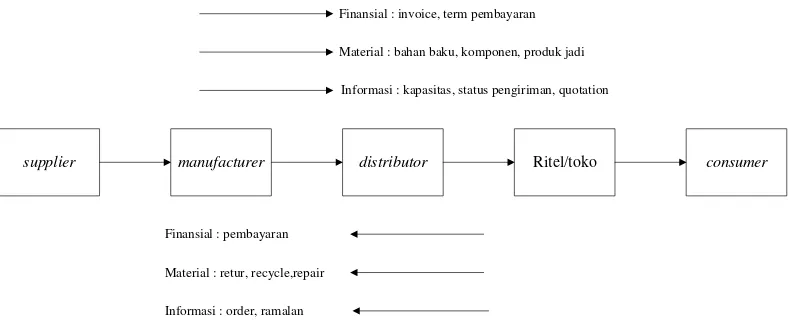
Pada suatu supply chain biasanya ada 3 macam aliran yang harus dikelola.
Pertama adalah aliran barang yang mengalir dari hulu (upstream) ke hilir
(downstream). Contohnya adalah bahan baku yang dikirim dari supplier ke bagian
lalu ke pengecer atau ritel, kemudian ke pemakai akhir. Yang kedua adalah aliran
uang dan sejenisnya yang mengalir dari hilir ke hulu. Yang ketiga adalah aliran
informasi yang bisa terjadi dari hulu ke hilir ataupun sebaliknya. Informasi
tentang persediaan produk yang masih ada di masing-masing divisi sering
dibutuhkan oleh distributor maupun oleh instansi. Informasi tentang ketersediaan
kapasitas produksi yang dimiliki oleh supplier juga sering dibutuhkan oleh
instansi. Informasi tentang status pengiriman bahan baku sering dibutuhkan oleh
instansi yang mengirim maupun yang menerima. Instansi pengapalan harus
membagi informasi seperti ini supaya pihak-pihak berkepentingan bisa memonitor
untuk kepentingan perencanaan yang lebih akurat. Gambar 3.1 memberikan
ilustrasi konseptual sebuah supply chain.
supplier manufacturer distributor Ritel/toko consumer
Finansial : invoice, term pembayaran
Material : bahan baku, komponen, produk jadi
Informasi : kapasitas, status pengiriman, quotation
Finansial : pembayaran
Material : retur, recycle,repair
Informasi : order, ramalan
Gambar 3.1. Simplifikasi Model Supply Chain dan 3 Macam Aliran yang Dikelola
3.1.2. Strategi Supply Chain
Menurut Chopra (2001), strategi supply chain diperlukan untuk membantu
pencapaian tujuan instansi yang diinginkan dalam strategi instansi. Untuk bisa
1. Instansi harus mengerti kebutuhan konsumen setiap segmen pasar.
2. Instansi harus mengerti supply chain yang dirancang.
3. Instansi memiliki kemampuan untuk merubah struktur supply chain apabila
terjadi ketidaksesuaian antara rancangan supply chain dengan keinginan
konsumen.
Supply Chain Management adalah pengelolaan berbagai kegiatan dalam
rangka memperoleh bahan mentah, dilanjutkan kegiatan transformasi sehingga
menjadi produk dalam proses, kemudian menjadi produk jadi dan diteruskan
dengan pengiriman kepada konsumen melalui sistim distribusi. Kegiatan-kegiatan
yang dilakukan mencakup pembelian secar tradisional dan berbagai kegiatan
penting lainnya yang berhubungan dengan supplier dan distributor. Oleh karena
itu Supply Chain Management antara lain meliputi penetapan: pengangkutan,
pembayaran secara tunai atau kredit (proses transfer), supplier, distributor dan
pihak yang membantu transaksi seperti Bank, hutang maupun piutang,
pergudangan, pemenuhan pemesanan, informasi mengenai ramalan permintaan,
produksi maupun pengendalian persediaan. Secara umum Supply Chain
Management merupakan suatu system tempat perusahaan menyalurkan barang
hasil produksi dan jasanya pada pelangan. Rantai ini juga merupakan jaringan dari
berbagai bagian yang saling berhubungan dan mempunyai tujuan sama yaitu
sebaik mungkin menyelenggarakan pengadaan dan penyaluran produk.
3.1.3. Supply Chain Management
Istilah SCM pertama kali dikemukakan oleh Oliver & Weber pada tahun
yang terlibat dalam memasok bahan baku, memproduksi barang, maupun
mengirimkannya ke pemakai akhir, SCM adalah metode, alat, atau pendekatan
pengelolaanya. Namun perlu ditekankan SCM menghendaki pendekatan atau
metode yang terintegrasi dengan dasar semangat kolaborasi (Hosseini,2014). Ada
beberapa definisi tentang SCM. Misalnya, the Council of Logistics Management
memberikan definisi berikut:
Supply Chain Management is the systematic, strategic coordination of
the traditional business functions within a particular company and across
businesses within the supply chain for the purpose of improving the long-term
performance of the individual company and the supply chain as well.
Jadi, supplychainmanagement tidak hanya berorientasi pada urusan internal
sebuah perusahaan, melainkan juga urusan eksternal yang menyangkut hubungan
dengan perusahaan-perusahaan partner. Perusahaan-perusahaan yang berada
suatu supplychain pada intinya ingin memuaskan konsumen akhir yang sama,
mereka harus bekerjasama untuk membuat produk yang murah, mengirimkannya
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT. XYZ yang bergerak dalam bidang produksi pakan
ternak. Perusahaan ini berlokasi di Jl. Pulau Bali No.2 Kawasan Industri Medan
II, Mabar-Sumatera Utara. Waktu penelitian dilakukan pada bulan September
2014 - Januari 2015.
4.2. Jenis Penelitian
Jenis penelitian yang dilakukan adalah penelitian tindakan (action
research). Penelitian tindakan ialah suatu penlitian yang dilakukan untuk
mendapatkan temuan-temuan praktis / untuk keperluan pengambilan keputusan
operasional (Sinulingga, 2011). Karena tujuannya untuk pengambilan keputusan
operasional guna mengembangkan keterampilan baru atau pendekatan baru maka
penelitin ini kurang memberikan kontribusi terhadap ilmu pengetahuan.
4.3. Objek Penelitian
Objek penelitian yang diamati adalah jumlah produk pakan ternak 105
ISA (Mash) yang diproduksi dan akan dikirimkan ke pembeli yang menjadi mitra
bisnis perusahaan yaitu X1 dan X2 dengan mempertimbangkan produk cacat dan
backorder pada jaringan rantai pasok dengan supplier tunggal, biaya, serta
persediaan beserta sistem informasi penerapan Supply Chain Management.
Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel bebas, yaitu :
a. Jumlah permintaan, jumlah produk yang dipesan pelanggan per satuan
waktu
b. Biaya Pesan, yaitu sejumlah uang yang harus dikeluarkan untuk
mendukung kegiatan pemesanan produk. Dalam hal ini biaya pesan terdiri
dari dua indikator yaitu biaya pemesanan bahan baku oleh manufaktur dan
biaya pemesanan produk jadi oleh customer.
c. Biaya Simpan, yaitu sejumlah uang yang harus dikorbankan untuk
mendukung kegiatan penyimpanan. Dalam hal ini biaya pesan terdiri dari
beberapa indikator yaitu biaya simpan bahan baku, biaya simpan produk
jadi oleh manufaktur, biaya simpan produk jadi oleh customer.
2. Variabel terikat, yaitu ukuran lotoptimum yang ekonomis (Joint Economic Lot
Size).
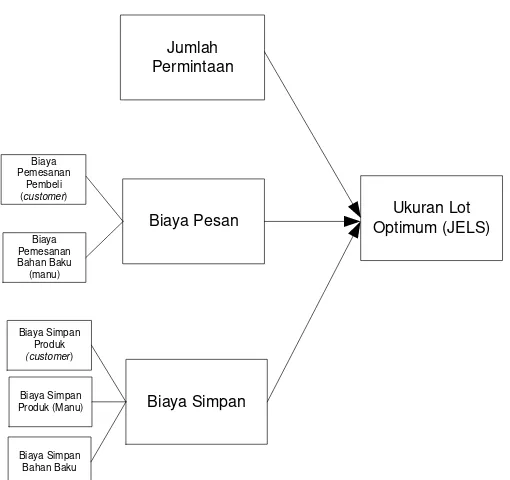
4.5. Kerangka Konseptual Penelitian
Penelitian dapat dilaksanakan apabila tersedia sebuah perancangan
kerangka berpikir yang baik sehingga langkah-langkah penelitian lebih sistematis.
Kerangka berpikir inilah yang merupakan landasan awal dalam melaksanakan
Ukuran Lot Optimum (JELS) Biaya Pesan
Biaya Simpan Jumlah Permintaan
Biaya Pemesanan Bahan Baku (manu)
Biaya Pemesanan
Pembeli (customer)
Biaya Simpan Produk (Manu)
Biaya Simpan Bahan Baku Biaya Simpan
Produk
(customer)
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Metode Pengumpulan Data
Pada penelitian ini teknik pengumpulan data yang dilakukan adalah
berupa:
1. Teknik wawancara, yaitu dengan melakukan wawancara dengan pihak
manajemen perusahaan untuk mendapatkan informasi yang diperlukan guna
pencapaian tujuan penelitian.
2. Teknik pengamatan, yaitu dengan melakukan rekapitulasi stock level dan
demand di periode berjalan produk 105 ISA Mash.
Studi kepustakaan, yaitu dengan mempelajari buku-buku yang berkaitan supply
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Sistem Supply Chain, Data Permintaan, dan Laju Produksi Produk 105 ISA (Mash) Pada PT. XYZ-Medan Mill
Data jumlah permintaan, jumlah produksi, dan jumlah persediaan produk
pakan 105 ISA (Mash) untuk periode September 2013 – Agustus 2014 dapat
dilihat pada Tabel 5.1.
Tabel 5.1. Jumlah Permintaan, Jumlah Produksi dan Persediaan Produk Pakan Ayam 105 ISA (Mash) PT. XYZ-Medan Mill
Periode
Jumlah Permintaan (Bags) Total Permintaan
(Bags)
Total Tersedia
(Bags)
Laju Produksi
(Bags) SW(Bags) BT(Bags)
Sep-13 21.355 9.426 30.781 34.000 31.500 Okt-13 25.241 9.076 34.317 36.939 33.720 Nop-13 23.628 11.662 35.290 33.942 31.320 Des-13 21.175 11.166 32.341 34.652 36.000 Jan-14 24.946 11.538 36.484 33.811 31.500 Feb-14 27.215 9.935 37.150 30.927 33.600 Mar-14 26.844 11.039 37.883 34.877 41.100 Apr-14 24.249 10.775 35.024 37.794 40.800 Mei-14 26.185 10.788 36.973 44.770 42.000 Jun-14 28.695 12.287 40.982 44.397 36.600 Jul-14 30.234 11.513 41.747 39.715 36.300 Agust-14 27.469 10.602 38.071 36.848 38.880
Sumber : PT. XYZ Medan-Mill
Kecepatan produksi produk pakan 105 ISA (Mash) adalah sebesar
1 batch/5 menit, dimana 1 batch adalah sebesar 3 ton dan terdiri dari 60 bags.
Satu bag berisi 50 kg produk pakan. Kapasitas produksi perhari adalah sebesar
5.2. Pengolahan Data
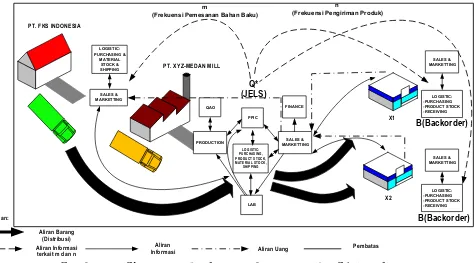
5.2.1. Sistem Supply Chain Berdasarkan dengan Metode Vendor Managed
Inventory (VMI)
Pada keadaan eksisting, pihak pabrik dan pihak pembeli produk pakan
layer 105 ISA (Mash) melakukan penentuan lot masing-masing dan berakibat
terhadap kebijakan persediaan yang berbeda. Hal tersebut dapat mengakibatkan
stock out dan over stock sehingga berpengaruh terhadap cost yang dikeluarkan.
Oleh karena itu, sistem supply chain dengan metode vendor managed inventory
diteliti untuk menentukan kebijakan baru dengan penentuan lot optimal yang
ekonomis untuk kedua belah pihak. Adapun sistem tersebut dapat dilihat pada
Gambar 5.1 berikut.
PT. FKS INDONESIA
PT. XYZ-MEDAN MILL
X1
X2
PRODUCTION SALES &
MARKETTING
(Frekuensi Pemesanan Bahan Baku)
n
(Frekuensi Pengiriman Produk)
LAB
terkait m dan n
FINANCE
Pembatas
Gambar 5.1. Sistem Supply Chain Produk Pakan 105 ISA (Mash) PT. XYZ-Medan Mill Berdasarkan pada Metode Vendor Managed Inventory
Pada Gambar 5.1 dapat dilihat bahwa diperlukannya suatu koordinasi dan
integrasi yang baik antara pihak supplier-manufacturer-customer yang dapat
membantu keberhasilan dalam pengelolaan rantai pasok. Penentuan ukuran lot
optimum yang ekonomis ditentukan oleh perusahaan manufaktur yang didapati
dari pertimbangan jumlah backorder, frekuensi pemesanan bahan, dan frekuensi
pengiriman produk jadi pakan 105 ISA (mash).
5.2.3. Penetuan Ukuran Joint-Lot Optimal dan Biaya Total
Prosedur pencarian solusi optimal menunjukan langkah-langkah yang
digunakan untuk mencari variabel keputusan yang akan memberikan solusi yang
optimal beberapa langkah pencrian varabel keputusan solusi optimal adalah
sebagai berikut :
a. Penentuan nilai m= i dan n= j
b. Menghitung nilai Q optimum dengan persamaan
Sn
D = jumlah permintaan produk (bags/satuan waktu)
P = laju produksi (bags/ satuan waktu)
x = persentase imperfect quality item yang dihasilkan, merupakan variabel
random yang berdistribusi uniform
Q = ukuran lot pemesanan produk oleh pembeli (bags/order)
QM = ukuran lot pengiriman total selama satu tahun (bags)
Cp = biaya pemesanan produk oleh pembeli (Rp./order)
K = biaya setup produksi (Rp./production setup)
Cr = biaya pemesanan bahan baku (Rp./order)
hB = biaya penyimpanan produk oleh pembeli (Rp./bags/ satuan waktu)
hM = biaya penyimpanan produk pemanufaktur (Rp./bags/ satuan waktu)
hR = biaya penyimpanan bahan baku (Rp./bags/ bags waktu)
B = jumlah maksimum backorder (bags)
b = biaya backorder (Rp./bags)
n = frekuensi pengiriman produk ke pembeli
m = frekuensi replenishment bahan baku
f = faktor konversi dari bahan baku menjadi produk jadi
S = biaya disposal (Rp./bags)
Di mana nilai Ekspektasi E[x] dapat dihitung berdasarkan uniform
distribution probability function dengan cara berikut
Probability density function f(x) :
……. (2)
Dan nilai Ekspektasi E[x2] dapat dihitung dengan cara :
3
c.Menghitung nilai B dengan menggunakan persamaan
(
)
d. Menghitung Total biaya (TC) untuk m=1 dan n=1 dengan persamaan
Kemudian Nilai TC yang didapat dibandingkan dengan nilai TC
sebelumnya yang diperoleh melalui iterasi. Apabila nilai TC saat m=i dan n=j
ke langkah 6. Selain itu perhitungan juga dilanjutkan ke langkah 6 apabila nilai
TC tidak feasible. Apabila nilai TC ketika m=i dan n=j lebih rendah dari pada
nilai TC ketika m=i dan n=j-1, maka perhitungan dilanjutkan ke langkah 5.
e.Menentukan nilai n=j+1 untuk iterasi baru. Setelah itu mengulangi
perhitungan pada langkah 2,3, dan 4
f. Menentukan nilai m baru, yaitu m=i+1 dan menentukan nilai n=1.
Kemudian mengulangi perhitungan pada langkah 2 hingga langkah 5
g.Menentukan nilai m, n, Q, dan B yang memberikan nilai TC terendah pada
masing-masing kebijakan.
h.Menghitung nilai QM, dimana QM = nQ+B
Langkah penentuan solusi optimal dengan data yang ada pada PT.
XYZ-Medan Mill sebagai berikut.
1. Cp (biaya pemesanan produk oleh pembeli) = Biaya telepon dan bon faktor +
biaya transportasi + biaya bongkar muat +biaya pengawasan
= Rp. 7.500 + Rp. 25.000.000 + Rp. 1.000.000 + Rp. 150.000
= Rp. 26.157.500,-
2. Cr (biaya pemesanan bahan baku) = Biaya telepon dan bon faktor + biaya
transportasi + biaya bongkar muat +biaya pengawasan
= Rp. 7.500 + Rp. 251.125.000 + Rp. 2. 450.000 + Rp. 100.000
= Rp. 253.682.500
3. Hb (biaya penyimpanan produk oleh pembeli)/ tahun = biaya penyimpanan
produk per kg/tahun x 50 (1 bag)
4. Hm (biaya penyimpanan produk oleh pemanufaktur) = biaya penyimpanan
produk per kg/tahun x 50 (1 bag)
= Rp. 28 x 50 = Rp. 1.400/ bag/ tahun
5. Hr (biaya penyimpanan bahan baku oleh pemanufaktur) = biaya penyimpanan
bahan baku per kg/tahun x 50 (1 bag)
= Rp. 18 x 50 = Rp. 9.00/ bag/ tahun
6. b (biaya backorder) = biaya backorder per kg/tahun x 50 (1 bag)
= Rp. 250 x 50 = Rp. 12.500/bag
7. S (biaya disposal) = biaya disposal per kg/tahun x 50 (1 bag)
= Rp. 1800 x 50 = Rp. 9.000/bag
8. x (peluang produk cacat per tahun dalam uniform distribution) = Total dari
jumlah produk cacat dalam sebulan/jumlah produk tersedia x 100% .
BAB VI
ANALISIS PEMECAHAN MASALAH
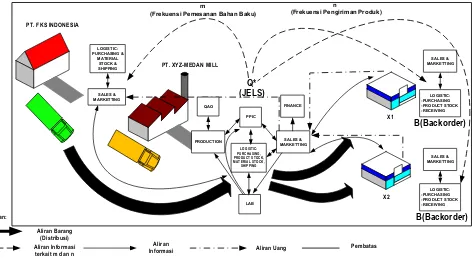
6.1. Analisis Sistem Supply Chain Berdasarkan dengan Metode Vendor Managed Inventory (VMI)
Sistem Supply Chain Berdasarkan dengan Metode Vendor Managed
Inventory (VMI) dapat dilihat pada gambar 6.1 berikut.
PT. FKS INDONESIA
PT. XYZ-MEDAN MILL
X1
X2
PRODUCTION SALES &
MARKETTING
(Frekuensi Pemesanan Bahan Baku)
n
(Frekuensi Pengiriman Produk)
LAB
terkait m dan n
FINANCE
Pembatas
Gambar 6.1. Sistem Perbaikan Supply Chain Produk Pakan 105 ISA (Mash) PT. XYZ-Medan Mill Setelah Menggunakan Metode Vendor Managed
Inventory (VMI)
Sistem supply chain dengan metode vendor managed inventory digunakan
untuk menentukan kebijakan baru dengan penentuan lot optimal yang ekonomis
untuk kedua belah pihak. Kemudian dilakukannya suatu integrasi yang baik dari
kelancaran sistem aliran. Salah satu kebijakan integrasi rantai pasok tersebut
adalah menerapkan metode vendor managed inventory (VMI), dimana kebijakan
seluruh perencanaan persediaan dilakukan oleh pihak perusahaan produsen (PT.
XYZ-Medan Mill). Pihak customer menerima masukan dari pihak perusahaan
manufaktur. Kekokohan integrasi informasi dan kepercayaan sangat dibutuhkan
dalam hal ini. Kebijakan ini dilakukan sebagai dasar dalam menentukan ukuran
lot gabungan yang optimum. Adapaun integrasi dengan VMI pada perusahaan
dapat dilihat pada gambar 6.2 berikut.
Supplier Produk (PT. Gold Coin Indonesia-Medan Mill)
Buyer (Sri Winarti dan Bak Tjai)
Supplier Produk (PT. Gold Coin Indonesia-Medan Mill)
Buyer (Sri Winarti dan Bak Tjai)
Q q
Q’ q’
H,C h,c’
H,C h,c
Without VMI
With VMI
Integrated Supply Chain
Decision Maker
Consumer Demand
Consumer Demand
Gambar 6.2. Model Integrasi Jaringan Kerja VMI pada PT. XYZ-Medan Mill
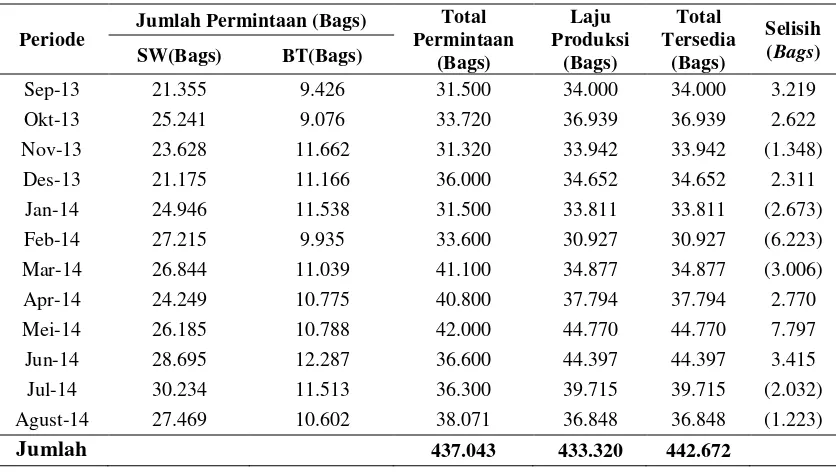
6.2. Analisis Selisih Antara Jumlah Permintaan dan Total Tersedia
Berdasarkan hasil pengolahan data, didapati rekapitulasi hasil selisih
Tabel 6.1. Selisish Antara Jumlah Permintaan, Jumlah Produksi, dan Persediaan Produk Pakan Ayam 105 ISA (Mash) PT. XYZ-Medan Mill
Periode
Jumlah Permintaan (Bags) Total Permintaan
(Bags)
Laju Produksi
(Bags)
Total Tersedia
(Bags)
Selisih (Bags) SW(Bags) BT(Bags)
Sep-13 21.355 9.426 31.500 34.000 34.000 3.219 Okt-13 25.241 9.076 33.720 36.939 36.939 2.622 Nov-13 23.628 11.662 31.320 33.942 33.942 (1.348) Des-13 21.175 11.166 36.000 34.652 34.652 2.311
Jan-14 24.946 11.538 31.500 33.811 33.811 (2.673) Feb-14 27.215 9.935 33.600 30.927 30.927 (6.223) Mar-14 26.844 11.039 41.100 34.877 34.877 (3.006) Apr-14 24.249 10.775 40.800 37.794 37.794 2.770 Mei-14 26.185 10.788 42.000 44.770 44.770 7.797 Jun-14 28.695 12.287 36.600 44.397 44.397 3.415 Jul-14 30.234 11.513 36.300 39.715 39.715 (2.032) Agust-14 27.469 10.602 38.071 36.848 36.848 (1.223)
Jumlah 437.043 433.320 442.672
Tabel diatas menunjukkan bahwa terdapat selisih yang variatif dan
menimbulkan penumpukan produk (over stock) pada periode September 2013,
Oktober 2013, Desember 2013, April 2014, Mei 2014, dan Juni 2014 serta
kekurangan produk (stock out) pada periode November 2013, Januari 2014,
Februari 2014, Maret 2014, Juli 2014 dan Agustus 2014. Berdasarkan pada
pembahasan permasalahan tersebut, maka diperlukan adanya suatu perencanaan
yang baik dalam memutuskan berapa jumlah yang harus disediakan oleh pihak
perusahaan manufaktur dalam memenuhi jumlah permintaan. Departemen
perencanaan atau biasa disebut dengan Departemen PPIC dibutuhkan untuk
mengendalikan produksi yang optimal dan mampu memenuhi kebutuhan
konsumen. Departemen PPIC tersebut harus membuat strategi baru dalam
dalam penentuan jumlah lot adalah penerapan metode JELS dengan pendekatan
supply chain.
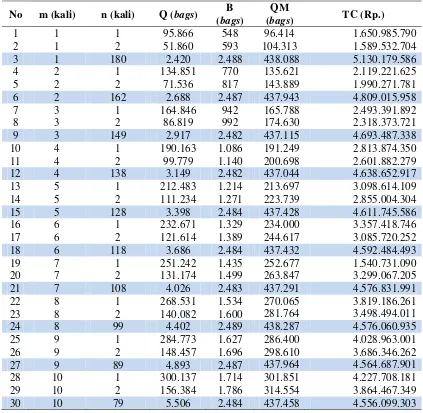
6.3. Analisis Perhitungan Iterasi Ukuran Joint-Lot Optimal
Berdasarkan hasil pengolahan data, didapati rekapitulasi hasil iterasi dari
ukuran Joint-Lot optimal berdasarkan Total Cost adalah sebagai berikut:
Tabel 6.2 Rekapitulasi Hasil Iterasi TC
No m (kali) n (kali) Q (bags) B (bags)
QM
(bags) TC (Rp.)
1 1 1 95.866 548 96.414 1.650.985.790
2 1 2 51.860 593 104.313 1.589.532.704
3 1 180 2.420 2.488 438.088 5.130.179.586
4 2 1 134.851 770 135.621 2.119.221.625
5 2 2 71.536 817 143.889 1.990.271.781
6 2 162 2.688 2.487 437.943 4.809.015.958
7 3 1 164.846 942 165.788 2.493.391.892
8 3 2 86.819 992 174.630 2.318.373.721
9 3 149 2.917 2.482 437.115 4.693.487.338
10 4 1 190.163 1.086 191.249 2.813.874.350
11 4 2 99.779 1.140 200.698 2.601.882.279
12 4 138 3.149 2.482 437.044 4.638.652.917
13 5 1 212.483 1.214 213.697 3.098.614.109
14 5 2 111.234 1.271 223.739 2.855.004.304
15 5 128 3.398 2.484 437.428 4.611.745.586
16 6 1 232.671 1.329 234.000 3.357.418.746
17 6 2 121.614 1.389 244.617 3.085.720.252
18 6 118 3.686 2.484 437.432 4.592.484.493
19 7 1 251.242 1.435 252.677 1.540.731.090
20 7 2 131.174 1.499 263.847 3.299.067.205
21 7 108 4.026 2.483 437.291 4.576.831.991
22 8 1 268.531 1.534 270.065 3.819.186.261
23 8 2 140.082 1.600 281.764 3.498.494.011
24 8 99 4.402 2.489 438.287 4.576.060.935
25 9 1 284.773 1.627 286.400 4.028.963.001
26 9 2 148.457 1.696 298.610 3.686.346.262
27 9 89 4.893 2.487 437.964 4.564.687.901
28 10 1 300.137 1.714 301.851 4.227.708.181
29 10 2 156.384 1.786 314.554 3.864.467.349
Tabel 6.2 Rekapitulasi Hasil Iterasi TC (Lanjutan)
No m (kali) n (kali) Q (bags) B (bags)
QM
(bags) TC (Rp.)
31 11 1 314.751 1.798 316.549 4.416.973.558
32 11 2 163.927 1.873 329.727 4.034.219.436
33 11 70 6.225 2.489 438.239 4.560.065.687
34 12 1 328.717 1.877 330.594 4.598.012.600
35 12 2 171.138 1.955 344.231 4.196.690.774
36 12 60 7.254 2.486 437.726 4.552.973.845
37 13 1 342.113 1.954 344.067 4.771.791.548
38 13 2 178.057 2.034 358.148 4.352.732.164
39 13 50 8.692 2.482 437.082 4.548.249.599*
40 14 1 355.004 2.028 357.032 4.939.131.544
41 14 2 184.718 2.110 371.546 4.503.029.947
42 14 41 10.615 2.486 437.701 4.556.791.385
43 15 1 367.442 2.099 369.541 5.100.716.759
44 15 2 191.146 2.183 384.475 4.648.221.147
45 15 32 13.615 2.488 438.168 4.568.977.828
Perhitungan ukuran lot yang optimal bertujuan untuk menentukan besar
ukuran lot pengiriman baik pengiriman bahan baku dari supplier ke perusahaan
ataupun perhitungan lot optimum dari perusahaan ke pembeli berdasarkan total
costyang paling optimum. Berdasarkan perhitungan setelah melakukan iterasi
untuk frekuensi pengiriman m=1 hingga m=15 sesuai Tabel 6.2 didapatkan solusi
dengan TC minimum pada saat m=13 dan n=50 dengan Rp. 4.548.249.599.
Dapat dilihat pada tabel 6.2 perusahaan sebaiknya melakukan sebanyak 13
kali pemesanan bahan baku dan melakukan pengiriman produk sebanyak 50 kali
ke pembeli. Satu kali pemesanan bahan baku dan satu kali melakukan pengiriman
dalam satu tahun dinilai sebab produk pakan ini merupakan produk konsumsi
BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Berdasakan analisis pengolahan dan pembahasan data, maka dapat diambil
beberapa kesimpulan, yaitu:
1. Berdasarkan perhitungan total cost dengan metode Joint Economic Lot Sizing
didapati total cost yang optimum adalah Rp. 4.548.249.599 dengan ukuran lot
pengirman ke pembeli sebanyak 8.692 bags, memproduksi sebanyak QM=
437.082 bags dan backorder maksimum produk, B = 2.483 bags dan dengan
penjadwalan pengiriman produk jadi ke buyer dilakukan sebanyak 50 kali
dengan frekuensi pemesanan bahan baku 13 kali. Apabila dibandingkan
dengan keadaan eksisting, penerapan metode ini lebih baik karena dapat
menghemat pengeluaran biaya sebesar Rp. 1.239.128.918.
2. Stock out dan over stock sering terjadi di perusahaan yang menandakan
bahwa terdapat penyimpangan antara kapasitas produksi dengan jumlah
permintaan konsumen.
3. Analisis sensitivitas menunjukkan bahwa biaya pesan bahan baku dan biaya
disposal merupakan biaya yang paling memberikan pengaruh yang signifikan
terhadap perubahan total cost.
4. Faktor penyebab terjadinya permasalahan adalah tidak adanya integrasi dan
kerja sama antar pemasok, perusahaan dan pembeli dalam penetapan lot.
untuk mengkoordinasikan dan menentukan suatu perencanaan dalam proses
produksi penting untuk segera dibentuk.
7.2. Saran
Beberapa saran yang dapat diberikan kepada perusahaan agar penerapan
metode Joint Economic Lot Sizing dapat memberikan hasil yang optimal,
diantaranya adalah:
1. Sebaiknya perusahaan segera mencari tenaga ahli untuk dapat menentukan
persediaan dan ukuran lot yang optimum dalam memproduksi produk pakan
105 ISA (Mash) dan segera membentuk departemen PPIC untuk membantu
kelancaran sistem produksi pada perusahaan.
2. Sebaiknya perusahaan melakukan sosialisasi metode Joint Economic Lot
Sizing kepada karyawan agar tercipta pengetahuan dan pemahaman yang
cukup mengenai penggunaan metode Joint Economic Lot Sizing dan
pendekatan integrasi Vendor Managed Inventory.
3. Perusahaan sebaiknya menyiapkan sarana-sarana pendukung untuk
implementasi metode ini seperti pembukuan data yang akurat, manajemen
yang baik, adanya komunikasi yang baik antara pemasok (supplier) bahan
baku, perusahaan, dan perusahaan pembeli (buyer).
4. Untuk mengawasi pelaksanaan Joint Economic Lot Sizing, perusahaan
sebaiknya melakukan evaluasi berkala terhadap kinerja sistem distribusi yang
DAFTAR PUSTAKA
Cao, M. 2010. Supply chain collaborative advantage: a firm’s perspective.
International Journal of Production Economics, vol. 128, no. 1, pp. 358–
367.
Gasperz, Vincent. 2005. Production Planning and Inventory Control.Jakarta:
Gramedia Pustaka Utama.
Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta: Graha Ilmu.
Hosseini, SK. 2014. Optimizing An Integrated Vendor-Managed Inventory System
for A Single-Vendor Two-Buyer Supply Chain with Determining
Weighting Factor for Vendor's Ordering Cost. International Journal of Production Economics, vol. 153, , pe. 295–308.
Hsu. 2012. An Integrated Vendor-Buyer Cooperative Inventory Model for Items
with Imperfect Quality and Shortage Backordering. Decis. Science.
vol.2012, ds. 679-083.
Lee, ett all. 2005. A Joint Economic Lot Size for Material Ordering,
Manufacturing Setup, and Finished Good Ordering. International
Journal of Management Science, vol. 33, ms. 163–174.
Pujawan, I Nyoman, 2005. Supply Chain Management, Edisi I. Surabaya:
Penerbit Guna Widya.