CONTROL MENGGUNAKAN MATERIAL REQUIREMENTS PLANNING PADA ROXENINDO UTAMA DI BALIKPAPAN
Oleh :
Nama : Sidhy Mahendratha NIM : 96.41010.4043 Program : S1 (Strata Satu)
Jurusan : Manajemen Informatika
SEKOLAH TINGGI
MANAJEMEN INFORMATIKA & TEKNIK KOMPUTER SURABAYA
vi
Halaman
ABSTRAKSI
iii
KATA PENGANTAR
iv
DAFTAR ISI
vi
DAFTAR TABEL
viii
DAFTAR GAMBAR
x
DAFTAR LAMPIRAN
xii
BAB I PENDAHULUAN
1
1.1 Latar Belakang Masalah ………
1
1.2 Perumusan Masalah ………..
2
1.3 Batasan Masalah ………...
2
1.4 Tujuan ………...
3
1.5 Sistematika Penulisan ………...
3
BAB II LANDASAN TEORI
5
2.1 Material Requirements Planning ………...
5
BAB III METODE PENELITIAN DAN PERANCANGAN SISTEM
18
3.1 Pengumpulan Data ……… 18
3.2 Analisa Sistem ………..
22
3.3 Perancangan Sistem ………..
22
BAB IV IMPLEMENTASI DAN EVALUASI
43
vii
BAB V PENUTUP
66
5.1 Kesimpulan ………...
66
5.2 Saran ………..
66
DAFTAR PUSTAKA
67
viii
Halaman
Tabel 3.1
Komponen Bahan Baku (
Raw Material
) ………... 19
Tabel 3.2
Hasil Produksi Chemical ………... 21
Tabel 3.3
Bahan Baku ………... 34
Tabel 3.4
Master Barang Jadi ……… 34
Tabel 3.5
Master Customer ………... 35
Tabel 3.6
Master Supplier ………. 35
Tabel 3.7
Pembelian ……….. 36
Tabel 3.8
Pembelian Detil ………. 36
Tabel 3.9
Penjualan ………... 37
Tabel 3.10
Penjualan Detil ……….. 37
Tabel 3.11
Master Production Schedule ……….. 38
Tabel 3.12
Perencanaan Produksi Detil ……….. 39
Tabel 3.13
Stock Bahan Baku ………. 39
Tabel 3.14
Stock Barang Jadi ……….. 40
Tabel 3.15
Retur Pembelian ……… 40
Tabel 3.16
Retur Pembelian Detil ………... 41
Tabel 3.17
Retur Penjualan ………. 41
Tabel 3.18
Retur Penjualan Detil ……… 42
Tabel 3.19
Petugas ……….. 41
ix
Tabel 4.3
Inventory Status Record ……… 60
x
Halaman
Gambar 2.1
Material Requirements Planning (MRP) Inputs ………
8
Gambar 2.2
Material Requirements Planning (MRP) Outputs ……….
9
Gambar 2.3
Tampilan Horizontal dari MRP ………. 12
Gambar 2.4
Tampilan Horizontal hasil proses MRP ……….... 17
Gambar 3.1
Proses Produksi Chemical ………. 20
Gambar 3.2
Sistem Flowchart Lama ………. 24
Gambar 3.3
Sistem Flowchart Baru ……….. 25
Gambar 3.4
Bagan Berjenjang ……….. 26
Gambar 3.5
Context Diagram ………... 27
Gambar 3.6
DFD Level 0 ……….. 28
Gambar 3.7
DFD Level 1 Proses 1 ………... 29
Gambar 3.8
DFD Level 1 Proses 2 ………... 30
Gambar 3.9
DFD Level 1 Proses 3 ………... 31
Gambar 3.10
DFD Level 1 Proses 4 ………... 31
Gambar 3.11
Conceptual Data Model (CDM) ……… 32
Gambar 3.12
Physical Data Model (PDM) ………. 33
Gambar 4.1
Menu Utama ……….. 45
Gambar 4.2
Form Master Supplier ……… 46
Gambar 4.3
Form Master Customer ……….. 47
xi
Gambar 4.6
Form Bill Of Materials ……….. 50
Gambar 4.7
Form Satuan ……….. 51
Gambar 4.8
Form Petugas ………. 52
Gambar 4.9
Form Transaksi Penjualan ………. 53
Gambar 4.10
Form Transaksi Retur Penjualan ………... 54
Gambar 4.11
Form Transaksi Pembelian ……… 55
Gambar 4.12
Form Penerimaan ……….. 56
Gambar 4.13
Form Perencanaan Produksi ……….. 57
Gambar 4.14
Form Pencatatan Produksi ………. 58
Gambar 4.15
Form Proses MRP ………. 59
1
PENDAHULUAN
1.1 Latar Belakang Masalah
Kemajuan arus teknologi dan informasi yang semakin pesat sekarang ini
mengakibatkan persaingan di segala aspek kehidupan masyarakat. Berbagai
bidang berlomba – lomba untuk dapat memperoleh dan memanfaatkan kemajuan
teknologi dan informasi yang sejalan dengan perkembangan jaman.
Perkembangan teknologi dan informasi yang sangat pesat sangat berdampak pada
dunia komputer. Sehingga banyak perusahaan yang ada selalu meningkatkan
keefisienan dan kecepatan dalam pelayanan kepada customer dan salah satunya
adalah perusahaan ROXENINDO UTAMA.
ROXENINDO UTAMA adalah perusahaan yang bergerak dalam bidang chemical atau kimia. Perusahaan memproduksi chemical dengan merek seri
ROXEN. Produk chemical tersebut banyak diperlukan untuk menunjang
operasional di industri minyak bumi, gas bumi, batu bara dan pengolahan udang
untuk ekspor khususnya di wilayah Kalimantan Timur. Kota Balikpapan
merupakan salah satu kota di wilayah Kalimantan Timur yang banyak berdiri
perusahaan – perusahaan yang mengolah minyak bumi dan gas bumi seperti
PERTAMINA, UNOCAL, TOTAL dan VICO, sehingga kota Balikpapan dikenal
juga sebagai kota minyak. Dan banyaknya permintaan dari perusahaan –
perusahaan akan chemical sebagai penunjang operasional industri mereka maka
dengan jadwal produksi yang telah ditentukan sehingga terjadi penumpukan
produk.
Untuk itu diperlukan suatu metode yang dapat menjadwalkan kembali
produksi serta mengatur persediaan agar stok tidak kosong. Dengan menggunakan
metode Material Requirements Planning diharapkan tidak terjadi lagi penumpukan produk dan persediaan dapat terkontrol dengan baik.
1.2 Perumusan Masalah
Mengacu pada latar belakang diatas, maka permasalah pada Tugas Akhir
ini adalah “Bagaimana membuat model sistem penjadwalan produksi dan
pengendalian persediaan pada perusahaan ROXENINDO UTAMA sehingga tidak terjadi lagi penumpukan hasil produksi yang jarang diminta dan kekosongan stok
akibat permintaan yang berlebih”.
1.3 Pembatasan Masalah
Adapun batasan permasalahan dalam Pembuatan Penjadwalan Produksi
Dan Inventory Control Menggunakan Material Requirements Planning Pada
Roxenindo Utama Di Balikpapan adalah sebagai berikut:
1. Sistem memberikan informasi mengenai penjadwalan produksi, sistem
pengaturan barang yang efisien dan mekanisme penjadwalan kembali untuk
rencana perbaikan apabila terjadi perubahan.
2. Sistem memberikan informasi mengenai jumlah stok bahan baku pada gudang
3. Sistem memberikan informasi mengenai hasil laporan penjualan produk dan
pembelian bahan baku.
4. Pada sistem ini menggunakan program Visual Basic 6, Power Designer 6 untuk
merancang dan membuat sistem dan database yang digunakan adalah Oracle.
5. Pada sistem ini tidak membahas tentang penghitungan biaya produksi dan
biaya persediaan.
1.4 Tujuan
Tujuan dari Pembuatan Penjadwalan Produksi Dan Inventory Control
Menggunakan Material Requirements Planning Pada Roxenindo Utama Di
Balikpapan adalah :
1. Membuat suatu sistem Penjadwalan Produksi.
2. Membuat sistem pengendalian persediaan yang menggunakan metode MRP
untuk mengoptimalkan proses produksi.
1.5 Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penyusunan Tugas Akhir ini adalah :
BAB I : PENDAHULUAN
Dalam bab ini diulas Latar Belakang Permasalahan, Perumusan
Masalah, Pembatasan Masalah, Tujuan dan Sistematika Penulisan
Tugas Akhir yang mendasari penulis dalam mengangkat judul Tugas
BAB II : LANDASAN TEORI
Didalamnya dibahas mengenai teori-teori yang melandasi tentang
pembuatan sistem pada Tugas Akhir. Teori – teori tersebut adalah :
a. Definisi MRP.
b. Tujuan Sistem MRP.
c. Input MRP.
d. Output MRP.
e. Prinsip – Prinsip Dasar MRP.
f. Mekanisme Dasar Proses MRP.
BAB III : METODE PENELITIAN DAN PERANCANGAN SISTEM
Bab ini berisi tentang metode penelitian dan bagaimana
permasalahan yang terjadi dianalisa, kemudian melakukan
perancangan sistem.
BAB IV : IMPLEMENTASI DAN EVALUASI
Pada bab ini membahas tentang implementasi sistem yang sudah
dibuat berdasarkan pada masalah yang diambil.
BAB V : PENUTUP
Pada bab ini merupakan bab yang berisi tentang kesimpulan dan
saran yang dapat berguna bagi pengembangan aplikasi sistem
5
LANDASAN TEORI
2.1 Material Requirements Planning
2.1.1 Definisi MRP
MRP adalah dasar komputer mengenai perencanaan produksi dan inventory control. MRP juga dikenal sebagai tahapan waktu perencanaan permintaan. MRP menyangkut keduanya yaitu penjadwalan produksi dan inventory control. MRP menyediakan sistem ketepatan penjadwalan, sistem pengaturan barang yang efisien dan mekanisme penjadwalan kembali untuk rencana perbaikan apabila terjadi perubahan. MRP menjaga agar tetap pada tingkat minimum dan juga menjamin permintaan barang agar tetap tersedia apabila dibutuhkan.
2.1.2 Tujuan Sistem MRP
Tujuan utama dari sistem MRP yaitu :
1. Menjamin tersedianya barang, komponen – komponen, produk – produk untuk perencanaan produksi dan untuk pengiriman ke customer.
2. Mempertahankan kemungkinan terjadinya lower level pada persediaan.
3. Merencanakan aktivitas pembuatan, jadwal pengiriman dan aktivitas pembelian.
2.1.3 Input dan Output Sistem MRP
a. Input MRP
Ada tiga input utama pada sistem MRP, yaitu : 1. Master Production Schedule (Jadwal Induk Produksi)
MPS merupakan proses alokasi untuk membuat sejumlah produk yang diinginkan dengan memperhatikan kapasitas (pekerja, mesin, dan bahan) yang dimiliki. MPS didasarkan pada peramalan atas permintaan tak tergantung (independent demand) dari setiap produk akhir yang akan dibuat. Pada MPS terdapat Jadwal Pembelian Utama yang berhubungan langsung dengan kegiatan pembelian produk dan semua bahan baku yang ada. Kebutuhan untuk semua bagian dijadwalkan dalam periode waktu pada Jadwal Pembelian Utama. Jadwal ini menunjukkan bahan baku apa saja yang dapat dibeli untuk memenuhi kebutuhan akan permintaan, berapa jumlah bahan baku yang dibutuhkan dan kapan bahan baku tersebut dibutuhkan. Jadwal Pembelian Utama dapat dihasilkan dengan adanya input berupa :
a. Ramalan Pembelian
Ramalan pembelian merupakan perkiraan pembelian yang akan dilakukan oleh perusahaan pada tahun yang akan datang. Ramalan pembelian ini dibuat dengan melihat pembelian yang terjadi dan ramalan pembelian yang dilakukan pada periode – periode sebelumnya.
b. Pesanan konsumen.
pada saat pembelian oleh konsumen. Pesanan konsumen ini merupakan input untuk membuat Jadwal Pembelian Utama.
c. Perencanaan kapasitas pembelian.
Perencanaan kapasitas pembelian digunakan untuk menentukan kapasitas pembelian yang sesuai dengan kemampuan perusahaan. Perencanaan kapasitas pembelian dibuat agar pembelian yang dilakukan tidak melebihi kemampuan dan kapasitas yang dimiliki oleh perusahaan.
2. Inventory Status Record (Catatan Keadaan Persediaan)
ISR berisikan informasi tentang semua barang – barang, komponen – komponen atau sub-assembly untuk setiap end item. ISR juga berisikan susunan on-hand dan on-order pada persediaan. Permintaan untuk end item adalah angka akhir yang dijadwalkan pada periode waktu dan dicatatkan pada MPS. Pada sistem ini ISR berisi status dari semua bahan baku dan produk dalam pengaturan persediaan. Seperti jumlah minimum yang diperbolehkan, kode bahan baku, kode produk dan lain – lain. Dengan demikian apabila terdapat pesanan dari konsumen, maka status dari barang dapat diketahui dengan segera sehingga dapat diambil keputusan dan tindakan yang tepat.
3. Product Structure Record (Catatan Struktur Produk)
yang dihasilkan BOM dapat digunakan sebagai analisa standar harga penjualan untuk semua produk. Dengan BOM maka sistem ini akan menghasilkan informasi yang dapat digunakan pimpinan perusahaan dalam merencanakan dan mengendalikan harga yang standar serta meningkatkan manajemen perusahaan.
Untuk lebih jelasnya dapat kita lihat pada Gambar 2.1 :
MASTER PRODUCTION SCHEDULE
Menunjukkan produksi untuk menghasilkan dan kapan diperlukan
PRODUCT STRUCTURE RECORD
Berisikan BOM dan menampilkan bagaimana produk dibuat INVENTORY STATUS
RECORD
Berisikan on-hand, lead time, lot size dan safety stock
MATERIAL REQUIREMENTS PLANNING
Menguraikan BOM per MPS requirement,
lead time offset dan memberikan laporan mengenai :
apa yang dipesan, berapa banyak yang dipesan, kapan pesan dan apa yang dipesan
untuk mempercepat, memperlambat atau membatalkannya
Forecasts Customer Orders
Inventory Transaction Engineering Changes
Gambar 2.1. Material Requirements Planning (MRP) inputs
b. Output MRP
yang akan ditangani oleh perusahaan. Dari informasi tersebut perusahaan dapat memesan kembali bahan baku kepada supplier yaitu berupa bahan baku yang dapat digunakan pada saat ini dan bila diperlukan dapat dilakukan penjadwalan ulang seperti yang telah dijadwalkan sebelumnya.
Dari informasi yang dihasilkan sistem maka informasi tersebut akan diolah kembali untuk menghasilkan informasi berupa :
a. Perencanaan pemesanan pembelian selanjutnya. b. Pemesanan pembelian yang akan dilaksanakan.
c. Penjadwalan ulang (reschedule) apa yang telah dijadwalkan. Output sistem MRP ini dapat kita lihat pada Gambar 2.2 :
Gambar 2.2. Material Requirements Planning (MRP) outputs
Informasi yang dihasilkan tersebut telah disesuaikan dengan kapasitas pembelian dan kemampuan perusahaan. Informasi yang dihasilkan juga dapat meningkatkan kecepatan dan ketepatan dalam mengambil keputusan untuk perkembangan perusahaan. Dengan meningkatkan kecepatan dan ketepatan pengambilan keputusan, maka perencanaan yang diambil selalu up to date dan
MATERIAL REQUIREMENTS PLANNING
Planned order releases
Purchase Orders (PO)
Work Orders (WO)
valid sehingga menghasilkan keuntungan bagi perusahaan dalam persaingan bisnis yang semakin ketat.
Dari penjelasan di atas maka dapat disimpulkan bahwa informasi yang dihasilkan tersebut dapat digunakan oleh perusahaan untuk :
1. Menganalisa situasi dan kondisi penjualan yang terjadi.
2. Merencanakan bahan baku apa saja yang harus dipesan dan berapa jumlahnya. 3. Kapan pemesanan bahan baku tersebut harus dilakukan, dipercepat, ditunda
atau bahkan dibatalkan
4. Menghindari terjadinya penyimpanan bahan baku yang tidak diperlukan. 5. Menjaga kestabilan penjualan sesuai dengan jadwal yang telah ditetapkan oleh
perusahaan
6. Mengurangi biaya pembelian bahan baku. 7. Meningkatkan pelayanan kepada konsumen. 8. Meningkatkan manajemen perusahaan.
9. Membantu mendapatkan keuntungan yang optimal pada perusahaan.
2.1.4 Prinsip – Prinsip Dasar MRP
MRP mempunyai asumsi tertentu terhadap karakteristik produk serta proses yang digunakan dalam sistem manufaktur. Oleh karena itu MRP mempunyai beberapa prinsip, syarat dan asumsi sebagai berikut :
a. Prinsip Dasar
data persediaan dengan perekaman informasi pada tanggal yang spesifik dari periode perencanaan yang dikaitkan dengan jumlahnya.
Informasi status persediaan akan mengungkapkan berapa jumlah yang harus dipesan atau disediakan untuk memenuhi kebutuhan. Gambaran umum dari suatu persediaan dapat dijelaskan sebagai berikut : A + B – C = X.
Dimana :
A = jumlah persediaan yang dimiliki. B = jumlah yang sedang dipesan. C = jumlah kebutuhan kotor.
X = jumlah yang tersedia (sisa persediaan).
b. Syarat MRP
Syarat pendahuluan dari sistem MRP yang standar adalah :
1. Ada dan tersedianya MPS (Jadwal Induk Produksi) dimana terdapat jadwal rencana dan jumlah pesanan dari item atau produk.
2. Item persediaan mempunyai identifikasi khusus. 3. Tersedianya struktur produk pada saaat perencanaan.
4. Tersedianya informasi tentang persediaan untuk semua item yang menyatakan keadaan persedian sekarang dan yang akan datang atau yang direncanakan.
c. Asumsi MRP
Asumsi dari sistem MRP yang standar adalah sebagai berikut : 1. Adanya file – file yang terintegrasi.
3. Setiap item persediaan selalu ada dalam pengendalian.
4. Semua komponen untuk suatu proses produksi dapat tersedia pada saat produksi akan dilakukan.
5. Pengadaan dan pemakaian komponen bersifat diskrit.
6. Proses pembuatan suatu item tidak tergantung terhadap proses pembuatan item lainnya.
2.1.5 Mekanisme Dasar Proses MRP
Sebelum menjelaskan mekanisme dasar proses MRP, kita dapat memperhatikan contoh tampilan horizontal dari MRP dalam Gambar 2.3 :
MATERIAL REQUIREMENTS PLANNING Lot Size : 1 Lead Time : 2
Safety Stock : 0 On Hand : 20
Periode
PD 1 2 3 4 5 6 7 8
Gross Requirements 5 10 18 0 10 6 0 14
Schedule Receipts 20
Projected On-Hand 20 Net Requirements
Planned Order Receipts Planned Order Release
Penjelasan yang berkaitan dengan format tampilan horizontal dari MRP diatas akan dibahas berikut ini :
a. Lead Time
Lead Time merupakan jangka waktu yang dibutuhkan sejak MRP menyarankan suatu pesanan sampai item yang dipesan sampai pesanan diterima di gudang. Dalam Gambar 2.3 diketahui bahwa waktu tunggu (lead time) adalah 2 minggu.
b. On Hand
On Hand merupakan inventory on-hand yang menunjukkan kuantitas dari item yang secara fisik ada dalam stock-room. Dalam Gambar 2.3 diketahui bahwa inventory on-hand adalah 20 unit.
c. Lot Size
Lot Size merupakan kuantitas pesanan dari item yang memberitahukan MRP berapa banyak kuantitas yang harus dipesan. Pada contoh di atas diketahui bahwa ukuran kuantitas pesanan adalah sebesar 1 unit.
d. Safety Stock
Safety Stock merupakan stok pengaman yang ditetapkan oleh perencana MRP untuk mengatasi fluktuasi dalam permintaan (demand) dan penawaran (supply). MRP merencanakan untuk mempertahankan tingkat stok pada level ini (safety stock level) pada semua periode waktu. Dalam contoh yang dikemukakan pada Gambar 2.3 di atas, stok pengaman diasumsikan nol.
e. Planning Horizon
horizon dibuat berdasarkan asumsi bahwa suatu material sampai kapan dapat dipergunakan dalam proses produksi. Dalam contoh yang dikemukakan pada Gambar 2.3 di atas, horizon perencanaan adalah 8 minggu.
f. Gross Requirements
Gross Requirements merupakan total dari semua kebutuhan, termasuk kebutuhan yang diantisipasi (anticipated requirements), untuk setiap periode waktu. Dalam contoh yang dikemukakan pada Gambar 2.3 di atas, diketahui bahwa kebutuhan kotor (gross requirements) untuk periode 1 adalah 5 unit, periode 2 adalah 10 unit, periode 3 adalah 18 unit, periode 4 adalah 0 unit dan periode 5 adalah 10 unit, periode 6 adalah 6 unit, periode 7 adalah 0 unit dan periode 8 adalah 14 unit.
g. Schedule Receipts
Schedule Receipts adalah jadwal pesanan material dari perusahaan dan kapan material tersebut diterima. Pada Gambar 2.3 diketahui bahwa schedule receipts adalah 20 unit dan diterima pada periode 2.
h. Project On-Hand
Projected On-Hand adalah kuantitas yang diharapkan ada dalam inventory pada akhir periode dan tersedia untuk permintaan dalam periode yang berikutnya. Projected on-hand dihitung berdasarkan formula, yaitu :
Projected On-Hand = On-hand pada awal periode + Schedule Receipts − Gross Requirements.
Projected on-hand periode 1 = 20 + 0 – 5 = 15 unit. Projected on-hand periode 2 = 15 + 20 – 10 = 25 unit. Projected on-hand periode 3 = 25 + 0 – 18 = 7 unit. Projected on-hand periode 4 = 7 + 0 – 0 = 7 unit. Projected on-hand periode 5 = 7 + 0 – 10 = -3 unit.
Projected on-hand pada periode 5 telah menjadi negatif. Pada projected on-hand nilai akhir tidak boleh negatif sehingga untuk projected on-hand pada periode 5 ditetapkan menjadi 0 unit.
Projected on-hand periode 6 = 0 + 0 – 6 = -6 unit.
Projected on-hand pada periode 6 telah menjadi negatif sehingga untuk projected on-hand periode 6 menjadi 0 unit.
Projected on-hand periode 7 = 0 + 0 – 0 = 0 unit. Projected on-hand periode 8 = 0 + 0 – 14 = -14 unit.
Projected on-hand pada periode 8 telah menjadi negatif sehingga untuk projected on-hand periode 8 menjadi 0 unit.
i. Net Requirements
j. Planned Order Receipts
Planned Order Receipts merupakan kuantitas pesanan pengisian kembali (pesanan pembelian) yang telah direncanakan oleh MRP untuk diterima pada periode tertentu guna memenuhi kebutuhan bersih (net requirements). Nilai pada planned order receipts selalu sama dengan nilai pada net requirements, sehingga planned order receipts pada periode 5 adalah 3 unit, periode 6 adalah 6 unit dan periode 8 adalah 14 unit.
k. Planned Order Release
Planned Order Release merupakan kuantitas planned order yang ditempatkan atau dikeluarkan dalam periode tertentu agar item yang dipesan itu akan tersedia pada saat dibutuhkan. Planned order release selalu memiliki kuantitas yang sama dengan planned order receipts, tetapi ditetapkan mundur ke belakang dengan menggunakan panjang waktu tunggu (lead time) yaitu 5 – 2 = 3. Sehingga planned order releases untuk periode 3 adalah 3 unit, periode 4 adalah 6 unit dan periode 6 adalah 14 unit.
Lot Size : 1 Lead Time : 2 Safety Stock : 0 On Hand : 20
Periode
PD 1 2 3 4 5 6 7 8
Gross Requirements 5 10 18 0 10 6 0 14
Schedule Receipts 20
Projected On-Hand 20 15 25 7 7 0 0 0 0
Net Requirements 3 6 14
Planned Order Receipts 3 6 14
Planned Order Release 3 6 14
18
ANALISA DAN PERANCANGAN SISTEM
Untuk mendukung pemecahan masalah yang ada maka akan diketengahkan mengenai pengumpulan data di perusahaan ROXENINDO UTAMA dimana data – data tersebut akan diolah dan dipergunakan untuk menganalisa proses produksi.
3.1 Pengumpulan Data
Aktivitas pengumpulan data di perusahaan ROXENINDO UTAMA dilaksanakan dengan cara :
a. Melaksanakan wawancara secara langsung dengan Direktur Utama, Manager Produksi, Supervisor, Acounting dan karyawan.
b. Mengambil sampel data jadwal produksi dan persediaan.
3.1.1 Komponen Bahan Baku Dan Jumlah Produksi
Produk yang dihasilkan oleh perusahaan ROXENINDO UTAMA adalah chemical dengan merk series ROXEN dan kapasitas produksi saat ini sebanyak : 2
ton per hari.
Tabel 3.1. Komponen Bahan Baku (Raw Material)
No. Nama Bahan Baku Nama Supplier
1. Soda Api (NaOH) PT. Soda Waru 2. Sodium Karbonat (Na2CO3) CV. Fajar Kimia
3. Polyacrilamide (CH2:C(CHO))2NH PT. Rajawali Nusindo 4. Calcium Hypochlorite (Ca(ClO)2) CV. Fajar Kimia
5. Asam Clorida (HCl) CV. Fajar Kimia
6. Alumunium Sulfat (Al2(SO4)3) PT. Aktif Indonesia Indah 7. Dodecylbenzene sulfamic Acid PT. Aktif Indonesia Indah
8. Sodium Sulfat (Na2S04) PT. Soda Waru
9. Tri-Ethylene Glycol CV. Fajar Kimia 10. Organic Solvent CV. Fajar Kimia
11. Texaphone CV. Fajar Kimia
3.1.2 Proses Produksi Chemical
Gambar 3.1. Proses Produksi Chemical
Proses produksi chemical tersebut menghasilkan produk chemical dengan merk series ROXEN yang dapat kita lihat pada Tabel 3.2 :
Material/Bahan Baku
Persiapan
Setting Waktu dan Blending Bahan-Bahan
Cleaning Impurities From Top Layer
Pompa ke Tangki Penampungan
Pengendapan Selama 2 x 24 jam
Tabel 3.2 Hasil Produksi Chemical
No. Jenis Produk Spesifikasi
Standard / Code
1. Roxen Serie Cl2
Fungsi Cl2 Content Berat Jenis
: : :
Disinfectant
(10 – 20) % 1.02 gr/ml
SNI
2. Roxen Serie C.652
Fungsi pH Viscosity : : : Coagulant
2.5 – 3.5 5.0 ± 0.5 cps
SNI
3. Roxen Serie I.452
Fungsi
Na2CO3 Content Berat Jenis
: : :
Neutralizer
Min (50 – 60) % 1.33 gr/ml
SNI
4. Roxen Serie F.114
Fungsi pH Berat Jenis : : : Flocculants
6.5 – 7.0 1.02 gr/ml SNI 5. Roxen Serie RC.7702 Fungsi pH Flash Point : : : Rig Cleaner
4.0 (1% V/U) Greater than 2000F
SNI 6. Roxen Serie SA.1126 Fungsi Organic Solvent Flash Point : : : Demulsifier Sodium Caustic,
Sulfamic acid and
Glacyol Acetic Acid
Greater than 2000F
Produk chemical tersebut banyak diperlukan untuk menunjang operasional di industri minyak bumi, gas bumi, batu bara dan pabrik pengolahan udang khususnya di wilayah Kalimantan Timur.
3.2 Analisa Sistem
Pada perusahaan ROXENINDO UTAMA penjadwalan produksi, inventory control dan penghitungan kebutuhan bahan baku masih dilakukan secara
manual sehingga sering terjadi perubahan pada jumlah produksi yang menyebabkan perubahan pada perencanaan kebutuhan bahan baku yang diperlukan untuk proses produksi. Demikian pula dengan stok bahan baku yang banyak menumpuk di gudang kurang dapat dikontrol.
3.3 Perancangan Sistem
Setelah pengumpulan informasi maka tahap selanjutnya adalah merancang sistem.
Proses perancangan sistem terdiri dari beberapa langkah, yaitu : a. Perancangan Sistem Flowchart lama dan baru.
b. Perancangan Bagan Berjenjang.
3.3.1 Sistem Flowchart
Sistem Flowchart merupakan salah satu dari perancangan suatu sistem yang berisikan aliran data yang berasal dari informasi yang telah dikumpulkan. Sistem flowchart menggambarkan jalannya suatu sistem yang akan kita buat dan menjelaskan siapa saja yang terlibat dalam pembuatan sistem tersebut. Pada Sistem Penjadwalan Produksi Dan Inventory Control Menggunakan Material Requirements Planning ini yang terlibat dalam pembuatan Sistem Flowchart adalah supplier, bagian pembelian, gudang bahan baku, gudang bahan jadi, manager produksi, bagian penjualan dan customer. Sistem Flowchart yang akan kita buat terbagi menjadi 2 bagian
yaitu Sistem Flowchart lama dan Sistem Flowchart baru. Sistem Flowchart lama menggambarkan bagaimana jalannya sistem pada perusahaan sebelum adanya pengembangan sistem terutama pada penjadwalan produksi dan inventory control. Sedangkan pada Sistem Flowchart baru menggambarkan
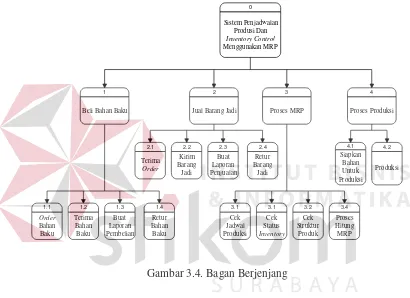
3.3.2 Bagan Berjenjang
Bagan Berjenjang adalah sebuah perancangan sistem yang berupa bagan dari sistem yang dimulai dari top level hingga low level. Bagan Berjenjang dari Sistem Penjadwalan Produksi dan Inventory Control Menggunakan Material Requirements Planning dapat dilihat pada Gambar 3.4 :
0 Sistem Penjadwalan Produsi Dan Inventory Control Menggunakan MRP 1
Beli Bahan Baku
2
Jual Barang Jadi
[image:34.612.102.512.208.506.2]3 Proses MRP 4 Proses Produksi 1.1 Order Bahan Baku 1.2 Terima Bahan Baku 1.3 Buat Laporan Pembelian 2.1 Terima Order 2.2 Kirim Barang Jadi 2.3 Buat Laporan Penjualan 3.1 Cek Status Inventory 4.2 Produksi 3.2 Cek Struktur Produk 4.1 Siapkan Bahan Untuk Produksi 3.1 Cek Jadwal Produksi 3.4 Proses Hitung MRP 2.4 Retur Barang Jadi 1.4 Retur Bahan Baku
Gambar 3.4. Bagan Berjenjang
3.3.3 Data Flow Diagram
Data Flow Diagram (DFD) yang menggunakan metode Gane And
Sarson adalah salah satu dari perancangan sistem yang berupa diagram yang
selanjutnya adalah membuat sistem yang bersifat global yang di break-down sehingga menjadi beberapa sub yang lebih kecil dan terperinci. DFD Sistem Penjadwalan Produksi Dan Inventory Control Menggunakan Material Requirements Planning dapat dilihat pada Gambar 3.5 :
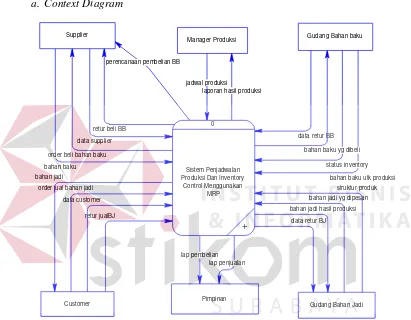
a. Context Diagram
perencanaan pembelian BB
data retur BJ data retur BB
retur jualBJ retur beli BB
lap pembelian lap penjualan
bahan jadi hasil produksi bahan jadi yg dipesan
struktur produk bahan baku utk produksi status inventory bahan baku yg dibeli
data customer order jual bahan jadi bahan jadi
bahan baku order beli bahan baku
data supplier
laporan hasil produksi jadwal produksi
0
Sistem Penjadwalan Produksi Dan Inventory
Control Menggunakan MRP + Supplier Customer Manager Produksi Pimpinan
Gudang Bahan baku
[image:35.612.102.513.187.507.2]Gudang Bahan Jadi
Gambar 3.5. Context Diagram
Context diagram ini menggambarkan secara garis besar dari sistem
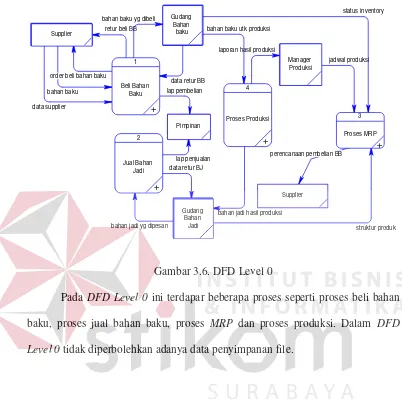
b. DFD Level 0
perencanaan pembelian BB data retur BJ
data retur BB retur beli BB
jadwal produksi laporan hasil produksi
bahan baku utk produksi
struktur produk status inventory
bahan jadi yg dipesan
bahan jadi hasil produksi bahan baku yg dibeli
lap penjualan lap pembelian bahan baku
data supplier
order beli bahan baku
[image:36.612.106.508.101.511.2]Manager Produksi Manager Produksi PimpinanPimpinan 1 Beli Bahan Baku + 2 Jual Bahan Jadi + 3 Proses MRP + 4 Proses Produksi + Supplier Supplier SupplierSupplier Gudang Bahan baku Gudang Bahan baku Gudang Bahan baku Gudang Bahan baku Gudang Bahan Jadi Gudang Bahan Jadi Gudang Bahan Jadi Gudang Bahan Jadi Supplier
Gambar 3.6. DFD Level 0
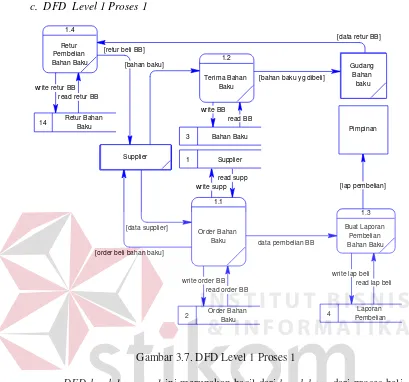
c. DFD Level 1 Proses 1
read retur BB write retur BB
[data retur BB] [retur beli BB]
[lap pembelian]
data pembelian BB
[image:37.612.103.512.80.462.2]read lap beli write lap beli [bahan baku]
read BB write BB
[bahan baku yg dibeli]
read order BB write order BB
read supp write supp
[order beli bahan baku] [data supplier] Pimpinan 1.1 Order Bahan Baku 1.2 Terima Bahan Baku 1.3 Buat Laporan Pembelian Bahan Baku 1 Supplier
2 Order Bahan Baku 3 Bahan Baku
4 Laporan Pembelian Supplier
SupplierSupplierSupplier 1.4
Retur Pembelian
Bahan Baku Gudang
Bahan baku Gudang
Bahan baku
14 Retur Bahan Baku
Gambar 3.7. DFD Level 1 Proses 1
DFD level 1 proses 1 ini merupakan hasil dari breakdown dari proses beli
bahan baku pada DFD Level 0. Pada DFD Level 1 proses 1 ini terdapat beberapa proses yaitu proses order bahan baku, proses terima bahan baku, proses buat laporan pembelian bahan baku dan proses retur pembelian bahan baku. Dalam DFD level 1 proses 1 ini terdapat data penyimpanan file seperti file bahan baku,
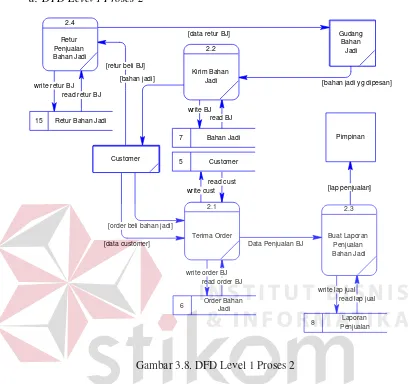
d. DFD Level 1 Proses 2
read retur BJ write retur BJ
[data retur BJ]
[retur beli BJ]
Data Penjualan BJ
[bahan jadi yg dipesan]
[lap penjualan]
read lap jual write lap jual read order BJ
write order BJ read cust write cust
[image:38.612.104.513.88.472.2][data customer] [order beli bahan jadi]
[bahan jadi] read BJ write BJ Pimpinan 2.1 Terima Order 2.2 Kirim Bahan Jadi 2.3 Buat Laporan Penjualan Bahan Jadi 5 Customer
6 Order Bahan Jadi 7 Bahan Jadi
8 Laporan Penjualan CustomerCustomer Customer Customer 2.4 Retur Penjualan Bahan Jadi Gudang Bahan Jadi Gudang Bahan Jadi
15 Retur Bahan Jadi
Gambar 3.8. DFD Level 1 Proses 2
DFD level 1 proses 2 ini merupakan hasil dari breakdown dari proses jual
bahan jadi pada DFD Level 0. Pada DFD Level 1 proses 2 ini terdapat beberapa proses yaitu proses terima order, proses kirim bahan jadi, proses buat laporan penjualan bahan jadi dan proses retur penjualan bahan jadi. Dalam DFD level 1 proses 2 ini terdapat data penyimpanan file seperti file bahan jadi, file order bahan
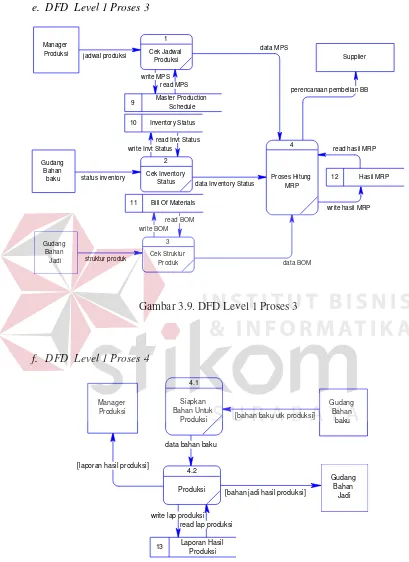
e. DFD Level 1 Proses 3
perencanaan pembelian BB
read hasil MRP
write hasil MRP
data BOM data Inventory Status
data MPS
read BOM write BOM
read Invt Status write Invt Status
read MPS write MPS struktur produk status inventory jadwal produksi Gudang Bahan baku Gudang Bahan Jadi Manager Produksi 1 Cek Jadwal Produksi 2 Cek Inventory Status 3 Cek Struktur Produk 4 Proses Hitung MRP 9 Master Production Schedule
10 Inventory Status
11 Bill Of Materials
12 Hasil MRP
[image:39.612.101.510.79.641.2]Supplier
Gambar 3.9. DFD Level 1 Proses 3
f. DFD Level 1 Proses 4
[bahan jadi hasil produksi] [bahan baku utk produksi]
[laporan hasil produksi]
write lap produksi read lap produksi data bahan baku Manager Produksi Gudang Bahan baku Gudang Bahan Jadi 4.1 Siapkan Bahan Untuk Produksi 4.2 Produksi
13 Laporan Hasil Produksi
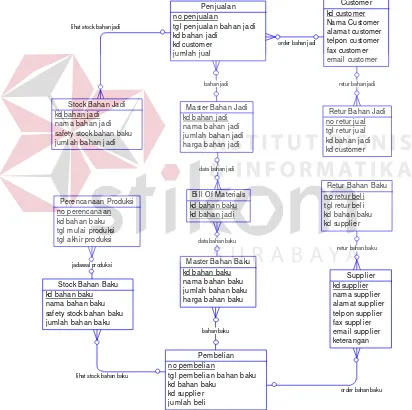
3.3.4 Conceptual Data Model (CDM)
Conceptual Data Model digunakan untuk menginterpretasikan,
menentukan dan mendokumentasikan kebutuhan – kebutuhan untuk ystem pemrosesan database. CDM menyediakan bentuk untuk menunjukkan struktur keseluruhan keutuhan data dari user. Elemen – elemen dari CDM adalah entity, atribut, pengidentifikasian dan hubungan atau relasi.
data bahan baku data bahan jadi
jadawal produksi lihat stock bahan jadi
lihat stock bahan baku
retur bahan jadi bahan jadi
order bahan jadi
bahan baku
retur bahan baku
order bahan baku Master Bahan Baku
kd bahan baku nama bahan baku jumlah bahan baku harga bahan baku
Customer kd customer Nama Customer alamat customer telpon customer fax customer email customer Supplier kd supplier nama supplier alamat supplier telpon supplier fax supplier email supplier keterangan Master Bahan Jadi
kd bahan jadi nama bahan jadi jumlah bahan jadi harga bahan jadi
Pembelian no pembelian
tgl pembelian bahan baku kd bahan baku
kd supplier jumlah beli
Penjualan no penjualan
tgl penjualan bahan jadi kd bahan jadi
kd customer jumlah jual
Perencanaan Produksi no perencanaan kd bahan baku tgl mulai produksi tgl akhir produksi
Stock Bahan Baku kd bahan baku nama bahan baku safety stock bahan baku jumlah bahan baku
Stock Bahan Jadi kd bahan jadi nama bahan jadi safety stock bahan baku jumlah bahan jadi
Retur Bahan Baku no retur beli tgl retur beli kd bahan baku kd supplier
Retur Bahan Jadi no retur jual tgl retur jual kd bahan jadi kd customer
[image:40.612.101.513.238.648.2]Bill Of Materials kd bahan baku kd bahan jadi
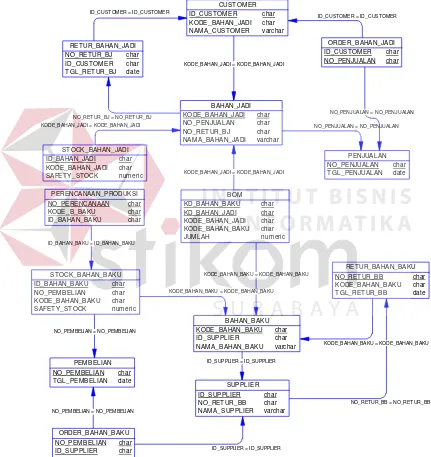
3.3.5 Physical Data Modelling (PDM)
Merupakan diagram referensi table yang memodelkan informasi berdasarkan pada detil physical informasi. Di bawah ini merupakan PDM dari sistem yang akan dibuat.
NO_RETUR_BJ = NO_RETUR_BJ ID_CUSTOMER = ID_CUSTOMER
NO_RETUR_BB = NO_RETUR_BB KODE_BAHAN_BAKU = KODE_BAHAN_BAKU KODE_BAHAN_BAKU = KODE_BAHAN_BAKU
ID_BAHAN_BAKU = ID_BAHAN_BAKU
KODE_BAHAN_BAKU = KODE_BAHAN_BAKU
NO_PEMBELIAN = NO_PEMBELIAN
KODE_BAHAN_JADI = KODE_BAHAN_JADI
ID_SUPPLIER = ID_SUPPLIER
KODE_BAHAN_JADI = KODE_BAHAN_JADI NO_PENJUALAN = NO_PENJUALAN
KODE_BAHAN_JADI = KODE_BAHAN_JADI
ID_SUPPLIER = ID_SUPPLIER NO_PEMBELIAN = NO_PEMBELIAN
NO_PENJUALAN = NO_PENJUALAN ID_CUSTOMER = ID_CUSTOMER
BAHAN_BAKU KODE_BAHAN_BAKU char ID_SUPPLIER char NAMA_BAHAN_BAKU varchar CUSTOMER ID_CUSTOMER char KODE_BAHAN_JADI char NAMA_CUSTOMER varchar SUPPLIER ID_SUPPLIER char NO_RETUR_BB char NAMA_SUPPLIER varchar BAHAN_JADI KODE_BAHAN_JADI char NO_PENJUALAN char NO_RETUR_BJ char NAMA_BAHAN_JADI varchar PEMBELIAN NO_PEMBELIAN char TGL_PEMBELIAN date PENJUALAN NO_PENJUALAN char TGL_PENJUALAN date PERENCANAAN_PRODUKSI NO_PERENCANAAN char KODE_B_BAKU char ID_BAHAN_BAKU char BOM KD_BAHAN_BAKU char KD_BAHAN_JADI char KODE_BAHAN_JADI char KODE_BAHAN_BAKU char JUMLAH numeric STOCK_BAHAN_BAKU ID_BAHAN_BAKU char NO_PEMBELIAN char KODE_BAHAN_BAKU char
SAFETY_ST OCK numeric
STOCK_BAHAN_JADI ID_BAHAN_JADI char KODE_BAHAN_JADI char SAFETY_STOCK numeric RETUR_BAHAN_BAKU NO_RETUR_BB char KODE_BAHAN_BAKU char
T GL_RETUR_BB date
RETUR_BAHAN_JADI
NO_RET UR_BJ char
ID_CUSTOMER char
TGL_RETUR_BJ date
ORDER_BAHAN_JADI
ID_CUST OMER char
NO_PENJUALAN char
ORDER_BAHAN_BAKU
NO_PEMBELIAN char
[image:41.612.101.532.184.641.2]ID_SUPPLIER char
3.3.6 Struktur File
Adapun struktur database yang digunakan dalam sistem ini adalah :
1. Tabel Bahan Baku Nama Tabel : Bahan Baku
Fungsi : Sebagai tabel Master Bahan Baku Tabel 3.3 Bahan Baku
Field Constraint Type Width Description Kode Bahan Baku PK Char 8 Kode Bahan Baku
Nama Not NULL Varchar2 100 Nama Bahan Baku
Kode Satuan FK Char 4 Kode Satuan
Safety Stock Number 12,2 Qty Minimum
Jumlah Number 10 Jumlah Bahan Baku
Harga Number 10 Harga Bahan Baku
Keterangan Varchar2 100 Keterangan
2. Tabel Barang Jadi Nama Tabel : Barang Jadi
Fungsi : Sebagai tabel Master Barang Jadi Tabel 3.4 Master Barang Jadi
Field Constraint Type Width Description Kode Bahan Jadi PK Char 8 Kode Barang Jadi
Nama Not NULL Varchar2 100 Nama Barang Jadi
Kode Satuan FK Char 4 Kode Satuan
Safety Stock Number 12,2 Qty Minimum
Jumlah Number 10 Jumlah Bahan Jadi
Harga Number 10 Harga Bahan Jadi
3. Tabel Customer Nama Tabel : Customer
Fungsi : Sebagai tabel Master Customer Tabel 3.5 Master Customer
Field Constraint Type Width Description ID Customer PK Char 10 Kode Customer
Nama Not NULL Varchar2 100 Nama Customer Alamat Not NULL Varchar2 100 Alamat Customer
Telpon Varchar2 30 Telpon Customer
Fax Varchar2 30 Fax Customer
E-Mail Varchar2 30 E-Mail Customer
Keterangan Varchar2 100 Keterangan
4. Tabel Supplier Nama Tabel : Supplier
[image:43.612.105.514.172.669.2]Fungsi : Sebagai tabel Master Supplier Tabel 3.6 Master Supplier
Field Constraint Type Width Description ID Supplier PK Char 10 Kode Supplier
Nama Not NULL Varchar2 100 Nama Supplier Alamat Not NULL Varchar2 100 Alamat Supplier
Telpon Varchar2 30 Telpon Supplier
Fax Varchar2 30 Fax Supplier
E-Mail Varchar2 30 E-Mail Supplier
Status Number 1 Status Supplier
5. Tabel Transaksi Pembelian Nama Tabel : Pembelian
Fungsi : Sebagai tabel untuk menyimpan data pembelian bahan baku Tabel 3.7 Pembelian
Field Constraint Type Width Description No Pembelian PK Char 10 Nomer Pembelian
Tanggal Pembelian
Date Date Tanggal Pembelian Bahan Baku
ID Petugas FK Char 10 ID Petugas
Approval Status Char 1 Approval Status Tanggal Approval Date Date Tanggal Approval
Keterangan Varchar2 100 Keterangan
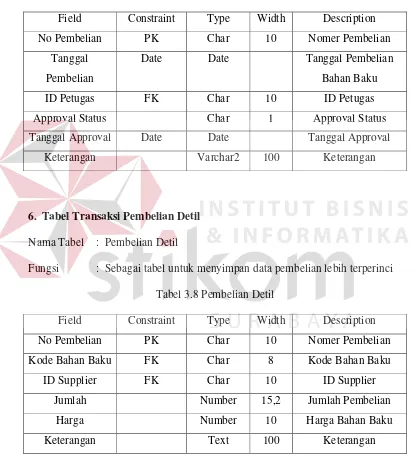
6. Tabel Transaksi Pembelian Detil Nama Tabel : Pembelian Detil
[image:44.612.104.517.172.631.2]Fungsi : Sebagai tabel untuk menyimpan data pembelian lebih terperinci Tabel 3.8 Pembelian Detil
Field Constraint Type Width Description No Pembelian PK Char 10 Nomer Pembelian Kode Bahan Baku FK Char 8 Kode Bahan Baku
ID Supplier FK Char 10 ID Supplier
Jumlah Number 15,2 Jumlah Pembelian
Harga Number 10 Harga Bahan Baku
7. Tabel Transaksi Penjualan Nama Tabel : Penjualan
Fungsi : Sebagai tabel untuk menyimpan data hasil penjualan bahan jadi Tabel 3.8 Penjualan
Field Constraint Type Width Description No Penjualan PK Char 10 Nomer Penjualan
Tanggal Penjualan
Date Date Tanggal Penjualan Bahan Jadi
ID Petugas FK Char 10 ID Petugas
ID Customer FK Char 10 ID Customer
Approval Status Char 1 Approval Status Tanggal Approval Date Date Tanggal Approval
Keterangan Varchar2 100 Keterangan
8. Tabel Penjualan Detil Nama Tabel : Penjualan Detil
[image:45.612.103.515.174.632.2]Fungsi : Sebagai Tabel untuk menyimpan data penjualan terperinci Tabel 3.9 Penjualan Detil
Field Key Type Width Description
No Penjualan PK Char 10 Nomer Penjualan Kode Bahan Jadi FK Char 8 Kode Bahan Jadi
Jumlah Number 15,2 Jumlah Penjualan
Harga Satuan Number 17,2 Harga Bahan Jadi
9. Tabel Perencanaan Produksi Nama Tabel : Perencanaan Produksi
Fungsi : Sebagai tabel untuk menampilkan perencanaan produksi Tabel 3.10 Master Production Schedule
Field Constraint Type Width Description No Perencanaan PK Char 10 Nomer Perencanaan
Produksi Kode Bahan Jadi FK Char 8 Kode Jahan Jadi
Tanggal Mulai Produksi
Date Date Tanggal Mulai
Produksi Tanggal Akhir
Produksi
Date Date Tanggal Akhir
Produksi Jumlah Produksi Number 12,2 Jumlah Produksi
Proses Produksi Number 12 Proses Produksi Bahan Jadi
Proses Reaksi Fermentasi
Number 12 Proses Reaksi Fermentasi Proses Kemas Number 12 Proses Kemas Bahan
Jadi Approval Status Char 1 Approval Status Tanggal Approval Date Date Tanggal Approval
Keterangan Varchar2 100 Keterangan
10.Tabel Perencanaan Produksi Detil Nama Tabel : Perencanaan Produksi Detil
Tabel 3.11 Perencanaan Produksi Detil
Field Constraint Type Width Description No Perencanaan PK Char 10 Nomer Perencanaan Kode Bahan Baku FK Char 8 Kode Bahan Baku
Jumlah Number 15,2 Jumlah Bahan Baku
Keterangan Varchar2 100 Keterangan
11.Tabel Stock Bahan Baku Nama Tabel : Stock Bahan Baku
Fungsi : Sebagai tabel untuk menampilkan keadaan stock bahan baku Tabel 3.12 Stock Bahan Jadi
Field Constraint Type Width Description Kode Bahan Baku PK Char 8 Kode Bahan Baku
Tanggal Stock Date Date Stock Dalam Sebulan
Stock Awal Number 10 Stock Awal
Stock Akhir Number 10 Stock Akhir
Qty Terima Number 10 Jumlah Bahan Baku Yang Masuk Qty Keluar Number 10 Jumlah Bahan Baku
Yang Keluar
Keterangan Varchar2 100 Keterangan
12.Tabel Stock Barang Jadi Nama Tabel : Stock Barang Jadi
Tabel 3.13 Stock Barang Jadi
Field Constraint Type Width Description Kode Bahan Jadi PK Char 8 Kode Bahan Jadi
Tanggal Stock Date Date Stock Dalam Sebulan
Stock Awal Number 10 Stock Awal
Stock Akhir Number 10 Stock Akhir
Qty Terima Number 10 Jumlah Bahan Jadi Yang Masuk Qty Keluar Number 10 Jumlah Bahan Jadi
Yang Keluar
Keterangan Varchar2 100 Keterangan
13.Tabel Retur Pembelian Nama Tabel : Retur Pembelian
Fungsi : Sebagai tabel untuk menyimpan data retur pembelian Tabel 3.14 Retur Pembelian
Field Constraint Type Width Description No Retur Beli PK Char 10 No Retur beli Tanggal Retur
Beli
Date Date Tanggal Retur beli
ID Petugas FK Char 10 Nomer Petugas Approval Status Char 1 Approval Status Tanggal Approval Date Date Tanggal Approval
14.Tabel Retur Detil Pembelian Nama Tabel : Retur Detail Pembelian
Fungsi : Sebagai tabel untuk menyimpan data retur pembelian secara terperinci
Tabel 3.15 Retur Detil Pembelian
Field Constraint Type Width Description
No Retur PK Char 10 No Retur
Kode Bahan Baku FK Char 8 Kode Bahan Baku ID Supplier FK Char 10 ID Supplier
Jumlah Number 15,2 Jumlah Bahan Baku
Yang Diretur
Keterangan Varchar2 100 Keterangan
15.Tabel Retur Penjualan Nama Tabel : Retur Penjualan
Fungsi : Sebagai tabel untuk menyimpan data retur penjualan Tabel 3.16 Retur Penjualan
Field Constraint Type Width Description No Retur Jual PK Char 10 No Retur Jual Tanggal Retur
Jual
Date Date Tanggal Retur Jual
ID Petugas FK Char 10 Nomer Petugas Approval Status Char 1 Approval Status Tanggal Approval Date Date Tanggal Approval
16.Tabel Retur Penjualan Detil Nama Tabel : Retur Detail Penjualan
Fungsi : Sebagai tabel untuk menyimpan data retur penjualan secara terperinci
Tabel 3.17 Retur Penjualan Detil
Field Constraint Type Width Description No Retur Jual PK Char 10 No Retur Jual Kode Bahan Jadi FK Char 8 Kode Bahan Jadi
ID Customer FK Char 10 ID Customer
Jumlah Number 15,2 Jumlah Bahan Jadi Yang Diretur
Keterangan Varchar2 100 Keterangan
17.Tabel Petugas Nama Tabel : Petugas
Fungsi : Sebagai tabel untuk menyimpan data petugas Tabel 3.18 Petugas
Field Constraint Type Width Description
ID Petugas PK Char 10 Kode Petugas
Nama Petugas Not NULL Varchar2 50 Nama Petugas Alamat Not NULL Char 255 Alamat Petugas No Telpon Varchar2 20 No Telpon Petugas
43
IMPLEMENTASI DAN EVALUASI
4.1 Implementasi
Implementasi program adalah penerapan proses dari jalannya sistem
yang telah dibuat yaitu dari sistem logika diterapkan dalam sistem komputerisasi
(program) yang terstruktur, sehingga dapat memberikan gambaran kepada user
bagaimana cara untuk menjalankan program agar dapat menghasilkan data yang
dikehendaki.
4.1.1 Kebutuhan Perangkat Lunak
Perangkat lunak yang digunakan dalam membangun dan menjalankan
aplikasi ini adalah :
1. Microsoft Windows XP
Microsoft Windows adalah software yang umum digunakan sebagai sistem
operasi.
2. Oracle 8i
Oracle 8i adalah salah satu software database yang digunakan untuk
mendukung berbagai software aplikasi terutama aplikasi bisnis.
3. Visual Basic 6
Visual Basic adalah bahasa pemrograman yang digunakan untuk membuat
4. Power Designer 6
Power Designer adalah suatu tools dari Sybase, Inc. yang digunakan untuk
membuat design sistem dimulai dari pembuatan Context Diagaram, Data Flow
Diagram, Conceptual Data Model dan Physical Data Model.
4.1.2 Kebutuhan Perangkat Keras
Berikut ini adalah spesifikasi perangkat keras yang akan digunakan untuk
menjalankan program :
1. Prosessor Pentium 3 atau lebih.
2. RAM 128 MB atau lebih.
3. Harddisk 3 Gb atau lebih.
4. VGA Card 8 Mb atau lebih.
5. Monitor SVGA.
6. Keyboard dan mouse.
4.1.3 Penjelasan Penggunaan Program
Untuk menjalankan Aplikasi Sistem Penjadwalan Produksi Dan
Inventory Control Menggunakan Material Requirements Planning, telah
disediakan sebuah icon dengan nama MRP, pada desktop dengan menekan ganda
(double click) icon MRP terlebih dahulu.
a. Menu Utama
Menu Utama adalah tampilan utama program yang menggabungkan
[image:53.612.101.513.285.500.2]beberapa form yang terhubung dalam beberapa menu dan sub menu, seperti pada
b. Form Master Supplier
Form Master Supplier adalah form yang berisikan data – data supplier.
Pada form ini dapat memasukkan data supplier, mengedit, mendelete dan
[image:55.612.102.511.179.542.2]menyimpan data supplier yang baru.
c. Form Master Customer
Form Master Customer adalah form yang berisikan data – data customer.
Pada form ini dapat memasukkan data customer, mengedit, mendelete dan
[image:56.612.102.511.179.549.2]menyimpan data customer yang baru.
d. Form Master Bahan Baku
Form Master Bahan Baku adalah form yang berisikan data – data bahan
baku. Pada form ini dapat memasukkan data bahan baku, mengedit, mendelete dan
[image:57.612.102.510.180.540.2]menyimpan data bahan baku.
e. Form Master Barang Jadi
Form Master Barang Jadi adalah form yang berisikan data – data barang
jadi hasil produksi. Pada form ini dapat memasukkan data barang jadi, mengedit,
[image:58.612.105.512.181.503.2]mendelete dan menyimpan data barang jadi.
f. Form Bill Of Materials
Form Bill Of Materials adalah form yang berisikan struktur produk dari
barang jadi. Pada form ini dapat melihat struktur produk, mendelete dan
[image:59.612.101.512.178.561.2]menyimpan data struktur produk.
g. Form Satuan
Form Satuan adalah form yang berisikan ukuran satuan berat dari bahan
baku dan barang jadi. Pada form ini dapat memasukkan, mengedit, mendelete dan
[image:60.612.101.513.178.508.2]menyimpan data ukuran satuan berat dari bahan baku dan barang jadi.
h. Form Petugas
Form Petugas adalah form yang berisikan data – data petugas yang
berfungsi untuk mengawasi jalannya transaksi pembelian dan penjualan. Pada
form ini dapat memasukkan data petugas, mengedit, mendelete dan menyimpan
[image:61.612.99.508.206.564.2]data petugas yang baru.
i. Form Transaksi Penjualan
Form Transaksi Penjualan adalah form yang berisikan data – data
transaksi penjualan barang jadi ke customer. Pada form ini dapat memasukkan
data transaksi penjualan, mengedit, mendelete dan menyimpan data transaksi
[image:62.612.103.511.207.486.2]penjualan yang baru.
j. Form Transaksi Retur Penjualan
Form Transaksi Retur Penjualan adalah form yang berisikan data – data
retur penjualan yang mengacu pada transaksi penjualan. Pada form ini dapat
[image:63.612.104.509.178.500.2]melihat barang apa saja yang akan diretur dan berapa jumlahnya.
k. Form Transaksi Pembelian Bahan Baku
Form Transaksi Pembelian Bahan Baku adalah form yang berisikan data
– data transaksi pembelian bahan baku yang dilakukan oleh perusahaan. Pada
form ini dapat memasukkan data bahan baku apa saja yang akan kita beli,
[image:64.612.102.509.204.483.2]mengedit, mendelete dan menyimpan data data transaksi pembelian tersebut.
l. Form Penerimaan Bahan Baku
Form Penerimaan Bahan Baku adalah form yang berisikan data – data
penerimaan kapan bahan baku tersebut diterima atau datang dan berapa berapa
jumlahnya. Pada form ini dapat memasukkan data supplier, mengedit, mendelete
[image:65.612.103.510.206.482.2]dan menyimpan data supplier yang baru.
m. Form Perencanaan Produksi
Form Perencanaan Produksi adalah form yang berisikan data – data
perencanaan produksi atau penjadwalan produksi yang terdiri dari bahan baku apa
yang akan digunakan dalam proses produksi, kapan mulai produksi, kapan akhir
produksi dan berapa jumlah bahan baku yang digunakan dalam proses produksi
tersebut. Pada form ini kita dapat memasukkan data perencanaan produksi,
[image:66.612.101.511.256.596.2]mengedit, mendelete dan menyimpan data perencanaan produksi yang baru.
n. Form Pencatatan Produksi
Form Pencatatan Produksi adalah form yang berisikan data – data
pencatatan produksi yang terdiri dari tanggal mulai produksi, tanggal akhir
produksi, berapa jumlah barang jadi hasil produksi dan jumlah barang jadi yang
[image:67.612.99.509.206.576.2]rusak setelah produksi.
o. Form Proses MRP
Form Proses MRP adalah form yang berisikan data – data penghitungan
MRP yang terdiri dari periode yang akan digunakan dalam penghitungan MRP,
[image:68.612.105.523.181.523.2]bahan baku, lot size, safety stock, lead time dan on hand.
Gambar 4.15 Proses MRP
4.2 Evaluasi
Pada sistem ini data – data yang diperlukan sebagai input dalam
perhitungan MRP antara lain adalah Master Production Schedule, Bill Of
Data – data tersebut berdasarkan sample bulan Agustus 2002 dapat
dilihat pada tabel di bawah ini yaitu :
[image:69.612.107.513.173.527.2]1. Data MPS
Tabel 4.1 Master Production Schedule
Nama Produk
Jumlah
Produksi
(kg/bln)
Proses
Produksi
(hari)
Masa
Reaksi Dan
Fermentasi
(hari)
Pengemasan
(hari)
Total
Cl2
Disinfectant
2000 4 2 1 7
C.652 Poly
Aluminium
Chloride
1000 2 3 1 6
I.452 PH.
Improver
1500 3 2 1 6
F.114
Flocculant
2. Data BOM
Tabel 4.2 Bill Of Materials
Nama Produk Jumlah (kg/lt) Lead Time Nama Item Berat (kg/lt) Lead Time Cl2 Disinfectant
2000 1
Caporite
Powder
120 1
C.652 Poly
Aluminium
Chloride
1000 1
Aluminium
Sulphate
600 1
HCL 9 1
I.452 PH.
Improver
1500 1
Sodium
Carbonate
300 1
F.114
Flocculant
500 1 Polyacrilamide 9 1
[image:70.612.101.512.122.719.2]3. Data ISR
Tabel 4.3 Inventory Status Record
Nama Bahan Baku On-hand (kg) On-order (kg) Lead Time Safety Stock Nama Supplier Aluminium Sulphate
1000 0 1 700
PT. Aktif
Indonesia Indah
Caporite
Powder
700 750 1 150 CV. Fajar Kimia
Carbonate
HCL 10 0 1 5 CV. Fajar Kimia
Polyacrilami
de
50 0 1 50
PT. Rajawali
Nusindo
4.2.1 Perhitungan MRP
Setelah data – data terkumpul maka tahap berikutnya adalah proses
penghitungan MRP menggunakan data – data yang terdapat pada table 4.1, table
4.2 dan table 4.3.
Data transaksi yang dipakai dalam proses MRP adalah data berdasarkan
hasil survey bulan Agustus 2002. Berikut ini adalah data sample transaksi
penjualan bulan Agustus 2002 :
Tabel 4.4 Data Sampel Transaksi Penjualan bulan Agustus 2002
No. Tanggal Nama
Produk
Nama
Customer Jumlah
1. 01-08-02 Roxen
Series F114
PT.
Indominco 200
2. 01-08-02 Roxen
Series Cl2
PT.
Indominco 100
3. 02-08-02 Roxen
Series C.652
PT. Manggar
Bina Persada 75
4. 03-08-02 Roxen
Series I.452
PT. Manggar
Bina Persada 50
5. 07-08-02 Roxen
Series S200
PT. Sumber
Kalimantan
Abadi
6. 08-08-02 Roxen Series Cl2 PT. Sumber Kalimantan Abadi 60
7. 08-08-02 Roxen
Series I.452
PT. Manggar
Bina Persada 50
8. 13-08-02 Roxen
Series I.452
PT. Aromah
Nelayan
Mandiri
250
9. 19-08-02 Roxen
Series Cl2
PT. Sumber
Kalimantan
Abadi
60
10. 21-08-02 Roxen
Series Cl2
PT. Sumber
Kalimantan
Abadi
60
11. 26-08-02 Roxen
Series Cl2
PT. Sumber
Kalimantan
Abadi
50
12. 27-08-02 Roxen
Series C.652
PT. Aromah
Nelayan
Mandiri
75
Dan data pembelian bahan baku yang dilakukan pada bulan Juli 2002
[image:72.612.102.509.76.497.2]adalah :
Tabel 4.5 Data Sampel Transaksi Pembelian bulan Juli
No. Tanggal Nama Bahan
Baku
Nama
Supplier Jumlah
1. 01-07-02 Soda Api PT. Soda
Waru 1000
2. 03-07-02 Caporite
Powder
CV. Fajar
3. 03-07-02 Sodium Carbonate
CV.Fajar
Kimia 1000
4. 07-02-02 Caporite
Powder
CV. Fajar
Kimia 20000
5. 10-07-02 Aluminium
Sulphate
PT. Aktif
Indonesia
Indah
1000
6. 16-07-02 Hydro
Chloride
CV. fajar
Kimia 1000
7. 20-07-02 Polyacrilamide PT. Rajawali
Nusindo 1000
Setelah data – data tersebut terkumpul maka kita dapat memulai proses
penghitungan MRP. Proses penghitungan MRP ini kita ambil sample berdasarkan
transaksi yang terdapat pada table 4.4. Transaksi yang digunakan adalah transaksi
yang dilakukan oleh PT. Indominco pada tanggal 1 Agustus 2002 untuk membeli
produk Roxen Series Cl2 sebanyak 100.
Setelah data – data tersebut dimasukkan ke dalam program maka kita
Gambar 4.16 Hasil Perhitungan MRP
Dari hasil proses perhitungan MRP di atas maka diketahui bahwa pada
periode 2 terjadi kekurangan bahan baku sebanyak 19.000 maka perlu diadakan
pemesanan kembali yaitu pesanan pembelian bahan baku sebanyak 19.000 pada
periode 2 untuk menutupi kekurangan akan bahan baku tersebut. Oleh karena itu
perlu adanya rencana pengeluaran pemesanan bahan baku yaitu pada periode 1
66 PENUTUP
5.1Kesimpulan
Setelah dilakukan analisa, perancangan dan pembuatan PenjadwalanProduksi
Dan Inventory Control Menggunakan Material Requirements Planning maka
dapat diambil kesimpulan yaitu sistem dapat :
a. Mengetahui dan mengontrol stok yang ada dalam inventory sehingga tidak
akan terjadi kekurangan stok dan penumpukan hasil produk.
b. Menjadwalkan rencana pemesanan bahan baku sesuai dengan yang dibutuhkan
sehingga bahan baku selalu tersedia apabila dibutuhkan.
c. Memberikan laporan mengenai pengeluaran pesanan yang berguna bagi
customer untuk melakukan transaksi dengan perusahaan dan juga berguna bagi
manager produksi untuk mengontrol proses produksi.
d. Melakukan perubahan terhadap pesanan yang telah direncanakan.
5.2 Saran
Hal-hal yang dapat dikembangkan atau diberikan sebagai saran berkaitan
dengan perancangan dan pembangunan sistem Penjadawalan Produksi Dan
Inventory Control Menggunakan Material Requirements Planning adalah :
a. Pada sistem ini perlu dikembangkan dengan menyediakan informasi bagi
keperluan akuntansi dengan membuat jurnal umum, neraca dan laporan rugi
b. Untuk mendapat hasil yang berguna maka perlu ditambahkan pengontrolan
terhadap biaya persediaan untuk menghindari terjadinya pembelian yang tidak
semestinya.
c. Pada sistem perlu adanya penambahan penghitungan biaya produksi dan biaya
67 67 Fathasyah, 1999, Basis Data, Bandung.
Feuerstein, Steven and Pribyl, Bill, 1997, ORACLE PL/SQL Programming,
O’Reilly & Associates Inc., USA.
Halvorson, Michael, 1998, Step by step Microsoft Visual Basic 6.0 Professional, Microsoft Press A Division of Microsoft Corporation, WA.
Hohenstein, C. Louis, 1982, Practical Stock and Inventory Techniques That Cut Costs And Improve Profits, California, USA.
Jogiyanto, 1989, Analisa dan Disain Sistem Informasi, Andi Offset, Yogyakarta.
Kristanto, Harianto, 1994, Konsep Dan Perancangan Database, Andi Offset, Yogyakarta.
Lucas, Henry C., Jr., 1993, Analisis Disain Dan Implementasi Sistem Informasi, Erlangga, Jakarta.
McLeod, Raymond, Jr., 1983, Manajemen Information System 2nd Edition, Science Research Associates Inc., Chicago.
Pramono, Djoko, 1999, Mudah Menguasai Visual Basic 6, PT. Elex Media Komputindo, Jakarta.
Tersine, Richard J., 1984, Principles of Inventory and Materials Management 2nd Edition, The University of Oklahoma, USA.