UJI KINERJA MESIN PEMBUAT BUTIRAN TIWUL INSTAN
(Skripsi)
Oleh
MERI YANCE
FAKULTAS PERTANIAN
UNIVERSITAS LAMPUNG
UJI KINERJA MESIN PEMBUAT BUTIRAN TIWUL INSTAN
Oleh
MERI YANCE
Skripsi
Sebagai Salah Satu Syarat Untuk Mencapai Gelar
SARJANA TEKNOLOGI PERTANIAN
Pada
Jurusan Teknik Pertanian
Fakultas Pertanian Universitas Lampung
FAKULTAS PERTANIAN UNIVERSITAS LAMPUNG
ABSTRAK
UJI KINERJA MESIN PEMBUAT BUTIRAN TIWUL INSTAN
Oleh
Meri Yance
Industri tiwul merupakan potensi diversifikasi produk pangan olahan berbahan baku ubi kayu. Dalam perkembangannya industri ini menghadapi kendala terutama dalam inovasi teknologi prosesnya. Selama ini proses pembuatan tiwul masih bersifat tradisional sehingga tiwul yang dihasilkan masih dalam bentuk seperti tepung dengan tampilan warna yang kurang menarik, selain itu juga
butiran yang dihasilkan tidak seragam. Dengan demikian diperlukan adanya suatu teknologi yang dapat memperbaiki mutu dari tampilan tiwul tersebut. Saat ini telah dirancang bangun mesin pembuat tiwul instan yang diharapkan dapat meningkatkan kualitas dan kuantitas dari tiwul yang diproduksi, agar
keseragaman tiwul serta kapasitas produksi pembuatan agregat lebih terjaga. Pada penelitian ini dilakukan pengukuran/uji kinerja mesin pembuat butiran tiwul instan hasil rancangan tersebut. Parameter yang diukur antara lain keseragaman butiran, kekerasan butiran dan kapasitas kerja mesin. Berdasarkan penelitian ini diameter keseragaman butiran tiwul yang dihasilkan oleh mesin berkisar antara 1,65 mm sampai 4 mm. Sedangkan untuk pengukuran kekerasan butiran tiwul diketahui bahwa rata-rata kekerasan butiran tiwul tidak terjadi perbedaan yang signifikan antara kekerasan butiran tiwul yang satu dengan yang lainnya yaitu sebesar 0,047 kg/mm2, 0,044 kg/mm2, 0,049 kg/mm2 dan 0,052kg/mm2.
Judul Skripsi : UJI KINERJA MESIN PEMBUAT BUTIRAN TIWUL INSTAN
Nama Mahasiswa : Meri Yance
N P M : 0614071010
Jurusan : Teknik Pertanian
Fakultas : Pertanian
MENYETUJUI
Komisi Pembimbing
Ir. Sandi Asmara, M.Si. Warji, S.T.P, M.Si. NIP : 19621010 198903 1 002 NIP : 19780102 200312 1 001
a.n Ketua Jurusan Teknik Pertanian
Sekretaris
Ir. Budianto Lanya, M.T
MENGESAHKAN
1. Tim Penguji
Ketua : Ir. Sandi Asmara, M.Si ...
Sekretaris : Warji, S.T.P, M.Si. ...
Penguji
Bukan Pembimbing : Ir. Budianto Lanya, M.T. ...
2. Dekan Fakultas Pertanian
Prof. Dr. Ir. H. Wan Abbas Zakaria, M.S.
NIP : 19610826 198702 1 001
RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 12 Oktober 1988 di Tanjung Karang Bandar Lampung, anak kedua dari dua bersaudara dari
pasangan Suyoto dan Yuliani.
Penulis menyelesaikan pendidikan dasar di SD Negeri 1 Langkapura Bandar Lampung pada tahun 2000. Penulis
kemudian melanjutkan pendidikan lanjutan pertama di SLTP Negeri 9 Bandar Lampung dan lulus pada tahun 2003, dan pendidikan lanjutan tingkat atas di SMA
Negeri 1 Bandar Lampung dan lulus pada tahun 2006.
Tahun 2006 penulis terdaftar sebagai mahasiswa di Jurusan Teknik Pertanian Fakultas Pertanian Universitas Lampung melalui jalur SPMB. Selama menjadi
mahasiswa, penulis aktif di organisasi Himpunan Mahasiswa Teknik Pertanian Fakultas Pertanian Universitas Lampung periode 2007/2008 dan 2008/2009
WITH MONEY YOU CAN BUY A BOOK, BUT NOT
KNOWLEDGE
BELAJAR KETIKA ORANG LAIN TIDUR, BEKERJA
KETIKA ORANG LAIN BERMALASAN, DAN BERMIMPI
Sujud Syukurku Kepada Tuhan Yang Maha Esa
Sebagai wujud ungkapan rasa cinta, bakti dan kasih sayang,
kupersembahkan karya terindah yang sangat kubanggakan ini
kepada :
Papaku yang telah bekerja keras untuk menafkahiku, merawatku,
menyayangiku sejak kecil mendidikku hingga dewasa.
Mamaku yang telah melahirkanku dan merawatku dengan penuh
kasih sayang, restu dan do
’
anya yang slalu kuharapkan sehingga aku
tetap tegar menjalani kehidupan ini.
Guru-guruku dan Dosen-dosenku yang telah memberikan ilmu yang
bermanfaat sebagai bekalku dalam menjalani kehidupan ini.
Kakakku, saudara-saudaraku serta teman-temanku terima kasih atas
do
’
a dan dukungan kalian semua.
Dan
SANWACANA
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah melimpahkan
nikmat, rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan skripsi yang berjudul ”Uji Kinerja Mesin Pembuat Butiran Tiwul Instan”. Shalawat semoga selalu tercurahkan kepada Nabi Muhammad SAW sebagai suri tauladan
yang baik.
Penulis juga menyadari bahwa selesainya skripsi ini tidak terlepas dari bantuan
dan bimbingan berbagai pihak. Pada kesempatan ini, penulis ingin mengucapkan terima kasih kepada semua pihak yang telah membantu selama pelaksanakan
penelitian sampai dalam penyusunan skripsi, diantaranya :
1. Bapak, Ir. Sandi Asmara, M.Si., selaku dosen Pembimbing dan Pembimbing Akademik yang telah banyak membantu, membimbing, memberikan saran serta memberikan motivasi selama melakukan penelitian
dan penyusunan skripsi, sehingga Penulis mampu menyelesaikan skripsi ini. 2. Bapak, Warji, S.T.P., M.Si. selaku Pembimbing II, yang telah banyak
meluangkan waktu untuk membimbing Penulis selama penyusunan skripsi.
3. Bapak Ir. Budianto lanya, M.T. selaku Pembahas, terima kasih atas saran dan kritik yang membangun kepada Penulis serta bantuan yang telah
4. Bapak Dr. Ir. Sugeng Triyono, M.Sc., selaku Ketua Jurusan Teknik
Pertanian Fakultas Pertanian Universitas Lampung.
5. Bapak Prof. Dr. Ir. Wan Abbas Zakaria, M.Sc., selaku Dekan Fakultas
Pertanian, Universitas Lampung
6. Staf dan karyawan Jurusan Teknik Pertanian Universitas Lampung.
7. Mama-Papa tercinta, Kakak tersayang beserta keluarga besar terima kasih
atas kasih sayang dan cintanya yang selalu senantiasa memberikan doa, moril, perhatian, dukungan dan semangat yang tak terbatas bagi
keberhasilan Penulis.
8. Teman-teman angkatan 2006 terimakasih atas bantuan dan kebersamaannya
selama ini.
9. Rekan-rekan mahasiswa Jurusan Teknik Pertanian Universitas Lampung.
Akhir kata penulis berharap semoga skripsi ini dapat bermanfaat bagi penulis, seluruh civitas akademika Teknik Pertanian maupun masyarakat luas. Penulis
berdoa semoga kebaikan dibalas oleh ALLAH SWT. Aamiin.
Bandar Lampung, Mei 2010 Penulis
DAFTAR ISI
Halaman
DAFTAR ISI ... i
DAFTAR TABEL ... iii
DAFTAR GAMBAR ... iv
I. PENDAHULUAN A. Latar Belakang ... 1
B. Tujuan Penelitian ... 2
C. Manfaat Penelitian ... 3
II. TINJAUAN PUSTAKA A. Singkong ... 4
B. Proses Pembuatan Tepung Singkong ... 7
C. Tiwul ... 9
D. Proses Pembuatan Tiwul Instan ... 11
E. Butiran ... 13
F. Mesin Pembuat Butiran Tiwul (Granulator) ... 14
G. Saringan Tyler ... 16
H. Pengukuran Kekerasan Ubi Kayu dengan Penetrometer ... 18
I. Uji Kinerja ... 19
ii
B. Alat dan Bahan ... 21
C. Prosedur Penelitian ... 21
D. Parameter yang diukur ... .... 22
1. Keseragaman Butiran ... 22
2. Kekerasan Butiran ... 23
3. Kapasitas Kerja Mesin... 24
E. Analisis Data ... 25
IV. HASIL DAN PEMBAHASAN A. Mesin Pembuat Butiran Tiwul ... 26
B. Sistem Kerja Mesin ... 27
C. Butiran Tiwul Instan ... 29
1. Proses Pembuatan Butiran Tiwul ... 29
2. Hasil Butiran Tiwul ... 30
D. Keseragaman Butiran Tiwul ... 32
E. Kekerasan Butiran Tiwul ... 33
F. Kapasitas Kerja Mesin ... 34
V. KESIMPULAN DAN SARAN A. Kesimpulan ... 39
B. Saran ... 40
DAFTAR PUSTAKA ... ... 41
DAFTAR TABEL
Tabel Halaman
Teks
1. Kandungan gizi ubi kayu dan tepung ubi kayu per 100 gram bahan …... .. 7
2. Saringan tyler ... 17
3. Persentase berat bahan pada saringan ... 18
4. Jumlah butiran pada tiap diameter untuk masukan 2 kg ... ... 32
5. Kekerasan butiran tiwul... ... 33
6. Rata-rata kekerasan butiran (KB), lama pembuatan butiran tiwul (WP), kapasitas kerja mesin (KK) dan jumlah hasil produksi (HP) ... 38
Lampiran 7. Jumlah air yang terpakai pada proses pembuatan tiwul... ... 43
8. Waktu yang diperlukan untuk membuat butiran tiwul ... 43
9. Hasil produksi tiwul ... ... 43
10. Data kapasitas mesin pada proses pembuatan butiran tiwul ... 43
11. Data losses setelah proses produksi tiwul ... 44
12. Data diameter butiran tiwul ... 44
13. Analisis ragam kekerasan butiran tiwul ... 46
14. Analisis ragam lama waktu pembuatan butiran tiwul... 48
15. Analisis ragam kapasitas kerja mesin ... 50
DAFTAR GAMBAR
Gambar Halaman
Teks
1. Perbandingan proses penyiapan nasi tiwul dari tiwul kering tradisional dan
tiwul instan ... 10
2. Mesin pembuat butiran tiwul …... 14
3. Diagram alir penelitian ... 23
4. Jumlah air yang terpakai ... 30
5. Butiran tiwul ... 31
6. Lama waktu proses pembuatan butiran tiwul ... 35
7. Rata-rata kapasitas kerja mesin ... 36
8. Jumlah rata-rata hasil produksi dan losses ... 37
Lampiran 9. Proses pembuatan butiran tiwul ... 55
10. Saringan atau ayakan ... 55
11. Butiran tiwul dengan diameter 6 mesh ... 56
12. Butiran tiwul dengan diameter 8 mesh ... 56
13. Butiran tiwul dengan diameter 10 mesh ... 57
I. PENDAHULUAN
A. Latar Belakang Masalah
Potensi produksi ubi kayu di Lampung secara nasional cukup tinggi. Dari tahun ke tahun jumlah produksi ubi kayu meningkat, pada tahun 2010 ini produksi ubi
kayu di Lampung sangat tinggi, yaitu sebesar 101,98% atau sekitar 7,52 juta ton yang seharusnya ditargetkan hanya 7,37 juta ton (BPS, 2010). Keunggulan
tersebut memberikan gambaran bahwa ubi kayu merupakan komoditi yang mempunyai prospek pengusahaannya yang cukup baik. Produksi yang melebihi
target pencapaian, menunjukkan bahwa Lampung merupakan daerah yang sangat sesuai dan potensial untuk pertumbuhan ubi kayu.
Ubi kayu merupakan komoditi yang memiliki kandungan kalori, protein, lemak,
hidrat arang, kalsium, fosfor, zat besi, vitamin B dan C serta amilum yang cukup. Sehingga pemanfaatan ubi kayu untuk berbagai produk akhir bisa beragam, baik
dimakan langsung, menjadi tepung, keripik atau makanan tradisional lainnya. Salah satu produk makanan tradisional yang dapat dikembangkan adalah tiwul
instan, baik dalam bentuk, rasa dan warnanya.
Industri tiwul merupakan potensi diversifikasi produk pangan olahan berbahan
tangga masih bersifat tradisional sehingga tiwul yang dihasilkan masih seperti
dalam bentuk tepung dengan tampilan warna yang kurang menarik.
Kesederhanaan tampilan dan proses pembuatannnya mengakibatkan tiwul kurang
menjadi perhatian konsumen. Untuk itu diperlukan paket teknologi pembuat butiran tiwul instan untuk meningkatkan kualitas dan kuantitas dari tiwul yang diproduksi, sehingga keseragaman tiwul serta kapasitas produksi pembuatan
butiran lebih terjaga.
Mengingat begitu pentingnya sentuhan teknologi dalam proses produksinya, saat
ini telah dirancang bangun mesin pembuat tiwul instan dalam bentuk butiran (Warji, 2009). Mesin ini dirancang dengan menggunakan sistem tranmisi dan daya pemutar yang memanfaatkan mekanisme penggilingan dalam pembuatan
butiran tiwul.
Untuk mengetahui dan sebagai bahan kajian terhadap perbaikan rancangan
tersebut, pada penelitian ini dilakukan pengukuran/uji kinerja mesin pembuat butiran tiwul instan hasil rancangan tersebut. Uji kinerja dilakukan guna mengetahui kesesuaian kinerja suatu produk dengan parameter yang ditetapkan
dalam rencana dan rancangan (spesifikasi kinerja), sehingga dapat diperoleh jaminan kapasitas kerja mesin, keseragaman butiran tiwul (baik bentuk maupun
ukuran) serta kualitas produk yang dihasilkan.
A. Tujuan Penelitian
B. Manfaat Penelitian
Manfaat penelitian ini adalah didapatkan data kinerja mesin pembuat butiran tiwul sehingga data ini dapat digunakan untuk memperbaiki kinerja mesin agar
menghasilkan kualitas butiran tiwul yang lebih baik, mempermudah dalam
II. TINJAUAN PUSTAKA
A. Singkong
Singkong yang biasa disebut ubi kayu atau cassava (Manihot esculenta Cranzt)
merupakan tanaman umbi yang berasal dari daerah Amerika Selatan, kemudian dibawa ke Indonesia dan dibudidayakan sejak masa penjajahan Belanda. Singkong merupakan umbi atau akar pohon yang berbentuk panjang, memiliki
diameter fisik rata-rata 2 - 3 cm dan panjang 50 - 80 cm, tergantung dari jenis singkong yang ditanam. Karakteristik morfologi tanaman singkong yang
dibudidayakan dapat mencapai ketinggian 2,4 m, akar umbinya tumbuh di bawah permukaan tanah pada kedalaman 50 - 100 cm dengan panjang 30 - 120 cm dan diameter 4 - 15 cm dan berat 1 - 8 kg atau lebih. Produktivitas lahan untuk
budidaya singkong khususnya di Lampung berkisar antara 11 – 18 ton/ha.
Daging umbi singkong adalah berwarna putih atau kekuning-kuningan. Umbi
singkong tidak tahan simpan meskipun ditempatkan di lemari pendingin. Gejala kerusakan pada umbi ditandai dengan keluarnya warna biru gelap akibat
Klasifikasi tanaman singkong adalah sebagai berikut:
Kingdom : Plantae atau tumbuh-tumbuhan Divisi : Spermatophyta atau tumbuhan berbiji
Sub Divisi : Angiospermae atau berbiji tertutup Kelas : Dicotyledoneae atau biji berkeping dua Ordo : Euphorbiales
Famili : Euphorbiaceae Genus : Manihot
Spesies : Manihot utilissima Pohl.; Manihot esculenta Crantz sin sia.
Singkong yang juga dikenal sebagai ketela pohon merupakan pohon tahunan tropika dan subtropika dari keluarga Euphorbiaceae. Umbinya dikenal sebagai
makanan pokok penghasil karbohidrat dan daunnya sebagai sayuran. Umbi singkong memiliki kandungan karbohidrat yang sangat tinggi, lebih tinggi
dibandingkan beras, jagung dan sagu. Sehingga singkong (dan produk
turunannya) memiliki potensi yang baik sebagai salah satu bahan makanan pokok. Oleh karena itu, peran singkong dalam sistem pangan global menjadi semakin
penting.
Keunggulan singkong adalah sebagai sumber kalori utama berdasarkan aspek
nutrisi dibandingkan dengan beras adalah lemak, kalsium, zat besi dan vitamin C. Meskipun umbi singkong merupakan sumber energi yang kaya karbohidrat namun
Selain itu singkong banyak mengandung glukosa dan dapat dimakan mentah.
Rasanya sedikit manis, ada pula yang pahit tergantung pada kandungan racun glukosida yang dapat membentuk asam sianida. Umbi yang rasanya manis
menghasilkan paling sedikit 20 mg HCN per kilogram umbi akar yang masih segar, dan 50 kali lebih banyak pada umbi yang rasanya pahit. Pada jenis singkong yang manis, proses pemasakan sangat diperlukan agar kadar racunnya
menurun (Rukmana, 1997).
Singkong yang dalam keadaan segar tidak bisa tahan lama. Maka untuk
pemasaran yang memerlukan waktu lama, singkong harus diolah dulu menjadi bentuk lain yang lebih awet, seperti gaplek, tapioka (tepung singkong), tapai,
peuyeum, keripik singkong dan lain-lain.
Dari umbi ini dapat pula dibuat tepung tapioka. Tepung singkong dapat
digunakan untuk mengganti tepung gandum, baik untuk pengidap alergi. Tepung
singkong diperoleh dengan cara menggiling umbi singkong yang telah
dikeringkan (gaplek) dan kemudian diayak hingga diperoleh butiran-butiran kasar
dalam ukuran tertentu (Anonim, 2009).
Ada dua jenis ubi kayu yang biasa digunakan sebagai bahan baku pembuatan tepung tapioka yaitu: ubi kayu manis (tidak beracun) dan ubi kayu pahit (beracun)
seperti varietas Aldira, Basira, M-30, M-31 dan Faroka. Ubi kayu yang baik untuk bahan baku tapioka yaitu ubi kayu yang dipanen pada usia 8 - 10 bulan karena pada umur tersebut kandungan pati ubi kayu maksimal 20 - 25% sehingga
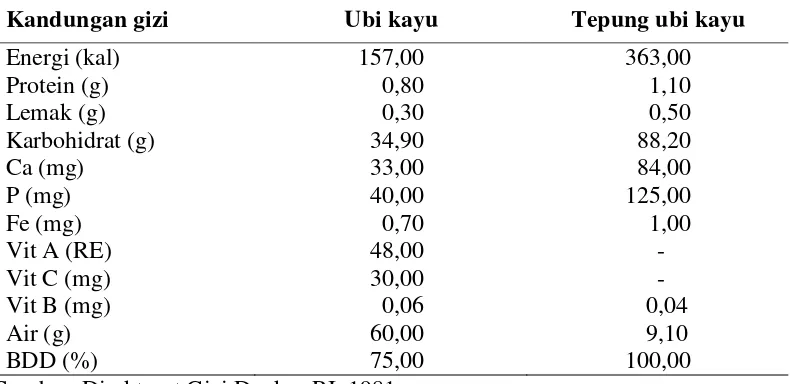
Kandungan gizi ubi kayu dan tepung ubi kayu dapat dilihat pada Tabel 1.
Tabel 1. Kandungan gizi ubi kayu dan tepung ubi kayu per 100 gram bahan
Kandungan gizi Ubi kayu Tepung ubi kayu
Energi (kal) 157,00 363,00
Protein (g) 0,80 1,10
Lemak (g) 0,30 0,50
Karbohidrat (g) 34,90 88,20
Ca (mg) 33,00 84,00
P (mg) 40,00 125,00
Fe (mg) 0,70 1,00
Vit A (RE) 48,00 -
Vit C (mg) 30,00 -
Vit B (mg) 0,06 0,04
Air (g) 60,00 9,10
BDD (%) 75,00 100,00
Sumber: Direktorat Gizi Depkes RI, 1981
B. Proses Pembuatan Tepung Singkong
Tepung singkong atau tepung kasava merupakan bentuk olahan setengah jadi
(intermediate product) yang dapat memperpanjang daya simpan, menghemat
ruang simpan,meningkatkan nilai guna, mudah diolah dan diformulasi menjadi
tepung komposit (Widowatidan Damardjati, 1993).
Pembuatan tepung kasava (tepung singkong) dapat dilakukan oleh kelompok petani sebagai pemasok bahan baku industri pengolahan pangan. Untuk
memperoleh kualitas tepung kasava sebaiknya singkong segar dengan mengutamakan jenis singkong konsumsi yang tidak lebih tiga hari dari saat
dipanen.
Pembuatan tepung kasava dapat dilakukan dengan dua cara:
tanah dan kotoran yang menempel selanjutnya direndam dalam air selama 10 - 12
jam, dikeringkan bisa menggunakan solar cell, oven, atau mesin pengering hingga mencapai batas kadar air minimum yang telah ditentukan selama 3 - 4 jam atau
menggunakan sinar matahari selama 18 jam setelah sawut kering pada kadar air 10%. Sawut kering yang dihasilkan kemudian digiling dan disaring sehingga menghasilkan tepung kasava dengan mesh atau tingkat kehalusan yang
diinginkan.
Cara kedua, pembuatannya menyerupai cara pertama, namun dengan penambahan
lewat proses pemerasan untuk menghilangkan air dan penyaringan hingga
didapatkan pati. Proses sama seperti cara pertama dimulai dari pencucian hingga perajangan singkong untuk menghasilkan sawut basah. Setelah dihasilkan sawut
basah, sawut tersebut diperas dan disaring untuk memisahkan air dari ampasnya.
Air perasan sawut (cairan hasil pemerasan) dibiarkan terlebih dahulu mengendap
untuk memisahkan pati dengan airnya. Apabila bagian pati ubi kayu tersebut dikeringkan dan berhenti sampai di sini maka dihasilkan tepung tapioka. Sedangkan, ampasnya yang disebut onggok biasanya dijadikan pakan ternak.
Berbeda jika ampas yang terkumpul disimpan karena merupakan bagian yang diinginkan, dengan tujuan mengurangi kadar air. Dalam proses pati yang
mengendap ditahan untuk kemudian dicampur kembali dengan ampas singkong yang telah terurai terlebih dahulu tersebut, kemudian mengalami proses
pengeringan seperti pada cara pertama, yaitu dengan bantuan sinar matahari, oven,
Setelah mencapai batas kadar air maksimum, kemudian digiling dan disaring,
hingga dihasilkan tepung kasava. Tepung kasava cara 1 dan cara 2 cara pembuatan tepung kasava tersebut pada dasarnya sama yaitu membuat tepung
kasava non fermentasi (Rukmana, 1997).
C. Tiwul
Tiwul merupakan produk olahan singkong yang sudah sangat dikenal masyarakat. Pemanfaatan tiwul sebagai pangan pokok pengganti beras telah dikenal luas
terlebih di masa paceklik. Tiwul juga merupakan sumber serat pangan yang sangat baik dalam diet makanan berserat sehingga sangat potensial untuk
dikembangkan. Tiwul adalah hasil olahan dari tepung singkong melalui proses tradisional, yaitu tahap pertama adalah singkong segar dikupas dan dijemur sampai kering hingga menjadi gaplek. Gaplek yang akan diolah menjadi tiwul
harus ditepungkan yaitu dengan cara ditumbuk. Di pasar internasional, gaplek atau tepungnya dikenal dengan nama casava. Hal ini untuk membedakan dengan pati singkong (aci = tepung kanji) yang disebut sebagai tapioka. Tahap
berikutnya tepung singkong ditaruh dalam tampah, ditambahkan air hingga basah dan kemudian tampah digoyang melingkar berulangkali (diinteri) hingga tepung
mengumpul di bagian tengah dan membentuk butiran-butiran yang seragam dengan ukuran sebesar biji kacang hijau. Setelah itu butiran tiwul dikukus selama 20 - 30 menit.
Untuk menumbuhkembangkan agroindustri pedesaan tersebut, salah satu cara
proses produksi, produktivitas, biaya produksi, beban tenaga kerja pria/wanita,
mutu hasil olahan, serta tingkat penerimaan konsumen (Yuniarti dkk., 2003).
Dari hasil survei lapang (2005) diperoleh fakta bahwa kualitas warna dan rasa
tiwul sangat dipengaruhi oleh kualitas gaplek sebagai bahan baku dalam
pembuatan tiwul. Sedangkan kualitas gaplek sangat ditentukan oleh keberhasilan dalam penjemuran singkong kupas agar tidak sampai tumbuh jamur selama
pengeringan. Penggunaan lantai jemur yang kurang memadai juga sangat
mempengaruhi kualitas gaplek. Sehingga proses produksi tiwul semestinya sudah
harus diawasi sejak pemilihan bahan baku ini.
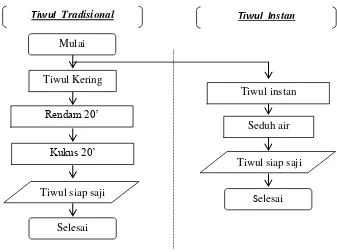
Gambar 1. Perbandingan proses penyiapan nasi tiwul dari tiwul kering tradisional dan tiwul instan
Terdapat beberapa tahap proses yang berbeda antara produksi tiwul secara
tradisional dengan tiwul instan hasil fabrikasi. Pengolahan tiwul tradisional lebih
Mulai
Tiwul Kering
Selesai
Tiwul siap saji Seduh air
Selesai
Tiwul Tradisional Tiwul Instan
Tiwul instan
Rendam 20’
Kukus 20’
panjang, karena biasanya dibuat dari tepung gaplek. Sedangkan pada tiwul instan
dibuat dari singkong segar yang kemudian dimasak untuk dibuat tiwul instan. Keunggulan tiwul instan adalah dalam cara penyajiannya yang relatif mudah dan
tidak memerlukan waktu lama (3 menit). Sedangkan penyiapan nasi tiwul dari tiwul kering tradisional, memerlukan waktu setidaknya 40 menit (20 menit perendaman dan 20 menit pengukusan). Gambar 1 di atas menyajikan diagram
alir cara penyiapan nasi tiwul antara dari tiwul kering tradisional dan tiwul instan.
Pada bahan berpati dapat dilakukan pengolahan lebih lanjut dengan proses
pengeringan atau dibuat produk instan (Winarno, 2002). Ganyong mengandung 10 - 20% pati berkualitas, sehingga ganyong dapat diolah menjadi produk instan. Pati yang telah tergelatinisasi dapat dikeringkan kembali. Pati kering ini justru
mempunyai kemampuan untuk menyerap air kembali (rehidrasi). Berdasarkan prinsip ini maka tiwul dapat diolah menjadi produk bersifat instan yang lebih awet
dan mudah dalam penyiapan atau penyajiannya.
D. Proses Pembuatan Tiwul Instan
Proses pembuatan tiwul instan meliputi beberapa tahap, yaitu perendaman, penggilingan, penambahan rasa atau warna, pembentukan butiran, penjemuran,
pengukusan, pendinginan dan pengemasan.
1. Perendaman
Gaplek direndam dalam bak. Setelah sehari semalam, air rendaman diganti
dicuci bersih dan ditiriskan. Perendaman dapat memakan waktu kurang lebih 2
hari 2 malam tergantung pada tingkat kekeringan gaplek.
2. Penggilingan
Penggilingan biasanya dilakukan pada pagi hari, agar dapat dilakukan pengukusan dan penangan tiwul yang telah dijemur sekaligus.
3. Penambahan Rasa
Tepung gaplek yang telah digiling lembut, kemudian ditambahi pewarna atau gula merah sesuai dengan kebutuhan, yaitu dengan perbandingan tepung gaplek : gula
merah = 4 : 1, dicampur dan dibuat adonan sampai benar-benar homogen yang ditandai dengan warna yang merata.
4. Pembuatan Butiran
Adonan yang telah ditambahkan air kemudian diinteri menggunakan tampah atau mesin pembuat butiran tiwul instan, tujuannya untuk membuat butiran-butiran dari adonan tersebut. Setelah itu diayak menggunakan “irig” yang berlubang 0,2
cm sampai 0,5 cm. Butiran yang besar dikecilkan lagi dengan memecah dan diinteri lagi.
5. Penjemuran
Butiran yang sudah jadi kemudian dijemur sampai beberapa menit sampai setengah kering. Pada proses ini mungkin masih dapat dilakukan pemisahan
6. Pengukusan
Butiran setengah kering tersebut kemudian ditempatkan pasa kukusan bambu di
atas dandang. Pengukusan dilakukan sampai perubahan warna pada butiran, dari warna putih menjadi kuning kecoklatan.
7. Pendinginan
Pendinginan dilakukan dengan meletakan dan meratakan tiwul pada tempat yang
disediakan sampai 12 jam.
8. Penjemuran Setelah Dikukus
Penjemuran dilakukan sampai kering di bawah sinar matahari. Lama pengeringan antara 2 – 3 hari tergantung kondisi sinar matahari. Tiwul yang dikeringkan ini
biasanya masih ada yang menjadi butiran besar sehingga diperlukan pemisahan dengan ditampi.
9. Pengemasan
Tiwul selanjutnya dikemas dengan menggunakan karung plastik atau kantong
plastik yang agak tebal. Agar tidak terjadi kontak langsung dengan lantai, penyimpanan dilakukan dengan meletakan karung atau plastik di atas rak bambu
atau kayu (Pangarsa, 2003).
E. Butiran
Butiran atau agregat merupakan bahan yang berbentuk bulatan-bulatan kecil, seperti pasir, kacang-kacangan (biji-bijian), tepung dan lain-lain (KBBI, 2000). Butiran ini termasuk penting karena menunjukkan sifat-sifat lain yang kadang
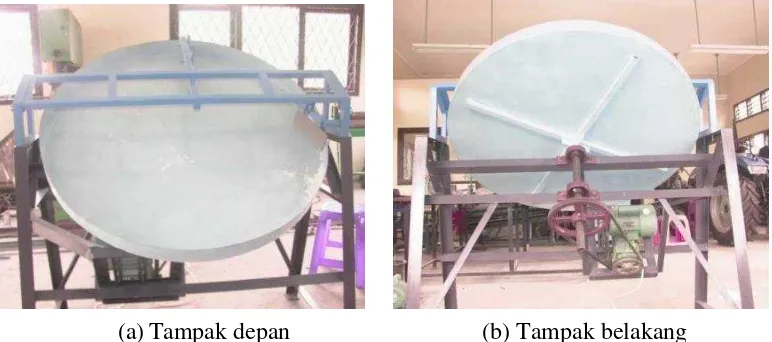
F. Mesin Pembuat Butiran Tiwul Instan (Granulator)
Mesin granulasi (Granulator) merupakan mesin pembuat granul (butiran) yang proses granulasi ini dilakukan dengan menggunakan pan granulator, dimana pan tersebut berbentuk piringan menyerupai parabola yang berputar. Ukuran pan
piringan bisa bermacam-macam sesuai dengan alat yang dibuat (Anonim, 2009). Berdasarkan hasil proses rancang bangun mesin pembuat butiran tiwul instan
yang dilakukan, maka telah terancanglah mesin sebagaimana disajikan pada Gambar 2.
(a)Tampak depan (b) Tampak belakang
Gambar 2. Mesin pembuat butiran tiwul
Bagian-bagian utama mesin ini terdiri atas rangka, bidang granulator, cincin
granulator, pengatur butiran, sistem transmisi dan daya pemutar. Rangka berfungsi menopang komponen mesin yang lainnya, menahan beban tepung dan menahan gaya sentripetal akibat putaran bidang granulator. Bagian kaki rangka
terbuat dari besi siku ukuran 5 mm x 5 mm dan besi siku ukuran 3 mm x 3 mm.
Tinggi rangka 1 m, lebar 2 m dan panjangnya 2 m.
Bidang granulator berfungsi memutar adonan tepung untuk membentuk butiran-butiran dari tepung. Putaran bidang granulator dibuat seimbang dengan
memasang poros tepat pada pusat diameter lingkaran bidang granulator.
Permukaan bidang granulator dibuat rata yaitu dengan didesain tanpa ada sambungan plat besi. Bidang ini dilengkapi dengan bilah-bilah penopang pada
pangkal poros memanjang hampir mencapai bagian tepi diameter lingkaran bidang granulator sehingga dengan kokoh menopang beban tepung yang ada di atasnya. Bidang ini terbuat dari plat besi dengan ketebalan 3 mm, diameter
bidang granular besarnya 200 cm. Cincin granulator berfungsi sebagai
penghalang agar adonan tepung tidak terlembar keluar ketika bidang granulator
berputar, namun ketinggian cincin masih dapat dilampaui oleh butiran-butiran tiwul yang telah jadi. Bagian cincin ini terbuat dari bahan yang sama dengan
bidang granulator dengan tinggi 15 cm.
Sementara poros dipasang pada rangka dengan dudukan pillow block sehingga dapat memutar bidang granulator. Posisi poros tidak berubah posisinya karena
dipasang dengan dua buah dudukan, sebagaimana disajikan pada Gambar 2(b). Dengan posisi yang kokoh ini menghasilkan putaran yang seimbang sehingga mesin dapat berfungsi dengan baik. Selain itu, pengatur besar butiran tiwul yang
sekaligus sebagai pengatur pengeluaran butiran tiwul didesain dengan jarak celah antara bidang granulator dengan bidang pengatur besar butiran sebesar 3 mm,
celah akan tertahan oleh bidang pengatur pengeluaran, karena berputar dan
terhalang maka butiran terpental dan keluar dari bidang granulator. Selain komponen utama tersebut, bagian-bagian mesin lain yaitu motor listrik, gear box
dan sabuk-puli yang dikombinasikan dengan beberapa ukuran.
Mesin pembuat butiran tiwul instan ini bekerja bedasarkan gaya sentripetal dan terbentuknya butiran akibat adanya putaran. Adonan tepung gaplek yang
diumpankan pada bidang granulator membentuk butiran-butiran/agregat akibat gerakan berputar. Mekanisme ini terjadi seperti bola salju, makin lama butiran
yang terbentuk makin besar. Pada diameter tertentu butiran akan keluar dari bidang granulator akibat terhalang oleh bidang pengatur besar diameter. Butiran-butiran tiwul yang terpental keluar mengelompok pada satu arah sehingga pada
arah ini diletakkan penampung hasil pembentukan butiran (Warji, 2008).
G.Saringan Tyler
Untuk menggolongkan bahan dalam berbagai ukuran maka digunakan metode yang paling sederhana dan paling banyak digunakan yaitu pemisahan atau
pengayakan dengan saringan tyler. Saringan ini diperkenalkan pada tahun 1910, kemudian dipakai oleh Biro Standar Amerika Serikat sebagai patokan untuk
mengukur bahan yang dipisahkan untuk diayak (Henderson 1989).
Teknik yang digunakan dalam pemisahan sampel telah dibakukan dan harus diikuti untuk mendapatkan hasil yang diinginkan. Cara dan waktu penggoyangan
mempunyai gerakan goyang tertentu dan dapat disesuaikan dengan waktu
penggunaan, kemudian dapat juga dipakai untuk penelaahan yang teliti.
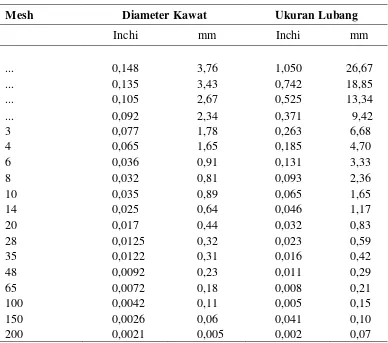
Menurut Henderson dan Perry (1989), patokan ukuran lubang saringan adalah 200
mesh, dan setiap lubang merupakan √2 atau 1,414 kali besar lubang dari saringan
yang terdahulu. Bentuk lubang bujur sangkar, ukuran lubang adalah dimensi dari satu sisinya. Terdapat juga saringan antara (intermediate) dengan nisbah ukuran
lubang √2 atau 1,189, dan jika ditambahkan akan membentuk satu set saringan
[image:31.595.118.506.355.698.2]yang lengkap. Berikut adalah ukuran lubang pada saringan tyler.
Tabel 2. Saringan tyler
Mesh Diameter Kawat Ukuran Lubang
Inchi mm Inchi mm
... 0,148 3,76 1,050 26,67
... 0,135 3,43 0,742 18,85
... 0,105 2,67 0,525 13,34
... 0,092 2,34 0,371 9,42
3 0,077 1,78 0,263 6,68
4 0,065 1,65 0,185 4,70
6 0,036 0,91 0,131 3,33
8 0,032 0,81 0,093 2,36
10 0,035 0,89 0,065 1,65
14 0,025 0,64 0,046 1,17
20 0,017 0,44 0,032 0,83
28 0,0125 0,32 0,023 0,59
35 0,0122 0,31 0,016 0,42
48 0,0092 0,23 0,011 0,29
65 0,0072 0,18 0,008 0,21
100 0,0042 0,11 0,005 0,15
150 0,0026 0,06 0,041 0,10
Listrik statis sering menyebabkan butiran melekat pada saringan, sehingga
memberikan hasil yang salah. Pengaruhnya adalah menahan bahan yang halus yang biasanya lolos dari saringan dan menyebabkan lubang menjadi lebih kecil
dari ukuran yang sebenarnya.
Kesulitan ini dapat dicegah dengan melewatkan udara terionisasi melalui saringan atau menempatkan partikel pemancar elektron pada saringan. Cara pertama
memerlukan sinar ultra-violet atau sinar-X dan umumnya hanya praktis umtuk sistem yang kontinyu. Cara kedua berdaya guna untuk penelaahan skala
[image:32.595.211.377.445.558.2]laboratorium dan harus dilakukan tindakan keamanan untuk menjaga keselamatan dari radiasi. Hasil analisa pemisahan berikut ini menunjukkan persentase berat bahan yang tertahan pada saringan, seperti terlihat pada Tabel 3:
Tabel 3. Persentase berat bahan pada saringan
Mesh Persentase
4 1
8 11
14 32
28 27
48 15
100 11
Panci 3
(Henderson,1989).
G. Pengukuran Kekerasan Ubi Kayu dengan Penetrometer
Penetrometer merupakan alat ukur kekerasan yang biasanya digunakan untuk mengukur kekerasan pada buah-buahan. Alat ukur ini memiliki dimensi 175 x 40
Adapun cara menggunakan alat ini adalah bahan (ubi kayu) yang telah ditimbang
beratnya kemudian dilakukan pengukuran kekerasan ubi menggunakan
penetrometer. Jarum skala pada penetrometer dipastikan menunjukkan angka nol.
Jarum tersebut dipasang pada kepala penetrometer. Batang penetrometer dipegang dan jarum penetrometer ditusukkan vertikal secara hati-hati di atas permukaan ubi kayu dengan dilakukan penekanan jarum ke dalam ubi kayu
selama beberapa detik. Nilai skala dapat dibaca pada alat.
Pengukuran dilakukan pada bagian pangkal, tengah dan ujung ubi kayu
masing-masing 5 kali penusukkan. Setelah pengukuran selesai, alat dibersihkan pada bagian kepala dan batang dengan kain lap. Jarum penunjuk skala penetrometer diset kembali ke nol dengan menekan tombol knop untuk pengukuran selanjutnya
(Nurdjanah dkk., 2007).
H. Uji Kinerja
Kegiatan analitik berikutnya setelah rancangan program adalah uji kinerja. Prototipe yang dihasilkan di dalam tahap terakhir dari rancangan program
kemudian harus diuji coba dan dievaluasi. Hasil dari uji coba kinerja dapat digunakan dalam proses evaluasi kinerja. Langkah evaluasi kinerja produk
bertujuan untuk mengevaluasi produk-produk hasil rancangan apakah memenuhi syarat teknis tertentu kinerja produk dalam spesifikasi produk (Harsokusumo,
2000).
aspek teknis (kapasitas kerja, kualitas output yang dihasilkan, kebutuhan tenaga,
kekuatan dari alat dan waktu kerja dari mesin), aspek ekonomis (analisis biaya) dan aspek ergonomika yaitu aspek yang penting dalam perencanaan suatu alat.
III. METODE PENELITIAN
A. Waktu dan Tempat
Penelitian ini dilakukan di bengkel Mekanisasi Pertanian, Jurusan Teknik Pertanian, Fakultas Pertanian, Universitas Lampung pada bulan Januari 2010
sampai dengan bulan Februari 2010.
B. Alat dan Bahan
Alat yang digunakan dalam penelitian ini adalah mesin pembuat butiran tiwul instan yang telah dilengkapi dengan sistem transmisi, saringan atau ayakan
sebagai pengukur diameter tiwul yang dihasilkan, nampan sebagai penampung hasil pembuatan butiran, penetrometer, gelas ukur, timbangandan stopwatch. Bahan yang digunakan adalah tepung singkong dan air.
C. Prosedur Penelitian
Penelitian ini dimulai dengan menyiapkan alat dan bahan. Alat yang digunakan adalah mesin pembuat butiran tiwul instan (granulator) yang kecepatan putarnya
telah diatur sebesar 20 RPM, sedangkan bahan baku yang digunakan adalah tepung singkong dan air.
22
selanjutnya dimasukan ke dalam bidang granulator dan diberi penambahan air
secara perlahan-lahan sampai bahan atau tepung tersebut basah. Adonan tepung yang diumpankan pada bidang granulator akan mengelompok dan membentuk
butiran karena gerakan putarnya. Setelah semua adonan berubah menjadi butiran, mesin dimatikan dan proses dihentikan.
Butiran-butiran tiwul yang dihasilkan kemudian diukur keseragamannya dengan menggunakan saringan atau ayakan, butiran yang lebih besar atau lebih kecil akan
dihancurkan dan diproses ulang. Kekerasan butirannya diukur dengan
menggunakan alat penetrometer, selanjutnya dilakukan perhitungan kapasitas kerja mesin dan terakhir dilakukan analisis data. Pada tahap ini juga dilakukan
pengamatan terhadap pengoperasian mesin, yaitu meliputi tingkat kenyamanan dalam pengoperasian.
Penelitian ini diulang sebanyak tiga kali untuk masing-masing perlakuan. Proses penelitian dapat dilihat pada Gambar 3.
D. Parameter yang Diukur
1. Keseragaman Butiran
Pada penelitian ini keseragaman butiran diukur dengan cara memisahkan antara butiran yang besar dan yang kecil menggunakan saringan atau ayakan berukuran lubang 6 - 10 mesh. Butiran-butiran yang dihasilkan kemudian diayak hingga
didapatkan diameter yang lebih seragam, yaitu mulai dari 6 mesh sampai 10 mesh. Butiran tiwul yang memiliki diameter tidak sesuai (terlalu besar atau kekecilan)
23
Gambar 3. Diagram alir penelitian
2. Kekerasan Butiran
Kekerasan butiran tiwul diukur dengan menggunakan alat penetrometer, dimana
prinsip kerja dari penetrometer adalah mengukur kedalaman tusukan dari jarum
Mulai
Tepung singkong
Masukan 2 kg tepung singkong
Masukan 3 kg tepung singkong
Masukan 4 kg tepung singkong
Masukan 5 kg tepung singkong
Penambahan air perlahan-lahan pada tepung
Pembentukan butiran dengan kecepatan 20RPM
Butiran tiwul instan
Analisis data, keseragaman butiran, kekerasan butiran dan kapasitas kerja mesin
Selesai
24
penetrometer per bobot beban tertentu dalam waktu tertentu (mm/g/s).
Langkah-langkah yang harus dilakukan untuk mengukur kekerasan tiwul ini adalah mengatur beban pada penetrometer, kemudian mengatur jarum penunjuk skala
kedalaman tusukan dengan angka nol, pasang waktu sesuai komoditi yang diukur, tempatkan sampel dibawah jarum sehingga ujung jarum menempel pada sampel tetapi tidak menusuk sampel, selanjutnya tekan tombol mulainya tusukan, baca
jauhnya skala bergeser dari angka nol, terakhir lakukan pengukuran untuk mendapatkan nilai kekerasan tiwul. Pengukuran kekerasan butiran tiwul ini
dilakukan untuk mengetahui tingkat kekerasan/kelunakan pada butiran tiwul yang diperoleh.
3. Kapasitas Kerja Mesin
Perhitungan kapasitas kerja mesin dilakukan untuk mendapatkan kinerja dari
mesin tersebut. Kapasitas kerja mesin ini dapat dihitung dengan persamaan sebagai berikut :
(1)
Keterangan :
KK = Kapasitas aktual (kg/jam)
TT = Berat bahan yang diproduksi (kg) T = Waktu (jam)
Waktu yang digunakan dalam perhitungan kapasitas kerja mesin didapat dari lama
25
singkong dimasukkan hingga terjadinya butiran-butiran tiwul. Waktu yang
diperlukan dapat ditentukan dengan menggunakan persamaan sebagai berikut :
Δ
t
=t
akhir -t
awal (2)Keterangan :
Δ
t
=
Lama waktu pembentukan agregat tiwul (jam)t
awal = Waktu awal masukan (jam)t
akhir = Waktu akhir pengeluaran (jam)E. Analisis Data
Data hasil percobaan disajikan dalam bentuk tabel dan grafik. Analisis data dilakukan dengan menggunakan Rancangan Acak Kelompok (RAK) dengan 4 (empat) taraf perlakuan dan 3 (tiga) ulangan. Parameter yang diuji secara statistik
adalah kekerasan butiran tiwul, kapasitas kerja mesin, lama waktu pembuatan butiran tiwul dan jumlah hasil produksi yang kemudian dilanjutkan dengan uji
BNT 5% dan 1%.
Empat perlakuan yang digunakan adalah sebagai berikut: A = masukkan tepung 2 kg
B = masukkan tepung 3 kg C = masukkan tepung 4 kg
V. KESIMPULAN DAN SARAN
A. Kesimpulan
Berdasarkan hasil penelitian yang telah dilakukan, maka dapat diambil kesimpulan sebagai berikut:
1. Butiran tiwul yang dihasilkan mesin memiliki kondisi yang lebih seragam, bentuknya lebih bulat dan tidak mudah pecah, mesin pembuat butiran tiwul
instan ini layak digunakan masyarakat karena keuntungannya tersebut. 2. Waktu rata-rata yang dibutuhkan dalam proses pembuatan butiran tiwul pada
masukan 2 kg, 3 kg, 4 kg dan 5 kg masing-masing adalah 0,15 jam, 0,17 jam,
0,20 jam dan 0,24 jam.
3. Kapasitas kerja mesin rata-rata yang diperoleh pada masukan 2 kg, 3 kg, 4 kg
dan 5 kg masing-masing adalah 13,37 kg/jam, 17,64 kg/jam, 20,09 kg/jam dan 20,85 kg/jam. Sehingga didapat kapasitas kerja mesin terbaik, yaitu pada masukan 5 kg.
4. Hasil produksi butiran tiwul rata-rata yang diperoleh pada masing-masing masukan adalah 2,71 kg, 3,67 kg, 4,65 kg dan 5,47 kg.
5. Pada pengukuran kekerasan yang dilakukan diperoleh rata-rata kekerasan
40
B. Saran
1. Sebaiknya sudut kemiringan bidang granulator pada mesin pembuat butiran tiwul instan ini diperkecil agar saat pengoperasian tepung yang diumpankan pada bidang granulator tersebut tidak mudah keluar.
2. Pada bagian keluaran mesin pembuat butiran tiwul sebaiknya dilengkapi dengan saringan, sehingga butiran yang dihasilkan dapat dikelompokkan
DAFTAR PUSTAKA
Anonim. 2009. Singkong. http://id.wikipedia.org/wiki/Singkong. [12 November 2009].
Damarjati ,D.S., S. Widowati dan Suismono. 1993. Sistem pengembangan agro industri tepung kasava di pedesaan. III Bogor.
http://www.ebookpangan.com/EBOOK%20GRATIS/Ebook%20Pangan/a neka_tepung.pdf.
Harsokusumo, D. 2000. Pengantar Perancangan Teknik. Departemen Pendidikan dan Kebudayaan Bandung. Jawa Barat.
Harahap, F. 1990. Pengantar Pengembangan Penerapan dan Penyebarluasan
Teknologi Tepat Guna. Departemen Pendidikan dan Kebudayaan.
Jakarta.
Henderson, S.M. dan R.L. Perry. 1989. Agricultural Process Engineering. John Wiley and Sons, Inc. New York.
Heriawan. 2009. ProduksiSingkong Lampung Melewati Target. Lampost [19 Februari 2010 ].
Nurdjanah, S., Susilawati, Sabatini, dan Maya. 2007. Prediksi Kadar Pati Ubi
Kayu pada Berbagai umur Panen Menggunakan Penetrometer. Teknologi
Hasil Pertanian Universitas Lampung. Bandar Lampung.
Pangarsa, Nugraha Ir. 2003. Teknik Pembuatan Tiwul Instan. Balai Pengkajian Teknologi Pertanian Jawa Timur, Laboraturium Diseminasi Wonocolo, Malang.
Rukmana, R. 1997. Budi Daya danPascapanen Ubi Kayu. Kanisius. Yokyakarta.
Warji. 2008. Rancang Bangun Mesin Pembuat Butiran (Granulator)Ttiwul
Instan dan Perbaikan Pengemasan Produk. Proceding Seminar Nasional
42
Yuniarti, Endah R., Pudji Santoso, Suhardjo, Thohir Z., Suhardi, dan Siti
Nurbanah. 2003. Uji Aplikasi Teknologi Pengolahan Tiwul Kasava untuk
mendukung Pengembangan Agroindustri Pedesaan di Kabupaten Kediri.
46
[image:44.595.115.517.157.261.2]Lampiran 2. Perhitungan
Tabel 13. Analisis ragam kekerasan butiran tiwul
Perlakuan Ulangan Total Rata-rata
I II III
A 0,051 0,048 0,042 0,141 0,047 B 0,048 0,045 0,040 0,133 0,044 C 0,055 0,050 0,042 0,147 0,049 D 0,059 0,053 0,044 0,156 0,052 Total 0,213 0,196 0,168 0,577 0,192 Rata-rata 0,053 0,049 0,042 0,144 0,048
Perhitungan :
1. FK = Y2 / r x p
= (0,577)2 / (3 x 4) = 0,0277
2. JK Total =
i j Yij Y
2 ..)
( - FK
=
(0,051)2 + (0,048)2 + (0,042)2+ … + (0,044)2 – 0,0277 = 0,0281 – 0,0277= 0,00041
3. JK Kelompok = p
j Yj Y
2 ..
. )
( - FK
= (0,2132 + 0,1962 + 0,1682) / 4 – 0,0277 = 0,0280 – 0,0277
= 0,0003
4. JK Perlakuan = r
i Yi Y
2 ..
. )
( - FK
= (0,1412 + 0,1332 + 0,1472 + 0,1562 ) / 3 – 0,0277 = 0,0278 – 0,0277
= 0,0001
4. JK G Perc. = JK total – JK kelompok – JK perlakuan = 0,00041 – 0,0003 – 0,0001
= 0,00001
5. KT kelompok = JKK / (p - 1)
= 0,0003 / 3 = 0,0001
6. KT perlakuan = JKP / (r - 1)
= 0,0001 / 2 = 0,00005
47
Dari perhitungan di atas di dapatkan tabel analisis ragam :
Sumber
keseragaman db JK KT Fhitung
Ftabel 0,05 0,01 Kelompok 2 0,0003 0,0001 100 5,14 10,92 Perlakuan 3 0,0001 0,00005 500 4,76 9,78 Galat percobaan 6 0,00001 0,000001
Total 11 0,00041
KK = 100%
Y Percobaan G KT 100% x Y S x
= 100% 2,08%
048 , 0 000001 , 0 x
Beda Nyata Terkecil :
BNT (0,05) = t(0.05)/2(6) x
2 x 0,000001
/4 = 2,447 x 0,000707= 0,0017
BNT (0,01) = t(0.01)/2(6) x
2 x 0,000001
/4 = 3,707 x 0,000707= 0,0026
Perlakuan dan nilai tengah
Perlakuan dan nilai tengah (B) 0,044 (A) 0,047 (C) 0,049 (D) 0,052 (B) 0,044 - 0,003 0,005 0,008
(A) 0,047 - 0,002 0,005
(C) 0,049 - 0,003
(D) 0,052 -
BNT 5 % = 0,0017
a a
b b
c c
48
BNT 1 % = 0,0026
a a
b b
c c
[image:46.595.114.516.226.329.2]d d
Tabel 14. Analisis ragam lama waktu pembuatan butiran tiwul
Perlakuan Ulangan Total Rata-rata
I II III
A 0,16 0,15 0,14 0,45 0,15
B 0,17 0,17 0,17 0,51 0,17
C 0,22 0,19 0,19 0,60 0,20
D 0,25 0,24 0,23 0,72 0,24
Total 0,80 0,75 0,73 2,28 0,76 Rata-rata 0,20 0,18 0,18 0,57 0,19
Perhitungan :
1. FK = Y2 / r x p = (2,28)2 / (3 x 4) = 0,4332
2. JK Total =
i j Yij Y2 ..)
( - FK
=
(0,16)2 + (0,15)2 + (0,14)2+ … + (0,23)2 – 0,4332 = 0,4480 – 0,4332= 0,0148
3. JK Kelompok = p
j Yj Y
2 ..
. )
( - FK
= (0,802 + 0,752 + 0,732) / 4 – 0,4332 = 0,4338 - 0,4332
= 0,0006
4. JK Perlakuan = r
i Yi Y
2 ..
. )
( - FK
= (0,452 + 0,512 + 0,602 + 0,722 ) / 3 – 0,4332 = 0,4470 – 0,4332
= 0,0138
4. JK G Perc. = JK total – JK kelompok – JK perlakuan = 0,148 - 0,0006 – 0,0138
= 0,0004 5. KT kelompok = JKK / (p - 1)
49
6. KT perlakuan = JKP / (r - 1)
= 0,0138 / 2 = 0,0069
7. KT G Perc. = JKG / (r - 1) (p - 1) = 0,0004 / 6
= 0,00006
Dari perhitungan di atas di dapatkan tabel analisis ragam :
Sumber
keseragaman db JK KT Fhitung
Ftabel 0,05 0,01 Kelompok 2 0,0006 0,0002 3,33 5,14 10,92 Perlakuan 3 0,0138 0,0069 115 4,76 9,78 Galat percobaan 6 0,0004 0,00006
Total 11 0,0148
KK = 100%
Y Percobaan G KT 100% x Y S x
= 100% 4,07% 19 , 0 00006 , 0 x
Beda Nyata Terkecil :
BNT (0,05) = t(0.05)/2(6) x
2 x 0,00006
/4 = 2,447 x 0,0054= 0,013
BNT (0,01) = t(0.01)/2(6) x
2 x 0,00006
/4 = 3,707 x 0,0054= 0,020
Perlakuan dan nilai tengah
Perlakuan dan nilai tengah (A) 0,15 (B) 0,17 (C) 0,20 (D) 0,24 (A) 0,15 - 0,02 0,05 0,09
(B) 0,17 - 0,03 0,07
(C) 0,20 - 0,04
50
BNT 5 % = 0,013
a a
b b
c c
d d BNT 1 % = 0,020
[image:48.595.114.421.89.205.2]a a
Tabel 15. Analisis ragam kapasitas kerja mesin
Perlakuan Ulangan Total Rata-rata
I II III
A 12,50 13,33 14,28 40,11 13,37 B 17,64 17,64 17,64 52,92 17,64 C 18,18 21,05 21,05 60,28 20,09 D 20,00 20,83 21,73 62,56 20,85 Total 68,32 72,85 74,70 215,87 71,95 Rata-rata 17,08 18,21 18,67 53,96 17,98
Perhitungan :
1. FK = Y2 / r x p
= (215,87)2 / (3 x 4) = 3883,32
2. JK Total =
i j Yij Y
2 ..)
( - FK
=
(12,50)2 + (13,33)2 + (14,28)2+ … + (17,64)2 – 3883,32 = 3994,16 – 3883,32= 110,84
3. JK Kelompok = p
j Yj Y
2 ..
. )
( - FK
= (68,322 + 72,852 + 74,702) / 4 – 3883,32 = 3888,70 – 3883,32
= 5,38
4. JK Perlakuan = r
i Yi Y
2 ..
. )
( - FK
= (40,112 + 52,922 + 60,282 + 62,562 ) / 3 – 3883,32 = 3985,59 – 3883,32
= 102,27
4. JK G Perc. = JK total – JK kelompok – JK perlakuan = 110,84 – 5,38 – 102,27
51
5. KT kelompok = JKK / (p - 1)
= 5,38 / 3 = 1,79 6. KT perlakuan = JKP / (r - 1)
= 102,27 / 2 = 51,135
7. KT G Perc. = JKG / (r - 1) (p - 1) = 3,19 / 6
= 0,53
Dari perhitungan di atas di dapatkan tabel analisis ragam :
Sumber
keseragaman db JK KT Fhitung
Ftabel 0,05 0,01 Kelompok 2 5,38 1,79 3,37 5,14 10,92 Perlakuan 3 102,27 51,13 96,47 4,76 9,78 Galat percobaan 6 3,19 0,53
Total 11 110,84
KK = 100%
Y Percobaan G KT 100% x Y S x
= 100% 4%
98 , 17 53 , 0 x
Beda Nyata Terkecil :
BNT (0,05) = t(0.05)/2(6) x
2 x 0,53
/4 = 2,447 x 0.5147= 1,259
BNT (0,01) = t(0.01)/2(6) x
2 x 0,53
/4 = 3,707 x 0,5147= 1,907
Perlakuan dan nilai tengah
Perlakuan dan nilai tengah (A) 13,37 (B) 17,64 (C) 20,09 (D) 20,85 (A) 13,37 - 4,27 6,72 7,48
(B) 17,64 - 2,45 3,21
(C) 20,09 - 0,76
52
BNT 5 % = 1,259
a a
b b
c c
d d BNT 1 % = 1,907
a a
b b
c c
[image:50.595.113.423.86.258.2]d d
Tabel 16. Analisis ragam hasil produksi butiran tiwul
Perlakuan Ulangan Total Rata-rata
I II III
A 2,63 2,75 2,75 8,13 2,71
B 3,54 3,72 3,75 11,01 3,67
C 4,49 4,70 4,77 13,96 4,65
D 5,32 5,52 5,58 16,42 5,47
Total 15,98 16,69 16,85 49,52 16,50 Rata-rata 3,99 4,17 4,21 12,38 4,12
Perhitungan :
1. FK = Y2 / r x p
= (49,52)2 / (3 x 4) = 204,35
2. JK Total =
i j Yij Y
2 ..)
( - FK
=
(2,63)2 + (2,75)2 + (2,75)2+ … + (5,58)2 – 204,35 = 217,38 – 204,35= 13,03
3. JK Kelompok = p
j Yj Y2 ..
. )
( - FK
= (15,982 + 16,692 + 16,852) / 4 – 204,35 = 205,45 – 204,35
= 0,10
4. JK Perlakuan = r
i Yi Y
2 ..
. )
( - FK
= (8,132 + 11,012 + 13,962 + 16,422 ) / 3 – 204,35 = 217,27 – 204,35
53
4. JK G Perc. = JK total – JK kelompok – JK perlakuan = 13,03 – 0,10 – 12,92
= 0,01
5. KT kelompok = JKK / (p - 1)
= 0,10 / 3 = 0,033 6. KT perlakuan = JKP / (r - 1)
= 12,92 / 2 = 6,46
7. KT G Perc. = JKG / (r - 1) (p - 1) = 0,01/ 6
= 0,00167
Dari perhitungan di atas di dapatkan tabel analisis ragam :
Sumber
keseragaman db JK KT Fhitung
Ftabel 0,05 0,01 Kelompok 2 0,10 0,033 19,76 5,14 10,92 Perlakuan 3 12,92 6,46 3868,26 4,76 9,78 Galat percobaan 6 0,01 0,00167
Total 11 13,03
KK = 100%
Y Percobaan G KT 100% x Y S x
= 100% 0,99% 12 , 4 00167 , 0 x
Beda Nyata Terkecil :
BNT (0,05) = t(0.05)/2(6) x
2 x 0,00167
/4 = 2,447 x 0,0288= 0,0704
BNT (0,01) = t(0.01)/2(6) x
2 x 0,00167
/4 = 3,707 x 0,0288= 0,1085
Perlakuan dan nilai tengah
Perlakuan dan nilai tengah (A) 13,37 (B) 17,64 (C) 20,09 (D) 20,85 (A) 13,37 - 4,27 6,72 7,48
(B) 17,64 - 2,45 3,21
(C) 20,09 - 0,76
54
BNT 5 % = 0,0704
a a
b b
c c
d d BNT 1 % = 0,1085
a a
b b
c c