PERANAN STATISTIKA
DALAM PENERAPAN SIX SIGMA
Oleh:
Saraswati
G14101043
IN
S
TIT
UT P E R TA
N
I
A
N
B OG O R
DEPARTEMEN STATISTIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
INSTITUT PERTANIAN BOGOR
ABSTRAK
SARASWATI. Peranan Statistika dalam Penerapan Six Sigma. Dibimbing oleh BUDI SUSETYO dan
YENNI ANGRAINI.
Six Sigma adalah suatu metodologi yang bertujuan untuk meningkatkan performance dan
mereduksi keragaman performance sehingga dapat mencapai kepuasan konsumen. Dalam penerapan
Six Sigma setiap proses dalam produksi akan diamati, bukan hanya hasil akhirnya, namun Six Sigma
juga memperhitungkan biaya yang dikeluarkan.
Statistika mempunyai peranan penting dalam penerapan Six Sigma. Peran statistika mulai dari
tahap identifikasi sampai dengan tahap kontrol. Namun saat ini penerapan statistika dalam Six Sigma
masih kecil. Untuk itu dilakukan kajian pustaka tentang peranana statistika dalam penerapan Six
Sigma.
Ada lima tahapan Six Sigma, yaitu identifikasi, pengukuran, analisis, penyempurnaan, dan
proses kontrol. Pada tahap identifikasi, statitika berperan pada teknik survey, penarikan contoh, dan
beberapa analisis dalam QFD. Tahap pengukuran, statistika berperan dalam perencanaan pengambilan
data, pengukuran keragaman proses, Cp dan Cpk, penentuan titik dalam diagram control vs
technology, dan pengukuran dengan menggunakan Gage R&R. Tahap analisis, statistika berperan
dalam perancangan percobaan dan penentuan kombinasi input. Tahap penyempurnaan, statistika
berperan dalam penentuan batas toleransi. Dan pada tahap proses kontrol, statistika berperan dalam
Judul : PERANAN STATISTIKA DALAM PENERAPAN SIX SIGMA
Nama : Saraswati
N R P : G14101043
Menyetujui:
Pembimbing I,
Pembimbing II,
Dr. Ir. Budi Susetyo, MS
Yenni Angraini, S.Si
NIP.
131624193
Mengetahui :
Dekan Fakultas Matematika dan Ilmu Pengetahuan Alam
Institut Pertanian Bogor
Dr. Ir. Yonny Koesmaryono, MS
NIP. 131473999
PERANAN STATISTIKA
DALAM PENERAPAN SIX SIGMA
Skripsi
Sebagai salah satu syarat untuk memperoleh gelar Sarjana Sains
Pada Fakultas Matematika dan Ilmu Pengetahuan Alam
Institut Pertanian Bogor
Oleh :
Saraswati
G14101043
DEPARTEMEN STATISTIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
INSTITUT PERTANIAN BOGOR
P R A K A T A
ALHAMDULILLAH. Segala puji dan syukur atas karunia dan rahmat ALLAH SWT
sehingga penulis dapat menyelesaikan penyusunan karya ilmiah ini. Pada kesempatan ini penulis
bermaksud mengucapkan terimakasih kepada :
1. Bapak Dr. Ir. Budi Susetyo, MS. dan Ibu Yenni Angraini, S.Si. yang telah membimbing penulis
dalam menyelesaikan karya ilmiah ini.
2. Bapak Dr. Ir. Harry Wijayanto, MS. beserta seluruh dosen yang telah memberikan bekal ilmu dan
wawasan selama penulis menuntut ilmu di Departemen Statistika, serta kepada seluruh staf
administrasi di Departemen Statistika atas bantuannya selama ini.
3. Terima kasih yang teramat besar saya sampaikan kepada Ibu, Apa, kak Dewi, Mas Wi, Andra,
Akbar, serta saudara-saudaraku semua. Terima kasih atas semua dorongan, semangat, kasih
sayang, dan doa yang diberikan.
4. Ci Ee dan Adrian yang sudah meminjamkam komputer kepada penulis.
5. Kak Pipit, Kak Rio, Kak Wahyu dan Pak Dani atas pinjaman bukunya selama ini.
6. Pipin dan Rizki, tetap semangat.
7. Teman-teman STK’38 yang tidak dapat penulis sebutkan satu-persatu, maju terus pantang
mundur.
8. Kak Rangga, makasih buat semuanya.
9. Semua pihak yang telah membantu dan tidak tertulis namanya di sini.
Penulis menyadari bahwa karya ilmiah ini masih jauh dari sempurna. Penulis sangat
menghargai kritik dan saran untuk perbaikan karya ilmiah ini. Semoga karya ilmiah ini dapat
bermanfaat bagi yang memerlukan.
Bogor, 18 Januari 2006
R I W A Y A T H I D U P
Penulis dilahirkan di kota Jakarta pada hari Kamis, 18 Februari 1982 dari pasangan
Syarifudin dan Yoyoh Rochmani. Penulis adalah anak kedua dari tiga bersaudara.
Penulis menyelesaikan pendidikan dasar di SD Negeri 04 Kalibata, Jakarta tahun 1994, lulus
dari SLTP Negeri 182 Jakarta dan SMU Negeri 55 Jakarta berturut-turut pada tahun 1997 dan 2000.
Penulis diterima sebagai mahasiswa di Departemen Statistika Institut Pertanian Bogor pada tahun 2001
melalui jalur Ujian Masuk Perguruan Tinggi Negeri (UMPTN) setelah sebelumnya sempat kuliah
selama satu tahun di Jurusan Fisika Universitas Negeri Jakarta.
Penulis pernah aktif menjadi panitia di beberapa kegiatan yang diselenggarakan oleh
Himpunan Profesi Mahasiswa Statistika Gamma Sigma Beta. Pada bulan Februari sampai April 2005,
DAFTAR ISI
DAFTAR ISI ... viii
DAFTAR GRAFIK ... ix
DAFTAR LAMPIRAN ... ix
PENDAHULUAN ... 1
Latar Belakang ... 1
Tujuan ... 1
TINJAUAN PUSTAKA ... 1
Kualitas ... 1
Konsep dasar Six Sigma ... 1
Tahap Identifikasi ... 2
Tahap Pengukuran ... 2
Tahap Analisis ... 4
Tahap Penyempurnaan ... 7
Tahap Kontrol ... 8
BAHAN DAN METODE ... 8
Bahan ... 8
Metode ... 9
HASIL DAN PEMBAHASAN ... 9
Teknik Penarikan Contoh ... 9
Quality Function Deployment ... 9
Penentuan Jumlah Contoh ... 10
Keragaman, Cp dan Cpk ... 10
Gage R&R ... 11
Perancangan Percobaan ... 11
Rancangan Toleransi ... 12
Bagan Kendali ... 13
KESIMPULAN ... 13
Kesimpulan ... 13
DAFTAR GAMBAR
Gambar 1. Rancangan Six Sigma ... 2
Gambar 2. Diagram control vs Technology ... 4
Gambar 3. Gage R&R ... 11
DAFTAR LAMPIRAN
Lampiran 1. Quality Function Deployment Matrix ... 16
PENDAHULUAN
Latar Belakang
Persaingan antar perusahaan semakin hari semakin ketat sehingga menuntut setiap perusahaan untuk memperbaiki dan meningkatkan kualitas produknya. Kualitas produk yang baik akan membuat perusahaan dapat bertahan bahkan memimpin persaingan. Produk yang mempunyai kualitas baik akan membuat konsumen dengan sukarela membayar mahal produk tersebut, apalagi diikuti dengan harga yang murah atau layak. Hal ini dapat pula meningkatkan loyalitas dari konsumen terhadap produk tersebut.
Salah satu usaha yang dapat dilakukan untuk meningkatkan kualitas produk adalah menerapkan metode Six Sigma. Six Sigma memfokuskan terhadap kualitas suatu bisnis secara keseluruhan, tidak hanya kualitas suatu produk akhir dan pelayanannya, namun juga kualitas pelaksanaan dari proses internal
dalam perusahaan, misalnya accounting,
billing, dan lain sebagainya. Sehingga Six Sigma dalam hal ini berarti suatu konsistensi yang tinggi dan memiliki keragaman yang rendah (Yang & Heik, 2003).
Dalam penerapannya, Six Sigma menggunakan beberapa alat yang membutuhkan kemampuan statistika, diantaranya perancangan percobaan, pembuatan bagan kendali, dan beberapa metode analisis lainnya. Namun demikian sampai saat ini peranan statistika sebagai cabang ilmu dan ahli statistika dalam penerapan Six Sigma masih kecil.
Penelitian ini merupakan jenis penelitian kajian literatur terhadap peranan statistika. Selain itu juga diteliti pengembangan statistika dalam Six Sigma.
Tujuan
Tujuan penelitian ini adalah:
1.Memperkenalkan Six Sigma di lingkungan
masyarakat statistika.
2.Mengkaji peranan statistika dalam Six
Sigma.
3.Mengkaji pengembangan penerapan metode statistika lainnya dalam Six Sigma.
TINJAUAN PUSTAKA
Kualitas
Kualitas adalah rasio antara performance
suatu produk terhadap harapan konsumen. Secara matematik persamaannya adalah :
Q = P/E
dimana Q = quality (kualitas).
P = performance.
E = expectacy (harapan).
Menurut Yang & Heik (2003) jika P lebih besar dari E maka kualitas dikatakan baik.
Performance ditentukan oleh bagaimana suatu produk atau pelayanan dapat memberikan kepuasan konsumen secara maksimum dan selalu konsisten. Sedangkan harapan konsumen terhadap suatu produk dipengaruhi oleh harga, waktu dan banyak faktor psikologi seperti selera, pendidikan, dan sebagainya
Konsep Dasar Six Sigma
Six Sigma adalah suatu metodologi yang
bertujuan untuk meningkatkan performance
dan mereduksi keragaman performance
sehingga dapat mencapai kepuasan konsumen. Dalam penerapan Six Sigma setiap proses dalam produksi akan diamati, bukan hanya hasil akhirnya, namun Six Sigma juga memperhitungkan biaya yang dikeluarkan.
Menurut Shina (2002) dan Yang & Heik (2003), nama Six Sigma berasal dari terminologi statistika yang berarti di dalam suatu sebaran normal, peluang suatu nilai tengah berada dalam batas spesifikasi ± 6 sigma sebesar 0.9999966. Dengan kata lain, dari satu juta unit yang diproduksi terdapat sekitar 3.4 unit yang rusak. Hal ini menggambarkan suatu konsep tentang konsistensi yang sangat tinggi dengan keragaman yang sangat rendah. Dalam aspek statistika, tujuan dari Six Sigma adalah mereduksi keragaman sehingga dapat mencapai simpangan baku yang sangat kecil.
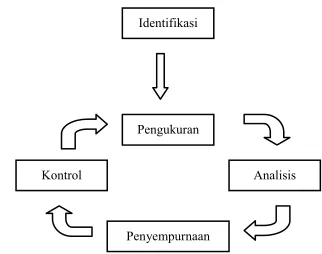
Six Sigma dapat diterapkan untuk produk atau pelayanan yang belum diluncurkan (masih direncanakan) maupun yang sudah ada di pasaran. Namun pendekatan penggunaan Six Sigma untuk kedua situasi tersebut berbeda. Perbedaan keduanya terdapat pada algoritma pelaksaan. Pada produk yang akan diluncurkan tidak melalui tahap pengukuran. Secara umum pelaksanaan Six Sigma meliputi lima tahapan, yaitu tahap identifikasi, pengukuran, analisis, penyempurnaan, dan proses kontrol (Gambar 1).
Gambar 1. Rancangan Six Sigma
Dalam rangka penyempurnaan produk, Six Sigma selalu mengikuti suatu siklus sehingga mencapai suatu tingkat kepuasan yang diinginkan. Setiap tahapan mengandung banyak aktivitas yang didalamnya memberi peran yang cukup besar bagi statistika. Setiap tahapan akan dibahas secara lebih terperinci pada sub-bab berikut.
1. Tahap Identifikasi
Tahap identifikasi adalah untuk mendefinisikan masalah yang ada di perusahaan yang bertujuan untuk meningkatkan kemampuan proses.
Menurut modul pelatihan Six Sigma yang dikeluarkan oleh perusahaan General Electric tahapan identifikasi meliputi :
a.Pendefinisian masalah. b.Pembentukan tim Six Sigma.
c.Penentuan konsumen internal (konsumen
dalam perusahaan itu sendiri) dan konsumen eksternal (konsumen di luar perusahaan tersebut).
d.Pendefinisian keinginan dan harapan
konsumen dengan menggunakan diagram affinitas dan Quality Function Deployment
(QFD).
e.Pendefinisian proses produksi dengan
menggunakan pemetaan proses.
Peranan statistika dalam tahap ini pada teknik survey, penarikan contoh, dan beberapa
analisis data dalam Quality Function
Deployment (QFD).
Teknik penarikan contoh yang sering digunakan dalam survey QFD adalah
penarikan contoh tidak berpeluang (non
probabilistic sampling). Dalam teknik penarikan contoh ini, pemilihan individu tidak didasarkan teori peluang karena tidak tersedia kerangka penarikan contoh, namun individu yang dipilih dianggap menggambarkan populasi secara keseluruhan. Menurut Dillon
et al (1993), ada tiga jenis pendekatan teknik
nonprobability yaitu convenience samples, jugdmental samples, dan quota samples. Convenience samples adalah metode di mana pemilihan responden dipilih tanpa ada kriteria yang jelas sehingga tidak ada batasan siapa yang termasuk di dalam contoh. Jugdmental samples adalah pemilihan responden didasarkan pada keperluan khusus dari suatu
studi. Quota samples adalah memilih
responden sebanyak jumlah yang ditentukan yang memenuhi syarat yang telah ditetapkan.
Quality Function Deployment adalah salah satu alat yang digunakan untuk mengetahui keinginan dan harapan konsumen yang akan digunakan sebagai panduan dalam merancang suatu produk. QFD dalam pelaksanaannya meliputi survey, Focus Group Discussion (FGD), pengamatan konsumen, dan sebagainya. Hal ini sebagai upaya untuk mengetahui keinginan dan harapan konsumen. Data yang diperoleh dari hasil survey dianalisis dengan menggunakan Matriks QFD (Lampiran 1). Dalam QFD digunakan dua
indeks yaitu Indeks Customer Desirability
(ICD) dan Technical Importance Rating
(TIR). ICD yaitu indeks yang mengukur tingkat kepentingan suatu atribut WHAT yang dinilai oleh konsumen, sedangkan TIR adalah indeks yang mengukur tingkat kepentingan suatu atribut HOW. Adapun peranan statistika dalam hal ini adalah perhitungan ICD. ICD dinilai dengan menggunakan skala likert. Misalnya dalam survey yang menanyakan tingkat kepentingan warna telepon seluler bagi konsumen diklasifikasikan menjadi sangat penting sekali (5), sangat penting (4), sama saja (3), sedikit penting (2) dan tidak penting (1). Dalam Six Sigma, saat ini yang banyak dilakukan dalam menghitung ICD adalah menggunakan modus.
Dalam QFD ini juga dilakukan analisis untuk melihat posisi atau performance suatu perusahaan terhadap perusahaan saingannya yang disebut dengan planning matrix. Teknik statistika yang sering digunakan dalam Six Sigma adalah dengan membandingkan rata-rata peringkat yang diberikan oleh konsumen, misalnya rata-rata penilaian peringkat oleh responden terhadap warna, harga, bentuk, dan daya tahan dari beberapa merek telepon seluler.
2. Tahap Pengukuran
Pada tahap ini, tim akan melakukan pengukuran terhadap elemen produksi untuk Analisis
Pengukuran
Kontrol
Penyempurnaan Identifikasi
mengetahui seberapa besar kemampuan produksi yang sudah berjalan.
Menurut modul pelatihan Six Sigma yang dikeluarkan oleh perusahaan General Electric, tahapan yang akan dilakukan dalam tahap pengukuran adalah sebagai berikut :
a.Penentuan batas spesifikasi standar. b.Perencanaan pengambilan data. c.Pengukuran keragaman proses.
d.Pengukuran kemampuan proses (Cp) dan
kemampuan proses pada saat terjadi pergeseran (Cpk).
e.Penentuan titik dalam diagram control vs technologi.
f.Mengevaluasi pengukuran dengan
menggunakan Gage R&R.
Statistika berperan pada seluruh tahapan di atas kecuali tahap penentuan batas spesifikasi standar.
2.a. Penentuan batas spesifikasi standar Pada tahap ini statistika relatif tidak berperan, karena penentuan batas spesifikasi ditentukan oleh teknisi dan tim manajemen. Kebijakan ini diambil berdasarkan hasil analisis di QFD.
2.b. Perencanaan pengambilan data
Pada tahap ini, teknik statistika yang banyak digunakan adalah teknik penentuan
jumlah sampel (n) untuk mengukur
kemampuan proses. Menurut Shina (2002) penentuan jumlah contoh pada umumnya didasarkan pada intuisi peneliti, yaitu memilih antara dua kemungkinan, jumlah sampel sedikit dengan ulangan banyak atau jumlah sampel besar dengan ulangan sedikit.
2.c. Keragaman Proses
Menurut Aft (1998) setiap barang yang dihasilkan tidak akan sama setiap waktu, perbedaan itulah yang disebut keragaman. Keragaman dapat disebabkan oleh mesin, bahan, metode pengukuran, manusia, dan keragaman alami. Keragaman proses dapat diukur melalui perhitungan rentangan tiap pengambilan contoh. Kemudian akan diperoleh σˆ melalui persamaan :
2 ˆ d R = σ
dimana R = rata-rata (max-min) dari seluruh ulangan
d2 = nilai yang terdapat dalam tabel Shewhart
Pengukuran keragaman proses melalui perhitungan rentangan dilakukan dengan alasan kemudahan dalam perhitungan.
2.d. Pengukuran Kemampuan Proses Cp
dan Cpk
Analisis kemampuan proses digunakan untuk menaksir kemampuan suatu proses produksi dalam menghasilkan produk yang memenuhi spesifikasi mutu yang diinginkan jika proses sudah terkendali dan menyebar normal. Proses dikatakan stabil jika keragaman yang ada merupakan keragaman alami, bukan keragaman yang berasal dari mesin, operator atau yang lainnya. Menurut Banks (1989) cara yang baik untuk menyatakan kemampuan proses adalah melalui rasio kemampuan proses (Cp) :
σ
6
LSL USL
Cp= − ,
dimana,
USL = batas spesifikasi atas (Upper
Spesification Limit),
LSL = batas spesifikasi bawah (Lower
Spesification Limit).
Untuk nilai σ yang tidak diketahui dapat diduga dengan simpangan baku contoh (S). Menurut Aft (1998) batas nilai 6σ disebut dengan batas toleransi alami yang berarti peluang semua nilai individu akan berada di dalam rentang spesifikasi mendekati 0.9973. Suatu proses dengan Cp ≥ 1 mempunyai arti bahwa tidak ada unit produksi yang keluar dari batas spesifikasi. Sedang Cp < 1 artinya bahwa proses tersebut sangat peka hasilnya dan cukup banyak unit yang tidak sesuai dengan batas spesifikasi (Aft, 1993).
Menurut Banks (1998) kekurangan dari Cp
adalah tidak dapat meggambarkan lokasi relatif dari nilai tengah proses terhadap batas spesifikasi. Rasio kemampuan proses yang dapat digunakan untuk mengukur hal tersebut adalah Cpk :
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − − = s LSL x s x USL Cpk 3 , 3 min
Jika Cpk = Cp berarti pemusatan tersebut cukup baik. Hal ini menunjukkan bahwa proses terpusat pada titik tengah spesifikasi. Jika Cpk < Cp menunjukkan bahwa terjadi pergeseran proses.
2.e. Diagram Control vs Technology
Diagram control vs technology (Gambar 2) berfungsi untuk melihat kebaikan proses produksi. Penentuan kebaikannya berdasarkan letak titik nilai baku dalam diagram.
Diagram ini terbagi menjadi empat kuadran, yaitu :
1. Kuadran I
Proses sudah sesuai target namun output yang dihasilkan masih buruk.
2. Kuadran II
Keadaan terburuk di mana proses tidak terkontrol dan output buruk.
3. Kuadran III
Output yang dihasil sudah baik namun masih sering terjadi penyimpangan dari target.
4. Kuadran IV
Posisi tujuan dari Six Sigma di mana kontrol dan output sudah baik.
Gambar 2. Diagram Control vs Technologi
Penentuan titik pada diagram tersebut dapat dilakukan dengan menggunakan perhitungan nilai baku. Adapun perhitungan nilai baku tersebut adalah sebagai berikut:
Nilai baku jangka pendek Zst = 3Cp
Nilai baku jangka panjang Zlt = 3Cpk
Nilai baku pergeseran Zshift= Zst - Zlt
2.f. Gage R&R
Menurut modul pelatihan Six Sigma oleh perusahaan General Electric, Gage R&R
terbagi menjadi dua elemen, yaitu Gage
Repeatability dan Gage Reproducibility. Gage Repeatability adalah keragaman pengukuran ketika satu orang operator mengukur proses yang sama, sedangkan Gage Reproducibility
adalah keragaman pengukuran yang disebabkan oleh perbedaan operator dalam mengukur hal yang sama yang disebabkan oleh operator tidak terlatih untuk menggunakan dan membaca alat, kalibrasi yang tidak benar, dan prosedur pengukuran yang tidak benar. %GR&R terhadap total keragaman digunakan untuk mengukur apakah sistem pengukuran dapat diterima.
Menurut Shina (2002) interpretasi %GR&R terhadap total keragaman adalah sebagai berikut:
1. %GR&R < 10% berarti sistem
pengukuran baik (bisa diterima).
2. %GR&R antara 10% sampai 30% berarti tingkat pengukuran mungkin bisa
diterima, tergantung pada tingkat kekritisan karakteristik dari konsumen.
3. %GR&R > 30% berarti sistem
pengukuran buruk (tidak dapat diterima).
Menurut Shina perhitungan persentase Gage R&R menggunakan rumus :
100 & & % TV R GageR R GageR = dimana, 2 2
&R EV AV
gageR = +
Poor control Poor factory
Need better control Technology is fine
Control is fine
Bad factory or technology World class
Goal 3.0 6.0 0.0 0.0 1.5 3.0 Technology (Output) (Zst) C o n tr o l ( P ro ses) (Z s h if t) II I III IV 2 15 . 5 d R EV= ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ − = nr d x
AV diff EV
2 * 2 15 . 5 σ
TV =
* 2
2 5.15
&
d Rp R
gageR +
Rp = Rmax−Rmin
3. Tahap Analisis
Tahap ini tim akan menganalisis semua hal yang ada dalam proses produksi dan berusaha mencari solusi sehingga dapat meningkatkan kemampuan proses.
Menurut modul pelatihan Six Sigma yang dikeluarkan oleh perusahaan General Electric, tahapan yang akan dilakukan dalam tahap analisis adalah sebagai berikut :
a.Peninjauan kembali hasil pada tahap
pengukuran.
b.Jika diperlukan, melakukan pengambilan
data tambahan untuk dianalisis lebih lanjut
dengan menggunakan Histogram, Pareto
Diagram, dan Run Chart.
c.Pendefinisian performance dari output.
d.Pendefinisian input dengan menggunakan
diagram sebab akibat.
e.Perancangan percobaan dengan
menggunakan beberapa pilihan rancangan. f.Penentuan kombinasi input.
Penerapan Statistika dalam tahapan analisis adalah pada tahap pembuatan diagram untuk membaca proses, perancangan percobaan dan penentuan kombinasi input yang dapat menghasil output optimal. Rancangan percobaan dalam Six Sigma bertujuan untuk menemukan hubungan sebab akibat antara produk dan faktor yang mempengaruhinya. Pada umumnya dalam bidang industri jumlah faktor yang akan dicobakan sangat banyak, sehingga perlu dirancang percobaan khusus yang dapat mengurangi jumlah satuan percobaan yang dibutuhkan, namun hasil yang diperoleh tetap optimal. Rancangan percobaan
yang sering digunakan antara lain rancangan faktorial sebagian dan rancangan Taguchi (Yang & Heik, 2003). Sedangkan untuk penentuan kombinasi input yang menghasilkan output optimal dapat menggunakan rancangan parameter Taguchi dan analisis kurva respon.
Rancangan Faktorial Sebagian 3.Resolusi V adalah rancangan percobaan
di mana terdapat minimal alias antara dua faktor interaksi dengan tiga faktor interaksi.
Menurut Montgomery (2001) banyaknya jumlah faktor dalam suatu percobaan akan membuat jumlah perlakuan yang akan dicobakan secara lengkap meningkat cepat. Misalnya dalam suatu percobaan dengan enam faktor masing-masing memiliki dua taraf, maka terdapat 64 kombinasi perlakuan yang akan dicobakan. Dalam rancangan tersebut, derajat bebas untuk pengaruh utama hanya 6 dari 63 total derajat bebas dan 15 derajat bebas untuk interaksi dua faktor, selebihnya adalah derajat bebas untuk interaksi tiga faktor dan lebih. Dalam percobaan berfaktor banyak, pada umumnya interaksi tiga faktor dan lebih tidak berpengaruh nyata. Untuk itu diperlukan rancangan yang dapat meminimumkan jumlah perlakuan namun dapat mengetahui pengaruh dari faktor utama dan interaksi dua faktor. Salah satu bentuk rancangan yang dapat digunakan adalah rancangan faktorial sebagian. Pada umumnya
rancangan ini digunakan untuk screening
experiment yaitu untuk menyeleksi faktor-faktor (jika ada) yang memiliki pengaruh besar.
Menurut Montgomery (2001) pada rancangan faktorial sebagian jumlah perlakuan yang akan dicobakan disesuaikan dengan jumlah faktor dan interaksi yang ingin diamati. Bentuk rancangan percobaannya adalah Rancangan dimana L adalah taraf faktor, k adalah jumlah faktor utama dan p
adalah jumlah generator yang diperlukan dalam rancangan tersebut. Generator berfungsi sebagai acuan dalam menentukan alias faktor utama dan interaksi yang ingin diamati. Alias adalah dua atau lebih efek yang mempunyai urutan angka yang sama dalam
partial replicate design. Dalam memilih generator harus mempertimbangkan resolusi yang dihasilkan dari rancangan tersebut, di mana rancangan yang bagus memiliki resolusi yang tinggi.
p k
L−
Menurut Box & Hunter (1961) jika generator yang dipilih hanya satu, maka resolusi didasarkan pada jumlah faktor yang dicobakan, sedangkan jika generator lebih dari satu ada beberapa macam resolusi, yaitu:
1.Resolusi III adalah rancangan percobaan di mana tidak terdapat alias antar efek utama, tetapi alias antara efek utama dengan interaksi dua faktor.
2.Resolusi IV adalah rancangan percobaan di mana tidak ada alias antara efek utama dan dua faktor interaksi, tetapi alias antar interaksi dua faktor.
Jika terdapat beberapa rancangan dengan resolusi yang sama maka dipilih rancangan yang memiliki jumlah alias yang paling
sedikit. Rancangan ini disebut minimum
aberration design (Fries & Hunter, 1980).
Rancangan Percobaan Taguchi
Menurut Yang & Heik (2003) metode Taguchi merupakan kombinasi dari prinsip-prinsip rancangan teknik dan rancangan percobaan versi Taguchi yang sering disebut
percobaan orthogonal array. Dasar dari
metode Taguchi adalah untuk meminimumkan
Quality Loss Function.
QLF = L = kE(Y−T)2
dimana,
L = biaya yang hilang akibat menggunakan
suatu metode
k = koefisien biaya yang hilang akibat
kerusakan tiap satuan ukuran
Y = nilai aktual
T = nilai target
Untuk mengukur performance
karakteristik suatu produk biasanya digunakan
signal to noise ratio, dilambangkan dengan
S/N.
Menurut Ross (1989) komponen yang mempengaruhi suatu rancangan adalah nilai target dan keragaman, jadi untuk mendapatkan rancangan yang robust kedua hal tersebut harus diperhatikan. Nilai target lebih mudah untuk diatur karena banyak rancangan parameter untuk mencapai nilai target yang diinginkan. Sedangkan untuk mereduksi karagaman lebih kompleks karena keragaman dapat disebabkan oleh faktor yang dapat dikontrol (dikendalikan) maupun dari faktor gangguan yang tidak dapat dikontrol. Faktor gangguan tersebut dapat berasal dari lingkungan (outer), rancangan produk tersebut (inner), dan tahap pemerosesan (product).
Menurut Yang & Heik (2003) rancangan
percobaan taguchi menggunakan orthogonal
array standar dengan bantuan grafik linier,
tabel interaksi, dan teknik khusus. Percobaan taguchi hanya tertarik pada efek utama dan beberapa interaksi antara dua faktor yang sudah ditentukan sebelumnya, interaksi yang lebih tinggi diasumsikan tidak berpengaruh.
Orthogonal array adalah matriks faktorial sebagian yang ortogonal dan seimbang. Grafik linier digunakan untuk menggambarkan hubungan interaksi dalam orthogonal array
sedangkan tabel interaksi memberikan lebih banyak informasi tentang interaksi (Ross, 1989).
Menurut Yang & Heik (2003) tiga langkah rancangan percobaan Taguchi adalah:
1.Menghitung jumlah derajat bebas dari
pengaruh yang ingin dilihat.
2.Memilih orthogonal array yang akan
digunakan dengan menggunakan dua aturan:
a. Jumlah perlakuan dalam orthogonal
array harus lebih besar dari derajat bebas.
b. Memilih orthogonal array yang
dapat mengakomodasi taraf faktor dalam eksperimen.
3.Menempatkan faktor pada kolom yang
tepat menggunakan beberapa aturan :
a. Menempatkan interaksi menurut
grafik linier dan tabel interaksi.
b. Menggunakan teknik khusus, seperti
taraf teknik penggabungan kolom, taraf dummy, dan metode compoud
faktor ketika orthogonal array tidak dapat mengakomodasi taraf faktor dalam percobaan.
Menurut Ross (1989) jika jumlah taraf faktor berbeda, terdapat beberapa metode yang dapat dilakukan:
1.Metode penggabungan kolom, yaitu
metode yang menggabungkan beberapa kolom dengan taraf rendah menjadi satu kolom dengan taraf tinggi.
2.Metode taraf dummy, yaitu metode yang menempatkan dua kolom dengan jumlah taraf yang berbeda, di mana lebih banyak faktor yang mempunyai taraf tinggi. 3.Metode compound faktor, yaitu metode di
mana jumlah faktor yang ingin diamati melebihi kolom dalam orthogonal array. Perancangan percobaan mensyaratkan agar penempatan perlakuan pada unit percobaan melalui proses pengacakan. Menurut Ross (1989) dalam metode Taguchi ada tiga macam pengacakan, yaitu :
1.Secara lengkap, yaitu pengacakan
dilakukan secara bersamaan, jika ulangan lebih dari satu maka ulangan berikutnya
dilakukan pengacakan setelah tiap perlakuan mendapat ulangan yang sama. 2.Secara sederhana, yaitu pengacakan yang
dilakukan jika unit percobaan sulit diperoleh. Unit percobaan digunakan secara bergantian antar perlakuan.
3.Secara lengkap di dalam kelompok, yaitu pengacakan dilakukan bersamaan, namun unit percobaan yang digunakan terbagi menjadi beberapa blok.
Rancangan Parameter
Yang & Heik (2003), rancangan parameter bertujuan untuk mereduksi keragaman dengan cara mencari kombinasi faktor terbaik yang
robust terhadap gangguan sehingga biaya yang dikeluarkan akan kecil. Menurut Shina (2002) pada tahap ini tim akan menentukan nilai nominal dari faktor dan produk (output) berdasarkan percobaan yang disesuaikan dengan model pada tahap rancangan sistem yang berupa fungsi transfer, yaitu:
(
x x xn z z zn)
g
Y = 1, 2,.... ; 1, 2,....
dimana,
Y = output
X = input (faktor yang dapat dikontrol)
Z = faktor gangguan
Penentuan kombinasi input terbaik yang tahan terhadap gangguan didasarkan pada nilai kontribusi suatu faktor terhadap ketahanan output dari gangguan dan taraf yang dipilih berdasarkan grafik pengaruh utama. Pengukuran kontribusi ketahanan disesuaikan dengan tipe karakteristik produk. Tipe karakteristik produk terbagi menjadi tiga, yaitu (Yang & Heik, 2003):
a. Didasarkan pada nilai nominal tertentu.
( )
Y( )
YN
S/ =10log 2 =20log
Penentuan input optimal pada karakteristik nominal yang terbaik melalui dua tahap, yaitu:
a. Menentukan faktor yang mempunyai
pengaruh terhadap ketahanan produk.
b. Mencari faktor yang tidak
mempunyai pengaruh terhadap ketahanan produk namun berpengaruh terhadap rataan output. b. Kecil lebih baik.
⎟ ⎠ ⎞ ⎜ ⎝ ⎛ −
=
∑
n Yi n N S 1 2 1 log 10 /c. Besar lebih baik.
⎟⎟ ⎠ ⎞ ⎜⎜ ⎝ ⎛ −
=
∑
nAnalisis Kurva Respon
Menurut Yang & Heik (2003) analisis kurva respon adalah suatu metode yang bertujuan mendapatkan rancangan optimal untuk meningkatkan kemampuan proses dengan cara mereduksi peubah bebas karena jika menggunakan perancangan percobaan biasa daerah optimal yang diperoleh hanya yang berada dalam perancangan percobaan. Sedangkan menurut Montgomery (2001) analisis kurva respon adalah teknik statistika yang digunakan untuk pemodelan dan analisis yang bertujuan untuk mendapatkan kombinasi taraf faktor yang menghasilkan output optimal.
Menurut Yang & Heik (2003) tahapan dalam Analisis Kurva Respon dalam Six Sigma adalah:
1. Tahap screening (screening experiment).
Screening experiment berfungsi untuk menyeleksi faktor yang tidak berpengaruh untuk menjadi dasar penelitian
berikutnya. Biasanya screening
experiment menggunakan dua taraf untuk tiap faktor. Hal-hal yang dilakukan dalam
screening experiment, yaitu:
a. Mengeluarkan faktor yang tidak
berpengaruh.
b. Menetapkan nilai taraf dari faktor
kualitatif yang menghasilkan output yang optimum.
c. Memilih faktor kuantitatif yang
berpengaruh.
2. Perancangan percobaan dengan
menambahkan titik pusat kepada faktor yang berpengaruh.
Perancangan percobaan ini berfungsi untuk mengetahui letak solusi optimum, untuk itu perlu dilakukan pengujian kelengkungan terhadap hasil percobaan. Solusi optimal akan berada pada daerah nonlinier. Jika hasilnya berbentuk garis lurus maka solusi optimal berada jauh dari daerah percobaan.
3. Perancanangan percobaan response
surface.
Perancangan percobaan response surface
bertujuan mengumpulkan lebih banyak data untuk mendapat model empiris nonlinier.
Menurut Yang & Heik (2003) rancangan percobaan yang dapat digunakan adalah: a. Central Composit Design.
b. Box Behnken Design.
c. D-optimal Design.
4. Penentuan solusi optimal dengan
menurunkan persamaan regresi yang diperoleh pada tahap sebelumnya.
4.Tahap Penyempurnaan
Tahap ini tim akan menyempurnakan solusi yang telah diperoleh pada tahap analisis dan mencoba mengimplementasikannya.
Menurut modul pelatihan Six Sigma yang dikeluarkan oleh perusahaan General Electric, tahapan yang akan dilakukan dalam tahap penyempurnaan adalah sebagai berikut : a.Pengidentifikasian penyebab keragaman.
b.Pengukuran kemungkinan resiko dengan
menggunakan Faillure Mode Effect
Analysis.
c.Penentuan batas toleransi dengan
menggunakan rancangan worst-case dan
rancangan toleransi statistik untuk output yang berbentuk kuantitatif, sedangkan untuk output yang berbentuk kulitatif menggunakan First Time Yield.
d.Implementasi hasil penyempurnaan. e.Validasi hasil.
Peranan statistika dalam tahapan penyempurnaan adalah pada saat penentuan batas toleransi.
Menurut Yang & Heik (2003) rancangan toleransi adalah suatu metode untuk menentukan batas toleransi pada input, output, dan aksi yang bertujuan untuk mereduksi keragaman output jika rancangan parameter tidak cukup mereduksi keragaman. Rancangan toleransi ini membutuhkan lebih banyak biaya daripada rancangan parameter. Penentuan toleransi didasarkan pada:
1.Tuntutan dan toleransi tingkat rendah
(toleransi yang dikenakan pada input). 2.Fungsi transfer yaitu suatu fungsi yang
menggambarkan hubungan antara input dan output yang didefinisikan pada tahap rancangan sistem.
3.Tuntutan dan toleransi tingkat tinggi yaitu toleransi yang dikenakan pada output. Dalam Six Sigma terdapat dua jenis rancangan toleransi yaitu rancangan toleransi
worst case dan rancangan toleransi statistik. Khusus untuk input dan output yang diukur secara kualitatif (misalnya mengukur kerusakan produk) dapat digunakan rancangan
first time yield.
Rancangan Toleransi Worst-case
Menurut Shina (2002) rancangan toleransi
worst case tidak mengasumsikan sebaran tertentu. Rancangan ini mengasumsikan bahwa toleransi semua input berada dalam batas toleransi output.
Rancangan Toleransi Statistik
Penentuan toleransi dengan menggunakan analisis statistik didasarkan pada sebaran peluang. Hal ini untuk mencegah rancangan toleransi yang konservatif, yaitu rancangan yang meningkatkan biaya tetapi tidak memperbaiki kualitas (Shina, 2002). Analisis toleransi statistik berdasarkan asumsi bahwa proses mengikuti sebaran peluang normal. Analisis ini bertujuan untuk menemukan batas toleransi pada input agar dapat mencapai kemampuan proses yang diinginkan dengan batas output yang sudah ditentukan sebelumnya.
Menurut Yang & Heik (2003) penentuan toleransi menggunakan rumus:
inew
i =3Cpσ
∆
dimana,
Cp = kemampuan proses
Cp Z n i i i inew 3 1 2 2 0
∑
= ∆ = σ σ 0∆ = batas toleransi output
=
i
Z konstanta;
pada persamaan linier =
a
i; pada persamaan nonlinier =i x f ∂ ∂ = i
σ keragaman input ke-i
Rancangan First Time Yield
( )
YFTMenurut Shina (2002) first time yield adalah persentase produk yang memenuhi syarat. Perhitungan
( )
YFT mengikuti sebaran poisson sebagai batasan area adalah tiap satu kali produksi.Menurut Shina (2002) YFT adalah persentase
produk tanpa kerusakan maka X =0 jadi:
( )
YFTλ
λλ
− −
= =e e Px ! 0 0 ) ( dimana:
X = banyaknya produk yang rusak
λ = DPU = kerusakan per unit yang diamati
( )
YFT berguna untuk mengetahui(memperkirakan ) kerusakan yang mungkin terjadi pada proses selanjutnya jika kerusakan pada proses sebelumnya sudah dihitung atau jika pada tahap perencanaan digunakan untuk menentukan batas maksimum kerusakan tiap proses untuk memenuhi proses selanjutnya.
5. Tahap Kontrol
Tahap ini tim akan melakukan proses kontrol untuk menjamin bahwa proses tetap
berada dalam batas spesifikasi yang telah ditentukan.
Menurut modul pelatihan Six Sigma yang dikeluarkan oleh perusahaan General Electric, tahapan yang akan dilakukan dalam tahap proses kontrol adalah sebagai berikut :
a.Pemvalidasian ulang sebab akibat input
terhadap output.
b.Penentuan kemampuan proses.
c.Implementasi sistem kontrol yang sudah
ditetapkan.
Peranan statistika dalam tahapan ini adalah dalam pembuatan bagan kendali. Bagan kendali merupakan alat pengendalian mutu statistik yang utama. Tujuan pokok pengendalian mutu statistik adalah menyidik dengan cepat terjadinya sebab-sebab terduga atau pergeseran proses sedemikian sehingga penyelidikan terhadap proses dan tindakan pembetulan dapat dilakukan sebelum terlalu banyak unit yang tidak sesuai akan diproduksi. Menurut Aft (1998) bagan kendali adalah alat statistik yang digunakan untuk menunjukkan dan memonitor kekonsistenan dari proses atau produk.
Shewhart memperkenalkan bagan kendali dengan menggunakan batas kendali 3σ yang diukur dari nilai tengah. Bagan kendali tersebut dibedakan menjadi dua jenis, yaitu atribut dan peubah. Bagan kendali atribut digunakan untuk pemeriksaan karakteristik mutu yang bersifat kualitatif, sedangkan untuk pemeriksaan karakteristik mutu yang bersifat kuantitatif menggunakan bagan kendali peubah.
Bagan kendali peubah Shewhart sering digunakan untuk masing-masing karakteristik mutu yang saling bebas atau sering disebut bagan kendali peubah tunggal (univariate). Bagan kendali peubah yang digunakan untuk pengamatan secara univariate dengan ukuran contoh n > 1 adalah bagan kendali xdn R atau
xdan S. Bagan kendali atribut terdapat empat jenis, yaitu bagan kendali p, bagan kendali np, bagan kendali C, dan bagan kendali U.
BAHAN DAN METODE
Bahan
Oleh karena penelitian ini adalah penelitian pustaka, maka bahan yang digunakan dalam penelitian ini sebagian besar
adalah pustaka yang meliputi text books
tentang Six Sigma, text books tentang
statistika yang relevan serta beberapa bahan pelatihan tentang Six Sigma.
Metode
Tahapan yang dilakukan dalam penelitian ini adalah :
1. Mengumpulkan literatur yang relevan. 2. Kajian terhadap metode Six Sigma.
3. Kajian terhadap metode statistik yang
telah digunakan.
4. Analisis terhadap kemungkinan
pengembangan peranan statistika.
HASIL DAN PEMBAHASAN
Setelah dilakukan kajian pustaka tentang Six Sigma dari berbagai sumber, dapat disimpulkan bahwa banyak sekali penerapan aspek statistika dalam Six Sigma. Oleh karena penerapan Six Sigma banyak di bidang industri, sampai saat ini disiplin ilmu yang dominan masih terletak pada ilmu keteknikan dan manajemen. Penerapan ilmu statistika masih sangat terbatas dan di beberapa hal masih belum memperhatikan kaidah-kaidah statistika.
Dalam bab ini akan dibahas beberapa aspek yang berisikan koreksi (kritik), saran, dan alternatif penerapan metode statistika yang mencakup antara lain:
a. Teknik penarikan contoh.
b. Analisis dalam QFD.
c. Penetapan jumlah sampel. d. Cp dan Cpk.
e. Gage R&R.
f. Penerapan faktorial sebagian, Taguchi,
dan analisis kurva respon. g. Rancangan toleransi. h. Bagan kendali.
Teknik Penarikan Contoh
Pengambilan contoh dengan purposive
sampling yang sering digunakan dalam Six Sigma, tidak membutuhkan kerangka penarikan contoh sehingga mengurangi biaya untuk memperoleh kerangka penarikan contoh. Teknik penarikan contoh ini dapat menjadi teknik yang baik tetapi dapat juga kurang baik, tergantung pada pendekatan dan kontrol saat pengambilan sampel. Kerugian dari penggunaan teknik penarikan contoh ini adalah tidak ada kajian secara matematik sifat dari penduganya dan tidak dapat diduga kesalahan penduganya (Levy & Lemeshow,
1999 dan Dillon et al, 1993). Sedangkan
menurut Som (1995) karena pemilihan respondennya hanya berdasarkan subyektifitas maka tidak dapat mengukur derajat reliabilitas dari hasil contoh. Untuk mengatasi hal
tersebut hal yang dapat dilakukan adalah dengan melakukan penarikan contoh berpeluang (probabilistic sampling) karena penarikan contoh berpeluang dapat mengukur derajat reliabilitasnya. Dalam beberapa kasus penerapan Six Sigma memang sulit digunakan teknik penarikan contoh berpeluang, namun di beberapa kasus sebenarnya memungkinkan dilakukan teknik penarikan contoh berpeluang, namun tidak dilakukan karena tidak dipahaminya kelebihan dan kekurangannya.
Sebagai contoh hasil penelitian Marline (2005), tesis ini tentang penerapan QFD untuk menentukan prioritas pelayanan pada perusahaan asuransi PT. Tripel M. Teknik penarikan contoh yang digunakan adalah teknik penarikan contoh acak sederhana dengan kerangka penarikan contohnya adalah daftar pelanggan yang tercatat dalam direktori perusahaan. Jadi sebenarnya banyak data sekunder yang dapat digunakan sebagai kerangka penarikan contoh namun karena ketidaktahuan, akhirnya dalam Six Sigma banyak diterapkan teknik penarikan contoh tidak berpeluang.
Quality Function Deployment
Pengukuran tingkat kepentingan atribut
What atau ICD dalam QFD dengan
menggunakan modus, sangat mudah dilakukan karena tidak terlalu membutuhkan kemampuan statistik. Namun penggunaan modus akan bermasalah ketika terdapat bimodus atau banyak modus. Alternatif lain yang dapat dikembangkan adalah penggunaan rata-rata, median, metode successive interval
versi Thurstone dan Glenn F. Linday, metode
equal appearing interval, dan metode Thurstone (Oktaviyanto, 2004). Metode rata-rata merupakan penduga tak bias bagi µ, namun perhitungan dengan menggunakan rata-rata akan bermasalah jika data yang dianalisis tidak simetrik atau memiliki kecenderungan menjulur. Jika data tidak simetrik atau cenderung menjulur akan menyebabkan rataan peubah menjadi lebih besar atau lebih kecil dari pada nilai tengah yang sebenarnya. Untuk data tidak simetrik
dapat digunakan median atau metode equal
appearing interval, karena median merupakan
penduga yang robust terhadap data yang
menjulur dan equal appearing interval
menggunakan konsep median. Untuk itu sebelum melakukan perhitungan tingkat kepentingan atribut What sebaiknya dilakukan eksplorasi terhadap data hasil survey.
Sedangkan metode successive interval versi Thurstone dan Glenn F. Linday menghasilkan batas penskalaan yang berfungsi untuk melihatposisi relatif peubah terhadap kategori sehingga dapat diketahui peringkat antar peubah. Metode Thurstone menggunakan konsep psikofisik, persamaan psikofisik, dan asumsi serta hukum penilaian perbandingan untuk menentukan peringkat antar peubah.
Planning matrix yang bertujuan untuk melihat posisi perusahaan terhadap perusahaan lain pada umumnya dalam Six Sigma diperoleh dengan memplotkan rata-rata setiap perusahaan berdasarkan atribut WHAT (Lampiran 2). Metode ini mudah dalam pembuatannya namun sulit untuk menginterpretasikan posisi sebenarnya secara keseluruhan, karena hanya membandingkan perusahaan per atribut. Untuk mengatasi hal ini metode statistik lain yang dapat digunakan adalah biplot, analisis korespondensi, dan analisis gerombol.
Menurut Sartono et al (2003), biplot
merupakan upaya grafis untuk menampilkan data peubah ganda dalam dua dimensi. Analisis biplot dalam planning matrix berguna untuk melihat posisi perusahaan dan saingan berdasarkan kedekatan titik obyek karena titik obyek yang berdekatan diinterpretasikan memilki karakteristik yang hampir sama dan dapat diketahui keunggulan masing-masing perusahaan dilihat dari posisi titik obyek yang searah dengan peubah. Sedangkan analisis korespondensi adalah teknik analisis peubah ganda secara grafik yang digunakan untuk eksplorasi data dari sebuah tabel kontingensi. Analisis korespondensi dapat melihat kelompok perusahaan yang memiliki karakteristik yang sama dengan melihat kedekatan perusahaan terhadap peubah-peubah yang ada. Informasi ini dapat memudahkan perusahaan dalam membuat strategi pemasaran karena mengetahui pesaing perusahaan dan dapat memperbaiki produk karena mengetahui keunggulan dan kekurangan. Namun analisis biplot dan analisis korespondensi menjadi tidak efektif ketika jumlah peubah dan perusahaan banyak, karena akan sulit diinterpretasikan. Untuk mengatasi hal tersebut dapat dilakukan analisis gerombol.
Analisis gerombol digunakan jika hanya ingin mengetahui pesaing perusahaan. Perusahaan yang termasuk dalam satu gerombol dianggap sebagai saingan karena penggerombolan tersebut berdasarkan kemiripan karakteristik. Karakteristik setiap gerombol dapat diketahui dari nilai rata-rata
tiap gerombol, namun terkadang sulit diinterpretasikan karena nilai-nilai antar gerombol tidak terlalu berbeda jauh.
Penentuan Jumlah Contoh
Penentuan jumlah sampel yang digunakan untuk mengukur kemampuan proses, dalam industri biasanya didasarkan pada intuisi peneliti dan disesuaikan dengan produk tersebut. Penentuan jumlah sampel dengan cara ini mudah dilakukan dan sesuai dengan kebutuhan perusahaan tersebut namun secara statistik cara ini kurang dibenarkan karena tingkat subyektifitas yang tinggi. Menurut Banks (1989) untuk mengatasi hal ini dapat dilakukan pemilihan jumlah sampel dengan menggunakan kurva karakteristik operasi (KKO). Dalam kurva KKO dapat terlihat peluang tidak terdeteksinya suatu pergeseran atau biasa disebut dalam statistik galat jenis II
atau β. Pergeseran jumlah contoh juga
disesuaikan dengan pergeseran yang ingin dilihat, jika pergeseran besar maka ukuran sampel kecil sudah cukup efektif, namun jika pergeseran yang ingin dilihat kecil, memerlukan jumlah sampel yang lebih besar karena jika sampel kecil peluang terlihatnya pergeseran kecil.
Keragaman, Cp dan Cpk
Sebagaimana dalam bab sebelumnya,
bahwa Cp merupakan alat pengukur apakah
proses telah berada dalam spesifikasi, sedangkan Cpk alat ukur melihat ada tidaknya pergeseran proses dari nilai target. Sebagai contoh dalam Shina (2002) didapat keragaman sebesar 0.015, kemampuan proses Cp = 0.89, dan kemampuan proses saat terjadi pergeseran
Cpk = 0.67, hal ini berarti telah terjadi
pergeseran proses dari target karena nilai Cp >
Cpk. Untuk itu tim perlu melakukan perbaikan agar proses kembali pada target. Cp yang diperoleh juga tidak mencapai dua yang
merupakan Cp yang diharapkan dalam Six
Sigma. Untuk meningkatkan nilai Cp dapat dilakukan dengan dua cara yaitu melebarkan batas toleransi atau menurunkan keragaman. Hal yang paling baik dilakukan adalah menurunkan keragaman, sebab jika batas toleransi yang dilebarkan akan membuat peluang ketidakpuasan konsumen semakin besar. Keragaman dapat diturunkan dengan melakukan perancangan percobaan.
Contoh di atas dapat dilanjutkan untuk melakukan perhitungan nilai baku, maka nilai
Zst sebesar 2.67, Zlt sebesar 2.01 dan Zshift
sebesar 0.66 maka titik proses ini berada pada kuadran I yang menunjukkan proses berada dalam nilai target walau telah terjadi sedikit pergeseran namun output yang dihasilkan masih buruk atau dengan kata lain output yang dihasilkan banyak kerusakan. Tujuan Six Sigma berada dalam kuadran IV di mana Zst sebesar enam dan Zsift sebesar nol, untuk itu tim perlu melakukan perbaikan.
Pengukuran keragaman proses dengan menggunakan rumus
2 d
R hampir sama baiknya
seperti penduga kuadratik biasa ( ) jika
ukuran contohnya relatif kecil n ≤ 10.
Pendugaan dengan jangkauan akan kehilangan efisiensi relatif secara cepat jika ukuran contoh semakin besar, karena perhitungan dengan menggunakan jangkauan mengabaikan informasi data yang ada diantara X
2 S
max dan
Xmin. Sehingga untuk jumlah sampel yang
besar, pengukuran keragaman proses sebaiknya menggunakan 2 (Banks, 1989).
S
Perhitungan Cp dan Cpk dapat diterapkan untuk mendeteksi kemampuan dari suatu proses, apakah proses tersebut sudah baik atau
belum. Pengukuran kemampuan proses Cp
dan Cpk akan menghasilkan kesimpulan yang salah apabila prosesnya tidak stabil, karena perhitungan Cp dan Cpk berdasarkan asumsi keragaman yang ada disebabkan keragaman alami. Untuk itu sebelum melakukan
perhitungan dengan Cp dan Cpk perlu
dilakukan analisis dengan bagan kendali untuk mengetahui apakah proses tersebut sudah stabil atau belum.
Gage R&R
Berdasarkan data contoh dalam Shina (2002) didapatkan nilai %GageR&R sebesar 25% hal ini menunjukkan bahwa sistem pengukuran belum terlalu baik, sehingga perlu ditingkatkan sistem pengukurannya. Misalnya dengan melatih operator dalam pembacaan skala jika keragaman antar operator nyata atau dengan memperbaiki kualitas mesin jika galat percobaan nyata.
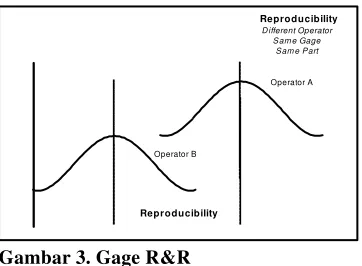
Dalam statistika, sebenarnya Gage
Repeatability adalah keragaman dalam (within) operator sedangkan Gage Reproducibility adalah keragaman antar operator sebagaimana dalam Gambar 3.
Operator B
Operator A
Reproducibility
Reproducibility D ifferent Operator
S am e Gage Sam e Part
Gambar 3. Gage R&R
Analisis Gage R&R menggunakan ANOVA untuk menduga variance component, karena pengukuran Gage R&R memiliki dua faktor yang tergolong sebagai faktor acak, dimana faktor pertama adalah operator dan faktor kedua adalah produk (Montgomery, 2001).
Persamaan variance component adalah 2 2 2 2
2 σ σ σ σ
σy = τ + β + τβ +
dimana,
=
2
τ
σ keragaman dari komponen produk
=
2
β
σ keragaman dari komponen operator
=
2
τβ
σ keragaman interaksi komponen
bagian dan operator
=
2
σ galat percobaan
Gage Repeatability diukur dengan
sedangkan Gage Reproducibility diukur
dengan jadi .
2 σ 2 2 τβ β σ
σ + 2 2 2 2
τβ
β σ
σ σ σgage= + +
Perancangan Percobaan
Dalam industri faktor yang mempengaruhi suatu produk banyak. Untuk mendapatkan faktor yang memberikan hasil optimal dapat dilakukan rancangan percobaan, diantaranya rancangan faktorial sebagian dan rancangan Taguchi. Rancangan faktorial sebagian dan rancangan Taguchi mempunyai tujuan yang sama yaitu meminimumkan jumlah perlakuan dengan memfokuskan pada faktor utama dan interaksi tingkat rendah. Namun rancangan faktorial sebagian dan rancangan Taguchi juga mempunyai beberapa perbedaan yaitu pada saat penentuan perlakuan dan saat penentuan faktor yang paling berpengaruh.
Percobaan dengan menggunakan rancangan faktorial sebagian selain meminimumkan jumlah perlakuan, juga mempunyai banyak pilihan rancangan yang disesuaikan dengan jumlah faktor dan taraf, sehingga perlakuan yang dicobakan sesuai dengan yang dibutuhkan. Namun rancangan ini akan sulit dalam pemilihan generator yang
berfungsi sebagai petunjuk urutan taraf pada satu faktor atau interaksi yang ingin dilihat pengaruhnya. Pemilihan generator mempertimbangkan dua hal yaitu resolusi dan alias yang paling minimum. Generator yang salah akan membuat resolusi rancangan tersebut rendah. Hal ini akan berakibat kurang kuatnya rancangan tersebut. Generator dengan alias terlalu banyak akan membuat rancangan tersebut menjadi semakin banyak informasi pengaruh faktor yang hilang. Untuk itu dicari generator yang dapat menghasilkan alias paling sedikit.
Sedangkan penentuan perlakuan dalam
rancangan Taguchi menggunakan orthogonal
array standar dengan bantuan grafik linier dan tabel interaksi. Penggunaan orthogonal array
memudahkan dalam penentuan perlakuan karena orthogonal array sudah menetapkan perlakuan-perlakuan yang akan dicobakan, hanya modifikasi disesuaikan dengan grafik linier atau tabel interaksi. Namun penggunaan percobaan Taguchi akan menemui kendala ketika jumlah faktor dan taraf yang ingin dicobakan tidak ada dalam delapan belas
orthogonal array, biasanya akan dipilih
orthogonal array dengan tingkat yang lebih tinggi. Hal ini akan membuat jumlah perlakuan terlalu banyak dari yang seharusnya, sehingga memboroskan biaya.
Penentuan faktor yang paling berpengaruh untuk kedua rancangan tersebut berbeda. Pada rancangan faktorial sebagian, faktor yang paling berpengaruh dilihat dengan plot peluang normal pendugaan pengaruh faktor. Titik yang tidak berada pada garis peluang normal adalah faktor yang berpengaruh. Sedangkan pada rancangan Taguchi, faktor yang berpengaruh dilihat dari persentase kontribusi jumlah kuadrat tiap faktor. Persentase yang terbesar adalah faktor yang paling berpengaruh.
Cara lain dalam menentukan faktor yang akan dipilih adalah dengan metode rancangan parameter Taguchi. Metode ini bertujuan untuk mendapatkan kombinasi faktor terbaik yang robust terhadap gangguan. Setiap faktor dihitung ketahanannya yang kemudian dilihat persentase kontribusi terhadap gangguan. Jika peneliti tahu gangguan yang mungkin terjadi, dapat ditambahkan kolom gangguan pada rancangan percobaan.
Faktor terpilih yang memberikan hasil output optimal dalam rancangan faktorial sebagian dan rancangan Taguchi hanya berada pada faktor yang dicobakan. Namun seringkali output optimum berada di luar percobaan tersebut. Untuk mengatasi hal ini,
dapat digunakan analisis kurva respon, yang
merupakan metode lanjutan dari screening
experiment sebelumnya. Analisis kurva respon dapat mendeteksi kombinasi input yang akan menghasilkan output optimal. Untuk mendapatkan output optimal perlu melakukan beberapa kali percobaan sampai hasil pengujian kelengkungan menyatakan berbentuk nonlinier, yang artinya daerah optimum berada dalam kelengkungan tersebut. Jika sudah mengetahui daerah optimalnya dilanjutkan dengan rancangan percobaan kurva respon. Pemilihan rancangan percobaan kurva respon disesuaikan dengan
kebutuhan. Central Composit Design
digunakan jika pengetahuan tentang masalah yang ingin diteliti masih sangat minim, karena
Central Composit Design menggunakan konsep rancangan berotasi. Box Behnken Design digunakan jika setiap faktor memiliki tiga taraf, namun rancangan ini terbatas untuk jumlah faktor tiga dan empat. D-optimal
Design menggunakan bantuan komputer
dalam menentukan bentuk rancangan. Kekurangan analisis kurva respon adalah biaya dan waktu yang dibutuhkan tidak sedikit karena percobaan dilakukan beberapa kali.
Rancangan Toleransi
Berdasarkan data contoh dalam Yang & Heik (2003) pada kasus penentuan jumlah arus, digunakan dua analisis untuk membuat toleransi yaitu analisis worst case dan analisis statistik. Toleransi dengan menggunakan
worst case diperoleh ∆R= 0.65 dan
=
∆L 0.004, sedangkan toleransi dengan
menggunakan analisis statistik diperoleh nilai
=
∆R 0.597 dan ∆L =0.00358.
Terdapat perbedaan nilai pada kedua pendekatan toleransi tersebut. Hal ini terjadi
karena pada worst case tidak
memperhitungkan kemampuan proses, worst
case hanya mempertimbangkan besar toleransi input yang dapat mencapai toleransi output yang diinginkan. Dalam penerapan
worst case sangat mudah dilakukan dan tidak memerlukan sebaran peluang. Namun seringkali toleransi dengan menggunakan analisis worst case terlalu ketat sehingga biaya yang dikeluarkan akan semakin besar. Sedangkan toleransi dengan menggunakan analisis statistik mempertimbangkan kemampuan proses yang diinginkan dan mengasumsikan inputnya menyebar normal sehingga dapat diketahui besarnya peluang suatu unit yang diproduksi masuk ke dalam
batas spesifikasi. Namun terkadang tidak diketahui sebaran peluang sehingga akan membuat rancangan toleransi salah.
Analisis lain untuk membuat toleransi adalah analisis toleransi berdasarkan biaya dan rancangan toleransi Taguchi. Analisis toleransi berdasarkan biaya merupakan kelanjutan dari analisis toleransi statistik yang memperhitungkan biaya yang akan dikeluarkan jika mereduksi tiap satuan input dan memperhitungkan pengaruhnya terhadap output jika toleransi input tersebut direduksi. Sedangkan rancangan toleransi Taguchi membuat toleransi suatu produk di bawah toleransi yang diberikan oleh konsumen, hal ini untuk mencegah tingkat kerusakan yang lebih parah, karena jika kerusakan lebih parah berarti biaya yang dikeluarkan untuk perbaikan lebih besar. Yang menjadi pertimbangan dalam rancangan toleransi Taguchi adalah biaya yang dikeluarkan jika kerusakan terjadi pada batas toleransi konsumen dan produk.
Bagan Kendali
Dalam industri dan juga Six Sigma, bagan kendali yang paling sering digunakan adalah bagan kendali tunggal, karena mudah dalam interpretasinya dan dapat diketahui penyebab pergeserannya. Bagan kendali yang paling sering digunakan adalah bagan kendali
x
danR.
Bagan kendali
x
berguna untuk melihatapakah proses berada pada nilai target atau tidak. Jika bagan kendali
x
ada pergeseran dengan membentuk suatu tren, hal ini menunjukkan proses produksi sudah tidak pada nilai target yang ditentukan. Pergeseran ini dapat disebabkan oleh mesin, kesalahan operator, dan kerusakan bahan.Bagan kendali R menggambarkan
keseragaman atau konsistensi dari suatu proses. Jika bagan kendali R ada titik yang keluar dari batas kontrol, berarti proses tersebut tidak seragam, hal ini disebabkan antara lain oleh operator yang tidak terlatih dan ketidakseragaman bahan. Bagan kendali R
kurang bagus jika digunakan pada data dengan jumlah contoh lebih dari sepuluh, karena pendugaan dengan menggunakan jangkauan mengabaikan informasi data di dalam nilai maksimum dan minimum. Untuk itu jika contoh yang diambil lebih besar dari sepuluh sebaiknya menggunakan bagan kendali S.
Pendekatan pengendali mutu secara tunggal terhadap beberapa karakteristik mutu dapat
menyebabkan kesalahan dalam pengambilan kesimpulan, terutama jika karakteristik tersebut saling berkorelasi. Untuk mengatasi hal tersebut dapat menggunakan bagan
kendali multivariate. Bagan kendali ini
menggunakan statistik uji 2
T - Hotelling, jika 2
T > batas pengendali atas yang itu berarti paling sedikit satu dari karakteristik mutu itu tidak terkendali. Sebaliknya jikaT2 < batas pengendali atas maka karakteristik mutu itu dalam keadaan terkendali.
KESIMPULAN
Setelah dilakukan kajian pustaka terhadap Six Sigma dapat disimpulkan bahwa peranan statistika sangat besar. Namun alat-alat statistik yang digunakan masih sederhana dan sering mengabaikan asumsi. Statistika berperan pada saat pencarian keinginan dan harapan konsumen, pengukuran tingkat kebaikan proses yang selama ini telah berjalan, perancangan percobaan untuk mencari kombinasi input terbaik yang menghasilkan output paling optimum, pembuatan rancangan toleransi, dan pembuatan bagan kendali untuk proses kontrol.
Setelah dilakukan analisis banyak alat statistika yang dapat diterapkan pada Six Sigma, diantaranya metode successive interval
versi Thurstone dan Glenn F. Linday, metode
equal appearing interval dan metode Thurstone, analisis biplot, analisis korespondensi, toleransi berdasarkan biaya, dan toleransi Taguchi. Banyak juga alat statistik yang telah digunakan dalam Six Sigma yang perlu diperbaiki dalam penggunaannya, seperti perlu memperhatikan asumsi yang harus dipenuhi jika menggunakan alat tersebut.
DAFTAR PUSTAKA
Aft, Lawrence S. 1998 Fundamental of
Industrial Qualitycontrol. 3 ed. Arizona : McGraw Hill Companies, inc.
th
Anonim. - . Six Sigma Champion Trainning. - : General Electric.
Banks, Jerry. 1989. Principles of Quality
Control. Canada: John Wiley & Son, Inc. Box, G.E.P. and Hunter, J.S. 1961. The 2k-p
Fractional Factorial Design Part I,
Technometrics, 3, 311-351.
Fries, Arthur and Hunter, William G. 1980.
Minimum Aberration Designs,
Technometrics, 22, 601-608. p k−
2
Levy, Paul s. and Lemeshow, Stanley. 1999.
Sampling of Population Method and Application ed. New York: John Wiley & Sons, inc.
th 3
Montgomery, D. C. 2001. Design and
Analisys of Experiments. ed. New York: John Wiley & Son, inc.
th
5
Oktaviyanto, Derita. 2004. Kajian Beberapa Metode Analisis Statistika Terhadap data Ordinal [skripsi]. Bogor: Fakultas Matematika dan Ilmu Pengetahuan Alam, Institut Pertanian Bogor.
Ross, Phillip J. . 1989. Taguchi Techniques for Quality Engineering. New York : McGraw-Hill Book Co.
Sartono, Bagus et al. 2003. Modul Analisis Peubah Ganda. Bogor : Fakultas MIPA IPB.
Shina, S. G. 2002. Six Sigma for Electronics Design and Manufacuring. United State of America : McGraw Hill Companies, inc.
Som, R. K. 1996. Practical Sampling
Techniques. New York: Marcel Dekker, inc.
Yang, Kai and El-Heik, Basem. 2003. Design For Six Sigma. New York: Mc Graw Hill Companies, inc.
Lampiran 1.
Quality Function Deployment Matrix
Lampiran 2.
Quality Function Deployment Matrix with Data