IMPLEMENTASI METODE ANALYTICAL HIERARCHY
PROCESS (AHP) DAN FUZZY MULTI-ATTRIBUTE DECISION
MAKING (FUZZY MADM) DALAM PENENTUAN PRIORITAS
PENGERJAAN ORDER DI PT. SUMATERA WOOD INDUSTRY
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh:
WILLY WIJAYA
NIM. 070403113
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena atas berkat dan rahmat-Nya kepada penulis sehingga dapat menyelesaikan
Laporan Tugas Sarjana ini. Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi oleh mahasiswa Teknik Industri untuk memperoleh gelar Sarjana Teknik.
Penulis melaksanakan Tugas Sarjana di PT. Sumatera Wood Industry yang merupakan salah satu perusahaan manufaktur bergerak dalam bidang pembuatan
kerajinan kayu berupa pintu kayu lokal yang berkualitas ekspor. Tugas Sarjana ini berjudul “Implementasi Metode Analytical Hierarchy Process (AHP) dan
Fuzzy Multi-Attribute Decision Making (Fuzzy MADM) dalam Penentuan Prioritas Pengerjaan Order di PT. Sumatera Wood Industry”.
Penulis menyadari bahwa laporan Tugas Sarjana ini masih jauh dari
kesempurnaan, penulis terbuka untuk setiap kritik dan saran yang bersifat membangun dari semua pihak untuk kesempurnaan tulisan ini ke depan.
Medan, Mei 2014
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini penulis telah mendapat bimbingan dan dukungan dari berbagai pihak, baik berupa materi, spiritual, informasi maupun
administrasi. Oleh karena itu selayaknya penulis mengucapkan terima kasih kepada :
1. Kedua orang tua penulis (Suharjono dan Widawaty Tjoa) dan saudara-saudara
(Christin Wijaya Tjoa dan Wenny Wijaya) yang telah mendukung lewat doa, semangat, dan dana.
2. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri dan Bapak Ir. Ukurta Tarigan selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara.
3. Bapak Ir. Mangara M. Tambunan, M.Sc. selaku Dosen Pembimbing I dan Ibu Ir. Khawarita Siregar, MT. selaku Dosen Pembimbing II dalam pelaksanaan
Tugas Sarjana yang telah memberikan banyak pengajaran baru bagi penulis dan memberikan motivasi yang sangat berharga.
4. Staf pegawai Teknik Industri Kak Dina, Bang Mijo, Bang Nurmansyah, Bang
Ridho, Ibu Ani, dan Kak Rahma terima kasih atas bantuannya dalam masalah administrasi untuk melaksanakan Tugas Sarjana ini.
5. Bapak D. Primerindra selaku Kepala Bagian Personalia, Bapak Suhariadi selaku Kepala Bagian Produksi, dan Bapak William Jaya selaku Kepala Bagian Pemasaran di PT. Sumatera Wood Industry yang memberikan arahan
membantu memberikan informasi yang dibutuhkan oleh penulis dalam
melaksanakan Tugas Sarjana ini.
6. Teman-teman seperjuangan penulis Teknik Industri angkatan 2007 (KOSTUTI) yang selalu bersedia berdiskusi dan memberikan semangat dalam
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KEPUTUSAN SIDANG KOLOKIUM ... iii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iv
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... v
KATA PENGANTAR ... vi
UCAPAN TERIMA KASIH ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxi
ABSTRAK ... xxii
I PENDAHULUAN ... I-1 1.1. Latar Belakang Masalah ... I-1 1.2. Perumusan Masalah ... I-4
1.3. Tujuan Penelitian ... I-4 1.4. Batasan dan Asumsi Penelitian ... I-4 1.5. Manfaat Penelitian ... I-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1 2.2. Ruang Lingkup Bidang Usaha ... II-1 2.3. Lokasi Perusahaan ... II-3
2.4. Organisasi dan Manajemen Perusahaan ... II-3 2.4.1. Struktur Organisasi Perusahaan ... II-3
2.4.2. Uraian Tugas ... II-6 2.4.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-8 2.4.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-11
2.5. Proses Produksi ... II-12 2.5.1. Standar Mutu Bahan/Produk ... II-12
2.5.2. Bahan yang Digunakan ... II-14 2.5.3. Uraian Proses ... II-15 2.5.4. Mesin dan Peralatan Produksi ... II-23
2.5.4.1.Mesin Produksi ... II-23 2.5.4.2.Peralatan ... II-28
III LANDASAN TEORI ... III-1 3.1. Sistem Produksi ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.1.2. Sistem Produksi Menurut Tujuan Operasinya ... III-3
3.1.3. Sistem Produksi Menurut ALiran Operasi dan Variasi Produk ... III-3 3.2. Sampel ... III-5
3.3. Teknik Sampling ... III-6 3.3.1. Random Sampling/Probability Sampling ... III-7
3.3.1.1.Simple Random Sampling atau Sampel Acak Sederhana ... III-9 3.3.1.2.Stratified Random Sampling atau Sampel Acak
Distratifikasikan ... III-9 3.3.1.3.Cluster Sampling atau Sampel Gugus ... III-11
3.3.1.4.Systematic Sampling atau Sampel Sistematis ... III-12 3.3.1.5.Area Sampling atau Sampel Wilayah ... III-12 3.3.2. Nonrandom Samping/Nonprobability Sampling ... III-13
3.3.2.1.Convenience Sampling ... III-13 3.3.2.2.Purposive Sampling ... III-14
3.3.2.3.Snowball Sampling atau Sampel Bola Salju ... III-15 3.4. Konsep Dasar Himpunan Fuzzy ... III-16 3.4.1. Himpunan Klasik (Crisp) ... III-16
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 3.4.3. Fungsi Keanggotaan ... III-20
3.4.3.1.Representasi Kurva Segitiga ... III-21 3.5. Multi-Atribut Decision Making (MADM) ... III-22 3.5.1. Multiple Criteria Decision Making (MCDM) ... III-22
3.5.2. Konsep Dasar Multi-Atribut Decision Making (MADM) III-23 3.5.3. Metode-Metode Penyelesaian Masalah MADM ... III-25
3.5.4. Analytic Hierarchy Process (AHP) ... III-26 3.6. Metode Fuzzy MADM dengan Pengembangan ... III-28 3.6.1. Representasi Masalah ... III-28
3.6.2. Evaluasi Himpunan Fuzzy ... III-29 3.6.3. Seleksi Alternatif yang Optimal ... III-31
IV METODOLOGI PENELITIAN ... IV-1 4.1. Lokasi dan Waktu Penelitian ... IV-1
4.2. Objek Penelitian ... IV-1 4.3. Rancangan Penelitian ... IV-2
4.4. Kerangka Konseptual ... IV-2 4.5. Prosedur Penelitian ... IV-4 4.6. Pengumpulan Data ... IV-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 4.6.2. Data Sekunder ... IV-6
4.7. Analisis Pemecahan Masalah ... IV-6 4.8. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
5.1.1. Data Pesanan Pintu Kayu ... V-1 5.1.2. Data Keterlambatan Pemenuhan Bahan Baku ... V-4 5.1.3. Data Keterlambatan Pengiriman Order pada Konsumen V-5
5.1.4. Data AHP dan Fuzzy MADM ... V-7 5.1.5. Matriks Banding Berpasangan (PairwiseComparison) .. V-9
5.1.5.1.Level 1 (Kriteria) ... V-9 5.1.5.2.Level 2 (Alternatif) ... V-13 5.2. Pengolahan Data ... V-17
5.2.1. Perhitungan Rata-rata Pembobotan untuk
Masing-masing Kriteria (Elemen) dan Alternatif (Unsur) ... V-18
5.2.1.1.Level 1 (Kriteria) ... V-17 5.2.1.2.Level 2 (Alternatif) ... V-24 5.2.2. Penentuan Bobot Prioritas untuk Alternatif ... V-28
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2.4. Perhitungan Total Bobot ... V-31
5.3. Penentuan Prioritas Urutan Pengerjaan Order dengan Fuzzy
MADM (Multi-Attribute Decision Making) ... V-32 5.3.1. Penetapan Fungsi Keanggotaan dan Fuzzy Number ... V-32
5.3.2. Pengkonversian Data Kuesioner Menjadi Variabel Linguistik ... V-34
5.3.3. Penentuan Indeks Kecocokan Setiap Alternatif ... V-37 5.3.4. Penentuan Urutan Pengerjaan Setiap Alternatif ... V-40
VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1. Analisis Hirarki Kepentingan ... VI-1
6.2. Analisis Pengolahan AHP ... VI-1 6.3. Analisis Pengolahan Fuzzy MADM ... VI-2 6.4. Perbandingan Urutan Prioritas Penegrjaan Order antara
Metode AHP dan Fuzzy MADM ... VI-3 6.5. Perbandingan Kondisi Aktual dengan Hasil Urutan Prioritas
Pengerjaan Order dengan AHP dan Fuzzy MADM ... VI-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN 1.1. Data Keterlambatan Pengiriman Order ... I-2
2.1. Jenis Model Produk PT. Sumatera Wood Industry ... II-2 2.2. Jumlah Tenaga Kerja PT. Sumatera Wood Industry ... II-9 2.3. Sistem Pembagian Jam Kerja Karyawan Kantor dan Karyawan
Bagian poduksi ... II-10 2.4. Sistem Pembagian Jam Kerja Karyawan Bagian Keamanan ... II-10
2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood
Industry ... II-24 2.6. Daftar Peralatan yang Digunakan PT. Sumatera Wood Industry II-28
3.1. Perbedaan antara MADM dan MODM ... III-23 3.2. Kriteria Skala Tingkat Kepentingan Penilaian Perbandingan
Berpasangan ... III-27 3.3. Rating Kepentingan untuk Setiap Kriteria ... III-34 3.4. Rating Kecocokan Setiap Alternatif Terhadap Setiap Kriteria .. III-34
3.5. Indeks Kecocokan untuk Setiap Alternatif ... III-35 3.6. Nilai Total Integral Setiap Alternatif ... III-36
5.1. Data Pemesanan Pelanggan ... V-1 5.2. Persentase Kumulatif Pesanan ... V-2 5.3. Data Keterlambatan Pemenuhan Bahan Baku ... V-5
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN 5.5. Data Pemesanan Pelanggan Bulan Nopember 2013 ... V-7
5.6. Matriks Banding Berpasangan antar Elemen pada Penentuan
Order ... V-10 5.7. Matriks Banding Berpasangan antar Alternatif ... V-14
5.8. Perhitungan Rata-rata Pembobotan untuk Elemen Kriteria pada
Level 1 ... V-19
5.9. Perhitungan Rata-rata Pembobotan untuk Elemen Alternatif pada Level 2 ... V-20 5.10. Jumlah Perhitungan Rata-rata Pembobotan untuk Elemen
Kriteria ... V-21 5.11. Matriks Normalisasi dan Rata-rata Baris untuk Elemen Kriteria V-22
5.12. Jumlah Perhitungan Rata-rata Pembobotan untuk Elemen Alternatif ... V-24 5.13. Matriks Normalisasi dan Rata-rata Baris untuk Elemen
Alternatif ... V-25 5.14. Rekapitulasi Bobot Parsial ... V-27
5.15. Perhitungan Bobot Parsial dan Prioritas Level 1 dan 2 ... V-29 5.16. Perhitungan Total Bobot dan Juga Persentase Total Bobot ... V-31 5.17. Variabel Linguistik Tingkat Kepentingan ... V-35
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN 5.19. Indeks Kecocokan Fuzzy untuk Setiap Alternatif ... V-39
5.20. Nilai Total Integral Setiap Alternatif ... V-40 5.21. Hasil Urutan Pengerjaan Order dengan Metode Fuzzy MADM V-41 6.1. Persentase Kumulatif Pesanan ... VI-1
6.2. Perhitungan Total Bobot dan Juga Persentase Total Bobot ... VI-3 6.3. Hasil Urutan Prioritas Pengerjaan Order dengan Metode Fuzzy
MADM ... VI-4 6.4. Perbandingan Urutan Prioritas Pengerjaan Order Metode AHP
dengan Fuzzy MADM ... VI-5
6.5. Faktor Kendala Pengerjaan Order ... VI-6 6.6. Persentase Percepatan Ketersediaan Bahan Baku ... VI-7
6.7. Keadaan Aktual dan Usulan untuk Jumlah Mesin Produksi ... VI-7 6.8. Perbandingan Karyawan pada Kondisi Aktual dan Usulan di
DAFTAR GAMBAR
GAMBAR HALAMAN 2.1. Struktur Organisasi PT. Sumatera Wood Industry ... II-5
2.2. Model Daun Pintu Kayu Petak Dua (CD–02) ... II-16 2.3. Blok Diagram Proses Produksi Daun Pintu Petak Dua (CD–02) II-18 3.1. Himpunan Klasik : (a) MUDA, (b) PAROBAYA, dan (c) TUA III-17
3.2. Fungsi Keanggotaan untuk Setiap Himpunan pada Variabel Umur ... III-20
3.3. Kurva Segitiga ... III-21 3.4. Himpunan Fuzzy: NORMAL (Kurva Segitiga) ... III-22 3.5. Struktur Hirarki Permasalahan ... III-29
3.6. Bilangan Fuzzy Segitiga ... III-30 3.7. Struktur Hirarki ... III-32
4.1. Kerangka Konseptual Penelitian ... IV-3 4.2. Blok Diagram Prosedur Penelitian ... IV-5 5.1. Diagram Pareto Bulan September 2013 ... V-3
5.2. Diagram Pareto Bulan Oktober 2013 ... V-3 5.3. Diagram Pareto Bulan Nopember 2013 ... V-4
5.4. Grafik Data Keterlambatan Pengiriman Produk ... V-6 5.5. Hirarki Kepentingan Urutan Pengerjaan Order ... V-8 5.6. Urutan Prioritas Pengerjaan Order ... V-32
DAFTAR GAMBAR (LANJUTAN)
DAFTAR LAMPIRAN
LAMPIRAN
L.1. Gambar Model Daun Pintu Kayu
L.2. Kuesioner Analytical Hierarchy Process (AHP) untuk Penentuan Prioritas Pengerjaan Order
L.3. Kuesioner Fuzzy Multi-Attribute Decision Making (Fuzzy MADM) untuk
Penentuan Prioritas Pengerjaan Order L.4. Surat Permohonan Tugas Sarjana
L.5. Formulir Penetapan Tugas Sarjana L.6. Surat Penjajakan Pabrik
L.7. Surat Balasan Pabrik
L.8. Surat Keputusan
L.9. Lembar Asistensi Dosen Pembimbing I
ABSTRAK
PT. Sumatera Wood Industry merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang pembuatan kerajinan kayu berupa pintu kayu lokal yang berkualitas ekspor. Perusahaan memenuhi permintaan berdasarkan pesanan atau perusahaan Make To Order (MTO) diharapkan dapat menyelesaikan pengerjaan order tepat waktu. Pada PT. Sumatera Wood Industry, perusahaan setiap bulannya terlambat mengirimkan produk kepada pelanggan. Keterlambatan pengiriman diakibatkan ketersediaan bahan baku kayu untuk produksi tidak sebanding dengan permintaan, dan variasi jumlah dan jenis produk mengakibatkan proses pengerjaan produk yang panjang.
Tujuan dilakukan penelitian ini adalah untuk menentukan prioritas pengerjaan order yang ada pada perusahaan agar mengurangi kerugian terhadap pihak perusahaan berupa biaya pinalti maupun pihak pelanggan yang mengakibatkan keterlambatan pengiriman produk.
Penyusunan hirarki kepentingan terdiri dari 3 level yaitu goal, kriteria, dan alternatif. Pada permasalahan penentuan prioritas pengerjaan order, goal yang hendak dicapai adalah order mana yang diprioritaskan lebih dahulu. Sedangkan kriterianya antara lain jenis kayu, motif bidang, waktu proses, biaya pinalti, finishing, keuntungan, dan due date. Alternatif berdasarkan jumlah order di perusahaan. Dari hasil pembobotan kriteria, diperoleh jenis pintu kayu ukuran 800x2000 mm memiliki persentase paling tinggi, yaitu 35,26%, yang artinya ukuran ini sangat dipentingkan untuk dilakukan pengerjaan order dahulu. Sedangkan pada Fuzzy MADM ukuran 900x2100 mm yang diprioritaskan lebih dahulu. Pada AHP, membandingkan unsur yang satu dengan yang lain dengan penentuan mana lebih penting dibandingkan yang lain. Sedangkan pada Fuzzy MADM langsung didasarkan pada sifat subjektif tanpa membandingkan antar unsurnya.
ABSTRAK
PT. Sumatera Wood Industry merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang pembuatan kerajinan kayu berupa pintu kayu lokal yang berkualitas ekspor. Perusahaan memenuhi permintaan berdasarkan pesanan atau perusahaan Make To Order (MTO) diharapkan dapat menyelesaikan pengerjaan order tepat waktu. Pada PT. Sumatera Wood Industry, perusahaan setiap bulannya terlambat mengirimkan produk kepada pelanggan. Keterlambatan pengiriman diakibatkan ketersediaan bahan baku kayu untuk produksi tidak sebanding dengan permintaan, dan variasi jumlah dan jenis produk mengakibatkan proses pengerjaan produk yang panjang.
Tujuan dilakukan penelitian ini adalah untuk menentukan prioritas pengerjaan order yang ada pada perusahaan agar mengurangi kerugian terhadap pihak perusahaan berupa biaya pinalti maupun pihak pelanggan yang mengakibatkan keterlambatan pengiriman produk.
Penyusunan hirarki kepentingan terdiri dari 3 level yaitu goal, kriteria, dan alternatif. Pada permasalahan penentuan prioritas pengerjaan order, goal yang hendak dicapai adalah order mana yang diprioritaskan lebih dahulu. Sedangkan kriterianya antara lain jenis kayu, motif bidang, waktu proses, biaya pinalti, finishing, keuntungan, dan due date. Alternatif berdasarkan jumlah order di perusahaan. Dari hasil pembobotan kriteria, diperoleh jenis pintu kayu ukuran 800x2000 mm memiliki persentase paling tinggi, yaitu 35,26%, yang artinya ukuran ini sangat dipentingkan untuk dilakukan pengerjaan order dahulu. Sedangkan pada Fuzzy MADM ukuran 900x2100 mm yang diprioritaskan lebih dahulu. Pada AHP, membandingkan unsur yang satu dengan yang lain dengan penentuan mana lebih penting dibandingkan yang lain. Sedangkan pada Fuzzy MADM langsung didasarkan pada sifat subjektif tanpa membandingkan antar unsurnya.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Pada masa era globalisasi ini, persaingan yang ketat terjadi pada perusahaan-perusahaan besar. Banyaknya perusahaan yang bergerak di bidang yang sama akan memaksa perusahaan untuk dapat mempertahankan dan
meningkatkan pangsa pasar. Banyak aspek yang perlu diperhatikan untuk mempertahankan maupun meningkatkan pangsa pasar agar dapat bersaing dengan
perusahaan lain yaitu aspek ketepatan waktu pengiriman produk. Ketepatan waktu pengiriman produk sangat berkaitan dengan kepercayaan konsumen terhadap perusahaan yang bersangkutan. Seringnya terjadi keterlambatan pengiriman
barang membuat konsumen beralih ke perusahaan lain.
PT. Sumatera Wood Industry merupakan salah satu perusahaan
manufaktur yang bergerak dalam bidang pembuatan kerajinan kayu berupa pintu kayu lokal yang berkualitas ekspor. Perusahaan memenuhi permintaan berdasarkan pesanan atau perusahaan Make To Order (MTO) diharapkan dapat
menyelesaikan pengerjaan order tepat waktu. Pesanan yang datang dapat berubah-ubah, baik jumlah maupun jenis produk yang dipesan. Jika order yang datang
jumlahnya banyak dan datang bersamaan, maka perlu dilakukan penentuan prioritas order mana yang akan dikerjakan terlebih dahulu agar tidak terjadi keterlambatan. Konsumen perusahaan ini hanya berasal dari pesanan perusahaan
Adapun data keterlambatan pengiriman order selama tiga bulan terakhir di
perusahaan dapat dilihat pada Tabel 1.1.
Tabel 1.1. Data Keterlambatan Pengiriman Order
No. Bulan Jenis Order (Ukuran Pintu)
Jumlah (Unit)
Keterlambatan Waktu
1 September 2013
800 x 2000 mm 1470 12 800 x 2100 mm 1102 12 900 x 2000 mm 350 9 900 x 2100 mm 195 5 800 x 1900 mm 180 3 900 x 1900 mm 180 3 800 x 1800 mm 200 3
2 Oktober 2013
800 x 2000 mm 1200 11 800 x 2100 mm 940 8 900 x 2000 mm 300 10 900 x 2100 mm 150 3 800 x 1900 mm 165 2 900 x 1900 mm 150 2 800 x 1800 mm 150 3
3 Nopember 2013
800 x 2000 mm 1625 12 800 x 2100 mm 1200 10 900 x 2000 mm 400 7 900 x 2100 mm 220 4 800 x 1900 mm 195 3 900 x 1900 mm 195 3 800 x 1800 mm 200 5 Sumber : PT. Sumatera Wood Industry
Proses pengerjaan pesanan meliputi beberapa tahap yaitu jenis kayu yang
sesuai order untuk produksi pintu kayu, model pintu kayu, pengecatan pintu kayu, dan finishing pintu kayu (penempelan label/merk dan pembungkusan plastik pada
produk). Ada dua kendala yang terjadi saat proses produksi seperti ketersediaan
bahan baku di pasar, dan variasi jumlah dan jenis produk yang berbeda. Bahan baku yang tersedia tergantung stok di dalam pabrik maupun pemesanan pada supplier. Pemesanan pada supplier senantiasa tidak tetap, tergantung jenis kayu
yang beredar di pasaran. Selain itu, adanya variasi jumlah dan jenis produk yang berbeda di mana perusahaan memproduksi lebih dari satu jenis model pintu kayu
yang mengakibatkan proses pengerjaan yang panjang. Dengan adanya kendala tersebut mengakibatkan keterlambatan pengiriman order sehingga perusahaan dikenakan biaya pinalti berupa pemotongan harga pintu kayu sebesar 2% pada dua
minggu pertama dan 5% apabila melebihi dua minggu dari due date yang ditetapkan.
Berdasarkan penjelasan di atas, maka perlu dilakukan penentuan prioritas pengerjaan order yaitu alternatif order mana yang harus dikerjakan terlebih dahulu. Order yang dijadikan alternatif adalah order yang masuk pada bulan
Nopember 2013 karena merupakan jumlah order terbanyak dan sekaligus mewakili data order sebelumnya. Penentuan prioritas ini meliputi banyak kriteria seperti ketersediaan bahan baku, motif/model pintu kayu, lama waktu proses
pengerjaan, biaya pinalti, finishing, keuntungan, dan due date. Penentuan prioritas ini dilakukan dengan menggunakan pendekatan Multi-Attribute Decision Making
(MADM) karena digunakan untuk melakukan penilaian atau seleksi terbaik terhadap beberapa alternatif serta Fuzzy MADM. Metode MADM yang diimplementasikan adalah Analytical Hierarchy Process (AHP) yang digunakan
1.2. Perumusan Masalah
Adapun masalah yang dihadapi oleh perusahaan adalah ketidaksesuaian dalam urutan pengerjaan order sehingga terjadi keterlambatan pengiriman yang diakibatkan ketersediaan bahan baku kayu untuk produksi tidak sebanding dengan
permintaan, dan variasi jumlah dan jenis produk mengakibatkan proses pengerjaan produk yang panjang. Maka dari itu perusahaan diharapkan untuk
dapat mengetahui prioritas pengerjaan order mana yang terlebih dahulu sehingga dapat disusun urutan pengerjaan order yang optimal, sehingga dapat mengurangi kerugian bagi pihak perusahaan maupun pelanggan.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk menentukan prioritas pengerjaan order yang ada pada perusahaan agar mengurangi kerugian terhadap pihak perusahaan berupa biaya pinalti maupun pihak pelanggan yang mengakibatkan
keterlambatan pengiriman produk.
1.4. Batasan dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah :
1. Penentuan prioritas pesanan dilakukan berdasarkan data order yang masuk
pada bulan November 2013 karena merupakan order terbanyak dan sekaligus mewakili data order sebelumnya.
2. Pada penelitian ini dibatasi hanya pada order pintu dengan jenis petak dua.
kayu petak dua memiliki order yang lebih banyak dibandingkan dengan pintu
kayu jenis lainnya.
3. Teknik sampling yang digunakan adalah Judgement Sampling.
4. Metode yang digunakan dalam pengambilan keputusan adalah AHP dan Fuzzy
MADM.
5. Fungsi keanggotaan untuk Fuzzy MADM menggunakan representasi kurva
segitiga.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah :
1. Aktivitas bisnis dan proses produksi tidak mengalami perubahan selama
penelitian berlangsung di perusahaan.
2. Jumlah order dan jenis order tidak mengalami perubahan selama penelitian.
1.5. Manfaat Penelitian
Manfaat yang diharapkan dari penelitian ini yaitu :
1. Bagi pihak perusahaan
Dapat dijadikan usulan bagi perusahaan dalam mempertimbangkan keputusan penentuan prioritas pengerjaan order berdasarkan kriteria yang ada
menggunakan metode AHP dan Fuzzy MADM. 2. Bagi peneliti
a. Mengaplikasikan teori yang diperoleh selama kuliah di lapangan kerja. b. Menambah keterampilan dan pengalaman dalam menganalisis masalah
3. Bagi universitas
Menjadi tambahan literatur yang dapat dijadikan referensi bagi semua pihak yang ingin mengetahui aplikasi dari metode AHP dan Fuzzy MADM dalam menentukan prioritas pengerjaan order.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang masalah yang mendasari
peneliti melakukan perencanaan penjadwalan prioritas pengerjaan order, perumusan masalah, tujuan dan manfaat penelitian, asumsi dan batasan masalah
penelitian, serta sistematika penulisan tugas akhir.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen perusahaan, serta proses
produksi yang berlangsung.
Bab III Landasan Teori, menguraikan teori-teori yang digunakan dalam analisis pemecahan masalah. Sumber teori atau literatur yang digunakan berupa
buku, jurnal penelitian, dan draft tugas sarjana mahasiswa yang pernah mengangkat topik permasalahan yang sama.
data serta langkah-langkah penelitian meliputi pengumpulan data, pengolahan
data, analisis pemecahan masalah, dan kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, mengumpulkan data-data primer dan sekunder yang diperoleh dari penelitian serta teknik yang digunakan
untuk mengolah data dalam memecahkan permasalahan. Adapun data primer seperti kriteria atau faktor yang mempengaruhi pengerjaan order yang ditentukan
melalui wawancara langsung dengan pihak perusahaan serta memberikan kuesioner yang juga diisi oleh pihak perusahaan. Adapun data sekunder seperti jenis dan jumlah produk yang dipesan, tanggal pemesanan, waktu penyelesaian,
serta pihak pemesan. Selain itu, juga terdapat tahap pengolahan dengan metode AHP dan Fuzzy MADM yang digunakan untuk menentukan prioritas pada
masing-masing order sehingga pengerjaan order dapat terjadwal dengan baik. Bab VI Analisis Pemecahan Masalah, menguraikan hasil dari pengolahan data serta membandingkan hasil antara pengolahan dengan metode AHP dan
Fuzzy MADM.
Bab VII Kesimpulan dan Saran, memberikan hasil yang ditunjukkan oleh penelitian yaitu jadwal pengerjaan order berupa urutan pengerjaan order sesuai
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Sumatera Wood Industry merupakan salah satu perusahaan bergerak dalam bidang pembuatan kerajinan kayu berupa daun pintu kayu yang berkualitas ekspor. Pada awal pendiriannya bernama PT. Surya Mas berjalan ± 10 tahun,
kemudian terjadi pergantian kepemilikkan perusahaan serta perubahan anggaran dasar dalam perusahaan menjadi PT. Sumatera Wood Industry pada tanggal 20
Desember 2010 berdasarkan akte notaris No. 0012 Tahun 2010.
PT. Sumatera Wood Industry memasarkan hasil produksinya dengan mengekspor ke luar negeri seperti Malaysia, Singapura, dan negara-negara di
benua Afrika. Oleh karena itu, perusahaan selalu menjaga kualitas produksinya agar dapat bersaing di pasar luar negeri. Namun seiring perkembangannya,
perusahaan ini memilih untuk fokus memasarkan hasil produksinya hanya ke dalam negeri dengan tetap menjaga kualitas ekspornya. Dalam mendistribusikan produksinya, perusahaan menggunakan jalur transportasi darat ke wilayah di
sekitar kota Medan dan kota-kota besar di Pulau Sumatera.
2.2. Ruang Lingkup Bidang Usaha
PT. Sumatera Wood Industry merupakan salah satu perusahaan Make To Order, di mana pengolahan kayu untuk pembuatan daun pintu kayu menggunakan
diperoleh dari kota-kota di sekitar wilayah kota Medan. Bahan tambahan yang
digunakan dalam pengolahan kayu ini adalah bahan-bahan seperti label, karton pengaman siku, plastik, boraks, lem syntheco, dan tepung dempul yang dapat meningkatkan mutu dan kualitas secara lebih baik, sedangkan bahan penolong
yang digunakan berupa kayu bakar dan kertas amplas/kertas pasir untuk menghaluskan permukaan pintu dalam menunjang proses produksi.
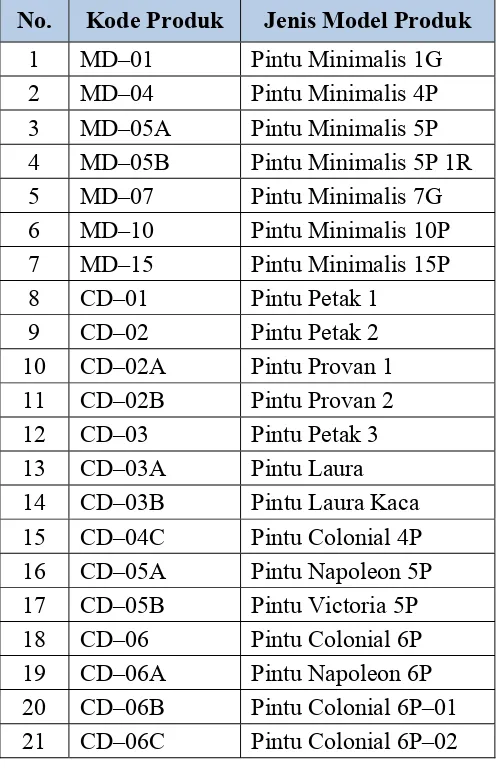
[image:32.595.188.436.363.747.2]Adapun model-model produk yang diproduksi PT. Sumatera Wood Industry dapat dilihat pada Tabel 2.1.
Tabel 2.1. Jenis Model Produk PT. Sumatera Wood Industry
Tabel 2.1. Jenis Model Produk PT. Sumatera Wood Industry (Lanjutan)
No. Kode Produk Jenis Model Produk 22 CD–08 Pintu Colonial 8P–01 23 CD–08C Pintu Colonial 8P–02 Sumber : PT. Sumatera Wood Industry
Adapun gambar dari tiap-tiap model produk yang diproduksi PT. Sumatera
Wood Industry terlampir pada Lampiran I.
Perusahaan melaksanakan produksinya berdasarkan pesanan, khususnya
dari CV. Jaya Wood yang merupakan distributor tunggal sesuai dengan model pintu, jenis kayu, dan ukurannya.
2.3. Lokasi Perusahaan
PT. Sumatera Wood Industry beralamat di Jalan Mariendal Pasar IV Gang
Baru No. 1, Kecamatan Patumbak, Medan, Sumatera Utara, Indonesia. Kantor pusat yang juga berada di lokasi pabrik, hal ini dilakukan agar memudahkan aktivitas komunikasi di dalam menunjang kelancaran usaha dalam mencapai
tujuan perusahaan.
2.4. Organisasi dan Manajemen Perusahaan 2.4.1. Struktur Organisasi Perusahaan
Struktur organisasi di PT. Sumatera Wood Industry adalah struktur
jawab kerja berdasarkan fungsi masing-masing bagian, dan tidak ada perintah
kerja langsung dari direktur terhadap para pekerja di lantai produksi. Tipe fungsional juga ditandai dengan adanya hubungan horizontal antara kepala bagian, di mana kepala bagian yang satu tidak berhak memerintah kepala bagian
yang lainnya tetapi dalam melakukan pekerjaannya saling terhubung, artinya bahwa pekerjaan yang satu akan mempengaruhi pekerjaan yang lain. Struktur
Gambar 2.1. Struktur Organisasi PT. Sumatera Wood Industry Seksi
Klin Dryer
Seksi Pengetaman
& Pemotongan
Seksi Proses
Seksi Pengeleman Seksi
Keamanan/ Satpam
Seksi Personalia
Seksi Lapangan Kabag.
Personalia
Kabag.
Lapangan & Klin Dry
2.4.2. Uraian Tugas
Penguraian tugas pada PT. Sumatera Wood Industry dibagi menurut fungsi yang telah ditetapkan. Uraian tugas ini dikenal dengan job description, di mana pekerjaan berdasarkan posisi dan jabatan di dalam perusahaan. Adapun fungsi
masing-masing dari struktur organisasi perusahaan tersebut, yaitu :
1. Direktur yaitu bertugas dalam mengatur dan memonitor seluruh kegiatan yang
menyangkut di perusahaan.
2. Kepala Bagian Personalia mengatur beberapa bagian, seperti :
a. Seksi Keamanan/Satpam adalah pekerja-pekerja yang bertugas menjaga
seluruh keamanan yang ada di perusahaan.
b. Seksi Personalia adalah bagian yang mengawasi dan membentuk suatu
sistem yang memadai dalam hal pencarian, penyeleksian, penempatan, perotasian, promosi, degradasi, dan pemberhentian karyawan di perusahaan.
3. Kepala Bagian Lapangan mengatur beberapa bagian, seperti :
a. Seksi Lapangan adalah pekerja-pekerja yang bekerja di bagian proses vacuuming (pemasakkan) balok kayu di mesin vacuum.
b. Seksi Klin Dry adalah pekerja-pekerja yang bekerja di bagian proses pengeringan bahan baku kayu pada alat pengering (klindryer).
4. Kepala Bagian Produksi mengatur beberapa bagian, seperti :
a. Seksi Pengetaman dan Pemotongan adalah pekerja-pekerja yang bertugas mengetam dan memotong bahan baku kering sesuai dengan ukuran-ukuran
b. Seksi Proses adalah pekerja-pekerja yang bertugas memproses setiap
komponen-komponen yang diperlukan dalam pembuatan pintu kayu.
c. Seksi Pengeleman adalah pekerja-pekerja yang bertugas memberi pengeleman di sisi-sisi tertentu pada setiap komponen yang akan dirakit.
d. Seksi Perakitan adalah pekerja-pekerja yang bertugas merakit seluruh komponen-komponen yang diperlukan untuk menjadi satu kesatuan yaitu
pintu kayu jadi.
5. Kepala Bagian Finishing mengatur beberapa bagian, seperti :
a. Seksi Packing adalah pekerja-pekerja yang bertugas memberi label dan
karton pengaman pada pintu kayu untuk dibungkus dengan plastik.
b. Seksi Quality Control adalah bagian yang bertugas untuk mengawasi
kualitas dari hasil produk yang dihasilkan oleh pekerja.
6. Kepala Bagian Pembelian Bahan Baku mengatur beberapa bagian, seperti : a. Seksi Persediaan adalah bagian yang bertugas untuk mengawasi
persediaan-persediaan yang dibutuhkan di perusahaan.
b. Seksi Pembelian adalah bagian yang melakukan pembelian bahan-bahan yang diperlukan di perusahaan.
7. Kepala Bagian Pemasaran mengatur beberapa bagian, seperti :
a. Seksi Pemasaran adalah bagian yang bertugas memasarkan dan
mendistribusikan produk hasil produksi yang dipesan oleh konsumen. 8. Kepala Bagian Keuangan mengatur beberapa bagian, seperti :
a. Seksi Accounting adalah bagian yang membukukan atau mencatat
b. Seksi Collector adalah bagian yang menagih hutang dari konsumen.
c. Seksi Kasir adalah bagian yang menangani jumlah keuangan yang terdapat dalam kas berupa transaksi jual beli dalam kurun waktu per hari.
9. Kepala Bagian Teknik mengatur beberapa bagian, seperti :
a. Seksi Perawatan Mesin adalah bagian yang bertugas memeriksa dan memelihara mesin secara berkala. Serta memperbaiki mesin apabila terjadi
kerusakan.
b. Seksi Listrik adalah bagian yang mengawasi kelistrikan di perusahaan.
2.4.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja pada PT. Sumatera Wood Industry terdapat beberapa jenis
pekerja, yaitu :
1. Tenaga kerja langsung
Tenaga kerja langsung meliputi semua tenaga kerja yang langsung
berhubungan dengan proses pembuatan produk, seperti pekerja di bagian produksi.
2. Tenaga kerja tidak langsung
Tenaga kerja tidak langsung meliputi semua karyawan/tenaga kerja tidak langsung berhubungan pembuatan produk, seperti bagian administrasi,
keamanan, dan lain-lain. 3. Tenaga kerja honorer
Tenaga kerja honorer adalah tenaga kerja yang dibutuhkan untuk hal-hal
Rincian jumlah tenaga kerja yang ada pada PT. Sumatera Wood Industry
[image:40.595.132.498.190.701.2]dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jumlah Tenaga Kerja PT. Sumatera Wood Industry
No. Posisi Pekerjaan Jumlah Karyawan
1 Direktur 1
2 Kepala Bagian Personalia 1 3 Kepala Bagian Lapangan dan KD 1
4 Kepala Bagian Finishing 1
5 Kepala Bagian Produksi dan Perencanaan 1 6 Kepala Bagian Pembelian Bahan Baku 1 7 Kepala Bagian Pemasaran 1 8 Kepala Bagian Keuangan 1 9 Kepala Bagian Teknik 1
10 Satpam/Umum 2
11 Seksi Personalia 2
12 Seksi Lapangan 6
13 Seksi Klin Dryer 6
14 Seksi Pengetaman dan Pemotongan 4
15 Seksi Proses 50
16 Seksi Pengeleman 6
17 Seksi Perakitan 23
18 Seksi Packing 25
19 Seksi Quality Control 2
20 Seksi Persediaan 4
21 Seksi Pembelian 1
22 Seksi Pemasaran (Sales Dalam Kota) 1
23 Seksi Accounting 1
24 Seksi Collector 1
25 Seksi Kasir 1
26 Seksi Perawatan Mesin 4
27 Seksi Listrik 2
Jumlah 150
Dengan berlakunya peraturan DEPNAKER (Departemen Tenaga Kerja)
nomor KEP. 102/MEN/VI/2004 bahwa jam kerja seorang karyawan dalam perusahaan adalah 40 jam kerja per minggu, selebihnya akan dikira sebagai jam lembur. Maka, pengaturan jam kerja karyawan yang berlaku di PT. Sumatera
Wood Industry adalah sebagai berikut :
1. Karyawan Kantor dan Karyawan Bagian Produksi
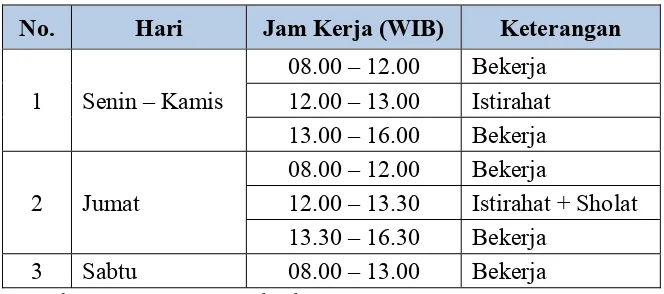
[image:41.595.146.478.387.534.2]Jam kerja karyawan kantor dan karyawan bagian produksi dapat dilihat pada Tabel 2.3.
Tabel. 2.3. Sistem Pembagian Jam Kerja Karyawan Kantor dan Karyawan Bagian Produksi
No. Hari Jam Kerja (WIB) Keterangan
1 Senin – Kamis
08.00 – 12.00 Bekerja 12.00 – 13.00 Istirahat 13.00 – 16.00 Bekerja
2 Jumat
08.00 – 12.00 Bekerja
12.00 – 13.30 Istirahat + Sholat 13.30 – 16.30 Bekerja
3 Sabtu 08.00 – 13.00 Bekerja Sumber : PT. Sumatera Wood Industry
2. Karyawan Bagian Keamanan (Satpam)
Jam kerja karyawan bagian keamanan (satpam) dapat dilihat pada Tabel 2.4.
Tabel. 2.4. Sistem Pembagian Jam Kerja Karyawan Bagian Keamanan
2.4.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Sumatera Wood Industry diatur berdasarkan status pekerja, apakah karyawan tetap atau tenaga kerja harian. Pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, dan prestasi kerja dari
karyawan yang bersangkutan. Sedangkan untuk besarnya upah terendah yang diberikan kepada pekerja sesuai dengan kebijaksanaan pemerintah tentang upah
minimum regional (UMR).
Pengupahan pada perusahaan PT. Sumatera Wood Industry terdiri atas : 1. Upah pokok.
2. Tunjangan insentif.
3. Tunjangan transportasi, makan, dan lain-lain.
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur (TUL). Selain itu kesejahteraan bagi pegawai, karyawan perusahaan juga diperhatikan dengan memberikan suatu
jaminan sosial (jamsostek) dan tunjangan bagi karyawan. Adapun tunjangan yang diberikan antara lain :
1. Tunjangan Hari Raya dan Tahun Baru.
2. Biaya pengobatan/kesehatan. 3. Tanggungan kecelakaan kerja.
2.5. Proses Produksi
2.5.1. Standar Mutu Bahan/Produk
Standar mutu bahan/produk yang diterapkan PT. Sumatera Wood Industry adalah suatu sistem yang dapat mengendalikan produk ataupun bahan baku agar
tidak menjauhi spesifikasi standar yang telah ditetapkan oleh perusahaan. Standar yang diterapkan ini sangat mempengaruhi kualitas produk yang dipasarkan.
Pembagian tingkatan mutu ini dilihat berdasarkan cacat kayu atau produk dari lubang, keretakan, perenggangan, warna, dan ukuran-ukuran yang akan digunakan.
Lubang kayu adalah cacat kayu yang diakibatkan oleh serangga-serangga kayu. Lubang paling banyak terjadi adalah lubang jarum yang ukurannya sangat
kecil tetapi sangat berpengaruh sekali pada mutu kayu.
Warna kayu dapat terlihat tidak baik karena adanya noda-noda akibat jamur, hal ini dapat dicegah dengan melakukan pengeringan secara cepat sehingga
persentase air pada balok kayu menjadi 10–12%. Pengeringan seperti ini sulit dilakukan secara alami karena proses pengeringan lambat, sehingga pengeringan dilakukan dengan alat pengering (kiln dryer) agar prosesnya lebih cepat.
Kondisi kayu yang terdapat pecah-pecah dan celah-celah halus juga dapat mengurangi mutu kayu. Pecah dan celah pada kayu ada tiga jenis yaitu :
1. Pecah pada permukaan kayu
Pecah pada permukaan kayu ini terjadi akibat permukaan kayu gergajian mengering lebih cepat daripada bagian dalamnya. Permukaan kayu akan
Serat-serat kayu dipaksa meregang oleh renggangan yang tidak merata di
permukaan. 2. Celah-celah
Celah-celah terjadi karena pengeringan kurang baik ataupun gergajian akan
mengering tetapi terjadi perubahan lebar pada permukaan kayu tersebut. 3. Pecah di bagian ujung
Pecahan yang terjadi pada permukaan kayu yang dikeringkan secara alami. Cacat lain yang dapat mempengaruhi mutu kayu adalah mata kayu. Mata kayu timbul pada dahan-dahan yang bersambung pada batang pohon.
Ada beberapa jenis mutu produk daun pintu kayu. Namun pada PT. Sumatera Wood Industry ini menggunakan mutu produk pada Grade C, yaitu :
1. Pin Hole (lubang jarum) pada satu pintu terdapat maksimum 50 buah dan tidak boleh menumpuk pada satu tempat. Pin hole ini harus didempul dengan baik sehingga warna dempulan hampir sama dengan warna kayu.
2. Shot Hole (lubang korek) pada satu pintu terdapat maksimum 30 buah dan harus disisip dengan kayu sehingga warna hampir sama dengan warna kayu. 3. Colour Matching boleh mendekati (little match), diupayakan agar sewarna.
4. Konstruksi pintu tidak diperbolehkan renggang.
5. Sap Wood yang terang (tidak mati warna) pada satu pintu terdapat maksimum
50% dari lebar komponen, warna biru dan hitam yang diperbolehkan. 6. Jenis kayu harus sesuai dengan permintaan sesuai kontrak kerja. 7. Moisture Content (MC) harus sesuai dengan kontrak.
9. Tidak diperbolehkan Any unsound defect (setiap cacat unsound), seperti pecah
dalam (honey combing), retak memanjang, mata kayu mati, dan lain-lain. 10.Tidak diperbolehkan Decay (busuk).
2.5.2. Bahan yang Digunakan
Adapun bahan-bahan yang digunakan untuk memperlancar terjadinya
proses produksi di PT. Sumatera Wood Industry dapat dikelompokkan atas bahan baku, bahan penolong, dan bahan tambahan.
1. Bahan Baku
PT. Sumatera Wood Industry menggunakan bahan baku berupa kayu setengah jadi atau kayu belahan dengan jenis kayu sembarang kampung, meranti, kapur,
dan sebagainya yang diperoleh dari kota-kota di sekitar wilayah kota Medan. 2. Bahan Penolong
Bahan penolong yang digunakan PT. Sumatera Wood Industry berupa kayu
bakar pada pembakaran tungku untuk alat pengering (kiln dryer) dan kertas amplas/kertas pasir yang digunakan untuk menghaluskan permukaan pintu yang dihasilkan agar mutu produk menjadi lebih baik.
3. Bahan Tambahan
Adapun bahan tambahan yang digunakan dalam proses produksi adalah :
a. Label, digunakan untuk menunjukkan merek dan spesifikasi dari produk yang akan dikirim.
b. Karton Pengaman Siku, digunakan untuk melindungi daun pintu kayu dari
c. Plastik, digunakan untuk membungkus keseluruhan daun pintu kayu agar
tidak terjadi goresan antar pintu jika ditumpuk saat pengiriman.
d. Plat Baja/Plat Plastik, digunakan untuk mengikat bundelan daun pintu yang telah dibungkus plastik.
e. Boraks, berupa cairan yang dicelupkan pada balok kayu untuk kemudian diproses pada mesin vacuum.
f. Lem Syntheco, digunakan sebagai bahan perekat antara komponen-komponen profil kayu dalam penyambungan rail, mullion, dan style dengan menggunakan dowel.
g. Tepung Dempul, digunakan untuk menutupi sambungan dari kayu supaya produk yang terbentuk kelihatannya satu bagian. Untuk pemakaian tepung
dempul biasanya dicampur dengan air sebelum digunakan.
2.5.3. Uraian Proses
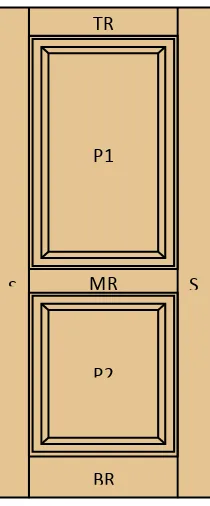
Uraian proses produksi dapat dilihat berdasarkan contoh model daun pintu kayu petak dua (CD–02), karena proses produksinya memberikan gambaran terhadap proses produksi model daun pintu lainnya dan keseluruhan dari proses
Gambar 2.2. Model Daun Pintu Kayu Petak Dua (CD–02)
Keterangan untuk setiap komponen-komponen daun pintu kayu tersebut
adalah sebagai berikut :
1. Style (ST) merupakan bingkai paling luar dari sebuah pintu sebelah kiri dan kanan. Pada sebuah daun pintu kayu terdapat dua buah style yang
masing-masing beralur yang sudah dibor pada kedua ujungnya sebagai tempat pasak yang disebut dowel. Setiap jenis daun pintu kayu model apapun selalu hanya
terdapat dua unit ST yaitu ST kiri dan kanan.
2. Top Rail (TR) merupakan komponen yang beralur pada salah satu sisinya dan pada kedua ujungnya. TR berada dibagian atas daun pintu dan digabungkan
dengan komponen ST kiri dan kanan dengan Panel. Setiap jenis daun pintu kayu model apapun selalu hanya terdapat satu unit TR.
TR
MR
BR P2 P1
3. Medium Rail (MR) merupakan komponen yang beralur pada kedua sisi dan
ujungnya. MR digabungkan dengan komponen ST kiri dan kanan dengan Panel atas dan bawah. Pada daun pintu kayu petak dua (CD–02) terdapat satu unit MR.
4. Bottom Rail (BR) merupakan komponen yang beralur pada salah satu sisinya dan kedua ujungnya. BR berada pada bagian bawah pintu dan digabungkan
dengan komponen ST kiri dan kanan dengan Panel. Setiap jenis daun pintu kayu model apapun selalu hanya terdapat satu unit BR.
5. Panel adalah lembaran kayu berbentuk segi empat yang telah diberi profil
bentuk sudut, di mana terdapat dua unit panel pada daun pintu kayu petak dua (CD–02).
Kertas Amplas
Dowell
Boraks Boraks
Vacumming
Pengeringan
Penyortiran Bahan Baku "ST, TR, MR, dan BR"
Blanking
Cutting
Rolling
Laminating
Pemotongan Bersih
Moulding
Pembuatan Profil
Pengeboran
Perakitan
Shanding
Finishing
Vacumming
Pengeringan
Penyortiran Bahan Baku "Panel"
Blanking
Cutting
Rolling
Laminating
Pemotongan Bersih
Moulding
Pembuatan Profil
Gambar 2.3. BlockDiagram Proses Produksi Daun Pintu Kayu Petak Dua (CD–02)
Adapun keterangan proses produksi daun pintu kayu petak dua (CD–02) sesuai dengan block diagram di atas adalah sebagai berikut :
1. Vacuumming (Pemasakkan)
Vacuumming merupakan pemasakkan balok kayu di dalam mesin Vacuum
yang dicampur cairan boraks (obat anti serangga/rayap) agar balok kayu terhindar dari serangan serangga/rayap yang dapat merusak kualitas produk. 2. Pengeringan
Tujuan proses pengeringan dalam pengolahan kayu adalah : a. Meminimumkan kadar air pada balok kayu menjadi 10–12%.
b. Mencegah serangan jamur dan serangga perusak balok kayu. c. Meningkatkan kekuatan kayu agar mudah dikerjakan.
Proses pengeringan yang dilakukan di PT. Sumatera Wood Industry adalah
pengeringan dalam ruangan pengering atau Kiln Dryer (KD). Proses pengeringan ini dilakukan dengan diangkut balok-balok kayu dari mesin vacuum ke KD dengan forklift. Kiln Dryer (KD) berjumlah 8 kamar, di mana
proses pengeringan ini dilakukan selama ± 20 hari dengan suhu 70–80º yang bertujuan untuk mengurangi kadar air hingga menjadi 10–12%. Untuk
mengukur kadar air digunakan alat ukur jenis tokok yang bentuknya seperti jarum suntik yang dimasukkan ke dalam kayu sehingga kadar air dapat diketahui. Balok kayu hasil pengeringan di KD kemudian diangkut ke gudang
3. Penyortiran
Tujuan proses ini adalah untuk menyortir/memilih batangan kayu berdasarkan
spesifikasi yang telah ditetapkan. Proses penyortiran ini dilakukan di gudang bahan kering.
4. Blanking (Pengetaman Dua Sisi)
Blanking merupakan proses pengetaman awal, di mana bagian yang diketam adalah sisi atas dan sisi bawah dari balok kayu. Mesin yang digunakan pada
proses ini adalah Blanking Planner. Balok kayu hasil pengetaman awal ini kemudian dibawa ke bagian pemotongan (cutting).
5. Cutting (Pemotongan)
Balok kayu yang telah mengalami proses pengetaman awal kemudian dipotong dengan menggunakan mesin Under Cut sesuai dengan ukuran yang
ditentukan dan dilebihkan sebanyak 2–3 cm per komponen. 6. Rolling (Pelurusan)
Balok kayu yang telah dipotong kasar, kemudian dibawa ke bagian rolling
yang bertujuan untuk meluruskan kayu-kayu yang bengkok dengan mesin Rolling.
7. Laminating (Penyambungan)
Proses ini dilakukan untuk panel atau untuk komponen-komponen yang lebarnya kurang dari bahan baku. Dalam proses ini kayu yang telah dipotong
penyambungan yang disebut dengan laminating. Mesin yang digunakan
adalah Hot Press. Pada proses ini kayu yang digabungkan adalah kayu yang grade dan warnanya sama sehingga tidak mengurangi mutu kayu tersebut. 8. Pemotongan bersih
Pada bagian ini, kayu dipotong sesuai dengan ukurannya yang disesuaikan dengan spesifikasi produk yang telah ditetapkan untuk diproduksi. Setelah
dilakukan pemotongan bersih, kayu dibawa ke bagian moulding untuk proses selanjutnya.
9. Moulding (Pengetaman Empat Sisi)
Pada proses ini, balok kayu diketam pada keempat permukaan sisinya. Proses ini bertujuan untuk mencegah adanya permukaan yang tidak rata akibat
pemotongan pada kayu. Moulding berbeda dengan Blanking, selain menggunakan mesin yang berbeda, blanking hanya bertujuan untuk menghaluskan dua sisi permukaan saja yaitu sisi atas dan sisi bawah
sedangkan pada proses moulding bertujuan untuk menghaluskan keempat sisinya.
10.Pembuatan Profil
Proses ini bertujuan untuk membuat profil/pola. Pembuatan profil ada dua yaitu pembuatan profil panjang dengan menggunakan mesin Shaper dan profil
pendek dengan menggunakan mesin Double End. 11.Pengeboran
Proses pengeboran dilakukan untuk masing-masing komponen, komponen
MR, dan BR menggunakan mesin Double Head Bor dan Single Bor/One Head
Bor. 12.Perakitan
Komponen-komponen MR, BR, Panel, dan dowel dirakit secara manual.
Setelah itu dilakukan penyatuan/perakitan komponen-komponen tersebut dengan ST dan TR dengan menggunakan mesin Door Press.
13.Shanding (Penghalusan)
Setelah dilakukan perakitan, produk tersebut dibawa ke bagian shanding, proses ini bertujuan untuk menghaluskan permukaan pintu, mesin yang
digunakan adalah mesin Shanding, dan selain itu juga dilakukan pembersihan abu kayu dengan menggunakan air gun.
14.Finishing (Pendempulan)
Proses ini dilakukan secara manual yaitu melakukan pendempulan pada bagian yang kasar atau untuk menutupi lubang-lubang kecil yang ada di
permukaan pintu. 15.Packing
Proses ini diawali dengan pemberian label dan karton pengaman, kemudian
2.5.4. Mesin dan Peralatan Produksi
Adapun mesin dan peralatan yang digunakan untuk kelancaran proses produksi di lantai produksi pada PT. Sumatera Wood Industry adalah sebagai berikut :
2.5.4.1.Mesin Produksi
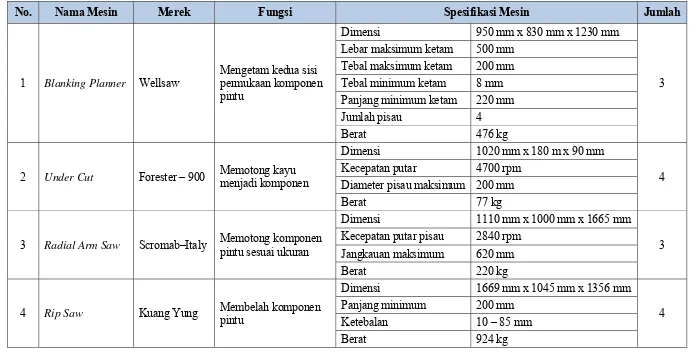
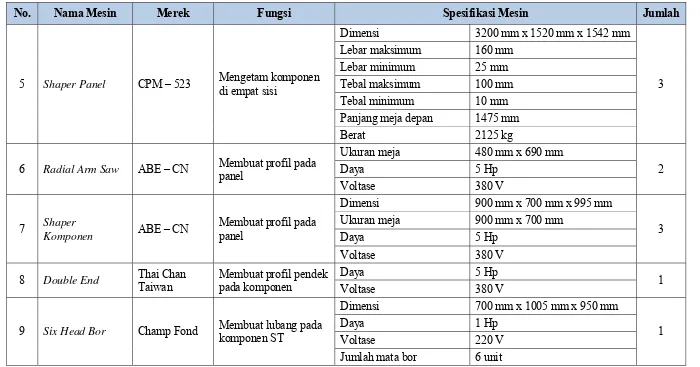
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
1 Blanking Planner Wellsaw
Mengetam kedua sisi permukaan komponen pintu
Dimensi 950 mm x 830 mm x 1230 mm
3 Lebar maksimum ketam 500 mm
Tebal maksimum ketam 200 mm Tebal minimum ketam 8 mm Panjang minimum ketam 220 mm
Jumlah pisau 4
Berat 476 kg
2 Under Cut Forester – 900 Memotong kayu menjadi komponen
Dimensi 1020 mm x 180 m x 90 mm
4 Kecepatan putar 4700 rpm
Diameter pisau maksimum 200 mm
Berat 77 kg
3 Radial Arm Saw Scromab–Italy Memotong komponen pintu sesuai ukuran
Dimensi 1110 mm x 1000 mm x 1665 mm
3 Kecepatan putar pisau 2840 rpm
Jangkauan maksimum 620 mm
Berat 220 kg
4 Rip Saw Kuang Yung Membelah komponen pintu
Dimensi 1669 mm x 1045 mm x 1356 mm
4 Panjang minimum 200 mm
Ketebalan 10 – 85 mm
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry (Lanjutan)
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
5 Shaper Panel CPM – 523 Mengetam komponen di empat sisi
Dimensi 3200 mm x 1520 mm x 1542 mm
3 Lebar maksimum 160 mm
Lebar minimum 25 mm Tebal maksimum 100 mm Tebal minimum 10 mm Panjang meja depan 1475 mm
Berat 2125 kg
6 Radial Arm Saw ABE – CN Membuat profil pada panel
Ukuran meja 480 mm x 690 mm
2
Daya 5 Hp
Voltase 380 V
7 Shaper
Komponen ABE – CN
Membuat profil pada panel
Dimensi 900 mm x 700 mm x 995 mm
3 Ukuran meja 900 mm x 700 mm
Daya 5 Hp
Voltase 380 V
8 Double End Thai Chan Taiwan
Membuat profil pendek pada komponen
Daya 5 Hp
1
Voltase 380 V
9 Six Head Bor Champ Fond Membuat lubang pada komponen ST
Dimensi 700 mm x 1005 mm x 950 mm
1
Daya 1 Hp
Voltase 220 V
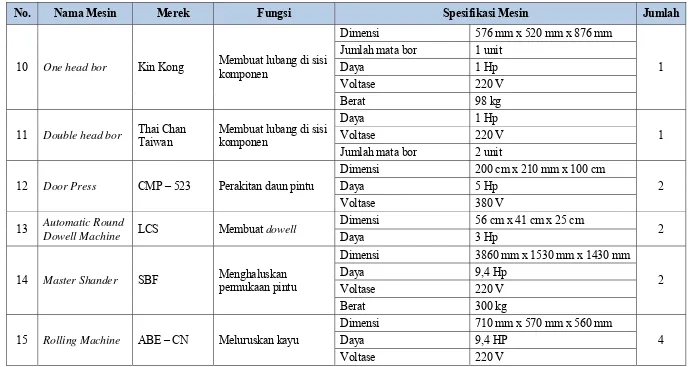
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry (Lanjutan)
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
10 One head bor Kin Kong Membuat lubang di sisi komponen
Dimensi 576 mm x 520 mm x 876 mm
1 Jumlah mata bor 1 unit
Daya 1 Hp
Voltase 220 V
Berat 98 kg
11 Double head bor Thai Chan Taiwan
Membuat lubang di sisi komponen
Daya 1 Hp
1
Voltase 220 V
Jumlah mata bor 2 unit
12 Door Press CMP – 523 Perakitan daun pintu
Dimensi 200 cm x 210 mm x 100 cm
2
Daya 5 Hp
Voltase 380 V
13 Automatic Round
Dowell Machine LCS Membuat dowell
Dimensi 56 cm x 41 cm x 25 cm
2
Daya 3 Hp
14 Master Shander SBF Menghaluskan permukaan pintu
Dimensi 3860 mm x 1530 mm x 1430 mm
2
Daya 9,4 Hp
Voltase 220 V
Berat 300 kg
15 Rolling Machine ABE – CN Meluruskan kayu
Dimensi 710 mm x 570 mm x 560 mm
4
Daya 9,4 HP
Tabel 2.5. Daftar Mesin Produksi yang Digunakan PT. Sumatera Wood Industry (Lanjutan)
No. Nama Mesin Merek Fungsi Spesifikasi Mesin Jumlah
16 Band Saw Kuang Yung Membentuk panel
Ukuran meja 355 mm x 355 mm
1 Kedalaman potong 155 mm
Lebar pemotongan 300 mm Panjang pisau 2085 mm
Berat 68 kg
17
Hot Press Kuang Yung Mengelem komponen produk
Dimensi 2950 mm x 2715 m x 550 mm
5
Daya 9,4 HP
Voltase 220 V
2.5.4.2.Peralatan
Adapun peralatan yang digunakan PT. Sumatera Wood Industry untuk melakukan proses produksi dapat dilihat pada Tabel 2.6.
Tabel 2.6. Daftar Peralatan yang Digunakan PT. Sumatera Wood Industry
No. Nama Peralatan Fungsi Jumlah (unit)
1 Air Gun
Membersihkan produk dari debu dengan cara menyemprotkan produk dengan udara bertekanan tinggi
9
2 Dryer
Memanaskan plastik
pembungkus agar rekat satu sama lain
2
3 Forklift Alat angkut untuk memindahkan
material 2
4 Handlift
Alat angkut untuk memindahkan material yang digerakkan
dengan cara manual
4
5 Cutter Menyisip produk dengan kulit
kayu 20
6 Meja Penyisipan Meja untuk melakukan
penyisipan 15
7 Pahat Merapikan produk dari
permukaan yang kurang rata 20 8 Handshanding Menghaluskan produk dengan
cara menggosok secara manual 8 9 Mesin Packing Mengikat produk kedalam satu
bundelan 1
10 Meteran Mengukur ukuran kayu yang
digunakan 120
11 Jangka Sorong
Mengukur diameter dan ukuran dari pembentukan lubang dan profil
BAB III
LANDASAN TEORI
3.1. Sistem Produksi
Sistem produksi merupakan kumpulan dari subsistem-subsistem yang saling berinteraksi dengan tujuan mentransformasi input produksi menjadi output produksi. Input produksi ini dapat berupa bahan baku, mesin, tenaga kerja, modal,
dan informasi, sedangkan output produksi merupakan produk yang dihasilkan berikut hasil sampingannya, seperti limbah, informasi dan lain sebagainya.
Subsistem-subsistem dari sistem produksi tersebut antara lain adalah : 1. Perencanaan dan pengendalian produksi.
2. Pengendalian kualitas.
3. Perawatan fasilitas produksi. 4. Penentuan standar-standar operasi.
5. Penentuan fasilitas produksi.
6. Dan penentuan harga pokok produksi.
Subsistem-subsistem dari sistem produksi tersebut akan membentuk
konfigurasi sistem produksi. Keandalan dari konfigurasi sistem produksi ini tergantung dari produk yang dibuat serta bagaimana cara membuatnya (proses
3.1.1. Sistem Produksi Menurut Proses Menghasilkan Output
Proses produksi merupakan cara, metode, dan teknik untuk menciptakan atau menambah kegunaan suatu produk dengan mengoptimalkan sumber daya produksi (tenaga kerja, mesin, bahan baku, dana) yang ada. Sistem produksi
menurut proses menghasilkan output secara ekstrem dapat dibedakan menjadi dua jenis, yaitu :
1. Proses Produksi Kontinu (continuous process)
2. Proses Produksi Terputus (intermittent process/discrete system)
Perbedaan pokok antara kedua proses terletak pada lamanya waktu set-up
peralatan produksi. Proses kontinu tidak memerlukan waktu set-up yang lama karena proses ini memproduksi secara terus-menerus untuk jenis produk yang
sama. Misalnya pada pabrik susu instan. Sedangkan proses terputus memerlukan total waktu set-up yang lebih lama karena proses ini memproduksi berbagai proses spesifikasi barang sesuai pesanan, di mana dengan adanya pergantian jenis
barang yang diproduksi akan membutuhkan kegiatan set-up yang berbeda. Misalnya usaha perbengkelan.
Selain dua jenis ekstrem tersebut, beberapa ahli sistem produksi
mengidentifikasikan adanya proses produksi menurut cara menghasilkan output yang cukup penting, yaitu Proses Produksi Repetitif. Heizer (1988)
3.1.2. Sistem Produksi Menurut Tujuan Operasinya
Dilihat dari tujuan perusahaan melakukan operasi dalam hubunganya dengan pemenuhan kebutuhan konsumen, maka sistem produksi dibedakan menjadi empat jenis, yaitu :
1. Enginering To Order (ETO), yaitu bila pemesan meminta produsen untuk membuat produk yang dimulai dari proses perancangannya (rekayasa).
2. Assembly To Order (ATO), yaitu bila produsen membuat desain standar, modul-modul opsional standar yang sebelumnya dan merakit suatu kombinasi tertentu dari modul-modul tersebut sesuai dengan pesanan konsumen.
Modul-modul standar tersebut bisa dirakit untuk berbagai tipe produk. Contohnya adalah pabrik mobil, di mana mereka menyediakan pilihan transmisi secara
manual atau otomatis.
3. Make To Order (MTO), yaitu bila produsen menyelesaikan item akhinya jika dan hanya jika telah menerima pesanan konsumen untuk item tersebut.
4. Make To Stock (MTS), yaitu bila produsen membuat item-item yang diselesaikan dan ditempatkan sebagai persediaan sebelum pesanan konsumen diterima.
3.1.3. Sistem Produksi Menurut Aliran Operasi dan Variasi Produk
Ada tiga jenis dasar aliran operasi, yaitu flow shop, job shop, dan proyek (Kostas, 1982). Ketiga jenis dasar aliran operasi ini berkembang menjadi aliran operasi modifikasi dari ketiganya, yaitu batch dan continuous. Adapun
1. Flow Shop, yaitu proses konversi di mana unit-unit output secara
berturut-turut melalui urutan operasi yang sama pada mesin-mesin khusus, biasanya ditempatkan sepanjang suatu lintasan produksi. Bentuk umum proses flow shop dapat dibagi menjadi jenis produksi flow shop kontinu dan flow shop
terputus. Pada flow shop kontinu, proses bekerja untuk memproduksi jenis output yang sama, misalnya pada industri rokok SKM otomatis. Pada flow
shop terputus, kerja proses secara periodik diinterupsi untuk melakukan set-up bagi pembuatan produk dengan spesifikasi yang berbeda (meskipun dari desain dasar yang sama).
2. Continuous, proses ini merupakan bentuk ekstrem dari flow shop di mana terjadi aliran material yang konstan. Contoh dari proses kontinu adalah
industri penyulingan minyak, pemrosesan kimia, dan industri-industri lain di mana kita tidak dapat mengidentifikasi unit-unit output urutan prosesnya secara tepat.
3. Job Shop, merupakan bentuk proses konversi di mana unit-unit untuk pesanan yang berbeda akan mengikuti urutan yang berbeda pula dengan melalui pusat-pusat kerja yang dikelompokan berdasarkan fungsinya.
4. Batch, merupakan bentuk satu langkah kedepan dibandingkan job shop dalam hal standarisasi produk, tetapi tidak terlalu terstandarisasi seperti produk yang
dihasilkan pada aliran lintasan perakitan flow shop.
5. Proyek, merupakan proses penciptaan satu jenis produk yang agak rumit dengan suatu pendefinisian urutan tugas yang teratur dengan kebutuhan
3.2. Sampel
Sampel adalah sebagian dari populasi. Artinya tidak akan ada sampel jika tidak ada populasi. Populasi adalah keseluruhan elemen atau unsur yang akan kita teliti. Penelitian yang dilakukan atas seluruh elemen dinamakan sensus. Idealnya,
agar hasil penelitiannya lebih bisa dipercaya, seorang peneliti harus melakukan sensus. Namun karena sesuatu hal peneliti bisa tidak meneliti keseluruhan elemen
tadi, maka yang bisa dilakukannya adalah meneliti sebagian dari keseluruhan elemen atau unsur tadi.
Berbagai alasan diperlukannya pengambilan sampel antara lain adalah :
1. Keterbatasan waktu, tenaga dan biaya. 2. Lebih cepat dan lebih mudah.
3. Memberi informasi yang lebih banyak dan mendalam. 4. Dapat ditangani lebih teliti.
Agar hasil penelitian yang dilakukan terhadap sampel masih tetap bisa
dipercaya dalam artian masih bisa mewakili karakteristik populasi, maka cara penarikan sampelnya harus dilakukan secara seksama. Cara pemilihan sampel dikenal dengan nama teknik sampling atau teknik pengambilan sampel .
Populasi/universe adalah sekelompok orang, kejadian, atau benda, yang dijadikan objek penelitian. Jika yang ingin diteliti adalah sikap konsumen
terhadap satu produk tertentu, maka populasinya adalah seluruh konsumen produk tersebut. Jika yang diteliti adalah laporan keuangan perusahaan “X”, maka populasinya adalah keseluruhan laporan keuangan perusahaan “X” tersebut, Jika
adalah seluruh pegawai di departemen “A”. Jika yang diteliti adalah efektivitas
gugus kendali mutu (GKM) organisasi “Y”, maka populasinya adalah seluruh GKM organisasi “Y”.
Elemen/unsur adalah setiap satuan populasi. Kalau dalam populasi
terdapat 30 laporan keuangan, maka setiap laporan keuangan tersebut adalah unsur atau elemen penelitian. Artinya dalam populasi tersebut terdapat 30 elemen
penelitian. Jika populasinya adalah pabrik sepatu, dan jumlah pabrik sepatu 500, maka dalam populasi tersebut terdapat 500 elemen penelitian.
3.3. Teknik Sampling1
Secara umum, ada dua jenis teknik pengambilan sampel yaitu sampel acak
(random sampling/probability sampling) dan sampel tidak acak (nonrandom samping/nonprobability sampling). Yang dimaksud dengan random sampling/probability sampling adalah cara pengambilan sampel yang memberikan
kesempatan yang sama untuk diambil kepada setiap elemen populasi. Artinya jika elemen populasinya ada 100 dan yang akan dijadikan sampel adalah 25, maka setiap elemen tersebut mempunyai kemungkinan 25/100 untuk bisa dipilih
menjadi sampel. Sedangkan yang dimaksud dengan nonrandom samping/nonprobability sampling, setiap elemen populasi tidak mempunyai
kemungkinan yang sama untuk dijadikan sampel. Lima elemen populasi dipilih sebagai sampel karena letaknya dekat dengan rumah peneliti, sedangkan yang lainnya, karena jauh (tidak dipilih) artinya kemungkinannya 0 (nol).
1
Dua jenis teknik pengambilan sampel di atas mempunyai tujuan yang
berbeda. Jika peneliti ingin hasil penelitiannya bisa dijadikan ukuran untuk mengestimasikan populasi, atau istilahnya adalah melakukan generalisasi maka seharusnya sampel representatif dan diambil secara acak. Namun jika peneliti
tidak mempunyai kemauan melakukan generalisasi hasil penelitian maka sampel bisa diambil secara tidak acak. Sampel tidak acak biasanya juga diambil jika
peneliti tidak mempunyai data pasti tentang ukuran populasi dan informasi lengkap tentang setiap elemen populasi. Contohnya, jika yang diteliti populasinya adalah konsumen teh botol, kemungkinan besar peneliti tidak mengetahui dengan
pasti berapa jumlah konsumennya, dan juga karakteristik konsumen. Karena dia tidak mengetahui ukuran populasi yang tepat, bisakah dia mengatakan bahwa 200
konsumen sebagai sampel dikatakan “representatif”?. Kemudian, bisakah peneliti memilih sampel secara acak, jika tidak ada informasi yang cukup lengkap tentang diri konsumen?. Dalam situasi yang demikian, pengambilan sampel dengan cara
acak tidak dimungkinkan, maka tidak ada pilihan lain kecuali sampel diambil dengan cara tidak acak atau nonprobability sampling,namun dengan konsekuensi hasil penelitiannya tersebut tidak bisa digeneralisasikan. Jika ternyata dari 200
konsumen teh botol tadi merasa kurang puas, maka peneliti tidak bisa mengatakan bahwa sebagian besar konsumen teh botol merasa kurang puas terhadap teh botol.
3.3.1. Random Sampling/Probability Sampling
Syarat pertama yang harus dilakukan untuk mengambil sampel secara acak
sampling frame. Yang dimaksud dengan kerangka sampel adalah daftar yang
berisikan setiap elemen populasi yang bisa diambil sebagai sampel. Elemen populasi bisa berupa data tentang orang/binatang, tentang kejadian, tentang tempat, atau juga tentang benda. Jika populasi penelitian adalah mahasiswa
perguruan tinggi “A”, maka peneliti harus bisa memiliki daftar semua mahasiswa yang terdaftar di perguruan tinggi “A “ tersebut selengkap mungkin. Nama, NRP,
jenis kelamin, alamat, usia, dan informasi lain yang berguna bagi penelitiannya.. Dari daftar ini, peneliti akan bisa secara pasti mengetahui jumlah populasinya (N). Jika populasinya adalah rumah tangga dalam sebuah kota, maka peneliti harus
mempunyai daftar seluruh rumah tangga kota tersebut. Jika populasinya adalah wilayah Jawa Barat, maka penelti harus mepunyai peta wilayah Jawa Barat secara
lengkap. Kabupaten, Kecamatan, Desa, Kampung. Lalu setiap tempat tersebut diberi kode (angka atau simbol) yang berbeda satu sama lainnya.
Di samping sampling frame, peneliti juga harus mempunyai alat yang bisa
dijadikan penentu sampel. Dari sekian elemen populasi, elemen mana saja yang bisa dipilih menjadi sampel?. Alat yang umumnya digunakan adalah tabel angka acak, kalkulator, atau undian. Pemilihan sampel secara acak bisa dilakukan
melalui sistem undian jika elemen populasinya tidak begitu banyak. Tetapi jika sudah ratusan, cara undian bisa mengganggu konsep “acak” atau “random” itu
3.3.1.1.Simple Random Sampling atau Sampel Acak Sederhana
Cara atau teknik ini dapat dilakukan jika analisis penelitiannya cenderung deskriptif dan bersifat umum. Perbedaan karakter yang mungkin ada pada setiap unsur atau elemen populasi tidak merupakan hal yang penting bagi rencana
analisisnya. Misalnya, dalam populasi ada wanita dan pria, atau ada yang kaya dan yang miskin, ada manajer dan bukan manajer, dan perbedaan-perbedaan
lainnya. Selama perbedaan gender, status kemakmuran, dan kedudukan dalam organisasi, serta perbedaan-perbedaan lain tersebut bukan merupakan sesuatu hal yang penting dan mempunyai pengaruh yang signifikan terhadap hasil penelitian,
maka peneliti dapat mengambil sampel secara acak sederhana. Dengan demikian setiap unsur populasi harus mempunyai kesempatan sama untuk bisa dipilih
menjadi sampel. Prosedurnya teknik ini sebagai berikut : 1. Susun sampling frame.
2. Tetapkan jumlah sampel yang akan diambil.
3. Tentukan alat pemilihan sampel.
4. Pilih sampel sampai dengan jumlah terpenuhi.
3.3.1.2.Stratified Random Sampling atau Sampel Acak Distratifikasikan
Karena unsur populasi berkarakteristik heterogen, dan heterogenitas
tersebut mempunyai arti yang signifikan pada pencapaian tujuan penelitian, maka peneliti dapat mengambil sampel dengan cara ini. Misalnya, seorang peneliti ingin mengetahui sikap manajer terhadap satu kebijakan perusahaan. Dia menduga
perusahaan tadi. Agar dapat menguji dugaannya tersebut maka sampelnya harus
terdiri atas paling tidak para manajer tingkat atas, menengah, dan bawah. Dengan teknik pemilihan sampel secara random distratifikasikan, maka dia akan memperoleh manajer di ketiga tin