P
P
P
E
E
E
R
R
R
A
A
A
N
N
N
C
C
C
A
A
A
N
N
N
G
G
G
A
A
A
N
N
N
S
S
S
I
I
I
S
S
S
T
T
T
E
E
E
M
M
M
K
K
K
E
E
E
R
R
R
J
J
J
A
A
A
P
P
P
R
R
R
O
O
O
S
S
S
E
E
E
S
S
S
S
S
S
O
O
O
R
R
R
T
T
T
A
A
A
S
S
S
I
I
I
B
B
B
A
A
A
H
H
H
A
A
A
N
N
N
O
O
O
L
L
L
A
A
A
H
H
H
K
K
K
A
A
A
R
R
R
E
E
E
T
T
T
(
(
(
B
B
B
O
O
O
K
K
K
A
A
A
R
R
R
)
)
)
D
D
D
I
I
I
P
P
P
A
A
A
B
B
B
R
R
R
I
I
I
K
K
K
C
C
C
R
R
R
U
U
U
M
M
M
B
B
B
R
R
R
U
U
U
B
B
B
B
B
B
E
E
E
R
R
R
P
P
P
T
T
T
.
.
.
R
R
R
U
U
U
B
B
B
B
B
B
E
E
E
R
R
R
H
H
H
O
O
O
C
C
C
K
K
K
L
L
L
I
I
I
E
E
E
R
R
R
A
A
A
N
N
N
T
T
T
A
A
A
U
U
U
P
P
P
R
R
R
A
A
A
P
P
P
A
A
A
T
T
T
–
–
–
S
S
S
U
U
U
M
M
M
A
A
A
T
T
T
E
E
E
R
R
R
A
A
A
U
U
U
T
T
T
A
A
A
R
R
R
A
A
A
TESIS
O OOLLLEEEHHH:::
A
AARRRIIISSSMMMAAANNN 0
00333777000222555000000111///TTTIII
S
S
E
E
K
K
O
O
L
L
A
A
H
H
P
P
A
A
S
S
C
C
A
A
S
S
A
A
R
R
J
J
A
A
N
N
A
A
U
U
N
N
I
I
V
V
E
E
R
R
S
S
I
I
T
T
A
A
S
S
S
S
U
U
M
M
A
A
T
T
E
E
R
R
A
A
U
U
T
T
A
A
R
R
A
A
M
P
P
P
E
E
E
R
R
R
A
A
A
N
N
N
C
C
C
A
A
A
N
N
N
G
G
G
A
A
A
N
N
N
S
S
S
I
I
I
S
S
S
T
T
T
E
E
E
M
M
M
K
K
K
E
E
E
R
R
R
J
J
J
A
A
A
P
P
P
R
R
R
O
O
O
S
S
S
E
E
E
S
S
S
S
S
S
O
O
O
R
R
R
T
T
T
A
A
A
S
S
S
I
I
I
B
B
B
A
A
A
H
H
H
A
A
A
N
N
N
O
O
O
L
L
L
A
A
A
H
H
H
K
K
K
A
A
A
R
R
R
E
E
E
T
T
T
(
(
(
B
B
B
O
O
O
K
K
K
A
A
A
R
R
R
)
)
)
D
D
D
I
I
I
P
P
P
A
A
A
B
B
B
R
R
R
I
I
I
K
K
K
C
C
C
R
R
R
U
U
U
M
M
M
B
B
B
R
R
R
U
U
U
B
B
B
B
B
B
E
E
E
R
R
R
P
P
P
T
T
T
.
.
.
R
R
R
U
U
U
B
B
B
B
B
B
E
E
E
R
R
R
H
H
H
O
O
O
C
C
C
K
K
K
L
L
L
I
I
I
E
E
E
R
R
R
A
A
A
N
N
N
T
T
T
A
A
A
U
U
U
P
P
P
R
R
R
A
A
A
P
P
P
A
A
A
T
T
T
–
–
–
S
S
S
U
U
U
M
M
M
A
A
A
T
T
T
E
E
E
R
R
R
A
A
A
U
U
U
T
T
T
A
A
A
R
R
R
A
A
A
TESIS
Untuk Memperoleh Gelar Magister Teknik Dalam Program Studi Teknik Industri
Pada Sekolah Pascasarjana Universitas Sumatera Utara
OOOLLLEEEHHH :::
A
AARRRIIISSSMMMAAANNN 0
00333777000222555000000111///TTTIII
S
SEEKKOOLLAAHH PPAASSCCAASSAARRJJAANNAA
U
UNNIIVVEERRSSIITTAASS SSUUMMAATTEERRAA UUTTAARRAA
M
M EE DD AA NN
Judul Penelitian : PERANCANGAN SISTEM KERJA SORTASI BAHAN OLAH KARET (BOKAR) DI PABRIK CRUMB RUBBER
PT. RUBBER HOCK LIE RANTAU PRAPAT
SUMATERA UTARA
Nama Mahasiswa : ARISMAN Nomor Pokok : 037025001
Program Studi : TEKNIK INDUSTRI
Menyetujui Komisi Pembimbing :
( Prof. Dr. Ir. Sukaria Sinulingga, M.Eng ) Ketua
( Aulia Ishak, ST, MT ) Anggota
Mengetahui,
Ketua Program Studi Direktur,
Telah diuji pada : Hari Selasa, 11 September 2007
PANITIA PENGUJI TESIS
Ketua : Prof. DR. Ir. Sukaria Sinulingga, M.Eng Anggota : Aulia Ishak, ST, MT
Prof. DR. Ir. A. Rahim Matondang, MSIE Ir. Mangara M. Tambunan, MSc
ABSTRACT
The design of work systems is made to improve the job, it is done trough
analizing the factors of work system which scope the human, material, machine and
facilities, and environmet of work area.
To analyze the work system is done for time of work and method of work.
From the result of analizing or research, we will get the alternatives work system,
and than established one of them to developed.
PT. Rubber Hock Lie is a company which produces the raw- material of
rubber into the “Crumb Rubber”, which is one of the prime comodity of Indonesian.
The raw-material which is produced is bokar (bahan olah karet). The material is
sorted before produced into crumb rubber. The sorte process usualy uses a cutting
machine which has a round circle knife, and the condition of the knife always in open
position.
The result of the research shows that the work system is not safety, and need
re-design of the machine constructions. The shape and weight of the “bale bokar”
has many variation, and not all the dimension include in bokar standart SNI
06-2047-2002, except the thick of it. Because it influences the process of re-design and
RINGKASAN
Perancangan sistem kerja dapat dilakukan untuk kegiatan yang baru atau
kegiatan yang sudah ada, dengan tujuan memperbaiki sistem kerjanya. Perbaikan
sistem kerja dilakukan melalui analisa faktor – faktor sistem kerja yang meliputi
faktor manusia, material atau bahan, mesin dan fasilitas kerja serta lingkungan
tempat kerja.
Analisa sistem kerja ini dilakukan terhadap metode kerja dan pengukuran
waktu kerja, dari hasil analisa atau penelitian ini akan diperoleh beberapa alternatif
sistem kerja, dan selanjutnya ditentukan satu alternatif sistem kerja yang
dikembangkan.
PT. Rubber Hock Lie adalah sebuah perusahaan pengolahan karet menjadi
crumb rubber, yaitu salah satu komoditi eksport utama Indonesia. Bahan olah yang
digunakan adalah bahan olah karet ( bokar ), bahan ini terlebih dahulu disortasi
sebelum diproses menjadi crumb rubber. Proses sortasi bokar ini umumnya
menggunakan mesin potong, dengan konstruksi berupa sebuah meja yang dilengkapi
dengan sebuah pisau berbentuk lingkaran di bagian tengahnya.
Posisi pisau ini selalu dalam keadaan terbuka, baik pada saat proses
berlangsung maupun pada saat berhenti. Kondisi yang seperti ini yang menjadi latar
belakang penulisan tesis ini.
Dari hasil penelitian ternyata sistem kerja proses sortasi yang menggunakan
mesin dengan konstruksi seperti ini kurang aman, sehingga perlu dilakukan
perbaikan. Sedangkan ukuran berat, panjang, lebar dan tebal bale bokar sangat
bervariasi sekali, dan belum diatur dalam standar mutu bokar SNI 06-2047:2002,
kecuali hanya ukuran tebalnya saja. Ukuran-ukuran tersebut sangat berpengaruh
KATA PENGANTAR
Syukur Alhamdulliah kehadirat Allah SWT, berkat rahmatNya tesis ini dapat
diselesaikan, guna memenuhi salah satu persyaratan untuk menyelesaikan studi pada
program Magister Teknik Industri Sekolah Pascasarjana Universitas Sumatera Utara.
Tesis yang berjudul “ PERANCANGAN SISTEM KERJA PROSES
SORTASI BAHAN OLAH KARET ( BOKAR ) DI PABRIK CRUMB RUBBER
PT. RUBBER HOCK LIE. RANTAU PRAPAT - SUMATERA UTARA “ telah
dilakukan dengan banyak mendapat bantuan baik yang diberikan oleh Universitas
Sumatera Utara, maupun oleh perusahaan PT Rubber Hock Lie. Untuk itu pada
kesempatan ini penulis ingin mengucapkan terima kasih kepada:
1. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku Ketua Program Studi
Magister Teknik Industri dan sekaligus sebagai dosen pembimbing, yang
telah memberikan bimbingan dan pengarahan dalam penulisan tesis ini.
2. Bapak Ir. Harmein Nasution, MSIE, selaku Sekretaris Program Studi
Magister Teknik Industri.
3. Bapak Ir. Aulia Ishak, MT, selaku koordinator program Studi Magister
Teknik Industri dan sekaligus sebagai dosen pembimbing yang telah
memberikan bimbingan dan pengarahan dalam penulisan tesis ini.
4. Seluruh staf pengajar pada Program Studi Magister Teknik Industri, yang
5. Bapak Direktur dan staf PT.Rubber Hock Lie Rantau Prapat Sumatera
Utara, yang telah menyediakan fasilitas selama penulis melakukan
penelitian.
6. Seluruh keluarga penulis, khususnya kepada istri tercinta Dra. Emi Farida
dan anak-anak tersayang Wenny Arminda, Willy Armi, Wendy Armi dan
Wilda Arminda, yang telah memberikan dorongan dan waktu selama
perkuliahan pada program ini.
Penulis menyadari bahwa tulisan ini masih banyak kekurangan, untuk itu
penulis mengharapkan kritik dan saran, semoga tesis ini dapat berguna.
Medan, September 2007
DAFTAR RIWAYAT HIDUP
Nama : Arisman
Tempat/tanggal lahir : Bukittinggi/ 22 Februari 1960
Alamat : Jl. Karyawisata. Kompleks Villa Mutiara Blok
A/2. Medan johor. Medan
Pekerjaan : Pegawai Balai Pengujian Dan Sertifikasi Mutu
Barang (BPSMB) Dinas Perindustrian Dan
Perdagangan Propinsi Sumatera Utara
Riwayat pendidikan :
1. SD Negeri No 5 Bagan Siapi-api, tamat tahun 1972
2. SMP Negeri Tilkam- Agam, tamat tahun 1975
3. STMA (sekarang SMTI) Padang, tamat tahun 1980
4. Fakultas Ekonomi UIKA Bogor, tamat tahun 1989
Riwayat pekerjaan :
1. Analis kimia pada PT. Kertas Bekasi Teguh tahun 1980
2. Analis kimia pada Pusat Pengujian Mutu Barang. Depatemen perdangan
tahun 1981 s/d 1990
3. Staf Fungsinal Jaminan Mutu pada Balai Pengujian Dan Sertifikasi Mutu
Barang Medan. Dinas Perindag Sumut 1990 sampai sekarang
Profesi : Auditor Sistem Manajemen Mutu, Manajemen Lingkungan, HACCP
DAFTAR ISI
Halaman
ABSTRACT ……… i
RINGKASAN ……… ii
KATA PENGANTAR ……… iii
DAFTAR RIWAYAT HIDUP ………... v
DAFTAR ISI ……….……….…………... vi
DAFTRA GAMBAR………... x
DAFTAR TABEL……….………xi
DAFTAR LAMPIRAN……… xii
BAB I PENDAHULUAN 1.1 Latar Belakang Permasalahan..……….….……… 1
1.2 Perumusan Masalah ……….…….……… 3
1.3 Tujuan Penelitian……….………..……… 3
1.4 Manfaat dan Ruang Lingkup Penelitian………..….……… 3
1.5Asumsi-Asumsi………..……... 4
BAB II TINAJAUAN LITERATUR 2.1 Sistem Kerja ……….………... 5
2.2Perancangan Sistem Kerja……….. 8
2.2.1 Penelitian Metoda Kerja…..……….….. 9
2.2.3 Pengukuran Waktu Baku Dengan Metode
Jam Henti (Stopwatch)………. 14
2.3 Keselamatan Kerja ………..………… 24
2.3.1 Faktor-Faktor Penyebab Kecelakaan Kerja………...…. 25
2.3.2 Tindakan Pencegahan Kecelakaan Kerja………... 27
2.3.3 Faktor-Faktor Yang Mempengaruhi Keberhasilan Kerja…….. 27
2.4 Produktivitas ……….….. 30
BAB III GAMBARAN UMUM OBJEK STUDI 3.1 Gambaran Umum Perusahaan……….……….. 32
3.2 Proses Produksi…….……… 33
3.3 Proses Sortasi Bahan Olah Karet (Bokar)….……… 36
BAB IV METODOLOGI PENELITIAN 4.1Metode Penelitian ……….……….…… 37
4.2Metode Pengumpulan data ………..……….. 37
4.3. Kerangka Konsep Penelitian……….… 39
BAB V PENGEMBANGAN MODEL PEMECAHAN MASALAH 5.1 Analisa Masalah ……… 41
5.1.1. Analisa Bahan Olah Karet ( Bokar)……….. 42
5.1.2. Analisa Pekerja……….. 45
5.1.3. Analisa Mesin dan Peralatan………. 48
5.1.6 Pengukuran Waktu..……… 54
5.1.7. Pengukuran waktu Baku…………..………... 60
5.1.8 Sistem Kerja Manusia –Mesin Potong……… 62
5.1.9. Organisasi dan Manajemen………..…………. 64
5.1.10 Kecelakaan Kerja ………..………. 68
5.2 Model Pemecahan Masalah………... 69
BAB VI. PEMECAHAN MASALAH 6.1 Pemecahan Masalah……….……….…. 72
6.1.1. Bahan Olah karet (Bokar)………..…. 72
6.1.2. Manusia atau Pekerja……….... 73
6.1.3. Mesin Dan Peralatan……… 73
6.1.4. Lingkungan Tempat Kerja………... 74
6.1.5. Metode Kerja………... 74
6.2 Analisa Model Yang Dikembangkan Pemecahan Masalah ……….… 75
6.2.1 Bahan Baku ……… 75
6.2.2 Mesin dan Peralatan ……… 76
6.2.3 Pekerja ……… 76
6.2.4 Metode Kerja ……….. 77
6.2.5 Lingkungan Tempat Kerja ………..… 77
BAB VII KESIMPULAN DAN SARAN……….………….. 79
KEPUSTAKAAN ……… 81
DAFTAR GAMBAR
Gambar 2.1 Langkah – langkah dalam telaah metode kerja ……….……. … 5
Gambar 2.2 Bagan Sistematis Dari Langkah-Langkah Penelitian Kerja ……. 8
Gambar 2.3 Konsep Dasar Ergonomi ……….. 11
Gambar 5.1 Model Sistem Kerja Sortasi Bokar Saat Ini………...……… 65
Gambar 5.2 Model Sistem Kerja Sortasi Bokar Dengan kondisi
Pisau Mesin Potong Tertutup………. 69
Gambar 5.3 Model Pengembangan Sistem Kerja Sortasi Bokar
DAFTAR TABEL
Tabel 5.1 Data Ukuran dan Berat Bale Bokar……… 43
Tabel 5.2 Data Kriteria Pekerja Dalam Proses Sortasi Bokar
Dengan Mesin Pisau Terbuka……… 47
Tabel 5.3 Data Struktur konstruksi Mesin Potong Bokar………. 49
Tabel 5.4 Tingkat Bahaya Konstruksi Mesin dan Fasilitas Pengamanan
Mesin Potong Bokar……….…………. 50
Tabel 5.5 Data Kondisi Lingkungan Tempat Kerja Sortasi Bokar………… 52
Tabel 5.6 Data Lamanya Waktu Kerja Yang Dibutuhkan Dalam Proses
Pemotongan Bokar Pada pengukuran awal (dalam detik)…... 55
Tabel 5.7 Data Jarak Antara Pekerja Dengan Mesin Potong
Pada Saat Memotong Bokar………..……… 63
Tabel 5.8 Tingkat Pentingnya Faktor Lingkungan Pada Proses
Sortasi Bokar………. 66
Tabel 5.9 Tingkat Pentingnya Faktor Metode Kerja Dan
DAFTAR LAMPIRAN
L-1 : Gerakan Therblig Dan Penjelasannya ……… 81
L-2 : Hubungan prinsip ekonomi gerak dengan tubuh manusia, tempat kerja dan perancangan peralatan ……… 88
L-3 : Faktor penyesuaian metode weshington ……… 91
L-4 : Skema proses Crumb Rubber ……… 96
L-5 : Skema proses sortasi bokar ……… 97
BAB I
PENDAHULUAN
1.1 Latar Belakang Permasalahan
Sistem kerja merupakan interaksi dari Pekerja atau Manusia dengan segala
sifat dan kemampuanya, Bahan, Mesin dan Peralatan atau Fasilitas yang digunakan
serta Lingkungan tempat bekerja. Sistem kerja yang baik dapat meningkatkan
efisiensi dan produktivitas perusahaan, dan sebaliknya bila sistem kerja tidak baik
akan cendrung tidak efisien dan tidak akan meningkatkan produktivitas usaha.
Perbaikan sistem kerja perusahaan juga dapat mencegah terjadinya kecelakaan kerja
yang dapat menimbulkan kerugian operasional perusahaan.
Saat ini faktor keselamatan kerja dalam kegiatan perusahaan sudah menjadi
perhatian yang serius baik oleh pekerja maupun oleh manajemen perusahaan, karena
akibat terjadinya kecelakaan kerja dapat mengganggu kelancaran operasional
perusahaan, dan pada akhirya akan menurunkan efisiensi serta produktifitas
perusahaan.
Untuk meningkatkan efisiensi dan produktivitas usaha, saat ini perusahaan
juga mulai menerapkan program-program kerja berdasarkan beberapa standar sistem
manajemen, seperti Standar Sistem Manajemen Mutu ISO-9001 : 2000,dan Standar
Sistem Manajemen Lingkungan ISO-14001: 2004, dan standar kerja lainya yang
Perbaikan sistem kerja ini dapat dilakukan melalui perancangan sistem kerja
yang baru atau pengembangan sistem yang sudah ada. Salah satu perusahaan yang
selanjutnya akan menjadi objek penelitian penulis adalah perusahaan crumb rubber
yang ada di Sumatera Utara.
Umumnya pabrik crumb rubber yang ada di Sumatera Utara mengolah bahan
baku adalah karet hasil petani rakyat, sehingga disebut juga bahan olah karet rakyat
atau dengan istilah “bokar”. Bahan ini dibeli oleh pedagang dari masyarakat petani
karet dari berbagai tempat atau daerah penghasil karet dan selanjutnya dijual ke
pabrik pengolahan crumb rubber. Panjangnya mata rantai perdagangan bahan baku
ini serta daerah tanam yang berbeda-beda dan juga koln tanaman yang berbeda,
maka jenis dan mutunya menjadi sangat bervariasi, sehingga diperlukan satu tahap
proses sortasi mutu karet sebelum diolah dalam dalam pabrik crumb rubber.
Kegiatan sortasi bahan olah karet umumnya dilakukan dengan cara
memotong-motong bahan baku dengan menggunakan mesin potong, kontruksi mesin
ini berupa sebuah meja yang dilengkapi dengan sebuah pisau yang terbuat dari besi
plat dan berbentuk lingkaran dengan diameter 100 Cm, dan setengah dari lingkaran
pisau atau lebih-kurang 50 cm berada diatas meja dengan posisi terbuka, yang
digerakan oleh dinamo listrik
Proses sortasi ini akan diawali dengan mengambil bahan baku dengan gancu
dan menariknya kearah pisau yang sedang beputar, jarak antara pekerja dengan pisau
besi atau potongan kayu yang terpental dari dalam bahan baku yang sedang dipotong
akan dapat menciderai pekerja tersebut.
1.2 Perumusan Masalah.
Berdasarkan uraian diatas, maka tingginya resiko kecelakaan kerja pada unit
proses sortasi bahan olah karet (bokar) yang disebabkan oleh rendahnya faktor
keamanan kerja yang berpotensi menimbulkan kecelakaan kerja dapat dicegah.
Permasalahan tersebut timbul berkaitan dengan ketidaksesuaian rancangan sistem
kerja yang efektif untuk menjamin keselamatan kerja.
1.3 Tujuan Penelitian .
Tujuan penelitian ini adalah untuk mengembangkan suatu model perancangan
sistem kerja pada unit sortasi bahan olah karet (bokar) di pabrik pengolahan crumb
rubber, dalam upaya mencegah timbulnya resiko kecelakaan kerja, serta
meningkatkan efisiensi dan produktivitas pengolahan.
1.4 Manfaat dan Ruang Lingkup Penelitian.
Penelitian ini akan dapat memberi manfaat kepada perusahaan dan penulis
sebagai penelitinya, manfaat tersebut antara lain adalah sebagai berikut:
1.4.1 Penelitian ini akan memberikan manfaat bagi manajemen perusahan pabrik
1.4.2 Bagi penulis penelitian ini bermanfat untuk
a ).Dengan penelitian ini penulis akan lebih memahami konsep-konsep
tentang perancangan sistem kerja dan cara penulisan karya ilmiah.
b ). Penelitian akan bermanfaat pula bagi penulis sebagai pemenuhan
persyaratan akademis pada Sekolah Pascasarjana Jurusan Teknik
Industri di Universitas Sumatera Utara, dimana penulis sedang
mengikuti studi saat ini.
1.4.3 Ruang Lingkup Penelitian
Penelitian ini akan dibatasi pada studi perancangan sistem kerja pada unit
proses sortasi bahan olah karet (bokar) di pabrik crumb rubber yang
menggunakan mesin potong bokar dengan konstruksi berupa meja yang
dilengkapi dengan sebuah pisau berbentuk lingkaran yang digerakan
dengan sebuah dinamo listrik.
1.5 Asumsi-asumsi.
Penelitian ini mengasumsikan bahwa proses sortasi bahan olah karet atau
bokar yang dilakukan oleh pabrik pengolahan crumb rubber ini tetap menggunakan
BAB II
TINJAUAN LITERATUR
2.1 Sistem Kerja.
Untuk mendapatkan suatu sistem kerja yang baik perlu dilakukan perbaikan
sistem kerja, perbaikan ini dapat berupa perancangan atau design atau re-design
terhadap suatu sistem kerja yang sudah ada. Perusahaaan yang mempunyai sistem
kerja yang baik dapat meningkatkan efisiensi dan produktivitasnya.
Menurut Sutalaksana, Iftikar Z, et.al (2006) sistem kerja terdiri atas: Pekerja
atau Manusia, Bahan, Mesin / Peralatan dan Lingkungan Kerja. Sedangkan menurut
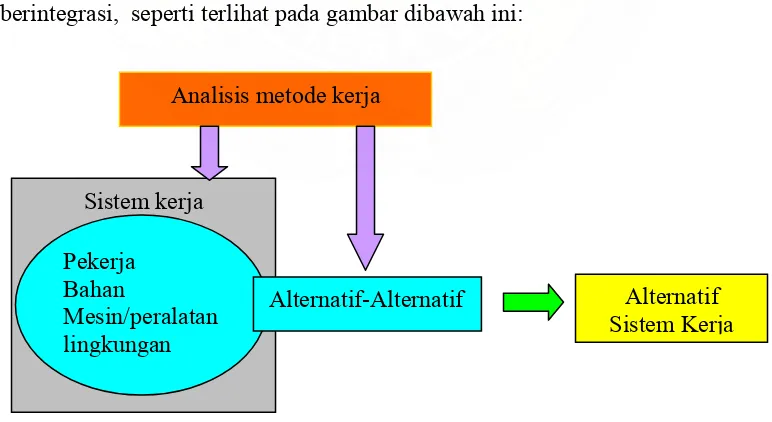
Wignyosoebroto, Sritomo (1995) yang dimaksudkan dengan sistem kerja adalah
suatu sistem dimana komponen-komponen kerja seperti manusia (operator), mesin
atau fasilitas kerja lainya, material atau bahan serta lingkungan kerja fisik akan
berintegrasi, seperti terlihat pada gambar dibawah ini:
Sistem kerja
Pekerja Bahan
Mesin/peralatan lingkungan
Analisis metode kerja
Alternatif-Alternatif Alternatif Sistem Kerja
Dari gambar 2.1 di atas terdapat empat komponen sistem kerja yang harus
dipelajari dan dianalisa untuk merancang suatu sistem kerja yang efisien dan efektif
yang dapat meningkatkan produktivitas.
Komponen material disini adalah bahan baku, supplies (komponen, part, dan
lain-lain), produk dan limbah. Pengaturan material ini menyangkut bagaimana
menempatkan material, jenis material yang mudah diproses dan lain-lainnya
berkaitan dengan proses kegiatan perusahaan.
Komponen manusia atau pekerja, menyangkut bagaimana menentukan posisi
kerja yang baik saat proses berlangsung agar mampu memberikan gerakan-gerakan
yang efektif dan efisien dalam berbagai posisi seperti duduk, berdiri,
jongkok,merunduk dan lain-lain.
Komponen mesin, menyangkut design mesin dan fasilitas kerja lainya, apakah
sesuai dengan perinsip-perinsip ergonomi, dan komponen lingkungan kerja fisik,
menentukan bagaimana kondisi lingkungan kerja fisik tempat operasi kerja, berkaitan
dengan pencahayaan, temperatur, kebisingan dan lainya.
Untuk melakukan perancangan sistem kerja diperlukan informasi dari
aktivitas pekerjaan mulai dari tahap awal sampai tahap akhir, pengumpulan informasi
ini dilakukan dengan menggunakan peta kerja. Sutalaksana, Iftikar Z, et,al (2006 )
menjelaskan bahwa peta kerja dapat dikelompokkan berdasarkan kegiatan yaitu:
1. Peta kerja keseluruhan, terdiri dari;
a. Peta proses operasi
c. Peta proses kelompok kerja
d. Diagram aliran
2. Peta kerja setempat terdiri dari :
a. Peta pekerja-mesin
b. Peta tangan kiri dan tangan kanan
Sedangkan Lambang-lambang yang digunakan dalam peta analisa kerja ini adalah :
Opersasi
Pemeriksaan
Transportasi
Menunggu
Penyimpanan
Aktivitas gabungan pemeriksaan dan operasi
Peta aliran proses digunakan untuk mengumpulkan informasi tentang jalannya
suatu proses secara keseluruhan dan terperinci, sehingga dapat menggambarkan
semua rangkaian aktivitas seperti operasi pemeriksaan, transportasi, menunggu,
menyimpan.
Peta aliran proses ada dua type yaitu; peta aliran proses type bahan dan peta
aliran proses type orang. Peta aliran proses type bahan menggambarkan kejadian
yang dialami bahan dalam suatu proses operasi, sedangkan peta aliran proses type
orang adalah peta yang menggambarkan proses aktivitas manusianya. Kegunaan peta
a. Untuk mengetahui aliran bahan atau aktivitas orang mulai masuk dalam
proses sampai keluar proses .
b. Memberikan informasi tentang waktu penyelesaian suatu proses.
c. Mengetahui jumlah kegiatan yang dialami bahan atau tahap kegiatan yang
dilakukan oleh pekerja selama proses berlangsung.
d. Untuk melakukan perbaikan metode kerja
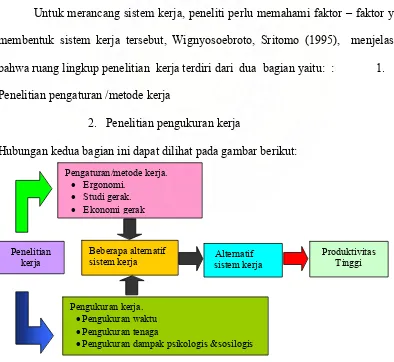
2.2. Perancangan Sistem Kerja
Untuk merancang sistem kerja, peneliti perlu memahami faktor – faktor yang
membentuk sistem kerja tersebut, Wignyosoebroto, Sritomo (1995), menjelaskan
bahwa ruang lingkup penelitian kerja terdiri dari dua bagian yaitu: : 1.
Penelitian pengaturan /metode kerja
2. Penelitian pengukuran kerja
Hubungan kedua bagian ini dapat dilihat pada gambar berikut:
Produktivitas Tinggi Alternatif
sistem kerja Beberapa alternatif
sistem kerja Pengaturan/metode kerja.
• Ergonomi. • Studi gerak. • Ekonomi gerak
Penelitian kerja
Pengukuran kerja. •Pengukuran waktu •Pengukuran tenaga
•Pengukuran dampak psikologis &sosilogis
2.2.1 Penelitian Metode Kerja
Penelitian tentang metode kerja adalah penelitian tentang perinsip-perinsip
pengaturan komponen-komponen sistem kerja untuk memperoleh beberapa alternatif
sistem kerja yang baik. Komponen sistem kerja ini diatur dan secara bersama-sama
berada dalam suatu komposisi yang baik, sehingga dapat meningkatkan efisiensi dan
produktivitas usaha.
Beberapa pengetahuan yang diperlukan untuk melakukan pengaturan terhadap
komponen sistem kerja ini antara lain : Ergonomi (Human Enginering), Studi Gerak
(motion study) dan Studi Tentang Prinsip-Prinsip Ekonomi Gerak (Motion
Economy). Gerakan yang dilakukan oleh seorang pekerja ada kalanya sudah tepat
dan sesuai dengan gerakan yang diperlukan, tetapi ada juga gerakan yang tidak
sesuai dilakukan oleh pekerja, gerakan yang tidak sesuai ini akan menimbulkan
berbagai masalah yang berkaitan dengan keselamatan dan keamanan pekerja.
Ergonomi atau human Enginering menurut Tarwaka, et,al (2004) merupakan
suatu ilmu, seni dan penerapan teknologi untuk menyeimbangkan antara alat atau
fasilitas kerja, cara dan lingkungan kerja terhadap kemampuan dan keterbatasan baik
fisik maupun mental manusia, sehingga manusia dapat bekerja secara optimal tanpa
pengaruh buruk dari pekerjaanya. Sedangan menurut Wignyosoebroto, Sritomo
(1995) ergonomi adalah suatu pengetahuan yang sistematis untuk memanfaatkan
informasi mengenai sifat, kemampuan dan keterbatasan manusia untuk merancang
Sedangkan studi gerak menurut Sutalaksana, Iftikar Z, et al (2006) adalah
suatu analisa yang dilakukan terhadap gerakan dari bagian badan pekerja dalam
menyelesaikan suatu pekerjaan. Dengan melakukan analisa gerakan ini diharapkan
agar semua gerakan yang dilakukan oleh pekerja akan lebih efektif sehingga dapat
menghilangkan gerakan yang tidak diperlukan . Lebih lanjut Sutalaksana, Iftikar Z, et
al (l992) menjelaskan bahwa untuk memudahkan suatu analisa gerakan, seorang
peneliti terkenal Frank B. Gilbreth telah mengklasifikasikan 17 gerakan dasar yang
disebut dengan gerakan therblig. Klasifikasi gerakan ini di uraikan dalam lampiran: 1
Dalam perancangan sistem kerja, studi tentang ekonomi gerak perlu
dipahami, gerakan yang tidak diperlukan justru akan menimbulkan pemborosan
karena waktu kerja menjadi lama dan juga berpotensi menimbul kecelakaan kerja.
Berkaitan dengan ini Sutalaksana, Iftikar Z, et al (2006) menjelaskan prinsip- prinsip
ekonomi gerak yang dihubungkan dengan tubuh manusia dan gerakannya,
pengaturan tata letak tempat kerja, dan perancangan peralatan. Hubungan prinsip
ekonomi gerak dengan tubuh manusia, tempat kerja dan perancangan peralatan dapat
dilihat dalam lampiran: 2
Dengan pemahaman tentang ergonomi dan studi gerak akan dapat dicapai
suatu keseimbangan antara tuntutan tugas dengan kemampuan kerja yang akan
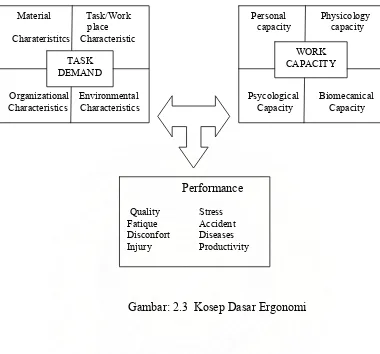
menciptakan performance pekerja yang baik. Tarwaka, et al (2004) menggambarkan
kosep keseimbangan antara kapasitas kerja dan tuntutan tugas dalam konsep dasar
ergonomi seperti di bawah ini:
Material Task/Work place Charateristitcs Characteristic
Organizational Environmental Characteristics Characteristics
TASK DEMAND
TASK DEMAND
Personal Physicology capacity capacity
Psycological Biomecanical
Capacity Capacity
WORK CAPACITY
Performance
Quality Stress
Fatique Accident
Disconfort Diseases
Injury Productivity
Gambar: 2.3 Kosep Dasar Ergonomi
Kemampuan kerja sesorang sangat ditentukan oleh:
1. Personal capacity (karakteristik pribadi); meliputi faktor usia, jenis kelamin,
antropometri, pendidikan, pengalaman, status sosial, agama dan
kepercayaan, status kesehatan, kesegaran tubuh, dsb.
2. Physiological capacity (kemampuan fisiologis); meliputi kemampuan dan
daya tahan cardio-vaskuler, syaraf otot, panca indra, dsb.
3. Psycological capacity (kemampuan psikologis); berhubungan dengan
4. Biomechanical capacity (kemampuan bio-mekanik) berkaitan dengan
kemampuan dan daya tahan sendi, persendian, tendon dan jalinan tulang.
Tuntutan tugas pekerjaan atau aktivitas tergantung pada
1. Task and material characteristics (karakteristik tugas dan material);
ditentukan oleh karakteristik peralatan dan mesin, type, kecepatan, irama
kerja, dsb.
2. Organization characteristics; berhubungan dengan jam kerja dan jam
istirahat, kerja malam dan bergilir, cuti dan libur, manajemen, dsb
3. Environmental charactrisrics; berkaitan dengan manusia, teman tugas, suhu
dan kelembaban, kebisingan dan getaran, penerangan, sosio-budaya, norma,
adat dan kebiasaan, bahan-bahan pencemar, dsb.
Performance atau tampilan pekerja tergantung kepada rasio dari besarnya tuntutan
tugas dan besarnya kemampuan yang bersangkutan, dengan demikian apabila:
1. Bila rasio tuntutan tugas lebih besar dari pada kemampuan seseorang atau
kapasitas kerjanya, maka akan terjadi penampilan akhir berupa:
ketidaknyamanan, overstress, kelelahan, kecelakaan, cedera, rasa sakit,
penyakit, dan tidak produktif.
2. Sebaliknya, bila tuntutan tugas lebih rendah dari kemampuan seseorang atau
kapasitas kerjanya, maka akan terjadi penampilan akhir berupa understress,
3. Agar penampilan menjadi optimal maka perlu adanya keseimbangan dinamis
antara tuntutan tugas dengan kemampuan yang dimiliki sehingga tercapai
kondisi dan lingkungan yang sehat, aman, nyaman dan produktif.
2.2.2. Penelitian Pengukuran Kerja
Setelah mendapatkan beberapa aternatif metode kerja dari hasil penelitian
motede kerja yang lebih baik, selanjutnya dilakukan penelitian untuk mengukur
sistem kerja tersebut. Ada tiga kriteria yang digunakan sebagai tolok ukur yaitu;
waktu, tenaga, dampak psikologis dan sosiologis. Suatu sistem kerja akan dinilai
baik, jika metode tersebut memungkinkan diselesaikan dalam waktu yang singkat,
dan tenaga yang dikeluarkan untuk menyelesaikan kerja tersebut sedikit, cara
penyelesaiaannya mudah, serta dampak psikologis dan sosiologis yang ditimbulkan
sedikit. Berdasarkan kriteria inilah alternatif-alternatif yang diperoleh dari
penelitian metode di atas dibandingkan satu dengan yang lainnya, semakin mudah
dan murah kerja tersebut dilakukan maka semakin baiklah sistem tersebut, atau
dengan kata lain semakin efisien kerja tersebut, semakin baik pula rancangan kerja
yang telah dibuat.
Bagian kegiatan penelitian pengukuran kerja yang mempelajari tentang cara
pengukuran sistem kerja ini disebut dengan pengukuran kerja (Work Measurement
atau Time Study). Dalam pengukuran kerja kita akan meliputi teknik-teknik
pekerjaan serta pengukuran dampak psikologis dan sosiologis tang ditimbulkan dari
kerja atau kegiatan tersebut.
Pengukuran waktu ditujukan untuk mendapatkan waktu baku penyelesaian
suatu pekerjaan, yaitu waktu yang dibutuhkan secara wajar oleh seorang pekerja
normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja
yang baik. Dengan adanya pernyataan kewajaran di atas, hal ini juga
menggambarkan bahwa adanya ketidakwajaran dalam menyelesaikan pekerjaan.
Teknik pengukuran waktu ada dua cara yaitu pengukuran waktu secara
langsung dan pengukuran secara tidak langsung. Pengukuran waktu secara langsung
adalah melakukan pengukuran waktu langsung di tempat di mana pekerjaan
dilakukan, cara pengukuran langsung ini dilakukan dengan dua cara, yaitu
pengukuran waktu dengan jam henti atau stop watch dan pengukuran waktu secara
sampling pekerjaan. Sedangan pengukuran waktu secara tidak lansung yaitu
pengukuran waktu yang dilakukan tanpa harus berada ditempat di
mana pekerjaan dilakukan, tetapi dengan menggunakan atau menganalisa data
yang sudah ada, seperti tabel-tabel data, pengukuran secara tidak lansung ini dapat
dilakukan dengan baik bila dapat diketahui jalannya pekerjan dari satu elemen ke
elemen yang berikunya.
2.2.3 Pengukuran Waktu Baku Dengan Metode Jam Henti (Stop Watch)
Sebelum melakukan pengukuran, operator atau pengukur harus terlebih
operator dan Persiapan alat serta perlengkapan yang diperlukan dalam pengukuran.
Setelah operator berada di tempat pengukuran di mana pekerjaan akan diukur,
operator sebaiknya memilih tempat atau posisi yang tepat untuk mengamati dan
mencatat waktu kerja tersebut. Posisi ini hendaknya sedemikian rupa sehingga
operator tidak terganggu dalam kegiatannya.
Langkah-langkah pengukuran waktu baku dengan metode jam henti meliputi:
penentuan jumlah pengukuran, penentuan waktu siklus, penentuan waktu normal dan
menentukan waktu baku. Untuk menentukan jumlah pengukuran yang sebenarnya,
sebaiknya dilakukan terlebih dahulu pengukuran pendahuluan. Berdasarkan
pengukuran ini dihitung jumlah pengukuran yang seharusnya.
Setelah dilakukan pengukuran pendahuluan, dilakukan uji keseragaman data
untuk memastikan validitas data, caranya adalah sebagai berikut:
Kelompokan data hasil pengukuran dan kemudian cari nilai rata-rata
masing-masing kelompok, selanjutnya hitung nilai rata-rata dari rata-rata kelompok
Σxi
Rata –rata ( X) =
k
Dimana : x, adalah harga rata-rata dari sub-grup ke i
selanjutnya hitung nilai deviasi standar dengan rumus :
∑(xj-x)²
√
Standar deviasi( ) =
N-1
dimana : N-1 adalah jumlah (sample ) pengamatan yang telah dilakukan
x adalah waktu penyelesaian yang diamati selama pengukuran
pendahuluan yang telah dilakukan
Selajutnya ukur batas kontrol atas dan batas kontrol bawah dengan tingkat
ketelitian 5 % dan tingkat kepercayaan 95 %
Batas Kontrol Atas dan Batas Kontrol Bawah (BKA) dan (BKB)
BKA = X + 2 x
Selanjutnya dihitung jumlah pengamatan yang seharusnya dengan rumus :
√
40 NΣxj² (xj)² 2
N’ =
[
]
xj
Dimana ; N= adalah jumlah pengamatan yang telah dilakukan, rumus ini
adalah untuk ketelitian 5 % dan tingkat keyakinan 95 %
Setelah dilakukan pengukuran sesuai dengan jumlah pengukuran minimal di
atas, dihitung waktu baku. Waktu baku adalah waktu yang dibutuhkan oleh pekerja
atau operator normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam
sistem kerja yang baik, cara menghitung waktu baku adalah sebagai berikut:
1. Hitung waktu siklus rata-rata dari hasil pengukuran yang dilakukan
xi
Ws =
N
Dimana: Xi = adalah nilai rata-rata
N = adalah jumlah pengamatan
Untuk menghitung waktu normal, perlu ditambahkan faktor penyesuaian
terhadap waktu siklus, faktor penyesuaian ini ada beberapa metode, untuk
menentukan metode penyesuaian yang akan digunakan, ditetapkan berdasarkan
pertimbangan lingkup kegiatan, perhitungan waktu normal dilakukan dengan rumus
dibawah ini.
2. Hitung waktu normal dengan :
Wn = Ws x p
Setelah waktu normal diperoleh, dihitung waktu baku dengan cara menambahkan
faktor kelonggaran/ allowance kepada waktu normal, contoh perhitungan waktu baku
adalah sbb:
3. Hitung waktu baku dengan rumus:
Wb=Wn+i
Dimana i adalah faktor kelonggran/allowence yang diberikan
kepada pekerja untuk menyelesaikan pekerjaanya
Faktor kelonggaran ini dapat diperhitungkan jika pengukur berpendapat
bahwa operator bekerja dengan tidak wajar, sehingga hasil perhitungan waktu perlu
di sesuaikan atau dinormalisasikan dulu untuk mendapatkan waktu siklus rata-rata
yang wajar.
Ada beberapa cara untuk menentukan faktor penyesuaian, yaitu: cara
persentase, shumard, westinghouse dan objektif. Cara persentase adalah cara yang
mudah, yaitu pengukur berdasarkan pengamatnya dapat menetukan besarnya nilai p
tersebut, cara ini lebih subjektif karena tergantung dari pengalaman pengukur.
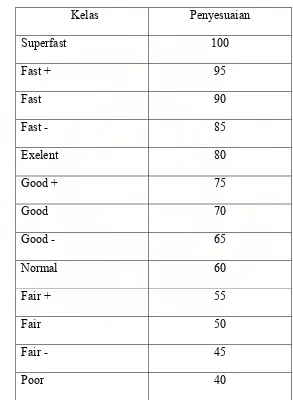
Sedangkan cara shumard, penilaian dilakukan berdasarkan kelas performance kerja,
tersebut adalah; superfast, fast, exelent, good, normal, fair dan foor. Seperti dalam
[image:36.612.164.457.217.617.2]tabel 2.1 di bawah ini.
Tabel: 2.1 Penyesuaian menurut cara Shumard
Kelas Penyesuaian
Superfast 100
Fast + 95
Fast 90
Fast - 85
Exelent 80
Good + 75
Good 70
Good - 65
Normal 60
Fair + 55
Fair 50
Fair - 45
Poor 40
Bila seseorang pekerja dibandingkan dalam kelas performance yang berbeda
akan diperoleh nilai penyesuaian,
Seorang pekerja norma di beri nilai penyesuaian 60, bila operator ini dengan
nilai exelent yang bernilai 80, maka faktor penyesuaian p =80/60=1.33, Jika
waktu siklus rata-rata adalah 276,4 detik, maka waktu normalnya
Wn=276,4x1,33=367,6 detik
Cara berikutnya adalah cara westinghouse, yaitu mengarahkan penilaian pada
4 faktor yang dianggap menentukan kewajaran dalam bekerja, yaitu ; keterampilan,
usaha, kondisi kerja dan konsistensi. Keterampilan atau skill adalah kemampuan
mengikuti cara kerja yang ditetapkan, keterampilan ini dibagi dalam enam cara yaitu ;
Super skill, Exelent skill, Good skill, Average skill, Fair skill, dan Poor skill
Secara keseluruhan tampak pada kelas-kelas diatas bahwa yang membedakan
kelas keterampilan seseorang adalah keragu-raguan, ketelitian gerakan, kepercayaan
diri, koordinasi, irama gerakan, “bekas-bekas latihan dan hal-hal lain yang serupa.
Sedangkan faktor usaha atau Effort dalam cara Westinghouse adalah
kesungguhan yang ditujukan atau diberikan operator ketika melakukan pekerjaannya,
faktor ini juga dibagi enam yaitu ; Excessive Effort, Exelent Effort, Good Effort,
Average Effort, Fair Effort dan Poor Effort.
Faktor kondisi kerja yang dimaksud dalam cara westinghouse adalah kondisi
poor. Kondisi kerja yang ideal tidak selalu sama untuk semua pekerjaan, masing
pekerjaan mempunyai karakteristik kondisi tertentu. Misalnya suatu kondisi yang
dianggap good untuk suatu pekerjaan dapat saja dirasakan fair atau bahkan poor
untuk pekerjaan yang lain.
Konsistensi dalam cara westinghouse adalah ketaatan terhadap metode atau
kegiatan seperti pengukuran serta pencatatan, sering sekali kegiatan yang dilakukan
berubah – ubah. Konsistensi pekerjaan juga dibagi enem kelas yaitu: perfect,
exellent, good, average, fair dan poor. Seorang pekerja yang dikatakan perfect adalah
pekerja yang dapat bekerja dengan waktu penyelesaian yang tetap setiap saat, secara
teoritis variasinya kecil sekali. Sedangkan pekerja yang dikatakan poor adalah
pekerja variasi yang waktu penyelesaiannya besar.
Angka-angka yang diberikan bagi setiap kelas dari faktor- faktor di atas
adalah seperti dalam pada lampiran 3. Setelah diketahui faktor penyesuaian, maka
faktor ini dikalikan dengan waktu siklus untuk mendapatkan waktu normal.
Contoh perhitungan di bawah ini :
Misalkan waktu silus pekerjaan adalah 124.6 detik, dan faktor penyesuaian
adalah sebagai berikut:
Usaha : Good (C2) = +0.02
Kondisi : exellent(B) = +0.04
Konsistensi : Poor(F) = - 0.04
______________
Jumlah = -0.03
Jadi p = (1-0.03) adalah 0.97, sehingga waktu normalnya:
Wn = 124,6 x 0.97 = 120.86 detik
Dalam perhitungan waktu baku selain keseragaman data, jumlah pengukuran
dan penyesuaian suatu pekerjaan dengan hal-hal lain, juga perlu ditambahkan
kelonggaran atas waktu normal yang telah diperoleh. Kelonggaran ini diberikan
untuk tiga hal yaitu: untuk kebutuhan pribadi, untuk menghilangkan rasa fatique dan
untuk hambatan – hambatan yang tidak dapat dihindarkan. Ketiga hal di atas adalah
hal-hal yang tidak dapat dihindarkan oleh setiap pekerja, karena hal ini tidak diukur
dan tidak dicatat, maka perlu disesuaikan dengan cara ditambahkan pada waktu
normal, sehingga perhitungannya seperti contoh dibawah ini:
Jika persentase kelonggaran dimisalkan (dalam tabel) untuk kebutuhan pribadi
dan menghilangkan rasa fatique adalah 19.5 % dan hambatan yang tak terhindarkan
adalah 5 % sehingga persentase kelonggaran menjadi 24,5 %. Dan bila waktu normal
Wb= 120.86+(120.86 x 24.5%)
Wb= 150.47 detik
2.3. Keselamatan Kerja.
Pekerja adalah salah satu komponen dalam sistem kerja, selain bahan,
peralatan atau fasilitas dan lingkungan kerja. Dilihat dari besarnya peranan manusia
sebagai pekerja, maka pekerja merupakan komponen yang sangat penting dalam
sistem kerja. Dalam perusahaan pekerja adalah aset perusahaan yang sangat strategis
dan akan menentukan kemajuan bisnis perusahaan. Demikian pentingnya
kedudukan manusia dalam sistem kerja perusahaan, maka pekerja perlu
mendapatkan perlindungan dari hal-hal yang akan membahayakan keselamatannya.
Masing-masing negara membuat peraturan tentang perlindungan keselamatan pekerja
ini, demikian juga aturan ditingkat Internasional.
Di Indonesia aturan terakhir tentang keselamatan kerja ini telah ditetapkan
dalam Undang-Undang no. 13 tahun 2003, yang dijelaskan dalam pasal 86 dan 87
tentang keselamatan dan kesehatan kerja. Dalam aturan ini dijelaskan bahwa “setiap
pekerja/buruh mempunyai hak untuk perlindungan atas keselamatan dan kesehatan
kerja” yang bertujuan untuk mewujudkan produktivitas kerja yang optimal, dalam
pasal 87 undang-undang ini mengharuskan agar setiap perusahaan wajib menerapkan
sistem keselamatan dan kesehatan kerja yang terintegrasi dengan sistem manajemen
Dalam sistem produksi, pekerja adalah salah satu faktor produksi,
perlindungan dan penanganan terhadap faktor produksi harus dilakukan dengan baik
agar semua faktor produksi dapat berfungsi dengan baik dan memberikan hasil atau
produk sesuai dengan yang direncanakan. Penanganan pekerja tentu tidak sama
dengan penanganan faktor produksi lainnya atau komponen sistem kerja lainnya
seperti penanganan bahan atau fasilitas dan lingkungan kerja. Pekerja adalah
manusia, disamping sebagai pekerja atau sebagai operator atau sebagai mesin, juga
berfungsi sebagai pengatur dan pengendali semua sistem yang ada, maka
penanganannya harus sesuai dengan fungsinya dalam perusahaan. Pekerja harus
dilindungi dari hal yang membahayakan keselamatannya, baik fisik maupun mental,
dan perlu dilakukan pengembangan kompetensinya agar pekerja tersebut dapat
menjadi tenaga yang profesional.
2.3.1. Faktor-Faktor Penyebab Kecelakaan Kerja
Ada tiga faktor yang menjadi penyebab timbulnya kecelakaan kerja menurut
Sedarmayanti (1996), yaitu:
1. Faktor Lingkungan
2. Faktor Manusia
a. Faktor fisik dan mental
1) Kurang penglihatan/pendengaran
4) Lemah jantung atau lemah organ lain
5) Emosi dan syaraf tidak stabil
6) Lemah badan
b. Pengetahuan keterampilan
1) Kurang memperhatikan metode kerja
2) Kebiasaan yang salah
3) Kurang pengalaman
c. Sikap
1) Kurang minat/ perhatian
2) Kurang teliti
3) Malas
4) Sombong
5) Tidak peduli akan suatu akibat
6) Hubungan yang yang kurang baik
3. Faktor mesin / alat
a. Penerangan yang kurang
b. Mesin yang tidak dijaga
2.3.2. Tindakan Pencegahan Kecelakaan Kerja
Tindakan untuk mencegah terjadinya kecelakaan kerja sangat tergantung dari
keadaan masing-masing kegiatan atau kejadian. Ada tiga faktor yang dapat
digunakan untuk melakukan pencegahan kecelakaan kerja, menurut Sedarmayanti
(1996), yaitu;
1.Teknik (Enginering)
Teknik ( enginering ) artinya adalah mencegah terjadinya kecelakaan kerja
dengan melengkapi semua mesin/ alat dengan alat pencegah kecelakaan
(safety guard) misalnya tombol untuk menghentikan bekerjanya mesin/alat
(cut of switches) serta alat lainya.
2.Pendidikan (Education)
Pendidikan artinya memberikan pendidikan atau pelatihan kepada para
pegawai atau karyawan untuk menambah kemampuan bekerja dengan baik
dan tepat.
3.Pelaksanaan (Enforcement)
Pelaksanaan (Enforcement) artinya pelaksanaan kerja yang memberikan
jaminan bahwa peraturan pengendalian kecelakaan dilakasanakan.
2.3.3. Faktor-Faktor Yang Mempengaruhi Keberhasilan Kerja
perkerjaan sesuai yang diharapkan ini, menurut Sutalaksana, Iftikar Z, et al (2006)
ada dua faktor yang mempengaruhinya . yaitu:
Kelompok Faktor Diri (Individu) dan Faktor Situasional, seperti diuraikan
sebagai berikut :
Faktor individu
a. Aptitude
b. Sifat
c. Sistem nilai
d. Karakteristik fisik
e. Minat
f. Motivasi
g. Usia
h. Jenis kelamin
i. Pendidikan
j. Pengalaman
Faktor-faktor sosial - organisasi antara lain ;
a. Karakteristik perusahaan
b. Pendididkan dan pelatihan
c. Pengawasan
d. Perupahan
Sedangkan faktor-faktor fisik pekerjaan adalah:
a. Mesin
b. Peralatan
c. Bahan
d. Lingkungan fisik
e. Metode kerja
Faktor diri atau individual adalah faktor yang mempengaruhi keberhasilan
kerja yang berasal dari dalam diri pekerja sendiri, faktor ini sudah ada pada diri
individu seseorang sebelum dia melakukan pekerjaan tersebut, sebagian faktor diri
ini sulit dirubah.
Diantara faktor individu ini, faktor pendidikan dan pengalaman dapat
dirubah atau ditingkatkan, sedangkan faktor yang lain adalah faktor yang sudah ada
dalam diri pekerja tersebut yang harus dapat atau rela untuk diterima. Sedangkan
faktor kelompok kedua adalah faktor situasional, yaitu faktor yang sepenuhnya
berada diluar diri pekerja dan umumnya berada dibawah penguasaan manajemen atau
pimpinan, faktor ini hampir semua mudah dirubah atau diatur oleh manajemen
perusahaan atau organisasi. Faktor situasional ini dibagi dua sub-kelompok yaitu
2.4. Produktivitas.
Upaya meningkatkan produktivitas secara terus-menerus dan menyeluruh
merupakan suatu yang penting, dengan upaya peningkatan produktifitas ini maka
tanggungjawab manajemen akan berfokus pada segala upaya dan daya untuk
melaksanakan peran dan fungsinya dalam kegiatan produksi khususnya yang
berkaitan dengan efisiensi penggunaan sumber (in-put). Wignyosoebroto, Sritomo
(1995) menjelaskan, produktivitas adalah ratio perbandingan antara out-put atau
masukan dan in-put atau keluaran.
Out-put
Pi =
In-put
Agar produktivitas bisa meningkat, perlu diupayakan proses produksi yang
memberikan kontribusi sepenuhnya terhadap kegiatan produktif yang memberikan
nilai tambah, dan disamping itu sekaligus juga mengurangi atau meminimalkan
langkah-langkah yang tidak produktif seperti banyaknya iddle, delays, set-up,
loading dan material handling, dan lainnya.
Untuk mencapai tingkat produktivitas yang tinggi, pihak manajemen harus
selalu memperhatikan faktor yang mempengaruhi peningkatan produktivitas dari
semua kegiatan yang produktif dan menekan kondisi-kondisi yang kontra produktif
Faktor-faktor yang mempengaruhi peningkatan produktivitas adalah :
1. Faktor teknis, yang meliputi:
a.Penggunaan fasilitas secara baik
b.Penerapan metode kerja yang efektif dan efisien
c.Penggunaan bahan baku yang lebih ekonomis
2. Faktor manusia, yang meliputi:
a.Kemanpuan / ability dari pekerja
b.Motivasi kerja, yang mendorong peningkatan produktivitas
Pada usaha yang banyak melakukan kegiatan mekanisasi atau otomatisasi
untuk fasilitas produksinya, maka faktor teknis akan lebih berpengaruh besar
terhadap usaha peningkatan produktivitas, sedangkan untuk usaha yang peran
manusianya lebih banyak, maka faktor manusia lebih berpengaruh dalam
BAB III
GAMBARAN UMUM OBJEK STUDI
3.1. Gambaran Umum Perusahaan
PT Rubber Hock Lie adalah sebuah perusahaan swasta asing yang
memproduksi crumb rubber, yaitu karet alam yang akan diproses selanjutnya menjadi
barang jadi karet seperti ban dan produk karet lainnya. Perusahaan ini berlokasi di
Kecamatan Rantau Selatan-Rantau Prapat Kabupaten Labuhan Batu-Sumatera Utara.
PT. Rubber Hock Lie ini adalah salah satu dari bebrapa perusahaan crumb rubber
yang berada di bawah Group Lie Rubber yang berpusat di Singapura
Proses produksi crumb rubber adalah pengolahan bahan baku dari karet rakyat
yaitu hasil bekuan lateks dari sadapan pohon karet yang oleh sebagian besar
masyarakat disebut “getah” dan dalam literatur atau standar mutu disebut bahan olah
karet atau “bokar” menjadi produk yang disebut crumb rubber atau karet remah.
Bahan olah karet (untuk selanjutnya disebut bokar ) ini umumnya didatangkan dari
berbagai daerah di Sumatera Utara dan juga dari beberapa propinsi lainnya.
Produk crumb rubber dari perusahaan ini umumnya diekspor terutama untuk
industri produk bahan jadi karet seperti “pabrik ban” dengan jenis mutu SIR-10 dan
SIR-20, yaitu kependekan dari Standar Indonesian Rubber. Sedangkan nilai 10 atau
20 adalah nilai standar yang diambil dari kandungan maksimal kadar kotoran yang
memenuhi Standar Indonesian Rubber dengan kandungan kadar kotoran maksimal
0.010 %.
Sesuai dengan peraturan perdagangan yang berlaku di Indonesia, komoditi
crumb rubber ini adalah salah satu komoditi yang diawasi mutu eksportnya, artinya
setiap produk ini yang akan diexport harus dipastikan mutunya sudah memenuhi
persyaratan mutu yang ditetapkan Standar Indonesian Rubber (SNI 06-1903 : 2000).
Untuk menjamin konsisten mutu produk yang dihasilkannya, perusahaan ini
telah memperoleh sertifikat ISO-9001:2000 dari lembaga Sertifikasi Sistem Mutu “
SIMA” dan Sertifikat Produk dari Lembaga Sertifikasi Produk Pusat Standardisasi
Depertemen Perindustrian Dan Perdagangan Republik Indonesia. Dan untuk masa
yang akan datang manajemen perusahaan telah menyatakan komitmennya akan selalu
secara konsisten mengikuti perkembangan sistem yang berlaku dalam memenuhi
persyaratan dan kebutuhan serta kepuasan pelanggannya. Dalam menerapkan
Standar Sistem Manajemen Mutu ini perusahaan harus menjamin konsistensinya
dalam memenuhi persyaratan dan perundang-undangan yang berlaku termasuk juga
pengelolaan aspek lingkungan perusahaan .
3.2. Proses Produksi
Proses produksi crumb rubber dimulai dari proses sortasi bahan baku, bahan
baku yang akan diolah harus memenuhi persyaratan mutu yang dipersyaratkan
Secara umum tahap proses pengolahan crumb rubber dilakukan dalam dua tahap
yaitu proses pengolahan basah dan proses pengolahan kering.
Pengolahan basah adalah proses pencucian bahan dari kontaminasi bahan
asing seperti tanah, potongan-potongan kayu (istilah perusahaan “tatal”) dan kotoran
lainnya, Proses ini juga sekaligus digunakan untuk melakukan homogenisasi bahan
yang diproses, dan agar mutu produk yang dihasilkan menjadi seragam. Hal ini
disebabkan karena bahan baku yang diproses berasal dari berbagai daerah asal dan
berbagai jenis mutu, dan mungkin juga dari berbagai varitas atau koln tanaman karet,
sehingga mutu bokar memiliki nilai mutu yang berbeda.
Tahap proses pengolahan basah ini dimulai dari mengambil bahan baku dari
gudang bahan baku dan dibawa dengan forklift ke mesin Slabcutter untuk dipotong
menjadi lebih kecil, dan selanjutnya dengan conveyor bahan ini di hancurkan dalam
Hummer Mill menjadi potongan karet yang kecil. Bahan ditampung dalam bak air
yang disirkulasi dengan bantuan kipas, sehingga dalam proses ini sekaligus terjadi
pemisahan kotoran-kotoran dari bahan sehingga hasilnya menjadi bersih.
Proses selanjutnya adalah penggilingan bahan pada mesin creaper dengan
bantuan dua mangle yang berputar berlawan arah, bahan digiling dengan mangle ini
sambil disiramkan air dari bagian atas, penggilingan ini dilakukan secara
berturut-turut sampai tujuh atau delapan kali, sehingga menjadikan bahan seperti lembaran
tipis dengan ketebalan 8 mm sampai 10 mm yang disebut juga ‘creap”, atau
“blanket”. Blanket ini selanjutnya dijemur dalam ruang penjemuran dengan cara
penjemuran ini disamping berfungsi sebagai pengeringan juga berfungsi untuk
menstabilkan nilai teknis karakteristik crumb rubber yaitu nilai plastisitas
Sedangkan proses kering merupakan pengeringan blanket hasil penjemuran
di dalam mesin Dryer untuk menghasilkan crumb rubber, proses ini dimulai dari
penurunan blangket yang sudah kering dari ruang jemuran, kemudian bahan diremah
atau dicrumb dengan mesin shereder dan ditampung dalam bak air yang bersih.
Remahan ini dipompakan ke cetakan ( disebut trolly) melalui corong pemisah,
dimana air akan kembali kedalam bak shereder. Setelah itu crumb yang masih basah
ini dimasukan kedalam dryer untuk dikeringkan.
Crumb yang sudah kering selanjutnya ditimbang seberat 35 kg dan
dimasukan kedalam mesin press sehingga menjadi bale ( baca : bal) karet. Bale ini
selanjutnya dibungkus plastik kantongan transparan yang terbuat dari bahan
polyethilen dengan persyaratan titik leleh plastik maksimum 1040 C sesuai
persyaratan mutu yang telah ditentukan dalam Standar Nasional Indonesia untuk
Indonesian Rubber, dan selanjutnya produk ini dikemas dalam peti atau pallet
sebanyak 30 bale per pallet. Sebelum produk dikirim atau diexport, dilakukan
pengujian mutunya di laboratorium sesuai standar SNI-06-1903 : 2000 sesuai
peraturan yang berlaku di Indonesia.
Secara umum gambaran proses produksi pengolahan crumb rubber di
3.3. Proses Sortasi Bokar
Pengadaan bokar yang akan diolah di pabrik dilaksanakan oleh bagian
pembelian bokar. Kegiatan ini meliputi proses sortasi terhadap bahan baku yang
akan dibeli, proses sortasi ini meliputi kegiatan pemotongan bahan dengan mesin
potong. Seleksi bahan menurut kriteria mutu yang dipersyaratkan yaitu tingkat
kebersihan bahan dari kotoran atau benda-benda asing seperti tanah,
potongan-potongan kayu atau disebut juga dengan tatal dan penetuan tingkat kekeringan atau
kadar karet kering (K3).
Proses pemotongan bokar dengan mesin potong ini dilakukan oleh tenaga
kerja yang terampil dengan cara : bahan diambil dengan alat pengait yang disebut
“gancu” oleh salah seorang operator, bahan selanjutnya diletakan ke atas meja mesin
potong dan kemudian kedua operator yang berada pada sisi kiri dan kanan mesin
akan mengait dan menarik bahan ke arah pisau potong. Bahan kemudian dipotong
dengan pisau yang digerakan dengan sebuah dinamo listrik. Hasil potongan bahan ini
diseleksi oleh petugas grading atau petugas kadar yang menentukan rendeman karet
atau kadar karet kering serta mengklasifikasi mutu bahan, proses sortasi ini dapat
BAB IV
METODOLOGI PENELITIAN
4.1 Metode Penelitian
Penelitian ini dilakukan dengan metode penelitian descriptif terhadap sistem
kerja kegiatan sortasi bokar pada pabrik pengolahan crumb rubber, yang dilakukan
secara ilmiah dan mengikuti pola yang sitematis sesuai dengan kaidah penulisan tesis
yang ditetapkan oleh Universitas Sumatera Utara, dengan kerangka penelitian
sebagai berikut ini:
4.2 . Metode Pengumpulan Data
a. Data primer.
Data primer diperoleh dari pengukuran langsung terhadap sistem kerja pada
lokasi penelitian yang meliputi :
1. Sistem kerja sortasi bokar dan parameter yang diukur:
a. Bahan baku bokar, yang meliputi:
1)Berat (kg)
2)Ukuran: panjang, lebar dan tebal (cm)
b. Perilaku pekerja yang meliputi:
1)Keterampilan
c. Konstruksi mesin, yang meliputi:
1)Konstruksi mesin
2)Ketersedian fasilitas pengamanan
d. Lingkungan kerja yang meliputi:
1)Kebersihan, pencahayaan, kebisingan, getaran dan bau.
e. Metode kerja yaitu:
1)Analisa gerak
2.Pengukuran waktu dengan metode jam henti ( stopwatch)
b. Data sekunder.
Data sekunder akan diperoleh melalui studi literatur, dari buku teks, jurnal
yang relevan dengan permasalahan yang diteliti dan laporan kegiatan
perusahaan yang sah, data sekunder yang diperlukan meliputi :
1) Data yang berkaitan dengan pekerja yaitu : jumlah pekerja pada bagian
sortasi, tingkat pendidikan pekerja, dan data yang berkaitan dengan
kasus kecelakaan kerja yang terjadi.
2) Data yang berkaitan denga Peraturan-peraturan yang berlaku, data
mengenai struktur organisasi dan manajemen perusahaan.
c. Teknik pengumpulan data
Secara umum pengumpulan data primer akan dilakukan dengan cara:
2. Teknik questioner.
3. Teknik observasi.
Data yang berkaitan dengan sistem operasi sortasi seperti data tentang bahan
baku, data mesin potong, dikumpulkan dengan cara observasi langsung, yaitu
bahan baku di ukur berat dan dimensi panjang lebar serta tebalnya di lokasi
penelitian, sedangkan data lainya dikumpulkan dengan wawancara dan
kuestioner.
d. Metode Analisa.
Metode analisa yang digunakan terhadap data hasil penelitian dilakukan dua
tahap yaitu: pengolahan data dan analisa data. Pengolahan data kuantitatif mulai dari
penyususan data, tabulasi data, kemudian dihitung nilai rata hasil pengukuran,
sedangkan untuk data yang bersifat kualitatif dikuantitatifkan dengan menggunakan
metode skala likert, dan selanjutnya dicari nilai porsentasi dari informasi data
tersebut.
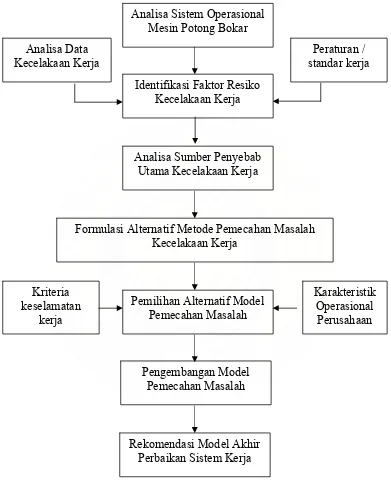
4.3. Kerangka Konsep Penelitian
Penelitian yang dilakukan meliputi tahap menganalisa sistem operasional
mesin yang digunakan, analisa sumber penyebab resiko, formulasi alternatif sistem
kerja, pemilihan alternatif yang optimal, pengembangan model pemecahan masalah
dan rekomendasi model akhir perbaikan sistem kerja sortasi bokar. Secara rinci
Peraturan / standar kerja Analisa Data
Kecelakaan Kerja
Identifikasi Faktor Resiko Kecelakaan Kerja Analisa Sistem Operasional
Mesin Potong Bokar
Analisa Sumber Penyebab Utama Kecelakaan Kerja
Formulasi Alternatif Metode Pemecahan Masalah Kecelakaan Kerja
Kriteria keselamatan
kerja
Pemilihan Alternatif Model Pemecahan Masalah
Karakteristik Operasional
Perusahaan
Rekomendasi Model Akhir Perbaikan Sistem Kerja
[image:56.612.117.508.138.634.2]Pengembangan Model Pemecahan Masalah
BAB V
PENGEMBANGAN MODEL PEMECAHAN MASALAH
5.1. Analisa Masalah
Analisa masalah yang dilakukan terhadap sistem kerja sortasi bokar meliputi
analisa terhadap masing-masing komponen sistem kerja dan interaksi komponen
sistem kerja tersebut , yaitu :
a. Bahan olah karet (Bokar).
Analisa terhadap Bahan olah karet (bokar) meliputi pengukuran dimensi
- Berat ( kg )
- dan Ukuran yaitu panjang, lebar dan tebal (dalam cm).
b. Pekerja
Analisa terhadap pekerja dilakukan terhadap perilaku pekerja
yang meliputi;
- Keterampilan
- Kedisiplinan
c. Mesin
Analisa terhadap mesin dan peralatan dilakukan terhadap konstruksi mesin
yang mencakup:
- Ukuran pisau
- Ukuran gancu
- Ketersedian fasilitas keamanan mesin
d. Lingkungan
Analisa komponen lingkungan dilakukan terhadap lingkungan tempat
kerja yang mencakup:
- Kebersihan, pencahayaan, kebisingan, getaran dan bau.
e. Metode kerja
Analisa terhadap metode kerja meliputi :
- Analisa gerak
f. Pengukuan waktu kerja
Pengukuran waktu kerja yang dilakukan adalah pengukuran waktu
langsung dengan metode jam henti ( stopwatch), pengukuran waktu ini
meliput:
- Waktu siklus
- Waktu normal
- Waktu baku
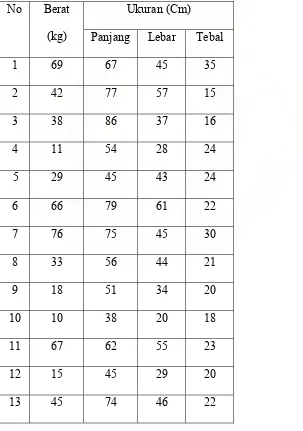
5.1.1. Analisa Bahan Olah Karet (Bokar)
Analisa ukuran dan dimensi bokar ini dilakukan terhadap sebanyak 30
bokar. Pengukuran terhadap berat dan dimensi panjang, lebar dan tebal ini dilakukan
untuk mengetahui informasi tentang rata-rata ukuran bahan yang akan dipotong
dengan mesin potong. Data ini juga dapat berguna sebagai dasar untuk mengukur
[image:59.612.150.453.278.709.2]perilaku pekerja dan perancangan mesin baru.
Tabel 5.1. Data Ukuran Dan Berat Bale Bokar
Ukuran (Cm) No Berat
(kg) Panjang Lebar Tebal
1 69 67 45 35
2 42 77 57 15
3 38 86 37 16
4 11 54 28 24
5 29 45 43 24
6 66 79 61 22
7 76 75 45 30
8 33 56 44 21
9 18 51 34 20
10 10 38 20 18
11 67 62 55 23
12 15 45 29 20
14 28 61 32 23
15 33 49 44 18
16 14 45 31 21
17 44 76 47 32
18 50 80 65 20
19 28 47 45 23
20 39 80 39 24
21 40 79 50 15
22 43 71 51 15
23 17 46 29 18
24 30 69 45 34
25 40 59 34 22
26 21 49 32 23
27 18 49 28 19
28 28 68 61 13
29 41 72 51 20
30 39 68 45 30
Σ 1070 1878 1280 660
X* 36 62 44 24
Berdasarkan pengukuran terhadap sample Bokar yang dilakukan diperoleh gambaran
nilai rata-rata dan modus sebagai berikut:
nilai rata-rata: Berat = 36 Kg
Panjang = 62 cm
Lebar = 42 cm
Tebal = 22 cm
Untuk mengetahui nilai ukuran yang terbanyak untuk semua dimensi yang
diukur, terhadap data-data di atas, dilakukan analisa modus, hasilnya sebagai berikut:
Berat terbanyak adalah = 36 % dengan ukuran 34 s/d 45 kg.
Panjang terbanyak adalah = 30 % dengan ukuran 68 s/d 77 cm
Lebar terbanyak adalah = 34 % dengan ukuran 40 s/d 49 cm
Tebal terbanyak adalah = 43 % dengan ukuran 18 s/d 22 cm
Dari data yang ada, khusus untuk ukuran tebal hanya ada 13 % yang memenuhi
standar yaitu maximal 15 cm, dan sebanyak 87 % ukuran tebal bokar berada di atas
ukuran standar SNI bokar.
5.1.2 Analisa Perilaku Pekerja
Pekerja pada proses sortasi bokar umumnya dilakukan oleh pekerja laki-laki.
Jumlah pekerja pada bagian ini ada 21 orang, saat ini usia pekerja berkisar antara 20
sampai 38 tahun, dengan tingkat pendidikan SD ada 6 orang, SMP sebanyak 8
Pekerjaan memotong bokar pada proses sortasi dapat dilakukan oleh 2 orang
atau 4 orang pekerja untuk setiap mesin potong. Apabila ada 4 orang pekerja, maka
2 orang berada di bagian depan meja mesin potong, dan 2 orang lagi berada di bagian
tengah (atau sejajar dengan pisau). Pekerja yang berada di bagian depan berfungsi
untuk mengambil bahan dengan gancu dan meletakan ke atas meja tepat di depan
pisau potong, sedangan pekerja yang di tengah berfungsi untuk menarik dan
memotong bahan di mesin potong.
Sedangkan bila proses pemotongan hanya dilakukan oleh 2 orang pekerja,
maka kedua pekerja tersebut akan melakukan semua gerakan mulai dari mengambil
sampai dengan memotong bahan pada mesin potong.
Data hasil pengukuran sistem kerja operator atau pekerja yang meliputi
keterampilan dan kedisiplinan terhadap pekerja yang melakukan proses sortasi
dengan penilaian berdasarkan motode skala likert positif :
5 = sangat baik
4 = baik
3 = kurang baik
2 = tidak baik
1 = sangat tidak baik.
Sedang katagori penilaian
0-19 = sangat tidak penting
20-39 = tidak penting
60-79 = penting
80-100 = sangat penting.
Diperoleh data hasil pengukuran seperti dalam tabel 5.2 di bawah ini
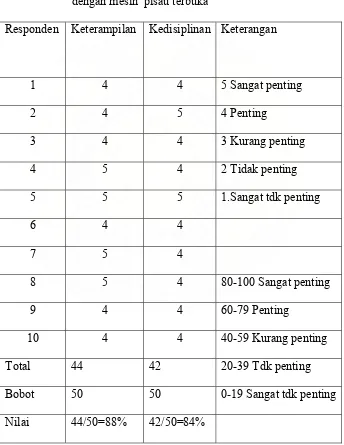
Tabel 5.2. Data Kriteria Pekerja Dalam Proses Sortasi Bokar
dengan mesin pisau terbuka
Responden Keterampilan Kedisiplinan Keterangan
1 4 4 5 Sangat penting
2 4 5 4 Penting
3 4 4 3 Kurang penting
4 5 4 2 Tidak penting
5 5 5 1.Sangat tdk penting
6 4 4
7 5 4
8 5 4 80-100 Sangat penting
9 4 4 60-79 Penting
10 4 4 40-59 Kurang penting
Total 44 42 20-39 Tdk penting
Bobot 50 50 0-19 Sangat tdk penting
[image:63.612.150.494.230.675.2]Gambar
Dokumen terkait
