MODUL 4
PENJADWALAN PRODUKSI 4.1 Tujuan Praktikum
Tujuan praktikum modul ini adalah sebagai berikut :
1. Praktikan mampu membuat penjadwalan produksi tipe flow shop dan job shop
2. Praktikan mapu membuat gantt shart dan menghitung makespan serta
mean flow time 4.2 Tugas Resmi
4.2.1 Diketahui 6 buah pekerjaan memiliki urutan proses melalui mesin 1 mesin 2. Jika diketahui waktu operasi masing-masing pekerjaan di tiap mesin ditunjukkan pada tabel 4.1.
Tabel 4.1 Waktu Proses Produksi
Pekerjaan (menit) 1 2 3 4 5 6
Waktu di mesin 1 4 6.3 5 1 8 11
Waktu di mesin 2 3 8 9 4 4.3 3
Keterangan: i sesuai dengan nomor kelompok
a. Tentukan urutan pengerjaan job dengan metode Johnson dan hitung makespan. Lakukan perhitungan manual dan menggunakan bantuan
software WinQSB.
b. Buat gantt chart berdasarkan urutan penjadwalan yang telah diperoleh. c. Lakukan analisis terhadap hasil urutan pengerjaan job, makespan serta gantt
chart.
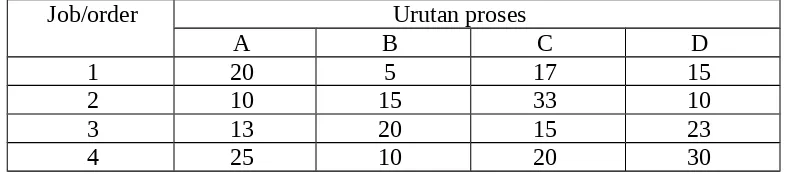
mesin A ke mesin B kemudian ke mesin C dan terakhir pada mesin D, dimana waktu permesinan tiap produk pada tiap mesin (dalam menit) dapat dilihat pada tabel 4.2.
Tabel 4.2 Wktu Permesinan Tiap Job
Job/order Urutan proses
A B C D
1 20 5 17 15
2 10 15 33 10
3 13 20 15 23
4 25 10 20 30
Keterangan: i sesuai dengan nomor kelompok
a. Tentukan urutan pengerjaan job dengan metode CDS dan hirung makespan. Lakukan perhitungan manual dan menggunakan bantuan software WinQSB. b. Buat gantt chart berdasarkan urutan penjadwalan yang telah diperoleh. c. Lakukan analisis terhadap hasil urutan pengerjaan job, makespan, dan gantt
chart.
Job/order Urutan proses
1 2 3
1 X(24) Z(33) Y(10)
2 Y(13) X(18) Z(15)
3 Z(15) Y(27) X(20)
4 Y(20) Z(30) X(13)
Keterangan: i sesuai dnegan nomor kelompok
a. Tentukan urutan pengerjaan job dengan algoritma non delay dimana aturan prioritas yang digunakan adalah heuristic dispatching rule SPT dan hitung makespan. Lakukan perhitungan manual dan menggunakan bantuan
software WinQSB.
b. Buat gantt chart berdasarkan urutan penjadwalan yang telah diperoleh.
c. Lakukan anlisis terhadap hasil urutan pengerjan job, maksepan, dan gantt chart.
4.3 Pengolahan Data Secara Manual dan Software WinQSB 4.3.1 Pengolahan Data
4.3.1.1 Perhitungan Kasus 1 secara Manual
Mesin Job/order
1 2 3 4 5 6
1 4 8 11
2 8 9 4
Gantt Chart :
Mesin 1
Mesin 2
Perhitungan Makespan :
a) Menghitung makespan
Makespan di mesin 6 (karena aliran gannt chart terpanjang ada pada mesin 6) = 40,3 Satuan waktu ( Jadi Makespan dapat dilihat pada perhitungan
Gantt chart diakhir mesin ke 2 yaitu Job 6 ).
4.3.1.2 Perhitungan Kasus 1 dengan Software WINQSB
a) Dari outputan diatas diketahui bahwa urutan pengerjaan dimulai dari job 4 – 3 – 2 – 5 – 1 – 6. Pada mesin satu yang mengerjakan job 4 dimulai pada menit ke 0 dan selesai pada menit ke 3, untuk selanjutnya mesin satu mengerjakan sesuai dengan urutan job yaitu job 3 – 2 – 5 – 1 – 6 dan selesai pada menit ke 37,3.
b) Dari outputan diatas diketahui bahwa urutan pengerjaan dimulai dari job 4 – 3 – 2 – 5 – 1 – 6. Pada mesin dua yang mengerjakan job 4 dimulai pada menit ke 3 dan selesai pada menit ke 7, untuk selanjutnya mesin dua mengerjakan sesuai dengan urutan job yaitu job 3 – 2 – 5 – 1 – 6 dan selesai pada menit ke 40,3.
a) Pada Gannt Chart diatas Mesin 1 mulai mengerjakan Job 4 pada menit ke 0 dan berakhir pada menit ke 3 dan selanjutnya mengerjakan job sesuai dengan urutan yaitu job 3 – 2 – 5 – 1 – 6 dan selesai pada menit ke 37,3 b) Pada Gannt Chart diatas Mesin 2 mulai mengerjakan Job
4 pada menit ke 3 karena masih menunggu mesin satu menyelesaikan job 4 dan berakhir pada menit ke 7 dan selanjutnya mengerjakan job sesuai dengan urutan yaitu job 3 – 2 – 5 – 1 – 6 dan selesai pada menit ke 40,3
Dari Gantt chart di perhitungan Software dapat kita ketahui Makespan di mesin 6 (karena aliran gannt chart
terpanjang ada pada mesin 6) = 40,3 Satuan waktu ( Jadi
Makespan dapat dilihat pada perhitungan Gantt chart diakhir mesin ke 2 yaitu Job 6 ).
4.3.1.3 Analisa Data Kasus 1
Pada perhitungan kasus 1 ini baik secara manual dan
software hasilnya sama tidak terjadi selisih. Dari kasus 1 ini dapat kita ketahui bahwa urutan pengerjaan job 4 – 3 – 2 – 5 – 1 – 6. Dan hasil dari perhitungan Makespan sebesar 40,3
4.3.2.1 Perhitungan Kasus 2 secara Manual Order/Jo
K = (m – 1) = 4 – 1 = 3
Karena dari perhitungan diatas telah diketahui hasil K = 3 maka dari tabel waktu operasi diatas akandibuat 2 tabel semu seperti berikut :
K = 1 K = 2 K = 3
ti*,1 ti*2 ti*1 ti*2 ti*1 ti*2
20 15 25 32 42 37
Ti*,1= ti,1 (Hasil dapat dilihat ditabel diatas )
b) Ti*,2 =
∑
Ti*,2 = ti,4 (Hasil dapat dilihat ditabel diatas)
Untuk K = 2
a) Ti*,1 =
∑
k=1
k
Ti*,1=
∑
Ti*,1= ti,1 + ti, 2 (Hasil dapat dilihat ditabel diatas )
b) Ti*,2 =
∑
Ti*,2= ti,3 + ti, 4 (Hasil dapat dilihat ditabel diatas )
Untuk K = 3
Menetukan urutan job/order dengan menggunakan algoritma
Johnson :
Untuk K = 1
1 2 3 4
ti*,1 20
ti*,2 10 23 30
Maka dari tabeldiatas urutan job untuk K =1 dengan menggunakan algoritma Johnson sebagai berikut :
Job 2 Job 3 Job 4 Job 1
Untuk K = 2
1 2 3 4
ti*,1
ti*,2 32 43 38 50
Maka dari tabel diatas urutan job untuk K = 2 dengan menggunakan algoritma Johnson sebagai berikut :
Job 1 Job 2 Job 3 Job 4
Untuk K = 3
1 2 3 4
ti*,1 42 58
ti*,2 58 58 60
Job 3 Job 4 Job 2 Job 1
Karena pada K = 1, K = 2 dan K = 3 memiliki urutan job yang berbeda maka dibuat tiga gannt chart untuk menentukan nilai
makespan seperti berikut :
a) Gantt chart untuk K = 1
Dari Gantt Chart diatas dapat disimpulkan bahwa makespan dari job tersebut sebesar 141 satuan waktu dari urutan job 2 – 3 – 4 – 1
b) Gantt Chart untuk K = 2
Dari Gantt Chart diatas dapat disimpulkan bahwa makespan dari job tersebut sebesar 146 satuan waktu dari urutan job 1 – 2 – 3 – 4 .
Dari Gantt Chart diatas dapat disimpulkan bahwa makespan dari job tersebut sebesar 133 satuan waktu dari urutan job 3 – 4 – 2 – 1 .
Dengan demikian penjadwalan mengikuti urutan yang ke tiga : 3 – 4 – 2 – 1 karena memberikan nilai Makespan yakni 133.
4.3.2.2Perhitungan kasus 2 dengan Software
ke 4 dimulai pada menit ke 48 dan berakhir pada menit ke 71, untuk job ke 4 pada mesin ke 1 dimulai pada menit ke 13 berakhir pada menit ke 38, untuk job ke 4 pada mesin ke 2 dimulai pada menit ke 38 dan berakhir pada menit ke 48, untuk job ke 4 pada mesin ke 3 dimulai pada menit ke 48 berakhir pada menit ke 68 untuk, Job ke 1 pada mesin ke 4 dimulai pada menit ke 71 dan berakhir pada menit ke 101.
b. Untuk Mesin
a) Dari outputan diatas diketahui bahwa pada mesin satu yang mengerjakan job 3 dimulai pada menit ke 0 dan selesai pada menit ke 13, untuk selanjutnya mesin satu mengerjakan sesuai dengan urutan job yaitu job 3 – 4 – 2 – 1 dan selesai pada menit ke 68.
mengerjakan sesuai dengan urutan job yaitu job 3 – 4 – 2 – 1 dan selesai pada menit ke 73.
c) Dari outputan diatas diketahui bahwa pada mesin tiga yang mengerjakan job 2 dimulai pada menit ke 33 dan selesai pada menit ke 48, untuk selanjutnya mesin dua mengerjakan sesuai dengan urutan job yaitu job 3 – 4 – 2 – 1 dan selesai pada menit ke 118.
d) Dari outputan diatas diketahui bahwa pada mesin empat yang mengerjakan job 1 dimulai pada menit ke 48 dan selesai pada menit ke 71, untuk selanjutnya mesin dua mengerjakan sesuai dengan urutan job yaitu job 3 – 4 – 2 – 1 dan selesai pada menit ke 133.
c. Gantt Chart
a) Pada Gantt Chart diatas pada mesin ke 1 untuk job ke 3 dimulai pada menit ke 0 dan berakhir pada menit ke 13, yang dilanjutkan pada job ke 4 sampai menit ke 38, selanjutnya job ke 2 sampai menit ke 48 dan selanjutnya untuk job ke 1 sampai menit ke 68.
selesai job 4 pada mesin ke 1 yaitu, pada menit ke 38, Namun setelah itu pada mesin ke 2 tidak ada idle, untuk job ke 2 dimulai dari menit ke 48 sampai 63 dan terjadi
idle lagi untuk job 1 selama 5 menit kemudian job 1 bisa di proses pada menit ke 68 sampai menit ke 73. c) Pada Gantt Chart dapat diketahui bahwa terdapat idle
pada mesin ke 3 karena Job 3 pada mesin ke 2 bisa dimulai setelah job 2 pada mesin ke 2 selesai yaitu pada menit ke 33 dan untuk selanjutnya yaitu job 4 yang berakhir pada menit ke 48 dan berakhir pada menit ke 68 yang dilanjutkan job ke 2 sampai menit ke 101 dan job ke 1 pada mesin ke 3 yaitu dimulai dari menit ke 101 sampai menit ke 118.
d) Pada Gantt Chart dapat diketahui bahwa terdapat idle pada mesin ke 4 karena Job 3 pada mesin ke 3 bisa dimulai setelah job 3 pada mesin ke 3 selesai yaitu pada menit ke 48 dan untuk selanjutnya yaitu job 4 yang dimulai pada menit ke 71 dan berakhir pada menit ke 101 yang dilanjutkan job ke 2 dari menit 101 sampai menit ke 111 dan terjadi idle selama 7 menit setelah itu job ke 1 diproses pada mesin ke 4 yaitu dimulai dari menit ke 118 sampai menit ke 133.
Dari Gantt chart di perhitungan Software dapat kita ketahui Makespan di mesin 6 (karena aliran gannt chart
terpanjang ada pada mesin 6) = 40,3 Satuan waktu ( Jadi
Makespan dapat dilihat pada perhitungan Gantt chart diakhir mesin ke 2 yaitu Job 6 ).
4.3.2.3 Analisa Data Kasus 2
Pada perhitungan kasus 2 ini baik secara manual dan
kasus 2 urutan proses yang terjadi pada mesin 1 adalah job 3 – job 4 – job 2 – job 1. Dikarenakan pada kasus 2 tipe penjadwalan flow shop maka semua job memiliki urutan yang sama. Dan hasil dari perhitungan Makespan sebesar 133.
4.3.3 Pengolahan Data Pada Kasus 3 4.3.3.1 Secara manual untuk mesin
stag Mesin St tj σ
0 0 0 0 111 0 24 24 0 1 111
Berdasarkan perhitungan di atas dapat diketahui bahwa proses tersebut memiliki makespan sebesar 115 satuan waktu.
Interpretasi:
a) Pada mesin 1 untuk job 1 dimulai pada menit 0 dan selesai pada menit 24. Untuk job 2 dimulai pada menit 24 dan selesai pada menit 42. Untuk menuju job 3 mengalami idle dimulai pada menit 24 sampai dengan menit 60. Untuk job 3 dimulai pada menit 60 dan selesai pada menit 80. Untuk menuju job 4 mengalami idle dimulai pada menit 80 sampai dengan 102. Untuk job 4 dimulai pada menit 102 dan selesai pada menit 115.
b) Pada mesin 2 untuk job 2 dimulai pada menit 0 dan selesai pada menit 13. Untuk job 4 dimulai pada menit 13 dan selesai pada menit 33. Untuk job 3 dimulai pada menit 33 dan selesai pada menit 60. Untuk job 1 dimulai pada menit 60 dan selesai pada menit 70.
Interpretasi:
a) Dari outputan diatas diketahui bahwa pada mesin satu yang mengerjakan job 1 dimulai pada menit ke 0 dan selesai pada menit ke 24, untuk selanjutnya mesin satu mengerjakan sesuai dengan urutan job yaitu job 2 dimulai pada menit 24, untuk ke job 3 mengalami idle selama 18 menit, untuk selanjutnya pada job 3 dimulai pada menit 60 dan selesai pada menit 80, untuk ke job 4 mengalami idle selama 22 menit, untuk selanjutnya pada job 4 dimulai pada menit 102 dan selesai pada menit 115. b) Dari outputan diatas diketahui bahwa pada mesin dua yang
mengerjakan job 2 dimulai pada menit 0 dan selesai pada menit 13, untuk selanjutnya pada job 4 dimulai pada menit 13 dan selesai pada menit 33, untuk selanjutnya pada job 3 dimulai pada menit 33 dan selesai pada menit 60, untuk selanjutnya pada job 1 dimulai pada menit 60 dan selesai pada menit 70 c) Dari outputan diatas diketahui bahwa pada mesin tiga yang
menit 57 dan selesai pada menit 72, untuk selanjutnya pada job 4 dimulai pada menit 72 dan selesai pada menit 102.
a. Gantt chart secara software
Interpretasi:
a) Pada mesin 1 untuk job 1 dimulai pada menit 0 dan selesai pada menit 24. Untuk job 2 dimulai pada menit 24 dan selesai pada menit 42. Untuk menuju job 3 mengalami idle dimulai pada menit 24 sampai dengan menit 60. Untuk job 3 dimulai pada menit 60 dan selesai pada menit 80. Untuk menuju job 4 mengalami idle dimulai pada menit 80 sampai dengan 102. Untuk job 4 dimulai pada menit 102 dan selesai pada menit 115.
b) Pada mesin 2 untuk job 2 dimulai pada menit 0 dan selesai pada menit 13. Untuk job 4 dimulai pada menit 13 dan selesai pada menit 33. Untuk job 3 dimulai pada menit 33 dan selesai pada menit 60. Untuk job 1 dimulai pada menit 60 dan selesai pada menit 70.
c) Pada mesin 3 untuk job 3 dimulai pada menit 0 dan selesai pada menit 15. Untuk menuju job 1 mengalami idle dimulai pada menit 15 sampai dengan menit 24. Untuk job 1 dimulai pada menit 24 dan selesai pada menit 57. Untuk job 2 dimulai pada menit 57 dan selesai pada menit 72. Untuk job 4 dimulai pada menit 72 dan selesai pada menit
a) Pada perhitungan kasus 1 ini baik secara manual dan software
hasilnya sama tidak terjadi selisih. Pada mesin satu yang mengerjakan job 4 dimulai pada menit ke 0 dan selesai pada menit ke 3, kemudian job 3 dimulai pada menit ke 3 sampai menit ke 8, job 2 dimulai dari menit ke 8 sampai menit ke 14,3, job 5 dimulai dari 14,3 sampai 22,3, job 1 dimulai dari menit ke 22,3 sampai 26,3, job 6 dimulai dari menit ke 26,3 sampai ke 37,3. untuk job 3 pada mesin 2 dimulai pada menit ke 8 dan berakhir pada menit ke 17, untuk job ke 4 pada mesin ke 1 dimulai pada menit ke 0 dan berakhir pada menit ke 3, untuk job ke 4 pada mesin ke 2 dimulai dari menit ke 3 dan berakhir pada menit ke 7, untuk job ke 5 pada mesin 1 dimulai pada menit ke 14,3 dan berakhir pada menit ke 22,3, untuk job ke 5 pada mesin ke 2 dimulai pada menit ke 25 dan berakhir pada menit ke 29,3, untuk job ke 6 pada mesin ke 1 dimulai pada menit ke 26,3 dan berakhir pada menit ke 37,3, untuk job ke 6 pada mesin ke 2 dimulai pada menit ke 37,3 dan berakhir pada menit ke 40.3. Dari kasus 1 ini dapat kita ketahui bahwa urutan pengerjaan job 4 – 3 – 2 – 5 – 1 – 6. Dan hasil dari perhitungan Makespan sebesar 40,3. b) Pada kasus 2 Dari outputan diatas diketahui bahwa pada mesin satu
mesin dua mengerjakan sesuai dengan urutan job yaitu job 3 – 4 – 2 – 1 dan selesai pada menit ke 133.
c) Pada kasus 3 perhitungan manual dengan software WinQSB tidak terdapat selisih dari hasil perhitungan. Sehingga didapatkan urutan pengerjaan 111 – 212 – 313 – 412 – 221 – 123 – 322 – 233 – 132 – 331 – 423 – 431. Dengan nilai makespan 115 menit.
1. Penjadwalan Flowshop adalah suatu pergerakan tugas yang terus menerus melalui suatu rangkaian stasiun kerja yang disusun berdasarkan produk sehingga terjadi keseimbangan pada tingkat output produksi di penjadwalan ini hanya menangani 1 variasi produk. Sedangkan Jobshop ini penjawalannya menangani banyak variasi produk dan pola aliran prosesnya juga berbeda karena alat/mesin digunakan secara bersama sama oleh bermacam – macam order, jadi untuk menghitung Flowshop menggunakan metode Jhonson and CDS
, sedangkan Jobshop menggunakan metode Algoritma Non-Delay. 2. Pada kasus nomor 1 dapat kita tarik kesimpulan bahwa Pada
perhitungan dari kasus 1 ini dapat kita ketahui bahwa urutan pengerjaan Job4 Job3 Job2 Job5 Job1 Job6 . Dan hasil dari perhitungan Makespan sebesar 40,3. Pada kasus nomor 2 kita ketahui bahwa terdapat k=1, k=2, k=3 dan kita menggunakan k=3 karena memberikan nilai makespan sebesar 133, sedangkan untuk makespan