Penjadwalan Produksi
Perencanaan & Pengendalian Produksi
IE 2353
Pratya Poeri Suryadhini
Hasil Pembelajaran
•
Umum
–Mahasiswa mampu menerapkan model matematik, heuristik dan teknik statistik untuk menganalisis dan merancang suatu sistem perencanaan dan pengendalian produksi
•
Khusus
–Memahami konsep penjadwalan produksi serta mampu menyusun jadwal produksi
1 PPS
Pendahuluan
•
Masalah penjadwalan muncul di berbagai macam
kegiatan: rumah sakit, universitas, airline, factory
•
Output MRP adalah planned order releases
•
Terdapat order-order yang berbeda tetapi harus
diproses pada mesin yang sama
2 PPS
Pendahuluan
(1)• Definisi penjadwalan:
– Pengalokasian sumber daya (machine– man power) untuk menyelesaikan suatu rangkaian proses produksi.
• Tujuan penjadwalan:
Bedworth(1987) mengidentifikasikan beberapa tujuan dari aktivitas penjadwalan adalah sebagai berikut:
– Meningkatkan penggunaan sumber daya atau mengurangi waktu tunggu, sehingga total waktu proses dapat berkurang dan produktivitas dapat meningkat.
– Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada masih mengerjakan tugas yang lain. Teori Baker mengatakan, jika aliran kerja suatu jadwal konstan, maka antrian yang mengurangi rata-rata waktu alir akan mengurangi rata-rata persediaan barang setengah jadi.
Pendahuluan
(2)– Mengurangi beberapa kelambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimasipenalty cost(biaya kelambatan).
– Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik dan jenis
kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat
dihindarkan.
• Pada saat merencanakan suatu jadwal produksi, yang harus dipertimbangkan adalah ketersediaan sumber daya yang dimiliki, baik berupa tenaga kerja, peralatan/prosesor ataupun bahan baku.
• Karena sumber daya yang dimiliki dapat berubah-ubah (terutama operator dan bahan baku), maka penjadwalan dapat dilihat sebagai proses yang dinamis.
4 PPS
Pendahuluan
(3)• Masalah penjadwalan muncul karena keterbatasan:
1. Waktu 2. Tenaga Kerja 3. Jumlah mesin
4. Sifat dan syarat pekerjaan
• Dua permasalahan utama yang hendak diselesaikan dengan
menggunakan penjadwalan:
– penentuan mesin yang akan digunakan (pengalokasian mesin) untuk menyelesaikan suatu proses produksi
– penentuan waktu pemakaian mesin tersebut (pengurutan)
5 PPS
Pendahuluan
(4)• Input Sistem Penjadwalan
– Untuk produk-produk tertentu, informasi diperoleh dari lembar kerja operasi (berisi ketrampilan dan peralatan yang dibutuhkan, waktu standar,dll) dan BOM (berisi kebutuhan-kebutuhan akan komponen, sub komponen dan bahan pendukung). Kualitas dari keputusan-keputusan penjadwalan sangat dipengaruhi oleh ketepatan estimasi input-input tersebut.
– Oleh karena itu, pemeliharaan catatan terbaru tentang status tenaga kerja dan peralatan yang tersedia dan perubahan kebutuhan kapasitas yang diakibatkan perubahan desain produk/proses menjadi sangat penting.
6 PPS
Pendahuluan
(5)• Output Sistem Penjadwalan
– Untuk memastikan bahwa suatu aliran kerja yang lancar melalui tahapan produksi, maka sistem penjadwalan harus membentuk aktivitas-aktivitas output sebagai berikut:
a. Pembebanan (loading)
Pembebanan melibatkan penyesuaian kebutuhan kapasitas untuk order-order yang diterima/diperkirakan dengan kapasitas yang tersedia. Pembebanan dilakukan dengan menugaskan order-order pada fasilitas-fasilitas, operator-operator dan peralatan tertentu.
b. Pengurutan (sequencing)
Pengurutan ini merupakan penugasan tentang prioritas order-order untuk diproses bila suatu fasilitas harus memproses banyak job.
Pendahuluan
(6)c. Prioritas Job (dispaching)
Prioritas job merupakan prioritas kerja job-job yang diseleksi dan diprioritaskan untuk diproses.
d. Pengendalian Kinerja Penjadwalan, dilakukan dengan:
– Meninjau kembali status order-order pada saat melalui sistem tertentu
– Mengatur kembali urutan-urutan, misalnya:expediting, order-order yang jauh di belakang atau mempunyai prioritas utama.
e. Up-datingJadwal, dilakukan sebagai refleksi kondisi operasi yang terjadi dengan merevisi prioritas-prioritas.
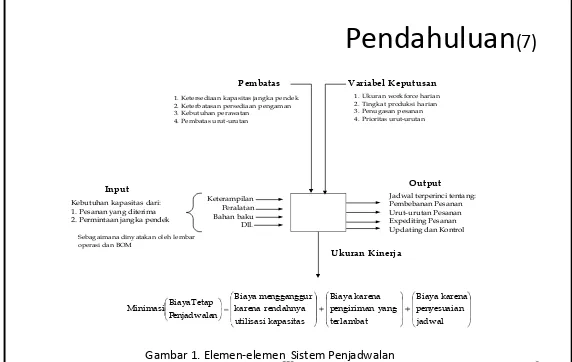
• Bila digambarkan, elemen-elemen output-input, prioritas-prioritas dan ukuran kinerja dari sistem penjadwalan akan tampak seperti pada gambar di bawah ini:
8 PPS
Pendahuluan
(7)Keterampilan Peralatan Bahan baku Dll. Kebutuhan kapasitas dari:
1. Pesanan yang diterima 2. Permintaan jangka pendek
Input
Sebagaimana dinyatakan oleh lembar operasi dan BOM
Jadwal terperinci tentang: Pembebanan Pesanan Urut-urutan Pesanan Expediting Pesanan Updating dan Kontrol
Output Variabel Keputusan
1. Ukuran workforce harian 2. Tingkat produksi harian 3. Penugasan pesanan 4. Prioritas urut-urutan
Pembatas
1. Ketersediaan kapasitas jangka pendek 2. Keterbatasan persediaan pengaman 3. Kebutuhan perawatan 4. Pembatas urut-urutan
Ukuran Kinerja
9
Gambar 1. Elemen-elemen Sistem Penjadwalan jadwal
Model Penjadwalan
(1)10
Penjadwalan
Single stage
Multiple stages
Single machine
Parallel/heterogeneous machines
Flow shop
Job shop Job
Batch
PPS
Model Penjadwalan
(2)• Job scheduling (memecahkan masalah sequencing
saja, karena ukuran job telah diketahui) –n jobs on 1 processor
–n jobs on m-parallel processors
–Flow shop scheduling
–Job shop scheduling
• Batch scheduling (memecahkan masalah penentuan
ukuran batch dan masalahsequencing secara simultan)
11
Single stage
Multiple stages
Pendekatan
12
Forward scheduling(penjadwalan maju):
•Penjadwalan yang dimulai segera setelah saat job siap; mulai dari time zero dan bergerak searah dengan pergerakan waktu. Jadwal pasti feasible tapi mungkin melebihidue date.
Backward scheduling (penjadwalan mundur):
•Penjadwalan mulai daridate datedan bergerak berlawanan arah dengan arah pergerakan waktu. Jadwal pasti memenuhi
due datetapi mungkin tidakfeasible.
PPS
Terminologi
(1)13
•estimasi waktu penyelesaian pekerjaan (job, task), (ti)
Processing time (waktu proses):
•waktu yang dibutuhkan untuk kegiatan persiapan sebelum pemrosesan job dilaksanakan. Sequence dependent and independent setup times. (si)
Setup time (waktu setup):
•waktu antara saat datang (arrival time) dan saat kirim (delivery date), (Fi)
Flow time (waktu tinggal):
•adalah saat job mulai berada di shop floor (production line), (ai)
Arriving Time (Saat datang):
PPS
Terminologi
(2)14
•saat pengiriman job dari shop floor ke proses berikut atau ke konsumen, (di)
Delivery date (saat kirim):
•saat sebuah job siap diproses.
Ready time (saat siap):
•saat batas (deadline) untuk job, yang setelah batas tersebut job dinyatakan terlambat, (di)
Due date:
•interval waktu total untuk penyelesaian seluruh job
Makespan:
•saat suatu job selesai diproses, (ci)
Completion time (saat selesai):
PPS
Terminologi
(3)15
•deviasi antara saat selesai dan due date, Li = ci - di
Lateness:
•positive lateness.
Tardiness (Ti):
•negative lateness
Earliness (Ei):
•sisa waktu sampai due date, SLi = di - ti–saat sekarang
Slack:
•waktu job menunggu karena mesin yang seharus memproses job tersebut sedang memproses job lain
Waiting time
•waktu mesin tidak bekerja (menganggur) karena tidak ada job yang harus diproses
Idle time
Terminologi
(4)• Gantt chartadalah peta visual yang menggambarkan loading dan scheduling
• Loadingmenggambarkan beban mesin
• Schedule menggambarkan urutan (sequence) pemrosesan job, dan menggambarkan saat dimulai dan saat selesai suatu pekerjaan
• Dalam bidang penelitian scheduling, schedule dan sequence biasanya mempunyai pengertian yang dapat dipertukarkan (schedule = sequence)
• Priority rule: aturan penentuan prioritas pemrosesan
– FCFS (first come first serve);
– SPT (shortest processing time),
– LPT (longest processing time),
– EDD (earliest due date);
– rasio kritis (critical ratio, CR).
– CR = (due date– today’sdate)/(lead time remaining) atau CR = (due date– today’s
date)/(workdays remaining)
16 PPS
Terminologi
(5)• Kriteria penjadwalan:
–Minimasi shop time: flow time, makespan
–Maksimasi utilization (minimasi idle time)
–Minimasi WIP (work in process): Minimasi flow time, minimasi earliness
–Minimasi customer waiting time: number of tardy jobs, mean lateness, maximum lateness, mean queue time
17 PPS
Terminologi
(6)• Suatu variant dalambatch scheduling problems adalah lot streaming.
• Lot streaming adalah suatu teknik untuk mempercepat aliran pengerjaan (the flow of work) dengan menentukan
transfer lots, yaitu lot untuk membawa sebagian part (dari suatu batch yang terdiri part yang identik) yang sudah selesai diproses di suatu mesin (upstream machine) ke mesin berikut (downstream machine). Tujuanlot streaming
adalah untuk memperpendekmakespandan sekaligusflow time(yang berarti meminimumkaninventory).
18 PPS
Ukuran Performansi
(1)• Ukuran keberhasilan dari suatu pelaksanaan aktivitas penjadwalan khususnya penjadwalanjob shopadalah meminimai kriteria-kriteria keberhasilan sebagai berikut:
– Rata-rata Waktu Alir (Mean Flow Time), akan mengurangi persediaan barang setengah jadi.
– Makespan, yaitu total waktu proses yang dibutuhkan untuk menyelesaikan suatu kumpulanjob. Dimaksudkan untuk meraih utilisasi yang tinggi dari peralatan dan sumber daya dengan cara menyelesaikan seluruh job
secepatnya.
– Rata-rata Kelambatan (Mean Tardiness)
– Jumlahjobyang terlambat, akan meminimasi nilai dari maksimum ukuran kelambatan.
– Jumlah mesin yang menganggur
Ukuran Performansi
(2)•
Masalah penjadwalan dapat diselesaikan dengan
cara:
–
Sequencing
, bisa diselesaikan dengan metode :
•
Priority Rule
•
Queue
–
Timing
, awal dan akhir tiap job dihitung
berdasarkan pada urutan,
routing
dan waktu
proses.
20 PPS
Penjadwalan n jobs pada single machine
(1)• Aturan SPT (shortest processing time) untuk meminimumkan waktu tinggal (flow time) rata-rata:
• Flow timerata-rata akan minimum bila n jobs yang akan diproses pada sebuah mesin diurut menurut waktu pemrosesan terpendek (shortest processing time, SPT), yaitu:
Penjadwalan n jobs pada single machine
(2)22
Job Waktu
proses
Urutan yang dihasilkan: 4-8-1-3-7-2-5-6
Flow timerata-rata: 23,875
3 Flow time
F F
PPS
Penjadwalan n jobs pada single machine
(3)23
Sebelum diurutkan Setelah diurutkan
Job Processing
time Flow time
4 3 3
Flow time Mean flow time
Job Processing
time Flow time
1 5 5
Flow time Mean flow time
Penjadwalan n jobs pada single machine
(4)24
Gantt chart
4 8 1 3 7 2 5 6
Makespan = 56 Waktu
Total 191
Rata- rata 23.875
Job Flow time
PPS
Penjadwalan n jobs pada single machine
(5)• Aturan WSPT (Weighted shortest processing time):
• Bila terdapat n jobs yang akan diproses di sebuah mesin dan setiap job mempunyai bobot Wi, maka rata-rata flow time akan minimum bila job tersebut diurut menurut:
25
Penjadwalan n jobs pada single machine
(6)26
Job Bobot i i
W t
Urutan yang dihasilkan: 3-4-8-7-2-6-1-5
Flow timerata-rata: 27,0
Flow timetertimbang rata-rata: 27,46667
Weighted Flow time
3 3 6 6 18
Total 15 Total 216 412 Rata- rata 27 27.46667
Job Bob Waktu Flow time
PPS
Penjadwalan n jobs pada single machine
(7)• Aturan SPT meminimumkan mean lateness
• Bila terdapat n jobs yang akan diproses di sebuah mesin, maka mean lateness akan minimum bila jobs tersebut diurut menurut aturan SPT
27
Job Waktu Due date
Penjadwalan n jobs pada single machine
(8)28
Sebelum diurutkan Setelah diurutkan
Job Processing time
Due
date Completion Lateness
1 5 15 5 -10 Total lateness
Mean lateness
Job Processing time
Due
date Completion Lateness
4 3 25 3 -22 Total lateness
Mean lateness
Maximum lateness: 22
PPS
Penjadwalan n jobs pada single machine
(9)• Aturan EDD (earliest due date)
• Aturan EDD meminimumkan maximum lateness pada sebuah mesin
29
Saat Latenesss
Selesai c-d
2 8 10 8 -2
Total 36
Rata-rata 4.5
Job Waktu Due date
Maximum lateness: 9
PPS
Penjadwalan n jobs pada single machine
(10)30
Job Processing
time Due date Completion Lateness
1 5 15 5 -10 max lateness
Job Processing
time Due date Completion Lateness
2 8 10 8 -2 max lateness
Sebelum diurutkan
Setelah diurutkan
PPS
Penjadwalan n jobs pada single machine
(11)• Algoritma Hodgson meminimumkan jumlah job yang tardy pada sebuah mesin
–Step 1. Urut semua job sesuai EDD; bila tidak ada atau hanya satu job yang tardy (positive lateness) maka stop. Bila lebih dari sebuah maka lanjutkan ke Step 2
–Step 2. Mulai dari awal sampai akhir job pada urutan EDD, identifikasi tardy job yang paling awal. Bila tidak tardy job maka lanjutkan ke Step 4. Bila ada, maka lanjutkan ke Step 3
–Step 3. Misal tardy job tersebut berada di urutan ke i. Pilih job yang mempunyai waktu proses terpanjang di antara i buah job tersebut. Keluarkan job terpilih tersebut. Hitung saat selesai yang baru, dan kembali ke Step 2.
–Step 4. Tempatkan job yang dikeluarkan dalam urutan sembarang di ujung belakang urutan
Penjadwalan n jobs pada single machine
(12)32
i 2 1 3 5 4 6 7 8
ti 8 5 6 10 3 14 7 3
ci 8 13 19 29 32 46 53 56
di 10 15 15 20 25 40 45 50
Li - 2 - 2 4 9 7 6 8 6
i 1 3 5 4 6 7 8
ti 5 6 10 3 14 7 3
ci 5 11 21 24 38 45 48
di 15 15 20 25 40 45 50
Li - 10 - 4 1 - 1 - 2 0 - 2
PPS
Penjadwalan n jobs pada single machine
(13)33
i 1 3 4 6 7 8 ti 5 6 3 14 7 3
ci 5 11 14 28 35 38
di 15 15 25 40 45 50
Li - 10 - 4 - 11 - 12 - 10 - 12
i 1 3 4 6 7 8 2 5 ti 5 6 3 14 7 3 8 10
ci 5 11 14 28 35 38 46 56
di 15 15 25 40 45 50 10 20
Li - 10 - 4 - 11 - 12 - 10 - 12 36 36
Jumlah tardy job: 2
Rata-rata latenessadalah 1,625, dan maximum latenessadalah 36
PPS
Penjadwalan n jobs pada single machine
(14)34 Mean Flow Weighted Mean Maximum No. of Mean Rule Time Mean Flow Lateness Lateness Tardy Tardiness
Time Jobs
SPT 23,875 29 -3,625 22 4 7,75
WSPT 27 27,467 -0.5 36 4 10,625
EDD 32 31733 4,5 9 6 5
Slack 32,125 31,133 4,625 9 6 5
Hodgson 29,125 29,867 1,625 36 2 9
Wilkerson 28,875 30,667 1,375 16 3 4
Perbandingan perfomansischeduling rule
PPS
Latihan
(1)Job Processing
time Due date
1 4 16
2 7 16
3 1 8
4 6 21
5 3 9
35
1. Diketahui terdapat 5 job yang akan diproses pada sebuah mesin sebagai berikut:
Buatlah penjadwalan dengan kriteria meminimasi:
-Mean flowtime
-Mean lateness
-Mean queue time
-Max queue time
-Max lateness
Latihan
(2)Job Processing time Due date
1 1 2
2 5 7
3 3 8
4 9 13
5 7 11
36
2. Terdapat lima buah job yang akan diproses pada sebuah mesin, adapun data-data job tersebut adalah sebagai berikut:
Buatlah penjadwalan yang meminimasi jumlah job yang tardy (gunakan algoritma hodgson)
PPS
Penjadwalan n jobs, parallel machines
(1)• Algoritma meminimkan mean flow time pada mesin paralel
–Step 1. Urut semua jobs dengan urutan SPT
–Step 2. Jadwalkan job tersebut satu per satu pada mesin yang memiliki beban minimum. Bila beban mesin sama, pilih sembarang mesin
37
i 1 2 3 4 5 6 7 8 9 10
ti 5 6 3 8 7 2 3 5 4 2
i 6 10 3 7 9 1 8 2 5 4
ti 2 2 3 3 4 5 5 6 7 8
Urutan SPT
PPS
Penjadwalan
n jobs, parallel machines
(2)38
i 6 10 3 7 9 1 8 2 5 4
ti 2 2 3 3 4 5 5 6 7 8
M1 M2
M3 3 1 5
2 9
10
6 7 8 4
PPS
Penjadwalan
n jobs, parallel machines
(3)39
Job Waktu Flow tim e Job Waktu Flow tim e Job Waktu Flow tim e
6 2 2 10 2 2 3 3 3
7 3 5 9 4 6 1 5 8
8 5 10 2 6 12 5 7 15
4 8 18
Total 35 20 26
Rata- rata 8.75 6.666667 8.666667
Rata-rata flow time: 8,01
Makespan: 18
M1 M2 M3
Penjadwalan n jobs, parallel machines(3)
2. Algoritma meminimumkan sekaligus mean flow timedan makespanpada mesin paralel
40 PPS
Penjadwalan n jobs, serial machines
• Penjadwalan job shop
• Kriteria: minimasi makespan
• Flow shop 2 mesin: Algoritma Johnson (1956), optimal
• Flow shop m mesin: Algoritma Campbell, Dudek dan Smith (CDS)
• Urutan pemrosesan n job di seluruh mesin adalah sama
• Panjang makespan ditentukan dengan membuat Gantt chart untuk jadwal terpilih: Setiap job hanya diproses di satu mesin pada saat yang sama, dan setiap mesin hanya memproses sebuah job pada saat yang sama
41 PPS
Algoritma Johnson
(1)42
•Tentukan waktu proses yang terpendek di antara
seluruh job dalam daftar job yang akan diproses
Step 1.
•Bila waktu proses terpendek berada di mesin M1, maka
jadwalkan job dengan waktu terpendek itu pada posisi paling kiri pada urutan yang dimungkinkan, dan lanjutkan ke Step 3.
Step 2a.
•Bila waktu proses terpendek berada di mesin M2, maka
jadwalkan job dengan waktu terpendek itu pada posisi paling kanan pada urutan yang dimungkinkan, dan lanjutkan ke Step 3.
Step 2b.
PPS
Algoritma Johnson
(2)43
•Bila terdapat beberapa nilai waktu proses
terpendek, maka pilih sembarang; dan jadwalkan job dengan waktu proses terpilih di posisi paling kiri atau kanan sesuai dengan keberadaan waktu proses terpilih tersebut.
Step 2c.
•Keluarkan job yang sudah dijadwalkan dari daftar
job. Bila masih ada job yang belum dijadwalkan, maka kembali ke Step 1. Bila seluruh job sudah dijadwalkan maka stop.
Step 3.
Algoritma Johnson
(3)Algoritma Campbel, Dudek and Smith
(1)Step1. Set K=1. Hitung (m=jumlah mesin):
Step2. Gunakan Algoritma Johnson untuk penentuan urutan
pekerjaan dengan menyatakan
45
Algoritma Campbel, Dudek and Smith
(2)• Step 3. Hitung makespan untuk urutan tersebut. Catat jadwal dan makespan yang dihasilkan
• Step 4. Jika K=m-1 maka pilih jadwal dengan makespan terpendek sebagai jadwal yang digunakan, lalu stop. Jika K<m-1 maka K=K+1 dan kembali ke Step 1.
46 PPS
Algoritma Campbel, Dudek and Smith
(3)47
Job i
Job shop scheduling
(1)•
Flow shop: aliran kerja unidirectional
•
Job shop: aliran kerja tidak unidirectional
48
Mk
In process jobs In process jobs New jobs
Completed jobs
PPS
Job shop scheduling
(2)• Flow shop: Indeks (i,j)
49
Job M1 M2 … Mm
J1
J2
Jn
…
… … … …
… … …
… … …
… … … … Waktu proses
• Job shop: Indeks (i,j, k)
Waktu operasi ke juntuk pemrosesan job idi mesin k job operasi mesin
tijk
tij: Waktu prosesjob idi mesinj
PPS
Job shop scheduling
(3)50
Operasi 1 Operasi 2 Operasi 3
Job J1 4 3 2
Job J2 1 4 4
Job J3 3 2 3
Job J4 3 3 1
Waktu Proses
Operasi 1 Operasi 2 Operasi 3
Job J1 1 2 3
Job J2 2 1 3
Job J3 3 2 1
Job J4 2 3 1
Routing
t233= 4 t31…3 = 3 1= t431
PPS
Geser-kiri (left-shift)
51
Geser-kiri lokal (
local left-shift
)
•penyesuaian (menjadi lebih cepat) saat mulai (start time) suatu operasi dengan tanpa mengubah urutan
Gese-kiri global (
global left-shift
)
•penyesuaian sehingga suatu operasi dimulai lebih cepat tanpa menyebabkandelayoperasi lain
Jenis jadwal pada
job shop
(1)1. Jadwal semiaktif
– adalah satu set jadwal yang tidak memungkinkan lagi untuk melakukan geser-kiri lokal
– adalah satu set jadwal yang tidak memiliki superfluous idle time
Superfluous idle timeterjadi pada jadwal yang apabila suatu operasi dimulai lebih awal tidak menyebabkan perubahan urutan pada mesin manapun
52 PPS
Jenis jadwal pada
job shop
(2)53
Operasi 1 Operasi 2 Operasi 3
Job J1 4 3 2
Job J2 1 4 4
Job J3 3 2 3
Job J4 3 3 1
Waktu Proses
Operasi 1 Operasi 2 Operasi 3
Job J1 1 2 3
Misal urutan jobadalah 4-3-2-1:
PPS
Jenis jadwal pada
job shop
(3)54
Geser-kiri lokal tidak bisa dilakukan (menggeser saat mulai tanpa mengubah urutan)
Saat mulai operasi (1,1,1) bisa dilakukan tanpa menyebabkandelay
pada operasi lain (tapi harus mengubah urutan)
1
Jenis jadwal pada
job shop
(4)2. Jadwal Aktif
adalah satu set jadwal yang tidak memungkinkan lagi untuk melakukan geser-kiri global
3. Jadwalnon-delay
adalah jadwal aktif yang tidak membiarkan mesin menjadiidlebila suatu operasi dapat dimulai
Jenis jadwal pada job shop
(5)56
All schedule
SA A
ND *
* SA = semiactive
A = active
ND = non-delay
* = optimal
PPS
Algoritma Pembangkitan Jadwal Aktif
(1)PSt= Jadwal parsial yang terdiritbuah operasi terjadwal St = Set operasi yang dapat dijadwalkan padastage t,
setelah diperolehPSt
t = Waktu tercepat operasi dapat dimulai t = Waktu tercepat operasi dapat diselesaikan
Berikut adalah algoritma untuk mendapatkan/ membangkitkan salah satu jadwal aktif
57 t
S j
t
S j
PPS
Algoritma Pembangkitan Jadwal Aktif
(2)Step1. Tentukant=0, dan kemudian mulai denganPS0 sebagai jadwal parsial nol. Tentukan seluruh operasi tanpa predecessorsebagaiS0.
Step2. Tentukan dan mesinm*yaitu mesin
tempat *dapat direalisasikan
Step3. Untuk setiap operasi yang membutuhkan mesinm*dan berlaku , buat jadwal parsial baru
dengan menambahkan operasijpadaPStdengan saat mulai operasi pada j
58
j S j t
min
*
t
S j
* j
PPS
Algoritma Pembangkitan Jadwal Aktif
(3)Step4. Untuk setiap jadwal parsial baruPSt+1, yang dihasilkan padaStep3, perbaharui (up date) set data berikut:
–Keluarkan operasi j dariSt
–Tambahkan suksesor langsung operasij ke dalamSt+1 –Naikkan nilaitdengan 1
Step5. Untuk setiapPSt+1yang dihasilkan pada Step 3, kembali keStep2. Lanjutkan langkah-langkah ini sampai suatu jadwal aktif dihasilkan.
Jadwal Aktif
(1)Jadwal Aktif
(2)Mesin
Jadwal Aktif
(3)Mesin
Jadwal Aktif
(4)Jadwal Aktif
(5)Mesin
Stage 1 2 3 st j tij j * m* PSt
64
9 6 7
8 122
233 331
6 3
8 4
9 3
9 12 12
8 1
122
9 9 9 7
233 331
9 8 9
2 4 3
11 12 12
11 3 133 133
PPS
Jadwal Aktif
(6)Mesin
Stage 1 2 3 st j tij j * m* PSt
65
9 9 11
10 233
331
11 4
9 3
15
12 12 1
331
11 12 9 11 233 11 4 15 15 3 233
12 9 15
PPS
Jadwal Aktif
(7)66
M1 M2
M3 313 423 133 233
412 322 122
111 221 331
212
431
PPS
Algoritma Pembangkitan Jadwal
Non-delay
(1)Step 1. Tentukan t=0, dan kemudian mulai dengan PS0 sebagai jadwal parsial nol. Tentukan seluruh operasi tanpa predecessorsebagaiS0.
Step2. Tentukan dan mesinm*yaitu mesin
tempat *dapat direalisasikan
Step3. Untuk setiap operasi yang membutuhkan mesinm*dan berlaku , buat jadwal parsial baru
dengan menambahkan operasi j pada PSt dengan saat mulai operasi pada j
67
j S j t
min
*
t
S j
* j
Algoritma Pembangkitan Jadwal
Non-delay
(2)Step 4. Untuk setiap jadwal parsial baru PSt+1, yang dihasilkan pada Step 3, perbaharui (up date) set data berikut:
–Keluarkan operasi j dariSt
–Tambahkan suksesor langsung operasijke dalamSt+1 –Naikkan nilaitdengan 1
Step 5. Untuk setiap PSt+1 yang dihasilkan pada Step 3, kembali keStep 2. Lanjutkan langkah-langkah ini sampai seluruh jadwal non-delay.
68
PPS 69
JADWAL NON DELAY ATURAN PRIORITAS SPT
Mesin
HASIL PENJADWALAN NON DELAY
Mesin 3
Mesin 2
Mesin 1 212
423 133
412
221 431 331
4 8 9 12
14