PERBAIKAN FASILITAS KERJA UNTUK MEREDUKSI
KEBISINGAN DI PT. INTAN SUAR KARTIKA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
SRI ULINA PINEM 050403011
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PERBAIKAN FASILITAS KERJA UNTUK MEREDUKSI
KEBISINGAN DI PT. INTAN SUAR KARTIKA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
SRI ULINA PINEM 0 5 0 4 0 3 0 1 1
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Nazlina, MT) (Dr. Eng. Ir. Listiani Nurul Huda, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
PT. Intan Suar Kartika merupakan perusahaan yang bergerak di bidang produksi bahan bangunan khususnya paku. Proses pengepakan (packing) merupakan salah satu proses dengan kondisi lingkungan kerja yang bising. Kebisingan di tempat kerja menyebabkan terganggunya kenyamanan dan kesehatan pendengaran operator. Penelitian ini bertujuan untuk mereduksi kebisingan yang terjadi pada bagian pengepakan (packing).
Sifat penelitian ini adalah penelitian korelasional dan metode yang digunakan dalam pengambilan sampel adalah non probability sampling, yaitu
judgement sampling. Objek dalam penelitian ini adalah pekerja yang bekerja pada
bagian pengepakan (packing) paku di PT. Intan Suar Kartika.
Tingkat kebisingan yang diterima oleh tiap operator telah melebihi NAB yang diizinkan. Kebisingan berpengaruh sangat signifikan terhadap kesehatan pendengaran dan kenyamanan operator. Uji audiometri menunjukkan kemampuan mendengar operator mengalami penurunan setelah bekerja. Kondisi fisik terhadap denyut jantung dan tekanan darah menunjukkan tingkat hubungan yang rendah. Dari hasil kuesioner diperoleh bahwa tingkat kebisingan yang dirasakan operator belum mendukung kenyamanan dan kesehatan pendengaran operator. Lingkungan kerja yang bising dirasakan mengganggu dan menyebabkan kelelahan, sehingga setiap pekerja berharap adanya perbaikan untuk mereduksi kebisingan. Pengurangan tingkat kebisingan dilakukan dengan menambah bahan peredam berupa karet untuk melapisi wadah curahan paku pada mesin pengepakan (packing) yang merupakan sumber bising sehingga meminimalisir tumbukan antara paku dengan wadah curahan paku yang terbuat dari logam dan dapat mengurangi tingkat kebisingan sebesar 16,3650 dB.
Dari penelitian yang dilaksanakan maka saran yang dapat diberikan adalah perusahaan diharapkan memperhatikan kenyamanan dan kesehatan pekerja dengan melakukan pengendalian terhadap kebisingan dengan cara menambah bahan peredam pada mesin yang merupakan sumber bising, selain penggunaan alat pelindung telinga seperti ear plug atau ear muff.
Kata Kunci : Noise, Peredaman Total Permukaan (Sabine), Noise Reduction, Kenyamanan, Kesehatan Pendengaran.
KATA PENGANTAR
Puji syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas segala
kasih karunia-Nya sehingga penulis dapat menyelesaikan Laporan Tugas Akhir
ini. Tugas Akhir merupakan salah satu syarat akademis yang harus dipenuhi oleh
mahasiswa Teknik Industri untuk memperoleh gelar Sarjana Teknik.
Kegiatan penelitian ini dilakukan di PT. Intan Suar Kartika. Adapun judul
Tugas Sarjana ini adalah “Perbaikan Fasilitas Kerja untuk Mereduksi Kebisingan
di PT. Intan Suar Kartika”. Tujuan dari Laporan Tugas Akhir ini adalah
memberikan solusi untuk mereduksi masalah kebisingan dan mendapatkan
lingkungan tempat kerja yang mendukung proses kerja. Dengan begitu, akan
diperoleh solusi berupa perbaikan fasilitas kerja yang dapat mendukung
kenyamanan dan kesehatan pekerja.
Diharapkan Laporan Tugas Akhir dapat menambah wawasan bagi
pembaca dan sebagai masukan untuk penelitian yang berkaitan dengan
kebisingan.
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas
Sarjana ini. Hal ini disebabkan keterbatasan waktu dalam penelitian. Oleh karena
itu penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat
menyempurnakan Tugas Sarjana ini.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan ini,
banyak pihak yang telah membantu, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada :
1. Ibu Ir. Nazlina, MT selaku Dosen Pembimbing I dan Ibu Dr. Eng. Ir. Listiani
Nurul Huda, MT selaku Dosen Pembimbing II atas kesediaannya meluangkan
waktu untuk membimbing dan memberikan arahan kepada penulis dalam
penulisan laporan.
2. Ibu Ir. Khawarita Siregar, MT selaku ketua Departemen Teknik Industri USU
dan yang telah memberi motivasi sehingga penulis dapat menyelesaikan
laporan Tugas Sarjana ini.
3. Orang Tua, Abang, dan Kakak serta keluarga tercinta yang selalu mendoakan,
memberikan kasih sayang, perhatian, dukungan dan semangat sehingga
penulis dapat menyelesaikan laporan Tugas Sarjana ini.
4. Bapak Ridwan selaku pegawai administrasi yang telah memberikan izin untuk
mengadakan penelitian di PT. Intan Suar Kartika.
5. Bapak Tjengal selaku pembimbing lapangan di PT. Intan Suar Kartika yang
telah meluangkan waktu bagi penulis selama melaksanakan penelitian di usaha
tersebut.
6. Pekerja pada bagian pengepakan (packing) di PT. Intan Suar Kartika yang
7. Sahabat-sahabat penulis Rasdiana, Magda, Rahmi, dan Arih yang telah
membantu penulis memberikan dukungan dan semangat sehingga dapat
menyelesaikan laporan Tugas Sarjana ini.
8. Rekan-rekan angkatan 2005 yang telah membantu penulis memberikan
dukungan dan semangat selama pelaksanaan Tugas Sarjana ini.
9. Aidil Kurniawan angkatan 2007 yang telah membantu penulis sehingga dapat
menyelesaikan laporan Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT SIDANG SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR . ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... viii
DAFTAR TABEL . ... xiv
DAFTAR GAMBAR . ... xviii
DAFTAR LAMPIRAN . ... xxiii
I. PENDAHULUAN... I-1 1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Permasalahan ... I-3
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Batasan Penelitian dan Asumsi ... I-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II. GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Struktur Organisasi ... II-3
2.4. Proses Produksi ... II-5
2.4.1. Standar Mutu Bahan/Produk ... II-5
2.4.2. Bahan yang Digunakan ... II-7
2.4.3. Uraian Proses Produksi ... II-9
2.5. Mesin dan Peralatan ... II-14
2.5.1. Mesin Produksi ... II-14
2.5.2. Peralatan ... II-23
2.6. Jumlah Tenaga Kerja dan Jam Kerja ... II-25
2.6.1. Tenaga Kerja ... II-26
2.6.2 Jam Kerja ... II-27
III. LANDASAN TEORI ... III-1 3.1. Bunyi ... III-1
3.2. Tingkat Bunyi ... III-2
3.3. Intensitas Bunyi..………. ... III-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4.1. Jenis-jenis Kebisingan ... III- 10
3.4.2. Pengaruh Kebisingan Terhadap Kesehatan ... III-15
3.4.3. Mengukur Tingkat Kebisingan ... III-19
3.4.4. Pengendalian Kebisingan ... III-20
IV. METODOLOGI PENELITIAN . ... IV-1 4.1. Objek dan Waktu Penelitian... IV-1
4.2. Sifat Penelitian ... IV-1
4.3. Kerangka Konsep Berpikir ... IV-1
4.4. Populasi dan Sampel Penelitian ... IV-2
4.4.1. Populasi ... IV-2
4.4.2. Sampel ... IV-2
4.5. Metodologi Penelitian ... IV-3
4.6. Pengumpulan Data ... IV-3
4.7. Prosedur Pengumpulan Data ... IV-6
4.8. Pengolahan Data ... IV-7
4.9. Analisis Pemecahan Masalah ... IV-7
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.1. Data Tingkat kebisingan dan Kecepatan Angin. ... V-1
5.1.1.1. Data Tingkat kebisingan ... V-3
5.1.1.2. Data Kecepatan Angin ... V-4
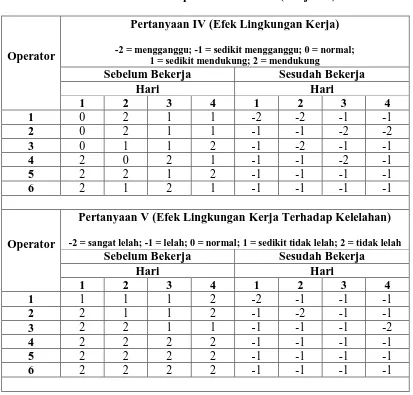
5.1.2. Data Psikologi Operator ... V-4
5.1.3. Pengukuran Audiometri Operator ... V-7
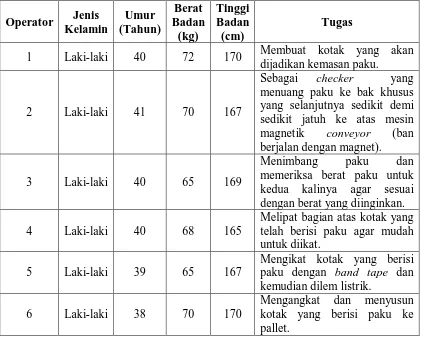
5.1.4. Data Personal Operator ... V-8
5.1.5. Data Denyut Jantung dan Tekanan Darah
Operator ... V-9
5.2. Pengolahan Data ... V-10
5.2.1. Pengolahan Data Kuesioner ... V-10
5.2.1.1. Uji Validitas Item Soal ... V-10
5.2.1.2. Uji Reliabilitas Instrumen ... V-12
5.2.1.3. Perhitungan Mean Vote ... V-15
5.2.2. Kebisingan ... V-18
5.2.2.1. Perhitungan Intensitas Bunyi dan
Energi dari Sumber Bunyi ... V-18
5.2.2.2. Perhitungan Beban Bising... V-23
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.4. Pengaruh Data Fisik Operator Terhadap Denyut
Jantung dan Tekanan Darah ... V-27
5.2.5. Perhitungan Konsumsi Energi Operator ... V-34
5.2.6. Pengolahan Data Pengukuran Audiometri
Operator ... V-36
5.2.7. Uji Statistik Parametrik Korelasi Pearson dan
Uji Regresi ... V-37
VI. ANALISIS DAN PEMBAHASAN HASIL . ... VI-1 6.1. Analisis Hasil... ... VI-1
6.1.1. Analisis Kondisi Kebisingan dari Sumber Bunyi
di Bagian Pengepakan (Packing) ... VI-1
6.1.2. Analisis Intensitas Bunyi dan Energi dari Sumber
Bunyi ... VI-5
6.1.3. Analisis Pengaruh Data Fisik Operator Terhadap
Denyut Jantung dan Tekanan Darah ... VI-6
6.1.4. Analisis Konsumsi Energi yang Dibutuhkan
Operator ... VI-8
6.1.5. Analisis Pengaruh Kecepatan Angin Terhadap
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.1.6. Analisis Beban Bising ... V-11
6.1.7. Analisis Psikologi Operator ... V-12
6.1.8. Analisis Pengukuran Audiometri ... V-14
6.2. Pembahasan Hasil... ... VI-15
VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Spesifikasi Ukuran Paku ... II-6
2.2. Daftar Mesin Produksi Paku ... II-25
2.3. Sebaran Penggunaan Tenaga Kerja pada PT. Intan Suar
Kartika ... II-26
2.4. Jam Kerja Reguler ... II-27
2.5. Jam Kerja Shift ... II-27
3.1. Perubahan Tingkat Bunyi dan Efeknya ... III-4
3.2. Pengaruh Kekerasan Bunyi pada Manusia ... III-4
3.3. Jenis Peredam dan Kegunaannya ... III-5
3.4. Sumber Bunyi dan Intensitas Bunyi ... III-6
3.5. Tingkat Kebisingan yang Diperbolehkan. ... III-9
3.6. Kondisi Suara dan Batas Tingkat Kebisingannya ... III-11
3.7. Tingkat Bising Rata-rata yang Biasa ... III-14
3.8. Nilai Ambang Batas Kebisingan di Indonesia ... III-14
3.9. Nilai Ambang Batas Kebisingan di Industri Indonesia ... III-15
5.1. Data Hasil Pengukuran Jarak Operator ke Sumber Bising ... V-1
5.2. Data Tingkat Kebisingan untuk Tiap Posisi Operator ... V-3
5.3. Data Kecepatan Angin untuk Tiap Titik ... V-4
5.4. Data Rekapitulasi Kuesioner ... V-5
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.6. Data Personal Operator pada Bagian Pengepakan (Packing) .. V-8
5.7. Data Denyut Jantung dan Tekanan Darah Operator ... V-9
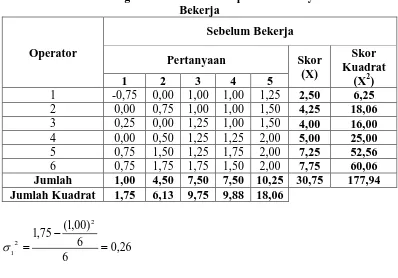
5.8. Perhitungan Validitas untuk Pertanyaan 1 (Tingkat
Kebisingan yang Dirasakan) Sebelum Bekerja ... V-11
5.9. Hasil Perhitungan Validitas untuk Setiap Item Pertanyaan ... V-12
5.10. Perhitungan Varians untuk Tiap Item Pertanyaan Sebelum
Bekerja ... V-13
5.11. Hasil Perhitungan Varians untuk Tiap Item Pertanyaan... V-14
5.12. Hasil Uji Reliabilitas Item Pertanyaan Sebelum dan Sesudah
Bekerja ... V-15
5.13. Rekapitulasi Mean Vote Data Kuesioner ... V-15
5.14. Hasil Perhitungan Intensitas Bunyi pada Masing-masing
Posisi Operator ... V-20
5.15. Hasil Perhitungan Energi Sumber Bunyi pada Masing-masing
Posisi Operator ... V-21
5.16. Beban Bising yang Diterima Operator 3 ... V-24
5.17. Rekapitulasi Beban Bising yang Diterima oleh Setiap
Operator ... V-25
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.19. Rekapitulasi Hasil Output Uji Korelasi dan Regresi Umur,
Berat Badan, dan Tinggi Badan Terhadap Denyut Jantung
Operator ... V-28
5.20. Rekapitulasi Hasil Output Uji Korelasi dan Regresi Umur,
Berat Badan, dan Tinggi Badan Terhadap Tekanan Darah
Operator ... V-30
5.21. Konsumsi Energi yang Dibutuhkan Tiap Operator ... V-35
5.22. Nilai Mean dan Standar Deviasi Data Operator ... V-36
5.23. Kemampuan Dengar Operator Sebelum dan Sesudah
Bekerja ... V-36
5.24. Korelasi dan Regresi Kecepatan Angin Terhadap Tingkat
Kebisingan pada Posisi Operator 1 ... V-39
5.25. Rekapitulasi Output Hasil Uji Korelasi dan Regresi Kecepatan
Angin Terhadap Tingkat Kebisingan pada Posisi Operator 1 .. V-39
5.26. Rekapitulasi Output Hasil Uji Korelasi dan Regresi Kecepatan
Angin Terhadap Tingkat Kebisingan pada Setiap Posisi
Operator ... V-40
5.27. Rekapitulasi Output Hasil Uji Korelasi dan Regresi Kebisingan
Terhadap Kesehatan dan Kenyamanan Sebelum dan Sesudah
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
6.1. Serapan Bunyi Total Kondisi Awal pada Wadah Curahan
Berbentuk Kerucut ... VI-23
6.2. Serapan Bunyi Total dengan Penambahan Peredam pada
Wadah Curahan Berbentuk Kerucut ... VI-23
6.3. Serapan Bunyi Total Kondisi Awal pada Wadah Curahan
Berbentuk Prisma ... VI-24
6.4. Serapan Bunyi Total dengan Penambahan Peredam pada
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Intan Suar Kartika ... II-4
3.1. Pengurangan Tingkat Bunyi Akibat Jarak ... III-3
3.2. Sumber Bunyi dan Rentang Frekuensinya... III-8
4.1. Kerangka Konsep Berpikir ... IV-2
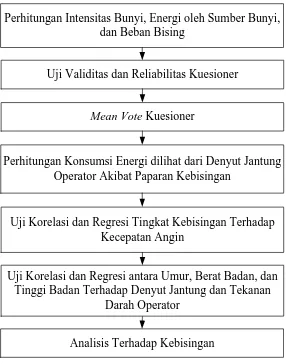
4.2. Blok Diagram Metodologi Penelitian ... IV-4
4.3. Jadwal Pengumpulan Data ... IV-7
4.4. Blok Diagram Pengolahan Data ... IV-8
4.5. Kuesioner Penelitian ... IV-10
5.1. Posisi Operator pada Bagian Pengepakan (Packing)
dan Titik Pengukuran... V-2
5.2. Grafik Mean Vote Tingkat Kebisingan yang
Dirasakan ... V-16
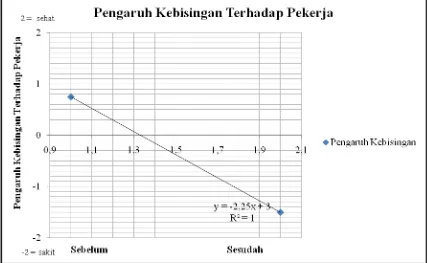
5.3. Grafik Mean Vote Pengaruh Kebisingan Terhadap
Pekerja ... V-16
5.4. Grafik Mean Vote Kenyamanan Lingkungan Kerja
yang Dirasakan ... V-17
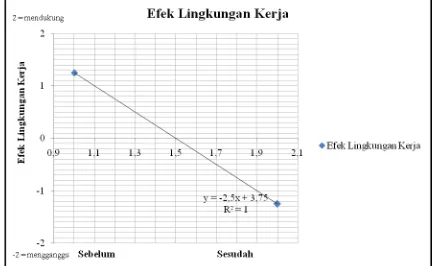
5.5. Grafik Mean Vote Efek Lingkungan Kerja ... V-17
5.6. Grafik Mean Vote Efek Lingkungan Kerja Terhadap
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.7. Grafik Perbandingan Tingkat Kebisingan pada Setiap
Posisi Operator ... V-22
5.8. Grafik Perbandingan Intensitas Bunyi pada Setiap
Posisi Operator ... V-22
5.9. Grafik Perbandingan Energi Sumber Bunyi pada
Setiap Posisi Operator ... V-23
5.10. Perbandingan Beban Bising yang Diterima Tiap
Operator ... V-25
5.11. Grafik Kecepatan Angin di Tiap Titik ... V-27
5.12. Grafik Korelasi dan Regresi Umur Terhadap Denyut
Jantung Operator Sebelum dan Sesudah Bekerja ... V-28
5.13. Grafik Korelasi dan Regresi Berat Badan Terhadap
Denyut Jantung Operator Sebelum dan Sesudah Bekerja ... V-29
5.14. Grafik Korelasi dan Regresi Tinggi Badan Terhadap
Denyut Jantung Operator Sebelum dan Sesudah Bekerja ... V-29
5.15. Grafik Korelasi dan Regresi Umur Terhadap Tekanan
Darah Sistolik Operator Sebelum dan Sesudah Bekerja ... V-31
5.16. Grafik Korelasi dan Regresi Umur Terhadap Tekanan
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.17. Grafik Korelasi dan Regresi Berat Badan Terhadap
Tekanan Darah Sistolik Operator Sebelum dan Sesudah
Bekerja ... V-32
5.18. Grafik Korelasi dan Regresi Berat Badan Terhadap
Tekanan Darah Diastolik Operator Sebelum dan Sesudah
Bekerja ... V-32
5.19. Grafik Korelasi dan Regresi Tinggi Badan Terhadap
Tekanan Darah Sistolik Operator Sebelum dan Sesudah
Bekerja ... V-33
5.20. Grafik Korelasi dan Regresi Tinggi Badan Terhadap
Tekanan Darah Diastolik Operator Sebelum dan Sesudah
Bekerja ... V-33
5.21. Perbandingan Konsumsi Energi Sebelum dan Sesudah
Bekerja ... V-35
5.22. Perbandingan Kemampuan Dengar Operator Sebelum
dan Sesudah Bekerja ... V-37
5.23. Korelasi dan Regresi Kecepatan Angin Terhadap Tingkat
Kebisingan Posisi Operator 1 ... V-41
5.24. Korelasi dan Regresi Kecepatan Angin Terhadap Tingkat
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.25. Korelasi dan Regresi Kecepatan Angin Terhadap Tingkat
Kebisingan Posisi Operator 3 ... V-42
5.26. Korelasi dan Regresi Kecepatan Angin Terhadap Tingkat
Kebisingan Posisi Operator 4 ... V-42
5.27. Korelasi dan Regresi Kecepatan Angin Terhadap Tingkat
Kebisingan Posisi Operator 5 ... V-43
5.28. Korelasi dan Regresi Kecepatan Angin Terhadap Tingkat
Kebisingan Posisi Operator 6 ... V-43
5.29. Korelasi dan Regresi Kebisingan Terhadap Kesehatan
Operator Sebelum Bekerja ... V-45
5.30. Korelasi dan Regresi Kebisingan Terhadap Kenyamanan
Operator Sebelum Bekerja ... V-45
5.31. Korelasi dan Regresi Kebisingan Terhadap Kesehatan
Operator Sesudah Bekerja ... V-46
5.32. Korelasi dan Regresi Kebisingan Terhadap Kenyamanan
Operator Sesudah Bekerja ... V-46
6.1. Keterkaitan Analisis yang Dilakukan ... VI-1
6.2. Pengurangan Tingkat Bunyi Akibat Jarak ... VI-2
6.3. Mesin Pengepakan (Packing) Paku ... VI-17
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
6.5. Wadah Curahan Paku Berbentuk Kerucut yang telah
Dilapisi Peredam Berupa Karet ... VI-20
6.6. Wadah Curahan Paku Berbentuk Prisma yang telah
Dilapisi Peredam Berupa Karet ... VI-21
6.7. Wadah Curahan Paku Berbentuk Kerucut yang telah
Dilapisi Peredam Berupa Karet ... VI-22
6.8. Wadah Curahan Paku Berbentuk Prisma yang telah
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
Pembagian Tugas dan Tanggung Jawab ... L-1
Tabel Nilai r Product Moment ... L-9
ABSTRAK
PT. Intan Suar Kartika merupakan perusahaan yang bergerak di bidang produksi bahan bangunan khususnya paku. Proses pengepakan (packing) merupakan salah satu proses dengan kondisi lingkungan kerja yang bising. Kebisingan di tempat kerja menyebabkan terganggunya kenyamanan dan kesehatan pendengaran operator. Penelitian ini bertujuan untuk mereduksi kebisingan yang terjadi pada bagian pengepakan (packing).
Sifat penelitian ini adalah penelitian korelasional dan metode yang digunakan dalam pengambilan sampel adalah non probability sampling, yaitu
judgement sampling. Objek dalam penelitian ini adalah pekerja yang bekerja pada
bagian pengepakan (packing) paku di PT. Intan Suar Kartika.
Tingkat kebisingan yang diterima oleh tiap operator telah melebihi NAB yang diizinkan. Kebisingan berpengaruh sangat signifikan terhadap kesehatan pendengaran dan kenyamanan operator. Uji audiometri menunjukkan kemampuan mendengar operator mengalami penurunan setelah bekerja. Kondisi fisik terhadap denyut jantung dan tekanan darah menunjukkan tingkat hubungan yang rendah. Dari hasil kuesioner diperoleh bahwa tingkat kebisingan yang dirasakan operator belum mendukung kenyamanan dan kesehatan pendengaran operator. Lingkungan kerja yang bising dirasakan mengganggu dan menyebabkan kelelahan, sehingga setiap pekerja berharap adanya perbaikan untuk mereduksi kebisingan. Pengurangan tingkat kebisingan dilakukan dengan menambah bahan peredam berupa karet untuk melapisi wadah curahan paku pada mesin pengepakan (packing) yang merupakan sumber bising sehingga meminimalisir tumbukan antara paku dengan wadah curahan paku yang terbuat dari logam dan dapat mengurangi tingkat kebisingan sebesar 16,3650 dB.
Dari penelitian yang dilaksanakan maka saran yang dapat diberikan adalah perusahaan diharapkan memperhatikan kenyamanan dan kesehatan pekerja dengan melakukan pengendalian terhadap kebisingan dengan cara menambah bahan peredam pada mesin yang merupakan sumber bising, selain penggunaan alat pelindung telinga seperti ear plug atau ear muff.
Kata Kunci : Noise, Peredaman Total Permukaan (Sabine), Noise Reduction, Kenyamanan, Kesehatan Pendengaran.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Kebisingan adalah semua bunyi atau suara yang tidak dikehendaki yang
dapat mengganggu kesehatan dan keselamatan. Dalam jangka panjang
bunyi-bunyian tersebut dapat mengganggu ketenangan pekerja (Sritomo
Wignjosoebroto, 2003). Menurut hasil penelitian Leonardo Sihombing, dkk
(1987), kebisingan dan lamanya paparan bising yang disebabkan oleh mesin
produksi pada pabrik paku menyebabkan terjadinya pergeseran dan penurunan
batas pendengaran pada pekerja.
Hasil penelitian oleh Angreyni Bahar (2008), dinyatakan bahwa tingginya
tingkat kebisingan yang diterima pekerja pada depertemen tempa dan cor,
sebaiknya ditingkatkan evaluasi dan perbaikan manajemen kebisingan.
Tahapan-tahapan pengendalian terhadap kebisingan mencakup peningkatan penyuluhan,
pelatihan, pengawasan serta keikutsertaan pekerja dalam hal pemilihan APD, serta
pemeriksaan kesehatan telinga secara berkala, dan penyediaan alat pemeriksaan
kesehatan telinga. Kondisi lingkungan kerja yang baik, akan mendukung
kenyamanan dan kesehatan pekerja pada saat bekerja.
Permasalahan kebisingan ini ditemukan pada bagian pengepakan (packing)
di PT. Intan Suar Kartika. Perusahaan ini adalah perusahaan swasta nasional yang
bergerak dalam industri bahan bangunan (paku), dengan bahan baku berupa wire
packing berfungsi untuk mengalirkan paku ke dalam kotak atau kemasan dengan
jumlah tertentu. Cara kerja mesin pengepakan (packing) menimbulkan kebisingan
dikarenakan proses pengepakan yang dimulai dengan menuangkan paku ke dalam
sebuah bak khusus yang terbuat dari logam sehingga menghasilkan suara bising
dikarenakan paku dan bak khusus sama-sama terbuat dari bahan logam. Proses
tumbukan antar logam tentu akan menghasilkan suara yang keras.
Tingkat kebisingan yang terjadi di bagian pengepakan (packing) berkisar
antara 90 sampai 110 dB. Tingkat intensitas bunyi dalam range ini adalah
melebihi nilai ambang batas kebisingan yang diizinkan terpapar pada suatu waktu
tertentu, yaitu sebesar 85 dB(A) untuk waktu pemaparan kerja selama 8 jam per
hari yang diatur oleh Surat Keputusan Menteri Kesehatan No:
261/MENKES/SK/II/1998. Waktu pemaparan yang diizinkan berkisar antara 15
menit hingga 2 jam per hari. Jika tingkat kebisingan melebihi nilai ambang batas
(NAB) yang diperkenankan dapat menimbulkan ketulian sementara dan ketulian
permanen, serta gangguan negatif lain seperti gangguan komunikasi dan
kesalahan menterjemahkan informasi.
Oleh karena itu, perlu dilakukan penelitian mengenai perbaikan fasilitas
kerja untuk mereduksi kebisingan yang ada di bagian pengepakan (packing) PT.
Intan Suar Kartika terhadap pekerjanya, dan perlu dilakukan usaha-usaha
1.2. Rumusan Permasalahan
Permasalahan yang ditemukan pada bagian pengepakan (packing) di PT.
Intan Suar Kartika dapat diidentifikasi sebagai berikut:
1. Tingkat kebisingan yang tidak sesuai dengan batas pendengaran operator jika
disesuaikan dengan waktu kerja.
2. Pengaruh yang dirasakan operator akibat kebisingan yang diterima di tempat
kerja.
3. Kondisi kebisingan yang dirasakan tidak mendukung kenyamanan dan
kesehatan pendengaran operator di tempat kerja.
4. Menemukan solusi untuk mengatasi masalah kebisingan di tempat kerja.
Dari identifikasi masalah diatas dapat dirumuskan permasalahan yang
terjadi di perusahaan adalah tingginya tingkat kebisingan yang dihasilkan oleh
mesin pengepakan (packing), yang dapat mempengaruhi kenyamanan dan
pendengaran selama bekerja. Oleh karena itu, perlu segera dilakukan perbaikan
untuk mereduksi kebisingan.
1.3. Tujuan Penelitian
Tujuan umum dari penelitian ini adalah perbaikan fasilitas kerja untuk
mereduksi kebisingan yang terjadi pada bagian pengepakan (packing). Adapun
tujuan khusus dari penelitian yang dilakukan di PT. Intan Suar Kartika, yaitu:
1. Menjaga kondisi pendengaran pekerja akibat kebisingan yang timbul pada
2. Mendapatkan lingkungan tempat kerja yang dapat mendukung proses kerja
dimana tingkat kebisingan berada dalam batas yang dianjurkan.
3. Memperoleh solusi untuk mengatasi masalah kebisingan di tempat kerja.
1.4. Manfaat Penelitian
Keutamaan penelitian ini adalah sebagai berikut :
1. Bagi Mahasiswa
a. Mendapatkan wawasan terutama mengenai kebisingan di tempat kerja
serta dapat memecahkan dan mencari solusi masalah dari sudut pandang
akademis.
b. Mendapatkan pengalaman terutama dalam hal penelitian yang berkaitan
dengan kebisingan.
2. Bagi Perusahaan
a. Memperoleh masukan upaya apa yang dapat dilakukan dalam mengatasi
kebisingan di tempat kerja untuk menjaga kesehatan pekerja.
b. Pekerja memperoleh pedoman untuk mengantisipasi terjadinya pengaruh
kebisingan di tempat kerja.
3. Bagi Institusi
Memperoleh referensi untuk penelitian selanjutnya dalam mencari solusi
terbaik pengendalian kebisingan di tempat pekerja.
1.5. Batasan Penelitian dan Asumsi
1. Penelitian hanya dilakukan pada bagian pengepakan (packing) di PT. Intan
Suar Kartika.
2. Pengukuran kebisingan yang dilakukan hanya pada bagian pengepakan
(packing) paku.
3. Pengukuran kondisi fisik pekerja hanya dilakukan dengan mengukur tekanan
darah dan denyut jantung pekerja.
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
1. Kondisi pekerja di bagian pengepakan (packing) dianggap tidak
mempengaruhi hasil pengukuran.
2. Pekerja memiliki tingkat metabolisme tubuh yang relatif sama.
3. Metode kerja tidak berubah saat penelitian dilakukan.
4. Faktor lingkungan kerja lainnya tidak mempengaruhi hasil penelitian yang
dilakukan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut :
BAB I PENDAHULUAN
Pada bab ini berisi mengenai latar belakang permasalahan berupa
kebisingan yang ada di PT. Intan Suar Kartika khususnya di bagian
pengepakan (packing), juga identifikasi dan perumusan masalah,
yang digunakan dalam penelitian, serta sistematika penulisan tugas
akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Bab ini berisi tentang sejarah perusahaan, ruang lingkup bidang
usaha, struktur organisasi, tenaga kerja perusahaan, bahan yang
digunakan, jumlah dan spesifikasi produk, uraian proses produksi dan
mesin serta peralatan yang digunakan di PT. Intan Suar Kartika yang
bergerak di bidang industri bahan bangunan khususnya paku.
BAB III LANDASAN TEORI
Dalam bab ini diuraikan mengenai tinjauan-tinjauan kepustakaan
yang berisi teori-teori yang mendukung permasalahan tentang
kebisingan, antara lain mengenai faktor-faktor yang mempengaruhi
kebisingan, jenis-jenis kebisingan, pengaruh bising terhadap
kesehatan, pengukuran tingkat kebisingan, dan pengendalian
kebisingan.
BAB IV METODOLOGI PENELITIAN
Pada bab ini memuat desain penelitian dan metodologi yang
digunakan dalam menentukan tingkat kebisingan yang sesuai untuk
pekerja. Menggambarkan prosedur penelitian yang akan dilakukan,
asumsi, pembatasan, kondisi dan keseluruhan persiapan yang akan
dilakukan dalam pengamatan juga alat dan bahan yang digunakan
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data yang diperoleh dari hasil pengamatan dan
pengukuran yang dilakukan berupa pengumpulan data primer yaitu
tingkat kebisingan, kecepatan angin, nilai audiometri, data psikologi
pekerja, denyut jantung, dan tekanan darah, sedangkan data sekunder
yaitu gambaran umum PT. Intan Suar Kartika, jumlah pekerja, dan
data mesin produksi yang diperoleh dari perusahaan. Data yang
diperoleh diolah secara empiris dan grafis sebagai dasar pada
pemecahan masalah.
BAB VI ANALISIS DAN PEMBAHASAN HASIL
Bab ini memuat analisis dan pembahasan hasil dari pengolahan data
dengan cara statistik dan non statistik. Analisis dilakukan untuk
mengkaji perbaikan tingkat kebisingan yang mendukung
kenyamanan dan kesehatan pekerja. Disamping itu, juga diupayakan
untuk memberikan perbandingan kondisi kerja yang ada dengan
kondisi kerja yang diusulkan.
BAB VII KESIMPULAN DAN SARAN
Memberikan kesimpulan yang didapat dari hasil pemecahan masalah
dan saran-saran yang bermanfaat mengenai perbaikan fasilitas kerja
untuk mereduksi kebisingan di tempat kerja.
DAFTAR PUSTAKA
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Intan Suar Kartika adalah perusahaan swasta nasional yang merupakan
hasil perluasan dan pengembangan wilayah dari PT. Intan Nasional Iron Industri
yang berdiri pada bulan Mei tahun 1971 dengan masa percobaan proyek selama
enam bulan. Setelah berjalan beberapa waktu, akhirnya pada bulan Oktober 1971,
perusahaan telah dapat melakukan percobaan produksi yakni proses
penggalvanisasian plat seng.
Dengan adanya peningkatan proses dan kondisi perusahaan PT. Intan
Nasional Iron Industri, maka pada tahun 1973 perusahaan melakukan perluasan
usaha yang menjalankan produksi yang berbeda dari sebelumnya. Hasil
pengembangan usaha ini ditujukan pada produksi utama berupa kawat paku, paku,
kawan licin dan kawat beton. Perusahaan ini kemudian diberi nama yang berbeda
yang saat sekarang dikenal dengan nama PT. Intan Suar Kartika.
Lokasi PT. Intan Suar Kartika terletak di Jl. K.L. Yos Sudarso Km. 9,6
Kampung Mabar Medan, Sumatera Utara, Indonesia. PT. Intan Suar Kartika juga
memiliki kantor pusat dan pemasaran yang berlokasi di Jl. Gandhi No. 130 (d/h
14-B) Medan, Sumatera Utara, Medan.
PT. Intan Suar Kartika adalah sebuah perusahaan yang bergerak dalam
bidang industri yang bertujuan memproduksi bahan bangunan yaitu berbagai jenis
dihasilkan, PT. Intan Suar Kartika semakin memerlukan wilayah yang luas untuk
melakukan produksinya. Hal ini disebabkan banyaknya variasi produk yang
dihasilkan dan mesin-mesin yang digunakan sehingga memerlukan wilayah untuk
penempatannya yang teratur.
Akhirnya pada tahun 1984, pengolahan dan penggalvanisasian seng yang
dihasilkan dari PT. Intan Nasional Iron Industri dipindahkan ke lokasi lain dan
hingga kini perusahaan tersebut telah sepenuhnya menjadi bagian dari PT. Intan
Suar Kartika.
2.2. Ruang Lingkup Bidang Usaha
PT. Intan Suar Kartika memproduksi bahan bangunan berupa paku dan
kawat. Jenis produk yang dihasilkan oleh PT. Intan Suar Kartika adalah kawat
paku, paku, kawat licin, dan kawat duri. Bahan baku yang digunakan untuk
keseluruhan produk ini adalah wire rods yang diimpor dari India, Singapura,
Rusia dan Australia.
Wire rods tersebut ditarik dengan mesin tarik untuk menghasilkan kawat
paku yang merupakan bahan setengah jadi untuk produk paku dan kawat licin.
Selain untuk memenuhi kebutuhan sendiri, PT. Intan Suar Kartika juga menjual
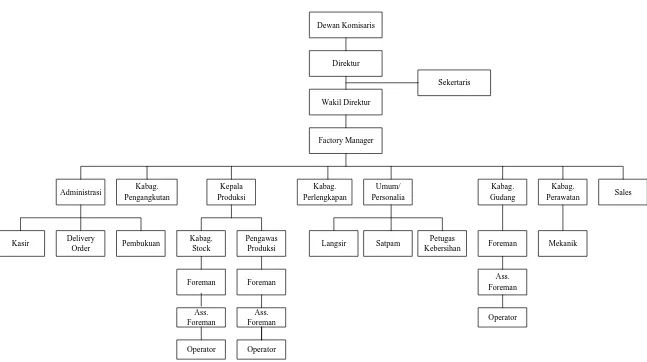
2.3. Struktur Organisasi
Struktur organisasi yang digunakan PT. Intan Suar Kartika adalah struktur
organisasi fungsional di mana terdapat hubungan organisasi horizontal yaitu
desain struktur berdasar fungsi-fungsi yang ada dalam suatu organisasi/divisi/sub
divisi. Struktur organisasi ini sangat efisien karena disusun menurut keahlian
fungsional dan mutu pekerjaan yang baik.
Hubungan fungsional adalah hubungan kerja dengan pembagian tugas
dilakukan menurut fungsi-fungsi tugas yang diberikan perusahaan. Hubungan
fungsional yang dijumpai pada perusahaan ini, yaitu di bawah Wakil Direktur ada
8 bagian tugas yang diberikan berdasarkan fungsinya. Selain itu terdapat juga
hubungan vertikal yang terlihat dari pimpinan tertinggi sampai pada operator.
Dengan demikian, dari struktur organisasi perusahaan terlihat jelas hubungan
kerja dalam perusahaan. Struktur organisasi PT. Intan Suar Kartika dapat dilihat
pada Gambar 2.1.
Pembagian tugas dan tanggung jawab masing-masing jabatan dalam
Dewan Komisaris Direktur Wakil Direktur Factory Manager Sekertaris Administrasi Kabag. Pengangkutan Kepala Produksi Kabag. Perlengkapan Umum/ Personalia Kabag. Gudang Kabag. Perawatan Sales Kasir Delivery Order Pembukuan Kabag. Stock Foreman Ass. Foreman Operator Pengawas
Produksi Langsir Satpam
[image:34.842.118.765.74.436.2]Petugas Kebersihan Mekanik Foreman Ass. Foreman Operator Foreman Ass. Foreman Operator
2.4. Proses Produksi
2.4.1. Standar Mutu Bahan/Produk
Standar mutu bahan/produk yang diterapkan pada PT. Intan Suar Kartika
adalah suatu ketetapan kualitas produk yang ditujukan untuk mengendalikan
produk dan bahan baku agar sesuai dengan spesifikasi standar yang telah
ditetapkan oleh perusahaan dan agar tidak terlalu menyimpang terhadap ketetapan
yang telah dibuat. Standar mutu perlu diperhatikan untuk menjaga kualitas produk
akhir dan sebagai perbandingan persaingan dengan perusahaan sejenis yang
memproduksi paku.
Standar mutu pembuatan produk paku pada PT. Intan Suar Kartika adalah
sebagai berikut:
1. Mata, batang, kepala paku harus center.
2. Tebal kepala paku rata.
3. Bunga kepala paku jelas.
4. Batang paku lurus.
5. Keovalan kepala paku 0,3 mm.
6. Panjang paku dan kepala paku sesuai standar yang ditetapkan.
7. Paku tidak mengalami cacat produksi (tidak berkuping dan gepeng).
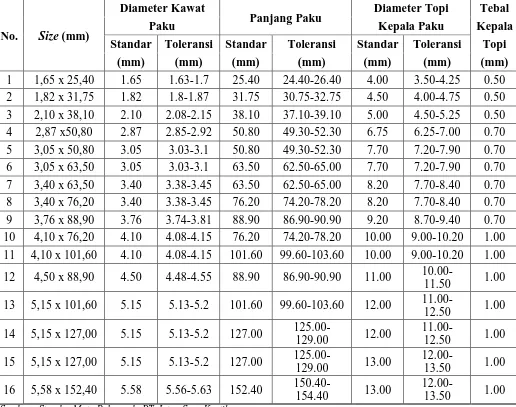
Spesifikasi ukuran paku yang diproduksi oleh PT. Intan Suar Kartika dapat
Tabel 2.1. Spesifikasi Ukuran Paku
No. Size (mm)
Diameter Kawat
Panjang Paku Diameter Topi Tebal
Paku Kepala Paku Kepala
Standar Toleransi Standar Toleransi Standar Toleransi Topi
(mm) (mm) (mm) (mm) (mm) (mm) (mm)
1 1,65 x 25,40 1.65 1.63-1.7 25.40 24.40-26.40 4.00 3.50-4.25 0.50
2 1,82 x 31,75 1.82 1.8-1.87 31.75 30.75-32.75 4.50 4.00-4.75 0.50
3 2,10 x 38,10 2.10 2.08-2.15 38.10 37.10-39.10 5.00 4.50-5.25 0.50
4 2,87 x50,80 2.87 2.85-2.92 50.80 49.30-52.30 6.75 6.25-7.00 0.70
5 3,05 x 50,80 3.05 3.03-3.1 50.80 49.30-52.30 7.70 7.20-7.90 0.70
6 3,05 x 63,50 3.05 3.03-3.1 63.50 62.50-65.00 7.70 7.20-7.90 0.70
7 3,40 x 63,50 3.40 3.38-3.45 63.50 62.50-65.00 8.20 7.70-8.40 0.70
8 3,40 x 76,20 3.40 3.38-3.45 76.20 74.20-78.20 8.20 7.70-8.40 0.70
9 3,76 x 88,90 3.76 3.74-3.81 88.90 86.90-90.90 9.20 8.70-9.40 0.70
10 4,10 x 76,20 4.10 4.08-4.15 76.20 74.20-78.20 10.00 9.00-10.20 1.00 11 4,10 x 101,60 4.10 4.08-4.15 101.60 99.60-103.60 10.00 9.00-10.20 1.00
12 4,50 x 88,90 4.50 4.48-4.55 88.90 86.90-90.90 11.00
10.00-11.50 1.00
13 5,15 x 101,60 5.15 5.13-5.2 101.60 99.60-103.60 12.00
11.00-12.50 1.00
14 5,15 x 127,00 5.15 5.13-5.2 127.00
125.00-129.00 12.00
11.00-12.50 1.00
15 5,15 x 127,00 5.15 5.13-5.2 127.00
125.00-129.00 13.00
12.00-13.50 1.00
16 5,58 x 152,40 5.58 5.56-5.63 152.40
150.40-154.40 13.00
12.00-13.50 1.00
Sumber : Standar Mutu Paku pada PT. Intan Suar Kartika
Produk paku yang dihasilkan memiliki spesifikasi tertentu yang harus
disesuaikan dengan standar mutu yang telah ditetapkan. Produk paku dapat dibagi
menjadi beberapa bagian yang masing-masing memiliki ketetapan ukuran yang
telah ditetapkan sehingga produksi tidak terlalu menyimpang dan sesuai dengan
2.4.2. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi pada PT. Intan Suar
Kartika dapat dikelompokkan menjadi bahan baku, bahan penolong dan bahan
tambahan. Pengelompokkan bahan yang digunakan tersebut adalah sebagai
berikut:
1. Bahan Baku
Bahan baku merupakan bahan utama dalam pembuatan produk dan jumlahnya
dari waktu ke waktu tidak berubah untuk produk yang sejenis. Bahan baku
memiliki persentase yang paling besar dibandingkan bahan lainnya. Bahan
baku yang digunakan oleh PT. Intan Suar Kartika adalah wire rod dan plat
baja. Wire rod adalah gulungan kawat baja dengan kadar karbon 0,25 %,
sedangkan plat baja digunakan untuk membuat topi paku payung. Diameter
wire rod 5,5 mm. Wire rod ini digulung dalam bentuk bundelan-bundelan
(coils) dengan berat 1500 kg. Wire rod diperoleh dari PT. Isfet Indo Surabaya,
PT. Growth Sumatera Industri Medan, Singapura, Rumania, Rusia dan Turki.
2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi yang
sifatnya hanya membantu atau mendukung kelangsungan produksi untuk
medapatkan produk yang diiginkan. Bahan penolong merupakan bahan yang
secara tidak langsung mempengaruhi kualitas dan fungsi produk. Bahan
penolong yang digunakan pada proses produksi, yaitu:
a. HCl (Hidrochloric Acid), digunakan pada proses pencucian wire rod untuk
b. H2SO4, digunakan untuk menghilangkan asam.
c. Sekam padi, digunakan untuk polis paku.
d. Ca(OH)2, digunakan untuk menetralisir wire rod agar tidak terjadi proses
oksidasi.
e. Air (H2O), digunakan untuk pencucian wire rod dan bahan pendingin
mesin tarik kawat (pH=7)
f. Kapur tohor (CaCO3), digunakan untuk melunakkan dan melicinkan wire
rod (pH= 9)
g. Parafin, digunakan untuk melapisi paku agar tidak cepat berkarat.
h. Tepung (campuran kaolin dan kalsium), digunakan untuk memperlicin
permukaan kawat pada proses tarik kawat sehingga kawat tidak mudah
putus dan menjaga agar die tidak langsung bersentuhan dengan kawat.
3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan untuk mempermudah proses
dan meningkatkan kualitas dari produk yang dihasilkan. Bahan tambahan yang
ditambahkan kepada produk sehingga menghasilkan suatu produk akhir yang
siap untuk dipasarkan, dapat berupa kemasan ataupun aksesoris. Bahan
tambahan yang digunakan di PT. Intan Suar Kartika adalah kemasan produk
yang berupa :
a. Kotak paku, digunakan sebagai tempat untuk mengemas paku sebelum
sampai ke konsumen.
c. Label, digunakan untuk menandai jenis dan ukuran kawat yang telah
selesai diproduksi.
d. Strapping band sebagai segel kotak-kotak paku.
e. Steples, digunakan untuk merekatkan kotak paku.
2.4.3. Uraian Proses Produksi
Proses produksi adalah metode untuk membuat suatu barang atau jasa
bertambah nilainya dengan menggunakan sumber tenaga, bahan baku, mesin,
dana dan faktor-faktor produksi lainnya. Secara umum proses produksi pembuatan
paku pada PT. Intan Suar Kartika adalah:
1. Proses Pencucian Wire Rod
Dalam kegiatan pencucian wire rod di PT. Intan Suar Kartika, digunakan
alat produksi berupa pickling (acid boxes), yaitu sederetan bak yang terdiri dari
tiga buah bak. Masing-masing bak ini digunakan untuk membersihkan atau
mencuci wire rod dari kotoran berupa karat, minyak dan debu. Terdapat beberapa
bahan kimia dalam bak-bak ini yaitu berisi asam sulfat, air dan larutan kapur tohor
(Ca(OH)2).
Proses yang dilakukan pertama kali adalah wire rod diangkut satu persatu
dari bak yang satu ke bak berikutnya dengan mempergunakan alat material
handling yaitu hoist crane. Setelah itu gulungan besar wire rod dimasukkan ke
dalam bak yang berisi asam sulfat dengan tujuan agar karat dan kotoran lainnya
dapat dibersihkan. Wire rod direndam dalam bak tersebut lebih kurang 15 menit.
dan dibilas supaya bersih dari sisa asam yang masih melekat selama 5 menit.
Kemudian dilanjutkan ke bak berikut yang berisi larutan kapur tohor dan dipasang
pemanas gas untuk memanaskan campuran serta kipas pengaduk untuk memutar
larutan kapur agar tidak mengendap. Panas campuran sekitar 80OC selama 5 menit yang ditujukan untuk menetralisir wire rod agar tidak terjadi proses oksidasi yang
dapat menyebabkan pelapukan dan perkaratan logam. Untuk menghilangkan karat
digunakan cara acid pickling dimana karat pada besi akan larut dalam asam, dan
besi juga akan larut sehingga permukaan menjadi kasar. Larutnya karat dalam
asam tidak menimbulkan hidrogen. Hidrogen yang berkontaminasi dengan besi
akan menyebabkan besi menjadi rapuh sehingga untuk mencegah hal tersebut,
maka wire rod perlu direndam dalam kapur tohor.
Setelah kawat terbebas dari karat, maka dilakukan pengeringan dalam bak
dryer dengan jalan mengalirkan udara panas ke dalam bak dengan menggunakan 2
buah blower. Kondisi panas pengeringan yang digunakan sekitar 150OC selama 20 sampai 40 menit, tergantung pada halus kasarnya kawat yang dikeringkan.
2. Proses Tarik Kawat
Proses selanjutnya adalah penarikan kawat. Wire rod yang telah
dikeringkan diangkut dengan lory ke stasiun tarik kawat. Pada bagian ini
menggunakan alat drawing machine. Drawing machine merupakan sederetan
mesin khusus yang digunakan untuk proses penarikan wire rod menjadi kawat
dengan ukuran diameter tertentu sesuai dengan yang diharapkan. Pada mesin ini
dilengkapi dengan sejenis alat yang disebut dies box yang terdiri dari dua buah
masuknya kawat lebih besar dari diameter untuk keluar. Dengan adanya
perbedaan diameter yang semakin kecil, akhirnya didapat kawat dengan ukuran
yang dikehendaki.
Wire rod gulungan dimasukkan ke dalam keranjang besi di mana
keranjang ini berada diatas piringan besi yang dapat berputar. Ujung wire rod
dipasang pada drawing machine dan mulailah proses tarik kawat. Setiap melewati
dies box pada tiap mesin yang telah diberi tepung sirip diameter kawat akan
berkurang secara bertahap. Misalnya untuk menghasilkan kawat diameter 3,76
mm, maka wire rod diameter 5,5 mm akan berkurang secara bertahap pada dies
kedua menjadi 5 mm, kemudian 4,27 mm, sampai akhirnya menjadi 3,76 mm.
Kadangkala dijumpai adanya kawat yang terputus atau terpisah. Apabila
hal ini terjadi maka dapat dilakukan penyambungan dengan menggunakan welder
(sejenis alat solder). Kualitas kawat yang mengalami penyambungan sama dengan
kualitas kawat yang tidak disambung.
3. Proses Pembuatan Paku
Proses yang paling utama adalah pembuatan paku. Pada proses ini, kawat
dibentuk dengan mesin khusus pengubah kawat menjadi paku dengan ukuran
tertentu. Mesin pembuat paku ini bekerja secara otomatis artinya kawat yang
masuk ke dalam mesin ini keluarnya sudah berupa paku.
Kawat gulungan yang telah selesai ditarik dari drawing machine
dimasukkan dalam keranjang besi yang terletak diatas piringan besi yang dapat
berputar. Ujung kawat dipasang pada working tools mesin yaitu wire feeding
Kemudian kawat masuk ke nail box yang membentuk leher paku lalu die grip
menjepit kawat, sementara itu martil memukul kawat sehingga terbentuk kepala
paku. Selanjutnya cutter membentuk ujung runcing dari paku dan memotongnya.
Paku yang terbentuk ditampung dalam kotak aluminium untuk dibawa ke stasiun
kerja berikut untuk proses selanjutnya.
Pada nails making machine atau mesin pembuat terdapat empat working
tools yang sangat mempengaruhi mutu paku, yaitu feeding rollers (chucks), die
grip, punch dan cutter. Working tools ini harus disusun sedemikian rupa sesuai
dengan jenis paku yang akan dibuat. Tujuannya adalah agar sesuai dengan
spesifikasi yang diinginkan. Ukuran dari setiap working tools bervariasi sesuai
dengan tipe mesin pembuat paku. Di bagian ini dapat terjadi paku yang dihasilkan
dapat berupa paku yang tidak sesuai spesifikasi. Paku yang rusak berat dibawa ke
tempat penumpukan, sedangkan paku dengan kualitas yang baik dibawa ke mesin
polish paku untuk mengkilatkan paku.
4. Proses Polish
Selanjutnya dilakukan proses pengilapan dengan menggunakan mesin
polish. Mesin polish dipakai untuk mengilapkan paku yang telah selesai
dikerjakan dimesin paku dan untuk menanggalkan sayap-sayap yang terdapat pada
ujung runcing paku. Mesin polish terdiri dari tong polish persegi delapan, motor
penggerak dan tutup jaring. Paku dimasukkan ke dalam tong polish lalu dicampur
dengan sekam padi dan serbuk kayu dengan perbandingan 2 : 1 dan 600 kg paku.
Dengan alat angkut hoist crane, tong polish yang telah ditutup rapat dipasangkan
polish ditukar dengan tutup jaring, gunanya untuk mengeluarkan sekam padi dan
serbuk kayu sehingga yang tertinggal hanya paku yang sudah bersih. Apabila
paku yang telah selesai dipolish masih kotor maka dicampur kembali dengan
sekam padi dan serbuk kayu dengan perbandingan yang sama dan diputar kembali
selama 30 menit.
Paku-paku yang telah selesai dipolish dipindahkan ke bagian tiup yang
berguna untuk membersihkan paku-paku dari abu dan debu sisa polish. Untuk
jenis paku lokal, dari mesin tiup langsung dikirim ke bagian pencurahan untuk
dicurahkan sesuai dengan berat dan ukurannya dan kemudian ditimbang dan
dilanjutkan ke tempat packing.
5. Proses Pengepakan (Packing) Paku
Setelah proses polish selesai, paku diangkut dengan lori ke bagian
pengepakan. Mesin packing paku hanya terdiri dari satu unit mesin saja.
Paku-paku tadi dituang ke dalam sebuah bak khusus yang selanjutnya sedikit demi
sedikit jatuh ke atas mesin magnetik conveyor (ban berjalan dengan magnet) yang
bergerak ke atas tempat timbangan berada. Pada saat terjadi penimbangan paku
sesuai dengan ukurannya, dari arah yang berlawanan conveyor membawa
kotak-kotak kosong yang nantinya terisi setelah paku yang telah ditimbang di bagian
atas berjatuhan.
Setelah kotak-kotak tadi terisi paku, conveyor membawanya ke timbangan
kedua. Pada timbangan kedua diperiksa oleh satu operator apakah telah sesuai
dengan berat yang diinginkan, jika berlebih akan dikurangi dan jika kurang akan
kedua diberikan band tape dan dilem listrik sehingga bersih dan kuat. Untuk
sementara kotak-kotak itu diletakkan diatas rak-rak papan yang selanjutnya
diangkut ke gudang dengan menggunakan forklift.
2.5. Mesin dan Peralatan 2.5.1. Mesin Produksi
Mesin produksi yang digunakan untuk mendukung pelaksanaan produksi
paku pada PT. Intan Suar Kartika adalah sebagai berikut:
1. Mesin Tarik Kawat
Mesin ini berfungsi untuk memperkecil diameter kawat yang diinginkan
sesuai dengan jenis paku yang akan diproduksi dan untuk memperlicin
permukaan kawat.
Merek : Tanisaka
Model : TNOD 600 Z
Nomor : N-6075168
Tahun : 1984
Kecepatan : 600 rpm
Kapasitas : 1 ton/jam
Buatan : Jepang
Jumlah : 6 unit
Cara kerja : Mesin dihidupkan di saat wire rod telah selesai
dipasang pada mesin. Mesin ini dilengkapi dua buah
berbeda. Ujung wire rod dipasang dies dengan
diameter yang lebih besar dan dimulai proses
penarikan kawat. Setiap melewati dies box pada tiap
mesin, diameter kawat akan berkurang secara
bertahap dan kawat akan bertambah panjang sesuai
dengan ukuran yang dikehendaki.
2. Mesin Paku
Mesin ini berfungsi dalam pembuatan paku melalui die grip, pisau dan alat
pemukul. PT. Intan Suar Kartika mempunyai dua jenis mesin paku, yaitu
merek Tanisaka buatan Jepang dan Nail Making buatan RRC.
a. Merek : Tanisaka
Model : MTG
Seri : F
Kecepatan : 135 rpm
Kapasitas : 1 ton/jam
Buatan : Jepang
Jumlah : 2 unit
Daya : 7,5 KVA
Ukuran Paku : 4” dan 6”
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
paku dan memotongnya. Paku yang terbentuk
ditampung dalam kotak aluminium untuk dibawa ke
stasiun kerja berikut untuk proses selanjutnya.
b. Merek : Tanisaka
Model : MTG
Seri : D
Kecepatan : 200 rpm
Kapasitas : 950 kg/shift untuk paku 4”
460 kg/shift untuk paku 3”
Jumlah : 20 unit
Daya : 3,5 KVA
Ukuran Paku : 4” dan 3”
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
ke nail box yang membentuk leher paku dan bagian
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
ditampung dalam kotak aluminium untuk dibawa ke
stasiun kerja berikut untuk proses selanjutnya.
c. Merek : Tanisaka
Model : MTG
Seri : C
Kecepatan : 280 rpm
Kapasitas : 360 kg/shift
Jumlah : 10 unit
Daya : 2,5 KVA
Ukuran Paku : 2,5”
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
ke nail box yang membentuk leher paku dan bagian
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
paku dan memotongnya. Paku yang terbentuk
ditampung dalam kotak aluminium untuk dibawa ke
stasiun kerja berikut untuk proses selanjutnya.
d. Merek : Nail Making Machine
Model : MTG
Kecepatan : 280 rpm
Kapasitas : 356 kg/shift
Jumlah : 40 unit
Daya : 2,5 KVA
Ukuran Paku : 2,5”
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
ke nail box yang membentuk leher paku dan bagian
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
paku dan memotongnya. Paku yang terbentuk
ditampung dalam kotak aluminium untuk dibawa ke
stasiun kerja berikut untuk proses selanjutnya.
e. Merek : Tanisaka
Model : MTG
Seri : B
Kecepatan : 350 rpm
Kapasitas : 265 kg/shift
Jumlah : 2 unit
Daya : 2,5 KVA
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
ke nail box yang membentuk leher paku dan bagian
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
paku dan memotongnya. Paku yang terbentuk
ditampung dalam kotak aluminium untuk dibawa ke
stasiun kerja berikut untuk proses selanjutnya.
f. Merek : Tanisaka
Model : MTG
Seri : A
Kecepatan : 430 rpm
Kapasitas : 75 kg/shift untuk paku 1”
132 kg/shift untuk paku 1,5”
Jumlah : 20 unit
Daya : 2 KVA
Ukuran Paku : 1” dan 1,5”
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
paku dan memotongnya. Paku yang terbentuk
ditampung dalam kotak aluminium untuk dibawa ke
stasiun kerja berikut untuk proses selanjutnya.
g. Merek : Nail Making Machine
Model : MTG
Seri : A
Kecepatan : 430 rpm
Kapasitas : 75 kg/shift untuk paku 1”
132 kg/shift untuk paku 1,5”
Jumlah : 40 unit
Daya : 2 KVA
Ukuran Paku : 1” dan 1,5”
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
ke nail box yang membentuk leher paku dan bagian
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
ditampung dalam kotak aluminium untuk dibawa ke
stasiun kerja berikut untuk proses selanjutnya.
h. Merek : Automatic Nail Making Machine
Model : Z94-4A
Seri : 92064
Tahun : 1984
Kecepatan : 200 rpm
Kapasitas : 157 kg/shift
Jumlah : 30 unit
Daya : 2 KVA
Ukuran Paku : 1”
Cara kerja : Ujung kawat gulungan yang berasal dari mesin tarik
kawat dipasang pada bagian working tools untuk
menghasilkan panjang tertentu. Kawat dimasukkan
ke nail box yang membentuk leher paku dan bagian
die grip menjepit kawat, sementara itu martil
memukul kawat sehingga terbentuk kepala paku.
Selanjutnya cutter membentuk ujung runcing dari
paku dan memotongnya. Paku yang terbentuk
ditampung dalam kotak aluminium untuk dibawa ke
3. Mesin Polish
Mesin ini berfungsi untuk menghilangkan serbuk-serbuk kawat dan kotoran
yang melekat pada paku serta mengkilatkan paku.
Merek : Tanisaka
Model : MTG
Seri : B
Kecepatan : 120 rpm
Jumlah : 10 unit
Daya : 9 KW
Cara kerja : Paku dimasukkan ke dalam tong polish lalu
dicampur dengan sekam padi dan serbuk kayu
dengan perbandingan 2 : 1 dan 600 kg paku. Dengan
alat angkut hoist crane, tong polish yang telah
ditutup rapat dipasangkan pada poros motor
penggerak dan diputar selama 2 jam. Setelah itu
tutup tong polish ditukar dengan tutup jaring,
gunanya untuk megeluarkan sekam padi dan serbuk
kayu sehingga yang tertinggal hanya paku yang
sudah bersih.
4. Mesin Packing
Mesin ini berfungsi untuk mengalirkan paku ke dalam kotak atau kemasan
dengan jumlah tertentu.
Model : TDP-2,5.K
Nomor : N-25061.R
Tahun : 1983
Kecepatan : 430 rpm
Kapasitas : 6 ton/jam
Jumlah : 2 unit
Cara kerja : Paku dituang ke dalam sebuah bak khusus yang
selanjutnya sedikit demi sedikit jatuh ke atas mesin
magnetik conveyor (ban berjalan dengan magnet)
yang bergerak ke atas tempat timbangan berada.
Pada saat terjadi penimbangan paku sesuai dengan
ukurannya, dari arah yang berlawanan conveyor
membawa kotak kosong yang nantinya terisi setelah
paku yang telah ditimbang di bagian atas berjatuhan.
2.5.2. Peralatan
Peralatan yang digunakan untuk mendukung pelaksanaan produksi paku
pada PT. Intan Suar Kartika adalah sebagai berikut:
1. Hoist Crane
Hoist Crane berfungsi untuk mengangkut dan memindahkan gulungan wire
rod dari lantai penumpukan ke bak pencucian dan selama proses pencucian,
tong-tong polish. Kapasitas angkut hoist crane maksimum 2000 kg sekali
angkut. Jumlah hoist crane ada 13 unit.
2. Fork Lift
Fork Lift berfungsi untuk mengangkut bahan-bahan yang mempunyai volume
besar dan berat seperti gulungan- gulungan, wire rod kawat-kawat dari bagian
drawning machine, mengangkut paku-paku yang telah dipacking ke gudang
juga mengangkut peti dan pallet ke truk dan container. Fork Lift juga dipakai
untuk mengangkut asam sulfat, kapur tohor dari gudang bahan penolong ke
penumpukan sementara di dekat daerah pencucian. Fork Lift dapat
mengangkut beban 3500 kg sekali angkut. Jumlah fork lift yang dimiliki
perusahaan ada 3 unit.
3. Lori atau Kereta Sorong
Dipergunakan untuk mengangkut kawat-kawat dari bagian drawning machine
ke bagian pembuat paku, mengangkut paku-paku yang telah di-polish ke
bagian packing. Jumlah lori ada 10 unit.
4. Trado
Trado digunakan untuk mengangkut wire rod dari gudang bahan baku ke
daerah penumpukan sementara dekat stasiun pencucian kawat.
5. Sekop
Digunakan untuk mempermudah memasukkan paku-paku yang telah dicetak
di mesin paku ke dalam tong polish dari kereta sorong.
6. Tampungan Paku
7. Keranjang Kawat
Digunakan untuk menampung kawat yang telah ditarik pada mesin tarik kawat
(drawing machine).
8. Tong Polish
Digunakan untuk menampung paku dari bagian produksi paku yang kemudian
dibawa ke bagian polish dan packing.
Daftar mengenai lokasi dan jumlah mesin produksi paku dapat dilihat pada
Tabel 2.2.
Tabel 2.2. Daftar Mesin Produksi Paku
No. Urut Lokasi Jenis Mesin Jumlah Mesin Daya Motor
1 13
MTGD/J 12 3.7 Kw
MTGB/J 9 2.2 Kw
MTGC/RRC 6 3.0 Kw
2 14 MTGF/J 2 5.5 kw
MTGC/RRC 26 3.0 Kw
3 20 MTGE/RRC 32 4.0 Kw
Mesin Pon 8 5.5 kw
4 16 Mesin Polish 10 7.5 kw
5 30 MTGD/J 15 3.7 Kw
MTGD/RRC 20 3.7 Kw
6 47 Mesin Polish 14 7.5 kw
7 56 MTGD/RRC 50 3.0 Kw
Sumber : Data Mesin Paku pada PT. Intan Suar Kartika
2.6. Jumlah Tenaga Kerja dan Jam Kerja
Berikut ini diuraikan mengenai jumlah tenaga kerja dan alokasi
2.6.1. Tenaga Kerja
Jumlah tenaga kerja yang dipekerjakan pada PT. Intan Suar Kartika
sebanyak 240 orang. Alokasi penyebaran tenaga kerja dari perusahaan tersebut
ditunjukkan pada Tabel 2.3.
Tabel 2.3. Sebaran Penggunaan Tenaga Kerja pada PT. Intan Suar Kartika
No. Jabatan Jumlah (Orang)
1 Direktur 1
2 Wakil Direktur 1
3 Sekertaris 1
4 Administrasi / Umum 3
5 Bagian Produksi 1
6 Bagian Personalia 4
7 Bagian Pemasaran 1
8 Porter 4
9 Bagian Kebersihan 5
10 P3K 2
11 Satpam/Keamanan 16
12 Tenaga Kerja Bagian Cuci Kawat 6
13 Tenaga Kerja Bagian Tarik Kawat 23
14 Tenaga Kerja Bagian Paku 28
15 Tenaga Kerja Bagian Polish 6
16 Tenaga Kerja Bagian Packing 9
17 Tenaga Kerja Bagian Kawat Duri 13
18 Tenaga Kerja Bagian Kawat Licin 25
19 Operator Forklift 3
20 Operator Bengkel 4
21 Operator Water Treatment 3
22 Operator Generator 6
23 Mekanik 20
24 Tenaga Kerja Gudang Bahan Jadi 35
25 Delivery Order 20
TOTAL 240
2.6.2. Jam Kerja
Terdapat dua jenis pembagian jam kerja pada PT. Intan Suar Kartika yaitu
jam kerja regular dan shift.
1. Jam kerja regular
Pembagian jam kerja secara reguler dapat dilihat pada Tabel 2.4.
Tabel 2.4. Jam Kerja Reguler
Hari Jam Kerja Istirahat
Senin - Jumat 08.30 – 16.30 12.00 – 13.00
Sabtu 08.00 – 14.00 12.00 – 13.00
Jam kerja regular bagi karyawan di luar bagian produksi seperti bagian
administrasi dan personalia, serta bagi para foreman di masing-masing
bagian.
2. Jam kerja shift
Pembagian jam kerja secara shift dapat dilihat pada Tabel 2.5.
Tabel 2.5. Jam Kerja Shift
Shift Jam Kerja Istirahat
Pagi 06.00 – 14.00 12.00 – 13.00 Siang 14.00 – 22.00 18.00 – 19.00 Malam 22.00 – 06.00 24.00 – 01.00
Jam kerja ini berlaku untuk untuk bagian produksi seperti bagian tarik kawat,
cuci kawat, produksi paku, polish, serta bagian-bagian yang membantu
kelancaran produksi seperti bagian lansir, operator genset, mekanik dan bagian
listrik. Sistem rotasi shift kerja yang terdiri dari tiga shift dilakukan pertukaran
shift, yaitu dari shift pertama ke shift ketiga, dari shift ketiga ke shift yang
BAB III
LANDASAN TEORI
3.1. Bunyi
Bunyi (sound) adalah gelombang getaran mekanis dalam udara atau benda
padat yang masih bisa ditangkap oleh telinga normal manusia, dengan rentang
frekuensi antara 20-20.000 Hz. Kepekaan telinga manusia terhadap rentang ini
semakin menyempit sejalan dengan pertambahan umur. Di bawah rentang tersebut
disebut bunyi infra (infrasound), sedang di atas rentang tersebut disebut bunyi
ultra (ultra sound). Suara (voice) adalah bunyi manusia. Bunyi udara (airborne
sound) adalah bunyi yang merambat lewat udara. Bunyi struktur (structural
sound) adalah bunyi yang merambat melalui struktur bangunan.1
1
Satwiko, Prasasto. Fisika Bangunan. Yogyakarta: Penerbit Andy. 2008.
Gelombang bunyi dapat merambat langsung melalui udara dari sumbernya
ke telinga manusia. Selain itu, sebelum sampai ke telinga manusia, gelombang
bunyi dapat juga terpantul-pantul terlebih dahulu oleh permukaan bangunan,
menembus dinding, atau merambat melalui struktur bangunan. Perjalanan bunyi
dari sumber ke telinga akan sangat menentukan karakter (kualitas dan kuantitas)
bunyi tersebut. Oleh karena itu pengolahan ‘jalan’ bunyi tadi menjadi sangat
penting untuk mendukung ‘pengolahan’ bunyi agar sesuai keinginan penerima
bunyi. Pemilihan bentuk, orientasi dan bahan permukaan ruang akan menentukan
3.2. Tingkat Bunyi
Tingkat bunyi (sound level) adalah perbandingan logaritmis energi suatu
sumber bunyi dengan energi sumber bunyi acuan, diukur dalam dB (deciBel).
Energi sumber bunyi acuan adalah energi sumber bunyi terendah yang masih
dapat didengar manusia, yaitu 10-12 W/m2.2
2
Satwiko, Prasasto. Fisika Bangunan. Yogyakarta: Penerbit Andy. 2008.
Rumus tingkat intensitas bunyi dapat dituliskan:
LI = 10 log I/Io dB.
Dengan LI = tingkat intensitas bunyi, dB.
I = intensitas bunyi, W/m2.
Io = intensitas bunyi acuan, diambil 10-12 W/m2.
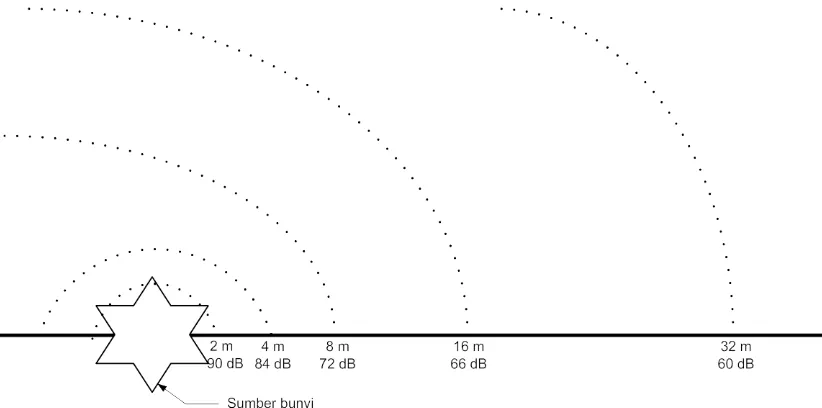
Setiap penggandaan jarak, tingkat bunyi berkurang 6 dB. Setiap
penggandaan sumber bunyi, tingkat bunyi akan bertambah 3 dB. Setiap
penggandaan massa bidang peredam, tingkat bunyi akan berkurang 3 dB.
Pengurangan tingkat bunyi akibat penggandaan jarak dapat dilihat pada Gambar
3.1.
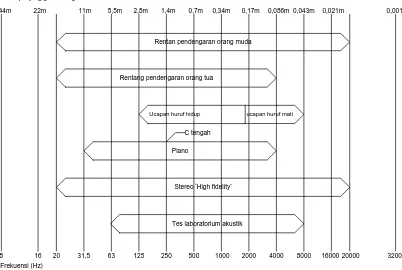
Percakapan manusia (human speech) berada di antara frekuensi 600 – 4000 Hz.
Telinga manusia paling peka terhadap rentang frekuensi antara 100 – 3200 Hz
(panjang gelombang antara 10 cm – 3 m). Kepekaan telinga manusia berbeda
untuk frekuensi yang berbeda. Dengan energi yang sama, frekuensi tinggi lebih
Sedangkan bunyi frekuensi rendah merambat lebih jauh. Ini menjelaskan
mengapa dari kejauhan kita dapat mendengar bunyi bas dengan lebih baik. Jarak
sumber bunyi mengurangi tingkat kekuatan bunyi karena energi bunyi diserap
oleh molekul-molekul media rambatannya. Hal ini terutama terasa pada bunyi
[image:60.595.117.528.293.497.2]frekuensi tinggi.
Gambar 3.1. Pengurangan Tingkat Bunyi Akibat Jarak
Angin dapat mendistorsi bunyi. Bunyi searah arah angin akan dipercepat,
sedangkan bunyi berlawanan arah angin akan diperlambat. Selain itu, suhu juga
mempengaruhi bunyi. Suhu udara mempengaruhi kecepatan rambat bunyi.
Tabel 3.1. Perubahan Tingkat Bunyi dan Efeknya Perubahan Tingkat
Bunyi (dB) Efek
1 Tidak terasakan
3 Mulai dapat dirasakan
6 Dapat dirasakan dengan jelas
10 Dirasakan dua kali lebih keras (atau lebih lemah) dari bunyi awal
20 Dirasakan empat kali lebih keras (atau lebih lemah) dari bunyi awal
Kekerasan bunyi dapat menimbulkan dampak buruk bagi kesehatan
manusia. Di samping frekuensi yang terdengar, frekuensi yang tidak terdengarpun
dapat mempunyai efek negatif. Getaran peralatan listrik yang tidak terdengar, bila
cukup keras akan menyebabkan tubuh bereaksi dengan gejala gelisah, berkeringat,
dan sebagainya. Efek bunyi dapat menjadi sangat buruk bila terjadi komplikasi.
Misalnya bunyi keras dari jenis musik yang tidak disukai, yang berlangsung lama
dan terus menerus, bahkan bisa membuat seseorang kehilangan kontrol atas
emosinya.4
Kebisingan (dBA)
Tabel 3.2 menampilkan tingkat kebisingan dan efeknya pada manusia.
Tabel 3.2. Pengaruh Kekerasan Bunyi pada Manusia Efek
30 – 65 Bila berlangsung terus-menerus akan mengganggu selaput telingan dan menyebabkan gelisah
65 – 90
Bila berlangsung terus-menerus akan merusak lapisan
vegetative manusia (jantung, peredaran darah, dan
lain-lain)
90 – 130 Bila berlangsung terus-menerus akan merusak telinga
4
Penyerap bunyi