ANALISIS PENGENDALIAN KUALITAS KAIN GREY PADA DEPARTEMEN QC FABRIC DI PT. HANIN NUSA MULYA
Teks penuh
Gambar


Dokumen terkait
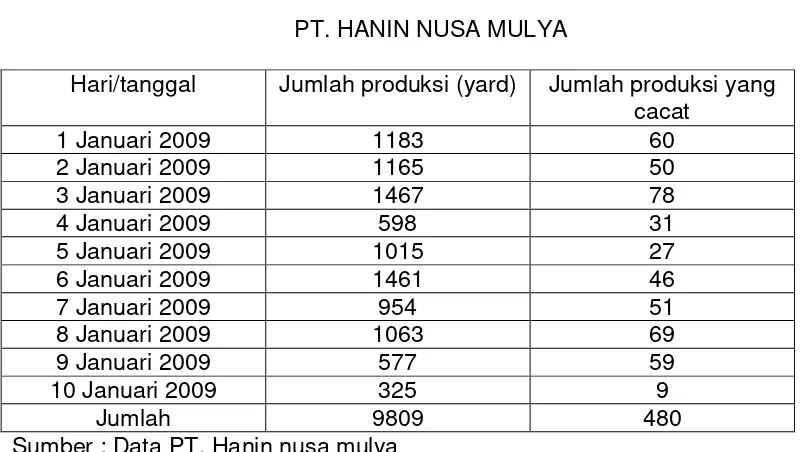
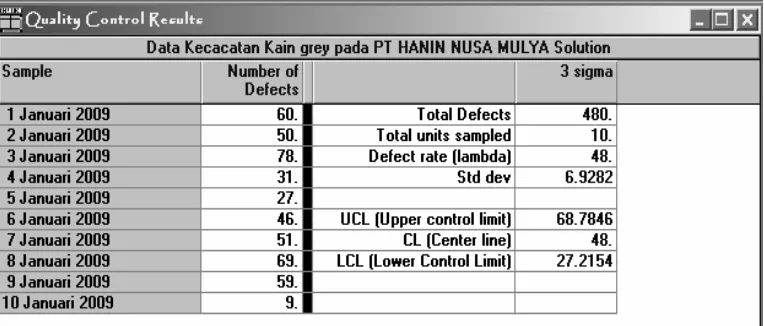
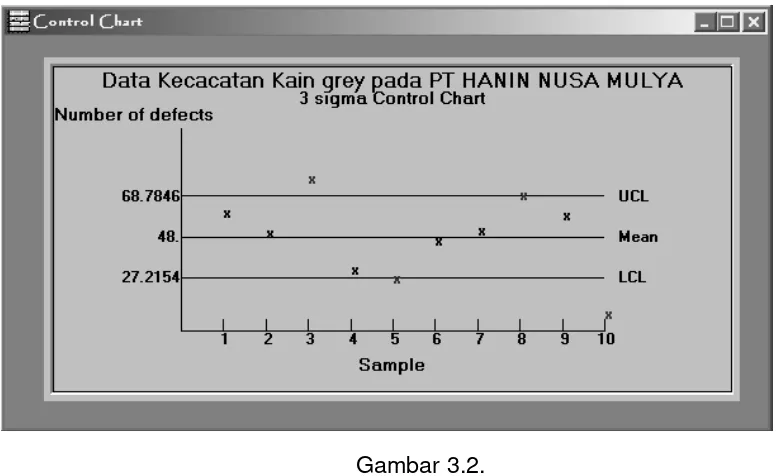
Berdasarkan hasil penelitian yang telah dilakukan dari data jumlah produksi kain grey tahun 2009 sebanyak 5.012.462 meter dan data kecacatan 46.314 meter.dengan
Penentuan lokasi merupakan hal yang sangat penting bagi perusahaan. Penentuan lokasi ini akan mempengaruhi kedudukan perusahaan dalam persaingan dan menentukan kelangsungan hidup
Namun kerusakan tersebut masih berada dibawah setandar yang ditetapkan perusahaan, tingkat kerusakan pada bulan april tersebut dikarenakan oleh beberapa faktor
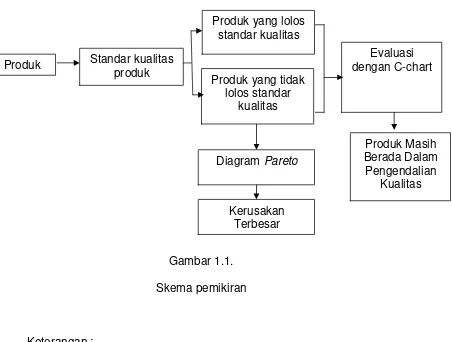
Tahap define mencakup pendefinisian kriteria pemilihan proyek six sigma, dimana pemilihan proyek terbaik adalah berdasarkan identifikasi proyek yang terbaik sepadan dengan
PT Iskandar Indah Printing Textile telah menerapkan break-even point dalam menentukan harga untuk setiap order. Cara penerapan break-even point pada PT Iskandar Indah Printing
ANALISIS PENGENDALIAN KUALITAS PRODUK AKHIR KAIN GREY DENGAN METODE X-BAR CHART PADA PT..
RANCANGAN PENGENDALIAN KUALITAS PRODUK PLAFON MEREK NUSA BOARD DENGAN METODE SIX SIGMA PADA PT.. NUSANTARA BUILDING
Berdasarkan analisis yang telah dilakukan dapat disimpulkan bahwa pengendalian intern penerimaan dan pengeluaran kas dan prosedur akuntansi untuk PT Kaltim Nusa Etika (KNE)
