ANALISA FAKTOR-FAKTOR SIX BIG LOSSES PADA MESIN
CANE CATTER I YANG MEMPENGARUHI EFESIENSI
PRODUKSI PADA PABRIK GULA
PTPN II SEI SEMAYANG
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
MEILYA NURUL ARWANIE
080423058
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISIS FAKTOR-FAKTOR SIX BIG LOSSES PADA
MESIN CANE CATTER I YANG MEMPENGARUHI
EFESIENSI PRODUKSI PADA PABRIK GULA
PTPN II SEI SEMAYANG
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
MEILYA NURUL ARWANIE
080423058
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
( Ir.Tanib S. Tjolia.M.Eng ) ( Ir. Khawarita Siregar. MT )
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Segala puji bagi Allah. atas segala limpahan taufiq dan inayah-nya yang
tiada putus dan henti-hentinya. Segala puji bagi Allah maha pengasih yang
menginginkan kebaikan bagi hamba-Nya, dan mentakdirkan apa yang terbaik bagi
hamba Nya. Segala puji bagi Allah yang jikalau seluruh pohon di bumi ini
dijadikan pena dan lautan dijadikan tinta untuk menulis ilmu Allah, maka tiada
akan habis ilmu Allah. Dengan izin Nya lah Tugas akhir ini dapat diselesaikan.
Sholawat dan salam penulis hanturkan kepada Rasulullah, Muhammad SAW.
Rasul yang menjadi rahmat seluruh alam.
Dalam suatu proses produksi diharapkan mesin dapat bekerja sesuai
dengan kapasitas yang diharapkan perusahaan. Tetapi dalam kenyataannya
terdapat kinerja mesin tidak sesuai dengan kapasitasnya. Penulis mencoba
menganalisis faktor yang mempengaruhi efektifitas mesin Cane Cutter I dengan
metode OEE. Pada pengamatan yang dilakukan penulis menemukan bahwa
efektifitas mesin masih pelum mencapai standart. Untuk itu perlu dilakukan
perawatan mesin dengan mengidentifikasi faktor-faktor penyebab penurunan
efisiensi yang terjadi.
Penulis berharap agar karya akhir ini akan memberikan manfaat yang
besar bagi pihak pabrik, fakultas, maupun penulis.
Medan, 2010
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini Penulis banyak mendapatkan dorongan
dan bantuan baik moril maupun materil dari berbagai pihak. Untuk itu pada
kesempatan ini Penulis ingin menyampaikan banyak terima kasih kepada:
1. Ibu Ir. Rosnani Ginting, MT. selaku Ketua Departeman Teknik Industri.
2. Bapak Ir. Tanib S.Tjolia.M.Eng. selaku Pembimbing I yang telah
membimbing Penulis dari awal sampai akhir penelitian dalam penulisan
Tugas Sarjana ini.
3. Ibu Ir. Khawarita, MT selaku Pembimbing II yang telah membimbing
Penulis dari awal sampai akhir penelitian dalam penulisan Tugas Sarjana
ini.
4. Ibu Sri dan Bapak Ir. Jhon Elvis yang telah menerima dan meluangkan
waktu dalam membantu Penulis dalam menyelesaikan Tugas Sarjana ini
dan juga seluruh staf dan karyawan PGSS.
5. Teman-temanku stambuk 2003 dan Anak-anak Mocxy yang sangat banyak
membantu dan menyediakan fasilitas kepada Penulis.
Semoga Allah SWT akan membalas segala kebaikan dan bantuan yang
diberikan dengan balasan yang berlipat ganda.
Penulis berharap semoga dengan adanya Tugas Sarjana ini dapat
terima kasih dan mohon maaf yang sebesar-besarnya jika ada kekurangan
maupun kesalahan dalam penulisan Tugas Sarjana ini.
Medan, Juli 2009
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
ABSTRAK ... xiii
I PENDAHULUAN……….………. I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan dan Manfaat Penelitian ... I-3
1.4. Batasan Masalah dan Asumsi... I-4
1.5. Sistematika Penulisan Laporan ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4. Daerah Pemasaran ... II-4
2.4.1. Saluran Distribusi ... II-4
2.4.2. Strategi Pemasaran ... II-5
2.4.3. Data-data Penjualan ... II-6
2.5. Proses Produksi ... II-7
2.6. Standard Mutu Bahan / Produk ... II-17
2.7. Bahan yang Digunakan ... II-17
2.7.1. Bahan Baku ... II-17
2.7.2. Bahan Tambahan ... II-20
2.7.3. Bahan Penolong ... II-22
2.8. Mesin dan Peralatan ... II-22
2.8.1. Mesin Produksi ... II-22
2.8.2. Peralatan ... II-22
2.8.3. Utilitas ... II-22
2.8.4. Safety and Fire Protection ... II-26
2.8.5. Waste Treatment ... II-29
2.9. Struktur Organisasi Perusahaan ... II-31
2.10. Uraian Tugas dan Tanggung Jawab ... II-33
2.11. Tenaga Kerja dan Jam Kerja ... II-33
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.11.2. Jam Kerja ... II-35
2.12. Sistem Pengupahan dan Fasilitas ... II-36
III TINJAUAN PUSTAKA ... III-1
3.1. Pengertian dan Tujuan Maintenance ... III-1
3.1.1. Pengertian Maintenance ... III-1
3.1.2. Tujuan Maintenance ... III-4
3.2. Jenis-jenis Maintenance ... III-5
3.2.1. Planned Maintenance (Pemeliharaan Terencana) ... III-5
3.2.2. Unplanned Maintenance (Pemeliharaan Tak Terencana) .. III-7
3.2.3. Autonomous Maintenance (Pemeliharaan Mandiri) ... III-7
3.3. Tugas dan Pelaksanaan Kegiatan Maintenance ... III-8
3.4. Total Productive Maintenance (TPM) ... III-10
3.4.1. Pendahuluan ... III-10
3.4.2. Pengertian Total Productive Maintenance ... III-11
3.4.3. Manfaat Dari Total Productive Maintenance ... III-12
3.5. Analisa Produktivitas : Six Big Losses (Enam Kerugian Besar) .... III-14
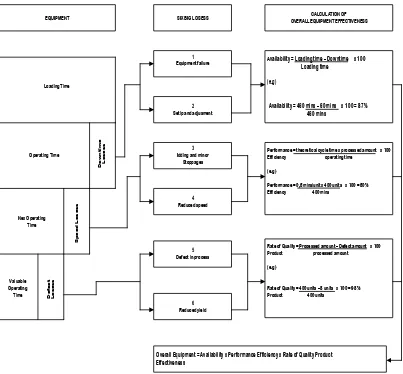
3.6. Overall Equipment Effectiveness (OEE) ... III-15
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1
4.1. Waktu dan Tempat Penelitian ... IV-1
4.2. Rancangan Penelitian ... IV-1
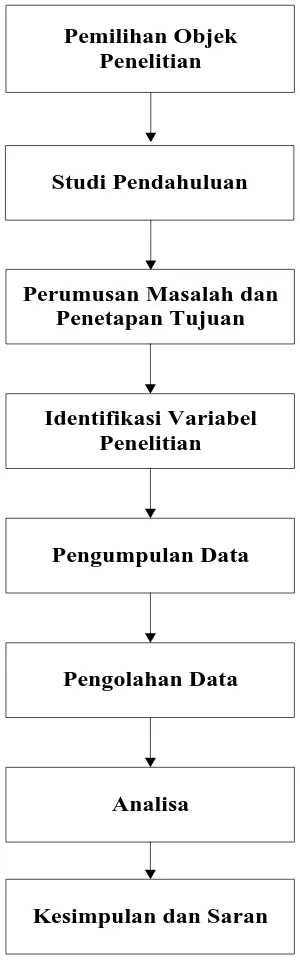
4.3. Prosedur Penelitian ... IV-1
4.3.1. Pemilihan Objek Penelitian ... IV-2
4.3.2. Studi Pendahuluan ... IV-3
4.3.3. Perumusan Masalah dan Penetapan Tujuan ... IV-3
4.3.4 Identifikasi Variabel Penelitian ... IV-4
4.4. Teknik Pengumpulan Data ... IV-4
4.4.1. Penentuan Ideal Cycle Time ... IV-6
4.4.2. Perhitungan Availability ... IV-7
4.4.3. Perhitungan Performance Effeciency ... IV-7
4.4.4. Perhitungan Rate of Quality Product ... IV-7
4.4.5. Perhitungan Overall Equipment Effectivenes (OEE) ... IV-8
4.4.6. Perhitungan OEE Six Big Losses ... IV-8
4.5. Analisa Data ... IV-8
4.6. Kesimpulan dan Saran ... IV-9
4.6.1. Kesimpulan ... IV-9
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-5
5.2.1. Penentuan Ideal Cycle Time ... V-6
5.2.2. Perhitungan Avialibility ... V-6
5.2.3. Perhitungan Performance Efficiency ... V-7
5.2.4. Perhitungan Rate of Quality Product ... V-8
5.2.5. Perhitungan Overall Equipment Effectiveness (OEE) ... V-9
5.2.6. Perhitungan OEE Six Big Losses ... V-10
5.2.6.1. Downtime Losses ... V-10
5.2.6.2. Speed Loss ... V-12
5.2.5.3. Defect Loss ... V-15
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisa Perhitungan Overall Equipment Effectiveness (OEE) ... VI-1
6.2. Analisa Perhitungan OEE Six Big Losses ... VI-2
6.3. Analisa Diagram Sebab Akibat ... VI-3
6.4. Evaluasi ... VI-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.4.2. Penerapan Total Productive Maintenance (TPM) ... VI-7
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Data Penjualan Gula Tahun 2004, 2005, 2006 dan 2007 ... II-7
2.2. Data Penyusutan Batang Tebu ... II-18
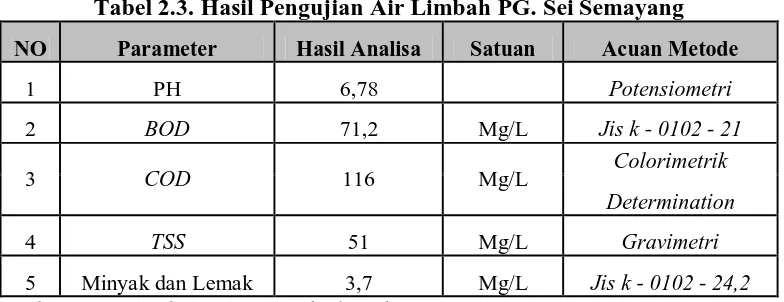
2.3. Hasil Pengujian Air Limbah PG. Sei Semayang ... II-31
2.4. Rincian Tenaga Kerja PG. Sei Semayang ... II-34
2.5. Jadwal Kerja Untuk Bagian Kantor ... II-35
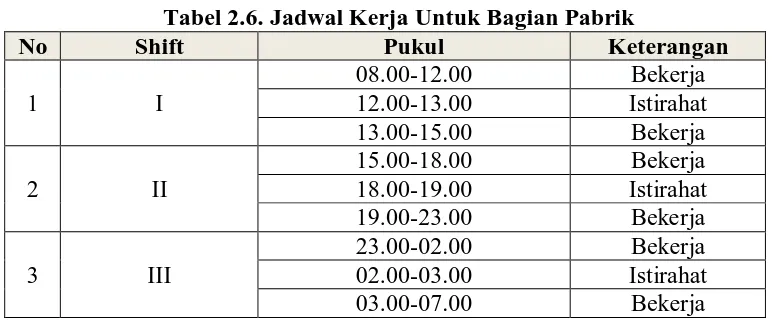
2.6. Jadwal Kerja Untuk Bagian Pabrik ... II-35
5.1. Data Waktu Kerusakan (Breakdown) Mesin Cane Cutter I ... V-2
5.2. Data Waktu Pemeliharaan Mesin Cane Cutter I ... V-3
5.3. Data Waktu Setup Mesin Cane Cutter I ... V-3
5.4. Data Produksi Mesin Cane Cutter I ... V-4
5.5. Availability mesin Cane Cutter I Periode Feb 2009 - Juni 2009 ... V-7
5.6. Performance Efficiency Mesin Cane Cutter I Periode Feb 2009 - Juni
2009 ... V-8
5.7. Rate of Quality Product Mesin Dryer Periode Feb 2009 - Juni 2009... V-9
5.8. Perhitungan Overall Equipment Effectivenes (OEE) Mesin Cane Cutter I
Periode Feb 2009 - Juni 2009 ... V-10
5.9. Breakdown Loss pada mesin Cane Cutter I Periode Feb 2009 – Juni
2009 ... V-11
5.10. Set up and Adjustment Lossesdi mesin Cane Cutter I Periode Feb 2009 –
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.11. Idling an Minor Stoppages di Mesin Cane Cutter I Periode Feb 2009 –
Juni 2009 ... V-13
5.12. Reduced Speed Loss di Mesin Cane Cutter I Periode Feb 2009 - Juni -
2009 ... V-14
5.13. Rework LossMesin Cane Cutter I Periode Feb 2009 - Juni 2009 ... V-15
5.14. Yield/scrap Loss Mesin Dryer Twind Periode Feb 2009 - Juni 2009 ... V-16
6.1. Persentase Faktor Six Big Losses mesin Cane Cutter I Periode
Feb 2009 - Juni 2009 ... VI-2
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Denah Lokasi Pabrik Gula Sei Semayang ... II-4
2.2. Bagan Alir Pengolahan Tebu ... II-19
2.3. Struktur Organisasi PTPN. II Sei Semayang ... II-32
3.1. Overall Equipment Effectiveness and Goals ... III-16
3.2. Alur Pengukuran Nilai OEE ... III-22
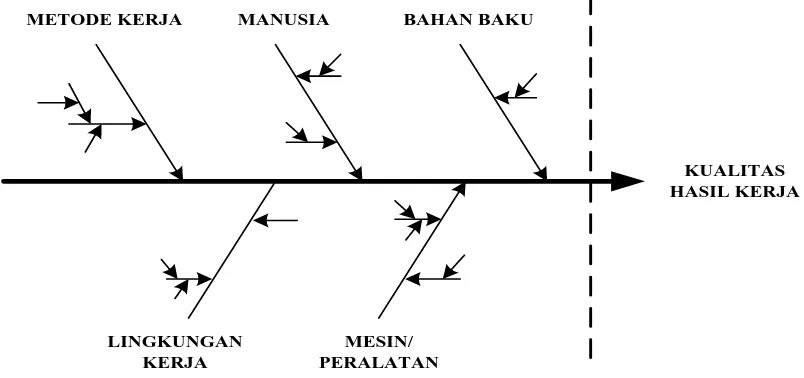
3.3. Diagram Sebab Akibat ... III-25
4.1. Block Diagram Prosedur Penelitian ... IV-2
4.2. Block Diagram Pengolahan Data ………... ……... IV-6
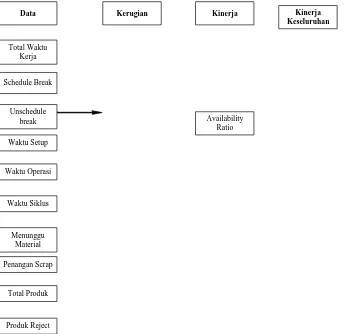
5.1. Block Diagram Pengolahan Data ... V-5
6.1. Bar Chart Six Big Losses Mesin Cane Cutter I Periode Feb 2009 –
Juni 2009 ... VI-3
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Daftar Mesin Produksi………L-1
2. Daftar Peralatan Produksi ... L-2
3. Uraian Tugas, Wewenang dan Tanggung Jawab ... L-3
4. SK Tugas Sarjana ... L-4
5. Surat Balasan dari Perusahaan ... L-5
6. Lembar Asistensi Dosen Pembimbing ... L-6
ABSTRAK
Pabrik Gula PTPN II Sei Semayang merupakan perusahaan yang bergerak dalam pengolahan tebu yang tidak terlepas dari masalah yang berhubungan dengan efektivitas mesin/peralatan yang diakibatkan oleh six big losses. Hal ini dapat terlihat dengan terjadinya shutdown yang tidak terencana dan frekuensi kerusakan yang terjadi pada mesin/ peralatan karena kerusakan tersebut target produksi tidak tercapai. Oleh karena itu diperlukan langkah-langkah efektif dan efisien dalam pemeliharaan mesin dan peralatan untuk menanggulangi dan mencegah masalah tersebut.
Total Productive Maintenance (TPM) adalah suatu prinsip manajemen
untuk meningkatkan produktivitas dan efisiensi produksi perusahaan dengan menggunakan mesin secara efektif. Tidak tepatnya penanganan dan pemeliharaan mesin akan mengakibatkan kerugian-kerugian disebut dengan Six Big Losess yaitu
breakdown losses, set-up and adjustment losses, reduced speed losses, idling and minor stoppages, rework losses dan yield scrap losses.
Pada perusahaan ini untuk meningkatan efisiensi produksi pada yaitu dengan melakukan pengukuran efektifitas mesin Cane Cutter I dengan menggunakan metode Overall Equipment Effectifitas (OEE) yang kemudian dilanjutkan dengan pengukuran OEE six big losses untuk mengetahui besarnya efisiensi yang hilang pada keenam faktor six big losses. Dari keenam faktor tersebut selanjutnya dicari faktor apa yang memberikan kontribusi terbesar yang mengakibatkan besarnya efisiensi pada mesin Cane Cutter I. Dengan diagram sebab akibat dapat dianalisa masalah sebenarnya yang menjadi penyebab utama tingginya kerugian yang mengakibatkan rendahnya efisiensi mesin Cane Cutter I.
Kesimpulan yang dapat diambil berdasarkan hasil perhitungan OEE pada mesin Cane Cutter I selama periode Februari 2009 – Juni 2009 diperoleh nilai
Overall Equipment Effectiveness (OEE) berkisar antara 62,23% sampai 82,16%.
Kondisi ini menunjukkan bahwa kemampuan mesin Cane Cutter I dalam mencapai target dan dalam pencapaian efektivitas penggunaan mesin/peralatan belum mencapai kondisi yang ideal (≥85%).
Kata Kunci : Overall Equipment Effectiveness (OEE), Total Productive
ANALISA FAKTOR-FAKTOR SIX BIG LOSSES PADA MESIN
CANE CATTER I YANG MEMPENGARUHI EFESIENSI
PRODUKSI PADA PABRIK GULA
PTPN II SEI SEMAYANG
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
MEILYA NURUL ARWANIE
080423058
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISIS FAKTOR-FAKTOR SIX BIG LOSSES PADA
MESIN CANE CATTER I YANG MEMPENGARUHI
EFESIENSI PRODUKSI PADA PABRIK GULA
PTPN II SEI SEMAYANG
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
MEILYA NURUL ARWANIE
080423058
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
( Ir.Tanib S. Tjolia.M.Eng ) ( Ir. Khawarita Siregar. MT )
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Segala puji bagi Allah. atas segala limpahan taufiq dan inayah-nya yang
tiada putus dan henti-hentinya. Segala puji bagi Allah maha pengasih yang
menginginkan kebaikan bagi hamba-Nya, dan mentakdirkan apa yang terbaik bagi
hamba Nya. Segala puji bagi Allah yang jikalau seluruh pohon di bumi ini
dijadikan pena dan lautan dijadikan tinta untuk menulis ilmu Allah, maka tiada
akan habis ilmu Allah. Dengan izin Nya lah Tugas akhir ini dapat diselesaikan.
Sholawat dan salam penulis hanturkan kepada Rasulullah, Muhammad SAW.
Rasul yang menjadi rahmat seluruh alam.
Dalam suatu proses produksi diharapkan mesin dapat bekerja sesuai
dengan kapasitas yang diharapkan perusahaan. Tetapi dalam kenyataannya
terdapat kinerja mesin tidak sesuai dengan kapasitasnya. Penulis mencoba
menganalisis faktor yang mempengaruhi efektifitas mesin Cane Cutter I dengan
metode OEE. Pada pengamatan yang dilakukan penulis menemukan bahwa
efektifitas mesin masih pelum mencapai standart. Untuk itu perlu dilakukan
perawatan mesin dengan mengidentifikasi faktor-faktor penyebab penurunan
efisiensi yang terjadi.
Penulis berharap agar karya akhir ini akan memberikan manfaat yang
besar bagi pihak pabrik, fakultas, maupun penulis.
Medan, 2010
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini Penulis banyak mendapatkan dorongan
dan bantuan baik moril maupun materil dari berbagai pihak. Untuk itu pada
kesempatan ini Penulis ingin menyampaikan banyak terima kasih kepada:
1. Ibu Ir. Rosnani Ginting, MT. selaku Ketua Departeman Teknik Industri.
2. Bapak Ir. Tanib S.Tjolia.M.Eng. selaku Pembimbing I yang telah
membimbing Penulis dari awal sampai akhir penelitian dalam penulisan
Tugas Sarjana ini.
3. Ibu Ir. Khawarita, MT selaku Pembimbing II yang telah membimbing
Penulis dari awal sampai akhir penelitian dalam penulisan Tugas Sarjana
ini.
4. Ibu Sri dan Bapak Ir. Jhon Elvis yang telah menerima dan meluangkan
waktu dalam membantu Penulis dalam menyelesaikan Tugas Sarjana ini
dan juga seluruh staf dan karyawan PGSS.
5. Teman-temanku stambuk 2003 dan Anak-anak Mocxy yang sangat banyak
membantu dan menyediakan fasilitas kepada Penulis.
Semoga Allah SWT akan membalas segala kebaikan dan bantuan yang
diberikan dengan balasan yang berlipat ganda.
Penulis berharap semoga dengan adanya Tugas Sarjana ini dapat
terima kasih dan mohon maaf yang sebesar-besarnya jika ada kekurangan
maupun kesalahan dalam penulisan Tugas Sarjana ini.
Medan, Juli 2009
DAFTAR ISI
BAB HALAMAN
KATA PENGANTAR ... i UCAPAN TERIMA KASIH ... ii DAFTAR ISI ... iii DAFTAR TABEL ... x DAFTAR GAMBAR ... xi DAFTAR LAMPIRAN ... xii ABSTRAK ... xiii
I PENDAHULUAN……….………. I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Perumusan Masalah ... I-2
1.3. Tujuan dan Manfaat Penelitian ... I-3
1.4. Batasan Masalah dan Asumsi... I-4
1.5. Sistematika Penulisan Laporan ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4. Daerah Pemasaran ... II-4
2.4.1. Saluran Distribusi ... II-4
2.4.2. Strategi Pemasaran ... II-5
2.4.3. Data-data Penjualan ... II-6
2.5. Proses Produksi ... II-7
2.6. Standard Mutu Bahan / Produk ... II-17
2.7. Bahan yang Digunakan ... II-17
2.7.1. Bahan Baku ... II-17
2.7.2. Bahan Tambahan ... II-20
2.7.3. Bahan Penolong ... II-22
2.8. Mesin dan Peralatan ... II-22
2.8.1. Mesin Produksi ... II-22
2.8.2. Peralatan ... II-22
2.8.3. Utilitas ... II-22
2.8.4. Safety and Fire Protection ... II-26
2.8.5. Waste Treatment ... II-29
2.9. Struktur Organisasi Perusahaan ... II-31
2.10. Uraian Tugas dan Tanggung Jawab ... II-33
2.11. Tenaga Kerja dan Jam Kerja ... II-33
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.11.2. Jam Kerja ... II-35
2.12. Sistem Pengupahan dan Fasilitas ... II-36
III TINJAUAN PUSTAKA ... III-1
3.1. Pengertian dan Tujuan Maintenance ... III-1
3.1.1. Pengertian Maintenance ... III-1
3.1.2. Tujuan Maintenance ... III-4
3.2. Jenis-jenis Maintenance ... III-5
3.2.1. Planned Maintenance (Pemeliharaan Terencana) ... III-5
3.2.2. Unplanned Maintenance (Pemeliharaan Tak Terencana) .. III-7
3.2.3. Autonomous Maintenance (Pemeliharaan Mandiri) ... III-7
3.3. Tugas dan Pelaksanaan Kegiatan Maintenance ... III-8
3.4. Total Productive Maintenance (TPM) ... III-10
3.4.1. Pendahuluan ... III-10
3.4.2. Pengertian Total Productive Maintenance ... III-11
3.4.3. Manfaat Dari Total Productive Maintenance ... III-12
3.5. Analisa Produktivitas : Six Big Losses (Enam Kerugian Besar) .... III-14
3.6. Overall Equipment Effectiveness (OEE) ... III-15
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1
4.1. Waktu dan Tempat Penelitian ... IV-1
4.2. Rancangan Penelitian ... IV-1
4.3. Prosedur Penelitian ... IV-1
4.3.1. Pemilihan Objek Penelitian ... IV-2
4.3.2. Studi Pendahuluan ... IV-3
4.3.3. Perumusan Masalah dan Penetapan Tujuan ... IV-3
4.3.4 Identifikasi Variabel Penelitian ... IV-4
4.4. Teknik Pengumpulan Data ... IV-4
4.4.1. Penentuan Ideal Cycle Time ... IV-6
4.4.2. Perhitungan Availability ... IV-7
4.4.3. Perhitungan Performance Effeciency ... IV-7
4.4.4. Perhitungan Rate of Quality Product ... IV-7
4.4.5. Perhitungan Overall Equipment Effectivenes (OEE) ... IV-8
4.4.6. Perhitungan OEE Six Big Losses ... IV-8
4.5. Analisa Data ... IV-8
4.6. Kesimpulan dan Saran ... IV-9
4.6.1. Kesimpulan ... IV-9
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-5
5.2.1. Penentuan Ideal Cycle Time ... V-6
5.2.2. Perhitungan Avialibility ... V-6
5.2.3. Perhitungan Performance Efficiency ... V-7
5.2.4. Perhitungan Rate of Quality Product ... V-8
5.2.5. Perhitungan Overall Equipment Effectiveness (OEE) ... V-9
5.2.6. Perhitungan OEE Six Big Losses ... V-10
5.2.6.1. Downtime Losses ... V-10
5.2.6.2. Speed Loss ... V-12
5.2.5.3. Defect Loss ... V-15
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisa Perhitungan Overall Equipment Effectiveness (OEE) ... VI-1
6.2. Analisa Perhitungan OEE Six Big Losses ... VI-2
6.3. Analisa Diagram Sebab Akibat ... VI-3
6.4. Evaluasi ... VI-6
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.4.2. Penerapan Total Productive Maintenance (TPM) ... VI-7
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Data Penjualan Gula Tahun 2004, 2005, 2006 dan 2007 ... II-7
2.2. Data Penyusutan Batang Tebu ... II-18
2.3. Hasil Pengujian Air Limbah PG. Sei Semayang ... II-31
2.4. Rincian Tenaga Kerja PG. Sei Semayang ... II-34
2.5. Jadwal Kerja Untuk Bagian Kantor ... II-35
2.6. Jadwal Kerja Untuk Bagian Pabrik ... II-35
5.1. Data Waktu Kerusakan (Breakdown) Mesin Cane Cutter I ... V-2
5.2. Data Waktu Pemeliharaan Mesin Cane Cutter I ... V-3
5.3. Data Waktu Setup Mesin Cane Cutter I ... V-3
5.4. Data Produksi Mesin Cane Cutter I ... V-4
5.5. Availability mesin Cane Cutter I Periode Feb 2009 - Juni 2009 ... V-7
5.6. Performance Efficiency Mesin Cane Cutter I Periode Feb 2009 - Juni
2009 ... V-8
5.7. Rate of Quality Product Mesin Dryer Periode Feb 2009 - Juni 2009... V-9
5.8. Perhitungan Overall Equipment Effectivenes (OEE) Mesin Cane Cutter I
Periode Feb 2009 - Juni 2009 ... V-10
5.9. Breakdown Loss pada mesin Cane Cutter I Periode Feb 2009 – Juni
2009 ... V-11
5.10. Set up and Adjustment Lossesdi mesin Cane Cutter I Periode Feb 2009 –
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.11. Idling an Minor Stoppages di Mesin Cane Cutter I Periode Feb 2009 –
Juni 2009 ... V-13
5.12. Reduced Speed Loss di Mesin Cane Cutter I Periode Feb 2009 - Juni -
2009 ... V-14
5.13. Rework LossMesin Cane Cutter I Periode Feb 2009 - Juni 2009 ... V-15
5.14. Yield/scrap Loss Mesin Dryer Twind Periode Feb 2009 - Juni 2009 ... V-16
6.1. Persentase Faktor Six Big Losses mesin Cane Cutter I Periode
Feb 2009 - Juni 2009 ... VI-2
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Denah Lokasi Pabrik Gula Sei Semayang ... II-4
2.2. Bagan Alir Pengolahan Tebu ... II-19
2.3. Struktur Organisasi PTPN. II Sei Semayang ... II-32
3.1. Overall Equipment Effectiveness and Goals ... III-16
3.2. Alur Pengukuran Nilai OEE ... III-22
3.3. Diagram Sebab Akibat ... III-25
4.1. Block Diagram Prosedur Penelitian ... IV-2
4.2. Block Diagram Pengolahan Data ………... ……... IV-6
5.1. Block Diagram Pengolahan Data ... V-5
6.1. Bar Chart Six Big Losses Mesin Cane Cutter I Periode Feb 2009 –
Juni 2009 ... VI-3
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Daftar Mesin Produksi………L-1
2. Daftar Peralatan Produksi ... L-2
3. Uraian Tugas, Wewenang dan Tanggung Jawab ... L-3
4. SK Tugas Sarjana ... L-4
5. Surat Balasan dari Perusahaan ... L-5
6. Lembar Asistensi Dosen Pembimbing ... L-6
ABSTRAK
Pabrik Gula PTPN II Sei Semayang merupakan perusahaan yang bergerak dalam pengolahan tebu yang tidak terlepas dari masalah yang berhubungan dengan efektivitas mesin/peralatan yang diakibatkan oleh six big losses. Hal ini dapat terlihat dengan terjadinya shutdown yang tidak terencana dan frekuensi kerusakan yang terjadi pada mesin/ peralatan karena kerusakan tersebut target produksi tidak tercapai. Oleh karena itu diperlukan langkah-langkah efektif dan efisien dalam pemeliharaan mesin dan peralatan untuk menanggulangi dan mencegah masalah tersebut.
Total Productive Maintenance (TPM) adalah suatu prinsip manajemen
untuk meningkatkan produktivitas dan efisiensi produksi perusahaan dengan menggunakan mesin secara efektif. Tidak tepatnya penanganan dan pemeliharaan mesin akan mengakibatkan kerugian-kerugian disebut dengan Six Big Losess yaitu
breakdown losses, set-up and adjustment losses, reduced speed losses, idling and minor stoppages, rework losses dan yield scrap losses.
Pada perusahaan ini untuk meningkatan efisiensi produksi pada yaitu dengan melakukan pengukuran efektifitas mesin Cane Cutter I dengan menggunakan metode Overall Equipment Effectifitas (OEE) yang kemudian dilanjutkan dengan pengukuran OEE six big losses untuk mengetahui besarnya efisiensi yang hilang pada keenam faktor six big losses. Dari keenam faktor tersebut selanjutnya dicari faktor apa yang memberikan kontribusi terbesar yang mengakibatkan besarnya efisiensi pada mesin Cane Cutter I. Dengan diagram sebab akibat dapat dianalisa masalah sebenarnya yang menjadi penyebab utama tingginya kerugian yang mengakibatkan rendahnya efisiensi mesin Cane Cutter I.
Kesimpulan yang dapat diambil berdasarkan hasil perhitungan OEE pada mesin Cane Cutter I selama periode Februari 2009 – Juni 2009 diperoleh nilai
Overall Equipment Effectiveness (OEE) berkisar antara 62,23% sampai 82,16%.
Kondisi ini menunjukkan bahwa kemampuan mesin Cane Cutter I dalam mencapai target dan dalam pencapaian efektivitas penggunaan mesin/peralatan belum mencapai kondisi yang ideal (≥85%).
Kata Kunci : Overall Equipment Effectiveness (OEE), Total Productive
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Persaingan bisnis yang semakin ketat menuntut perusahaan untuk
menyusun kembali strategi dan taktik bisnisnya sehari-hari. Persaingan yang
sangat ketat terletak pada bagaimana sebuah perusahan dapat
mengimplementasikan proses penciptaan produk atau jasanya secara lebih murah,
lebih baik dan lebih cepat dibandingkan dengan pesaing bisnisnya. Usaha untuk
menciptakan rangkaian proses tersebut bukanlah merupakan target semasa saja,
melankan sifatnya dinamis, dalam arti harus selalu diupayakan secara terus
menerus dan berkesinambungan. Sejauh perusahaan masih bisa terus berusaha
memperbaiki kinerjanya, sejauh itu pulalah perusahaan dapat tetap bertahan dalam
ketatnya kompetisi global.
1
1
Dianta Zulpa Arip, Usulan Rancangan Pemeliharaan Produktif Total Dengan Pemeliharaan Mandiri di PT XYZ, Laboraturium Teknik Industri Lanjut, Jurusan Teknik Industri, Universitas Gunadarma, Jakarta, 2005 p.1
Pemeliharaan produktif total merupakan aktivitas pemeliharaan yang
dilkukan oleh seluruh karyawan dengan memaksimalkan efektifitas penggunaan
peralatan secara keseluruhan. Dengan adanya pemeliharaan mandiri oleh operator,
maka pemeliharaan peralatan akan lebih optimal sehingga kerusakan mesin dan
cacat produk dapat diminimalisasi. Penelitian ini bertujuan untuk menghitung
Permasalahan yang dihadapi Pabrik Gula PTPN II Sei Semayang adalah
terjadinya shutdown pada mesin Cane Cutter I yang tidak terencana yang
diakibatkan oleh kerusakan mesin yang terjadi secara tiba-tiba. Kerusakan yang
terjadi mengakibatkan waktu downtime bertambah dan waktu uptime (bekerjanya
mesin) menjadi berkurang. Oleh karena itu diperlukan langkah-langkah yang
efektif dalam pemeliharaan mesin/peralatan untuk dapat menanggulangi dan
mencegah masalah tersebut.
2
Perumusan masalah dalam penelitian ini adalah mencari faktor-faktor
penyebab dari keenam kerugian besar (six big losses) yang umum di Pabrik Gula Pemeliharaan merupakan kegiatan untuk memelihara atau menjaga
fasilitas pabrik seperti mesin dan peralatan serta mengadakan perbaikan atau
penyesuaian maupun penggantian yang diperlukan agar keadaan mesin operasi
produksi memuaskan sesuai dengan apa yang direncanakan.
Tidak tepatnya penanganan, pemeliharaan mesin dan peralatan tidak saja
dapat menyebabkan masalah kerusakan (breakdown) mesin dan peralatan saja
tetapi juga "enam kerugian besar (the six big losses)" yang harus dihilangkan
ataupun paling tidak dapat dikurangi. Manajemen pemeliharaan mesin/peralatan
adalah teknik-teknik dan aktivitas-aktivitas untuk menjaga, mempertahankan dan
meningkatkan produktivitas dan efisiensi mesin dan peralatan yang secara
langsung juga akan meningkatkan mutu produk.
1.2. Perumusan Masalah
2
PTPN II Sei Semayang. Yaitu dengan melakukan analisa terhadap penyebab
besarnya kontribusi faktor-faktor dari keenam kerugian tersebut sebagai awal
untuk dapat menerapkan TPM.
1.3. Tujuan dan Manfaat Penelitian
Tujuan penelitian ini terbagi atas tujuan umum dan tujuan khusus yaitu :
1. Tujuan Umum
Secara umum penelitian ini dilakukan untuk mengetahui tingkat efektifitas
penggunaan dari mesin/peralatan produksi secara menyeluruh OEE (Overall
Equipment effectiveness) yang akan memeberikan informasi sebagai bahan
pertimbangan untuk program peningkatan efisiensi perusahaan.
2. Tujuan Khusus.
Adapun tujuan khususnya adalah :
- Mengetahui produktivitas mesin dalam proses produksi menggunakan Overall
Equipment Effectiveness.
- Memberikan saran-saran perbaikan kepada Pabrik Gula PTPN II Sei
Semayang dalam rangka penerapan Total Productive Maintenance.
Adapun manfaat penelitan ini adalah :
1. Menjadi bahan masukan bagi perusahaan dalam menyusun rencana
peningkatan produktivitas dan efisiensi mesin/peralatan dengan
2. Memberi masukan kepada perusahaan untuk dapat memperbaiki metode
pemeliharaan (maintenance) yang telah diterapkan selama ini.
3. Agar perusahaan dapat mengetahui efektifitas penggunaan mesin/peralatan
produksi secara menyeluruh yang akan memberikan informasi sebagai
bahan pertimbangan untuk program peningkatan produktivitas dan
efisiensi perusahaan di masa yang akan datang secara terus menerus
(continous improvement).
4. Meningkatkan keterampilan bagi penulis untuk dapat menyelesaikan
permasalahan yang berkaitan dengan peningkatan efisiensi lini produksi
perusahaan.
1.4. Batasan masalah dan asumsi
Batasan masalah dalam penelitian ini adalah :
a. Pengukuran efektifitas dan efisiensi pada mesin Cune Cutter I dilakukan
untuk periode Februari 2009 - Juni 2009.
b. Tingkat efisiensi mesin/peralatan yang diukur adalah dengan
menggunakan metode OEE (Overall Equipment Effetiveness) sesuai
dengan prinsip-pinsip Total Productive Maintenance (TPM) untuk dapat
mengetahui besarnya rugi-rugi pada mesin/peralatan (Equipment Losses)
Asumsi yang digunakan dalam penelitian ini adalah :
a. Pengukuran yang dilakukan dianggap sebagai langkah awal dimulainya
program perbaikan efisiensi mesin/peralatan, sehingga pengukuran yang
dilakukan bertujuan untuk menganalisis permasalahan yang berkaitan
dengan efisiensi yang belum pernah dilakukan sebelumnya.
b. Metode kerja dan teknologi yang digunakan tidak berubah.
c. Pemeliharaan terhadap mesin/peralatan yang diteliti baik itu cara
pembongkaran, perbaikan dan penggantian dan pemasangan peralatan
tidak dibahas.
d. Setiap karyawan mengetahui bidang pekerjaannya sesuai dengan metode
kerja.
e. Penelitian yang dilakukan hanya sampai kepada pemberian usulan
perbaikan.
1.5. Sistematika Penulisan Laporan
Agar lebih mudah dan ditelusuri maka sistematika penulisan tugas sarjana
ini akan disajikan dalam beberapa bab sebagai berikut :
BAB I. PENDAHULUAN
Bab ini menjelaskan latar belakang permasalahan, rumusan
permasalahan, tujuan penelitian, manfaat penelitian, asumsi yang
BAB II. GAMBARAN UMUM PERUSAHAAN
Bab ini berisi tentang sejarah dan gambaran umum perusahaan
Pabrik Gula PTPN II Sei Semayang, baik organisasi, manajemen
perusahaan dan uraian proses produksi.
BAB III. TINJAUAN PUSTAKA
Bab ini menguraikan teori-teori yang berhubungan dengan sistem
pemeliharaan mesin/peralatan umumnya dan khususnya Total
Productive Maintenance (TPM) yang merupakan landasan
pemecahaan persoalan dari hasil studi kepustakaan lainnya yang
dianggap turut membantu pemecahan masalah.
BAB IV. METODOLOGI PENELITIAN
Bab ini berisikan tentang langkah-langkah atau tahap-tahap yang
dijadikan acuan untuk menyelesaikan permasalahan dalam
melakukan penelitian sesuai dengan teori-teori yang digunakan
dalam landasan teori, serta prosedur yang akan dilakukan dalam
melakukan penelitian, pengumpulan data, pengolahan data, analisis
dan evaluasi, serta kesimpulan dan saran.
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisikan prosedur pengumpulan data yang dibutuhkan dan
cara pengolahan data yang diperoleh sesuai dengan model yang
BAB VI. ANALISA PEMECAHAN MASALAH
Pada bab ini akan diuraikan tentang hasil yang diperoleh dari
pemecahan masalah.
BAB VII. KESIMPULAN DAN SARAN
Bab ini memberikan kesimpulan dari keseluruhan pembahasan
yang dilakukan saran-saran yang diharapkan dapat berguna bagi
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Berdirinya PTPN Nusantara II diawali dengan pendirian perusahaan
bangsa Belanda dengan nama N. V. Veronigde Deli Maatscnappij. Pada tanggal
11 Januari 1958 seluruh perusahaan bangsa Belanda diambil alih kepemilikannya
termasuk perusahaan perkebunan Belanda berdasarkan Undang–Undang No. 86
tahun 1958 tentang normalisasi perusahaan milik Belanda N.V VDM yang terdiri
dari 34 perkebunan.
Perusahaan Belanda diubah namanya menjadi Perkebunan Nusantara
Baru, cabang Sumatera Utara yang melakukan perkembangan dengan merubah
kebun menjadi 39 perkebunan dengan luas area 101633 Ha.
Berdasarkan peraturan pemerintah No. 143 tahun 1961, maka pada tanggal
1 juni 1961 Perusahaan Perkebunan Nusantara Baru diubah menjadi perusahaan
Perkebunan Nusantara I yang bergerak khusus dalam pengembangan tembakau.
Berdasarkan peraturan Pemerintah No. 14 tahun 1968, Perusahaan Perkebunan
Sumatera Utara I dirubah menjadi Perusahaan Nusantara Perkebunan IX yang
terdiri 23 perkebunan dengan luas areal 58.319,75 Ha.
Setelah melakukan penelitian maka dapat memenuhi ketentuan–ketentuan
untuk pengalihan bentuk menjadi Perusahan Perseroan. Perubahan status ini
menjadi PT. Perkebunan IX (PTP IX) dan pada bulan April 1994 dan diubah lagi
menjadi PT. Perkebunan II, sehingga menjadi PT. Perkebunan Nusantara II.
Sebelum berdirinya Pabrik Gula Sei Semayang, PTP IX sebagai pengelola
hanya memanfaatkan areal perkebunan ini untuk menanam tembakau sebagai
komoditi eksport utama. Karena adanya berbagai permasalahan dalam hal
pengusahaan tembakau dipasaran serta pemanfaatan tanah secara khusus pada
selang waktu penanaman tembakau, maka dibuatlah proyek pengembangan
industri gula (PPIG), Dirjen Perkebunan dilakukan penanaman tebu pada tahun
1975 diperkebunan percobaan yang terletak di Tanjung Morawa, Batang Kuis,
dan Sei Semayang walaupun daerah tersebut bukan daerah pemetaan tebu.
Pada tahun 1978 dilakukan Feasibility Study dan diperoleh ijin
pembangunan proyek gula PTP IX. Akhirnya pada tahun 1982 didirikan Pabrik
Gula Sei Semayang, yang hingga sekarang merupakan pabrik gula terbesar di
Sumatera selain Pabrik Gula di Kuala Madu.
2.2. Ruang Lingkup Bidang Usaha
Pabrik Gula Sei Semayang merupakan industri manufaktur yang
memproduksi gula pasir. Bahan baku utama dari produk tersebut adalah tebu yang
berasal dari penyedian bahan baku. Perusahaan ini dalam masa operasinya, sering
disebut dengan masa giling gula, yaitu apabila bahan baku (tebu), mengalami
Berdasarkan pengelompokan gula negara, Pabrik Gula Sei semayang
dikategorikan dalam D pengelompokan berdasarkan SK Menteri Pertanian No.59/
Kpst/EKK /10/1977 yang mengelompokan pabrik gula berdasarkan kapasitas :
a. Golongan A untuk pabrik dengan kapasitas 800 – 1200 ton
b. Golongan B untuk pabrik dengan kapasitas 1200 – 1800 ton
c. Golongan C untuk pabrik dengan kapasitas 1800 – 2700 ton
d. Golongan D untuk pabrik dengan kapasitas 2700 – 4000 ton
Produk gula yang dihasilkan sampai sekarang hanya untuk memenuhi
kebutuhan gula dalam negeri saja, khususnya daerah yang terdapat di pulau
Sumatera.
2.3. Lokasi Perusahaan
Pabrik Gula Sei Semayang berlokasi kira-kira 12,5 km dari kota Medan,
terletak di daerah Sei Semayang desa Mulyarejo Kecamatan Sunggal, Kabupaten
Deli Serdang sebelah barat kota Medan, yang bersebelahan dengan Jalan Utara
dan jalur kereta api Medan-Binjai.
Secara Geografis areal pabrik Sei Semayang terletak diantara 98° Bujur
Timur dan diantara garis 3° Lintang Utara. Ketinggian tempat antara 9-125 diatas
`
Medan Binjai
Rel KA Pabrik
[image:43.595.226.434.121.330.2]Gula Perumahan PGSS
Gambar 2. 1. Denah Lokasi Pabrik Gula Sei Semayang
2.4. Daerah Pemasaran
Aspek pasar dan pemasaran merupakan salah satu aspek yang amat
penting selain aspek teknis, manajemen, organisasi, sosial dan lingkungan dalam
menjalankan kelangsungan hidup dari perusahaan.
Pasar ialah tempat dimana produsen dan konsumen melakukan proses
transaksi atas suatu barang atau jasa. Pemasaran ialah suatu fungsi yang
mencermikan cara bagaimana memperlakukan pasar dan produk, sehingga dapat
memenuhi tujuan dalam memuaskan kebutuhan konsumen.
Adapun sistem pemasaran yang dilakukan pada Pabrik Gula Sei Semayang :
2.4.1 Saluran Distribusi
Agar produk gula dapat sampai ketangan konsumen dalam kondisi yang
berjalan dengan baik. Distributor adalah badan usaha atau lembaga perantara yang
melakukan kegiatan distribusi. Adapun distribusi barang yang terjadi dapat
dengan berbagai cara yaitu :
- Produsen Konsumen (level 0)
- Produsen Konsumen Pengecer (level 1)
- Produsen Grosir Pengecer Konsumen (level 2)
- Produsen Agen Grosir Konsumen (level 3)
Adapun distribusi yang dilakukan pada Pabrik Gula Sei Semayang adalah :
Produsen Distributor Grosir Konsumen
Perusahaan tidak menjual langsung pada konsumen namun terhadap
distributor yang terdapat pada masing-masing wilayah. Penyebaran produk
merupakan beban yang dipikul oleh pihak grosir untuk menjual ke pasar inilah
yang akan dibeli oleh konsumen.
Daerah pemasaran Pabrik Gula Sei Semayang saat ini adalah wilayah
Sumatera dan Jawa.
2.4.2 Strategi Pemasaran
Strategi pemasaran yaitu rencana menyeluruh, terpadu dan menyatu
dibidang pemasaran, yang memberikan panduan tentang kegiatan yang akan
dijalankan untuk mencapai tujuan pemasaran suatu perusahaan. Berhasil tidaknya
dalam mencapai tujuan perusahaan diperlukan kerjasama yang baik antar setiap
Ada 4 hal yang dilakukan Pabrik Gula Sei Semayang dalam melaksanakan strategi
pemasarannya, yaitu :
1. Produk
Pabrik Gula Sei Semayang adalah pabrik yang bergerak dalam bidang
manufaktur yang mana hasil produknya berupa gula pasir. Yang merupakan
kebutuhan sehari-hari yang amat vital .
2. Harga
Pertimbangan yang cermat dan tepat dalam penetapan harga akan
menghasilkan penjualan yang optimal. Harga gula yang ditetapkan disesuaikan
dengan membandingkan biaya pengeluaran selama masa produksi dengan
banyaknya produksi yang dihasilkan dan juga melihat kemampuan beli pasar.
3. Promosi
Pabrik Gula Sei Semayang tidak melakukan promosi melalui iklan media
elektronik maupun cetak, namun pabrik menentukan sendiri distributor yang
bersedia memasarkan produk gula.
4. Pasar
Produk gula PGSS dipasarkan di wilayah Sumatera dan Jawa.
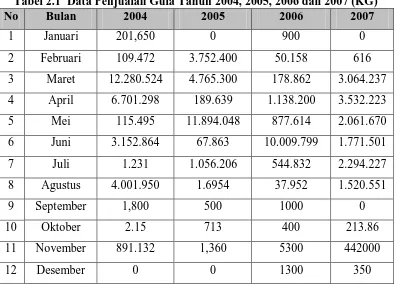
2.4.3. Data-data Penjualan
Harga produk bisa mengalami perubahan tergantung kepada kenaikan
harga bahan baku, biaya produksi, dan distribusi. Adapun data penjualan gula
Tabel 2.1 Data Penjualan Gula Tahun 2004, 2005, 2006 dan 2007 (KG)
No Bulan 2004 2005 2006 2007
1 Januari 201,650 0 900 0
2 Februari 109.472 3.752.400 50.158 616
3 Maret 12.280.524 4.765.300 178.862 3.064.237
4 April 6.701.298 189.639 1.138.200 3.532.223
5 Mei 115.495 11.894.048 877.614 2.061.670
6 Juni 3.152.864 67.863 10.009.799 1.771.501
7 Juli 1.231 1.056.206 544.832 2.294.227
8 Agustus 4.001.950 1.6954 37.952 1.520.551
9 September 1,800 500 1000 0
10 Oktober 2.15 713 400 213.86
11 November 891.132 1,360 5300 442000
12 Desember 0 0 1300 350
Sumber : Data penjualan Pabrik Gula Sei Semayang
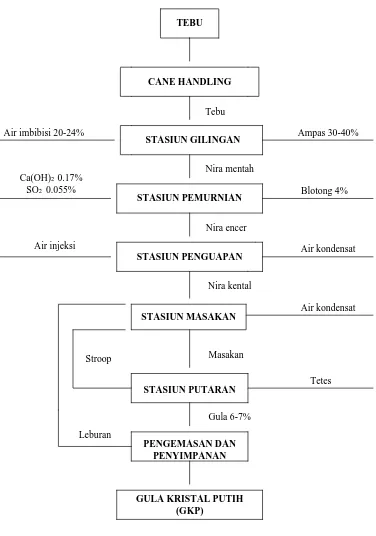
2.5. Proses Produksi
a. Proses Penimbangan dan Pengerjaan Pendahuluan
Setelah tebu ditebang di kebun, kemudian tebu diantar kepabrik secepat
mungkin dengan tenggang waktu 24 jam dengan tujuan untuk menjaga kualitas
tebu. Karena bila lewat 24 jam kualitas tebu akan berkurang di karenkan
penguraian sukrosa yang terdapat dalam tebu oleh mikroorganisme sehingga
kadar gula dalam tebu akan menurun dan tebu akan terasa asam.
Setelah truk pengangkut tebu memasuki areal pabrik, truk beserta tebu
yang ada didalamnya ditimbang, dan sebelum truk kosong keluar dari halaman
pabrik setelah tebu dibongkar, hal ini dilakukan untuk mengetahui berat netto dari
Tebu dari truk pengangkutan dijungkitkan dengan menggunakan tenaga
pompa hidrolik, sehingga tebu jatuh ke dalam cane carrier, sebagian lain tebu
yang diangkut dengan truk dibongkar di lantai dengan menggunakan cane striker
tebu yang disorong ke cane carrier. Tebu sebagian lain dibongkar dengan cane
lifter hilo. Dimana kabel hilo dihubungkan dengan salah satu sisi truk sehingga
tebu tumpah ke cane feeding table lalu pemasukan tebu ke cane carrier diatur
sedemikian rupa sehingga memenuhi kapasitas gilingan yang direncanakan.
Oleh cane carrier tebu dibawa masuk kedalam cane leverler untuk
pengaturan masuk tebu kedalam cane cutter I. Pada cane cutter I tebu
dipotong-potong secara horizontal, kemudian selanjutnya cane carrier membawa tebu ke
cane cutter II untuk dicacah lebih halus lagi.
b. Stasiun Gilingan (Mill Station)
Pada stasiun gilingan ini dilakukan pemerasan tebu dengan tujuan untuk
mendapatkan nira sebanyak-banyaknya. Pemerasan dilakukan dengan 5 set three
roll mill yaitu unit gilingan I sampai V dimana setiap unit gilingan terdapat 3 roll
yang diatur sedemikian rupa membentuk sudut 120°, dan pada masing-masing
gilingan terjadi 2 kali pemerasan.
Nira hasil perasan di gilingan I dan II ditampung di tangki nira mentah
yang kemudian dipompakan menuju timbangan nira mentah. Ampas dari gilingan
I dilanjutkan ke gilingan II, demikian seterusnya sampai ke gilingan V, sampai
kebelakang ampas tebu akan semakin kering sehingga nira yang diperas
untuk gilingan II, begitu juga nira gilingan IV akan menjadi nira imbibisi III, dan
nira hasil gilingan V merupakan nira imbibisi untuk gilingan IV. Sedangkan pada
gilingan V menggunakan air panas sebagai air imbibisi.
Setelah gilingan V praktis nira yang terikut dalam ampas (bagasse) tebu
hampir tidak ada. Bagasse dari pemerasan akhir ini dibakar di boiler sehingga
menghasilkan uap air untuk menggerakan turbin. Dan yang tidak terpakai di
boiler dikirim ke bagasse house (gudang penyimpanan ampas tebu).
Sedangkan ampas yang terikat pada tangki nira mentah disaring melalui
plat saringan dan dibawa oleh srew conveyor ke ampas gilingan I untuk digiling
kembali ke gilingan II. Ampas yang terikut pada hasil gilingan III, IV, dan V
diangkut oleh juice strainer untuk digiling kembali pada gilingan III. Nira yang
telah bebas ampas dari stasiun gilingan I dan II dipompakan ke stasiun pemurnian.
c. Stasiun Pemurnian
Tujuan proses stasiun pemurnian yaitu untuk menghilangkan kotoran (unsur bukan gula) dalam nira tanpa merusak kadar gulanya. Banyak proses yang
dilakukan dalam proses pemurnian dari proses secara kimia yaitu dengan
memberikan bahan kimia yang kemudian bereaksi dengan kotoran membentuk
endapan, proses secara fisika dengan menggunakan pemanasan, pengandapan,
pengapungan dan penyaringan, serta proses kimia fisika yaitu dengan mengubah
sifat fisis suatu komponen sehingga mudah dipisahkan. Pelaksanaan proses
Pada proses pemurnian diperlukan 4 bahan penolong yaitu: susu kapur,
gas sulfit, phospat dan talosep (A6XL). Dengan tahapan sebagai berikut :
1. Penyaringan I
Nira mentah dari tangki nira mentah dialirkan melalui pipa kesaringan DSM.
Kemudian dialirkan ke timbangan “Maxwell Boulogne” yang menimbang nira
mentah secara otomatis.
2. Pemanasan I (Juice Heater I)
Nira mentah ditimbang dialirkan kepemanasan I, dan dipanaskan sampai ke
temperatur 75°C dengan mengalirkan steam. Pemanasan ini dilakukan dengan
waktu sesingkat mungkin untuk mencegah gula terpecah menjadi unsur yang
lebih sederhana.
3. Defekasi (defecation)
Tujuan proses defikasi adalah untuk membersihkan komponen-komponen
bukan gula dan meningkatkan harkat kemurnian (HK). Bahan yang dipakai
pada proses ini adalah susu kapur dengan pH 9.0 – 9.5. Pemakaian susu dalam
proses defikasi ini belum dapat digantikan dengan bahan lain tapi tidak bisa
ditingggalkan.
4. Sulfitasi nira mentah
Nira yang telah terkapur masuk kedalam tangki sulfitasi dalam proses ini
terjadi penurunan pH nira menjadi 7.0 – 7.2. Sulfitasi ini dilakukan pada suhu
70 - 75°C. Penambahan SO2 tidak boleh berlebihan karena akan menyebabkan
penurunan pH menjadi terlalu rendah dan terbentuknya senyawa Calsium
5. Netralisasi (Neutralizing)
Nira nentah tersulfitasi mengalir ketangki netralisasi, kemudian ditambahkan
lagi susu kapur sehingga pH netral (berkisar antara 7.0 – 7.2).
6. Pemanasan II (Juice heater II)
Nira yang telah dinetralkan pHnya kemudian dialirkan ketangki pemanasan II,
disini nira dipanaskan dengan steam pada temperatur yang lebih panas
daripada pemanasan I yaitu 105°C. Dimana temperatur ini adalah suhu yang
mempunyai isoelektris yaitu yang dapat mengumpulkan zat-zat tertentu,
membunuh bakteri-bakteri dalam nira dan menurunkan kepekatan (viskositas)
sehingga kotoran lebih mudah mengendap.
7. Pengeluaran gas dan pengendapan
Sebelum dilakukannya pengendapan gas-gas yang terdapat dalam nira harus
dibebaskan kedalam tangki pengembangan (flash tank) agar tidak
mengganggu proses pengandapan.
Dari flash tank nira dialirkan ke tangki pengendapan (compatrement door
clarifier) yang berfungsi untuk mengendapkan kotoran hasil pemurnian
dengan menambahkan flokulat (Tolasep (A6XL)), yang berfungsi
mempercepat pengendapan kotoran dalam nira.
Pada tangki ini terdapat proses pemisahan nira jernih atau nira encer dari nira
kotor. Nira jernih dialirkan secara over flow sedangkan nira kotor keluar
melalui bagian bawah di pompakan ke tangki nira kotor. pada nira kotor
terjadi perlakuan penyaringan, sedangkan nira jernih diteruskan ke proses
8. Penyaringan II
Nira encer disaring dengan saringan DSM dan dialirkan ke stasiun penguapan
(evaporator). Nira jernih secara over flow keluar dari door clarifier,
sedangkan nira kotor dipompakan keluar dan ditampung kedalam sebuah bak
dan kemudian diteruskan ke mud feed mixer. Pada mud feed mixer ini nira
kotor dicampurkan dengan ampas halus dari gilingan V. Ampas tebu berguna
sebagai media filtrasi agar nira kotor tersaring. Setelah tercampurnya ampas
tebu dengan nira kotor kemudian diteruskan ke vacuum filter (saringan
hampa). Di vacuum filter inilah nira kotor akan tersaring untuk memperoleh
filtrate sebanyak-banyaknya. Vacuum filter ini prisip perbedaaan tekanan
pada dua tempat dipisahkan oleh media penyaringan. Dengan dua buah drum
yang berputar dan permukaan yang berlubang dengan kecepatan berputar
0.15 – 0.35 rpm nira ditarik melalui media penyaringan dengan tekanan
hampa antara 35 – 45 cm Hg, yang akan meninggalkan kotoran berwarna
coklat (blotong) yang melekat pada permukaan drum. Untuk pencucian,
blotong disemprot dengan air, lalu dengan scraper dilepas dari permukaan
saringan, melalui conveyer dibawah kabin blotong dan dimasukkan kedalam
truk untuk ditimbang dan dibuang keluar pabrik. Blotong ini dapat
dimanfaatkan sebagai pupuk. Filtrat hasil saringan tadi kemuian dipompakan
d. Stasiun Penguapan (Evapurator Station)
Tujuan dari penguapan ini adalah untuk mengurangi kadar air yang
terdapat pada nira encer agar diperoleh nira yang lebih kental, dengan kentalan 62
- 65°brix. Penguapan ini dilakukan pada temperatur 65 - 115°C dengan empat tahap yang disebut “Quadruple Effect Evaporator”, dengan menggunakan cara
forward feed. Steam masuk evaporator dengan tekanan 0.8 cmHg dan suhu
120°C.
Evaporator yang ada dalam sistem ini berjumlah lima buah tetapi yang
dipakai hanya empat buah, yang satu lagi dipakai apabila terjadi kerusakan pada
salah satu evaporator atau apabila salah satu evaporator dibersihkan. Titik didih
larutan diturunkan dengan menurunkan tekanan dalam badan evaporator, dimana
tekanan pada badan IV ±65 cmHg vacuum, pada badan III ±45 cmHg vacuum,
pada badan II ±15 cmHg vacuum, pada badan I ±0.8 cmHg vacuum.
Perbedaan tekanan pada masing-masing evaporator akan mengakibatkan
nira mengalir sacara otomatis dari badan I ke badan berikutnya. Nira yang masuk
pada tiap-tiap badan evaporator akan bersirkulasi hingga mencapai kepekatan
tertentu. Kemudian secara otomatis katub (valve) akan terbuka dan nira mengalir
kebadan berikutnya. Demikian seterusnya sampai pada badan evaporator terakhir
dengan kepekatan 65°brix.
Nira kental yang telah melewati proses penguapan (evapurating) ini
kemudian di alirkan ke stasiun toladura. Sedangkan kondensasi yang berasal dari
kondensat dan yang berasal dari badan II dan IV di tarik dengan pompa kondensat
ke tangki kondensat.
e. Stasiun Talodura
Nira kental dari stasiun penguapan (evapurator) masuk ke stasiun toladura
dengan tujuan untuk meningkatkan kemurnian nira kental dengan mengapungkan
kotoran-kotoran koloidal (halus) untuk dipisahkan. Dengan memanaskan nira
kental pada suhu 80°C kemudian direaksikan dengan talofloc, talofloate, asam
phospat (H3PO4) dan susu kapur (Ca(OH)2). Dengan reaksi ini diperoleh apungan dari kotoran yang bersifat koloidal tadi. Kotoran ini kemudian dipisahkan
dari nira kental dan dikembalikan ketangki nira mentah tertimbang untuk diproses
ulang. Sedangkan nira kental yan sudah bersih dari kotoran (murni), dipompakan
ke stasiun masakan.
f. Stasiun Masakan
Pada stasiun masakan dilakukan proses kristalisasi dengan tujuan agar
kristal gula mudah dipisahkan dengan kotorannya dalam pemutaran sehingga
didapatkan hasil yang memiliki kemurnian tinggi, membentuk kristal gula yang
sesuai dengan standar kualitas yang ditentukan dan perlu untuk mengubah
saccarosa dalam larutan menjadi kristal agar pengambilan gula
sebanyak-banyaknya dan sisa gula dalam larutan terakhir (tetes) sedikit mungkin.
1) Masakan A, yaitu proses masakan yang menghasilkan kristal (gula) A dan
Stroop A, stroop A ini masih mengandung sukrosa. Pada masakan A terdapat
2 buah pan masakan yang dapat mengkristalkan ± 68% dari nira kental
masuk
2) Masakan B yaitu proses masakan yang menghasilkan kristal (gula) B dan
Stroop B, dengan menggunakan bahan dasar stroob A. Pada masakan B
terdapat 1 buah pan masakan yang dapat mengkristalkan ± 62% dari nira
kental masuk
3) Masakan D, yaitu proses masakan yang menghasilkan kristal (gula) D dan
Klare D, dengan menggunakan bahan dasar stroop A, stroop B dan Klare D.
Pada masakan A terdapat 2 buah pan masakan yang dapat mengkristalkan ±
58% dari nira kental masuk
Langkah – langkah pengkristalan dapat diuraikan sebagai berikut :
Nira kental dimasak pada vaccum pan A akan menghasilkan masakan A
yang terdiri dari gula A dan stroop A, setelah dipisahkan pada putaran A, stroop
A dimasak kembali pada vaccum pan B menghasilkan masakan B, dilanjutkan
pada putaran B dan menghasilkan gula B dan stroop B, stroop B dimasak kembali
pada vaccum pan D, ketika dilanjutkan keputaran D menghasilkan gula D1 dan
tetes. Gula D1 kemudian di putar kembali untuk meningkatkan kemurniannya
sehingga menghasilkan gula D2 dan klare D, (disebut klare kerena mengalami 2
kali putaran. Gula D2 ini merupakan bibit untuk membesarkan kristalnya pada
Gula A dan gula B dicampur dan dicuci dengan air untuk membersihkan
sisa-sisa larutan (stroop) yang ada pada kristal dengan cara diputar pada putaran
SHS, hasil putaran inilahyang disebut dengan gula SHS dan klare SHS, klare SHS
kemudian dimasak ulang bersama nira kental pada vaccum pan A. Sedangkan
gula SHS diproses lebih lanjut.
g. Stasiun Putaran
Tujuan pemutaran pada stasiun putaran ini adalah memisahkan kristal gula
dengan larutan (stroop) yang masih menempel pada kristal gula. Putaran bekerja
dengan gaya centripugal yang menyebabkan masakan terlempar jauh dari titik
(sumbu) putaran, dan menempel pada dinding putaran yang telah dilengkapi
dengan saringan yang menyebabakan kristal gula tertahan pada dinding putaran
dan larutan (stroop) nya keluar dari putaran dengan menembus lubang–lubang
saringan, sehingga terpisah larutan (stroop) tersebut dari kristal gulanya.
h. Stasiun Penyelesaian (Dryer and Cooler)
Pada stasiun penyelesaian ini dilakukan proses pengeringan gula yang
berasal dari stasiun putaran sehingga benar-benar kering. Pengeringan dilakukan
dengan penyemprotan uap panas dengan suhu ± 70°C, kemudian didinginkan
kembali karena gula tidak tahan pada temperatur yang tinggi. Tujuan pengeringan
adalah untuk menghindari kerusakan gula yang disebabkan oleh microorganisme,
dan agar gula tahan lama selama proses penyimpanan sebelum disalurkan kepada
saringan vibrating screen. Gula dengan ukuran standar SHS diangkut dengan
sugar conveyor yang diatasnya dipasang magnetic saparator untuk menarik
logam (besi) yang terikat pada kristal gula.
i. Stasiun Pengemasan
Gula yang telah bersih dari besi yang terikut didalamnya masuk kedalam
sugar bin. Sugar bin menampung gula dan sugar weigher mengisi dan
menimbang gula dengan berat @50 Kg kedalam karung secara otomatis.
Kemudian karung gula dijahit dengan menggunakan conveyor untuk disimpan.
Apabila ada yang membeli maka gula akan dikeluarkan dari gudang.
2.6. Standart Mutu Bahan / Produk
Produk utama yang dihasilkan pabrik ini adalah gula pasir yang tergolong
kepada gula GKP (gula kristal putih) dikemas dalam karung putih dengan berat
masing-masing adalah 50 Kg, dengan standar warna larutan (ICUMSA) anatara
80-300 IU (max) dan kadar bahan tambahan makanan (Belerang dioksida (SO2)) 30 mg (max). Produk sampingan dari pabrik adalah tetes (Melase).
2.7. Bahan Yang Digunakan 2.7.1. Bahan Baku
Bahan baku utama dalam pembuatan gula adalah tebu yang tergolong
kepada genus saccharum, dan diantara genus saccharum itu pada abad XVII
species saccharum offcinarum telah dibudidayakan karena mengandung nira dan
hidup didaerah tropis dan sub tropis bahkan sampai pada ketinggian 1400 m dari
per mukaan laut.
Pertumbuhan dan kualitas tanaman tebu amat dipengaruhi oleh :
a. Keadaan iklim
b. Keadaan tanah
c. Pengairan
d. Pembibitan
e. Penyakit tebu
f. Cara penanaman tebu
g. Pemakaian pupuk
Tanaman tebu ini dipanen setelah tanaman memiliki kadar gula yang
cukup tinggi (umur 11 – 13 bulan). Tebu yang telah dipanen dapat menunggu
untuk diperas selama maksimal 24 jam, apabila lebih dari 24 jam maka akan
terjadi perubahan rasa tebu menjadi asam dan kadar sukrosa yang ada dalam tebu
akan berkurang.
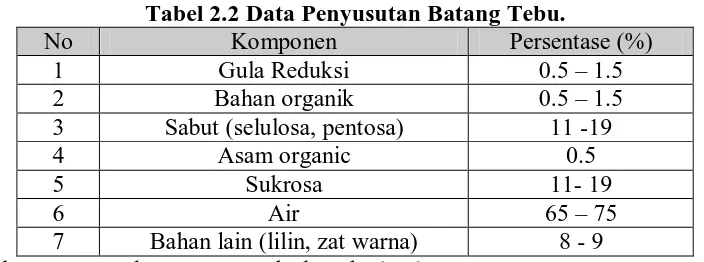
[image:57.595.134.486.555.686.2]Komponen penyusutan tebu dapat dilihat pada Tabel 2.2.
Tabel 2.2 Data Penyusutan Batang Tebu.
No Komponen Persentase (%)
1 Gula Reduksi 0.5 – 1.5
2 Bahan organik 0.5 – 1.5
3 Sabut (selulosa, pentosa) 11 -19
4 Asam organic 0.5
5 Sukrosa 11- 19
6 Air 65 – 75
7 Bahan lain (lilin, zat warna) 8 - 9
TEBU
CANE HANDLING
STASIUN GILINGAN
STASIUN PEMURNIAN
STASIUN PENGUAPAN
STASIUN MASAKAN
STASIUN PUTARAN
PENGEMASAN DAN PENYIMPANAN
GULA KRISTAL PUTIH (GKP)
Air imbibisi 20-24% Ampas 30-40%
Tebu
Ca(OH)2 0.17% SO2 0.055%
Nira mentah
Air injeksi Air kondensat
Stroop
Leburan
Tetes Masakan
Gula 6-7%
Blotong 4%
Nira encer
Nira kental
[image:58.595.140.516.106.642.2]Air kondensat
Kadar gula dalam tebu sangat dipengaruhi oleh varietas tebu, cara tanam,
struktur tanah dan iklim.
2.7.2. Bahan Tambahan
Bahan tambahan ialah bahan yang ditambahkan secara langsung ke dalam
proses produksi dan merupakan komposisi produk untuk memudahkan dan
menyempurnakan produk.
1. Susu kapur (Ca(OH)2)
Susu kapur dibuat dari pembakaran batu kapur sehingga berubah menjadi
kapur tohor, baru kemudian disiram dengan air panas, sehingga menghasilkan
susu kapur. Pemberian susu kapur bertujuan untuk pemurnian air nira.
Air panas ini berasal dari dari proses kondensasi uap evaporator, yaitu air
bersih dengan temperatur 600C yang berfungsi sebagai:
- Pelarut kapur yang mempercepat terjadinya larutan (Ca(OH)2).
- Air imbibisi pada stasiun gilingan untuk meningkatkan nira yang
dihasilkan, dimana volume air yang dipakai adalah 20% dari kapasitas
produksi.
- Siraman pada saringan hampa udara.
2. Gas Sulfit (SO2)
Gas sulfit diperoleh dari pembakaran belerang di dalam tabung belerang,
dimana awalnya memasukkan belerang yang sengaja dinyalakan, kemudian
Tujuan pemberian gas sulfit ini adalah:
- Menetralkan kelebihan air kapur pada nira yang terkapur, sehingga pH
mencapai 7,2 – 7,4 dan untuk membantu terbentuknya endapan Ca(SO3)2.
- Untuk memucatkan warna larutan nira kental yang akan berpengaruh pada
warna Kristal dari gula.
3. Flokulat
Penambahan flokulat adalah dengan membentuk flok dari partikel kotoran
terlarut yang terdapat pada nira sehingga lebih mudah disaring.
4. Phospat
Pemberian phospat bertujuan untuk meningkatkan kadar phospat yang
terdapat pada nira jika kadar phospat dalam nira mentah lebih kecil dari 300 ppm,
akan tetapi jika kadar phospat lebih dari 300 ppm maka tidak perlu lagi
ditambahkan phospat.
5. Bockom
Manfaat bockom antara lain adalah:
- Sebagai pengawet pada nira yang belum diolah.
- Untuk memisahkan butiran gula dengan yang lain.
- Untuk membuat Kristal gula lebih gampang dipisahkan.
6. Campuran NaCl, NaOH, Na2SO4
Campuran ini digunakan untuk membersihkan heating tube di stasiun
2.7.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan secara tidak langsung
dalam produk, dan bukan merupakan komposisi produk, tetapi digunakan sebagai
pelengkap produk. Adapun bahan penolong antara lain:
1. Karung plastik yang digunakan dalam proses pengarungan gula.
2. Benang jahit yang digunakan untuk menjahit karung plastik.
2.8. Mesin Dan Peralatan
Pada Pabrik Gula Sei Semayang di dalam melaksanakan kegiatan
produksinya menggunakan teknologi, yaitu selain menggunakan tenaga mesin
juga menggunakan tenaga manusia.
2.8.1. Mesin Produksi
Spesifikasi mesin yang digunakan pada Pabrik Gula PTPN II Sei Semayang
dapat dilihat pada Lampiran 1.
2.8.2. Peralatan (Equipment)
Spesifikasi mesin yang digunakan pada Pabrik Gula Sei Semayang dapat
dilihat pada Lampiran 2.
2.8.3. Utilitas
Utilitas adalah unit pendukung yang amat penting dalam melakukan proses
sarana pendukung ini adalah mendukung dan membantu kelancaran proses
produksi serta mempermudah jalannya kegiatan manufaktur. Utilitasi yang
digunakan pada pabrik gula Sei Semayang adalah:
a. Uap (Steam)
Uap adalah salah satu unit pendukung di bagian produksi. Uap yang
digunakan dihasilkan dari boiler dan seluruhnya digunakan dibagian produksi.
Di pabrik terdapat 2 unit boiler dengan kapasitas 16 ton/jam, tetapi hanya satu
unit yang beroperasi
Spesifikasi boiler tersebut ialah :
- Nama : Yoshimine Water Tube Boiler
- Type : H 1600 S
- Maks. Design Press : 24 kg/cm
- Steam temperatur : 325° C - Heating Surface : 1600 m - Actual Evaporator : 60.000 kg/hr - Serial Number : 2314
- Year : 1981
b. Air (water)
Air memegang peranan penting dalam kelangsungan proses produksi.
Kegunaan air di perusahaan adalah :
1. Keperluan proses produksi
3. Keperluan boiler
4. Keperluan karyawan
5. Keperluan injeksi kondensor
6. Sebagai zat pendingin dan pembersih
Air yang digunakan pabrik berasal dari sungai belawan, yang berjarak
sekitar 5 km dari pabrik.
c. Listrik
Pada pabrik gula Sei Semayang sumber listrik menggunakan pembangkit
tenaga diesel dengan kapasitas 400 kva. Mesin diesel ini digunakan untuk
melayani beban seperti perumahan staff dan karyawan.
Pemakaian energi listrik dibedakan atas 2 periode yaitu: DMG dan LMG
- Dalam masa gilingan (DMG)
Digunakan turbin dengan kecepatan 5500 rpm dengan pengggeraknya tenaga
uap dari boiler sebesar lebih kurang 30 ton/jam dengan tekanan lebih kurang
20 kg/cm.
- Luar Masa Gilingan (LMG)
Memakai diesel 2 unit @ 500 kva, menggunakan bahan baker solar
46,251/jam yang menghasilkan 1180 kva dengan rata-rata pemakaian 145
kwh. Beban maksimal alternatornya adalah 140 kw/14 A dengan voltage
d. Work Shop
Work Shop adalah pelayanan teknis, produksi dan pelayanan jasa. Pabrik
Gula Sei Semayang memiki bagian ini yang bertugas melayani perbaikan dan
perawatan peralatan. Operator biasanya mendatangi bagian pabrik yang rusak atau
diperbaiki di work shop .
e. Laboratorium
Laboratorium memiliki peranan yang amat penting dalam hal pengawasan
dan penentuan mutu hasil produksi yang merupakan tujuan utama dari seluruh
produksi. Pengawasan yang dilakukan adalah sebagai berikut :
1. Analisa dan proses
- Tebu meliputi persentase dari pada sabut, brix, pol, kadar air, dan kotoran.
- Nira gilingan I sampai dengan IV, meliputi persentase brix, pol, hasil
kemurnian (HK)
- Ampas meliputi pol, zat kering, kadar air
- Nira mentah meliputi persentase brix, HK, gula reduksi, sacarosa, dan
kotoran
- Nira encer meliputi persentase pol, brix, HK, kadar kapur, kadar phospat
- Blotong meliputi persentase pol,