TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
RACHEL J. OMPUSUNGGU
080403080
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yesus Kristus yang senantiasa memberikan kasih karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana yang berjudul “Kajian Kesiapan Implementasi Manajemen Mutu Terpadu (MMT) pada PT. Mewah Indah Jaya Berdasarkan European Foundation Quality for Management (EFQM). Tugas sarjana ini
merupakan salah satu syarat bagi penulis untuk menyelesaikan pendidikan program sarjana di Departemen Teknik Industri USU. Ini merupakan langkah awal bagi penulis untuk mengenal lingkungan kerja serta menerapkan ilmu yang telah dipelajari selama perkuliahan di lingkungan kerja.
Penulis menyadari bahwa tugas sarjana ini masih jauh dari sempurna. Oleh karena itu, saran dan kritik yang membangun sangat diharapkan penulis sebagai masukan yang berarti. Semoga tugas sarjana ini dapat bermanfaat bagi pembaca dan semua pihak.
Medan, Juli 2013
UCAPAN TERIMAKASIH
Syukur dan terimakasih saya ucapkan yang sebesar-besarnya kepada Tuhan Yesus Kristus yang telah memberikan kesempatan dan membimbing saya dalam menyelesaikan pendidikan di Departemen Teknik Industri USU.
Dalam penulisan tugas sarjana ini, saya mendapat bimbingan dan bantuan dari berbagai pihak. Oleh karena itu, saya mengucapkan terima kasih kepada: 1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara, yang memberi izin pelaksanaan tugas sarjana ini. 2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri
Universitas Sumatera Utara dan Dosen Pembanding, yang telah memberi izin dan informasi berkenaan dengan pelaksanaan tugas sarjana ini.
3. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.eng. selaku Ketua Bidang Rekayasa Manufaktur atas waktu, bimbingan, dan masukan yang diberikan kepada saya dalam penyelesaian tugas sarjana ini.
4. Bapak Ir. Mangara Tambunan, M.Sc. selaku Kordinator Tugas Sarjana atas waktu dan masukan yang diberikan kepada saya.
5. Bapak Dr. Ir. Nazaruddin Matondang, MT. selaku Dosen Pembimbing I atas waktu, bimbingan, dan masukan yang diberikan dalam penyelesaian tugas sarjana ini. Saya sangat bersyukur dibimbing oleh Bapak yang membukakan cara pandang yang benar dan termudah yang dapat saya pahami.
7. Bapak Aulia Ishak, ST, MT. selaku Dosen Pembanding yang telah memberikan masukan dan saran untuk menyempurnakan tugas sarjana ini. 8. Seluruh Dosen Departemen Teknik Industri USU, yang telah memberikan
bimbingan, arahan dan ilmu yang bermanfaat bagi saya.
9. Seluruh Staff Departemen Teknik Industri USU, yang telah membantu dalam informasi dan kelengkapan berkas.
10. Bapak Thomas Efendi selaku pemilik PT. Mewah Indah Jaya.
11. Bapak Sunaryo selaku pembimbing lapangan di PT. Mewah Indah Jaya. 12. Seluruh karyawan di PT. Mewah Indah Jaya.
13. Orangtua terkasih, Alice br Hutabarat dan Pionard Ompusunggu yang tiada hentinya mendukung saya baik secara moril maupun materil.
14. Tante Ernie Juli br Hutabarat dan Paklek H. Badrus Salim yang juga selalu mendukung saya seperti orangtua saya sendiri.
15. Nenek Rohani, serta Abang, Kakak, dan Adik yang saya kasihi, Boy, Butet, Lisa dan Adri yang memotivasi saya.
16. Bapak Sitepu dan Ibu Ginting, yaitu orangtua dari Grace Sitepu yang telah banyak membantu saya dan kawan-kawan.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN ... I-1
1.1. Latar belakang ... I-1 1.2. Perumusan Permasalahan ... I-4 1.3. Tujuan Penelitian... I-5 1.4. Manfaat Penelitian ... I-5 1.5. Asumsi dan Batasan Masalah Penelitian ... I-6
I I GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3. Organisasi dan Manajemen ... II-2 2.3.1. Struktur Organisasi Perusahaan ... II-2 2.3.2. Uraian Tugas dan Tanggung Jawab ... II-2 2.3.3. Tenaga Kerja dan Jam Kerja ... II-5 2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-7 2.4. Proses Produksi ... II-8 2.4.1. Produk Berbahan Aluminium ... II-8 2.4.1.1. Bahan yang Digunakan ... II-8 2.4.1.2. Uraian Proses Produksi Produk Aluminium .... II-9 2.4.2. Produk Berbahan Plastik ... II-14 2.4.2.1. Bahan yang Digunakan ... II-14 2.4.2.2. Uraian Proses Produksi Produk Plastik ... II-14
III LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.3.3. Self Assessment EFQM... III-11 3.4. Pengujian Validitas dan Reliabilitas... III-12 3.4.1. Validitas Data ... III-12 3.4.2. Pengujian Validitas ... III-12 3.4.3. Reliabilitas Data ... III-13 3.4.4. Pengujian Reliabilitas ... III-14 3.4.4.1. Pengujian Stabilitas Instrumen ... III-14 3.4.4.2. Pengujian Konsistensi Internal Instrumen ... III-15 3.5. Uji Asumsi Klasik ... III-16 3.5.1. Uji Normalitas ... III-16 3.5.2. Uji Multikolinieritas ... III-17 3.5.3. Uji Heterokedastisitas ... III-18 3.6. Analisis Jalur ... III-19 3.6.1. Pengertian ... III-19 3.6.2. Kegunaan Analisis Jalur ... III-19 3.6.3. Prinsip-prinsip Dasar ... III-20 3.6.4. Diagram Jalur dan Persamaan Struktural ... III-22 3.6.5. Koefisien Jalur ... III-22 3.6.6. Pengaruh Variabel Lain dan Variabel Eksogen
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1
4.1. Lokasi Penelitian ... IV-1 4.2. Objek Penelitian ... IV-1 4.3. Jenis Penelitian ... IV-1 4.4. Variabel Penelitian ... IV-1 4.5. Kerangka Konseptual Penelitian ... IV-3 4.6. Instrumen Penelitian ... IV-5 4.6.1. Uji Validitas ... IV-7 4.6.2. Uji Reliabilitas ... IV-9 4.7. Populasi dan Sampel... IV-9 4.8. Pelaksanaan Penelitian ... IV-10 4.9. Metode Pengumpulan Data ... IV-10 4.10. Pengolahan Data ... IV-11 4.11. Analisis Data ... IV-12 4.12. Kesimpulan dan Saran ... IV-12
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.3. Uji Multikolinieritas ... V-4 5.2.4. Uji Heterokedastisitas ... V-5 5.2.5. Analisis Jalur ... V-6 5.2.5.1. Diagram Jalur dan Persamaan Struktural... V-6 5.2.5.2. Analisis Regresi... V-7 5.2.5.3. Menentukan Pengaruh Langsung dan
Tidak Langsung ... V-15 5.2.6. Hasil Self Assessment ... V-17
VI ANALISIS DAN PEMBAHASAN ... VI-1
6.1. Analisis ... VI-1 6.1.1. Pengaruh Kepemimpinan terhadap Manajemen
Karyawan ... VI-1 6.1.2. Pengaruh Kepemimpinan terhadap Kebijakan dan
Strategi ... VI-1 6.1.3. Pengaruh Kepemimpinan terhadap Kemitraan dan
Sumber Daya ... VI-2 6.1.4. Pengaruh Manajemen Karyawan, Kebijakan dan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.1.8. Pengaruh Kepuasan Karyawan, Kepuasan Pelanggan, Dampak dalam Masyarakat terhadap Hasil Kinerja
Utama ... VI-4 6.1.9. Hasil Self Assessment ... VI-5 6.1.10. Variabel dengan Besar Pengaruh Terendah ... VI-5 6.2. Pembahasan... VI-5
6.2.1. Pengaruh Kepemimpinan terhadap Manajemen
Karyawan ... VI-5 6.2.2. Pengaruh Kepemimpinan terhadap Kebijakan dan
Strategi ... VI-6 6.2.3. Pengaruh Kepemimpinan terhadap Kemitraan dan
Sumber Daya ... VI-6 6.2.4. Pengaruh Manajemen Karyawan, Kebijakan dan
Strategi, Kemitraan dan Sumber Daya terhadap Proses VI-6 6.2.5. Pengaruh Proses terhadap Kepuasan Karyawan ... VI-7 6.2.6. Pengaruh Proses terhadap Kepuasan Pelanggan... VI-7 6.2.7. Pengaruh Proses terhadap Dampak dalam Masyarakat VI-7 6.2.8. Pengaruh Kepuasan Karyawan, Kepuasan Pelanggan,
Dampak dalam Masyarakat terhadap Hasil Kinerja
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.2.10. Variabel dengan Besar Pengaruh Terendah ... VI-9
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
Kondisi persaingan usaha saat ini semakin menunjukkan peningkatan. Setiap perusahaan terus melakukan perbaikan di berbagai sektor. Perbaikan tersebut antara lain dalam hal manajemen mutu. Konsep manajemen mutu yang memerlukan komitmen dan keterlibatan pihak manajemen dan seluruh organisasi dalam pengolahan perusahaan untuk memenuhi keinginan atau kepuasan pelanggan secara konsisten disebut Manajemen Mutu Terpadu (MMT).
PT. Mewah Indah Jaya merupakan industri manufaktur yang bergerak dalam pengolahan peralatan dapur. Namun dalam menjalankan usahanya, perusahaan masih sering menghadapi masalah yang berkenaan dengan mutu, yaitu produk cacat yang akhirnya mengakibatkan jumlah permintaan tidak bisa dipenuhi. Tingkat kecacatan produk bisa mencapai 5,96% dan jumlah produk yang tidak dapat terpenuhi mencapai Untuk mengatasi masalah mutu ini, PT. Mewah Indah Jaya sebagai salah satu industri kecil yang sedang berkembang perlu mengimplementasikan MMT. Namun sebelumnya, perlu dikaji terlebih dahulu mengenai kesiapan perusahaan dalam mengimplementasikan MMT berdasarkan model EFQM yang berkonsentrasi pada industri kecil-menengah.
Metode analisis dalam penelitian ini dilakukan dengan analisis jalur. Tujuannya adalah menerangkan pengaruh langsung dan tidak langsung dari variabel eksogen terhadap variabel endogen. Penelitian ini menggunakan 9 kriteria EFQM sebagai variabelnya yaitu kepemimpinan, manajemen karyawan, kebijakan dan strategi, kemitraan dan sumber daya, proses, kepuasan karyawan, kepuasan pelanggan, dampak dalam masyarakat dan hasil kinerja utama.
Hasil penelitian menunjukkan bahwa kepemimpinan berpengaruh positif terhadap manajemen karyawan sebesar 62,9%; kepemimpinan berpengaruh positif terhadap kebijakan dan strategi sebesar 53,5%; kepemimpinan berpengaruh positif terhadap kemitraan dan sumber daya sebesar 53,4%; manajemen karyawan berpengaruh positif terhadap proses sebesar 32%; kebijakan dan strategi berpengaruh positif terhadap proses sebesar 14,3%; kemitraan dan sumber daya berpengaruh positif terhadap proses sebesar 52,1%; proses berpengaruh positif terhadap kepuasan karyawan sebesar 55,5%; proses berpengaruh positif terhadap kepuasan pelanggan sebesar 76,5%; proses berpengaruh positif terhadap dampak dalam masyarakat sebesar 82%; kepuasan karyawan berpengaruh positif terhadap hasil kinerja utama sebesar 22,9%; kepuasan pelanggan berpengaruh positif terhadap hasil kinerja utama sebesar 44%; dampak dalam masyarakat berpengaruh positif terhadap hasil kinerja utama sebesar 26,1%. Skor total self assessment yang dicapai sebesar 787,637. Hal ini menunjukkan bahwa perusahaan berada dalam kondisi sangat siap untuk menerapkan MMT.
ABSTRAK
Kondisi persaingan usaha saat ini semakin menunjukkan peningkatan. Setiap perusahaan terus melakukan perbaikan di berbagai sektor. Perbaikan tersebut antara lain dalam hal manajemen mutu. Konsep manajemen mutu yang memerlukan komitmen dan keterlibatan pihak manajemen dan seluruh organisasi dalam pengolahan perusahaan untuk memenuhi keinginan atau kepuasan pelanggan secara konsisten disebut Manajemen Mutu Terpadu (MMT).
PT. Mewah Indah Jaya merupakan industri manufaktur yang bergerak dalam pengolahan peralatan dapur. Namun dalam menjalankan usahanya, perusahaan masih sering menghadapi masalah yang berkenaan dengan mutu, yaitu produk cacat yang akhirnya mengakibatkan jumlah permintaan tidak bisa dipenuhi. Tingkat kecacatan produk bisa mencapai 5,96% dan jumlah produk yang tidak dapat terpenuhi mencapai Untuk mengatasi masalah mutu ini, PT. Mewah Indah Jaya sebagai salah satu industri kecil yang sedang berkembang perlu mengimplementasikan MMT. Namun sebelumnya, perlu dikaji terlebih dahulu mengenai kesiapan perusahaan dalam mengimplementasikan MMT berdasarkan model EFQM yang berkonsentrasi pada industri kecil-menengah.
Metode analisis dalam penelitian ini dilakukan dengan analisis jalur. Tujuannya adalah menerangkan pengaruh langsung dan tidak langsung dari variabel eksogen terhadap variabel endogen. Penelitian ini menggunakan 9 kriteria EFQM sebagai variabelnya yaitu kepemimpinan, manajemen karyawan, kebijakan dan strategi, kemitraan dan sumber daya, proses, kepuasan karyawan, kepuasan pelanggan, dampak dalam masyarakat dan hasil kinerja utama.
Hasil penelitian menunjukkan bahwa kepemimpinan berpengaruh positif terhadap manajemen karyawan sebesar 62,9%; kepemimpinan berpengaruh positif terhadap kebijakan dan strategi sebesar 53,5%; kepemimpinan berpengaruh positif terhadap kemitraan dan sumber daya sebesar 53,4%; manajemen karyawan berpengaruh positif terhadap proses sebesar 32%; kebijakan dan strategi berpengaruh positif terhadap proses sebesar 14,3%; kemitraan dan sumber daya berpengaruh positif terhadap proses sebesar 52,1%; proses berpengaruh positif terhadap kepuasan karyawan sebesar 55,5%; proses berpengaruh positif terhadap kepuasan pelanggan sebesar 76,5%; proses berpengaruh positif terhadap dampak dalam masyarakat sebesar 82%; kepuasan karyawan berpengaruh positif terhadap hasil kinerja utama sebesar 22,9%; kepuasan pelanggan berpengaruh positif terhadap hasil kinerja utama sebesar 44%; dampak dalam masyarakat berpengaruh positif terhadap hasil kinerja utama sebesar 26,1%. Skor total self assessment yang dicapai sebesar 787,637. Hal ini menunjukkan bahwa perusahaan berada dalam kondisi sangat siap untuk menerapkan MMT.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Kondisi persaingan usaha saat ini semakin menunjukkan peningkatan. Setiap perusahaan terus melakukan perbaikan di berbagai sektor. Perbaikan tersebut antara lain dalam hal manajemen mutu. Manajemen mutu merupakan sebuah filsafat dan budaya organisasi yang menekankan kepada upaya menciptakan mutu yang konstan melalui setiap aspek. Manajemen mutu membutuhkan pemahaman mengenai sifat mutu dan komitmen manajemen untuk bekerja dalam berbagai cara. Konsep manajemen mutu yang memerlukan komitmen dan keterlibatan pihak manajemen dan seluruh organisasi dalam pengolahan perusahaan untuk memenuhi keinginan atau kepuasan pelanggan secara konsisten disebut Manajemen Mutu Terpadu (MMT) (Purwanto, 2000).
akan membuat pelanggan merasa tidak puas dan dapat dengan mudah menggantikan produk yang telah mereka gunakan dengan produk lain (Sinulingga, 2011).
PT. Mewah Indah Jaya merupakan industri manufaktur yang bergerak dalam pengolahan peralatan dapur. Namun dalam menjalankan usahanya, perusahaan masih sering menghadapi masalah yang berkenaan dengan mutu, yaitu produk cacat yang akhirnya mengakibatkan jumlah permintaan tidak bisa dipenuhi. Pada umumnya, fenomena produk cacat disebabkan oleh variasi material, kondisi mesin, metode kerja, inspektor yang beda, dan lingkungan yang selalu berubah. Pada PT. Mewah Indah Jaya, terjadinya produk cacat disebabkan oleh keterlambatan operator memasukkan bahan baku (dalam hal ini bijih plastik) ke dalam mesin pencetak produk serta penyusunan tumpukan produk jadi yang tidak beraturan sehingga mengakibatkan produk sering kali penyok atau tidak lagi sesuai bentuk standarnya. Data kecacatan produk dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Kecacatan Ember Tahun 2012
Berdasarkan Tabel 1.1, dapat disimpulkan bahwa rata-rata tingkat kecacatan ember mencapai 5,96 %. Terjadinya produk cacat berpengaruh terhadap pemenuhan permintaan sebagaimana terlihat pada Tabel 1.2.
Tabel 1.2. Data Jumlah Permintaan dan Produksi Ember Tahun 2012
Bulan
Tabel 1.2 menunjukkan bahwa rata-rata tingkat defisit mencapai 3 % dari jumlah permintaan. Jumlah permintaan yang tidak dapat terpenuhi akan membuat pelanggan merasa tidak puas dan dapat dengan mudah menggantikan produk yang telah mereka gunakan dengan produk lain (Sinulingga, 2011).
standar mutu yang dapat memberikan arahan secara sistematis untuk implementasi MMT . (Cheng Wu, 2007).
Beberapa negara mengeluarkan standar mutu untuk berbagai jenis organisasi, seperti Deming Prize dari Jepang dan Malcolm Baldrige dari Amerika. Standar mutu tersebut berlaku untuk perusahaan besar dan hanya rnasyarakat Eropa yang telah rnengeluarkan standar mutu untuk industri kecil yaitu European Foundation Quality for Management (EFQM). Model ini merupakan model yang
terakhir dikembangkan dan secara kontekstual dinilai mewakili lingkungan usaha di Indonesia (Masduki, 2003).
Oleh karena itu, pada penelitian ini menggunakan model EFQM sebagai alat untuk melihat posisi pencapaian penerapan mutu di PT. Mewah Indah jaya. Model EFQM mengadopsi prinsip-prinsip MMT yang mendorong perusahaan untuk meningkatkan mutu. Kriteria EFQM mencakup : (1) kepemimpinan, (2) manajemen karyawan, (3) kebijakan dan strategi, (4) kemitraan dan sumber daya, (5) proses, (6) kepuasan karyawan, (7) kepuasan pelanggan, (8) dampak dalam masyarakat, dan (9) hasil kinerja utama (Purwanto, 2000).
1.2. Perumusan Masalah
penelitian untuk mengetahui kondisi pencapaian penerapan manajemen mutu saat ini di perusahaan.
1.3. Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah :
1. Menganalisis pengaruh kepemimpinan terhadap manajemen karyawan, kebijakan dan strategi, serta kemitraan dan sumber daya.
2. Menganalisis pengaruh manajemen karyawan, kebijakan dan strategi, serta kemitraan dan sumber daya terhadap proses.
3. Menganalisis pengaruh proses terhadap kepuasan karyawan, kepuasan pelanggan, dan dampak dalam masyarakat.
4. Menganalisis pengaruh kepuasan karyawan, kepuasan pelanggan, dan dampak dalam masyarakat terhadap hasil kinerja utama.
5. Menganalisis kesiapan perusahaan untuk mengimplementasikan MMT.
1.4. Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah: 1. Manfaat bagi Mahasiswa
Mendapatkan pengalaman menerapkan teori yang telah didapatkan di perkuliahan untuk menyelesaikan masalah nyata.
2. Manfaat bagi Perusahaan
3. Manfaat bagi Lembaga atau Institusi Pendidikan Menjadi referensi bagi penelitian selanjutnya.
1.5. Asumsi dan Batasan Masalah Penelitian
Adapun asumsi dalam penelitian ini adalah :
1. Para karyawan PT. Mewah Indah Jaya memahami kriteria dalam EFQM. 2. Jawaban yang diberikan responden adalah jujur.
Adapun batasan masalah dalam penelitian ini adalah :
1. Penelitian ini mencakup penerapan self assesment dalam EFQM.
2. Penyebaran kuesioner self assesment dilaksanakan di PT. Mewah Indah Jaya. 3. Penelitian ini hanya sampai pada kajian kesiapan perusahaan dalam
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahan
PT. Mewah Indah Jaya merupakan salah satu perusahaan manufaktur yang bergerak di bidang pengolahan alat-alat rumah tangga. Perusahaan ini didirikan oleh Bapak Susanto dan Effendi pada tahun 1980 dan berlokasi di daerah Sunggal. Pada tahun 1983 PT. Mewah Indah Jaya pindah ke Jalan Medan-Binjai KM 14 Gang Kenduri No. 86, Deli Serdang, Sumatera Utara.
PT. Mewah Indah Jaya merupakan usaha keluarga yang turun-temurun. Saat ini, PT. Mewah Indah Jaya dipimpin oleh anak dari Bapak Effendi yaitu Thomas Effendi.
2.2. Ruang Lingkup Bidang Usaha
PT. Mewah Indah Jaya memproduksi produk rumah tangga berbahan aluminium dan plastik. Adapun produk berbahan aluminium yang dihasilkan berupa dandang dan kuali sedangkan produk berbahan plastik cukup beragam, yaitu sekitar 200 jenis produk, antara lain ember, piring, keranjang, kursi, celengan, mangkok dan lain sebagainya.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
PT. Mewah Indah Jaya menggunakan struktur organisasi lini/garis dimana wewenang dan kebijakan dari pimpinan tertinggi dilimpahkan kepada satuan-satuan organisasi di bawahnya menurut garis komando. Segala ketentuan, keputusan atau kebijaksanaan ada di tangan satu orang yaitu pucuk pimpinan. Struktur organisasi PT. Mewah Indah Jaya dapat dilihat pada Gambar 2.1.
Direktur
Kabid.
Produksi GudangKabid. Kabid.
Keuangan
Gambar 2.1. Struktur Organisasi PT. Mewah Indah Jaya
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab setiap bagian pada struktur organisasi di PT. Mewah Indah Jaya adalah sebagai berikut :
1. Direktur
Direktur sebagai pimpinan tertinggi di dalam perusahaan, mempunyai tugas dan tanggung jawab sebagai berikut:
b. Menjalankan fungsi manajemen (top management) dalam pengambilan keputusan.
c. Melakukan kerjasama dengan organisasi/instansi yang terkait. 2. Kepala bidang produksi
Kepala bidang produksi mempunyai tugas dan tanggung jawab sebagai berikut :
a. Mengatur pelaksanaan produksi.
b. Melakukan pengawasan terhadap proses produksi. c. Melakukan perencanaan dan pengendalian produksi.
d. Bertanggung jawab kepada Direktur atas keseluruhan kegiatan produksi. 3. Kepala bidang gudang
Kepala bidang gudang mempunyai tugas dan tanggung jawab sebagai berikut: a. Mengatur ketersedian bahan baku untuk produksi.
b. Mengatur tempat penyimpanan produk jadi.
c. Bertanggung jawab kepada Direktur atas keseluruhan kegiatan di gudang. 4. Kepala bidang keuangan
Kepala bidang keuangan mempunyai tugas dan tanggung jawab sebagai berikut :
a. Mengatur keuangan perusahaan.
b. Mencatat dan membuat laporan hasil penjualan dan kegiatan lain yang berhubungan dengan keuangan.
d. Bertanggung jawab kepada Direktur mengenai anggaran biaya, realisasi, dan pengawasannya.
5. Kepala bidang administrasi
Kepala bidang administrasi mempunyai tanggung jawab atas semua hal yang menyangkut administrasi yang ada pada perusahaan.
6. Petugas keamanan
Petugas keamanan mempunyai tanggung jawab menjaga keamanan pabrik serta menutup dan membuka pintu masuk perusahaan.
7. Supervisor bagian injection
Supervisor bagian injection mempunyai tanggung jawab untuk mengatur serta
mengawasi pekerjaan operator bagian injection. 8. Supervisor bagian pelat
Supervisor bagian pelat mempunyai tanggung jawab untuk mengatur serta mengawasi pekerjaan operator bagian pelat.
9. Supervisor bagian boker
Supervisor bagian boker tanggung jawab mengatur serta mengawasi pekerjaan operator bagian boker.
10. Karyawan gudang
Karyawan di bagian gudang mempunyai tugas dan tanggung jawab sebagai berikut :
a. Menjaga keamanan gudang.
11. Karyawan penjualan
Karyawan penjualan mempunyai tanggung jawab untuk menerima pesanan dari pelanggan dan mencatat segala aktivitas penjualan.
12. Karyawan pemasaran
Karyawan pemasaran mempunyai tugas dan tanggung jawab dalam pemasaran produk yang diproduksi dan meningkatkan penjualan melalui usaha promosi.
13. Operator
Operator mempunyai tanggung jawab sebagai berikut :
a. Bertanggung jawab terhadap proses produksi yang berlangsung di lantai pabrik.
b. Bertanggung jawab terhadap produk yang dihasilkan.
Adapun masalah kapasitas produksi menjadi tanggung jawab kepala bidang produksi yang dibantu oleh supervisor injection, pelat dan boker.
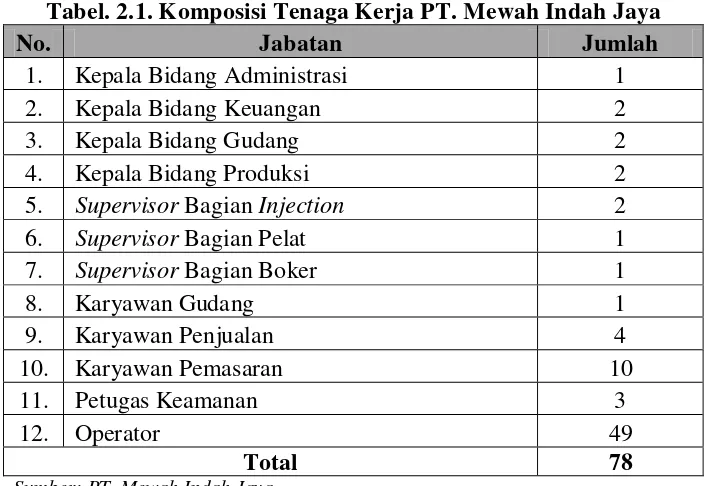
2.3.3. Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Mewah Indah Jaya terdiri dari tenaga kerja tetap dan tenaga kerja outsourcing. Tenaga kerja yang termasuk tenaga kerja tetap antara lain kepala bidang, staf dan supervisor. Tenaga kerja yang termasuk tenaga kerja outsourcing yaitu operator yang bekerja di lantai produksi. Perusahaan tidak secara langsung mengadakan kontrak kerja kepada tenaga kerja outsourcing melainkan kepada pihak perusahaan yang menjadi penyalurnya.
Tabel. 2.1. Komposisi Tenaga Kerja PT. Mewah Indah Jaya
No. Jabatan Jumlah
1. Kepala Bidang Administrasi 1
2. Kepala Bidang Keuangan 2
3. Kepala Bidang Gudang 2
4. Kepala Bidang Produksi 2
5. Supervisor Bagian Injection 2
6. Supervisor Bagian Pelat 1
7. Supervisor Bagian Boker 1
8. Karyawan Gudang 1
9. Karyawan Penjualan 4
10. Karyawan Pemasaran 10
11. Petugas Keamanan 3
12. Operator 49
Total 78
Sumber: PT. Mewah Indah Jaya
Pembagian jam kerja tenaga kerja pada PT. Mewah Indah Jaya adalah sebagai berikut:
1. Operator bagian pelat
Jadwal kerja karyawan bagian pelat terbagi dalam satu shift kerja yang dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jadwal Kerja Karyawan Bagian Pelat
Hari Kerja Jam Kerja (WIB)
Jam Istirahat (WIB)
Senin-Sabtu 08.00-16.00 12.00-13.00 Sumber: PT. Mewah Indah Jaya
2. Supervisor injection, operator injection, dan petugas keamanan
Tabel 2.3. Jadwal Kerja Karyawan Bagian Injection Sumber: PT. Mewah Indah Jaya
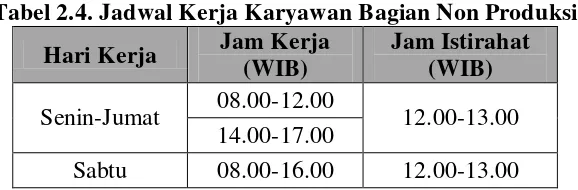
3. Karyawan bagian non produksi
Jadwal kerja untuk karyawan bagian non produksi ada pada Tabel 2.4.
Tabel 2.4. Jadwal KerjaKaryawan Bagian Non Produksi
Hari Kerja Jam Kerja (WIB)
Jam Istirahat (WIB)
Senin-Jumat 08.00-12.00 12.00-13.00 14.00-17.00
Sabtu 08.00-16.00 12.00-13.00 Sumber: PT. Mewah Indah Jaya
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan di PT. Mewah Indah Jaya didasarkan pada jenis tenaga kerja. Gaji tenaga kerja outsourcing diberikan setiap dua minggu sekali. Besarnya upah ditentukan berdasarkan jumlah hari kerja. Gaji tenaga kerja tetap diberikan secara bulanan dengan besar upah sesuai tingkat jabatan. Selain gaji pokok, perusahaan juga memberikan tunjangan dan fasilitas antara lain:
1. Upah lembur
Upah lembur diberikan kepada tenaga kerja yang bekerja melebihi jam kerja normal.
2. Tunjangan Hari Raya (THR)
3. Cuti
Cuti yang diberikan oleh perusahaan kepada tenaga kerjanya yaitu 12 hari setiap tahunnya. Perusahaan juga memberikan cuti melahirkan selama 3 bulan kepada tenaga kerja wanita.
2.4. Proses Produksi
Proses produksi pada PT. Mewah Indah Jaya terdiri dari dua bagian yaitu proses pembuatan produk berbahan aluminium dan berbahan plastik.
2.4.1. Produk Berbahan Aluminium
2.4.1.1.Bahan yang Digunakan
Bahan yang digunakan terdiri dari bahan baku, bahan tambahan, dan bahan penolong.
1. Bahan baku
Adapun bahan baku yang digunakan untuk produk aluminium adalah aluminium. Bahan baku bersumber dari pengusaha aluminium.
2. Bahan Tambahan
Bahan tambahan yang digunakan antara lain: a. Paku
Paku yang digunakan terbuat dari aluminium yang digunakan dalam perakitan body dengan pegangan.
b. Label
c. Plastik pembungkus
Plastik digunakan untuk membungkus produk yang telah selesai diproses. 3. Bahan Penolong
Bahan penolong yang digunakan pada PT. Mewah Indah Jaya antara lain: a. Bensin
Bensin digunakan pada proses polish untuk mengkilatkan produk. b. Kertas pasir
Kertas pasir digunakan untuk menghaluskan permukaan produk.
2.4.1.2.Proses Produksi Produk Aluminium
Proses pengolahan produk berbahan aluminium dimulai dengan proses pengecoran dan pengepresan membentuk pelat.
1. Pengecoran
Pada tahap ini, aluminium yang telah dileburkan, dituang ke dalam cetakan berbentuk kubus, selanjutnya dibiarkan hingga terbentuk.
2. Pengepresan (pressing 1)
Hasil pengecoran dibawa ke proses pengepresan untuk membentuk pelat dengan tebal 1,2 cm.
3. Pengepresan (pressing2)
Pelat hasil pengepresan 1 selanjutnya diproses pada pengepresan 2 hingga pelat memiliki ketebalan 0,5 cm.
1. Pembuatan body
Tahapan proses pembuatan body yaitu sebagai berikut: a. Pemotongan membentuk segi empat (square cutting)
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting machine. Pelat aluminium dipotong berbentuk persegi empat yang
disesuaikan dengan ukuran dandang yang akan diproduksi. b. Pengepresan (pressing)
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong selanjutnya diproses pada mesin press hingga ketebalan pelat menjadi 0,15 cm.
c. Pemotongan membentuk lingkaran (circle cutting)
Pelat segi empat dipotong membentuk lingkaran. Pemotongan pelat dilakukan dengan menggunakan mesin circle. Pada mesin circle terdapat bermacam ukuran cetakan sesuai ukuran dandang yang akan diproduksi. d. Pencetakan (forming)
Pelat yang berbentuk lingkaran selanjutnya dicetak membentuk body dandang dengan menggunakan mesin big press. Sebelum dicetak, pelat diolesi dengan limbah minyak sawit agar pelat tidak pecah atau rusak karena akan dikenakan tekanan.
e. Pembentukan pinggiran (edge forming)
f. Pengilatan (polishing)
Pada proses ini body dandang ditempatkan pada mesin putar kemudian diolesi dengan bensin. Body digosok dengan menggunakan kain hingga mengkilat.
g. Pembentukan pinggang (waist forming)
Body diproses pada mesin waist forming untuk membentuk pinggang pada
body.
h. Pelubangan
Body dandang dilubangi sebanyak 4 lubang menggunakan punch.
2. Pembuatan pegangan dandang (holder forming)
Proses pembuatan pegangan dandang dimulai dengan pemotongan pelat aluminium sesuai spesifikasi pegangan selanjutnya dibentuk dengan alat penekuk. Pegangan yang telah dibentuk kemudian dilubangi di kedua ujungnya dan dibengkokkan dengan alat pembengkok.
3. Pembuatan tutup
Tahapan proses pembuatan tutup yaitu sebagai berikut: a. Pemotongan membentuk segi empat (square cutting)
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting machine. Pelat aluminium dipotong berbentuk persegi empat yang
disesuaikan dengan spesifikasi tutup dandang yang akan diproduksi. b. Pengepresan (pressing)
c. Pemotongan membentuk lingkaran (circle cutting)
Pelat segi empat dipotong membentuk lingkaran. Pemotongan pelat dilakukan dengan menggunakan mesin circle.
d. Pencetakan (forming)
Pelat yang berbentuk lingkaran dicetak membentuk tutup dandang menggunakan mesin big press. Sebelum dicetak, pelat diolesi limbah minyak sawit agar pelat tidak pecah/rusak karena akan dikenakan tekanan. e. Pembentukan pinggiran (edge forming)
Pada tahap ini digunakan mesin engkol. Proses yang dilakukan pada tahap ini adalah penyempurnaan bentuk tutup dandang, pemotongan pinggiran tutup dandang yang belum dibentuk hingga rata dan pembentukan pinggiran tutup dandang.
f. Pengilatan (polishing)
Pada tahap ini tutup dandang ditempatkan pada mesin putar lalu diolesi bensin. Tutup dandang digosok menggunakan kain hingga mengkilat. g. Pelubangan (punch)
Tutup dandang dilubangi pada bagian tengah menggunakan punch. 4. Pembuatan penyaring
Tahapan proses pembuatan penyaring yaitu sebagai berikut: a. Pemotongan membentuk segi empat (square cutting)
Pemotongan pelat aluminium dilakukan dengan menggunakan cutting machine. Pelat aluminium dipotong berbentuk persegi empat yang
b. Pengepresan (pressing)
Pelat aluminium dengan tebal 0,5 cm yang telah dipotong selanjutnya diproses pada mesin press hingga ketebalan pelat menjadi 0,15 cm.
c. Pemotongan membentuk lingkaran (circle cutting)
Pelat segi empat dipotong membentuk lingkaran. Pemotongan pelat dilakukan dengan menggunakan mesin circle.
d. Pelubangan (punch)
Penyaring dilubangi menggunakan punch sehingga terdapat banyak lubang pada penyaring.
e. Pemasangan kawat
Pada tahap ini kawat dikaitkan pada lubang di bagian tengah penyaring yang berfungsi sebagai pegangan penyaring.
5. Perakitan
a. Body dandang yang telah selesai dilubangi kemudian dirakit dengan pegangan.
b. Tutup dandang yang telah selesai dikilatkan selanjutnya dirakit dengan pegangan penutup yang terbuat dari plastik.
6. Pengemasan
2.4.2. Produk Berbahan Plastik
2.4.2.1.Bahan yang Digunakan
Bahan yang digunakan terdiri dari bahan baku, tambahan, dan penolong. 1. Bahan baku
Bahan baku yang digunakan untuk produksi produk plastik yaitu bijih plastik. Bahan baku bijih plastik dipasok dari PT. Chandra Petrochemical Tbk, PT. Bintang Terang, dan PT. Sempurna. Bahan baku yang digunakan bermacam-macam yaitu polyetylene bening, polyprophylene dengan variasi warna, dan cacahan dari plastik bekas yang akan didaur ulang kembali.
2. Bahan tambahan
Bahan tambahan yang digunakan antara lain : a. Zat pewarna untuk mewarnai bahan baku. b. Label, berupa merek produk.
c. Plastik dan kardus untuk proses pengemasan. 3. Bahan penolong
Bahan penolong yang digunakan dalam proses produksi yaitu air. Air ini digunakan dalam proses pencucian cacahan plastik.
2.4.2.2.Proses Produksi Produk Plastik
1. Pencacahan
Pada tahap ini bahan baku daur ulang dicacah menjadi berukuran lebih kecil lagi untuk memudahkan dalam proses pemanasan di dalam mesin injection. Proses ini dilakukan dengan mesin crusher di bagian boker.
2. Pencucian dan penyaringan
Pada tahap ini cacahan bahan baku dimasukkan ke dalam bak pencucian dengan proses pencucian sebanyak empat tahap. Proses pencucian dilakukan secara manual oleh operator. Proses ini bertujuan untuk memisahkan kotoran yang menempel pada bahan baku. Bahan baku yang bersih akan terapung di air, sedangkan kotoran akan mengendap di bawah air. Bahan baku yang terapung disaring secara manual menggunakan saringan.
3. Penjemuran
Setelah disaring, bahan baku masih dalam keadaan basah. Bahan baku yang dimasukkan ke dalam mesin harus dalam keadaan kering sehingga perlu dilakukan proses pengeringan dengan penjemuran di bawah sinar matahari.
Bahan baku daur ulang yang siap pakai dan bahan baku dari pabrik selanjutnya diproses sebagai berikut:
1. Pencampuran warna
2. Pencetakan
Tahap ini dilakukan pada mesin injection molding dan mesin blow molding. Bahan baku dimasukkan ke dalam mesin melalui hopper. Pada mesin terjadi proses pemanasan untuk mengubah wujud bahan baku dari cacahan/butiran padat menjadi cairan. Bahan baku yang telah mencair kemudian diinjeksikan ke cetakan. Dengan demikian cara yang demikian dihasilkan produk dengan bentuk yang sesuai dengan cetakan. Cetakan produk dapat diganti atau diubah sesuai dengan produk yang akan diproduksi.
3. Pemotongan
Pemotongan dilakukan menggunakan pisau untuk merapikan pinggiran produk yang tidak rata.
4. Perakitan
Tahap ini merupakan tahapan untuk sebagian produk yang memerlukan proses perakitan seperti ember, lemari, rantang, dan sebagainya.
5. Pengemasan
BAB III
LANDASAN TEORI
3.1. Mutu
Dalam sebuah organisasi pengendalian mutu berarti kegiatan verifikasi, inspeksi, pengukuran dan pengujian yang bertujuan untuk pengendalian bahan, proses, produk dan menghilangkan sebab-sebab dari hasil kerja yang tidak memuaskan pada tahap awal yang paling memungkinkan dari operasi bisnis. Adapun konsep mutu (Nasution, 2001), meliputi :
1. Proses
Urutan aktivitas yang tegabung untuk menghasilkan suatu Produk yang mempunyai nilai kepada pelanggan, adanya perubahan yang akan memberikan nilai tambah.
2. Produk
Output suatu proses yang meliputi :
a. Barang : Produk yang memiliki karakteristik fisik b. Informasi : Produk yang bersifat laporan, Saran, Instruksi c. Jasa : Pekerjaan yang dilakukan
3. Pelanggan
Semua orang yang menerima produk dari suatu proses, dan pelanggan dapat dibedakan menjadi 2 yaitu :
masyarakat disebut pelanggan eksternal dan dalam lingkup yang lebih kecil Rekan kerja yang menerima produk dari hasil kerja kita dalam satu lingkup organisasi juga bisa dikatakan dengan pelanggan.
b. Pelanggan Internal, Semua orang di dalam perusahaan yang menerima produk dari rekan kerja yang lain di perusahaan atau dari pelanggan eksternal (keterkaitan dengan Bagian).
4. Pemasok
Semua orang yang memasok produk dalam suatu proses :
a. Pemasok eksternal, semua orang diluar perusahaan, termasuk supplier, pemerintah dan masyarakat yang memasok produk.
b. Pemasok internal 5. Karakteristik mutu
Karakteristik mutu yang dimaksud adalah mutu produk dan mutu pelayanan. Adapun karakteristik mutu produk meliputi :
a. Spesifikasi dimensi dan karakteristik operasional b. Masa penggunaan dan ketahanan
c. Keamanan produk d. Keterkaitan standar e. Pemeliharaan
Adapun karakteristik mutu pelayanan meliputi : a. Ketepatan
b. Konsistensi
c. Tanggapan pada pelanggan d. Keahlian
e. Komunikasi
3.2. Manajemen Mutu Terpadu (MMT)
3.2.1. Sejarah MMT
MMT bermula di AS selama PD II, ketika ahli statistik AS W.Edward Deming menolong para insinyur dan teknisi untuk menggunakan teori statistik untuk memperbaiki kualitas produksi. Setelah perang, teorinya banyak diremehkan oleh perusahaan Amerika. Kemudian Deming pergi ke Jepang, dimana dia mengajarkan Statistical Quality Control pada para pemimpin bisnis top untuk membangun negaranya jika mengikuti nasehatnya (Purwanto, 2000).
MMT berfokus pada pentingnya proses bisnis yang baik terutama satu pola yang mengurangi hambatan dari batasan internal dan mengerti kebutuhan detail pelanggan sehingga kebutuhan mereka dapat sepenuhnya tercapai (Purwanto, 2000). Keperluan-keperluan ini sejauh ini mencapai tahap dimana MMT menjadi pemikiran terbaik sebagai filosofi manajemen umum daripada pendekatan tertentu untuk kualitas.
3.2.2. Konsep MMT
MMT diartikan sebagai perpaduan semua fungsi dari perusahaan ke dalam falsafah holistik yang dibangun berdasarkan konsep kualitas, kerjasama, produktivitas, dan pengertian serta kepuasan pelanggan. Definisi lainnya menyatakan bahwa MMT merupakan sistem manajemen yang mengangkat kualitas sebagai strategi usaha dan berorientasi pada kepuasan pelanggan dengan melibatkan seluruh anggota organisasi (Purwanto, 2000).
Sasaran yang terpenting di dalam MMT adalah bagaimana meningkatkan gairah dan semangat kerja pegawai serta mengembangkan agar mempunyai kualitas yang optimal melalui penerapan prinsip manajemen mutu (Yuri & Nurcahyo, 2013). Prinsip-prinsip manajemen yang dimaksud adalah :
1. Fokus terhadap Pelanggan
Semua aktifitas perencanaan dan implementasi sistem semata-mata untuk memuaskan konsumen.
2. Kepemimpinan
Top Management berfungsi sebagai pemimpin dalam mengawali implementasi
sistem, bahwa semua gerak organisasi selalu terkontrol dalam satu komando dengan komitmen yang sama pada setiap elemen organisasi.
3. Keterlibatan semua orang
Semua elemen dalam organisasi terlibat dan fokus dalam implementasi sistem manajemen mutu sesuai fungsi kerjanya masing-masing.
4. Pendekatan Proses
Aktifitas implementasi sistem selalu mengikuti alur proses yang terjadi dalam organisasi. Dengan demikian, pemborosan karena proses yang tidak perlu bisa dihindari atau sebaliknya, ada proses yang tidak terlaksana karena pelaksanaan yang tidak sesuai dengan flow process itu sendiri yang berdampak pada hilangnya kepercayaan pelanggan.
5. Pendekatan sistem ke manajemen
bertujuan memperbaiki cara dalam menghilangkan akar masalah dan melakukan perbaikan untuk menghilangkan potensi masalah.
6. Perbaikan berkelanjutan
Setiap perusahaan perlu melakukan proses secara sistematis dalam melaksanakan perbaikan berkesinambungan
7. Pendekatan fakta sebagai dasar pengambilan keputusan
Setiap keputusan dalam implementasi sistem didasarkan pada fakta dan data. 8. Kerjasama yag saling menguntungkan dengan pemasok
Supplier bukan pembantu, tetapi mitra usaha. Oleh karena itu, harus terjadi pola hubungan saling menguntungkan.
Implementasi MMT membutuhkan suatu proses yang sistematis. Ada beberapa langkah dalam implementasi MMT (George dan Weimerskirch, 1998), yaitu :
1. Evaluasi diri
2. Identifikasi pelanggan 3. Belajar menggunakan PDCA
4. Belajar menggunakan perangkat TQM
5. Pengukuran dan bagaimana menggunakannya
diterapkan secara universal. Ada beberapa standar mutu yang bisa digunakan antara lain Malcolm Balridge National Award, Deming Prize, ISO 9000, dan European Quality Award (EQA). Namun hanya model EQA yang dikembangkan
oleh European Foundation Quality Management (EFQM) yang bisa digunakan untuk industri kecil menengah (Cheng Wu, 2007). Selain itu, model EFQM ini merupakan model terakhir yang dikembangkan di dunia industri (Masduki, 2003).
3.3. European Foundation Quality Management (EFQM) 3.3.1. Sejarah EFQM
Di awali dari pesatnya perkembangan manajemen kualitas di Jepang dan Amerika di tahun 1980-an, yang kemudian berlanjut dengan adanya pemberian penghargaan Deming Prize dan Malcolm Baldridge, maka pada tahun 1988 perwakilan industri-industri di Eropa seperti British Telecom,Volkswagen dan Philips berinisitif untuk mendirikan EFQM. EFQM dibentuk dengan misi utama untuk mendukung dan memberikan stimulasi untuk kemajuan operasional manajemen perusahaan-perusahaan Eropa, juga termasuk di dalamnya memberikan bantuan sebesar-besarnya pada masyarakat Eropa (Setiono, 2005). Menurutnya manajemen mutu harus berfokus pada seluruh aktivitas, pada semua tingkatan. Termasuk didalamnya ide dari Berwick, proses perbaikan secara terus menerus (continuous improvement).
Pendekatan EFQM ini menggunakan 9 kriteria penilaian (Setiono, 2005), yakni :
1. Kepemimpinan, 2. Kebijakan dan strategi 3. Manajemen karyawan
4. Kemitraan dan sumber-sumber daya 5. Proses
6. Kepuasan pelanggan 7. Kepuasan karyawan 8. Dampak dalam masyarakat 9. Hasil kinerja utama.
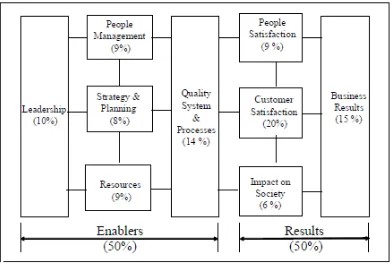
Oleh EFQM, 9 kriteria ini dikelompokkan dalam 2 wilayah, enablers dan results (Setiono, 2005). Kriteria-kriteria yang ada dalam wilayah enablers yakni Kepemimpinan, manajemen karyawan, kebijakan dan strategi, kemitraan dan sumber-sumber daya serta Proses. Kriteria lainnya masuk dalam wilayah results.
Enablers berkaitan dengan bagaimana suatu institusi melaksanakan
Sumber : Cheng wu, 2007
Gambar 3.1. Model EFQM
Model berikutnya yang merupakan bagian dari EFQM adalah RADAR logic yaitu siklis dan terus menerus, ini dapat diaplikasikan pada hampir seluruh situasi bisnis seperti pada Gambar 3.2.
Sumber : www.efqm.org
3.3.2. EFQM sebagai Bentuk Manajemen Mutu
Sebagai bentuk standarisasi manajemen mutu, EFQM menawarkan pendekatan manajemen mutu melalui bentuk kerangka dasar dimana organisasi dapat melengkapi kerangka dasar tersebut dengan visi dan tujuan dari organisasi itu sendiri. EFQM mendasarkan pendekatannya berdasarkan satu konsep utama bahwa setiap organisasi memiliki tingkat unik yang berbeda satu dan lainnya, sehingga suatu format yang berhasil diimplementasikan pada satu organisasi belum tentu akan bisa berhasil pada organisasi lainnya (Llusar, 2008).
Bentukan model yang ditawarkan oleh EFQM bisa digunakan oleh suatu organisasi sebagai (Singhal & Hendricks, 1998) :
1. Sebagai suatu kerangka dimana organisasi dapat menggunakannya untuk mengidentifikasikan dan memberikan informasi lebih dari bisnis yang dimiliki, keterkaitan yang dimiliki, dan akibat dari keterkaitan itu sendiri. 2. Sebagai dasar dari EFQM Excellence Award, yaitu proses dimana organisasi
dapat mengenali pengalaman pelanggan yang terbaik dan mempromosikannya untuk membantu organisasi melakukan pencapaiannya. 3. Sebagai alat diagnosa penentu tingkat kesehatan organisasi. Melalui proses
3.3.3. Self Assesment EFQM
EFQM Excellence Model yang berbasiskan self assesment lahir pada tahun
1991, dan penghargaan manajemen kualitas yang berbasiskan EFQM pertama kali diberikan pada tahun 1992 kepada Rank Xerox (Wahyudiono, 2010). Konsep self assesment ini masih terus digunakan sebagai salah satu dasar manajemen kualitas
yang dijalankan oleh EFQM dan terus dikembangkan menjadi salah satu alat untuk implementasi dan pencapaian obyektif strategis banyak perusahaan di Eropa. Penilaian dilakukan dengan memberikan skor pada kuisioner oleh seluruh pihak manajemen institusi seperti yang terdapat pada Tabel 3.1.
Tabel 3.1. Akumulasi Nilai EFQM
Aspek Skor
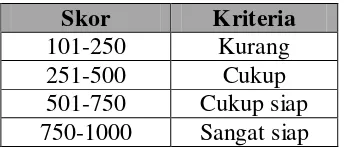
Skor penilaian menunjukkan tingkat kesesuaian atas kesiapan dalam implementasi MMT seperti yang terdapat pada Tabel 3.2.
Tabel 3.2. Kriteria Self Assesment
Skor Kriteria
101-250 Kurang
251-500 Cukup
EFQM ini dapat diaplikasikan di institusi manapun, nirlaba ataupun yang sebaliknya, dan institusi dengan jumlah karyawan berapapun (Setiono, 2005). Berdasarkan gambar yang diperoleh, pihak manajemen dapat mengidentifikasi faktor-faktor yang menjadi kekuatan institusinya dan di wilayah mana continuous improvement akan diprioritaskan untuk meningkatkan customer satisfaction.
3.4. Pengujian Validitas dan Reliabilitas
3.4.1. Validitas Data
Validitas data ialah sutu ukuran yang mengacu kepada derajat kesesuaian antara data yang dikumpulkan dan data sebenarnya dalam sumber data. Data yang valid akan diperoleh apabila instrumen pengumpulan data juga valid. Oleh karena itu, untuk menguji validitas data, maka pengujian dilakukan terhadap instrumen pengumpulan data (Sinulingga, 2011).
3.4.2. Pengujian Validitas
Cara-cara umum yang digunakan untuk menguji validitas instrumen ialah melalui analisis korelasi, analisis faktor, dan multitrait (Sinulingga, 2011). Analisis korelasi sangat sesuai digunakan untuk menguji validitas serempak dan prediktif ataupun validitas konvergen dan diskriminan. Analisis korelasi dilakukan dengan menggunakan rumus Korelasi Product Moment yang dikembangkan oleh Pearson yaitu sebagai berikut:
��� = � ∑ �� −
(∑ �)(∑ �)
dimana:
��� = koefisien korelasi antara Y dan X X = skor variable independen X Y = skor variable independen Y
Rumus koefisien korelasi di atas dapat juga ditulis sebagai berikut: ��� = ∑ �� ��
�(��2) (��2)
Analisis faktor adalah teknik multivariat yang menguji kesesuaian dimensi konsep yang telah disusun definisi operasionalnya disamping mengidentifikasi item mana yang paling wajar untuk setiap dimensi. Analisis faktor dilakukan apabila antara faktor satu dengan lainnya terdapat kesamaan, kesinambungan atau antara kedua faktor tersebut bersifat tumpang tindih (overlap) (Sinulingga, 2011).
Multitrait adalah sebuah multimethod matrix of correlation yang diturunkan dari konsep yang diukur melalui bentuk dan metode yang berbeda.
3.4.3. Reliabilitas Data
Reliabilitas berkenaan dengan derajat konsistensi dan stabilitas data yang dihasilkan dari proses pengumpulan data dengan menggunakan instrumen tersebut (Sinulingga, 2011). Reliability is defined as the consistency and stability of data or findings. From positivistic perspective, reliability typically is considered to be
synonymous with consistency of data produce by observation made by different
researchers or by the same researchers but at different time or by splitting a data
3.4.4. Pengujian Reliabilitas
Pengujian reliabilitas pada umumnya dikenakan untuk pengujian stabilitas instrumen dan konsistensi internal instrument (Sinulingga, 2011). Pengujian terhadap kedua karakteristik dari instrumen tersebut dapat dilakukan dengan beberapa metode. Berikut ini diberikan metode-metode umum yang digunakan oleh para peneliti dalam pengujian instrumen.
3.4.4.1.Pengujian Stabilitas Instrumen
Ada dua macam pengujian stabilitas instrumen, yaitu Test-Retest Reliability dan Pararrel-Form Reliability (Sinulingga, 2011). Test-Retest Reliability adalah sebuah metode pengujian reliabilitas instrumen yang dilakukan
dengan cara menggunakan instrumen tersebut kepada subjek yang sama secara berulang-ulang tetapi pada waktu yang berbeda. Jarak waktu diatur sedemikian rupa sehingga responden hampir tidak mengingat jawaban yang diberikan sebelumnya untuk menghindari jawaban yang bersifat pengulangan secara tidak wajar. Data yang diperoleh dari beberapa kali pengukuran ini kemudian diolah dan koefisien korelasinya dihitung . Jika koefisien korelasi bertanda positif dan hasil pengujian sigifikan maka instrumen tersebut dikatakan cukup stabil.
Parallel-Form Reliability sering juga disebut Equivalent Reliability adalah
menguji korelasi hasil yang diberikan oleh instrumen pertama dan instrumen kedua. Jika koefisien korelasi positif dan signifikan maka instrumen tersebut dapat dinyatakan cukup reliabel.
3.4.4.2.Pengujian Konsistensi Internal Instrumen
Pengukuran konsistensi internal instrumen pengumpulan data dapat dilakukan denga dua cara yaitu Interitem Consistency Reliability dan Split-Half Reliability (Sinulingga, 2011). Interitem Consistency Reliability adalah sebuah test konsistensi terhadap jawaban responden mengenai semua item yang ditanyakan kepadanya. Test ini mencoba menguji seberapa jauh responden memberikan jawaban yang independen terhadap masing-masing item yang ditanyakan. Alat test yang cukup popular untuk pengujian tersebut antara lain ialah indeks reliabilitas Spearman Brown, Flanagan, Rulon, Hoyt, dan Formula K-R.20 dan K-R.21. Teknik pengujian lain yang juga banyak digunakan ialah
Koefisien Alpha Cronbach (1946). Koefisien Alpha Cronbach digunakan untuk multipoint scale items dan formula Kuder Richardson (1937) digunakan untuk dichotomous items.
tertentu misalnya antara 1 dan 5 atau antara 1 dan 10 dan sebagainya. Rumus yang digunakan dalam menghitung koefisien Alpha Cronbach adalah sebagai berikut:
�11 = �
�
(� −1)� �1− ∑ ��2
��2 �
dimana:
r11 = reliabilitas instrumen (koefisien Alpha Cronbach)
k = jumlah butir pertanyaan dalam instrumen ∑σb2 = jumlah varians butir-butir pertanyaan
Σt2 = varians total
Split-Half Reliability merefleksikan korelasi antara dua bagian
masing-masing adalah separuh dari instrumen yang digunakan. Kuatnya korelasi antara kedua bagian tersebut tergantung pada cara item-item dalam instrumen dibagi menjadi dua bagian. Ada dua cara yang dapat dipilih untuk membelah instrumen, yaitu berdasarkan pertanyaan-pertanyaan genap-ganjil dan berdasarkan pertanyaan bagian awal dan pertanyaan bagian akhir (Sinulingga, 2011).
3.5. Uji Asumsi Klasik
3.5.1. Uji Normalitas
pengambilan keputusan data berdistribusi normal atau tidak hanya berpatok pada pengamatan gambar saja. Ada cara lain untuk menentukan data berdistribusi normal atau tidak, yaitu dengan menggunakan rasio skewness dan rasio kurtosis. Rasio skewness dan Rasio kurtosis dapat dijadikan petunjuk apakah data berdistribusi normal atau tidak. Rasio skewness adalah nilai skewness dibagi dengan standar error skewness sedangkan rasio kurtosis adalah nilai kurtosis dibagi dengan standar error kurtosis. Apabila rasio skewness dan rasio kurtosis berada di antara -2 dan +2, maka data berdistribusi normal (Pasaribu, 2012).
3.5.2. Uji Multikolinieritas
Uji multikolonieritas bertujuan untuk menguji apakah model regresi ditemukan adanya korelasi antar variabel bebas (independent). Model regresi yang baik seharusnya tidak terjadi korelasi di antara variabel bebas. Jika variabel bebas saling berkorelasi, maka variabel-variabel tersebut tidak ortogonal. Variabel ortogonal adalah variabel bebas yang nilai korelasi antar sesama variabel independen sama dengan nol. Pengujian ada atau tidaknya multikolonieritas di dalam model regresi dapat dilakukan dengan melihat nilai tolerance dan nilai variance inflation factor (VIF). Nilai yang umum dipakai untuk menunjukkan
3.5.3. Uji Heterokedastisitas
Uji heteroskedastisitas bertujuan menguji apakah dalam model regresi terjadi ketidaksamaan variance dari residual satu pengamatan ke pengamatan yang lain. Apabila variance dari residual satu pengamatan ke pengamatan lain tetap, maka disebut homoskedastisitas dan jika berbeda disebut heteroskedastisitas. Model regresi yang baik adalah yang homoskedastisitas atau tidak terjadi heteroskedastisitas (Pasaribu, 2012).
Cara yang sering digunakan dalam menentukan apakah suatu model terbebas dari masalah heterokedastisitas atau tidak adalah dengan melihat pada scatter plot dan dilihat apakah residual memiliki pola tertentu atau tidak. Cara ini
menjadi fatal karena pengambilan keputusan hanya berpatok pada pengamatan gambar saja tidak dapat dipertanggungjawabkan kebenarannya. Banyak metode statistik yang dapat digunakan untuk menentukan apakah suatu model terbebas dari masalah heterokedastisitas atau tidak, misalnya uji Glejser. Uji Glejser secara umum dinotasikan sebagai berikut :
3.6. Analisis Jalur
3.6.1. Pengertian
Analisis jalur (path analysis) dikembangkan oleh Sewall Wright (1934). Path analysis digunakan apabila secara teori kita yakin berhadapan dengan
masalah yang berhubungan sebab akibat. Tujuannya adalah menerangkan akibat langsung dan tidak langsung seperangkat variabel, sebagai variabel penyebab, terhadap variabel lainnya yang merupakan variabel akibat (Suwarno, 2007). Terdapat beberapa defenisi analisis jalur, diantaranya adalah sebagai berikut : 1. Analisis jalur adalah suatu teknik untuk menganalisis hubungan sebab akibat
yang terjadi pada regresi berganda jika variabel bebasnya mempengaruhi variabel tergantung tidak hanya secara langsung, tetapi juga secara tidak langsung (Robert D. Rutherford, 1993).
2. Analisis jalur merupakan pengembangan langsung bentuk regresi berganda dengan tujuan untuk memberikan estimasi tingkat kepentingan (magnitude) dan signifikansi (significance) hubungan sebab akibat hipotetikal dalam seperangkat variabel (Paul Webley, 1997).
3. Model perluasan regresi yang digunakan untuk menguji keselarasan matriks korelasi dengan dua atau lebih model hubungan sebab akibat yang dibandingkan oleh peneliti (David Garson, 2003).
3.6.2. Kegunaan Analisis Jalur
Kegunaan model analisis jalur (Suwarno, 2007) adalah untuk :
b. Prediksi nilai variabel terikat (Y) berdasarkan nilai variabel bebas (X), dan prediksi dengan path analysis ini bersifat kualitatif.
c. Faktor determinan yaitu penentuan variabel bebas (X) mana yang berpengaruh dominan terhadap variabel terikat (Y), juga dapat digunakan untuk menelusuri mekanisme pengaruh variabel bebas (X) terhadap variabel terikat (Y).
d. Pengujian model, menggunakan teori trimming, baik untuk uji reliabilitas konsep yang sudah ada ataupun uji pengembangan konsep baru.
3.6.3. Prinsip-prinsip Dasar
Prinsip-prinsip dasar yang sebaiknya dipenuhi dalam analisis jalur (Suwarno, 2007)diantaranya ialah :
1. Adanya linearitas (Linearity). Hubungan antar variabel bersifat linear. 2. Adanya aditivitas (Additivity). Tidak ada efek-efek interaksi.
3. Data berskala interval.
4. Semua variabel residual (yang tidak diukur) tidak berkorelasi dengan salah satu variabel-variabel dalam model.
5. Istilah gangguan (disturbance terms) atau variabel residual tidak boleh berkorelasi dengan semua variabel endogenous.
6. Sebaiknya hanya terdapat multikolinieritas yang rendah. Multikolinieritas maksudnya dua atau lebih variabel bebas mempunyai hubungan sangat tinggi. 7. Adanya rekursivitas. Semua anak panah mempunyai satu arah, tidak boleh
8. Spesifikasi model benar diperlukan untuk menginterpretasi koefisien-koefisien jalur. Kesalahan spesifikasi terjadi ketika variabel penyebab yang signifikan dikeluarkan dari model.
9. Terdapat masukan korelasi yang sesuai. Artinya jika kita menggunakan matriks korelasi sebagai masukan, maka korelasi Pearson digunakan untuk dua variabel berskala interval; korelasi polychoric untuk dua variabel berskala ordinal; tetrachoric untuk dua variabel dikotomi (berskala nominal); polyserial untuk satu variabel interval dan lainnya ordinal; dan biserial untuk satu variabel berskala interval dan lainnya nominal.
10. Asumsi analisi jalur mengikuti asumsi umum regresi linear, yaitu:
a. Model regresi harus layak. Kelayakan ini diketahui jika angka signifikansi pada ANOVA sebesar < 0,05.
b. Prediktor yang digunakan sebagai variabel bebas harus layak. Kelayakan ini diketahui jika angka Standard Error of Estimate < Standard Deviation. c. Koefisien regresi harus signifikan. Pengujian dilakukan dengan Uji t.
Koefisien regresi signifikan jika t hitung > t tabel (nilai kritis).
d. Tidak boleh terjadi multikolinieritas, artinya tidak boleh terjadi korelasi yang sangat tinggi atau sangat rendah antar variabel bebas.
3.6.4. Diagram jalur dan Persamaan Struktural
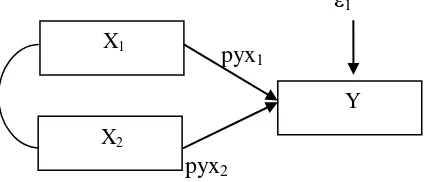
Pada saat akan melakukan analisis jalur, disarankan untuk menggambarkan secara diagramatik struktur hubungan kausal antara variabel penyebab dengan variabel akibat. Diagram ini disebut diagram jalur dan bentuknya ditentukan oleh proposisi teoritik yang berasal dari kerangka pikir tertentu (Suwarno, 2007). Contoh diagram jalur dapat dilihat pada Gambar 3.3.
ε1
pyx1
pyx2
Gambar 3.3. Diagram jalur
Gambar 3.3. menunjukkan bahwa diagram jalur tersebut terdapat dua buah variabel eksogen, yaitu X1 dan X2, sebuah variabel endogen (Y) serta sebuah
variabel residu ε1. Pada diagram di atas juga mengisyaratkan bahwa hubungan
antara X1 dengan Y dan X2 dengan Y adalah hubungan kausal, sedangkan
hubungan antara X1 dengan X2 adalah hubungan korelasional. Bentuk persamaan
strukturalnya adalah : Y = pyx1+ pyx2+ ε1.
3.6.5. Koefisien Jalur
Besarnya pengaruh langsung dari suatu variabel eksogen terhadap variabel endogen dinyatakan oleh besarnya nilai numerik koefisien jalur dari eksogen ke endogen. Pada Gambar 3.3, hubungan antara X1 dan X2 adalah korelasional.
Intensitas keeratan hubungan tersebut dinyatakan oleh besarnya koefisien korelasi
X1
Y
rx1x2. Hubungan X1 dan X2, ke Y adalah kausal. Besarnya dinyatakan oleh nilai
numerik koefisien jalur pyx1 dan pyx2 . Koefisien jalur pyε1 menggambarkan
besarnya pengaruh langsung variabel residu terhadap Y (Suwarno, 2007). Langkah kerja untuk menghitung koefisien jalur adalah :
1. Gambarkan dengan jelas diagram jalur yang mencerminkan proposisi hipotetik yang diajukan, lengkap dengan persamaan strukturalnya.
2. Menghitung koefisien korelasi menggunakan Product Moment Coeffisient dari Karl Pearson.
��� = � ∑ �� −
(∑ �)(∑ �)
�{� ∑ �2− (∑ �)2}{� ∑ �2− (∑ �)2}
3. Membuat matriks korelasi antar variabel
4. Membuat matriks invers korelasi antar variabel
3.6.6. Pengaruh Variabel Lain dan Variabel Eksogen terhadap Variabel
Endogen
Pengaruh yang diterima oleh sebuah variabel endogen dari dua atau lebih variabel eksogen, dapat secara sendiri-sendiri maupun secara bersama-sama. Pengaruh bersama-sama (simultan) variabel eksogen terhadap variabel endogen dapat dihitung dengan menggunakan rumus :
dimana :
• R2xu(x1, x2, …, xk) adalah koefisien determinasi total X1, X2, … Xk terhadap
Xu.
• (pxux1 pxux2 … pxuxk) adalah koefisien jalur.
• (rxux1 rxux2 … rxuxk) adalah koefisien variabel eksogen X1, X2, ... Xk dengan
variabel endogen Xu.
Selanjutnya, pengaruh yang diterima oleh sebuah variabel endogen dari variabel lain dapat dihitung dengan rumus :
1. Besarnya pengaruh langsung variabel eksogen terhadap variabel endogen : X1 Y = pyx1
2. Besarnya pengaruh tidak langsung variabel eksogen terhadap variabel endogen: X1 X2 Y = px2x1.pyx2
3.6.7. Pengujian Koefisien Jalur
Menguji kebermaknaan (test of significance) setiap koefisien jalur yang telah dihitung, baik secara sendiri-sendiri maupun secara bersama-sama (Suwarno, 2007), dapat dilakukan dengan langkah berikut :
1. Nyatakan hipotesis statistik (hipotesis operasional) yang akan diuji.
H0 : pxuxi = 0, artinya tidak terdapat pengaruh variabel eksogen (Xu) terhadap
variabel endogen (Xi).
H1 : pxuxi ≠ 0, artinya terdapat pengaruh variabel eksogen (Xu) terhadap
variabel endogen (Xi).
dimana u dan i = 1, 2, …, k
2. Gunakan statistik uji yang tepat, yaitu :
• Untuk menguji setiap koefisien jalur:
dimana : i = 1, 2, …, k n = jumlah sampel
t = Mengikuti tabel distribusi t, dengan derajat bebas = n – k – 1
Kriteria pengujian : ditolak H0 jika nilai hitung t lebih besar dari nilai tabel t.
(t0 > t tabel (n-k-1)).
• Untuk menguji koefisien jalur secara keseluruhan atau bersama-sama:
dimana : i = 1, 2, …, k n = jumlah sampel
k = Banyaknya variabel eksogen dalam sub-struktur yang sedang diuji F = Mengikuti tabel distribusi F snedecor, dengan derajat bebas (degrees of
freedom) k dan n – k – 1
Kriteria pengujian : ditolak H0 jika nilai hitung F lebih besar dari nilai tabel
BAB IV
METODOLOGI PENELITIAN
4.1. Lokasi Penelitian
Penelitian ini dilakukan di PT. Mewah Indah Jaya yang berlokasi di Jalan Binjai KM 14 Gg. Keduri No. 86, Kab. Sunggal, Sumatera Utara.
4.2 Objek Penelitian
Objek penelitian adalah sasaran ilmiah untuk mendapatkan data dengan tujuan dan kegunaan tertentu tentang sesuatu hal objektif, valid dan reliabel tentang suatu hal (Sugiyono & Wibowo, 2004). Objek dalam penelitian ini adalah karyawan di PT. Mewah Indah Jaya.
4.3. Jenis Penelitian
Penelitian ini menggunakan jenis penelitian kausatif yang bertujuan untuk menyelidiki hubungan sebab akibat dengan cara mengamati akibat yang terjadi dan kemungkinan faktor yang menimbulkan akibat tersebut (Sinulingga, 2011).
4.4. Variabel Penelitian
1. Variabel eksogen
Variabel eksogen adalah variabel yang tidak dipengaruhi variabel lain (tidak ada panah yang mengarah ke variabel tersebut) (Suwarno, 2007). Variabel eksogen dalam penelitian ini adalah kepemimpinan yaitu perilaku pemimpin untuk mendorong keberhasilan irnplementasi Manajemen Mutu Terpadu. Kepemimpinan merupakan kriteria dasar dari model EFQM (Masduki, 2013). 2. Variabel endogen
Variabel endogen ialah variabel yang dipengaruhi oleh variabel lain (ada panah yang mengarah ke variabel tersebut) (Suwarno, 2007). Variabel endogen dalam penelitian ini juga diambil dari model EFQM (Masduki, 2013), yaitu :
a. Kebijakan dan strategi yaitu perumusan dan pengembangan kebijakan, serta tindakan srategik organisasi ke dalam perencanaan bisnisnya.
b. Manajemen karyawan yaitu sistem manajemen sumber daya organisasi dalam rangka memberdayakan potensi karyawannya.
c. Kemitraan dan sumber daya yaitu sistem manajemen organisasi untuk mengatur pendayagunaan sumber daya secara efektif dan efisien.
d. Proses yaitu sistem dan proses manajemen organisasi dalam memproduksi dan memberikan kepuasan kepada pelanggan guna menciptakan nilai tambah.
e. Kepuasan pelanggan, yaitu kinerja yang dicapai organisasi dalam memuaskan konsumennya.
g. Dampak dalam masyarakat yaitu kinerja yang dicapai organisasi dalam memuaskan harapan dan kebutuhan lingkungan sekitar.
h. Hasil kinerja utama yaitu kinerja yang dicapai organisasi dalam perencanaan tujuan bisnisnya.
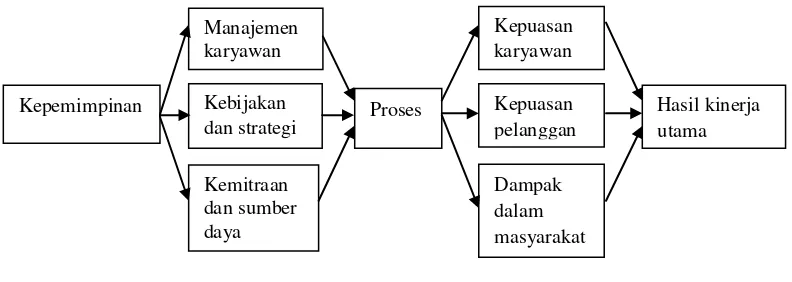
4.5. Kerangka Konseptual Penelitian
Kerangka konseptual adalah suatu model konseptual yang menunjukkan hubungan logis antara faktor-faktor yang telah diidentifikasi yang penting atau relevan dengan masalah penelitian (Sinulingga, 2011). Kerangka konseptual yang digunakan berdasarkan Model European Quality Award (EQA) yang dikembangkan oleh European Foundation of Quality management (EFQM) (Masduki, 2013). Kerangka konseptual penelitian dapat dilihat pada Gambar 4.1.
Gambar 4.1. Kerangka Konseptual
Berdasarkan kerangka konseptual yang dikembangkan, maka hubungan antar variabel laten dirumuskan dalam bentuk hipotesis sebagai berikut :
a. Hipotesis 1
H0: kepemimpinan tidak berpengaruh positif terhadap manajemen karyawan.
H1: kepemimpinan berpengaruh positif terhadap manajemen karyawan.
b. Hipotesis 2
H0: kepemimpinan tidak berpengaruh positif terhadap kebijakan dan strategi.
H1: kepemimpinan berpengaruh positif terhadap kebijakan dan strategi.
c. Hipotesis 3
H0: kepemimpinan tidak berpengaruh positif terhadap kemitraan dan sumber
daya.
H1: kepemimpinan berpengaruh positif terhadap kemitraan dan sumber daya.
d. Hipotesis 4
H0: manajemen karyawan tidak berpengaruh positif terhadap proses.
H1: manajemen karyawan berpengaruh positif terhadap proses.
e. Hipotesis 5
H0: kebijakan dan strategi tidak berpengaruh positif terhadap proses.
H1: kebijakan dan strategi berpengaruh positif terhadap proses.
f. Hipotesis 6
H0: kemitraan dan sumber daya tidak berpengaruh positif terhadap proses.
H1: kemitraan dan sumber daya berpengaruh positif terhadap proses.
g. Hipotesis 7
H0: proses tidak berpengaruh positif terhadap kepuasan karyawan.
H1: proses berpengaruh positif terhadap kepuasan karyawan.
h. Hipotesis 8
H0: proses tidak berpengaruh positif terhadap kepuasan pelanggan.
i. Hipotesis 9
H0: proses tidak berpengaruh positif terhadap dampak dalam masyarakat.
H1: proses berpengaruh positif terhadap dampak dalam masyarakat.
j. Hipotesis 10
H0: kepuasan karyawan tidak berpengaruh positif terhadap hasil kinerja utama.
H1: kepuasan karyawan berpengaruh positif terhadap hasil kinerja utama.
k. Hipotesis 11
H0: kepuasan pelanggan tidak berpengaruh positif terhadap hasil kinerja
utama.
H1: kepuasan pelanggan berpengaruh positif terhadap hasil kinerja utama.
l. Hipotesis 12
H0: dampak dalam masyarakat tidak berpengaruh positif terhadap hasil kinerja
utama.
H1: dampak dalam masyarakat berpengaruh positif terhadap hasil kinerja
utama.
4.6. Instrumen Penelitian