4.1.1 Gambaran Umum Perusahaan
PT. Sihitang Raya Baru Padang sidimpuan merupakan perusahaan yang
bergerak di bidang industri pengolahan karet yang berasal dari rakyat sebagai
bahan baku untuk di jadikan bahan setengah jadi berupa SIR 20 (Standar
Indonesia Rubber), untuk vulkanisir ban (penempelan ban bekas pakai), selendang ban serta membuat ban dalam produk pabrik yang berupa SIR 20 adalah untuk di
ekspor melalui eksportir luar negeri. Sedangkan vulkanisir ban, ban dalam, selendang ban dan lain sebagainya.
4.1.2 Tenaga Kerja
Di PT.Shitang Raya Baru Padang sidimpuan, pabrik beroperasi secara
kontinu 8 jam per hari untuk itu tenaga kerja yang ada secara umum bekerja 7 jam
per hari karna tidak di hitung waktu istirahatnya.
Waktu kerja bagi karyawan PT. Shitang Raya Baru Padang Sidimpuan
yaitu :
1) Waktu kerja (harian)
2) Senin-Sabtu : pukul 08.00-16.00 WIB
Khusus untuk petugas Satpam, jam kerja diatur dan mengacu pada Surat/
keputusan bersama Mentri Tenaga Kerja RI dan kepala Kepolisian RI No:Kep
275/MEN/1989 dan KEP/04/V/1989 dan peraturan pemerintah yang berlaku.
Pada PT. Shitang Raya Baru Padang Sidimpuan, tenaga kerja atau
karyawannya terbagi atas beberapa kelompok atau biasa disebut dengan
departemen. Setiap departemen mempunyai tujuan atau fungsi yang sama yaitu
mencapai suatu tujuan tertentu.
Adapun jumlah tenaga kerja berdasarkan departemen dan berdasarkan
jumlah lima tahun (5 tahun) terakhir seperti pada tabel dibawah ini :
Tabel 4.1
Jumlah Tenaga Kerja Berdasarkan Tingkat Pendidikan Tahun 2011-2015
Tahun SD SMP SMA D3 S1 Jumlah
L P L P L P L P L P
Sumber : PT. Sihitang Raya Baru Padang sidimpuan, 2015 Keterangan P :Perempuan
L :Laki - laki
Dari tabel di atas dapat kita simpulkan bahwa jumlah tenaga kerja dari
tahun 2011 sampai 2015 selalu mengalami perubahan dimana selalu terjadi
penambahan karyawan. Dimana jumlah tenaga kerja paling bayak terjadi pada
tahun 2015 dengan jumlah tenaga kerja sebanyak 225 orang, serta jumlah tenaga
kerja yang berpendidikan rendah lebih tinggi dibandingkan dengan tenaga kerja
yang ber pendidikan tinggi. Sedangkan untuk jumlah tenaga kerja bagian produksi
dapat dilihat pada tabel IV.2 berikut ini :
Tabel 4. 2
Jumlah Tenaga Kerja Bagian Produksi PT. Sihitang Raya Baru Padangsidimpuan
Tahun Jumlah Tenaga Kerja Bagian
Sumber : PT. Sihitang Raya Baru Padang sidimpuan, 2015
Dari tabel 4.2 di atas dapat disimpulkan bahwa jumlah tenaga kerja bagian
produksi selalu mengalami fluktuasi dari tahun ke tahun. Pada tahun 2011 jumlah
tenaga kerja bagian produksi sebanyak 111 dan mengalami kenaikan yang cukup
signifikan pada tahun 2012 dengan jumlah tenaga kerja sebanyak 126, dan
mengalami penaikan kembali pada tahun 2013 dengan jumlah tenaga kerja
sebanyak 127. Sedangkan tahun 2014 sebanyak 130, jumlah tenaga kerja selalu
mengalami kenaikan. Jadi dari tabel di atas dapat di simpulkan bahwa jumlah
tenaga kerja bagian produksi paling tinggi terjadi pada tahun 2015 sebanyak 144.
4.1.3 Manajemen Dan Organisasi Perusahaan
Organisasi di pergunakan sebagai wadah, oleh karna itu pen gertian
struktur dan organisasi mempunyai hubungan yang timbal balik dengan rupa atau
bentuk kebutuhan. Setiap organisasi memiliki struktur yang memberikan
gambaran secara skematis tentang hubungan kerja sama dengan orang-orang yang
terdapat dalam organisasi secara jelas. selain itu, organisasi juga membawa
ketegasan dan batasan-batasan tanggung jawab yang jelas, dari karyawan /
pegawai yang berada pada tingkat terendah. Ketegasan dan pembatasan dan
tanggung jawab membawa setiap pegawai maupun pemimpin untuk
yang berlaku pada PT. Shitang Raya Baru Padang Sidimpuan adalah struktur
organisasi garis dan staff dimana seseorang mempunyai devisi departemen dan
mempunyai anggota masing-masing devisi.
PT. Shitang Raya Baru Padang Sidimpuan di pimpin oleh seorang direktur
yang di damping oleh dewan komisaris dan dewan direksi, mempunyai bendahara
umum dan sekretaris. Perusahaan mempunyai tiga departamen yaitu departemen
produksi, departemen pemaaran, dan departemen administrasi yang maing-masing
di pimpin oleh seorang manajer yaitu manajer pabrik, manajer pemasaran dan
manajer umum.
4.1.4 Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan
produk, ikut dalam proses produksi dan memiliki persentase terbesar di
bandingkan bahan lainnya yang menggunakan bahan mentah karet sebagai bahan
baku utama. PT. Sihitang Raya Baru Padang sidimpuan mendapatkan bahan baku
yang berasal dari :
1) Kebun inti yaitu kebun karet yang langsung diolah oleh perusahaan.
2) Kebun karet yaitu kerja sama antara pihak perusahaan dengan KUD,
sedangkan biaya pengolahan dan pembibitan berasal dari PKS Air Balam PT.
Sihitang Raya Baru Padang sidimpuan.
3) Kebun / Pihak ke tiga / titip olah yaitu karet yang berasal dari kebun
penduduk yang di jual ke PT. Sihitang Raya Baru untuk lebih jelasnya
mengenai pemakaian bahan baku utama yang di gunakan oleh PT. Sihitang
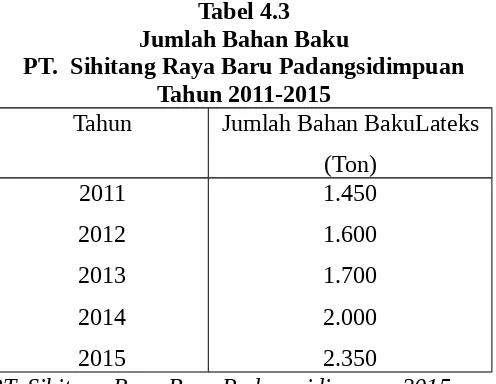
Tabel 4.3 Jumlah Bahan Baku
PT. Sihitang Raya Baru Padangsidimpuan Tahun 2011-2015
Tahun Jumlah Bahan BakuLateks
(Ton) 2011
2012 2013 2014 2015
1.450 1.600 1.700 2.000 2.350
Sumber : PT. Sihitang Raya Baru Padangsidimpuan 2015
Dari tabel diatas dapat dilihat jumlah bahan baku yang terolah pada PT.
Sihitang Raya Baru Padang Sidimpuan dari tahun 2011 - tahun 2015 mengalami
peningkatan dari tahun ke tahun. Dengan jumlah pemakaian bahan baku paling
tinggi terjadi pada tahun 2015 dengan jumlah pemakaian sebanyak 2.350 ton,
sedangkan jumlah pemakaian bahan baku paling sedikit terjadi pada tahun 2011
4.1.5 Proses Pengolahan Ban Vulkanisir
Proses produksi adalah teknik atau metode untuk membuat atau
menjadikan barang dan jasa bertambah nilainya dengan menggunakan
sumber-sumber yang ada. Secara garis besar proses produksi yang dilakukan oleh PT.
Shitang Raya Baru Padang Sidimpuan adalah sebagai berikut :
1) Inspection
Ban bekas sebagai bahan baku diperoleh dari pemasok. Ban-ban bekas ini
kemudian diperiksa apakah ada luka tembus atau tidak, apabila luka tembus
kecil, makan ban layak untuk diolah untuk di jadikan ban vulkanisir. Apalia luka tembus besar maka ban tersebut tidak layak untuk diolah dijadiakan ban
vulkanisir.
2) Buffing
Buffing adalah proses awal dari prosedure vukanisir dengan membuang lapisan atas permukaan ban (ragi ban) ahingga menjadi seperti gambar
dibawah ini. 3) Skiving
Skiving adalah untuk membersihkan luka pada ban akibat luka benda
tajam atau lainnya, yang bertujuan untuk membentuk nantinya permukaan
baru dan memperrbaiki luka pada ban.
4) Cementing
Cementing adalah memberikan media kelekatan bagi permukaan ban yang
dengan lem cair dan ditunggu kering selama 30 menit. Setelah kering
kemudia di lem dengan lem kental (soulvent) kemudian di tunggu kering selama dua jam. Ban yang akan di lem harus keadaan bersih dan dalam posisi
tergantung dalam rak.
Untuk ban-ban yang memakai konstruksi redial streevt (kawat) , sebelum di lem harus terlebih dahulu di oles dengan chemlock agar di dapatkan perekatan yang baik antara kawat dan karet (steel and rubber). Ban yang telah dilem tidak lebih dari 3 jam harus sudah terpasang compound, dan apabila waktu pemasangan telah melebihi waktu tersebut maka ban harus di lem
kembali. 5) Refair
Refair (tambal ban ) adalah bagian dari jantung vulkanisir karna setiap luka atau lobang baik yang tembus atau tidak tembus harus di perbaiki, dan
pada pengorekan luka harus dilakukan dengan berhati-hati agar karet ban
yang bagus tidak ikut terbuang pada waktu proses pengorekan sebab semakin
besar luka akan mempengaruhi total tegangan yang ada pada ban. Penutupan
luka tembus menggunakan lem, setelah kering ditutup dengan karet ban.
6) Building
Pemasangan kompound pada tapak ban sebelum di building harus di cek dulu, untuk menghindarkan kesalahan pemasangan kompound. Banyang telah di pasang kompound di press dengan mesin press dan dimasukkan kedalam pelak sesuai dengan ukuran ban yang telah di pasang. Akhirnya ban yang
telah dipasang pelak dan ban dalam dimasukkan kedalam cetakan dan di
7) Curring
Hal yang terpenting dan benar pada Proses Curring atau masak pada vulkanisir ban adalah menggunakan Chamber pada proses masak bannya.
8) Finali inspection
Final inspection adalah proses pemeriksaan akhir setelah selesai proses
produksi yang bertujuan untuk memeriksa kembali apakah hasil proses
produksi sesuai dengan yang diharapkan. Pemeriksaan yang dilakukan
meliputi kekerasan kater, cacat-cacat yang terjadi selama proses berlangsung,
apakah proses sesuai dengan yang diinginkan. 4.1.6 Produksi
Proses produksi dilakukan secara bertahap artinya proses produksi
dilakukan setiap hari atau 9 jam/ hari beserta waktu istirahat.Proses produksi
dilakukan dengan pengawasan yang ketat agar proses produksi dapat berjalan
dengan lancar dan dapat mengurangi resiko yang dapat membuat proses produksi
berhenti. PT. Shitang Raya Baru memiliki mesin produksi, dan melalui 7 tahap
proses produksi, yaitu di antaranya inspection, Buffing, Skiving, Cementing, Refair, Cushion Gum Bualding, Finali inspection.
4.1.7 Mesin dan Peralatan
Dalam melakukan aktivitas produksi, PT.Shitang Raya Baru Padang
sidimpuan memerlukan mesin dan peralatan juga sangat diperlukan dalam
manusia yang ada. Ada pun daftar mesin dan peralatan yang biasa dipakai dalam
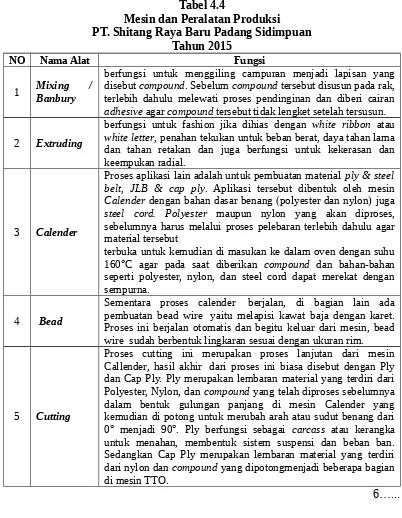
melakukan proses produksi vulkanisir adalah sebagai berikut : Tabel 4.4
Mesin dan Peralatan Produksi PT. Shitang Raya Baru Padang Sidimpuan
Tahun 2015
NO Nama Alat Fungsi
1 Mixing / Banbury
berfungsi untuk menggiling campuran menjadi lapisan yang disebut compound. Sebelum compound tersebut disusun pada rak, terlebih dahulu melewati proses pendinginan dan diberi cairan adhesive agar compound tersebut tidak lengket setelah tersusun.
2 Extruding
berfungsi untuk fashion jika dihias dengan white ribbon atau white letter, penahan tekukan untuk beban berat, daya tahan lama dan tahan retakan dan juga berfungsi untuk kekerasan dan keempukan radial.
3 Calender
Proses aplikasi lain adalah untuk pembuatan material ply & steel belt, JLB & cap ply. Aplikasi tersebut dibentuk oleh mesin Calender dengan bahan dasar benang (polyester dan nylon) juga steel cord. Polyester maupun nylon yang akan diproses, sebelumnya harus melalui proses pelebaran terlebih dahulu agar material tersebut
terbuka untuk kemudian di masukan ke dalam oven dengan suhu 160°C agar pada saat diberikan compound dan bahan-bahan seperti polyester, nylon, dan steel cord dapat merekat dengan sempurna.
4 Bead
Sementara proses calender berjalan, di bagian lain ada pembuatan bead wire yaitu melapisi kawat baja dengan karet. Proses ini berjalan otomatis dan begitu keluar dari mesin, bead wire sudah berbentuk lingkaran sesuai dengan ukuran rim.
5 Cutting
komponen-komponen aplikasi yang telah dibuat pada proses semi manufaktur. Semua komponen seperti rakitan bead, lembaran ply yang telah di potong dengan sudut 90°, steel belts, innerliner, tread dan side wall semua di rakit menjadi satu kesatuan utuh sebagai bagian dari ban setengah jadi atau biasa disebut dengan Green Tire (GT). GT. Setelah GT selesai diperiksa diambil 4 ban setiap 1 rak GT untuk dilakukan proses paintingChem Trend yaitu pengolesan cairan tire-lubricant pada bagian dalam GT yang bertujuan agar GT tidak menempel di bagian karet bladder pada saat proses curing berlangsung. Kemudian GT dikirim ke masing-masing operator untuk di proses di mesin press curing. Proses curing sendiri merupakan pemasakan atau vulkanisasi yaitu penyatuan polimer (rubber) dengan carbon black dan sulphur dengan dibantu oleh persenyawaan bahan kimia untuk mendapatkan beberapa karakteristik compound yang diperlukan dari bagian-bagian ban. Proses curing (pemasakan) ini membutuhkan suhu panas dan sejumlah tekanan steam yang sangat tinggi, GT akan ditempatkan pada cetakan (mold) dengan temperatur sesuai dengan yang diinginkan untuk produksi. Setelah cetakan tertutup, GT akan melebur ke dalam cetakan tread dan side wall. Cetakan tersebut tidak dapat dibuka sampai proses curing selesai secara keseluruhan. Setelah proses pemasakan selesai, mold akan terbuka secara otomatis. Ban yang sudah jadi akan jatuh dan masuk ke dalam conveyor untuk kemudian sampai di bagian Pemeriksaan (Finishing).
Sumber : PT. Sihitang Raya Baru Padang sidimpuan 2015
Dalam dunia usaha ini merupakan kegiatan yang memegang peranan
penting untuk kelangsungan hidup suatu perusahaan. Pemasaran bukan hanaya
sekedar dapat memasarkan barang dan jasa kepada konsumen atau pelanggan,
akan tetapi di perlukan kerja sama yang intraksi dengan bagian lainnya.
Dalam kegiatan pemasaran merupakan tempat dimana produksi
perusahaan dapat di pasarkan. Penentuan daerah pemasaran ini akan bertambah
penting apabila suatu perusahaan berkeinginan untuk mengangkat volume
penjualan produksinya. Sehingga perusahaan perlu mencari daerah pemasaran
yang baru untuk menampung kelebihan produksi yang dihasil kan tersebut. jadi
dapat di katakan bahwa mustahil sebuah perusahaan mau berproduksi atau proses
produksi kalau perusahaan hasil produksi dengan tepat.
Agar lancarnya proses pemasaran hasil produksi, maka perlu kita lihat
serta menentukan daerah pemasaran yang tepat untuk menunjang perkembangan
perusahaan. kemampuan suatu daerah pemasaran untuk menyerap hasil produksi
merupakan salah satu factor yang di pertimbangkan. Apabila daerah pemasaran
tersebut tidak dapat menghasilkan volume penjualan sesuai dengan yang di
harapkan maka akan menimbulkan kerugian pada perusahaan itu sendiri.
Pemasaran merupakan salah satu fungsi nasional perusahaan yang paling
utama di rencanakan sebelum aktivitas pengadaan barang. Hidup berkembangnya
suatu perusahan sangat tergantung oleh pemasaran dari produk yang dihasilkan.
Masalah pemasaran akan banyak di ketahui dalam kehidupannya menghadapi
mengharapkan berbagai macam kebijakan salah satu kebijakan yang paling
penting adalah menetapkan daerah-daerah yang akan di jadikan tempat penjualan
produk yang di hasilkan. Dengan adanya kebijaksanaan sperti ini yang di terapkan
dalam suatu perusahaan akan dapat meningkatkan volume penjualan serta dapat
berintegrasi hubungan timbal balik yang akan di dapatkan oleh suatu perusahaan
dengan menjalin hubungan kerja sama perusahaan PT. Sihitang Raya Baru Padang
Sidimpuan seperti Padang Sidimpuan, Pekanbaru, Medan dan Padang. Dalam
melakukan pemasaran, PT. Sihitang Raya Baru Padang Sidimpuan tidak
melakukan transaksi secara langsung dengan pembeli, tapi hanya dengan melalui
pesanan pengiriman.
Berikut ini adalah hasil pemasaran PT. Sihitang Raya Baru Padang
Sidimpuan dari tahun 2011 s/d 2015 :
Tabel4.5 Volume Penjualan
PT.Shitang Raya Baru Padang Sidimpuan Tahun 2011-2015
No Tahun SR1 SR2 SR3 SR
4
Sumber : PT. Sihitang Raya Baru Padang sidimpuan, 2015
Dari tabel di atas dapat dilihat bahwa volume penjualan Shitang Raya
Baru Padang Sidimpuan paling tinggi terjadi pada tahun 2015 yaitu sebanyak 936
ton, sedangkan volume penjualan paling rendah terjadi pada tahun 2012 dengan
4.2 Pembahasan
4.2.1 Kegiatan Produktif dan Non Produktif
Setelah melakukan penelitian dan pengamatan terhadap karyawan pada
ruang vulkanisir masak panas dan masak dingin di PT. Shitang Raya Baru Padang Sidimpuan maka didapat hasil pengamatan kegiatan proses operasi pengolahan
dengan memisah kan kegiatan produktif dan non produktif seperti berikut ini
1) Pada hari ke 1 untuk operator vulkanisir masak panas adalah :
Tally Produktif = 46 (EP 1=15 kali, EP 2=19 kali, EP 3=12 kali,
EP 4=0 kali)
Tally non Produktif = 10 Kali
Jumlah Tally Total = 56
Maka untuk persentase produktif adalah :
= 4656 x 100%
= 82,14 ≈ 82%
Sedangkan untuk persentase non produktif adalah :
= 1056 x 100%
=17,85 ≈ 18%
Tally Produktif = 47 (EP 1=19 kali, EP 2=14 kali, EP 3=14 kali,
EP 4=0 kali)
Tally non Produktif = 9 Kali
Jumlah Tally Total = 56
Maka untuk persentase produktif adalah :
= 4756 x 100%
= 83,92 ≈ 84%
Sedangkan untuk persentase non produktif adalah :
= 569 x 100%
=16,07 ≈ 16 %
3) Pada hari ke 3 untuk operator vulkanisir masak dingin :
Tally Produktif = 45 (EP 1=16 kali, EP 2=17 kali, EP 3=12 kali,
EP 4=0 kali)
Tally non Produktif = 11 Kali
Jumlah Tally Total = 56
Maka untuk persentase produktif adalah :
= 80,35 ≈ 80%
Sedangkan untuk persentase non produktif adalah :
= 5611 x 100%
=19,6 ≈ 20 %
4) Pada hari ke 4 untuk vulkanisir masak dingin :
Tally Produktif = 45 (EP 1=16 kali, EP 2=15 kali, EP 3=9 kali, EP
4=5 kali)
Tally non Produktif = 11 Kali
Jumlah Tally Total = 56
Maka untuk persentase produktif adalah :
= 4556 x 100%
= 80,35 ≈ 80%
Sedangkan untuk persentase non produktif adalah :
= 5611 x 100%
=19,64 ≈ 20 %
Dari pengolahan data di atas dapat dibuat tabulasi persentase produktif dan
Tabel 4.6
Persentase Waktu Produktif Dan Non Produktif
Sumber : Diolah Sendiri, 2016
Dari tabel di atas dapat di lihat bahwa vulkanisir masak panas hari ke 1 persentase waktu produktif 82%, dan non produktif 18%, untuk hari ke 2
persentase waktu produktif 84%, dan waktu non produktif 16%,, Dapat diketahui
bahwa operator vulkanisisr masak dingin hari ke 1 dan hari ke 2 memiliki persentase yang berbeda. sedangkan masak dingin hari ke 1 persentase waktu
produktif 80%, dannon produktif 20%, untuk hari ke 2 persentase produktif 80%,
dannon produktif 20%, Dapat diketahui bahwa operator vulkanisir masak panas hari ke 1 dan hari ke 2 memiliki persentase yang sama. Dari tabel di atas maka
selanjutnya di lakukan uji keseragaman data.
4.2.2 Uji Keseragaman Data
Uji keseragaman data yaitu untuk mendapatkan Batas Kontrol Atas (BKA)
dan Batas Kontrol Bawah (BKB). Yaitu sebagai berikut :
1. Uji Keseragaman Data Operator Vulkanisir Masak Panas
P= ∑ Pik
P= 82+842
= 166 2
=83% ≈ 0,83
Jumlah pengamatan pada ruang vulkanisir masak panas sejumlah 56 kali setiap kali pengamatan, karna 2 kali pengamatan pada setiap orang operator, maka:
n1 =56 x 2 = 112 Jadi :
n = ∑ n1
k =
56+56
2 = 56
BKA = p + 3
√
p(1−p) n= 0,83 + 3
√
0,83(1−0,83)56
= 0,83 + 3
√
0,83(0,17) 56= 0,83 + 3
√
0,1411 56= 0,83 + 3
√
0,00252= 0,83 + 0,15
= 0,98
BKB = p - 3
√
p(1−p) n= 0,83 - 3
√
0,83(1−0,83)56
= 0,83 - 3
√0,83
(0,17) 56= 0,83 - 3
√
0,1411 56= 0,83 - 3 (0,050196)
= 0,83 - 0,15
= 0,68
Ket: BKA = Batas Kontrol Atas
BKB = Batas Kontrol Bawah
P = Rata-rata Total Produktif
N = Jumlah Pengamatan
Setelah di dapat nilai dari BKA dan BKB maka dapat direkap nilai-nilai
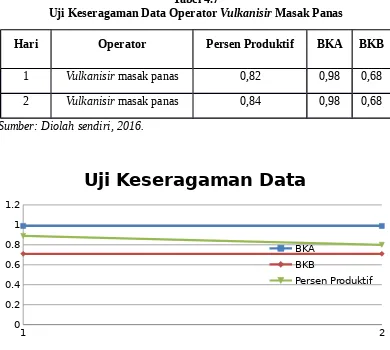
Tabel 4.7
Uji Keseragaman Data Operator Vulkanisir Masak Panas
Hari Operator Persen Produktif BKA BKB
1 Vulkanisir masak panas 0,82 0,98 0,68
2 Vulkanisir masak panas 0,84 0,98 0,68
Sumber: Diolah sendiri, 2016.
1 2
0 0.2 0.4 0.6 0.8 1 1.2
Uji Keseragaman Data
BKA BKB
Persen Produktif
Dari tabel diatas dapat dilihat bahwa uji keseragaman data untuk
menghasilkan BKA dan BKB yaitu dari persentase produktif dan non produktif
operator vulkanisir masak panas yang mana BKA 0,98 dan BKB 0,68. Untuk melihat penjabaran dari hasil pengamatan maka dapat dilihat gambar grafik di
bawah ini :
Dari grafik uji keseragaman diatas bahwa data dapat di olah karena data
telah seragam. Data dikatakan seragam apabila persen produktif berada diantara
BKA dan BKB dan tidak melewati batas tersebut.
2. Uji Keseragaman Data Operator Vulkanisir Masak Dingin
Untuk keseluruhan operator vulkanisir masak dingin, menghitung persentase rata-rata operator dalam 2 hari pengamatan (k) =2 :
P = ∑ Pi k
P = 80+80 2
= 1602
=80% ≈ 0,80
Jumlah pengamatan pada ruang vulkanisir sejumlah 56 kali setiap kali
pengamatan, karna 2 kali pengamatan pada setiap orang operator, maka: n1 =56
x 2 = 112 Jadi :
n = ∑ n1
k =
56+56
2 = 56
BKA = p + 3
√
p(1−p) n= 0,80 + 3
√
0,80(1−0,80)= 0,80 + 3
√
0,80(0,20) 56= 0,80 + 3
√
0,16 56= 0,80 + 3
√
0,002857= 0,80 + 3 (0,053)
= 0,80 + 0,16
= 0,96
BKB = p - 3
√
p(1−p) n= 0,80 - 3
√
0,80(1−0,80)56
= 0,80 - 3
√
0,80(0,20) 56= 0,80 - 3
√
0,16 56= 0,80 - 3
√
0,002857= 0,80 - 3 (0,053)
= 0,80 - 0,16
= 0,64
BKB = Batas Kontrol Bawah
P = Rata-rata Total Produktif
N = Jumlah Pengamatan
Setelah didapat nilai dari BKA dan BKB maka dapat direkap nilai-nilai
dari Uji Keseragaman Data yaitu sebagai berikut :
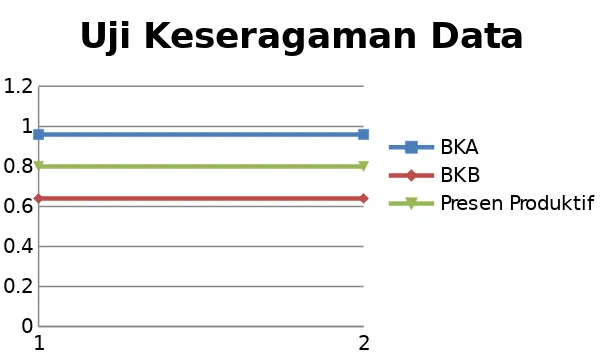
Tabel 4.8
Uji Keseragaman Data Operator Vulkanisir Masak Dingin:
Hari Operator Persen Produktif BKA BKB
1 Masak Dingin 0,80 0,96 0,64
2 Masak Dingin 0,80 0,96 0,64
Sumber: Diolah sendiri, 2016
Dari tabel diatas dapat dilihat bahwa uji keseragaman data untuk
menghasilkan BKA dan BKB yaitu dari persentase produktif dan non produktif
operator vulkanisir masak panas yang mana BKA 0,96 dan BKB 0,64. Untuk melihat penjabaran dari hasil pengamatan maka dapat dilihat gambar grafik di
1 2 0
0.2 0.4 0.6 0.8 1 1.2
Uji Keseragaman Data
BKA BKB
Presen Produktif
Gambar. IV.2 Grafik Keseragaman Data Operator Vulkanisir Masak Dingin Dari grafik uji keseragaman data dapat disimpulkan bahwa data dapat di
olah karena data telah seragam. Data dikatakan seragam apabila persen produktif
berada diantara BKA dan BKB dan tidak melewati batas tersebut.
4.2.3 Uji Kecukupan Data
Jika diketahui jumlah pengamatan untuk ke 4 orang operator adalah
N=224 kali, (N=56 x 4 = 224), maka N’ adalah :
Dimana diketahui bahwa 56 kali pengamatan diantaranya adalah kegiatan non
produktif. Dapat ditetapkan bahwa harga p (persentase non produktif).
Np = 22456 x 100%
= 25%
Untuk menguji kecukupan (Sritomo) dari data pengamatan yang telah
1) Uji kecukupan data operator vulkanisir masak panas
Jumlah pengamatan pada ruang vulkanisir masak panas sejumlah 56 kali setiap kali pengamatan, karna 2 kali pengamatan pada setiap orang operator,
maka: N=56 x 2 = 112 Jadi :
N = 56 x 2
= 112 kali
Dan selanjutnya N’, maka pengujian dilakukan dengan cara sebagai berikut :
Keterangan :
k = Koefisien Tingkat Kepercayaan = 95% = 2
S = Tingkat Ketelitian = 10% = 0,10
Maka, didapatkan nilai sebagai berikut :
[ k
s ]2 = [ 2 0,10 ]2
= [20]2
= 400
Maka, N’ adalah sebagai berikut :
Keterangan :
k = Koefisien tingkat kepercayaan = 95% = 2
P = Rata-rata total produktif
N’= [ k
s]2(1−p) p
= 400(1−p) p
= 400(1−0,83) 0,83
= 400(0,17) 0,83
= 68 0,83
= 81,9 ≈ 82
Maka data untuk operator vulkanisir masak panas dapat dinyatakan cukup karena sebagai berikut : nilai N’ < N = 81,9 < 112.
2) Uji kecukupan Data Operator vulkanisir Masak Dingin
Diketahui pengamatan untuk operator vulkanisir masak dingin panas sebanyak 2 orang operator adalah sebagai berikut :
N = 56 x 2
= 112 kali
Dan selanjutnya N’, maka pengujian dilakukan dengan cara sebagai berikut :
S = Tingkat Ketelitian = 10% = 0,10
Maka, didapatkan nilai sebagai berikut :
[ ks ]2 = [ 2
0,10 ]2
= [20]2
= 400
Maka, N’ adalah sebagai berikut :
Keterangan :
k = Koefisien tingkat kepercayaan = 95% = 2
S = Tingkat ketelitian = 10% = 0,10
P= Rata-rata total produktif
N’ = ( k
s)2(1−p) p
= 400(1−p) p
= 400(1−0,80) 0,80
= 0,8080
= 100
Maka data untuk operator vulkanisir masak dingin dapat dinyatakan cukup karena sebagai berikut : nilai N’ < N = 100 < 112.
4.2.4 Perhitungan Waktu Kerja / Waktu Baku
Untuk menghitung waktu baku di gunakan rumus sebagai berikut :
Waktu normal (wn) = Waktu Siklus (ws) x Performance (P)
Waktu baku (waktu kerja) = Waktu Normal + Allowance (A) x Waktu normal
Waktu Pengamatan = 7 jam x 60 menit = 420 menit
Dimana :
1) Tabel tally berasal dari tabel pengamatan 4
2) Tabel jumlah OIU (Observerd Identifd Unit) berasal dari lembaran
pengamatan 4
3) Tabel Performance (P) berasal dari Lmbar Pengamatan 4 4) Tabel Allowance (A) berasal dari lembar pengamatan 4
5) Tabel Pe (persen pengamatan) berasal dari rumus sebagai berikut :
Pe= Telly
Jumlah Pengamatan(56)
6) Tabel Me (jumlah menit pengamatan) berasal dari rumus sebagai berikut :
7) Tabel Waktu Siklus (ws) berasal dari rumus sebagai berikut :
Ws= Me
Jumlah OIU
8) Tabel Waktu Normal (wn) berasal dari rumus sebagai berikut :
Wn = Waktu siklus x Performance (P)
9) Tabel Waktu Baku /Waktu Kerja (Wb/Wk) bearal dari rumus sebagai berikut:
Wb = Waktu normal + Allowance (A) x Waktu normal
10) Waktu baku total dengan OIU (Wbl) berasal dari rumus sebagai berikut :
Wbl = Waktu baku x jumlah OIU (Observerd Identifed Unit)
11) Waktu baku total (Wb Total) berasal dari rumus sebagai berikut :
Wb Total = Wbl 1 + Wbl 2 + Wbl 3 + Wbl 4
12) Beban Kerja (BK) berasal dari rumus sebagai berikut :
BK= Waktu BakuTotal Total Menit Pengamatan(420)
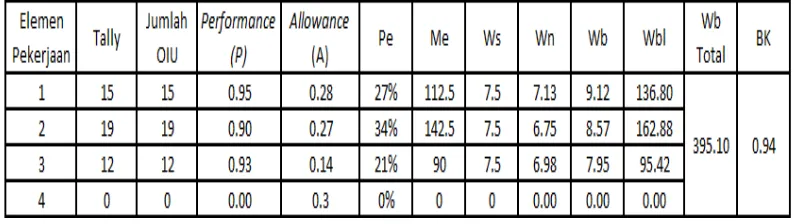
1. Operator Vulkanisir Masak Panas hari ke 1
Tabel.4.9
Perhitungan Waktu Baku Operator Masak Panas Hari ke 1
Pada tabel diatasdapat dilihat bahwa Elemen Pekerjaan pada setiap
operator memiliki elemen pekerjaan sebanyak 4 elemen, jumlah telly pengamatan
hari ke 1 pada operator vulkanisir masak panasyang mana elemen pekerjaan 1 sebanyak 15 kali, dan elemen pekerjaan 2 sebanyak 29 kali, elemen pekerjaan 3
sebanyak 12 kali, dan elemen pekerjaan 4 tidak pernah, Jumah OIU sama dengan
jumlah telly, performancediambil dari rata-rata performance dan Allowance di ambil dari total allowance, untuk lebih jelasnya data dapat dilihat pada lampiran 4 rekapitulasi akhir pengamatan operator vulkanisir masak panas, dan untuk mencari Beban
Kerja (BK) dapat di lihat dari rumus di atas maka hasil BK = 0,94 berarti beban kerja
pada bagian vulkanisir masak dingin pada hari ke 1 mendekati ideal dimana angka ideal
adalah 1.
2. Operator Vaulkanisir Masak panas Hari ke 2
Tabel.4.10
Perhitungan Waktu Baku Operator Masak Panas Hari ke 2
Pada tabel diatas dapat dilihat bahwa Elemen Pekerjaan pada setiap
operator memiliki elemen pekerjaan sebanyak 4 elemen, jumlah telly pengamatan
hari ke 2 pada operator vulkanisir masak panas yang mana elemen pekerjaan 1 sebanyak 19 kali, dan elemen pekerjaan 2 sebanyak 14 kali, elemen pekerjaan 3
sebanyak 14 kali, dan elemen pekerjaan 4 tidak pernah , Jumah OIU sama dengan
jumlah telly Performance diambil dari rata-rata performance dan Allowance di ambil dari total allowance, untuk lebih jelasnya data di lihat pada lampiran 7 rekapitulasi akhir pengamatan operator vulkanisir masak panas, dan untuk mencari
Beban Kerja (BK) dapat di lihat dari rumus di atas maka hasil BK = 0,99 berarti beban
kerja pada bagian vulkanisir masak dingin pada hari ke 1 mendekati ideal dimana angka
ideal adalah 1.
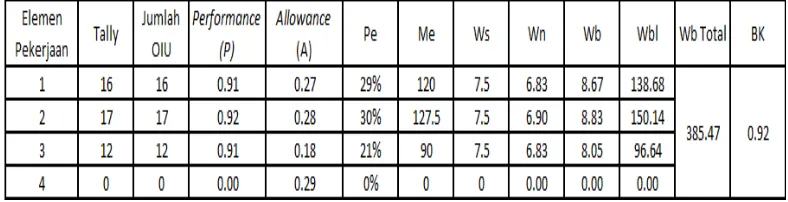
3. Operator VulkanisirMasak Dingin Hari ke 1
Tabel.4.11
PerhitunganWaktu Baku Operator Vulkanisir Masak Dingin Hari ke1
Pada tabel diatas dapat dilihat bahwa Elemen Pekerjaan pada setiap
operator memiliki elemen pekerjaan sebanyak 4 elemen, jumlah telly pengamatan
hari ke 1 pada operator vulkanisir masak dingin yang mana elemen pekerjaan 1 sebanyak 16 kali, dan elemen pekerjaan 2 sebanyak 17 kali, elemen pekerjaan 3
sebanyak 12 kali, dan elemen pekerjaan 4 tidak pernah , Jumah OIU sama dengan
jumlah telly, Performance diambil dari rata-rata performance dan Allowance di ambil dari total allowance, untuk lebih jelasnya data di lihat pada lampiran 10 rekapitulasi akhir pengamatan operator vulkanisir masak panas, dan untuk mencari
Beban Kerja (BK) dapat di lihat dari rumus di atas maka hasil BK = 0,92 berarti beban
kerja pada bagian vulkanisir masak dingin pada hari ke 1 mendekati ideal dimana angka
ideal adalah 1.
4. Operator Vulkanisir Masak Panas Hari Ke 2
Tabel.4.12
PerhitunganWaktu Baku Operator Vulkanisir Masak Dingin Hari ke 2
Pada tabel diatas dapat dilihat bahwa Elemen Pekerjaan pada setiap
operator memiliki elemen pekerjaan sebanyak 4 elemen, jumlah telly pengamatan
hari ke 1 pada operator vulkanisir masak dingin yang mana elemen pekerjaan 1 sebanyak 16 kali, dan elemen pekerjaan 2 sebanyak 15 kali, elemen pekerjaan 3
sebanyak 9 kali, dan elemen pekerjaan 4 sebanyak 5 kali , Jumah OIU sama
dengan jumlah telly, Performance diambil dari rata-rata performance dan Allowance di ambil dari total allowance, untuk lebih jelasnya data di lihat pada lampiran 10 rekapitulasi akhir pengamatan operator vulkanisir masak panas, dan untuk
mencari Beban Kerja (BK) dapat di lihat dari rumus di atas maka hasil BK = 0,92 berarti
beban kerja pada bagian vulkanisir masak dingin pada hari ke 1 mendekati ideal dimana
angka ideal adalah 1.
4.3 Analisis
4.3.1 Analisis Sistem Kerja Dan Lingkungan Kerja
Sistem kerja merupakan suatu sitem dimana komponen-komponen kerja,
seperti manusia, mesin dan fasilitas lainnya, material serta lingkungan kerja fisik
akan berinteraksi. Sistem kerja yang ada pada PT. Shitang Raya Baru Padang
Sidimpuan tersebut sesuai dengan proses kerja yang baik dan berdasarkan tabel
kelonggaran oleh Sutalaksana (1997), maka di dapatkan bahwa :
dan duduk. Misalnya diberi nilai kelonggaran sebesar 2%.
2) Sikap kerja : duduk, operator bekerja duduk dan ringan. Misalnya diberinilai
kelonggaran sebesar 1%.
3) Gerakan kerja : normal, ayunan bebas dari palu, diberi nilai kelonggaran
sebesar 0.
4) Kelelahan mata : pandangan yang hampir terus menerus, pemeriksaan yang
sangat teliti, dengan pencahayaan yang sangat baik diberi nilai kelonggaran
sebesar 7%.
5) Keadaan suhu tempat kerja : sedang, suhu antara 13-220 C, karena
menggunakan AC dengan kelelahan normal diberi nilai sebesar 3%.
6) Keadaan atmosfer : kurang baik, adanya debu-debuan tidak beracun tpi
banyak yang tidak adanya ventilasi yang memadai, disebabkan kondisi diluar
atau di lapangan berdebu, diberi nilai kelonggaran sebesar 7%.
7) Kelonggaran untuk kebutuhan pribadi bagi pria dinilai sebesar 2%.
4.3.2 Deskripsi Elemen Pekerjaan
Operator pada ruang vulkanisir masak panas dan masak dingin pada PT. Shitang Raya Baru Padang Sidimpuan ini memulai aktifitasnya pada jam 08.00
pagi. Pada jam tersebut dilakukan pekerjaan-pekerjaan produktif yaitu sebagai
berikut :
4) Elemen pekerjaan 4: Membantu/mengawasi mechanic atau electric kalau
terjadi problem pada alat.
Sedangkan pekerjaan non produktifnya adalah :
1) Mengobrol
2) Makan/Minum
3) Menganggur
4) Pergi ke Toilet
4.3.3 Analisis Waktu Kerja Produktif Dan Non Produktif
Untuk analisis berdasarkan waktu kerja produktif dan waktu kerja non
produktif untuk ke 2 orang operator pada ruang Vulkanisir masak panas dan masak dingin PT. Raya Baru Padang Sidimpuan maka di dapatkan nilai persentase
untuk waktu kerja produktif dan non produktif adalah sebagai berikut :
1) Untuk Operator Masak panas Hari Ke 1
Persentase Produktif : 82%
Persentase Non Produktif : 18%
2) Untuk Operator Vulkanisir Masak Panas Hari ke 2
Persentase Produktif : 84%
Persentase Non Produktif : 16%
3) Untuk Operator Vulkanisir Masak Dingin Hari Ke 1
Persentase Produktif : 80%
Persentase Non Produktif : 20%
Persentase Produktif : 80%
Persentase Non Produktif : 20%
4.3.4 Analisis Waktu Baku Setiap Elemen Pekerjaan
Untuk analisis waktu baku berdasarkan lingkungan kerja pada ke 2 orang
operator pada ruang vulkanisir masak panas dan masak dingin PT. Raya Baru Padang Sidimpuan, maka di dapatkan nilai untuk waktu baku total per elemen
yaitu sebagaiberikut:
1) Untuk operator vukanisir masak panas hari ke 1 :
Waktu baku totalnya : 395,10 Menit
2) Untuk operator vulkanisir masak panas hari ke 2 :
Waktu baku totalnya : 417,32 Menit
3) Untuk operator vulkanisir masak dingin hari ke 1 :
Waktu baku totalnya : 385,47 Menit
4) Untuk operator vulkanisir masak dingin hari ke 2 :
Waktu baku totalnya : 340,66 Menit.
4.3.5 Analisis Beban Kerja dan Usulan Agar Beban Kerja Ideal Sesuai Dengan Tenaga Kerja
Setelah dicari nilai beban kerja dari ke 2 orang operator, dimana pada
Operator Vulkanisir masak dingin pada hari ke 1 memperoleh beban kerja 0,92, Operator Vulkanisir masak dingin pada hari ke 2 memperoleh beban kerja 0,81, dapat disimpulkan bahwa beban kerja tersebut kurang dari beban kerja yang ideal.
Dimana nilai dari beban kerja yang ideal tersebut adalah 1. Kemudian beban kerja
operator vulkanisir masak dingin hari ke2 lebih rendah dari pada operator lainnya. Ini disebabkan karena beban kerja operator tidak berat atau ada hambatan pribadi
pada operator. Untuk mengidealkan beban kerja dari operator tersebut, alangkah
baiknya operator meningkatkan ketekunan dalam pekerjaannya, atau mengurangi
waktu yang tidak produktif dalam pekerjaan tersebut serta memberikan