Data Pribadi / Personal Details
Nama / Name : Fajar Adi Maulana
Tempat, Tgl Lahir / Place, Date of Birth : Ciamis, 13 Februari 1993
Jenis Kelamin / Gender : Laki-laki
Agama / Religion : Islam
Status Pernikahan / Marital Statue : Belum Menikah
Alamat / Address : Jl. Jend. Sudirman Gg. M. Fatah I no. 334
RT 02/10, Bandung 40184
Warga Negara / Nationality : Indonesia
Nomor Telepon / Phone : 0896-6324-5093
Email : mfajaradi@gmail.com
Pendidikan Formal / Formal Education
2010 – 2015 : S1 Teknik Industri, Fakultas Teknik dan Ilmu Komputer UNIKOM Bandung
2007 – 2010 : Teknik Mekanik Otomotif, SMK Negeri 6 Bandung 2004 – 2007 : SMP Negeri 25 Bandung
1998 – 2004 : SD Negeri Garuda IV Bandung
Demikian curriculum vitae ini saya buat dengan sebenarnya.
5
Bab 2
Landasan Teori
2.1. Sejarah Perkembangan Lean Manufacturing
Proses manufaktur terus berkembang seiring dengan kebudayaan manusia.
Pada budaya dahulu, dalam suatu sistem produksi dibutuhkan manusia sebagai
pekerja yang memiliki keterampilan dalam menggunakan peralatan yang
sederhana untuk menghasilkan suatu produk.Produk yang unik serta hanya dibuat
berdasarkan pesanan, maka memerlukan biaya dan produktivitas yang sangat
tinggi.Hal ini menyebabkan perkembangan sistem produksi secara massal.
Sistem produksi massal menghasilkan produk yang lebih banyak dengan
biaya yang dikeluarkan lebih sedikit.Hal ini dikarenakan produktivitas yang
dibutuhkan lebih rendah karena tidak menuntut suatu pekerja untuk memiliki
kemampuan atau keahlian khusus. Henry Ford merupakan orang pertama yang
melakukan sistem produksi secara massal, dimana pada tahun 1913 mobil Ford
model T diproduksi dengan menggunakan continuous flow.
Melihat kekurangan dari sistem produksi massal yang dilakukan oleh
perusahaan Ford, yaitu produk yang dihasilkan hanya sejenis, maka Toyota
Production System mengembangkan suatu sistem produksi yang dinamakan lean manufacturing. Taiichi Ohno beserta kolega melakukan continuous flow dalam melakukan proses produksi dengan menggunakan peralatan changeover yang dapat mempercepat kinerja produksi. Dengan mesin yang lebih fleksibel, maka
pergantian jenis produk satu ke produk lain dapat dilakukan lebih cepat sehingga
walaupun jumlah produk yang lebih kecil tapi memiliki varian yang lebih banyak.
Pada tahun 1990, perkembangan sistem lean semakin meningkat setelah beberapa industri otomotif di Amerika dan Eropa menerapkan sistem lean ini di perusahaannya karena melihat pergerakan dari perusahaan industri otomotif
Jepang yaitu Toyota lebih maju seperti pada tingkat pelayanan, kualitas,
2.2. Konsep Dasar Lean
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang dan/atau jasa) agar memberikan nilai kepada pelanggan (costumer value). Tujuan lean adalah meningkatkan terus-menerus costumer value melalui peningkatan terus-menerus rasio antara nilai tambah terhadap Waste(the value to Waste ratio), (Gasperz, 2011).
APICS Dictionary (2005) mendefinisikan lean sebagai suatu filosofi bisnis
yang berlandaskan pada minimasi penggunaan sumber-sumber daya (termasuk
waktu) dalam berbagai aktivitas perusahaan. Lean berfokus pada identifikasi dan
eliminasi aktivitas-aktivitas tidak bernilai tambah (non value adding activities) dalam desain, produksi (untuk bidang manufaktur) atau operasi (untuk bidang
jasa), dan supply chain management, yang berkaitan langsung dengan pelanggan. Terdapat lima prinsip dasar lean, yaitu:
1. Mengidentifikasi nilai produk (barang dan/atau jasa) berdasarkan perspektif
pelanggan, dimana pelanggan menginginkan produk (barang dan/atau jasa)
berkualitas superior, dengan harga yang kompetitif dan penyerahan yang tepat
waktu.
2. Mengidentifikasi value stream process mapping (pemetaan proses pada value
stream) untuk setiap produk (barang dan/atau jasa). (Catatan:kebanyakan
manajemen perusahaan industri di Indonesia hanya melakukan pemetaan
proses bisnis atau proses kerja, bukan melakukan pemetaan proses produk. Hal
ini berbeda dengan pendekatan Lean.)
3. Menghilangkan pemborosan yang tidak bernilai tambah dari semua aktivitas
sepanjang value stream itu.
4. Mengorganisasikan agar material, informasi, dan produk itu mengalir secara
lancar dan efisien sepanjang proses value stream menggunakan sistem tarik (pull system).
Beberapa prinsip lean manufacturing dan lean service ditunjukkan dalam tabel 2.1.
Tabel 2.1. Prinsip-prinsip Lean Manufacturing dan Lean Service
No Manufacturing (produk: Barang)
Non-Manufacturing
(Produk: Jasa, Administrasi, Kantor)
1 Spesifikasi secara tepat nilai produk yang diinginkan oleh pelanggan
Spesifikasi secara tepat nilai produk yang diinginkan oleh pelanggan
2 Identifikasi value stream untuk setiap produk
Identifikasi value stream untuk setiap proses jasa
3
Eliminasi semua pemborosan yang terdapat dalam aliran proses setiap produk agar nilai mengalir tanpa hambatan
Eliminasi semua pemborosan yang terdapat dalam aliran proses jasa (Moments of Truth) agar nilai mengalir tanpa hambatan
4
Menetapkan sistem tarik (pull system) menggunakan kanban yang memungkinkan pelanggan menarik nilai dari produsen
Menetapkan sistem anti kesalahan (mistake proof system) setiap proses jasa (Moments of Truth) untuk Waste) melalui peningkatan terus-menerus secara radikal (radical continuous improvement)
Mengejar keunggulan untuk mencapai kesempurnaan (zero Waste) melalui peningkatan terus-menerus secara radikal (radical continuous improvement)
Pemborosan (waste) dapat didefinisikan sebagai segala aktivitas kerja yang tidak memberikan nilai tambah dalam proses transformasi input menjadi output
sepanjang value stream.
Pekerjaan yang tidak meningkatkan nilai tambah merupakan pekerjaan yang
murni pemborosan.Pemborosan ini dapat diminimasi bahkan dihilangkan karena
tidak memiliki kegunaan. Toyota telah mengidentifikasikan tujuh jenis aktivitas
utama yang termasuk ke dalam pemborosan, yaitu:
1. Produksi berlebih (overproduction). Jumlah produk yang dihasilkan lebih besar dari yang dibutuhkan konsumen merupakan pemborosan yang dapat
menimbulkan biaya tenaga kerja berlebih, biaya simpan, dam transportasi
2. Waktu menunggu (waiting time). Proses produksi yang tidak berjalan atau menunggu yang diakibatkan seperti menunggu alat, kehabisan material,
keterlambatan proses, kerusakan mesin merupakan suatu pemborosan yang
perlu dihilangkan. Hal ini tentunya akan mempengaruhi terhadap berjalannya
suatu proses sehingga dapat menimbulkan bottleneck, untuk itu perlu adanya pengontrolan yang baik dan teratur.
3. Transportasi barang baik itu bahan mentah, setengah jadi, ataupun produk
jadi dari suatu tempat ke tempat lainmeski dalam jarak dekat tetap merupakan
suatu pemborosan. Resiko barang barang cacat bahkan hilang dapat terjadi
saat melakukan transportasi, untuk itu perlu adanya pengelolaan tata letak
yang baik pada lantai produksi.
4. Pemrosesan secara berlebih atau pemrosesan yang keliru. Melakukan langkah
yang tidak perlu untuk memproses komponen. Pemborosan terjadi ketika
membuat produk dengan kualitas lebih tinggi dengan menggunakan peralatan
yang lebih presisi atau lebih canggih daripada yang diperlukan.
5. Persediaan berlebih (unnecessary inventory). Bahan baku, barang dalam proses atau barang jadi yang berlebih menyebabkan lead time yang panjang, barang dapat menjadi kadaluarsa, barang rusak, memakan banyak ruang,
peningkatan biaya transportasi dan penyimpanan, dan keterlambatan dalam
pengiriman.
6. Gerakan yang tidak perlu (unnecessary motion). Setiap gerakan yang dilakukan karyawan selama melakukan pekerjaan mereka yang bukan
gerakan yang tak memberi nilai tambah dan tidak efektif untuk dilakukan
seperti meraih, mencari, memilih, menumpuk komponen, alat ,dan lain-lain.
Selain itu, pergerakan yang tidak perlu juga dapat terjadi pada material.
7. Produk cacat (defect). Produksi komponen yang cacat atau yang memperlukan perbaikan. Perbaikan atau pengerjaan ulang, memproduksi
barang pengganti, dan inspeksi berarti penanganan, waktu, dan upaya yang
2.3. Metode dan Tools Lean Manufacturing
Dalam menerapkan sistem produksi yang lean maka dibutuhkan metode dan tools yang sesuai. Beberapa metode dan tools yang digunakan dalam lean manufacturing adalah sebagai berikut:
2.3.1. Value Stream Mapping (VSM)
APICS Dictionary (2005) mendefinisikan value stream sebagai proses-proses untuk membuat, memproduksi, dan menyerahkan produk (barang dan/atau
jasa) ke pasar. Untuk proses pembuatan barang (good), value stream mencakup pemasok bahan baku, manufaktur dan perakitan barang, serta jaringan
pendistribusian kepada pengguna barang itu. Cara melakukan metode value stream mapping (VSM) ini adalah sebagai berikut:
1. Memetakan semua kegiatan yang terdapat pada sistem, mulai dari akhir aliran
nilai pelanggan.
2. Memberikan keterangan performansi untuk setiap kegiatan.
3. Memetakan pergerakan produk dan aliran informasi yang mengatur aliran nilai.
4. Langkah terakhir yang harus dilakukan adalah mencari inti atau hal yang
paling utama dari aliran nilai tersebut.
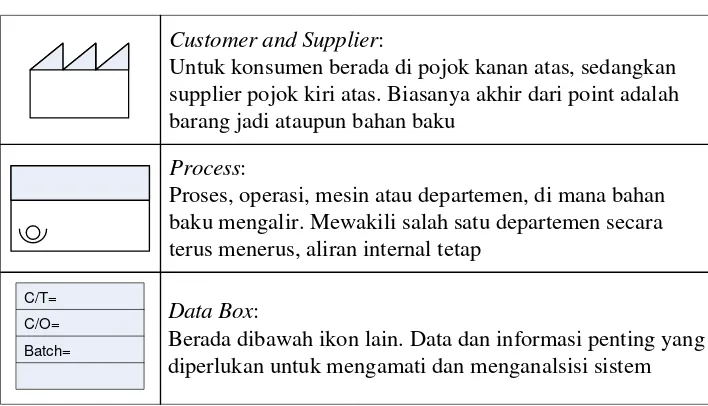
Adapun simbol-simbol yang diperlukan dalam membuat value stream mapping (VSM) dijelaskan pada tabel berikut:
Tabel 2.2. Simbol-simbol Pada Value Stream Mapping
Customer and Supplier:
Untuk konsumen berada di pojok kanan atas, sedangkan supplier pojok kiri atas. Biasanya akhir dari point adalah barang jadi ataupun bahan baku
Process:
Proses, operasi, mesin atau departemen, di mana bahan baku mengalir. Mewakili salah satu departemen secara terus menerus, aliran internal tetap
C/T=
C/O=
Batch=
Data Box:
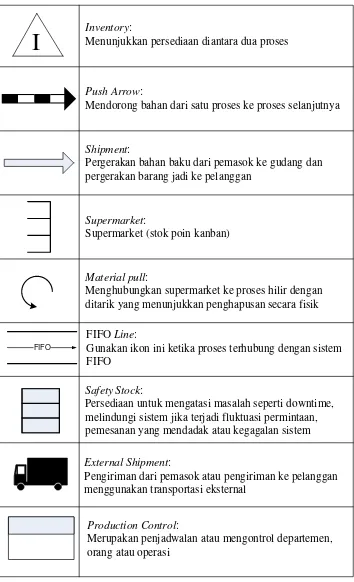
Tabel 2.3. Simbol-simbol Pada Value Stream Mapping (Lanjutan)
I
InventoryMenunjukkan persediaan diantara dua proses:Push Arrow:
Mendorong bahan dari satu proses ke proses selanjutnya
Shipment:
Pergerakan bahan baku dari pemasok ke gudang dan pergerakan barang jadi ke pelanggan
Supermarket:
Supermarket (stok poin kanban)
Material pull:
Menghubungkan supermarket ke proses hilir dengan ditarik yang menunjukkan penghapusan secara fisik
FIFO Line:
Gunakan ikon ini ketika proses terhubung dengan sistem FIFO
FIFO
Safety Stock:
Persediaan untuk mengatasi masalah seperti downtime, melindungi sistem jika terjadi fluktuasi permintaan, pemesanan yang mendadak atau kegagalan sistem
External Shipment:
Pengiriman dari pemasok atau pengiriman ke pelanggan menggunakan transportasi eksternal
Production Control:
Tabel 2.4. Simbol-simbol Pada Value Stream Mapping (Lanjutan 2)
Manual Info:
Informasi baik berupa memo, laporan atau percakapan yang disampaikan langsung secara manual
Electronic Info:
Informasi atau data disampaikan langsung melalui media elektronik, seperti telepon, fax, internet, LAN, dll.
Pull Arrow:
Menarik bahan dari satu proses untuk proses selanjutnya
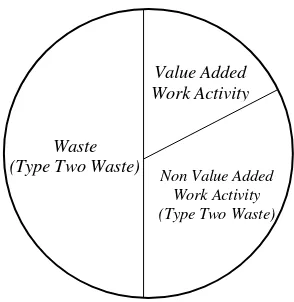
Pada dasarnya dikenal dua kategori utama pemborosan, yaitu Type One Waste dan Type Two Waste.
Type One Waste adalah aktivitas kerja yang tidak menciptakan nilai tambah dalam proses transformasi input menjadi output sepanjang value stream, namun aktivitas itu pada saat sekarang tidak dapat dihindarkan karena berbagai
alas an. Misalnya, aktivitas inspeksi dan penyortiran dari perspektif lean merupakan aktivitas tidak bernilai tambah sehingga merupakan Waste, namun pada saat sekarang kita masih membutuhkan inspeksi dan penyortiran karena
mesin dan peralatan yang digunakan sudah tua sehingga tingkat keandalannya
berkurang. Dalam jangka panjang Type One Waste harus dapat dihilangkan atau dikurangi.Type One Waste ini sering disebut sebagai Incidental Activity atau Incidental Work yang termasuk kedalam aktivitas tidak bernilai tambah ( non-value-adding work or activity).
Type Two Waste merupakan aktivitas yang ridak menciptakan nilai tambah dan dapat dihilangkan dengan segera. Misalnya menghasilkan produk cacat
Gambar 2.1. Konsep Type One Waste dan Type Two Waste
2.3.2. 5S
5S terdiri dari Seiri, Seiton, Seiso, Seiketsu, dan Shitsuke. 5S ini
merupakan metode untuk menghilangkan pemborosan dan melakukan aktivitas
pembersihan di tempat kerja. Penjelasan dari 5S adalah sebagai berikut:
1. Seiri atau Ringkas
Seiri merupakan aktivitas dalam memilah barang-barang dan menyimpan
hanya yang diperlukan dan menyingkirkan yang tidak diperlukan sehingga
barang yang berada di area kerja merupakan barang yang diperlukan saja dan
akansemakin ramping (lean) dan efisien area kerja tersebut. 2. Seiton atau Rapi
Seiton berarti mengatur dan mengidentifikasi beberapa hal untuk kemudahan
penggunaan. Hal ini dapat dilakukan dengan memberikan tempat khusus untuk
setiap jenis barang sehingga siap digunakan pada saat diperlukan.Hal ini
dilakukan agar meminimasi pergerakan pekerja yang tidak efektif seperti
kegiatan mencari.
3. Seiso atau Resik
Hal ini berarti aktivitas melakukan proses pembersihan, untuk menjaga
kebersihan dan kerapihan. Kegiatan membersihkan dilakukan pada peralatan
dan daerah kerja sehingga segala peralatan kerja tetap terjaga dalam kondisi
yang baikdan dapat meminimasi kerusakan alat dan menghindari kecelakaan
kerja.
Waste (Type Two Waste)
Value Added Work Activity
4. Seiketsu atau Rawat (menciptakan aturan)
Seiketsu merupakan aktivitas untuk secara konstan menjaga 3S yang pertama
sebagai rutinitas dan menjaga kebersihan prinadi.
5. Shitsuke atau Rajin/Disiplin
Shitsuke berarti membuat pekerja memiliki kebiasaan atau budaya dari 5S ini.
Tujuan dari poin ini adalah sebagai suatu upaya peningkatan
berkesinambungan (continuous improvement).
2.4. Gerakan-gerakan Fundamental Untuk Pelaksanaan Kerja Manual
(THERBLIGS)
Bisa kita mengamati suatu pekerjaan yang sedang berlangsung hal yang
sudah pasti terlatih adalah gerakan-gerakan yang membentuk kerja tersebut.Untuk
mempermudah penganalisaan tehadap gerakan-gerakan yang akan dipelajari perlu
dikenal terlebih dahulu gerakan-gerakan dasar yang membentuk kerja tersebut.
Guna melaksanakan maksud ini, maka Frank dan Lillian Gilbert telah berhasil
menciptakan simbol/kode dari gerakan-gerakan dasar kerja yang dikenal dengan
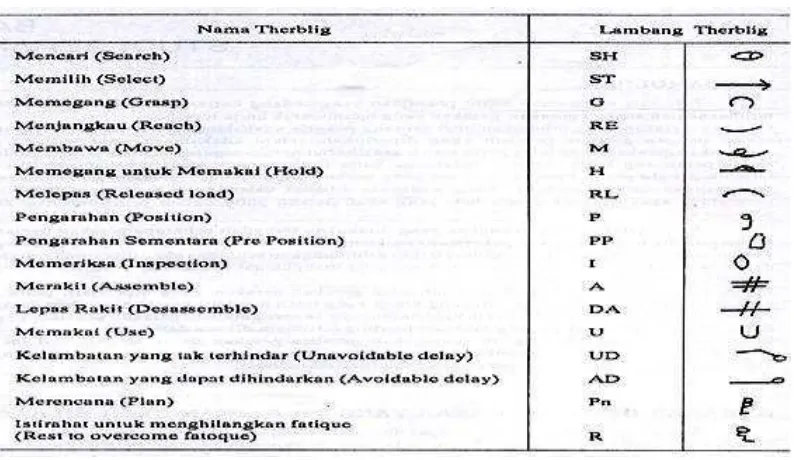
nama THERBLIG (dieja dari nama Gilberth secara tebalik). Therbligs ini oleh
Gilberth dinyatakan dalam simbol-simbol gambar, seperti yang terlihat pada tabel
2.5.
1. Mencari (search) adalah elemen dasar gerakan pekerja untuk menentukan lokasi suatu objek. Gerakan kerja dalam hal ini dilakukan oleh mata. Gerakan
dimulai pada saat mata bergerak mencari obyek dan berakhir bila obyek
tersebut sudah ditemukan.elemen ini sedapat mungkin dieleminir (tujuan dari
analisa therbligs adalah untuk menghilangkan sedapat mungkin
gerakan-gerakan yang tidak perlu) dengan cara –Misalnya, meletakan material atau peralatan kerja pada lokasi yang tetap sehingga proses kerja mencari dapat
dihindari. Untuk mengurangi atau menghilangkan waktu untuk mencari-cari
maka seorang perancang kerja harus memperhatikan beberapa petanyaan
berikut :
Sudah jelaskah ciri-ciri obyek yang akan diambil? disini pemasangan label
atau kode warna-warna tertentu diharapkan akan memudahkan proses
mencari obyek.
Apakah tata letak (layout) area kerja sudah diatur sebaik-baiknya sehingga mampu mengeleminir proses mencari? pengaturan letak material,
peralatan atau fasilitisas kerja lainnya harus ditempatkan sedemikian rupa
dan tidak berubah-ubah sehingga tidak ada waktu terbuang untuk mencari
(gerakan tangan otomatis tanpa harus menggerakan mata).
Apakah pencahayaan untuk area kerja yang sudah ada memenuhi
persyaratan ergonomis yang sangat penting dalam gerakan mencari karena
menentukan terlihat tidaknya obyek secara jelas.
Dapatkah dirancang tempat meletakkan obyek yang tembus pandang
dengan obyek yang tembus pandang maka obyek akan terlihat jelas
sekalipun dari luar yang tentunya akan memudahkan proses mencarinya.
2. Memilih (select) adalah elemen Therblig ysng merupakan gerakan kerja untuk menemukan atau memilih suatu objek diantara dua atau lebih objek yang sama
lainnya.Biasanya pula setelah gerakan memilih dilakukan akan diikuti gerakan
memeriksa (inspection). Gerakan memilih ini termasuk elemen-elemen Therbligs yang diklasifikasikan tidak efektif sehingga sedapat mungkin
maka beberapa pertanyaan berikut ini bisa dipakai pedoman motion analysis yaitu:
Apakah objek-objek (part) yang ditempatkan dalam tempat yang sama? Gerakan memilih dapat dihilangkan bila obyek yang berbeda diletakkan
secara terpisah tidak tercampur lagi.
Apakah obyek yang sama telah memenuhi persyaratan interchangeability?
part atau obyek seharusnya standard sehingga tidak ada perbedaan antara
obyek yang satu dengan obyek yang lain.
Dapatkah digunakan suatu tempat material (rack atau tray) yang mampu mengatur posisi obyek sedemikian rupa sehingga tidak menyulitkan pada
saat mengambil tanpa harus memilih-milih lagi.
3. Mengarahkan (position) adalah elemen gerakan Therbligs yang terdiri dari menempatkan obyek pada lokasi yang dituju secara tepat. Gerakan dimulai
sejak tangan memegang obyek tersebut kea rah lokasi yang dituju dan berakhir
pada saat gerakan berakhir atau melepas. Elemen gerak mengarahkan ini
termasuk elemen Therbligs yang tidak efektif, sehingga untuk itu diusahakan
menghilangkannya.
4. Memeriksa (inspection) adalah gerakan kerja yang dilaksanakan dengan mengecek secara rutin oleh operator selama proses kerja berlangsung. Elemen
dapat berupa gerakan melihat seperti memeriksa warna, memeriksa kehalusan
permukaan benda kerja dan lain-lain. Elemen kerja ini termasuk dalam elemen
Therbligs yang tidak efektifdan dapat dihindari dengan mengikuti
petunjuk-petunjuk berikut:
Dapatkah kerja memeriksa ini dihilangkan atau digabungkan dengan
elemen kerja Therbligs lainnya? Dengan adanya kombinasi operasi
pemeriksaan dan gerakan kerja yang lain akan dapat menghemat waktu
yang dibutuhkan untuk elemen kerja memeriksa apabila dilaksanakan
secara tersendiri.
Apakah dapat dimanfaatkan peralatan khusus untuk inspeksi yang dapat
membantu atau menggantikan fungsi bagian tubuh (tangan, mata, dan
untuk pemeriksaan, dan lain-lain akan bisa diaplikasikan guna melakukan
pemeriksaan secara lebih mudah dan teliti.
5. Merencanakan (plan) merupakan proses mental dimana operator berhenti sejenak bekerja dan memikirkan untuk menentukan tindakan apa yang harus
dilakukan selanjutnya. Elemen kerja ini umumnya sering bisa dijumpai pada
pekerja-pekerja baru. Cara memperbaikinya adalah dengan memberikan
pelatihan (training) yang cukup.
6. Istirahat Untuk Menghilangkan Lelah (Rest to Overcome Fatigue) elemen ini tidak terjadi pada setiap siklus kerja akan tetapi berlangsung secara periodic.
Untuk memperbaiki elemen-elemen Therblig yang diklasifikasikan sebagai
nilai bisa dilaksanakan dengan memperhatikan faktor-faktor ergonomi yang
secar signifikan berpengaruh besar terhadap performa kerja manusia.
Elemen Therblig yang efektif adalah semua elemen dasar yang berkaitan
langsung dengan aktivitas kerja.Untuk elemen Therblig yang tidak efektif
tidakberkaitan dengan aktivitas penyelesaian pekerjaan secara langsung dan
harusnya dieliminir dengan memperhatikan prinsip-prinsip dasar dari analisa
operasi kerja dan ekonomis gerakan. Elemen Therblig yang telah diuraikan diatas
masuk ke dalam kelompok Ineffective Therblig dengan klasifikasi mental atau semi mental dan delay.
Mental atau Semi-Mental Basic Divisions
- Mencari (search) - Memilih (Select)
- Mengarahkan (position) - Memeriksa (inspection) - Merencanakan (plan) Delay
- Istirahat Untuk Menghilangkan Lelah (Rest to Overcome Fatigue)
2.5. Desain dari Pemindahan Secara Manual
Sebagian besarkecelakaanyangterjadidalam industrimelibatkanpemindahan
(NIOSH) merupakan suatu lembaga yang menangani masalah kesehatan dan
keselamatan kerja di Amerika Serikat. Lembaga ini menyatakan bahwa sakit
punggung disebabkan kelelahan hingga 60% kembali dari penderita sebelumnya.
Sekitar 500.000 pekerja di Amerika Serikat mengalami beberapa jenis kecelakaan
yang diakibatkan kelelahan per tahunnya. Sekitar 60% kecelakaan akibat
kelelahan meliputi mengangkat dan 20% mendorong atau menarik.
Permasalahan ini terjadi di seluruh dunia. Menurut sebuah dokumen yang
terakhir di musyawarahkan oleh komisi kesehatan dan keselamatan Inggris, lebih
dari 25% kecelakaan melibatkan pemindahan barang dalam satu cara atau lebih
(komisi kesehatan dan keselamatan, 1991). Selain itu, sejauh mana keseriusan
masalah ini digambarkan dalam dokumen yang sama dimana diperkirakan dalam
pengurangan kecelakaan pemindahan barang secara manual sebesar 10% dapat
menyelamatkan perekonomian Inggris sekitar £170 juta per tahun.
2.5.1. Pendekatan NIOSH dengan Desain dan Evaluasi dari Tugas
Mengangkat
Pendekatan yang mungkin paling komprehensif untuk desain dari tugas
mengangkat adalah NIOSH di Amerika Serikat. NIOSH telah mengembangkan
sebuah persamaan untuk menghitung batas berat yang direkomendasikan (RWL)
untuk tugas mengangkat tertentu dimana seorang pekerja dapat melakukannya
untuk jangka waktu tertentu tanpa meningkatkan resiko sakit punggung.
Persamaan telah ditetapkan secara empiris dan menetapkan berat maksimum
sebagai fungsi dari nilai-nilai variabel tugas tertentu.
Tiga kriteria yang telah digunakan untuk mengembangkan persamaan
dapat dilihat pada 2.6.
Tabel 2.6.Kriteria Dalam Mengembangkan Persamaan
Pertimbangan Kriteria Nilai
Biomekanis Kompresi disk maksimum 3.4 kN
Fisiologis Pengeluaran energi maksimum 2.2-4.7 kcal/min
pendekatan yang dilakukan oleh NIOSH telah merekomendasikan beban
maksimum untuk mengangkat dalam kondisi yang ideal. RWL maksimum
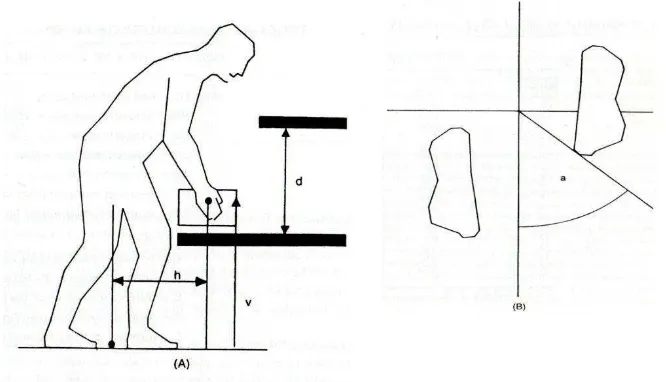
diambil menjadi beban 23kg, mengangkat pada bidang sagittal dari ketinggian 75
cm di atas lantai dan memegang 25 cm di depan di dalam tubuh. Pendekatan
NIOSH dalam evaluasi mengangkat beban dijelaskan pada gambar 2.2.
Gambar 2.2. Pendekatan NIOSH Dalam Evaluasi Mengangkat Beban
Dimana:
H = Jarakhorizontaltangandarititik tengahpergelangan kaki
V = Jarak vertical tangan dari lantai
D = Jarak dimana beban diangkat
A = Sudut asimetri
2.6. Peta Proses Operasi
Peta proses operasi merupakan suatu diagram yang menggambarkan
langkah-langkah proses yang akan dialami produk dari mulai bahan baku hingga produk
jadi atau setengah jadi. Peta proses operasi dapat digunakan untuk mengetahui
kebutuhan mesin dan penggunaannya, menentukan tata letak pabrik dan untuk
melakukan perbaikan cara kerja yang sedang digunakan saat ini. Perbaikan yang
mungkin dilakukan antara lain; kita bisa menghilangkan operasi-operasi yang
urutan-urutan kerja atau produksi yang lebih baik, menentukan mesin yang ekonomis,
menghilangkan waktu menunggu antara operasi dan sebagainya.Adapun
lambang-lambang yang digunakan pada peta proses operasi adalah sebagai berikut:
Suatu kegiatan operasi terjadi apabila bendakerja mengalami
perubahan sifat, baik fisik maupun kimiawi.
Suatu kegiatan pemeriksaan terjadi apabilabenda kerja atau
peralatanmengalami pemeriksaan baik segi kualitas maupun
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja
atau perlengkapan mengalami perpindahan tempat yang bukan
merupakan bagian suatu operasi.
Proses menunggu terjadi apabila benda kerja,pekerja atau
perlengkapan tidakmengalami kegiatan apa-apa selain
menunggu (biasanya sebentar).
Proses penyimpanan terjadi apabila benda kerja disimpan untuk
jangka waktu yang cukup lama.
Kegiatanini terjadi apabila antara aktivitas operasi dan
pemeriksaan dilakukan bersamaan pada suatu tempat kerja.
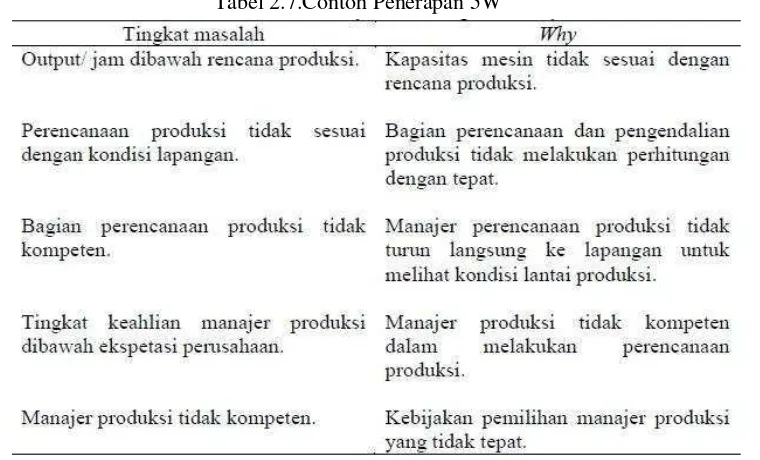
2.7. 5 Why
5 Whyadalah teknik tanya-jawab sederhana untuk menyelidiki hubungan sebab
akibat yang menjadi akar dari suatu permasalahan. Teknik ini adalah praktik
bertanya, mengapa sebanyak lima kali, mengapa sebuah masalah teknis terjadi
dalam upaya menentukan akar penyebab dari suatu kerusakan atau masalah.
Teknik ini dikembangkan oleh Sakichi Toyoda yang kemudian dipakai di dalam
dipopulerkan oleh Sistem Produksi Toyota. Berikut contoh penerapan 5W seperti
terlihat pada tabel 2.7.
21
Bab 3
Flowchart
Penelitian
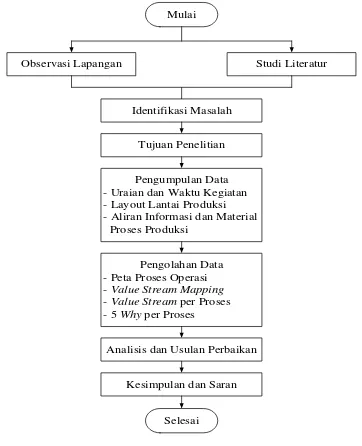
3.1. Flowchart Penelitian
Pada bab 3 ini menjelaskan langkah-langkah dalam penyusunan laporan penelitian
ini. Untuk lebih jelasnya dapat dilihat pada gambar berikut.
Mulai
Observasi Lapangan Studi Literatur
Identifikasi Masalah
Tujuan Penelitian
Pengumpulan Data - Uraian dan Waktu Kegiatan - Layout Lantai Produksi - Aliran Informasi dan Material Proses Produksi
Pengolahan Data - Peta Proses Operasi - Value Stream Mapping
- Value Stream per Proses - 5 Why per Proses
Analisis dan Usulan Perbaikan
Kesimpulan dan Saran
Selesai
3.2. Langkah-langkah Pemecahan Masalah Penelitian
Adapun langkah-langkah dalam pemecahan masalah penelitian ini, yaitu:
1. Mulai.
2. Studi Literatur
Mencari, mengumpulkan, dan memahami referensi berupa konsep dan teori
mengenai lean manufacture, baik dari buku, jurnal, penelitian terdahulu atau internet yang dapat menunjang dalam menyelesaikan permasalahan penelitian.
3. Observasi Lapangan
Melakukan observasi dengan melihat langsung kondisi dan kegiatan selama
proses produksi,serta melakukan wawancara baik dengan staff produksi
maupun operator. Hal ini dilakukan agar data yang dikumpulkan dan
permasalahan yang terjadi lebih jelas.
4. Identifikasi Masalah
Dalam proses ini peneliti mengidentifikasi masalah yang terjadi, yaitu adanya
pemborosan (Waste) dalam proses produksi. Masalah yang telah diidentifikasi kemudian dihubungkan dengan metode-metode yang ada pada konsep lean manufacture untuk dicari faktor penyebab dan diminimasi.
5. Pengumpulan Data.
Data yang dikumpulkan pada langkah ini didapat melalui pengamatan langsung
dan wawancara kepada beberapa pihak. Data yang diamati langsung adalahalur
proses produksi dan waktu proses yang dibutuhkan. Dalam proses produksi,
terdapat sembilan proses untuk menghasilkan produk jadi yaitu penimbangan,
pencampuran, pembungkusan, pengemasan, sealing, packing, wrapping, pengecapan, dan packaging. Sesuai dengan batasan masalah sebelumnya, pengumpulan waktu proses hanya pada produksi penggunaan satu karung
bahan baku saja, sehingga didapat total waktu yang dibutuhkan adalah 27685
detik atau 7,69 jam dan 29 master carton (MC).
Untuk layout lantai produksi, aliran informasi dan aliran material yang digunakan, selain mengamati peneliti peroleh juga melalui wawancara. PT
Perkebunan Nusantara VIII bagian IHT Walini memiliki dua lantai produksi
dan lantai kedua digunakan untuk kegiatan penunjang dan lain-lain. Karena
perusahaan bersifat make to order maka aliran informasi dan material dimulai dari purchase order (PO) konsumen, pihak produksi memesan bahan baku, proses produksi, hingga produk jadi diterima oleh konsumen.
6. Pengolahan Data.
Setelah data terkumpul, maka data diolah dengan menggunakan peta proses
operasi serta menguraikan setiap proses menjadi aktivitas yang meningkatkan
nilai tambah (value added) dan tidak meningkatkannilai tambah (non value added). Terdapat 13 aktivitas yang tidak bernilai tambah (non value added) yang terdiri dari jenis pemborosan (Waste) transportasi, gerakan berlebih, barang cacat (defect), kemudian diidentifikasi faktor penyebab dari setiap pemborosan tersebut menggunakan metode 5 Why.
7. Analisis dan Usulan Perbaikan
Setelah data diolah, kemudian aktivitas yang telah diketahui faktor
penyebabnya di analisis dan dilakukan perbaikan menggunakan metode 5 S
atau 5 R, dan melalukan usulan berupa perbaikan metode ataupunperbaikan
dan penambahan pada alat bantu.
8. Kesimpulan dan Saran.
Menarik kesimpulan dari hasil analisis dan usulan perbaikan yang kemudian
dijadikan sebagai saran bagi pihak perusahaan khususnya bagian produksi, agar
pemborosan tersebut dapat berkurang dan mampu meningkatkan efisiensi pada
lantai produksi.
BANDUNG
TUGAS AKHIR
Karya tulis sebagai salah satu syarat Untuk memperoleh gelar Sarjana Teknik
Program Studi Teknik Industri
Disusun Oleh:
Fajar Adi Maulana NIM. 10310003
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK DAN ILMU KOMPUTER
vi
Lembar Pengesahan ... i
Lembar Pernyataan ... ii
Abstrak ... iii
Kata Pengantar ... iv
Daftar Isi ... vi
Daftar Gambar ... x
Daftar Tabel ... xii
Bab 1 Pendahuluan ...1
1.1. Latar Belakang Masalah ...1
1.2.Identifiksi Masalah ...2
1.3. Tujuan Penelitian ...2
1.4. Pembatasan Masalah ...3
1.5. Asumsi ...3
1.6. Sistematika Penulisan ...3
Bab 2 Landasan Teori ...5
2.1. Sejarah Perkembangan Lean ...5
2.2. Konsep Dasar Lean ...6
2.3. Metode dan ToolsLean Manufacturing ...9
2.3.1. Value stream mapping (VSM) ...9
2.3.2. 5S ... ...12
2.4. Gerakan-gerakan Fundamental Untuk Pelaksanaan Kerja Manual ...13
2.5. Desain dari Pemindahan Secara Manual ...16
2.5.1. Pendekatan NIOSH dengan Desain dan Evaluasi dari Tugas Mengangkat 17 2.6. Peta Proses Operasi ...18
vii
Bab 4 Pengumpulan dan Pengolahan Data ...24
4.1. Gambaran Umum Perusahaan ...24
4.1.1. Sejarah Singkat Perusahaan ...24
4.1.2. Visi Perusahaan ...25
4.1.3. Misi Perusahaan ...25
4.1.4. Struktur Organisasi ...26
4.2. Pengumpulan Data ...26
4.2.1. Uraian dan Waktu Kegiatan ...26
4.2.2. Layout Lantai Produksi ...27
4.3. Pengolahan Data...29
4.3.1. Peta Proses Operasi ...30
4.3.2. Pemetaan dengan Value Stream Mapping ...31
4.3.3. Identifikasi Proses Penimbangan ...32
4.3.3.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Penimbangan ...32
4.3.3.2. Value Stream Proses Penimbangan ...32
4.3.3.3. 5Why Proses Penimbangan ...33
4.3.4. Identifikasi Proses Pencampuran ...34
4.3.4.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Pencampuran ...34
4.3.4.2. Value Stream Proses Pencampuran ...35
4.3.4.3. 5Why Proses Pencampuran ...35
4.3.5. Identifikasi Proses Pembungkusan ...36
4.3.5.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Pembungkusan ...36
4.3.5.2. Value Stream Proses Pembungkusan ...37
4.3.5.3. 5Why Proses Pembungkusan ...37
viii
4.3.6.3. 5Why Proses Pengemasan ...40
4.3.7. Identifikasi Proses Sealing ...40
4.3.7.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Sealing ...40
4.3.7.2. Value Stream Proses Sealing ...41
4.3.7.3. 5Why Proses Sealing ...42
4.3.8. Identifikasi Proses Packing ...42
4.3.8.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Packing ...42
4.3.8.2. Value Stream Proses Packing ...43
4.3.8.3. 5Why Proses Packing...43
4.3.9. Identifikasi Proses Wrapping ...44
4.3.9.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Wrapping ...44
4.3.9.2. Value Stream Proses Wrapping ...44
4.3.9.3. 5Why Proses Wrapping ...45
4.3.10. Identifikasi Proses Pengecapan ...46
4.3.10.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Pengecapan ...46
4.3.10.2. Value Stream Proses Pengecapan ...46
4.3.10.3. 5Why Proses Pengecapan ...47
4.3.11. Identifikasi Proses Packaging ...47
4.3.11.1. Uraian Pekerjaan dan Waktu yang Dibutuhkan Proses Packaging ...47
4.3.11.2. Value Stream Proses Packaging ...48
ix
5.3.Analisis Stasiun Kerja dan Usulan Perbaikan ...51
5.3.1. Proses Penimbangan ...54
5.3.2. Proses Pencampuran ...57
5.3.3. Proses Pembungkusan ...59
5.3.4. Proses Pengemasan ...62
5.3.5. Proses Sealing ...64
5.3.6. Proses Packing ...66
5.3.7. Proses Wrapping ...67
5.3.8. Proses Pengecapan ...70
5.3.9. Proses Packaging ...73
Bab 6 Kesimpulan dan Saran ...75
6.1. Kesimpulan ...75
6.2. Saran ...76
DAFTAR PUSTAKA
Gasperz, Vincent. 2011. Lean Six Sigma for Manufacturing and Sevice Industries. Bekasi: Vinchristo Publication.
Wignjosoebroto, Sritomo. 2003. Ergonomi Studi Gerakdan Waktu. Surabaya: GunaWidya.
Kamal, Rahmat Fauzi. Lean Manufacturing – Suatu Review. Institut Teknologi Bandung. Vol1, No. 2 – Operations Excellence.
Bridger, R.S. 1995. Introduction to Ergonomics. International Editions. Singapore: McGraw-Hill Book Co,.
Hariyadi, Ferdy. 2011. Implementasi Metode Lean Manufacturing Untuk
Mengurangi Pemborosan (Waste) Pada PT Agronesia Inkaba. Skripsi. Tidak Dipublikasikan. Bandung: Institut Teknologi Nasional.
Production Process Analysis Using
Lean Manufacturing In PT Perkebunan Nusantara VIII
Industri Hilir Teh (IHT) Walini Bandung
Fajar Adi Maulana1, Henny2
1 Program Studi Teknik Industri, Universitas Komputer Indonesia 2 Program Studi Teknik Industri, Universitas Komputer Indonesia 1 Jl Dipati Ukur No 112-116 40132, Telp (022) 2504119, Fax (022) 2533754 2 Jl Dipati Ukur No 112-116 40132, Telp (022) 2504119, Fax (022) 2533754
Email : mfajaradi@gmail.com1 , hennyheri@gmail.com2
Abstrak
Pengelolaan sumber daya dalam suatu kegiatan produksi menjadi kurang efektif dan efisien apabila adanya pemborosan (waste). Pada lantai produksi Industri Hilir Teh (IHT) Walini di PT Perkebunan Nusantara VIII terdapat beberapa aktivitas yang mengindikasikan pemborosan, diantaranya adalah mesin menunggu, transportasi yang cukup lama, aktivitas mencari, dan produk cacat. Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan dan meningkatkan nilai tambah (value added) produk (barang dan/atau jasa) agar memberikan nilai kepada pelanggan. Value stream mapping (VSM) merupakan metode untuk menjelaskan aliran material dan informasi sehingga dapat membantu dalam mengidentifikasi pemborosan dalam suatu sistem. Hasil penelitian yaitu waktu produksi 24303 detik, dengan pemborosan yang terjadi adalah motion (45%), transportation (27%), waiting (14%), dan defect
(14%).
Katakunci: Lean, Waste, ValueAdded, Value Stream Mapping
Abstract
The management of resources in a production activities become less effective and efficient if prefence of waste. On the Industri Hilir Teh (IHT) Walini production floor at PT Perkebunan Nusantara VIII there are several activities that indicate wastage, that is wait machines, a long transportation, searching activity, and defective products. Lean is a continuous effort to eliminate waste and improve value added of products (goods and / or services) to provide costumers value. Value stream mapping (VSM) is a
method to describe the flow of material and information in order to help identifying waste in a system. The research result of a production time is 24303 seconds, with the waste is motion (45%), transportation (27%), waiting (14%), and defect (14%).
Keyword: Lean, Waste, ValueAdded, Value Stream Mapping
I. PENDAHULUAN
Dalam melakukan suatu kegiatan produksi yang baik, tentu harus diiringi dengan pengelolaan sumber daya yang baik pula. Namun adakalanya sumber daya yang dimiliki menjadi kurang efektif dan efisien karena
merupakan salah satu bagian dari PT Perkebunan Nusantara (Persero) yang tersebar luas di seluruh Indonesia yang melakukan kegiatan usaha meliputi pembudidayaan tanaman, pengolahan atau produksi, dan penjualan komoditi perkebunan teh, karet, kelapa sawit, kina, dan kakao. PT Perkebunan Nusantara VIII (Persero) terus melakukan pengembangan bisnisnya, industri hilir merupakan salah satu strategi bisnis untuk meningkatkan profit perusahaan dengan nama Industri Hilir Teh (IHT). Salah satu produk yang dihasilkan IHT adalah teh Walini.
Setelah melakukan observasi pada proses produksi,terdapat beberapa aktivitas yang mengindikasikan pemborosan (waste), beberapa diantaranya adalah mesin menunggu pada salah satu proses, tata letak yang kurang baik serta peralatan yang kurang memadai sehingga menimbulkan transportasi yang cukup lama, aktivitas mencari, dan produk cacat (defect). Dengan terjadinya hal seperti ini, dapat menyebabkan waktu produksi yang panjang dan juga penurunan hasil produksi atau tidak sesuai dengan kapasitas yang telah ditetapkan.
Adapun tujuan dari penelitian ini adalah sebagai berikut:
1. Mengidentifikasi pemborosan yang terjadi di lantai produksi.
2. Menganalisis faktor penyebab terjadinya pemborosan tersebut.
3. Melakukan usulan perbaikan untuk meminimasi pemborosan.
II. DASAR TEORI A. Konsep Dasar Lean
Lean adalah suatu upaya terus-menerus untuk menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang dan/atau jasa) agar memberikan nilai kepada pelanggan (costumer value). Tujuan lean adalah meningkatkan terus-menerus costumer value melalui peningkatan terus-menerus rasio antara nilai tambah terhadap Waste
(the value to Waste ratio), (Gasperz, 2011).
Pekerjaan yang tidak meningkatkan nilai tambah merupakan pekerjaan yang murni pemborosan.Pemborosan ini dapat diminimasi bahkan dihilangkan karena tidak memiliki kegunaan. Toyota telah mengidentifikasikan tujuh jenis aktivitas utama yang termasuk ke dalam pemborosan, yaitu:
1. Produksi berlebih (overproduction). Jumlah produk yang dihasilkan lebih besar dari yang dibutuhkan konsumen merupakan pemborosan yang dapat menimbulkan biaya yang lebih tinggi.
2. Waktu menunggu (waiting time). Proses produksi yang tidak berjalan atau menunggu yang diakibatkan seperti menunggu alat, kehabisan material, keterlambatan proses, kerusakan mesin.
keliru (unnecessary process). Melakukan langkah yang tidak perlu untuk memproses komponen. Pemborosan terjadi ketika membuat produk dengan kualitas lebih tinggi daripada yang diperlukan. 5. Persediaan berlebih (unnecessary inventory). Bahan
baku, barang dalam proses atau barang jadi yang berlebih menyebabkan lead time yang panjang, barang dapat menjadi kadaluarsa, barang rusak, memakan banyak ruang, peningkatan biaya simpan. 6. Gerakan yang tidak perlu (unnecessary motion). Setiap gerakan yang dilakukan karyawan selama melakukan pekerjaan mereka yang tak memberi nilai tambah dan tidak efektif untuk dilakukan seperti meraih, mencari, memilih, menumpuk komponen, alat ,dan lain-lain.
7. Produk cacat (defect). Produksi komponen yang cacat atau yang memerlukan perbaikan. Perbaikan atau pengerjaan ulang, memproduksi barang pengganti, dan inspeksi berarti penanganan, waktu, dan upaya yang sia-sia.
B. Metode dan Tools Lean Manufacturing
Beberapa metode dan tools yang digunakan dalam
lean manufacturing adalah sebagai berikut: 1) Value Stream Mapping
Value stream mapping merupakan proses-proses untuk membuat, memproduksi, dan menyerahkan produk (barang dan/atau jasa) ke pasar. Untuk proses pembuatan barang (good), value stream mencakup pemasok bahan baku, manufaktur dan perakitan barang, serta jaringan pendistribusian kepada pengguna barang itu (APICS Dictionary, 2005).
Cara melakukan metode value stream mapping ini adalah sebagai berikut:
1. Memetakan semua kegiatan yang terdapat pada sistem, mulai dari akhir aliran nilai pelanggan. 2. Memberikan keterangan performansi untuk setiap
kegiatan.
3. Memetakan pergerakan produk dan aliran informasi yang mengatur aliran nilai.
4. Langkah terakhir yang harus dilakukan adalah mencari inti atau hal yang paling utama dari aliran nilai tersebut.
Adapun simbol-simbol yang diperlukan dalam membuat value stream mapping dijelaskan pada tabel 1 berikut ini:
Tabel 1. Simbol Pada Value Stream Mapping
Customer and Supplier:
Untuk konsumen berada di pojok kanan atas, sedangkan supplier pojok kiri atas. Biasanya akhir dari point adalah barang jadi ataupun bahan baku
Process:
I
Inventory:
Menunjukkan persediaan diantara dua proses
Push Arrow:
Mendorong bahan dari satu proses ke proses selanjutnya
Shipment:
Pergerakan bahan baku dari pemasok ke gudang dan pergerakan barang jadi ke pelanggan
External Shipment:
Pengiriman dari pemasok atau pengiriman ke pelanggan menggunakan transportasi eksternal
Manual Info:
Informasi baik berupa memo, laporan atau percakapan yang disampaikan langsung secara manual
Electronic Info:
Informasi atau data disampaikan langsung melalui media elektronik, seperti telepon, fax, internet, LAN, dll.
Production Control:
Merupakan penjadwalan atau mengontrol departemen, orang atau operasi
2) 5S
5S terdiri dari Seiri, Seiton, Seiso, Seiketsu, dan Shitsuke. 5S ini merupakan metode untuk menghilangkan pemborosan dan melakukan aktivitas pembersihan di tempat kerja. Penjelasan dari 5S adalah sebagai berikut:
1. Seiri atau Ringkas
Seiri merupakan aktivitas dalam memilah barang-barang dan menyimpan hanya yang diperlukan dan menyingkirkan yang tidak diperlukan.
2. Seiton atau Rapi
Seiton berarti mengatur dan mengidentifikasi beberapa hal untuk kemudahan penggunaan. Hal ini dapat dilakukan dengan memberikan tempat khusus untuk setiap jenis barang sehingga siap digunakan pada saat diperlukan.
3. Seiso atau Resik
Hal ini berarti aktivitas melakukan proses pembersihan, untuk menjaga kebersihan dan kerapihan.
4. Seiketsu atau Rawat (menciptakan aturan)
Seiketsu merupakan aktivitas untuk secara konstan menjaga 3S yang pertama sebagai rutinitas.
5. Shitsuke atau Rajin/Disiplin
Shitsuke berarti membuat pekerja memiliki kebiasaan atau budaya dari 5S ini. Tujuan dari poin
peta proses operasi (gambar 1), pemetaan value stream mapping current state (gambar 2), value stream per proses hingga mencari faktor penyebab pemborosan menggunakan 5 Why. Tahap analisis menggunakan 5S dan terdapat beberapa usulan untuk meminimasi pemborosan yang terjadi pada lantai produksi.
A. Peta Proses Operasi
Terdapat delapan proses operasi yaitu proses penimbangan, pencampuran, pengemasan, sealing,
packing, wrapping, dan pengecapan) dengan waktu 23774 detik dan satu proses gabungan dengan waktu 529 detik.
Peta proses operasi produk teh Walini Hitam berdasarkan penggunaan satu karung bahan baku dengan berat 35Kg dapat menghasilkan produk sebanyak 24 karton. Peta proses operasi dapat dilihat pada gambar 1 berikut ini.
O-1 Nama Objek : Teh Walini Hitam
Nomor Peta : 1
Dipetakan Oleh : Fajar Adi Maulana Tanggal Dipetakan : 2 Mei 2015
Sekarang [√] Usulan [ ]
Gambar 1. Peta Proses Operasi Teh Walini Hitam
B. Value Stream Mapping
I
Gambar 2. Value Stream Mapping Current State
C. Value Stream Proses
Dengan mengidentifikasi setiap proses menggunakan value stream maka pemborosan dapat diketahui berdasarkan aktivitas yang meningkatkan nilai tambah (value added) dan aktivitas yang tidak
Gambar 3.Value Stream Proses Penimbangan
Menuangkan
Gambar 4.Value Stream Proses Pencampuran
43 detik
Gambar 5.Value Stream Proses Pembungkusan
Mengemas Kantong
Gambar 6.Value Stream Proses Pengemasan
Merekatkan
Gambar 7.Value Stream Proses Sealing
Menyimpan dus dalam dus (packing)
1
CT = 2880 detik CO = 0 detik
14%
Gambar 9.Value Stream Proses Wrapping
40 detik
Gambar 10.Value Stream Proses Pengecapan
25 detik
Gambar 11.Value Stream Proses Packaging
D. Hasil Identifikasi Waste Menggunakan Value Stream dan 5 Why
Proses identifikasi pemborosan dilakukan dengan menggunakan value stream dan 5 Why yang bertujuan untuk mencari jenis dari pemborosan dan menganalisis faktor penyebab dari pemborosan tersebut. Sebelum tahap usulan perbaikan, pemborosan yang telah diidentifikasi dan dianalisis di setiap stasiun kerja disajikan dalam gambar 12 dan gambar 13 berikut ini.
Gambar 12. Presentase Aktivitas Value Added (VA) dan Non Value Added (NVA)
Gambar 13. Presentase Jenis Waste
Dari total 22 waste pada setiap kegiatan terdapat perusahaan terapkan adalah sebagai berikut:
1) Seiri atau Ringkas
Memilah dan menyimpan barang yang hanya diperlukan di area kerja saja seperti toolbox, alat kebersihan, dan bucket.
2) Seiton atau Rapi
Dengan menyimpan barang secara baik dan teratur maka akan memudahkan operator ketika akan diperlukan, selain itu juga akan menciptakan lingkungan yang bersih dan rapi. Contoh dalam gambar 14.
Gambar 14.Toolbox
3) Seiso atau Resik
Melakukan pembersihan baik terhadap alat maupun lantai produksi untuk menghindari kecelakaan kerja dan terjadinya produk cacat (defect) terutama pada area blending, sealing, wrapping.
4) Seiketsu atau Rawat
Dalam menjaga 3S sebelumnya, maka pihak perusahaan menerapkan aturan dan prosedur dengan visualisasi yang menarik, mudah diingat dan dipahami oleh operator di masing-masing stasiun kerja
5) Shitsuke atau Rajin
yang didapat adalah sebagai berikut:
1. Terdapat 56% atau 20 kegiatan yang termasuk non value added (tidak meningkatkan nilai tambah) sedikit lebih besar dibandingkan dengan kegiatan
value added (meningkatkan nilai tambah) sebesar 44% atau 16 kegiatan.
2. Pemborosan yang terjadi dalam proses produksi adalah sebagai berikut:
Alat bantu yang kurang tersedia dan kurang layak pakai.
Kurang pengawasan terhadap kinerja dari operator di masing-masing stasiun kerja.
Lahan yang kurang memadai.
Tata letak yang kurang sesuai.
Alat dan mesin menunggu karena operator mengambil material ataupun menunggu produk dari proses sebelumnya.
Bahan baku banyak yang terbuang
Produk cacat dan tidak sesuai standar.
Kurang ketelitian dari operator.
3. Usulan perbaikan untuk mengatasi pemborosan (waste) yang terjadi adalah sebagai berikut:
Usulan perbaikan metode.
Usulan penambahan dan perbaikan alat bantu.
Usulan peningkatan pengawasan terhadap kinerja operator. Manufacturing and Sevice Industries. Bekasi: Vinchristo Publication.
Wignjosoebroto, Sritomo. 2003. Ergonomi Studi Gerakdan Waktu. Surabaya: GunaWidya.
Bridger, R.S. 1995. Introduction to Ergonomics. International Editions. Singapore: McGraw-Hill Book Co,.
Hariyadi, Ferdy. 2011. Implementasi Metode Lean Manufacturing Untuk Mengurangi Pemborosan (Waste) Pada PT Agronesia Inkaba. Skripsi. Tidak Dipublikasikan. Bandung: Institut Teknologi Nasional.
http://courses.washington.edu/ie337/Value_Stream_Ma pping.pdf. Diakses pada tanggal 17 Mei 2015.
No. Telpon : 0896-6324-5093
Penulis 2
Nama : Dr. Henny, ST., MT.
Program Studi : Teknik Industri UNIKOM
Bandung
iv
Assalamu’alaikum Warahmatullahi Wabarakatuh..
Puji dan syukur peneliti panjatkan ke hadirat Allah SWT, karena atas rahmat, hidayah
dan ridho-Nya peneliti dapat menyelesaikan laporan penelitian Tugas Akhir yang
berjudul “Analisis Proses Produksi Dengan Pendekatan Lean Manufacturing di PT Perkebunan Nusantara VIII Industri Hilir Teh (IHT) Walini Bandung”. Tak
lupa pula shalawat serta salam senantiasa tercurah kepada junjunan alam kita, Nabi
Muhammad SAW kepada keluarganya, kepada sahabatnya, serta kita selaku umatnya
hingga akhir zaman, Amiin.
Maksud dari penulisan dan penyusunan laporan penelitian Tugas Akhir ini adalah
untuk memenuhi salah satu syarat untuk memperoleh gelar Sarjana Teknik pada
program Strata 1 (S1) Program Studi Teknik Industri Universitas Komputer Indonesia
(UNIKOM) Bandung.
Dalam menyelesaikan laporan penelitian Tugas Akhir ini, peneliti tidak lepas dari
bantuan serta bimbingan dari berbagai pihak baik moril maupun materil. Oleh karena
itu peneliti mengucapkan terimakasih kepada:
1. Kedua orang tua saya yang terus selalu memberikan doa, semangat, dan
perhatiannya hingga saat ini.
2. Ibu Dr. Henny ST., MT. selaku Ketua Program Studi Teknik Industri
sekaligus dosen pembimbing Tugas Akhir, yang telah memberikan banyak
waktu, ilmu, serta saran, dalam proses pengerjaan laporan penelitian Tugas
v
memberikan pengetahuan selama perkuliahan.
5. Sekretaris Program Studi Teknik Industri, teteh Sinta Kirana Puspa, A. Md.
yang telah membantu dalam pengurusan administrasi dari awal hingga akhir.
6. Pihak PT Perkebunan Nusantara VIII Industri Hilir Teh (IHT) Walini
Bandung yang telah memberikan izin penelitan juga banyak memberikan
ilmu, pengalaman, dan bimbingan.
7. Keluarga WaoWao serta rekan-rekan seperjuangan Teknik Industri 2010 yang
selalu memberikan semangat dan motivasi setiap saat.
8. Semua pihak yang tidak dapat disebutkan karena keterbatasan penulis.
Semoga Allah SWT membalas semua kebaikan yang telah diberikan kepada peneliti,
Amiin. Akhir kata, penulis berharap semoga laporan penelitian Tugas Akhir ini dapat
memberikan manfaat dan menambah ilmu baik pembaca, khususnya peneliti.
Wassalamu’alaikum Warahmatullahi Wabarakatuh..
Bandung, Agustus 2015