PROFIL INDUSTRI KAYU SEKUNDER DI KOTA MEDAN
SKRIPSI
SEFRYANI SIMARMATA
051203022/ TEKNOLOGI HASIL HUTAN
DEPARTEMEN KEHUTANAN FAKULTAS PERTANIAN UNIVERSITAS SUMATERA UTARA
HALAMAN PENGESAHAN
Judul Usulan : Profil Industri Kayu Sekunder di Kota Medan
Nama : Sefryani Simarmata NIM : 051203022
Program Studi : Teknologi Hasil Hutan
Disetujui Oleh, Komisi Pembimbing
Ketua Anggota
Arif Nuryawan S.Hut, M. Si Iwan Risnasari S. Hut, M. Si NIP : 197804162003121003 NIP : 197308192000032002
Mengetahui,
Ketua Departemen Kehutanan
ABSTRACT
SEFRYANI SIMARMATA, Profile of Secondary Wood Industries in Medan Area. Under Supervised by Arif Nuryawan and Iwan Risnasari
The objectives of this research were to get primary datas about profile of secondary wood industries in Medan area, to obtain the commodities finished goods and to know the types of tools were used both a manual and machine. This research was conducted in 21 districts spread in the area of Medan, North Sumatra for 1 month in May until June 2009. The results of this research showed the product to be sold half-shaped beam, board, rafter and lath. So the most product sold was kusen form because the process was easy handling while the sash, doors, cupboards, desks and chairs were produced depend on orders from consumers. Main tools were used such as handsaw, sand paper, screwdriver, chisel, lathe knife, hatchet, spray gun, back saw, meter, and wrench. While the secondary tools were used pencil, hammer, ruler, try-square, teaser stones, nails, brush, tongs. Type of machine were used such as circular saw, band saw, drill, planner, rip saw, crab profile ,sander, crab machine, router, and the engine teaser. Thus, the using of machines by the secondary wood industry was known that 9 of the secondary wood industries or 42.9% which does not use the machine and 12 the secondary industries or 57.1% which use machine. While yield was earned as much as 70.76%.
ABSTRAK
SEFRYANI SIMARMATA, Profil Industri Kayu Sekunder di Kota Medan.
Dibawah Bimbingan oleh Arif Nuryawan dan Iwan Risnasari.
Tujuan penelitian ini adalah mendapatkan data-data primer mengenai profil industri kayu sekunder di kota Medan, mendapatkan data komoditas barang jadi dan mengetahui jenis-jenis alat yang digunakan baik yang bersifat manual maupun masinal. Penelitian ini dilaksanakan di 21 kecamatan yang tersebar di wilayah kota Medan, Sumatera Utara selama 1 bulan pada bulan Mei sampai dengan bulan Juni tahun 2009. Hasil penelitian menunjukkan untuk produk setengah jadi yang dijual berbentuk balok, papan, kaso dan reng. Produk jadi yang diperdagangkan paling banyak berupa kusen karena proses pengerjaan sangat mudah sedangkan daun jendela, pintu, lemari, meja dan kursi diproduksi tetapi tergantung pesanan dari konsumen. Alat utama yang dipakai diantaranya gergaji tangan, ampelas, obeng, pahat, pisau bubut, kapak, spray gun, back saw, meteran, dan kunci pas. Sedangkan alat bantu yang digunakan adalah pensil, palu, penggaris, besi siku, kikir, batu asah, paku, kuas, tang. Jenis mesin yang dipakai antara lain circular saw, band saw, bor, planner, rip saw, ketam profil, sander, mesin ketam, router, maupun mesin asah. Dengan demikian penggunaan mesin oleh industri kayu sekunder diketahui bahwa sebanyak 9 industri kayu sekunder atau 42,9% tidak menggunakan mesin dan 12 industri sekunder atau 57,1% menggunakan/memiliki mesin. Sedangkan rendemen yang diperoleh sebesar 70,76%.
RIWAYAT HIDUP
SEFRYANI SIMARMATA dilahirkan di Jambi pada tanggal 23
September 1987 merupakan anak keenam dari enam bersaudara dari pasangan
Bapak Walman Simarmata dan Ibu Rensi Manik.
Penulis menyelesaikan Sekolah Dasar di SD. Negeri 94 Jambi pada tahun
1999, dilanjutkan di SLTP Xaverius 2 Jambi tahun 2002 dan lulus di SMA Negeri
4 Jambi pada tahun 2005. Pada tahun 2005 penulis melanjutkan studinya di
perguruan tinggi negeri dan lulus melalui jalur Seleksi Penerimaan Mahasiswa
Baru (SPMB) di Universitas Sumatera Utara, Fakultas Pertanian, Departemen
Kehutanan, Program Studi Teknologi Hasil Hutan.
Selama perkuliahan, penulis pernah menjadi anggota Himpunan
Mahasiswa Sylva USU. Penulis melaksanakan Praktik Pengenalan dan
Pengolahan Hutan (P3H) pada bulan Juni tahun 2007 di hutan mangrove di Desa
Mesjid Lama Kabupaten Asahan dan hutan pegunungan Lau Kawar di Kabupaten
Karo dan Praktik Kerja Lapang (PKL) pada bulan Januari-Maret tahun 2009 di
Perum Perhutani Unit 1 Kesatuan Bisnis Mandiri Industri Kayu Cepu (KBM-IKC)
Jawa Tengah.
Pada akhir studi, penulis melaksanakan penelitian di bawah bimbingan
Arif Nuryawan, S.Hut, M.Si dan Iwan Risnasari, S.Hut, M.Si dengan mengambil
topik pengerjaan kayu dengan judul penelitian skripsi “Profil Industri Kayu
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah
memberikan segala berkat dan karunia-Nya sehingga hasil penelitian ini dapat
selesai dengan baik. Judul dari hasil penelitian ini adalah ”Profil Industri Kayu
Sekunder di Kota Medan”.
Penulis mengucapkan terima kasih kepada Bapak Arif Nuryawan, S.Hut,
M.Si dan Ibu Iwan Risnasari, S.Hut, M.Si selaku komisi pembimbing yang telah
banyak mengarahkan dan memberikan saran kepada penulis dalam menyelesaikan
hasil penelitian ini. Terima kasih juga kepada Bapak Dr. Ir. Edy Batara Mulya
Siregar, MS selaku ketua Departemen Kehutanan Fakultas Pertanian Universitas
Sumatera Utara.
Penulis juga mengucapkan terima kasih kepada kedua orangtua dan
saudara-saudara atas dukungan dan doanya kepada penulis serta teman-teman
yang membantu dalam penulisan hasil penelitian ini. Penulis menyadari bahwa
hasil penelitian ini masih jauh dari sempurna, oleh karena itu penulis menerima
kritikan dan saran yang membangun dari pembaca. Atas kritikan dan sarannya
penulis ucapkan terima kasih.
Medan, Oktober 2009
DAFTAR ISI
Halaman
ABSTRACT ... i
ABSTRAK ... ii
RIWAYAT HIDUP ... iii
KATA PENGANTAR ...iv
DAFTAR ISI ... v
DAFTAR TABEL ... vii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ...ix
Identifikasi Bidang Usaha Potensial ... 4
Bentuk Yuridis Perusahaan ... 5
Industri Pengolahan Kayu... 5
Jenis Kayu ... 9
Rendemen ... 10
Tipe-Tipe Kayu Gergajian dan Teknologinya ... 13
Alat Manual ... 14
Alat Masinal ... 15
Faktor-Faktor Pemilihan Mesin ... 17
Pandangan pada Mesin dalam Proses Produksi ... 18
BAHAN DAN METODE Lokasi dan Waktu Penelitian ... 21
Bahan dan Alat Penelitian ... 21
Metode Penelitian ... 21
HASIL DAN PEMBAHASAN Industri Kayu Sekunder di Kota Medan ... 22
Jenis Badan Usaha Perkayuan ... 23
Tenaga Kerja ... 24
Daerah Asal Bahan Baku ... 25
Jenis Kayu yang Diperdagangkan ... 27
Jenis Produk ... 28
Jenis Alat Manual dan Alat Masinal di Industri Kayu Sekunder ... 31
Rendemen ... 37 Inspeksi Pemerintah ... 37
KESIMPULAN DAN SARAN
Kesimpulan ... 39 Saran ... 39
DAFTAR TABEL
Halaman 1. Perkembangan Produksi Kayu Bulat dan Kayu Olahan ... 7 2. Keberadaan Industri Kayu Sekunder Berdasarkan Lamanya Membuka
DAFTAR GAMBAR
Halaman
1. Bentuk Badan Usaha Perkayuan di Kota Medan ... 24
2. Grafik Jumlah Tenaga Kerja ... 25
3. Bentuk Produk Setengah Jadi yang Dijual ... 30
4. Bentuk Produk Jadi yang Diperdagangkan di Industri Kayu Sekunder .. 31
5. Gergaji Tangan di Kecamatan Medan Labuhan ... 32
6. Pahat di Kecamatan Medan Tuntungan ... 32
7. Besi Siku di Kecamatan Medan Perjuangan... 32
8. Mesin Circular saw di Kecamatan Medan Sunggal ... 33
9. Mesin Small band saw di Kecamatan Medan Selayang ... 33
10.Mesin Bor di Kecamatan Medan Sunggal ... 34
11.Mesin Planner di Kecamatan Medan Amplas ... 34
12.Mesin Rip saw di Kecamatan Medan Amplas ... 34
13.Grafik Jenis Mesin ... 35
14.Merek Planner AC-12MT ... 36
DAFTAR LAMPIRAN
Halaman
ABSTRACT
SEFRYANI SIMARMATA, Profile of Secondary Wood Industries in Medan Area. Under Supervised by Arif Nuryawan and Iwan Risnasari
The objectives of this research were to get primary datas about profile of secondary wood industries in Medan area, to obtain the commodities finished goods and to know the types of tools were used both a manual and machine. This research was conducted in 21 districts spread in the area of Medan, North Sumatra for 1 month in May until June 2009. The results of this research showed the product to be sold half-shaped beam, board, rafter and lath. So the most product sold was kusen form because the process was easy handling while the sash, doors, cupboards, desks and chairs were produced depend on orders from consumers. Main tools were used such as handsaw, sand paper, screwdriver, chisel, lathe knife, hatchet, spray gun, back saw, meter, and wrench. While the secondary tools were used pencil, hammer, ruler, try-square, teaser stones, nails, brush, tongs. Type of machine were used such as circular saw, band saw, drill, planner, rip saw, crab profile ,sander, crab machine, router, and the engine teaser. Thus, the using of machines by the secondary wood industry was known that 9 of the secondary wood industries or 42.9% which does not use the machine and 12 the secondary industries or 57.1% which use machine. While yield was earned as much as 70.76%.
ABSTRAK
SEFRYANI SIMARMATA, Profil Industri Kayu Sekunder di Kota Medan.
Dibawah Bimbingan oleh Arif Nuryawan dan Iwan Risnasari.
Tujuan penelitian ini adalah mendapatkan data-data primer mengenai profil industri kayu sekunder di kota Medan, mendapatkan data komoditas barang jadi dan mengetahui jenis-jenis alat yang digunakan baik yang bersifat manual maupun masinal. Penelitian ini dilaksanakan di 21 kecamatan yang tersebar di wilayah kota Medan, Sumatera Utara selama 1 bulan pada bulan Mei sampai dengan bulan Juni tahun 2009. Hasil penelitian menunjukkan untuk produk setengah jadi yang dijual berbentuk balok, papan, kaso dan reng. Produk jadi yang diperdagangkan paling banyak berupa kusen karena proses pengerjaan sangat mudah sedangkan daun jendela, pintu, lemari, meja dan kursi diproduksi tetapi tergantung pesanan dari konsumen. Alat utama yang dipakai diantaranya gergaji tangan, ampelas, obeng, pahat, pisau bubut, kapak, spray gun, back saw, meteran, dan kunci pas. Sedangkan alat bantu yang digunakan adalah pensil, palu, penggaris, besi siku, kikir, batu asah, paku, kuas, tang. Jenis mesin yang dipakai antara lain circular saw, band saw, bor, planner, rip saw, ketam profil, sander, mesin ketam, router, maupun mesin asah. Dengan demikian penggunaan mesin oleh industri kayu sekunder diketahui bahwa sebanyak 9 industri kayu sekunder atau 42,9% tidak menggunakan mesin dan 12 industri sekunder atau 57,1% menggunakan/memiliki mesin. Sedangkan rendemen yang diperoleh sebesar 70,76%.
PENDAHULUAN
Latar Belakang
Indonesia terkenal dengan sumber daya hutannya yang memiliki potensi
untuk dimanfaatkan secara berkelanjutan tanpa harus mengalami kerusakan secara
berlebihan dan selalu memperhatikan kelestarian hutan. Kegiatan pemanfaatan
sumber daya hutan mulai meningkat dari tahun 1980-an sampai dengan sekarang.
Berdasarkan pada Undang-Undang (UU) No. 19 Tahun 2004 tentang kehutanan
menyebutkan ketentuan bahwa pengolahan hasil hutan tidak boleh melebihi daya
dukung hutan secara lestari. Artinya, UU ini telah mempertimbangkan faktor
menurunnya produktivitas sumber daya hutan saat ini.
Pemanfaatan kayu secara lestari terus dilakukan guna menjaga kondisi
hutan supaya tidak cepat punah. Maka pengolahan kayu secara efisien sangatlah
diperlukan pada industri baik industri primer dan industri sekunder. Kota Medan
sebagai kota ketiga terbesar di Indonesia setelah Jakarta dan Surabaya merupakan
kota yang masih memiliki sebagian hutan yang dapat dimanfaatkan dan
dikembangkan.
Industri primer merupakan industri yang melakukan kegiatan pengolahan
kayu mulai dari kayu bulat (log) hingga berupa produk-produk kayu gergajian
yang siap digunakan untuk aplikasi selanjutnya. Industri kayu yang berada di Kota
Medan umumnya berupa industri kayu sekunder. Industri kayu sekunder
merupakan industri yang mengolah kayu setelah dari industri pengolahan kayu
primer.
Industri kayu sekunder justru lebih banyak menggunakan peralatan yang
banyak faktor. Faktor yang perlu diperhatikan bagi industri kayu adalah
ketersediaan bahan baku yaitu kayu dan mesin yang dipakai serta tidak
ketinggalan faktor sumber daya manusia yang mampu untuk mengolah kayu
menjadi kayu yang memiliki kualitas yang baik.
Data-data mengenai industri kilang penggergajian telah ada dan dapat
diperoleh di Departemen Kehutanan RI dan Izin Usaha Pemanfaatan Hasil Hutan
Kayu (IUPHHK) sebagai industri primer hasil hutan kayu. Sementara data-data
profil industri kayu sekunder yang menggunakan jenis alat yang bersifat manual
maupun masinal dalam mengolah produk lanjutan baik setengah jadi maupun
produk jadi belum banyak diketahui khususnya di Kota Medan. Guna memperoleh
data profil industri sekunder diperlukan suatu survei penelitian atau pengamatan.
Oleh karena itu penelitian mengenai “Profil Industri Kayu Sekunder di
Kota Medan” sangat diperlukan. Diharapkan hasil penelitian ini dapat
memberikan informasi mengenai industri kayu sekunder di Kota Medan dan
metode penelitian ini dapat diterapkan untuk mengetahui profil industri-industri
kayu sekunder lainnya di kota lain.
Tujuan
Adapun tujuan penelitian ini adalah :
1. Mendapatkan data-data primer mengenai profil industri kayu sekunder di Kota
Medan
2. Mendapatkan data komoditas yang dihasilkan dari industri kayu tersebut baik
produk setengah jadi atau jadi
3. Mengetahui jenis-jenis alat yang digunakan baik yang bersifat manual maupun
Manfaat
Hasil penelitian ini diharapkan dapat bermanfaat untuk :
1. Memberikan informasi mengenai data primer industri kayu sekunder di Kota
Medan.
2. Memberikan informasi dan bermanfaat untuk digunakan oleh berbagai pihak
yang berkepentingan
3. Metode penelitian yang digunakan diharapkan dapat diterapkan untuk
TINJAUAN PUSTAKA
Kondisi Umum
Kota Medan secara geografis terletak di antara 20 27'-20 47' Lintang Utara
dan 980 35'-980 44' Bujur Timur. Posisi Kota Medan ada di bagian utara Provinsi
Sumatera Utara dengan topografi miring ke arah utara dan berada pada ketinggian
tempat 2,5-37,5 m di atas permukaan laut. Luas wilayah Kota Medan adalah
265,10 km2 secara administratif terdiri dari 21 Kecamatan dan 151 Kelurahan
dengan jumlah penduduk 1.899.327 jiwa (Pemerintah Provinsi Sumatera Utara,
2009).
Identifikasi Bidang Usaha Potensial
Perekonomian Kota Medan tahun 2000 didominasi oleh kegiatan
perdagangan, hotel dan restoran (35,02%), yang disusul oleh sektor industri
pengolahan sebesar 19,70%. Dari besaran nilai kedua sektor tersebut maka dapat
dikatakan bahwa potensi unggulan yang paling mungkin berkembang di Kota
Medan adalah sektor perdagangan dan industri. Seperti diketahui, dengan status
Medan sebagai salah satu kota terbesar di Indonesia maka wajar bila arahan
pembangunan kota lebih menitikberatkan pada kedua sektor tersebut, apalagi
dengan didukung oleh sarana dan prasarana yang ada. Sarana dan prasarana
perhubungan di Kota Medan terdiri atas prasarana perhubungan darat, laut, udara.
Transportasi lainnya adalah kereta api. Disamping itu juga telah tersedia prasarana
listrik, gas, telekomunikasi, air bersih dan Kawasan Industri Medan (KIM) I
Bentuk Yuridis Perusahaan
Menurut Fuad et al. (2005) menyebutkan bahwa beberapa bentuk badan
usaha yang dikenal di Indonesia adalah perusahaan perseorangan, firma, perseroan
komanditer (CV), perseroan terbatas (PT), badan usaha milik negara (BUMN) dan
koperasi. Pemilihan bentuk badan usaha harus disesuaikan dengan modal yang
tersedia. Misalnya perusahaan perorangan pada umumnya memiliki kegiatan
berskala kecil sampai menengah, sehingga perusahaan jenis ini kurang mendapat
kepercayaan dari penyedia modal. Sebagai akibatnya, kemungkinan untuk
memperoleh dana juga terbatas. Di sisi lain, perusahaan-perusahaan yang
memiliki modal besar biasanya mempunyai pilihan dan penggunaan dana yang
tepat.
Menurut Madura (2001) menyebutkan bahwa mendirikan perusahaan
perseorangan relatif mudah. Perusahaan perseorangan tidak harus mendirikan
badan hukum. Pemilik cukup mendaftarkan perusahaannya ke pemerintah daerah,
yang biasanya bisa via pos surat. Pemilik juga perlu mengajukan suatu lisensi
pekerjaan untuk menjalankan bisnis. Salah satu bentuk perusahaan perseorangan
diantaranya adalah panglong.
Menurut Pusat Pembinaan dan Pengembangan Bahasa Departemen
Pendidikan dan Kebudayaan (1985) dalam Kamus Umum Bahasa Indonesia
bahwa panglong memiliki definisi sebagai perusahaan penebangan kayu
Industri Pengolahan Kayu
Pada masa orde baru, kewenangan perizinan industri pengolahan kayu
dikuasai oleh pemerintah pusat (sentralistik), dibawah kewenangan Departemen
Perindustrian dan Perdagangan. Upaya mempercepat tumbuhnya industri
pengolahan kayu juga didukung dengan kemudahan birokrasi. Meskipun fakta
membuktikan bahwa industri pengolahan kayu belum juga mampu memberikan
kontribusi yang proporsional terhadap penerimaan negara, jika dibandingkan
dengan kerusakan yang ditimbulkan.
Pada periode 1966-1980, berkembangnya produksi kayu hutan alam
mencapai 220% pertahun dengan ekspor kayu bulat hutan alam sebagai andalan.
Periode 1981-1990, tingkat persediaan produksi kayu hutan alam mulai menurun,
menjadi rata-rata sebesar 141% pertahun, dimana pada periode 1981-1984, ekspor
log hutan alam masih dilakukan. Periode 1991-2001, hutan alam hanya mampu
menyediakan rata-rata 88% pertahun dari total konsumsi kayu bulat legal industri
kayu. Pada periode 1985-1997 larangan ekspor kayu bulat hutan alam
diberlakukan yang kemudian ekspor kayu bulat hutan alam tersebut dibuka lagi
pada periode 1998-2001. Periode 2002-2004, kontribusi suplai kayu dari hutan
alam diturunkan secara regulatif oleh pemerintah, yang hanya rata-rata sebesar
20% pertahun terhadap total konsumsi bulat legal untuk industri kayu. Kebijakan
tersebut diikuti oleh larangan ekspor kayu bulat hutan alam (Greenomics, 2004).
Menjamin keberadaan dan kelestarian hutan alam, Departemen Kehutanan
telah mengambil beberapa kebijakan yaitu mengurangi peran hutan alam sebagai
pemasok kayu untuk industri perkayuan, seperti pulp/kertas, kayu lapis dan
hutan rakyat merupakan harapan yang diunggulkan mengganti peran hutan alam
tersebut (Pasaribu dan Roliadi, 2006).
Menurut Dephut (2009) bahwa perkembangan produksi kayu bulat dan
kayu olahan 10 tahun terakhir dapat dilihat pada Tabel 1.
Tabel 1. Perkembangan Produksi Kayu Bulat dan Kayu Olahan
No. Tahun Kayu Bulat Sumber: Ditjen Bina Produksi Kehutanan
Dinas Kehutanan Provinsi
Pembangunan industri kehutanan (wood based industry) di Indonesia
didorong oleh upaya pencapaian tujuan pembangunan ekonomi (i) meningkatkan
penghasilan devisa melalui ekspor, (ii) meningkatkan penciptaan lapangan kerja,
dan (iii) mencapai nilai tambah. Industri kehutanan selalu dianggap sebagai sektor
ekonomi utama yang mempunyai keunggulan comparative karena melimpahnya
bahan baku dan upah buruh yang murah. Akibat adanya persepsi keunggulan
comparative itulah maka terlihat kecenderungan industri kehutanan Indonesia
terus tumbuh dan berkembang. Kapasitas industri terpasang dari tahun ke tahun
meningkat dengan pesat. Kondisi ini sebetulnya sudah menggambarkan realitas
dimana produksi yang mengandalkan bahan baku kayu berukuran diameter besar
dari hutan alam mulai berkurang, sedangkan industri yang tidak mengandalkan
ukuran diameter kayu besar (yang bisa ditambahkan dari kayu hutan tanaman
Kayu merupakan komponen terpenting dalam pembangunan perumahan
dan bangunan gedung lainnya di Indonesia. Menurut data statistik, dalam satu
tahun tercatat tidak kurang dari 2 juta m3 kayu gergajian yang diproduksi untuk
memenuhi kebutuhan pembangunan perumahan dan permukiman. Pada
kenyataannya, jumlah kayu gergajian yang diperlukan jauh dari di atas angka
tersebut karena banyak sekali kayu-kayu yang dipergunakan sebagai bahan
konstruksi bangunan yang dihasilkan dari industri kecil rakyat yang tidak tercatat.
Sebagaimana diketahui bahwa ketersediaan kayu semakin menurun baik dari sisi
kuantitas maupun kualitas. Pada tahun 1980-an kayu bangunan didominasi
jenis-jenis kayu tertentu seperti kapur, kempas, jati, merbau dan ulin yang termasuk
jenis-jenis kayu kelas kuat dan kelas awet cukup (Rudi, 2002).
Industri adalah suatu usaha atau kegiatan pengolahan bahan mentah atau
barang setengah jadi menjadi barang jadi barang jadi yang memiliki nilai tambah
untuk mendapatkan keuntungan. Usaha perakitan atau assembling dan juga
reparasi adalah bagian dari industri. Hasil industri tidak hanya berupa barang,
tetapi juga dalam bentuk jasa. Industri sekunder adalah industri yang bahan
mentah diolah sehingga menghasilkan barang-barang untuk diolah kembali.
Misalnya adalah pemintalan benang sutra, komponen elektronik, dan sebagainya
(Organisasi Komunitas dan Perpustakaan Online Indonesia, 2006).
Suatu produk dibuat melalui proses pengolahan dari bahan baku menjadi
barang setengah jadi dan akhirnya menjadi barang jadi (finished goods)
berdasarkan mutu yang diciptakan. Secara umum pengertian produksi adalah
suatu proses di mana barang atau jasa diciptakan (production is the process by
interaksi antara berbagai faktor produksi seperti input (berupa bahan baku, tenaga
kerja, mesin, dan sebagainya) bersatu padu untuk menciptakan barang (jasa) yang
mempunyai nilai tambah dan nilai guna yang lebih tinggi yang diperlukan
konsumen. Hal ini perlu ditekankan bahwa konsep memproduksi barang dengan
cara asal jadi harus sepenuhnya ditinggalkan (Nurdin, 2009).
Jenis Kayu
Berbagai jenis kayu yang banyak dipakai sebagai bahan bangunan,
diantaranya adalah:
1. Kayu jati: cocok untuk pintu dan jendela, mebel, konstruksi berat terutama
yang tidak terlindung,
2. Kayu kalimantan: jenisnya; kamper, kruing, bangkirai, meranti, laban dan
sebagainya, cocok untuk segala macam konstruksi bangunan terutama yang
terlindung dari pengaruh panas dan air,
3. Kayu glugu (kelapa): masih banyak dipakai untuk membuat kuda-kuda
rumah,terutama pohonnya yang sudah benar-benar tua,
4. Kayu nangka, sawo, mahoni, rasamala: masih banyak digunakan rumah-rumah
di desa
(Puspantoro, 1992).
Menurut Martawijaya et al. (1995) ada 30 jenis kayu perdagangan
diantaranya agathis (Agathis spp), balau (Shorea spp. dan Hopea spp.), bangkirai
(Shorea laevis Ridl), bintangur (Calophyllum spp.), durian (Durio spp.), eboni
(Diospyros celebica), gerunggang (Cartoxylon arbosences BI), jati (Tectona
(Dipterocarpus spp), mahoni (Swietenia spp), matoa (Pometia spp), medang
(semua famili Lauraceae kecuali genus Eusideroxylon), mentibu (Dactylocladus
stenostachys Oliv), meranti kuning (Shorea spp.), meranti putih (Shorea spp.),
merawan (Hopea spp), mersawa (Anisoptera spp), nyatoh (Ganua sp., Palaquium
spp., Payena spp), palapi (Heritiera spp), pasang (Litocarpus spp., dan Quercus
spp.), pulai (Alstonia spp.), ramin (Gonystylus spp.), rengas (Gluta spp), resak
(Vatica spp), sonokeling (Dalbergia latifolia Roxb), sonokembang (Pterocarpus
indicus Willd), sungkai (Peronema canescens Jack).
Pada saat sekarang ini dengan meningkatnya permintaan akan kayu untuk
perumahan dan gedung, penyediaan kayu yang kualitas tinggi mengalami
penurunan. Kualitas kayu terutama kelas awet makin langka didapatkan, maka
pada era sekarang dalam penggunaan kayu untuk pembangunan perumahan dan
gedung mulai didominasi jenis-jenis kayu yang kurang awet. Peningkatan jumlah
penduduk Indonesia yang mencapai 2,5% per tahun mengakibatkan meningkatnya
permintaan akan bahan kayu konstruksi dan untuk mebel. Dalam tahun 2000 saja
seperti dilaporkan oleh Departemen Permukiman dan Prasarana Wilayah, bahwa
Indonesia telah membangun lebih dari 700 ribu unit rumah per tahun, dengan
kebutuhan kayu 2,2 juta m3. Kebutuhan kayu tersebut dihitung hanya untuk bahan
konstruksi rumah baru tanpa memperhitungkan kebutuhan kayu untuk renovasi
rumah-rumah yang rusak (Rudi, 2002).
Rendemen
Pada industri penggergajian, pengertian rendemen adalah perbandingan
volume kayu gergajian yang dihasilkan dan volume log yang digunakan, secara
keberhasilan proses produksi, sebagai dasar perhitungan biaya produksi (harga
pokok) dan untuk mengetahui besarnya limbah yang terjadi dalam proses
penggergajian. Pengukuran rendemen di lapangan dapat dilakukan dengan dua
cara, yaitu cara percobaan penggergajian dan cara statistik (Dephutbun, 1999).
Tinggi rendahnya rendemen dipengaruhi oleh berbagai faktor yang saling
berinteraksi dalam suatu kilang penggergajian. Walau tidak satupun kilang
penggergajian yang sama satu dengan yang lain, namun faktor yang
mempengaruhi rendemen umumnya sama antar satu kilang penggergajian dengan
yang lainnya. Dephutbun (1999) yang menyebutkan faktor-faktor tersebut dapat
dikelompokkan sebagai berikut :
1. Keadaan Log
Keadaan log yang mempengaruhi rendemen adalah diameter, panjang, taper,
kebundaran dan kualitas log. Rendemen semakin meningkat dengan
bertambahnya diameter log. Kekecualian dari hubungan tersebut dapat terjadi
bila log tersebut terlalu besar, biasanya ditemui pada kayu keras tropis. Log ini
biasanya sudah terlalu tua, banyak mengandung bagian yang tidak sehat atau
gerowong. Log yang panjang pada hakekatnya tidak mempengaruhi rendemen
dengan asumsi tapernya nol sehingga dapat diperoleh kayu gergajian dengan
panjang penuh (full lenght lumber). Akan tetapi semakin panjang log biasanya
mengandung taper semakin besar sehingga rendemen menurun. Penurunan
rendemen sangat nyata pada panjang lebih dari 5 m. Hal ini karena banyak kayu
yang hilang menjadi sebetan. Hubungan antara taper dan rendemen adalah
semakin besar taper maka rendemen semakin turun. Log yang berkualitas
disebabkan bagian kayu yang cacat harus dibuang untuk meningkatkan
kekuatan dan penampilan kayu gergajian sehingga rendemen menurun.
2. Lebar Irisan Gergaji (Kerf)
Penurunan lebar irisan gergaji akan meningkatkan nilai rendemen karena
mengurangi limbah serbuk gergaji dan kemungkinan penambahan sortimen
sebagai akibat akumulasi pengurangan lebar irisan gergaji. Sebagai contoh,
pengurangan lebar irisan dari 9,5 mm menjadi 7,1 mm akan meningkatkan
rendemen sekitar 7 %.
3. Ukuran Kayu Gergaji
Kilang penggergajian akan memproduksi ukuran kayu gergajian yang
dimensinya cukup besar maka lintasan gergaji dibuat semakin sedikit sehingga
serbuk gergaji yang terbuang semakin kecil. Hal ini menyebabkan rendemen
yang diperoleh semakin besar. Walaupun demikian semakin banyak campuran
sortimen yang dibuat dengan berbagai macam ukuran maka rendemen dapat
pula meningkat. Hal ini disebabkan semakin banyaknya kayu dapat
dimanfaatkan dari sebetan.
4. Ukuran Kasar Kayu Gergajian Basah
Ukuran kasar kayu gergajian basah pada dasarnya mengandung beberapa spilasi
(allowance). Spilasi ini merupakan ukuran yang dilebihkan pada waktu
menggergaji agar ukuran akhir sortimen sesuai dengan ukuran permintaan.
Oleh karena itu, untuk mendapatkan ukuran permintaan secara tepat maka
ukuran akhir harus ditambahkan dengan spilasi penyusutan kayu, spilasi
penyusutan dan variasi penggergajian yang dalam istilah teknis disebut sebagai
yang berlebihan menyebabkan ukuran target menjadi besar dan mengakibatkan
ukuran akhir akan menjadi ukuran-lebih (over size) atau sebaliknya akan
menjadi ukuran-kurang (under size). Keadaan ini akan menyebabkan turunnya
rendemen baik karena penurunan mutu maupun penolakan (rejected).
5. Personel
Personel yang paling menentukan rendemen penggergajian adalah saw master
dan operator mesin gergaji. Keputusan personel ini dalam menentukan
pembelahan log sangat mempengaruhi rendemen yang akan diperoleh. Oleh
karena berbagai macam ragam log yang masuk ke dalam kilang penggergajian
maka saw master dan operator mesin harus membuat beribu-ribu keputusan
setiap hari. Kelelahan, keterbatasan pengetahuan atau kemampuan, atau kurang
hati-hati dapat menghasilkan keputusan yang kurang baik. Dalam beberapa
kasus, demikian banyak variabel yang harus dipertimbangkan dalam waktu
yang pendek sehingga saw master atau operator yang paling baik sekalipun
hampir-hampir tidak mungkin membuat keputusan maksimum.
6. Kondisi dan Pemeliharaan Mesin
Pada kondisi mesin yang baik, bagian-bagian peralatannya akan berfungsi dan
beroperasi dengan lancar serta memberikan akurasi yang tinggi dibandingkan
dengan mesin yang kurang baik. Semua mesin-mesin tersebut di atas apabila
tidak dipelihara dengan baik maka ketepatan kerja semakin lama semakin
menurun. Hal ini menyebabkan variasi penggergajian dari mesin tersebut
semakin lama semakin tinggi. Semakin tinggi variasi penggergajian rendemen
Tipe-Tipe Kayu Gergajian dan Teknologinya
Perubahan kayu bulat ke kayu gergajian, suatu proses sederhana dalam
bentuknya yang elementer, terdiri atas penggergajian papan dari kayu bulat,
membuat persegi pinggir-pinggirnya dengan menggergaji dan memotongnya
menurut ukuran panjang. Proses tersebut dapat diselesaikan dengan kekuatan
tangan apabila perlu, dengan cara pengolahan kayu gergajian seperti yang
dilakukan disejumlah negara-negara kurang maju di dunia. Tetapi perusahaan
penggergajian modern sekarang ini telah menjadi proses teknik yang tinggi yang
menggunakan pengamat elektronik dan komputer untuk mengatur
langkah-langkah penting dalam operasinya. Ekonomi yang mengharuskan bahwa sebanyak
mungkin kayu gergajian diperoleh dari kayu bulat, dengan menggunakan metode
yang mampu membuat laju produksi tinggi (Bowyer et al., 2003).
Alat Manual
Menurut Willy (2005) bahwa mistar, besi siku (try-square), bor, palu,
obeng, penjepit (cramp), pahat dan lain-lain merupakan peralatan sederhana yang
membutuhkan kemahiran dalam menggunakannya. Peralatan pendukung tersebut
merupakan alat untuk menyempurnakan sambungan, mengecek mutu bahan
terhadap rupa, kontur dan kecukupan dimensi.
Gergaji tangan (hand saw) terdapat berbagai macam jenis ukuran dan
variasi handle, dan mata gergaji. Dua jenis handle yang sering digunakan adalah
kayu dan plastik. Sedangkan mata gergaji, bila mata gergaji pendek, seragam dan
rapat maka berfungsi sebagai gergaji potong (crosscut saw), dan bila mata gergaji
Inti dari beragam alat potong tersebut menjaga agar potongan gergaji lurus, tipis,
siku dan kontinu.
Alat Masinal
1. Mesin Potong/Gergaji Lingkar (Cross-cutting Saw dan Edging Saw)
Pengoperasian mesin gergaji lingkar umumnya tidak membawa kesulitan
namun tetap diperlukan tentang jenis-jenis dan sifat kayu. Bila tidak maka akan
banyak kayu terbuang karena kesalahan menguasai cara potong terhadap ragam
kayu. Hasil setinggi-tingginya tergantung pada baik atau tidaknya daun gergaji.
Menurut Koch (1964) menyebutkan bahwa gergaji lingkar digunakan
dalam seluruh tahapan pengerjaan kayu dari industri primer penggergajian hingga
toko perabotan dan bengkel perumahan. Prinsip kerja dan penggunaan dari mesin
gergaji pita tidak jauh berbeda dengan gergaji lingkar.
2. Mesin Ketam/Serut
Mesin ketam atau serut sangat membantu dalam proses penghalusan kayu,
cost-saving dan time-saving. Dapat pula dengan pilihan mata pisau tertentu
membuat groove, untuk celah kaca jendela, ataupun pintu. Perlu keterampilan
khusus karena ketidakstabilan dalam menahan getaran akan menghasilkan gagal
serut/tatal yang sangat buruk bagi sebuah kayu. Suara mesinnya merupakan yang
paling bising diantara seluruh jenis mesin, dan menghasilkan serpihan sampah
kayu/serutan yang sangat banyak. Sebaiknya mulai dengan sisi yang cekung.
Penting pula diketahui keadaan mesin, kecepatan putar pisau. Mesin yang sudah
tua dengan bantalan peluru sudah longgar dan goyang atau daun meja yang miring
dapat menghasilkan ketaman yang buruk. Kecepatan putar minimal 4.500
3. Mesin Bor (Drill)
Mesin bor bekerja dengan putaran mata bor searah jarum jam dengan
berbagai ukuran, dan jenis pisau disesuaikan dengan bahan, berbagai jenis kayu,
besi, tembok beton, granite. Kecepatan putar mata bor lebih dari 1000 rpm tanpa
beban. Perlu kemahiran khusus untuk menghasilkan permukan kayu agar tetap
halus, serta kejelian dalam mengatur derajat vertikal bor.
4. Mesin Girik (Router)
Mesin untuk membuat pola lubang celah dengan bentuk atau pola tertentu
pada kayu seperti sekoneng, bentuk lubang persegi pada tengah kayu, atau pola
ukir seperti gambar atau tulisan. Mesin yang menghasilkan bentuk dengan rupa
kedalaman, profil, serta dapat mencetak figur-figur atau ornamen. Dengan
menyertakan model fixture nya sehingga gerakan mata pisau akan mengikuti
fixture-nya. Prinsip kerja pisau seperti mata bor vertikal yang berputar kencang
dan memakan kayu menjadi serpihan, hanya saja belum dapat membentuk sudut
siku persegi, sehingga harus dibantu tahap berikutnya oleh tatah/pahat. Kecepatan
pisau lebih dari 27000 rpm.
5. Mesin Profil (Moulding Machine)
Mesin profil dapat digunakan untuk menghasilkan cornice, plinth serta
edging mengikuti mall yang telah dibuat terlebih dahulu, dan prinsip kerja mesin
menyerupai mesin router.
Mesin bekerja dengan prinsip gerak orbital (4000 s/d 5000 orbit per
menit), dengan memasang lembaran ampelas pada mesin kemudian
menggerakannya ke sekeliling permukaan. Kelalaian posisi, seperti miring, dapat
membuat permukaan kayu tergores (scratch) sehingga semakin sulit untuk
dikembalikan seperti semula. Sulit menjangkau celah atau rongga tertentu pada
furniture, khususnya ukiran. Jenis lainnya adalah ampelas dengan bentuk tabung
kecil untuk menjangkau sudut yang sulit dijangkau, namun dalam beberapa hal
masih jauh lebih baik menggunakan tangan.
Budianto (1987) menyebutkan bahwa perlu diperhatikan jenis mesin yang
akan dipergunakan. Mesin-mesin tunggal yang ada dipasaran dapat dibedakan
atas:
1. Mesin Standar (general purposes machine) merupakan mesin dasar pada jalur
proses produksi, mesin yang harus ada atau paling banyak digunakan untuk
mengerjakan benda kerja yang bervariasi (job order), contoh: mesin ketam
perata, mesin ketam penebal, mesin gergaji potong. Mesin ini tidak otomatis
dan menuntut keahlian operator.
2. Mesin Spesial (special purpose machine) merupakan mesin otomatis yang
bekerja langsung pada satu fungsi atau pengerjaan. Tidak banyak dibutuhkan
keahlian operator, cukup seorang ahli yang mengatur pada persiapan produksi
saja, setelah itu hanya diperlukan pengawasan. Contoh: Mesin multispindle,
yang berporos 6, Mesin pres panas.
Di Indonesia, banyak sekali perusahaan yang mempunyai mesin industri
kayu modern, tetapi mesin-mesin itu tidak dapat digunakan secara maksimal.
Kesalahan tersebut sebenarnya sangat kompleks. Yang terutama, waktu pemilihan
dan pembelian mesin tersebut tidak memperhatikan keadaan dan situasi bengkel
dan perusahaan. Suatu investasi yang sia-sia dan lebih parah lagi dapat
menghambat jalur proses produksi yang sudah berjalan, karena masalah tempat.
Penyusunan mesin-mesin produksi tanpa rencana perkembangan usaha sangat
mengacaukan sistem produksi, terutama pada produksi seri (Budianto, 1987).
Pandangan pada Mesin dalam Proses Produksi
Kedudukan dan fungsi mesin sangat menentukan proses produksi.
Jalur-jalur jalan benda kerja dari suatu mesin ke mesin yang lain memerlukan
perencanaan, terutama pada sistem produksi job-order yang memerlukan rencana
waktu bulanan menurut urutan order yang akan dikerjakan. Perhitungan kapasitas
mesin merupakan dasar perencanaan proses produksi. Maka besarnya kapasitas
mesin merupakan hal yang penting untuk diperhatikan (Budianto, 1987).
Dalam suatu perusahaan kayu, mesin-mesin merupakan bagian terbesar
modal perusahaan. Karena itu wajarlah, bila perawatan menuntut perhatian penuh.
Ada mesin yang sudah hancur dalam 3 sampai 5 tahun. Ada pula yang setelah 15
tahun masih berjalan lancar baik. Semua mesin harus dibersihkan setiap minggu
sekali. Bukan hanya bagian luar yang dapat terlihat dari saja. Justru pada bagian
dalam mesin terdapat banyak tempat (roda gigi, poros mesin) yang sering
mengakibatkan macetnya mesin bila tidak dibersihkan dengan teliti. Bagian mesin
dengan minyak tanah, ulir atau drat dapat berakibat permukaan menjadi kasar, dan
lapisan kasar itu sukar sekali dihilangkan (Lerch, 1991).
Menurut Lerch (1991) menyebutkan bahwa motor mesin elektro sekali
seminggu harus dibersihkan dengan kipas mesin (tangan atau elektro) pada
kumparannya untuk menghilangkan debu yang melekat. Satu kali setahun mesin
harus dibersihkan menyeluruh. Beberapa kali bagian mesin harus dilepas.
Bagian-bagian yang berputar harus dicuci dahulu dan kemudian diberi lemak. Pada motor
yang banyak terkena debu (mesin ampelas misalnya), baiklah kalau tutup-tutup
motor bagian luar dilepas, agar kumparan-kumparan dapat dibersihkan dengan
baik. Pembersihan dilakukan dengan kain yang dibasahi bensin. Untuk melumas
bantalan peluru digunakan lemak yang tidak mengandung asam, tetapi jangan
terlalu penuh. Sering bantalan peluru menjadi panas, bukan karena kurang lemak,
melainkan justru kebalikannya, terlalu banyak lemak. Cukup tiap dua sampai tiga
minggu sekali ditambahkan lemak sedikit (1-2 kali putaran pada press lemak).
Pemeliharaan mesin dan alat pembangunan menolong agar kecelakaan
terjadi sejarang mungkin. Pekerjaan pemeliharaan yang teratur juga
menghindarkan kerusakan yang berat dan biaya perbaikan yang tinggi. Alat-alat
dan suku cadang mesin yang biasanya dibeli dari luar negeri mahal sekali
sehingga pemeliharaan penggunaan mesin dan alat pembangunan secara teratur
akan bermanfaat. Pemeliharaan mesin dan alat tersebut dapat dibagi atas:
pembersihan, pencegahan kerusakan, termasuk pelumasan dan perlakuan
Istilah-istilah yang digunakan pada pekerjaan pemeliharaan dapat
didefinisikan sebagai berikut: perawatan, inspeksi, perbaikan dan pemeliharaan
pencegahan.
1. Perawatan
Tindakan-tindakan bagi perlindungan dalam keadaan baik. Perawatan terdiri
atas: pelumasan, pembersihan dan penyetelan yang tepat.
2. Inspeksi
Kontrol dan pertimbangan keadaan sebagai dasar penentuan pekerjaan
perbaikan revisi.
3. Perbaikan
Tindakan-tindakan bagi penyediaan keadaan baik. Perbaikan terdiri atas:
perbaikan dan revisi.
4. Pemeliharaan pencegahan
Inspeksi dan service dilakukan secara teratur pada waktu tertentu, walaupun
mesin atau alat masih dalam keadaan baik.
Tujuan pekerjaan pemeliharaan ialah pencegahan kerusakan beserta
butir-butir lainnya seperti berikut:
1. Penetapan standar dan nilai inventaris. Ketentuan ini berarti agar alat dan
mesin pembangunan, kendaraan dan sebagainya (inventaris) selalu dapat
digunakan dan gangguan oleh kerusakan agak jarang terjadi
2. Minimalisasi ongkos-ongkos perbaikan, gangguan dan alat-alat pengganti
BAHAN DAN METODE
Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan di 21 kecamatan yang tersebar di wilayah Kota
Medan, Sumatera Utara. Penelitian ini dilaksanakan pada bulan Mei sampai
dengan bulan Juni tahun 2009.
Bahan dan Alat Penelitian
Adapun bahan yang dijadikan objek pada penelitian adalah industri
sekunder yang berada di kota Medan. Alat yang digunakan pada penelitian ini
adalah kuesioner, kamera digital dan alat-alat tulis.
Metode Penelitian
Industri kayu sekunder didefinisikan sebagai industri yang mengolah kayu
menjadi produk setengah jadi maupun produk jadi seperti mebel, furniture, ukiran
dan sebagainya. Kota Medan yang terdiri atas 21 kecamatan, diambil satu sampel
dari tiap kecamatan tentang keberadaan industri kayu sekunder. Dengan cara
purposive sampling, yaitu sampel yang sengaja dipilih.
Pengambilan data berdasarkan kriteria industri yang memiliki badan
hukum atau berjenis usaha panglong. Objek penelitian yang menjadi titik
perhatian ialah mengetahui jenis-jenis alat yang digunakan baik yang bersifat
manual maupun masinal di industri tersebut. Setiap industri yang bersedia,
dilakukan wawancara diberi kuesioner dan diisi dengan dipandu peneliti. Data
HASIL DAN PEMBAHASAN
Industri Kayu Sekunder di Kota Medan
Menurut Greenomics (2004) industri pengolahan kayu merupakan
barometer peningkatan perekonomian dan faktor kunci dalam upaya
meningkatkan penerimaan negara dari sektor kehutanan. Keberadaan industri
kayu di kota Medan khususnya yang terdapat di 21 kecamatan dikaitkan dengan
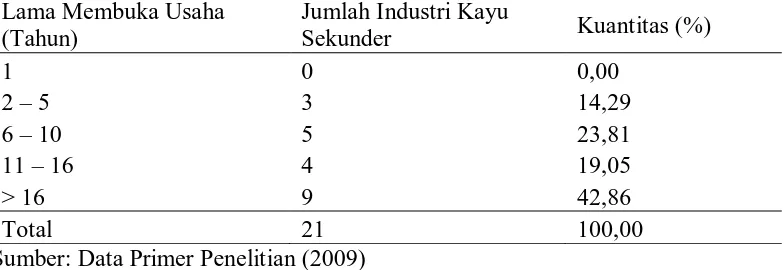
lamanya waktu beroperasi dan disajikan dalam Tabel 2.
Tabel 2. Keberadaan Industri Kayu Sekunder Berdasarkan Lamanya Membuka Usaha
Lama Membuka Usaha (Tahun)
Jumlah Industri Kayu
Sekunder Kuantitas (%)
1 0 0,00
Sumber: Data Primer Penelitian (2009)
Industri kayu sekunder yang diperoleh didominasi oleh industri kayu yang
sudah lama membuka usaha yaitu > 16 tahun sebanyak 9 industri kayu dengan
persentase sebesar 42,86% dari total seluruh sampel. Sedangkan industri kayu
sekunder yang belum lama membuka usaha antara 2-5 tahun sebanyak 3 industri
kayu sekunder dengan persentase sebesar 14,29%. Dengan demikian, keberadaan
industri kayu sejak tahun 1993 atau sebelumnya sudah mulai berdiri. Hal ini
sesuai dengan Greenomics (2004) bahwa pada periode 1991-2001, hutan alam
hanya mampu menyediakan rata-rata 88% pertahun dari total konsumsi kayu bulat
ini. Hal ini juga didukung oleh Sutigno (1999) yang menyebutkan bahwa industri
kayu gergajian merupakan industri kayu yang berkembang lebih dahulu. Pada
tahun 1980-an berkembang keterpaduan antara industri kayu gergajian dengan
industri pengerjaan kayu dan keterpaduan dengan industri kayu lapis.
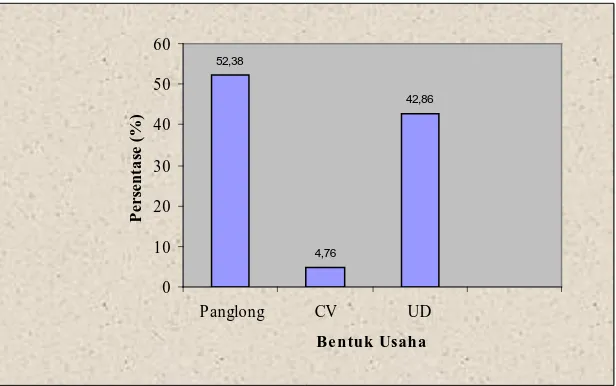
Jenis Badan Usaha Perkayuan
Industri kayu sekunder dengan jenis badan usaha perkayuan berupa
panglong paling banyak diperoleh yaitu sebanyak 11 atau sebesar 52,38 % dari
seluruh sampel yang diambil. Sedangkan yang berbentuk usaha dagang diperoleh
sebanyak 9 buah atau 42,86%. Hal ini didukung oleh Sukirno et al. (2004) bahwa
perusahaan perseorangan adalah perusahaan yang dimiliki satu individu. Akan
tetapi dalam praktiknya badan usaha ini kerap kali merupakan perusahaan
keluarga yaitu perusahaan yang menggunakan seluruh atau sebagian anggota
keluarga untuk menjalankan usaha tersebut. Dengan demikian dapat dijelaskan
bahwa panglong maupun usaha dagang (UD) merupakan salah satu bentuk dari
perusahaan perseorangan.
Sementara tingkat keberadaan industri berbentuk CV diperoleh sebanyak 1
buah atau 4,76%. Menurut Fuad et al. (2005) bahwa perseroan komanditer (CV)
adalah persekutuan yang didirikan oleh beberapa orang (sekutu) yang
menyerahkan dan mempercayakan uangnya untuk dipakai dalam persekutuan.
Dengan demikian, dari hasil survei yang dilakukan, hampir jarang keberadaan
jenis usaha CV di Kota Medan dijumpai melainkan keberadaan jenis usaha
panglong maupun usaha daganglah dijumpai di Kota Medan. Bentuk badan usaha
52,38
Gambar 1. Bentuk Badan Usaha Perkayuan di Kota Medan
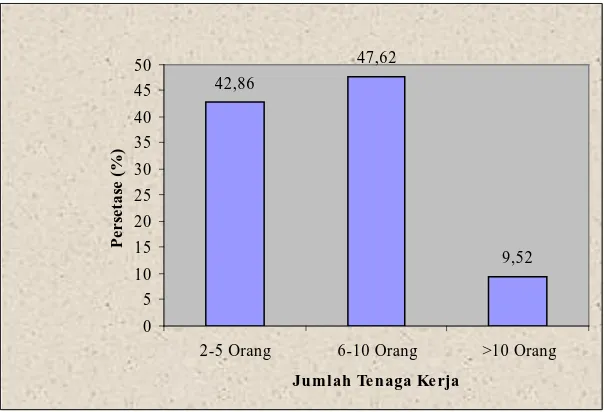
Tenaga Kerja
Fuad et al. (2005) menyebutkan bahwa faktor tenaga kerja memegang
peranan penting dalam proses produksi, dalam kaitannya dengan variasi
kemampuan maupun jumlah serta ditribusinya. Hasil survei yang diperoleh
menunjukkan jumlah tenaga kerja yang terbanyak pada kisaran 6-10 orang sebesar
47,62% dan jumlah terkecil >10 orang sebesar 9,52% dari total seluruh sampel.
Dengan demikian dari data yang diperoleh dari hasil survei industri
sekunder yang ada di Kota Medan jumlah tenaga kerja tidaklah menentukan jenis
badan usaha yang didirikan baik itu panglong, UD maupun CV. Maka dapat
dijelaskan, banyaknya tenaga kerja tergantung kebutuhan pemilik usaha industri.
Hal ini diketahui bahwa jumlah tenaga kerja sebesar 6-10 orang didominasi oleh
jenis usaha panglong dan UD. Sementara jumlah tenaga kerja >10 orang diketahui
pada jenis usaha CV maupun panglong. Tenaga kerja yang diperoleh pada
42,86
2-5 Orang 6-10 Orang >10 Orang
Jumlah Te naga Ke rja
P
Gambar 2. Grafik Jumlah Tenaga Kerja
Daerah Asal Bahan Baku
Berdasarkan survei yang dilakukan bahwa industri sekunder yang ada di
kota Medan mendapatkan bahan baku baik dari dalam provinsi maupun luar
provinsi Sumatera Utara. Bahan baku yang didapat dari dalam provinsi berasal
dari daerah Deli Tua, Biru-Biru, Tembung, Binjai, Simalingkar, Tuntungan,
Sembahe, Sibolangit, Karo, Dolok Sanggul, Tebing Tinggi, Kisaran, Tanjung
Balai, Rantau Prapat, Sidamanik, Aek Nauli, Sibolga, Sidimpuan dan Madina.
Sedangkan bahan baku yang didapat dari luar provinsi berasal dari daerah Aceh
dan Riau.
Bahan baku yang diperoleh dari luar provinsi disebabkan karena
kelangkaan bahan baku yang ada di dalam provinsi. Selain itu industri kayu
sekunder yang ada di kota Medan memiliki jaringan dengan pengusahaan hutan di
luar provinsi. Boerhendhy et al. (2003) menyebutkan bahwa persediaan kayu dari
hutan alam setiap tahun semakin berkurang, baik dari segi mutu maupun
Seiring berjalannya waktu membuktikan bahwa pasokan bahan baku pada industri
perkayuan semakin sulit. Malik dan Rachman (2002) yang menyebutkan bahwa
industri perkayuan di Indonesia saat ini dan masa yang akan datang menghadapi
masalah, yaitu menurunnya pasokan bahan baku. Semakin menurunnya pasokan
kayu bulat dari hutan alam baik jumlah maupun ukuran diameternya dan
sebaliknya permintaan kayu untuk berbagai keperluan khususnya industri
penggergajian cenderung terus meningkat, maka upaya-upaya untuk mengatasi
permasalahan dengan berbagai alternatif perlu terus dikembangkan. Salah satu
upaya untuk mengatasi masalah tersebut adalah memanfaatkan kayu-kayu yang
berasal dari diameter kecil yang umumnya termasuk jenis-jenis kurang
dimanfaatkan (lesser used species).
Adapun faktor yang mempengaruhi menurunnya pasokan bahan baku yang
tersedia di hutan alam karena pemanenan yang tidak seimbang dengan
pertumbuhan, adanya tebangan liar yang sulit untuk diatasi sehingga
menyebabkan kerusakan maupun berkuranganya persediaan di hutan alam. Hal ini
didukung oleh Hadjib et al. (2007) yang menyebutkan bahwa salah satu hasil
hutan yang sampai saat ini masih belum tergantikan adalah kayu dari hutan alam
dan kebutuhannya semakin meningkat dengan kenaikan jumlah penduduk. Akan
tetapi karena kecepatan pemanenan yang tidak seimbang dengan kecepatan
pertumbuhan, maka tekanan terhadap hutan alam semakin besar dan ketersediaan
kayu-kayu yang berasal dari hutan alam semakin menurun, baik dari segi mutu
maupun volumenya.
Sianturi (2001) yang menyebutkan bahwa terjadinya tebangan liar
serta persepsi yang salah dari masyarakat akan keberadaan hutan. Pengawasan
hutan saat ini tidak dilakukan pada hutannya melainkan pada kayu yang diangkut.
Dengan perkataan lain penebangan kayu di hutan tidak diawasi, sehingga
kerusakan hutan tidak dapat diatasi. Hal ini terlihat dari metode penempatan polisi
hutan yang selalu berada di kota atau paling tidak di jalan yang dilalui kayu, dan
bukan di hutan seperti namanya polisi hutan. Jumlah polisi hutan walaupun belum
mencukupi tetapi telah cukup banyak yang bertugas di kantor dinas dan di
jalan-jalan yang dilalui kayu. Kondisi ini akan merusak mental para polisi hutan,
terutama karena hampir tiap hari tidak ada pekerjaan kecuali menunggu angkutan
kayu yang lewat. Dengan cara ini yang paling diutamakan adalah pendapatan dari
riba kayu, sedang keadaan hutan tidak mendapat perhatian.
Jenis Kayu yang Diperdagangkan
Sutigno (1999) menyebutkan bahwa penggunaan jenis kayu makin
beragam sehingga jenis kayu kurang dikenal makin banyak dipakai. Berdasarkan
survei terdapat beberapa jenis kayu yang diperdagangkan di industri kayu
sekunder, baik jenis kayu yang berasal dari hutan atau pun yang berasal dari jenis
kayu buah-buahan dan dari jenis palma. Jenis kayu yang paling umum dijual oleh
industri kayu tersebut adalah jenis meranti, sengon, cengal, merbau, jati dan kayu
yang lainnya berasal dari sembarang keras. Hal ini sesuai dengan Sumardjani dan
Waluyo (2007) bahwa kayu sengon banyak digunakan untuk peti kemas, pulp,
perabot rumah tangga, bahan bangunan. Kayu jati atau mahoni dan kayu keras
lainnya lebih digunakan untuk perabot rumah tangga dan bahan bangunan rumah
nangka, mangga, dan lainnya berupa kemiri, petai, dan jengkol sedangkan yang
berasal dari jenis palma adalah kelapa.
Maka dapat dijelaskan bahwa penggunaan kayu di Kota Medan masih
banyak digunakan sesuai dengan Nursandah (2007) yang menyebutkan bahwa
kayu sampai saat ini masih banyak dicari dan dibutuhkan orang. Berdasarkan hasil
survei yang diperoleh dapat diketahui dari 21 kecamatan yang ada di Kota Medan
penjualan kayu didominasi oleh jenis meranti sebesar 100% dan jenis cengal
sebesar 47,62%. Namun, untuk jenis kayu buah-buahan seperti jenis kayu durian
sebesar 95,24% hampir semua industri kayu sekunder menjualnya. Penggunaan
jenis kayu dapat dilihat pada Tabel 3. berikuti ini:
Tabel 3. Penggunaan Jenis Kayu Hutan di Industri Kayu Sekunder Kota Medan
Jenis Kayu Persentase
Meranti 100,00
Sumber: Data Primer Penelitian (2009)
Tabel 4. Penggunaan Jenis Kayu Buah-Buahan di Industri Kayu Sekunder Kota Medan
Jenis Kayu Persentase
Durian 95,24
Nangka 28,57
Mangga 19,05
Lain-lain 33,33
Jenis Produk
Hasil industri kayu sekunder yang telah disurvei, diperoleh produk-produk
berupa produk setengah jadi dan produk jadi. Untuk produk setengah jadi yang
dijual oleh industri tersebut berbentuk balok, papan, kaso dan reng (Gambar 3).
Berdasarkan hasil survei dari 21 kecamatan dapat diketahui 100% produk kaso
dan papan sebesar 95,24% dijual oleh industri yang ada di Kota Medan. Hal ini
sesuai dengan Pasaribu et al. (2003) bahwa pertumbuhan industri perkayuan di
Indonesia sangat pesat. Sejalan dengan keadaan tersebut maka kebutuhan kayu
untuk memasok industri baik perkayuan maupun pulp dan kertas meningkat. Hal
ini dapat dilihat pada Tabel 4.
Tabel 5. Kuantitas Industri Sekunder yang Menjual Produk Setengah Jadi Produk Setengah Jadi Persentase (%) Jumlah Industri
Balok 66,67 14
Papan 95,24 20
Kaso 100,00 21
Reng 76,19 16
Sumber: Data Primer Penelitian (2009)
Menurut Puspantoro (1992) bahwa di dalam perdagangan, kayu umumnya
mempunyai ukuran tertentu yang biasanya banyak dipakai untuk bangunan
rumah. Masing-masing bentuk dan ukuran dikenal dengan nama-nama sebagai
berikut :
1. Balok : Mempunyai ukuran tinggi lebih besar dari lebarnya, biasanya
terbentuk empat persegi panjang atau bujur sangkar, misalnya b/h
(cm) = 6/12, 6/15, 8/12, 8/14, 10/10, 12/12.
2. Papan : Berupa lembaran tipis yang lebarnya jauh lebih besar dari tebalnya
3. Kaso/usuk : yaitu balok kecil dengan ukuran (cm) = 4/6, 5/7
4. Reng : yaitu balok kecil dengan ukuran (cm) = 2/3, biasa dipakai untuk
penumpu genting.
Gambar 3. Bentuk Produk Setengah Jadi yang dijual
Industri sekunder dapat melakukan pengolahan lanjutan apabila pihak
konsumen melakukan pemesanan terlebih dahulu. Tidak semua industri yang ada
di kota Medan yang menerima pengolahan lanjutan untuk menghasilkan produk.
Hanya industri sekunder yang memiliki mesinlah yang bisa mengolah kayu
menjadi produk jadi. Suatu produk kayu olahan dapat berasal dari berbagai jenis
kayu yang berbeda, dan tidak semua kayu baik digunakan untuk satu produk yang
sama. Beberapa produk jadi yang diperdagangkan di industri sekunder adalah
berbentuk daun jendela, daun pintu, lemari, meja, kursi dan lainnya seperti kusen
pintu dan jendela. Keseluruhan produk jadi yang diperdagangkan paling banyak
berupa kusen karena proses pengerjaan sangat mudah sementara daun jendela,
pintu, lemari, meja dan kursi diproduksi juga tergantung pesanan dari konsumen
Gambar 4. Bentuk Produk Jadi yang Diperdagangkan di Industri Sekunder
Jenis Alat Manual dan Alat Masinal di Industri Kayu Sekunder
Pengerjaan kayu untuk menghasilkan produk barang jadi maupun setengah
jadi diperlukan alat utama, alat bantu dan mesin yang dipakai sesuai dengan
pernyataan Budianto (1987) bahwa kedudukan dan fungsi mesin sangat
menentukan proses produksi. Hasil survei yang dilakukan diperoleh alat utama
yang dipakai diantaranya gergaji tangan (Gambar 5), ampelas, obeng, pahat
(Gambar 6), pisau bubut, kapak, spray gun, back saw dan lain-lainnya seperti
meteran, kunci pas. Sementara survei untuk alat bantu yang digunakan adalah
pensil, palu, penggaris, besi siku (Gambar 7), kikir, batu asah dan lainnya seperti
Gambar 5. Gergaji Tangan di Kecamatan Medan Labuhan
Gambar 6. Pahat di Kecamatan Medan Tuntungan
Gambar 7. Besi siku di Kecamatan Medan Perjuangan
Hasil survei yang dilakukan terhadap penggunaan mesin oleh industri kayu
tidak memiliki mesin dan sebanyak 12 industri sekunder dengan persentase 57,1%
yang memiliki mesin. Hal ini dikarenakan pada industri tersebut hanya menjual
produk kayu yang berbentuk balok, papan, kaso dan reng tanpa melakukan
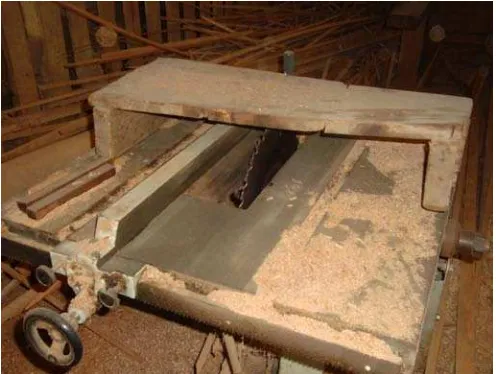
pengolahan lanjutan. Berdasarkan pada hasil survei, diketahui jenis mesin yang
dipakai pada industri kayu sekunder antara lain circular saw (Gambar 8), small
band saw (Gambar 9), mesin bor (Gambar 10), planner (Gambar 11), rip saw
(Gambar 12), ketam profil, sander dan lain-lainnya seperti mesin ketam, router,
maupun mesin asah.
Gambar 8. Mesin Circular Saw di Kecamatan Medan Sunggal
Gambar 10. Mesin Bor di Kecamatan Medan Sunggal
Gambar 11. Mesin Planner di Kecamatan Medan Amplas
Kepemilikan mesin ketam, router maupun mesin asah yang digolongkan
ke dalam lain-lain yang memiliki tingkat persen sebesar 57,14% dan mesin sander
sebesar 19,05%. Namun, jenis mesin planner, dan circular saw dalam industri
kayu sangat memiliki peranan penting dalam pengerjaan. Hampir semua kegiatan
memerlukan mesin tersebut. Budianto (1987) menyebutkan bahwa mesin ketam
perata, mesin ketam penebal dan mesin gergaji potong termasuk dalam mesin
standar (general purposes machine) yang merupakan mesin dasar pada jalur
proses produksi, mesin yang harus ada atau paling banyak digunakan untuk
mengerjakan benda kerja yang bervariasi (job order). Persentase jenis mesin yang
diperoleh pada penelitian ini dapat dilihat pada Gambar 13.
42,86
Gambar 13. Grafik Jenis Mesin
Jenis mesin yang digunakan oleh industri kayu sekunder di kota Medan
pada umumnya sama. Dapat diketahui bahwa jenis mesin yang digunakan
memiliki bermacam-macam merek dan buatan seperti Teco (Taiwan), AC-12 MT,
Jiang Dong (China), Modern, Hitachi, SEM (China), Carpenter, Yinq-Veno,
Makita (Jepang), Bosch, Jointer, Bench Grinder, Jepson (Taiwan), MK 4018
Toyoda, Norita, Chi Ing (Taiwan), JCK (Taiwan), Urotec Soligen, J3GBHDI, PX,
dan Matsuna. Beberapa merek dan buatan dapat dilihat pada Gambar 14.
Gambar 14. Merek Planner AC-12MT
Pemeliharaan Alat Manual dan Masinal
Menurut Frick (1990) bahwa pekerjaan pemeliharaan dapat didefinisikan
sebagai berikut: perawatan, inspeksi, perbaikan dan pemeliharaan pencegahan.
Berdasarkan hasil survei yang didapat bahwa setiap industri sekunder yang ada di
kota Medan berbeda-beda dalam melakukan perawatan terhadap mesin manual
dan masinal yang dimilikinya, ada yang harian maupun bulanan. Hal ini
dipengaruhi oleh kemauan dari pemilik industri, tuntutan dari mesin yang dipakai.
Kegiatan perawatan yang dilakukan antara lain dengan membersihkan mesin yang
telah dipakai, memberikan oli bekas pada bagian mesin yang memerlukan,
mengasah bilah gergaji, mata bor, mata pisau. Bilamana ditemukan kerusakan
pada mesin yang tak bisa diperbaiki dan hindari lagi maka pihak pemilik industri
mengirimkannya kepada bagian service mesin yang ahli dalam mengatasi mesin
yang rusak. Tujuan ini dilakukan untuk menghindari kerusakan yang lebih parah
produksi. Hal ini didukung oleh Lerch (1991) bahwa dalam suatu perusahaan
kayu, mesin-mesin merupakan bagian terbesar modal perusahaan. Karena itu
wajarlah, bila perawatan menuntut perhatian penuh. Artinya, tanpa ada mesin dan
pemeliharaan maka akan mempengaruhi semua kegiatan.
Rendemen
Berdasarkan hasil wawancara bahwa sampel yang diperoleh dari 12
industri kayu sekunder yang memiliki jenis mesin maka didapat total rendemen
sebesar 70,76% per minggu. Hasil rendemen yang diperoleh dari perbandingan
banyaknya bahan baku yang dihasilkan (output) dan bahan baku yang dibutuhkan
(input), secara umum dalam satuan persen. Menurut Dephutbun (1999)
menyatakan bahwa tinggi rendahnya rendemen dapat dipengaruhi oleh personel
(saw master). Kelelahan, keterbatasan pengetahuan atau kemampuan, atau kurang
hati-hati dapat menghasilkan keputusan yang kurang baik sehingga akan
berpengaruh terhadap hasil gergajian. Dalam praktiknya bahwa rendemen
dipengaruhi oleh bahan baku, kondisi dan pemeliharaan alat/mesin dan
pengalaman atau kemampuan dari operatornya. Hal ini menunjukkan bahwa nilai
dari rendemen yang didapat merupakan kriteria keberhasilan dari proses produksi
dan pemilik industri dapat mengetahui dasar perhitungan biaya produksi sehingga
bisa menetukan harga pokok dari produk yang akan dijual.
Inspeksi Pemerintah
Hasil survei yang diperoleh dapat disimpulkan bahwa inspeksi yang
dilakukan oleh pemerintah daerah/kota sebesar 85,71% dan Departemen
pemerintah tersebut dalam rangka memeriksa surat izin usaha, pajak, surat kayu,
artinya bukti kelegalitasan sebuah industri kayu sekunder. Walaupun demikian
masih ada industri kayu sekunder dimana inspeksi pemerintah tidak dilakukan
baik dari pemerintah kota/daerah maupun Departemen Kehutanan. Hal ini
disebabkan beberapa faktor yaitu pihak pemerintah yang kurang menjangkau
penyebaran industri yang ada di Kota Medan, pemilik industri yang tidak mau
mendaftar ke pemerintah dengan alasan ini hanya usaha kecil-kecilan yang suatu
saat bisa tutup atau beralih ke usaha lain serta pemilik industri bersifat tertutup
tidak mau memberitahukan karena khawatir tentang publikasi pemasaran kayunya
dianggap ilegal. Untuk lebih jelas dapat dilihat pada Gambar 15.
85,71
KESIMPULAN DAN SARAN
Kesimpulan
Hasil penelitian menunjukkan bahwa untuk produk setengah jadi yang
dijual oleh industri tersebut berbentuk balok, papan, kaso dan reng. Dari
keseluruhan produk jadi yang diperdagangkan paling banyak berupa kusen karena
proses pengerjaan sangat mudah sedangkan daun jendela, pintu, lemari, meja dan
kursi tetap diproduksi tetapi tergantung pesanan dari konsumen.
Berdasarkan survei terhadap 21 industri kayu sekunder yang dilakukan alat
utama yang dipakai diantaranya gergaji tangan, ampelas, obeng, pahat, pisau
bubut, kapak, spray gun, back saw dan lain-lainya seperti meteran, kunci pas.
Sedangkan alat bantu yang digunakan adalah pensil, palu, penggaris, besi siku,
kikir, batu asah dan lainnya seperti paku, kuas, tang. Jenis mesin yang dipakai
pada industri kayu sekunder sebagai berikut circular saw, small band saw, bor,
planner, rip saw, ketam profil, sander dan lain-lainnya seperti mesin ketam,
router, maupun mesin asah.
Dengan demikian dapat diketahui dari 21 industri sekunder yang disurvei
sebanyak 9 industri kayu sekunder atau 42,9% tidak menggunakan mesin dan
sebanyak 12 industri kayu sekunder atau 57,1% menggunakan/memiliki mesin.
Sedangkan rendemen yang diperoleh pada industri yang menggunakan mesin
Saran
Perlu adanya penelitian lanjutan mengenai pengendalian mutu produk
terhadap mesin yang digunakan serta kapasitas produksi yang diharapkan dapat
DAFTAR PUSTAKA
Boerhendhy, I., Nancy, C. dan Gunawan, A. 2003. Prospek dan Potensi Pemanfaatan Kayu Karet sebagai Substitusi Kayu Alam. Jurnal Ilmu dan Teknologi Tropis Kayu. Vol. 1. No. 1. Bogor.
Budianto, A. D. 1987. Teknik Dasar Memilih Mesin dan Perlengkapan Industri Kayu. Kanisius. Semarang.
Budianto, A. D. 1990. Pengelolaan Gudang dalam Industri Kayu. Kanisius. Semarang.
Departemen Kehutanan dan Perkebunan. 1999. Panduan Kehutanan Indonesia. Koperasi Karyawan Departemen Kehutanan dan Perkebunan, Jakarta.
Departemen Kehutanan. 2009. 10 Tahun Terakhir. Diakses
dar
[270809].
Frick, H. 1990. Peralatan Pembangunan Konstruksi, Penggunaan dan Pemeliharaan. Kanisius. Yogyakarta.
Fuad, M., H. Christine, Nurlela, Sugiarto, dan F. Paulus, Y. E. 2005. Pengantar Bisnis. PT. Gramedia Pustaka Utama. Jakarta.
Greenomics. 2004. Industri Pengolahan Kayu. Indonesia Corruption Watch. Jakarta.
Hadjib, N., Hadi, Y. S. dan Setyaningsih, D. 2007. Sifat Fisis dan Mekanis Sepuluh Provenans Kayu Mangium (Acacia mangium Willd.) dari Parung Panjang, Jawa Barat. Jurnal Ilmu dan Teknologi Tropis Kayu. Volume 5. No. 1. Bogor.
Haygreen, J. G, Shmulsky, R. dan Bowyer, J. L. 2003. Forest Product and Wood Science. An Introduction. Fourth Edition. Lowa State Press. United State of America.
Koch, P. 1964. Wood Machining Processes. The Ronald Press Company. NewYork
Lerch, E. 1991. Pengerjaan Kayu Secara Masinal. Kanisius. Semarang.
Madura, Jeff. 2001. Pengantar Bisnis. Salemba Empat. Jakarta.
Martawijaya, A., Kartasujana, I., Kadir, K. dan Prawira, S. A. 1995. Atlas Kayu Indonesia. Jilid 1. Pusat Penelitian dan Pengembangan Kehutanan. Bogor
Nurdin, F. 2009. Kesesuaian Mutu Produk dan Berbagai Aspek yang
Melingkupinya. Diakses dari
Nursandah, A. 2007. Kawat Baja sebagai Pengganti Batang Tarik pada Konstruksi Kuda-Kuda Kayu. Jurnal Teknik Sipil. Volume 7. No. 2. Surabaya.
Organisasi Komunitas dan Perpustakaan Online Indonesia. 2006. Pengertian, Definisi, Macam, Jenis dan Penggolongan Industri di Indonesia
Perekonomian Bisnis. Diakses dari:
//organisasi.org/pengertian_definisi_macam_jenis_dan_penggolongan_ind ustri_di_indonesia_perekonomian_bisnis [27102009].
Pasaribu, R. A., Setyawan, D. dan Winarni, I. 2003. Pengaruh Pencampuran Beberapa Jenis Kayu dan Perubahan Sulfiditas Proses Sulfat Terhadap Sifat Pengolahan dan Kualitas Pulp Kayu Karet (Hevea brasiliensis muell Arg.). Buletin Penelitian Hasil Hutan. Volume 21. No. 1. Bogor.
Pasaribu, R. A. dan Roliadi, H. 2006. Kajian Potensi Kayu Kayu Pertukangan dari Hutan Rakyat pada Beberapa Kabupaten di Jawa Barat. Prosiding Seminar Hasil Litbang Hasil Hutan. Bogor.
Pemerintah Provinsi Sumatera Utara. 2009. Diakses dari://www.sumutprov.go.id/ongkam.php?me=potensi_medan [03072009].
Pusat Pembinaan dan Pengembangan Bahasa Departemen Pendidikan dan Kebudayaan. 1985. Kamus Umum Bahasa Indonesia. Balai Pustaka. Jakarta.
Puspantoro, B. 1992. Konstruksi Bangunan Gedung Sambungan Kayu Pintu Jendela. Penerbit Andi Offset. Yogyakarta
Rudi, 2002. Status Pengawetan Kayu Di Indonesia. Makalah Pengantar Falsafah Sains (PPS702). Program Pasca Sarjana / S3. Institut Pertanian Bogor. Bogor.
Sianturi, A. 2001. Pengelolaan Hutan dalam Rangka Otonomi Daerah Menuju Self Regulating Organization. Info Sosial Ekonomi. Volume 2. No. 1. Bogor.
Sukirno, S., Husin, W. S., Indrianto, D., Sianturi, C. dan Saefullah, K. 2004. Pengantar Bisnis. Edisi Pertama. Kencana. Jakarta.
Sutigno, P. 1999. Prospek dan Tantangan Industri Kayu Indonesia Menuju Era Pasar Global. Info Hasil Hutan. Volume 5. No. 3. Bogor.
Tim Redaksi Fokusmedia. 2007. Undang-Undang Kehutanan dan Illegal Logging. Fokusmedia. Bandung.
KUISOENER PENELITIAN
PROFIL INDUSTRI KAYU SEKUNDER DI KOTA MEDAN
Nama Responden : _______________________ Umur: _________
Bentuk Badan Usaha : _______________________
Alamat : _______________________________________
Kecamatan : _______________________
No. Telp/HP : _______________________________________
HARI : ______________________TANGGAL : _________________________
Peneliti :
Nama : Sefryani Simarmata
NIM : 051203022
Program Studi : Teknologi Hasil Hutan
DEPARTEMEN KEHUTANAN FAKULTAS PERTANIAN UNIVERSITAS SUMATERA UTARA
2009 Data hanya untuk keperluan penelitian
1. Lamanya membuka usaha industri kayu sekunder
2. Jenis kayu yang diolah pada industri tersebut
a. Jati
3. Jenis kayu buah-buahan yang diolah pada industri tersebut
a. Durian
b. Nangka
c. Mangga
d. Kelapa
e. Lain-lainnya...
4. Bahan baku di dapat dari (Daerah)
a. Dalam Provinsi
b. Luar Provinsi
5. Asal bahan baku diperoleh dari
a. Hutan Tanaman Industri
b. Hutan Rakyat
c. Industri Primer
d. Perkebunan sendiri
e. Lain-lainnya...
6. Produk yang dihasilkan barang setengah jadi
a. Balok
b. Papan
c. Kaso
d. Reng
e. Lain-lainnya...
Data hanya untuk keperluan penelitian
7. Produk yang dihasilkan barang jadi
8. Adakah tempat penyimpanan hasil produk yang dibuat (Jelaskan)
a. Ada
b. Tidak
9. Memiliki mesin-mesin sendiri
a. Ya
b. Tidak
10. Pembelian jenis-jenis alat mesin yang digunakan berasal dari
a. Dalam negeri
b. Luar negeri
11. Jenis-jenis alat utama (Non Mesin)
a. Ketam panjang
j. Mesin kempa manual
k. Pisau bubut
l. Lain-lainnya...
12. Jenis-jenis alat bantu (Non Mesin)