LAPORAN PRAKTEK KERJA NYATA PENGOLAHAN LIMBAH CAIR DAN PADAT
DI PT INTILUHUR FUJA ABADI ( ILUFA ) CANGKRINGMALANG - BANGIL
Disusun oleh : NAMA : ARIS PUJIANTO NIM : 1353001
JURUSAN : TEKNIK INDUSTRI D-III
JURUSAN TEKNIK INDUSTRI D – III FAKULTAS TEKNOLOGI INDUSTRI INSTITUT TEKNOLOGI NASIONAL MALANG
ii
LEMBAR PERSETUJUAN LAPORAN PRAKTEK KERJA NYATA DI PT INTI LUHUR FUJA ABADI ( ILUFA )
Disusun Oleh : Nama : Aris Pujianto NIM : 1353001
Jurusan : Teknik Industri D – III
Menyetujui Pimpinan Perusahaan
PT Inti Luhur Fuja Abadi ( ILUFA )
Budi Ekana Prasetiya Plant Manager
Ketua Jurusan Teknik Industri D – III Dosen Pembimbing
i
LEMBAR ASISTENSI
LAPORAN PRAKTEK KERJA NYATA
Nama : Aris Pujianto
Nim : 1353001
Jurusan : Teknik Industri D-III Fakultas : Teknologi Industri
Dosen pembimbing : Erni Junita Sinaga, S.Si.,M.Si
No Tanggal Keterangan Paraf
Malang, 24 November 2015 Dosen Pembimbing,
iii
KATA PENGANTAR
Segala puji syukur kehadirat Tuhan Yang Maha Esa, yang telah memberikan rahmat serta hidayah-nya sehingga penyusun dapat menyelesaikan laporan Praktek Kerja Nyata di PT INTILUHUR FUJA ABADI ( ILUFA ) Cangkringmalang Bangil Pasuruan.
Dalam menyusun laporan PKN ini, penyusun telah banyak mendapat bantuan serta petunjuk dari berbagai pihak, baik dalam bentuk materi maupun spiritual terutama dari pihak ITN Malang.
Menyusun laporan PKN ini tidak terlepas dari usaha, dorongan, saran, masukan serta rasa hormat dan terima kasih atas bantuan dari berbagai pihak. Untuk itu dalam kesempatan ini sebagai rasa hormat dan terima kasih yang tulus penyusun ucapkan kepada yang terhormat :
1. Bapak Drs. Mujiono, MT sebagai Ketua Jurusan Teknik Industri Diploma III ITN Malang.
2. Ibu Erni Junita Sinaga Ssi, Msi selaku dosen pembimbing dalam penyusunan laporan PKN ini.
3. Bapak Budi Ekana Prasetya selaku Plan Manager PT ILUFA.
4. Bapak dan ibu yang selalu memberikan doa dan dukungan moral dan matriil.
5. Orang terdekat yang selalu mendukung selama melaksanakan praktek kerja nyata dan penyusunan laporan.
Penyusun menyadari sepenuhnya bahwa laporan PKN ini masih jauh dari kesemprnaan. Penyusun mengharapkan kritik dan saran yang bersifat membangun dalam penyempurnaan laporan ini. Semoga laporan ini dapat memberikan manfaat bagi penyusun dan pembaca.
Malang 24 November 2015
iv DAFTAR ISI
LEMBAR ASISTENSI ... i
LEMBAR PERSETUJUAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... iv
DAFTAR GABAR ... vii
DAFTAR TABEL ... viii
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Tujuan Preaktek Kerja Nyata ... 2
1.3 Manfaat Praktek Kerja Nyata ... 2
1.4 Metode Praktek Kerja Nyata ... 3
1.4.1 Metode Library Researce ... 3
1.4.2 Metode Field Researce ... 3
1.4.3 Metode Historis ... 3
1.5 Sistematika Penyusunan Laporan ... 4
BAB II TINJAUAN UMUM PERUSAHAAN 2.1 Tinjauan Umum ... 6
2.2 Sejarah Perusahaan ... 6
2.3 Lokasi Perusahaan ... 7
2.4 Struktur Organisasi ... 10
v
2.5.1 Klasifikasi Tenaga Kerja ... 14
2.5.2 Sistem Penggajian ... 17
2.6 Sarana dan Prasarana ... 20
2.6.1 Sarana ... 21
2.6.2 Prasarana ... 22
BAB III PROSES PENGOLAHAN LIMBAH 3.1 Proses pengolahan limbah cair ... 26
3.2 Pengolahan Limbah Padat ... 32
3.2.1 Limbah Padat Basah ... 33
3.2.2 Limbah Padat Kering ... 39
BAB IV STUDY KASUS 4.1 Baku Mutu Limbah Cair ... 41
4.1.1 Latar Belakang Study Kasus ... 41
4.1.2 Permasalahan ... 42
4.1.3 Parameter Keberhasilan IPAL ... 42
4.2 Penanganan ... 44
4.2.1 Proses Pengolahan Limbah Cair Yang Efisien ... 44
4.3 Pemanfaatan Tulang Ikan ... 47
4.3.1 Sebagai Tepung Yang Mengandung Kalsium Tinggi .. 47
4.3.2 Gelatin Tulang Ikan ... 49
BAB V PENUTUP 5.1 Kesimpulan ... 52
vi
DAFTAR GAMBAR
Gambar 2.1 Lokasi Perusahaan ... 9
Gambar 2.2 Layout Perusahaan ... 10
Gambar 2.3 Organization Plant ... 11
Gambar 3.1 Diagram Alir IPAL ... 27
Gambar 3.2 Penyaringan Tahap 1 ... 28
Gambar 3.3 Pengendapan Tahap 1 ... 29
Gambar 3.4 Penyaringan Tahap 2 ... 30
Gambar 3.5 Areasi Dan Pengendapan Tahap 2 ... 31
Gambar 3.6 Meteran Pengukur Debit Air ... 32
Gambar 3.7 Pipa Buangan Limbah ... 32
Gambar 3.8 Kepala Ikan ... 34
Gambar 3.9 Tulang Ikan ... 35
Gambar 3.10 Sisik Ikan ... 36
Gambar 3.11 Isi Perut ... 36
Gambar 3.12 Daging Tetelan ... 37
Gambar 3.13 Duri Ikan ... 38
vii
Gambar 3.15 Limbah Plastik Dan Kardus ... 39
Gambar 3.16 Tempat Pembakaran Limbah ... 40
Gambar 4.1 Bak Equalisasi ... 45
Gambar 4.2 Proses Aerobik ... 46
Gambar 4.3 Diagram Alir Proses Pemanfaatan Tulang Ikan ... 48
viii
DAFTAR TABEL
Tabel 2.1 Data Karyawan PT INTILUHUR FUJA ABADI ... 15
Tabel 2.2 Data UMR Kabupaten Pasuruan ... 18
Tabel 4.1 Ketentuan Limbah Cair Berdasarkan Sk Gubernur Jawa Timur
No.45 Tahun 2004 ... 42
1 BAB 1
PENDAHULUAN
1.1Latar Belakang
Perkembangan ilmu pengetahuan dan teknologi sekarang ini telah berkembang dengan sangat pesat di segala bidang khususnya di bidang teknik industri.
Bidang teknik industri ini tentunya juga mengalami perkembangan sangat cepat, terutama di suatu perusahaan milik negara maupun milik pengusaha asing yang berada di indonesia ini untuk menciptakan produk-produk yang baru guna memenuhi kebutuhan masyarakat serta mempunyai nilai dan efisiensi yang tinggi.
Dalam hal ini Praktek Kerja Nyata ( PKN ) merupakan salah satu bidang studi yang dilakukan bukan di dalam sekolah melainkan mahasiswa menerapkan ilmu yang telah di dapatkan dari bangku kuliah ke perusahaan guna untuk membandingkan antara ilmu yang di dapat dengan praktek secara langsung di dalam perusahaan serta untuk melatih mahasiswa dalam menghadapi masalah dan mengambil keputusan tersebut secara langsung.
2 1.2Tujuan Praktek Kerja Nyata
Pelaksanaan prakek kerja nyata ini mempunyai tujuan agar mahasiswa dapat menerapkan dan mengaplikasikan teori yang diperoleh di perkuliahan serta memberi gambaran kepada mahasiswa teknik industri pada saat bekerja di suatu perusahaan.
Adapun maksud dan tujuan praktek kerja nyata adalah :
1. Dapat menambah dan mengembangkan potensi ilmu pengetahuan pada masing-masing Mahasiswa.
2. Melatih keterampilan yang dimiliki mahasiswa/i sehingga dapat bekerja dengan baik.
3. Mahasiswa mampu menganalisis dan mengevaluasi sistem yang ada dari sudut pandang Teknik Industri terhadap masalah yang ada di perusahaan. 4. Menjadikan mahasiswa profesional yang nantinya akan terjun ke dunia
usaha.
5. Memberikan kesempatan untuk mempraktekkan ilmu yang pernah di pelajari, dan berinteraksi langsung denagan lingkungan kerja perusahaan.
1.3 Manfaat Praktek Kerja Nyata
1. Membina hubungan kerja sama yang baik antara pihak universitas dengan perusahaan.
2. Meningkatkan kualitas dan kuantitas penulisan karya ilmiah tingkat perguruan tinggi.
3 1.4 Metodologi Praktek Kerja Nyata
Adapun cara – cara yang dilakukan dalam pengumpulan data yaitu sebagai berikut :
1.4.1 Metode Library Research
Yaitu suatu metode yang dilakukan dengan mempelajari terlebih dahulu dari buku-buku karya ilmiah dan buku-buku literatur yang ada hubungannya dengan objek yang akan di bahas.
1.4.2 Metode Field Research
Adalah metode yang dilakukan dengan cara pengamatan langsung ke lapangan yang dilakukan dengan cara mencari dan mengumpulkan data yang berhubungan dengan masalah. Dalam hal ini penulis menggunakan dua cara mengumpulkan data Field research antara lain : a. Teknik Interview
Melakukan wawancara langsung dengan pihak perusahaan yang berkaitan dengan bidang yang di amati.
b. Teknik Observasi
Merupakan pengumpulan data dengan cara melakukan pengamatan secara langsung terhadap perusahaan yang di amati.
1.4.3 Metode Historis
4 1.5 Sistematika Penyusunan Laporan
Pada dasarnya sistematika penyusunan laporan praktek kerja nyata merupakan suatu hal yang sangat diperlukan dalam penyusunan suatu laporan, karena sistematika penyusunan memuat seluruh isi permasalahan yang akan di bahas secara berurutan.
Untuk menghasilkan suatu penyusunan laporan praktek kerja nyata yang sistematis sebagai berikut :
BAB I : PENDAHULUAN
Membahas tentang latar belakang, permasalahan, batasan masalah, tujuan praktek kerja nyata, metode pengumpulan data dan sistematika penyusunan laporan praktek kerja nyata.
BAB II : TINJAUAN UMUM PERUSAHAAN
Dalam bab ini menerangkan tentang sejara singkat PT INTI LUHUR FUJA ABADI, Lokasi perusahaan, Struktur organisasi didalam perusahaan, sistem penggajian, jumlah karyawan, sarana dan prasarana perusahaan.
BAB III : PROSES PENGOLAHAN LIMBAH CAIR
5 BAB IV : STUDY KASUS
Permasalahan yang di hadapi adalah bau yang amis limbah cair hasil produksi dan parameter keberhasilan IPAL.
BAB V : PENUTUP
6 BAB II
TINJAUAN UMUM PERUSAHAAN
2.1 Tinjauan Umum
Pada dasarnya untuk mendapatkan suatu ilmu yang menyeluruh di perlukan keterpaduan antara teori dan praktek, teori yang didapat pada masa perkuliahan sangat penting untuk bekal observasi secara langsung, sehingga dapat kita pahami bahwa antara teori dengan praktek harus seimbang. Dengan demikian arti dan tujuan observasi dapat dimengerti dan dikuasai dengan baik.
Hasil teori dan observasi kemudian diterapkan melalui praktek secara nyata kepada masyarakat umum, mengenai pentingnya suatu cara kerja yang efektif dan efisien, sehingga proses produksi dapat berjalan secara lancar dan dapat menghasilkan hasil yang optimal.
Observasi ini merupakan aplikasi secara langsung antara tori dan sistem kerja yang digunakan sehingga diperlukan penyesuaian pada teori yang tepat. Ketelitian serta ketekunan yang tinggi dapat mengoperasikan dan sekaligus memperhatikan keselamatan dan kesejahteraan pekerja.
2.2 Sejarah Perusahaan
7
pembekuan ikan. PT. ILUFA berdiri pada tanggal 14 April 1988 dan mulai beroperasi pada tanggal 2 Januari 1990 dengan nama PT. Bumi Mas Indah yang merupakan perusahaan penanaman modal dalam negeri (PMDN). Produk-produk yang dihasilkan antara lain Fillet, Whole (Whole Round, Whole Gutted, Whole Gilled and Gutted, dan Whole Gillet Gutted and Scaled), serta Loin. Ikan yang diproduksi akan di ekspor ke Negara-negara Asia seperti Jepang , Cina, Korea , Vietnam, Malaysia. Selain itu juga ke Amerika dan Eropa.
Sekitar tahun 1998 tepatnya pada tanggal 18 September 1995 perusahaan ini berganti nama menjadi PT. ILUFA. Orientasi pemasaran PT. ILUFA ini tetap pada tujuan ekspor dimana PT. ILUFA mendapat kepercayaan untuk mengekspor ke negara-negara Uni Eropa dengan nomor Register ( Approval Number) 242.13 B, Korean Register : 15.54, China Register : CR-056.16, USA Register : FDA REG No. 18705728712, serta Vietnam Register : VR. B-083-16 juga mendapatkan validasi (pengesahan) terhadap penerapan HACCP untuk produk-produk frozen fillet fish, frozen blue crabs, frozen cutle fish dan frozen squids. Sertifikat Kelayakan Pengolahan (SKP) serta HACCP memperoleh nilai A (Excellent) dari Director General of Fish Quarantine And Inspection Agency (FQIA) Kementrian Kelautan dan Perikanan.
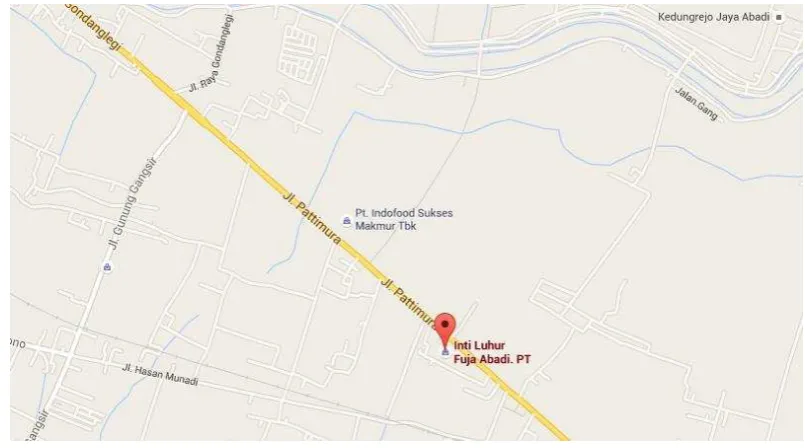
2.3 Lokasi Perusahaan
8
km dari kota Surabaya ke arah timur. Lokasi yang dipilih untuk mendirikan perusahaan ini tepat karena pemasok bahan baku yang berasal dari sepanjang pantai Jawa, Bali, dan Madura. Lokasi PT. ILUFA dapat dilihat pada Lampiran 1.
PT. ILUFA terletak di Jalan Raya Surabaya-Pasuruan yang merupakan kawasan industri. Beberapa pertimbangan yang digunakan dalam pemilihan lokasi pabrik adalah sebagai berikut :
Dekat dengan pemukiman penduduk sehingga tenaga kerja, tempat kos serta rumah makan yang dapat diperoleh dengan mudah.
Transportasi bahan baku mudah dan lancer karena dengan adanya jalan raya yang menghubungkan Pelabuhan Tanjung Perak, Pelabuhan Probolinggo dan Pelabuhan Banyuwangi.
Transportasi untuk produk akhir (ekspor) juga mudah dan lancer karena dekat dengan jalanraya yang bebas dari hambatan , yang menghubungkan PT. ILUFA dengan Pelabuhan Tanjung Perak yang berjarak
Lokasi PT. ILUFA merupakan kawasan industri.
Luas areal yang ditempati PT ILUFA adalah seluas 18.850 m2 , sedangkan bangunan pabrik menempati luas tanah 7886 m2. Luas tersebut termasuk didalamnya adalah pabrik pengolahan, kantor , mess karyawan, halaman, dan tempat parkir kendaraan.
Dalam pemilihan lokasi perusahaan harus memperhatikan beberapa aspek yang berkaitan dengan higiene, yaitu :
9 3. Pembuangan air limbah
4. Kecukupan listrik
5. Ketersediaan tenaga kerja
Begitu juga dengan PT. ILUFA, faktor-faktor yang menjadi pertimbangan dalam pemilihan lokasi perusahaan adalah sebagai berikut : Adanya sarana transportasi karena berdekatan dengan jalan raya sehingga
memperlancar distribusi bahan baku dan pemasaran.
Adanya fasilitas listrik, telepon, air dan tenaga kerja serta kemudahan dalam pembuangan air limbah yang sangat menunjang aktivitas kerja PT. ILUFA .
10
Gambar 2.2 Layout Perusahaan
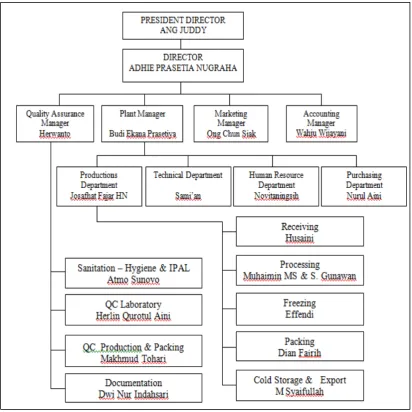
2.4 Struktur Organisasi
Struktur organisasi yang digunakan oleh PT. ILUFA merupakan struktur garis atau directing. Directing adalah fungsi manajemen yang berhubungan dengan usaha memberikan bimbingan, saran-saran, dan perintah-perintah atau intruksi-intruksi kepada bawahan dalam pelaksanaan tugasnya masing-masing agar tugas dapat dilaksanakan dengan baik dan benar-benar tertuju kepada tujuan yang telah ditetapkan.
11
Gambar 2.3 Organization Plant
Adapun Job Description di masing-masing jabatan adalah sebagai berikut :
1. President Direktur
12 2. Direktur
Membantu presiden direktur dalam pelaksanaan tugasnya terutama yang terjadi di lapangan.
Mengelola agar perusahaan tetap berjalan dengan lancar.
3. Manajer Pemasaran
Bertugas merancang pemasaran semua produk yang dihasilkan oleh perusahaan.
Sebagai distributor antara pembeli dan perusahaan.
Memiliki wewenang untuk mempromosikan produk kesehatan.
4. Accounting Manager
Mengatur lalu lintas keuangan perusahaan.
Bertanggung jawab terhadap sistem manajemen keuangan perusahaan. Bertanggung jawab terhadap proses pembukuan dan pencatatan
transaksi perusahaan.
5. Bagian Personalia
13 6. Bagian Produksi
Mengatur jalannya bahan baku sampai produk akhir.
Menyusun rencana produksi yang akan datang berdasarkan pesanan atau penjualan yang diperkirakan.
Mengawasi proses produksi yang sedang berjalan.
7. Bagian Teknik
Bertugas untuk memelihara dan menyediakan peralatan produksi yang dapat dibuat atau dibeli dengan harga yang serendah-rendahnya. Kepala bagian teknik juga bertanggung jawab terhadap pengoperasian mesin dan peralatan pabrik yang digunakan untuk proses produksi.
8. Bagian Quality Control
Bertanggung jawab terhadap pengendalian mutu hasil produksi, analisa dan pengujian laboratorium, penelitian dan pengembangan peralatan dan perlengkapan yang digunakan dilaboratorium dan sanitasi perusahaan.
9. Sanitasi Logistik
Bertugas merencanakan dan melakukan pembelian atas bahan-bahan dan alat-alat untuk kepentingan produksi.
10.Bagian Processing
14 Mengadakan evaluasi pada proses.
Mengadakan evaluasi terhadap proses akhir.
11.Bagian Gudang Beku (Cold Storage)
Bertanggung jawab mulai dari proses cold storage sampai pengiriman produk kepada konsumen. Selain itu kepala bagian cold storage juga mengatur keluar masuknya bahan baku diruang cold storage.
12.Bagian Sanitasi dan Higiene
Bertanggung jawab pada kebersihan lingkungan pabrik, ruangan proses, peralatan dan prasarana produksi.
13.Bagian IPAL
Bertanggung jawab pada proses pengolahan air limbah sehingga ketika dialirkan keluar air menjadi air jernih yang tidak membahayakan lingkungan sekitar.
2.5 Ketenagakerjaan
2.5.1 Klasifikasi Tenaga Kerja
15
wewenang pekerjaan dan besarnya upah yang diterima. Berikut merupakan data karyawan PT ILUFA tahun 2015.
Tabel 2.1 Data Karyawan PT Intiluhur Fuja Abadi
No. Bagian/ Jabatan Kelompok 1 Kelompok fillet 2 Jumlah Keterangan Laki-Laki Wanita Laki-Laki Wanita
1 Direktur 2 2
2 Plant Manager 1 1
3 Acounting 5 5
4 Logistik 2 2
5 Export & Import 2 1 3
6 Personalia & Umum
5 4 9
7 Satpam 9 9
8 Teknik 5 5
9 Quality&Higiene
a. Kabag QA 1 1
b. QC Lab 2 2
c.QC Penerimaan 1 1 2
d. QC Proses 2 2
e. QC Packing 1 1
f. QC Export 1 1
g. Sanitasi Produksi
4 5 9
h. Sanitasi Umum & IPAL
3 3
10 Produksi
a.Kabag Produksi b.Pengawas
produksi c. Penerimaan d. Filleting
Timbang BB 1 1
Pencucian BB 1 1
Penyisikan 4 2
Pencucian setelah sisik
1 1
Filleting 6 4
Cabut tulang 4 3
Skinning 4 1
Trimming 4 3
Cek sisik dan tulang
2 2
Sizing 1 1
16 cutting
Penimbangan 1 1
Pencucian 4 1 1
Labelling 2 2
Bagging (pewadaan)
2 3
Tally Fillet 2 2
Pengelapan Fillet
2 2
Warping ( bungkus )
3 4
CO 2
e. Retouching Pengecekan Fillet
4 4
Pengecekan Sisik & Duri
4 4
Grading 3 3
Sizing 1 1
Penimbangan 1 1
Pencucian 5 1 1
Pengelapan 2 2
Pewadahan 3 3
Pemvakuman 2 2
Perapihan 2 2
Tally 2 2
Penanganan Avalan (PK)
3 1
Pembekuan ABF
2
Packing produk 4 5
Packing Avalan 5 4
Cold storage 9 1
Sub Jumlah Karyawan Produksi
57 64 10 26 155
Jumlah 92 86 10 26 212
Berikut ini merupakan penjelasan dari tugan dan wewenang karyawan di PT Intiluhur Fuja Abadi :
1. Karyawan Tetap
17
bulan serta bila dalam penjualan pendapatan laba lebih besar maka mendapat bonus.
2. Karyawan Bulanan Tetap (KBT)
Adalah karyawan yang dipekerjakan untuk jangka waktu yang tidak dapat ditentukan, yang sistem pembayaran upahnya tetap dan dilakukan tiap bulan.
3. Karyawan Harian Tetap (KHT)
Adalah karyawan yang pengupahannya berdasarkan jumlah kerja dan absensi, gaji dibayar tiap bulan.
4. Karyawan Harian Lepas (KHL)
Adalah karyawan yang bekerja berdasarkan jumlah hari kerja dan absensi, namun sewaktu-waktu tertentu ada yang diliburkan, sistem pembayaran upahnya berdasarkan hari kerja dan absensi kerja.
5. Karyawan Borongan
Adalah karyawan yang bekerja pada perusahaan untuk melakukan pekerjaan tertentu bergantung pada permintaan buyer, sistem pembayaran upah berdasarkan volume kerja, hari kerja dan absensi karyawan, hanya saja pada kondisi tertentu perusahaan berhak untuk tidak memperkerjakan karyawan sementara waktu.
2.5.2 Sistem Penggajian
18
a. Bulanan, diberikan kepada tenaga kerja tetap per bulan besarnya bergantung dari jabatan dan lamanya kerja.
b. Harian, diberikan kepada tenaga kerja tidak tetap setiap bulannya sebesar.
c. Borongan, diberikan kepada tenaga kerja yang berhubungan langsung dengan proses produksi diberlakukan bila persediaan bahan baku melimpah.
Berikut ini merupakan data dan perhitungan penggajian karyawan di PT Intiluhur Fuja Abadi :
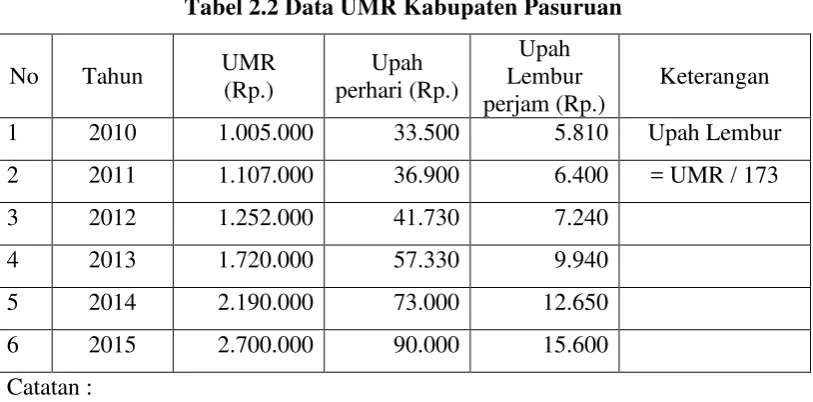
Tabel 2.2 Data UMR Kabupaten Pasuruan
No Tahun UMR
(Rp.) Upah perhari (Rp.) Upah Lembur perjam (Rp.) Keterangan
1 2010 1.005.000 33.500 5.810 Upah Lembur
2 2011 1.107.000 36.900 6.400 = UMR / 173
3 2012 1.252.000 41.730 7.240
4 2013 1.720.000 57.330 9.940
5 2014 2.190.000 73.000 12.650
6 2015 2.700.000 90.000 15.600
Catatan :
1. Cara penghitungan jumlah jam kerja 1 Bulan
- 173 adalah jumlah jam kerja selama satu bulan (30 Hari kerja) - 1 Minggu = 40 Jam kerja
- 1 Hari = 7 jam kerja (Sistem 6 Hari Kerja / Minggu) - 1 Hari = 8 jam kerja (Sistem 5 Hari Kerja / Minggu)
19
= 5 Hari 7 Jam Kerja + 1 Hari 5 Jam Kerja - 1 Bulan = 4 Minggu (28 Hari) + 2 Hari Kerja
- 2 Hari Kerja = 1 Hari 7 Jam Kerja + 1 Hari 6 Jam Kerja = 13 Jam - Jadi 173 = (4 Minggu x 40 Jam) + 13 Jam = 160 Jam + 13 Jam
2. Perhitungan Upah Lembur :
a. Hari Kerja Normal :
Jam pertama = 1,5 x Upah Lembur perjam = 1,5 x Rp. 15.600,-
Jam kedua dan seterusnya = 2,0 x Upah Lembur perjam = 2,0 x RP. 15.600,-
b. Hari Minggu atau Hari Libur Resmi Nasional :
Jam pertama dan seterusnya = 2,0 x Upah Lembur perjam = 2,0 x RP. 15.600,-
c. Hari Raya Idul Fitri :
Jam pertama dan seterusnya = 3,0 x Upah Lembur perjam = 3,0 x RP. 15.600,-
3. Jam Kerja di PT. Inti luhur fuja abadi
a. Bagian produksi dan terkait produksi (Qc, Teknik, Umum):
Hari Senin – Kamis : Pukul 08.00 sd Pukul 16.00
Istirahat Pukul 11.30 sd 12.30 (1 Jam)
Hari Jum’at : Pukul 08.00 sd Pukul 15.30
20
Hari Sabtu : Pukul 08.00 sd Pukul 15.00
Istirahata Pukul 11.30 sd 12.30 (1 Jam)
b. Bagian Accounting, Adm Personalia Dan Logistik
Hari Senin –Jum’at : Pukul 08.00 sd Pukul 16.00
Istirahat Pukul 11.30 sd 12.30 (1 Jam) Hari Sabtu : Pukul 08.00 sd Pukul 13.00
Tanpa istirahat c. Bagian Satpam :
Dibagi 3 (tiga) shift :
Shift 1 (Pagi) : Pukul 07.00 sd Pukul 15.00
Istirahat Pukul 11.30 sd 12.30 (1 Jam) Shift 2 (Sore) : Pukul 15.00 sd Pukul 21.00
Istirahat Pukul 17.30 sd 18.30 (1 Jam) Shift 3 (Malam) : Pukul 21.00 sd Pukul 07.00
Istirahat Pukul 04.00 sd 05.00 (1 Jam)
2.6 Sarana dan Prasarana
21
sarana dan prasarana yang cukup memadai untuk memperlancar proses produksi yang dilakukan perusahaan.
2.6.1 Sarana
Sarana adalah berbagai macam peralatan yang digunakan untuk proses pembekuan fillet ikan kakap merah. Sarana yang dimiliki oleh Unit Pembekuan Ikan di PT. ILUFA antara lain adalah :
1. Meja yang terbuat dari stainless stell , yang digunakan untuk penyortiran bahan baku, pemfilletan, penyisikan dan retouching. 2. Basket, digunakan sebagai wadah ikan setelah disortir dan pada
saat penimbangan, pencucian sampai pada penyusunan dalam pan. 3. Keranjang plastik yang digunakan untuk tempat dalam proses
pencucian , penimbangan dan tempat hasil fillet.
4. Box penampungan, digunakan untuk penampungan sementara bahan baku.
5. Selang air , digunakan sebagai salah satu media dalam pencucian baik bahan baku , peralatan maupun membersihkan lantai ruang proses.
6. Bak stainless steel digunakan sebagai media penampung air untuk pencucian bahan baku.
7. Pinset yang digunakan untuk pencabutan duri dan pengecekan ulang ikan yang sudah dilakukan pemfilletan.
22
9. Gayung, digunakan untuk pengambilan air dengaan cara disiramkan ke tubuh ikan/bahan baku secara merata.
10. Timbangan duduk untuk menimbang bahan baku
11. Timbangan digital, digunakan untuk menimbang ikan setelah difillet.
12. Pan pembeku, digunakan sebagai tempat penyusunan ikan yang akan dibekukan. Pan terbuat dari stainless steel dengan panjang 80 cm, lebar 40cm, dan tinggi 8cm.
13. Sealer / vacuum, digunakan untuk merekatkan plastik pembungkus. 14. Kereta dorong, digunakan untuk mengangkat bahan baku pada sterofoam dan untuk mengangkut produk yang telah dikemas untuk dimasukkan ke dalam container.
2.6.2 Prasarana
Prasarana digunakan untuk menunjang kegiatan yang ada di PT. ILUFA. Dengan prasarana pekerja dapat menyelesaikan proses pembekuan fillet ikan kakap dengan baik.
Adapun prasarana yang terdapat pada PT. ILUFA adalah sebagai berikut :
1. Ruang proses produksi
23 2. Ruang pengepakan
Berada di depan ruang cold storage beserta meja untuk pengepakan.
3. Ruang Pembekuan (ABF)
Air Blast Freezer (ABF) berfungsi untuk membekukan ikan tanpa adanya air dalam suatu ruangan. Keunggulan dari ABF yaitu dapat membekukan berbagai jenis dan bentuk produk. Terdapat tiga unit ruang pembekuan (ABF) dengan kapasitas 20 ton.
4. Bak penampung ikan
Bak penampung ikan ini digunakan untuk menampung bahan baku yang datang penyimpanan sebelum diproses .
5. Cold Storage
Terdapat tiga ruang cold storage dengan kapasitas penyimpanan masing masing 60 ton.
6. Footh bath
Merupakan tempat yang digunakan untuk media sanitasi pekerja sebelum masuk ke ruang proses dan mempunyai kapasitas air sebanyak 140 liter air bersih.
7. Pintu dan curtain
24 8. Ruang ganti karyawan
Ruangan ini bersebelahan dengan toilet khusus wanita. Ruang ini juga digunakan untuk menyimpan perlengkapan karyawan.
9. Perlengkapan anti serangga
Pada alat ini menggunakan insect lamp dengan kapasitas 40 watt yang terdapat pada ruang proses.
10. Perlengkapan karyawan
Adapun macam-macam perlengkapan seperti pakaian seragam, penutup kepala yang dilengkapi masker, sarung tangan, dan sepatu boot.
11. Toilet
Toilet ini terpisah dari unit pembekuan tetapi jaraknya cukup dekat.
12. Kantor
Terdapat dua ruang kantor yaitu kantor operasional dan kantor produksi. Kantor operasional oleh manager operasional dan bagian administrasi. Sedangkan kantor produksi ditempati oleh kepala bagian produksi, pengawas mutu (QC), dan kepala seksi yang lain.
13. Gudang
25 14. Forkflift
26 BAB III
PROSES PENGOLAHAN LIMBAH CAIR
3.1Proses Pengolahan Limbah Cair
Limbah cair yang dihasilkan PT. ILUFA berasal dari sisa air yang digunakan untuk proses produksi fillet ikan dan bekas keperluan MCK (Mandi Cuci Kakus). Limbah cair memiliki karakteristik berbau amis, berwarna coklat agak keruh dan ada sedikit limbah pada yang terikut. Oleh karena itu, sebelum dibuang ke saluran sungai atau irigasi, limbah cair harus diolah dulu untuk mereduksi bahan pencemar yang terkandung didalamnya.
Limbah cair yang berasal dari proses produksi termasuk limbah organik sehingga dapat diolah maupun diproses ulang dengan water treatment. Pada prinsipnya pengolahan limbah cair yang dilakukan oleh PT. ILUFA menggunakan metode sedimentasi, aerasi dan adsorbs. Proses sedimentasi dan aerasi cocok diterapkan dalam proses pengolahan limbah cair di PT. ILUFA karena penerpan kedua proses tersebut mudah, sederhana dan tidak mengeluarkan biaya besar. Metode adsorbs yang di terapkan oleh PT. ILUFA dalam proses pengolahan limbah cair menggunakan adsorben berupa batu zeolit. Menurut Sujarwadi (1997), zeolit merupakan Kristal alumina silika dengan struktur tiga dimensi yang terbentuk dari tetrahedral alumina dan silika dengan rongga-rongga didalam yang berisi ion-ion logam, berupa alkali atau alkali tanah dan molekul air yang dapat bergerak bebas.
27
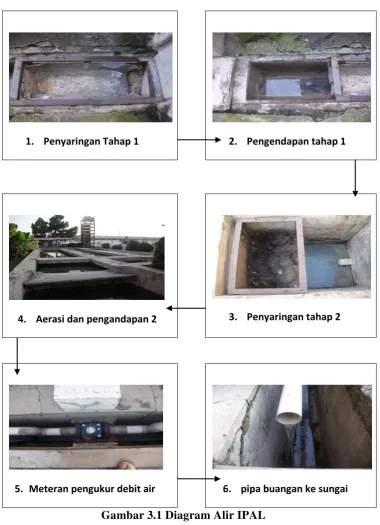
[image:36.595.128.509.124.650.2]DIAGRAM ALIR PROSES PENGOLAHAN LIMBAH
Gambar 3.1 Diagram Alir IPAL
Dari diagram diatas dapat dijelaskan proses diagram alir dan fungsi dari tahapan-tahapan sebagai berikut :
1. Penyaringan Tahap 1 2. Pengendapan tahap 1
4. Aerasi dan pengandapan 2 3. Penyaringan tahap 2
28 1. Penyaringan tahap 1
[image:37.595.221.444.352.477.2]Air limbah yang berasal dari proses produksi dikeluarkan melalui selokan, kemudian disaring dengan papan fiberglass bertujuan agar limbah padat sisa hasil produksi yang berupa sisik, duri dan sisa trimming tidak terikut limbah cair yang akan diproses ulang dengan water treatment. Setelah melalui papan tersebut, air dialirkan ke saringan yang lebih rapat untuk mengurangi benda benda padat yang tidak tersaring. Penyaringan dilakukan dengan menggunakan kawat kasa agar limbah yang selain limbah cair tidak ikut kedalam proses selanjutnya.
Gambar 3.2 Penyaringan Tahap 1
2. Pengendapan tahap 1
29
[image:38.595.220.436.232.354.2]PT. ILUFA menggunakan tiga bush kolam yang berbentuk seperti sumur dengan diameter masing-masing 0,75 meter dan kedalaman 2,5 meter. Setiap bak pengendapan memiliki pipa penyalur pada bagian atasnya sehingga air limbah yang telah melalui tahapan ini dapat di alirkan dan dipompa ke proses pengolahan selanjutnya.
Gambar 3.3 Pengendapan Tahap 1
3. Penyaringan Tahap 2
30
[image:39.595.222.438.359.476.2]Setelah proses adsorbs dengan menggunakan batu zeolit, dilakukan penyaringan akhir dengan menggunakan arang, ijuk dan kawat baja. Batu arang merupakan karbon aktif yang berfungsi sebagai penyerap warna air sehingga IPAL (Instalansi Pengolahan Air Limbah) menghasilkan air yang jernih dan tidak berwarna. Penyaringan kedua telah menghasilkan air yang jernih sehingga dapat di alirkan selokan yang langsung menuju ke sawah dan sungai tempat budidaya ikan lele yang dikembangkan oleh warga sekitar. Salah satu parameter keberhasilan IPAL yang diterapkan oleh PT. ILUFA adalah tanaman di sawah sekitar warga tetap tumbuh subur dan budidaya ikan lele tidak terganggu.
Gambar 3.4 Penyaringan Tahap 2
4. Aerasi dan Pengendapan Tahap 2
31
sumur akan di pompa dengan mesin diesel dan dialirkan ke menara aerasi yang berbentuk persegi panjang dengan rak yang berlubang lubang dan disusun bertingkat sebanyak 9 buah.
Air limbah dari menara aerasi akan jatuh kekolam yang terbagi atas tiga bagian dan pada kolam yang terakhir diberi tawas yang berfungsi menjernihkan serta bubuk kaporit yang berfungsi untuk membunuh kuman. Kemudian air limbah dialirkan ke bak terakhir melalui saluran yang terdapat pada bagian atas kolam. Pada pengolahan ketiga ini juga disebut sebagai tahap desinfeksi. Kolam memiliki kedalaman 2 meter mengingat kemudahannya untuk dibersihkan.
Gambar 3.5 Aerasi dan pengendapan tahap 2
5. Meteran Pengukur Debit Air
32
Gambar 3.6 Meteran Pengukur Debit Air
6. Pipa Buangan Ke Sungai
Setelah melalui meteran pengukur debit air limbah di buang ke sungai karena limbah tidak mengandung limbah padat yang terikut.
Gambar 3.7 Pipa Buangan Limbah
3.2Pengolahan Limbah Padat
Limbah padat merupakan hasil buangan industri yang berupa padatan, lumpur atau bubur yang berasal dari proses pengolahan. Dengan konsentrasi dan kuantitas tertentu, limbah dampak bedampak negatif terhadap lingkungan terutama bagi kesehatan manusia, sehingga perlu dilakukan penanganan terhadap limbah.
[image:41.595.220.446.358.478.2]33
1. Timbulnya gas beracun, sepeti asam sulfat (H2S), amonia (NH3), methan ( CH4), CO2, dll. Gas ini akan timbul jika limbah padat ditimbun dan membusuk karena adanya microorganisme.
2. Dapat menimbulkan penurunan kualitas udara pada sampah yang ditumpuk.
3. Penurunan kualitas air karena limbah padat biasanya langsung dibuang pada perairan atau bersam-sama air limbah.
4. Kerusakan permukaan tanah.
Limbah yang diperoleh PT INTILUHUR FUJA ABADI digolongkan menjadi dua macam yakni limbah padat basahndan limbah padat kering. Kedua jenis limbah ini dimanfaatkan semaksimal mungkin sehingga nantinya diupayakan tidak ada limbah yang terbuang. Pemanfaatan limbah dari PT Inti Luhur Fuja Abadi dilakukan dengan cara mengolahnya terlebih dahulu dan selanjutnya dijual kepada pengepul sehingga dapat menambah pendaptan perusahaan. Pengolahan limbah padat basah yaitu dengan cara dipotong dan dipisahkan per bagian, serta beberapa bagian seperti kepala ika dan daging tetelan dibekukan terlebih dahulu supaya tidak menimbulkan bau busuk.
3.2.1 Limbah Padat Basah
34 a. Kepala Ikan
[image:43.595.221.472.360.518.2]Pengolahan limbah dari kepala ikan dilakukan dengan cara memisahkan bagian kepala dari badan ikan. Setelah diperoleh bagian kepala ikan, kemudian dicuci dan disimpan ke dalam Air Blast Frezeer. Limbah dari kepala ikan ini nantinya akan dijual kepada pengepul dan dijual di rumah makan. Harganya pun masih mahal, kisaran Rp. 20.000/ kg untuk kakap merah dan Rp. 12.000/ kg untuk ikan angoli. Kepala dan mata ikan mengandung polyscharida yang berfungsi megontrol aliran darah. Pemanfaatan dari kepala ikan ini dapat diolah menjadi nugget.
Gambar 3.8 Kepala Ikan b. Tulang Ikan
35
[image:44.595.222.497.195.355.2]yang lebih tinggi dari pada tepung yang dibuat dari hewan darat. Kandungan yang ada pada tulang ikan dapat menjadi sumber mineral seperti kalsium dan kolagen yang sangat bermanfaat bagi pertumbuhan tulang dan gigi.
Gambar 3.9 Tulang Ikan c. Sisik Ikan
36
Gambar 3.10 Sisik Ikan d. Isi Perut Ikan
Untuk isi perut ikan diperoleh dengan memisahkan bagian isi perut dari ikan. Proes pengolahannya dilakukan dengan cara mencuci bagian isi perut ikan kemudian diletakkan pada wadah dan disimpan pada Aair Blast Frezeer. Bagian isi perut ikan sebagian besar dibeli oleh orang-orang sekitar PT Inti Luhur Fuja Abadi untuk digunakan sebagai pakan ternak (terutama ternak itik), dengan harga Rp. 200/ kg.
[image:45.595.212.483.538.701.2]37 e. Daging Tetelan
[image:46.595.270.436.387.510.2]Daging tetelan diperoleh dari sisa-sisa daging pada proses fillet yang tidak terpakai dan telah dipisahkan pada saat melalui proses trimming. Proses pengolahan daging tetelan dilakukan dengan mengumpulkannya dalam satu wadah kemudian dicuci lalu disimpan dalam air blast freezer. Apabila pembeli membeli tanpa dibekukan maka perusahaan akan menjual dengan harga Rp. 6000/ kg. tetapi apabila pembeli membeli yang sudah dibekukan dan dikemas maka harganya akan menjadi Rp. 8000/ kg. daging tetelan ini oleh pembeli digunakan untuk membuat nugget ikan, krupuk, dan tempura.
Gambar 3.12 Daging Tetelan f. Duri Ikan
38
Gambar 3.13 Duri Ikan g. Kulit Ikan
Kulit ikan diperoleh dengan memisahkan kulit dari dagingnya pada proses skinless fillet. Pengolahan kulit ikan dilakukan dengan mencuci kulit ikan kemudian diletakkan pada wadah dan disimpan pada air Blast Freezer. Kulit ikan ini biasanya dijual kepada pengepul dan dimanfaatkan untuk diolah menjadi kerupuk kulit ikan. Kulit ikan ini dijual dengan harga Rp. 2.750/ Kg, tetapi jika telah dibekukan dan dikemas harganya naik menjadi Rp. 4.000/ Kg
[image:47.595.243.456.510.642.2]39 3.2.2 Limbah Padat Kering
Limbah padat kering yang dihasilkan oleh PT. Inti Luhur Fuja Abadi berupa karton, plastik spons (plastik bekas CO), plastik untuk alas ikan, sarung tangan latex, dan plastik vakum. Plastik vakum yang telah digunakan untuk menyimpan gas CO, apabila sudah dua kali digunakan untuk menyimpan gas CO akan dibuang dengan cara menyobek plastik vakumnya. Plastik akan dijual dipengepul dengan harga Rp. 1.000 – Rp. 2.000/Kg. sebelum dijual kepada pengepul terlebih dahulu dikumpulkan dalam suatu ruangan yang terpisah dari proses produksi. Kemudian plastik spons yang digunakan untuk menyerap kelebihan cairan yang berasal dari tubuh ikan sehingga penetrasi CO pada tubuh ikan lebih efektif tidak dapat digunakan lagi.
limbah karton yang rusak atau sudah tidak dipakai dikeringkan terlebih dahulu apabila dalam keadaan basah terkena air saat proses pengemasan. Untuk harga karton yang dilapisi oleh lilin Rp. 300/Kg, sedangkan untuk karton yang tidak berlilin berharga Rp. 750/Kg.
40
[image:49.595.201.439.249.387.2]Begitu juga dengan plastik untuk alas ikan dan sarung tangan latex yang juga tidak dapat digunakan lagi dekeringkan terlebih dahulu kemudian dibakar. Tempat untuk pembakaran limbah kering harus jauh dari tempat produksi agar tidak mencemari produk dan asapnya tidak mengganggu pekerja. Pembakaran dilakukan dibelakang pabrik didekat pengolahan limbah cair (IPAL).
41 BAB IV
STUDY KASUS
4.1 Baku Mutu Limbah Cair
4.1.1. Latar Belakang Study Kasus
Dalam setiap perusahaan pangan maupun perusahaan material pasti memiliki limbah hasil produksi baik itu limbah berbentuk cair maupun limbah berbentuk padat, hal ini perusahaan pasti sudah menyediakan atau mengatasi hal tersebut dengan berbagai metode dan cara penanganannya sendiri.
Proses pengolahan limbah cair ini memiliki pengaruh terhadap lingkungan sekitar perusahaan sehingga harus ada penanganan secara khusus untuk pengolahan limbah cair di setiap industri, PT INTI LUHUR FUJA ABADI dalam proses penanganan limbah cair produksi ini menggunakan metode sedimentasi, aerasi dan adsorb karena proses ini mudah di terapkan dan tidak terlalu mengeluarkan biaya yang besar.
42 4.1.2 Permasalahan
Permasalahan yang dihadapi PT ILUFA sebagai berikut :
Bagaimana parameter keberhasilan IPAL PT ILUFA yang
menyebabkan “BAU” limbah cair ?
Bagaimana pemanfaatan tulang ikan menjadi tepung untuk
meningkatan nilai jual ? 4.1.3 Parameter Keberhasilan IPAL
Kapasitas IPAL dapat mencapai 10 m3/ton produksi. Kapasitas air limbah yang masuk dalam proses pengolahan limbah cair sebesar 40 m3/hari. IPAL pada PT. ILUFA dilaksanakan secara kontinyu dan aliran limbahnya harus lancar. Apabila volume produksi sedikit sehingga limbah cair yang dihasilkan juga sedikit maka IPAL tidak dapat digunakan. Volume air limbah yang kecil menyebabkan bak pemgolahan limbah cair tidak terisi penuh sehingga aliran airnya tidak lancar dan timbul bau yang tidak enak.
Hasil samping dari setiap pengolahan limbah adalah lumpur yang mengendap didasar kolam, sehingga perusahaan harus membersihkan kolam pengolahan limbah tersebut minimal satu minggu satu kali atau tergantung dari proses produksinya.
43
No Parameter Kadar maksimum ( mg/L)
1 BOD 100
2 COD 200
3 TTS 100
4 Minyak dan Lemak 30
5 pH 6-9
Dengan demikian hasil dari IPAL masih di bawah dari standard baku mutu limbah cair yang telah ditetapkan. Hasil pengujian limbah cair PT. ILUFA
No Parameter Kadar maksimum ( mg/L)
1 BOD 39,4
2 COD 91,4
3 TTS 20
4 Minyak dan Lemak <1,05
5 pH 8,5
Keterangan :
BOD : Biological Oxygen Demand COD : Chemical Oxygen Demand TTS : Total Suspended Solid pH : Potential of Hydrogen
Pada penangan bau limbah cair yang sangat sulit di netralkan ini sangat menyulitkan bagi perusahaan.
44
dan udara serta diharapkan masyarakat dapat mengambil keuntungan dan tidak merasa terganggu dengan keberadaan IPAL tersebut.
Dari hasil pengamatan IPAL di PT ILUFA sebagian masyarakat di sekitarnya mengeluhkan adanya bau amis yang berasal dari IPAL tersebut. Bau amis ini berasal dari bak aerasi karena proses penurunan BOD yang tidak memenuhi syarat. Sudah di jelaskan dari SK Gubernur JawaTimur No.45 Tahun 2004. Yang menerangkan bahwa standard dari kadar maximum keberhasilan adalah 100mg/L namun yang di peroleh dari hasil uji IPAL PT ILUFA hanya dapat mengolah sebesar 39,4mg/L.
4.2 Penanganan
4.2.1 Proses Pengolahan Limbah Cair Yang Efisien
Beberapa proses pengolahan primer yang biasa digunakan untuk mengolah limbah cair adalah :
1. Equalisasi
45
menampung keseluruhan jadwal proses dari suatu kegiatan produksi yang mungkin bervariasi dari segi debit limbah cair yang dihasilkan.
Bak equalisasi ini dapat pula dipakai sebagai tempat pengkondisian limbah cair sebelum mengalami proses pengolahan berikutnya. Secara sistematis, tujuan dilakukan proses di dalam bak equalisasi adalah sebagi berikut :
a. Untuk menjaga terjadinya umpan kejutan (shock loading) pada system proses biologi.
b. Untuk mengontrol pH.
c. Untuk menjaga agar aliran limbah cair yang diolah pada sistem biologi dapat mengalir secara kontinyu, khususnya apabila kegiatan produksi sedang diberhentikan.
d. Untuk mencegah konsentrasi tinggi dari bahan-bahan toksik yang mungkin dihasilkan dari kegiatan produksi sebelum masuk ke sistem pengolahan biologi.
46
Gambar 4.1 Bak Equalisasi
2. Netralisasi Secara Aerobik
Beberapa limbah cair industri fillet ikan mengandung darah dan minyak ikan. Kondisi ini memerlukan langkah-langkah netralisasi sebelum limbah cair itu diijinkan untuk dibuang ke badan air atau dimasukkan ke dalam sistem pengolahan berikutnya, Netralisasi limbah cair ini di proses secara aerobik.
Proses aerobik ini bertujuan untuk memindahkan oksigen, baik oksigen murni maupun udara, ke dalam proses pengolahan biologis. Aerasi dapat juga digunakan untuk membuang senyawa yang mudah dari sejumlah limbah cair. Aerasi merupakan proses perpindahan (transfer) massa antara gas (oksigen) dan cairan. Transfer oksigen ke dalam limbah cair dipengaruhi oleh variabel fisik dan kimia, antara lain :
- Temperatur
47
[image:56.595.243.506.249.446.2]Beberapa peralatan aerobik yang umum digunakan pada skala industri saat ini adalah unit air diffusion yaitu sistem aerobik turbin dimana udara dilepaskan dari bawah baling-baling yang berputar dan dari unit aerobiki permukaan dimana akan terjadi perpindahan oksigen yang memungkinkan terjadinya turbulensi yang tinggi dari permukaan limbah cair.
Gambar 4.2 Proses aerobik
4.3 Pemanfaata Tulang Ikan
4.3.1 Sebagai Tepung Yang Mengandung Kalsium Tinggi
48
industri pengolahan ikan yang memiliki kandungan kalsium terbanyak diantara bagian tubuh ikan, karena unsur utama dari tulang ikan adalah kalsium, fosfor dan karbonat. Ikan tuna merupakan komoditas perikanan Indonesia yang banyak menghasilkan devisa (terbesar kedua setelah udang) (Trilaksani, W., et al, 2006).
49
Gambar 4.1 Diagram Alir Proses Pemanfaatan Limbah
Tulang Ikan
50
%bb. Nilai beberapa parameter fisik tepung yaitu derajat putih 64,7 %, densitas kamba 8,14 g/ml, pH 7,13, daya serap air 14,5 % dan kemudahan melarut sebesar 4,45 % pada menit ke 15, 29,20 % pada menit ke 180. Nilai bioavailabilitas kalsium tepung sebesar 0,86 %. Nilai ini diperoleh dari hasil pengukuran tepung dengan kadar kalsium tertinggi (Trilaksani, W., et al, 2006).
51 4.3.2 Gelatin Tulang Ikan
Gambar 4.2 Proses Prmbuatan Gelatin dari tulang ikan
Gelatin adalah derivat protein dari serat kolagen yang ada pada kulit, tulang, dan tulang rawan. Susunan asam aminonya hampir mirip dengan kolagen, dimana glisin sebagai asam amino utama dan merupakan 2/3 dari seluruh asam amino yang menyusunnya, 1/3 asam amino yang tersisa diisi oleh prolin dan hidroksiprolin. Pada proses pembuatan guletin dalam pengolahannya tulang ikan harus direndam dalam terlebih dahulu.
52
mengandung deposit-deposit lemak yang tinggi. Untuk memudahkan pembersihan maka sebelumnya dilakukan pemanasan pada air mendidih selama 1 –2 menit.
Proses penghilangan lemak dari jaringan tulang yang biasa disebut degresing, dilakukan pada suhu antara titik cair lemak dan suhu koagulasi albumin tulang yaitu antara 32 – 80oC sehingga dihasilkan kelarutan lemak yang optimum .
Pada tulang, sebelum dilakukan pengembungan terlebih dahulu dilakukan proses demineralisasi yang bertujuan untuk menghilangkan garam kalsium dan garam lainnya dalam tulang, sehingga diperoleh tulang yang sudah lumer disebut ossein. asam yang biasa digunakan dalam proses demineralisasi adalah asam klorida dengan konsentrasi 4 – 7 Pada tahap ini perendaman dapat dilakukan dengan larutan asam organik seperti asam asetat, sitrat, fumarat, askorbat, malat, suksinat, tartarat dan asam lainnya yang aman dan tidak menusuk hidung. Sedangkan asam anorganik yang biasa digunakan adalah asam hidroklorat, fosfat, dan sulfat.
53
larutan basa membutuhkan waktu yang lebih lama untuk menghidrolisis kolagen. Tahapan ini harus dilakukan dengan tepat (waktu dan konsentrasinya) jika tidak tepat akan terjadi kelarutan kolagen dalam pelarut yang menyebabkan penurunan rendemen gelatin yang dihasilkan.
Tahapan selanjutnya, ossein diekstraksi dengan air yang dipanaskan. Ekstraksi bertujuan untuk mengkonversi kolagen menjadi gelatin. Suhu minimum dalam proses ekstraksi adalah 40 – 50oC hingga suhu 100oC. Ekstraksi kolagen tulang dilakukan dalam suasana asam pada pH 4 – 5 karena umumnya pH tersebut merupakan titik isoelektrik dari komponenkomponen protein non kolagen, sehingga mudah terkoagulasi dan dihilangkan Apabila pH lebih rendah perlu penanganan cepat untuk mencegah denaturasi lanjutan.
Larutan gelatin hasil ekstraksi kemudian dipekatkan terlebih dahulu sebelum dilakukan pengeringan. Pemekatan dilakukan untuk meningkatkan total solid larutan gelatin sehingga mempercepat proses pengeringan. Hal ini dapat dilakukan dengan menggunakan evaporator vakum, selanjutnya dikeringkan dalam oven pada suhu 40 – 50oC atau 60 – 70oC.
54 BAB V
PENUTUP
5.1 Kesimpulan
Dengan melaksanakan praktek kerja nyata di PT INTI LUHUR FUJA ABADI, maka banyak hal yang kami dapatkan, terutama menambah pengetahuan dan wawsan pada suatu industri.
Adapun kesimpulan yang didapat dari hasil praktek kerja nyata di PT ILUFA adalah :
1. Proses pengolahan limbah cair dengan metode sedimentasi yang telah di lakukan oleh PT ILUFA ternyata masih dapat menyebabkan bau amis pada air limbah. Untuk penanganan bau ini adapun solusinya adalah dengan menggunakan proses equalisasi yang memungkinkan untuk mengontrol pH air limbah, kadar BOD dan juga di proses dengan cara aerobik agar terdapat sirkulasi oksigen dalam limbah yang memungkinkan untuk mengurangi bau pada air limbah hasil produksi filet ikan.
55 5.2 Saran
Setelah mengetahui hasil dan kesimpulan dari pengamatan ini, maka rekomendasi yang dapat diberikan adalah sebagai berikut :
1. Pada pengolahan limbah cair pada proses aerasi yang telah di lakukan oleh PT ILUFA yaitu dengan menambahkan proses aerobik yang bertujuan untuk pengikatan oksigen dalam limbah sehingga dapat mengurangi permasalahan utama yang dihadapi. 2. Pemanfaatan tulang ikan sebagai tepung yang mengandung
56
DAFTAR PUSTAKA
Billah, M. 2009. Pemanfaatan limbah ikan tuna melalui proses fermentasi anaerob menggunakan bakteri ruminansia. Jurnal ilmiah teknik lingkungan.
Dewan Standarisasi Nasional. 1992. Standar Nasional untuk Tepung Tulang. SNI 01-3158-1992. Jakarta: Dewan Standarisasi Nasional.
Ekana, Budy, Prasetya. 2014. Data Laporan Hasil Uji IPAL. PT. INTI LUHUR FUJA ABADI ( ILUFA).
Ibrahim, B. 2005. Kaji ulang sistem pengolahan limbah cair industri hasil perikanan secara biologis dengan lumpur aktif. Buletin Teknologi Hasil Perikanan.
Purnomo, E. 2005. Pemanfaatan bahan sisa dalam upaya meminimisasi limbah padat. Tesis Program Magister Ilmu Lingkungan Program Pasca Sarjana Universitas Diponegoro Semarang.
Trilaksani, Wini.2006.Pemanfaatan Limbah Tulang Ikan Tuna Sebagai Sumber Kalsium Dengan Metode Hidrolisis Protein.Buletin Teknologi Hasil Perikanan.